Embed Size (px)
Citation preview

Ivan Bevilacqua and Fabiano RimediottiNORMECCANICA GROUP
Vacuum DivisionPiacenza – Italy
VACUUM COATERS PRODUCTION AND ENERGY EFFICIENCY:
NEW DESIGN AND INDUSTRY EXPERIENCE
by
Vacuum Coating leading performance factor
Energy and Material savings strategy
Quality and Barrier Properties of metallized film
A case study: BOPP Metallizing athughest industry standard
Conclusions
OUTLINE
High Performance Vacuum Coating: The project Motivation (1)
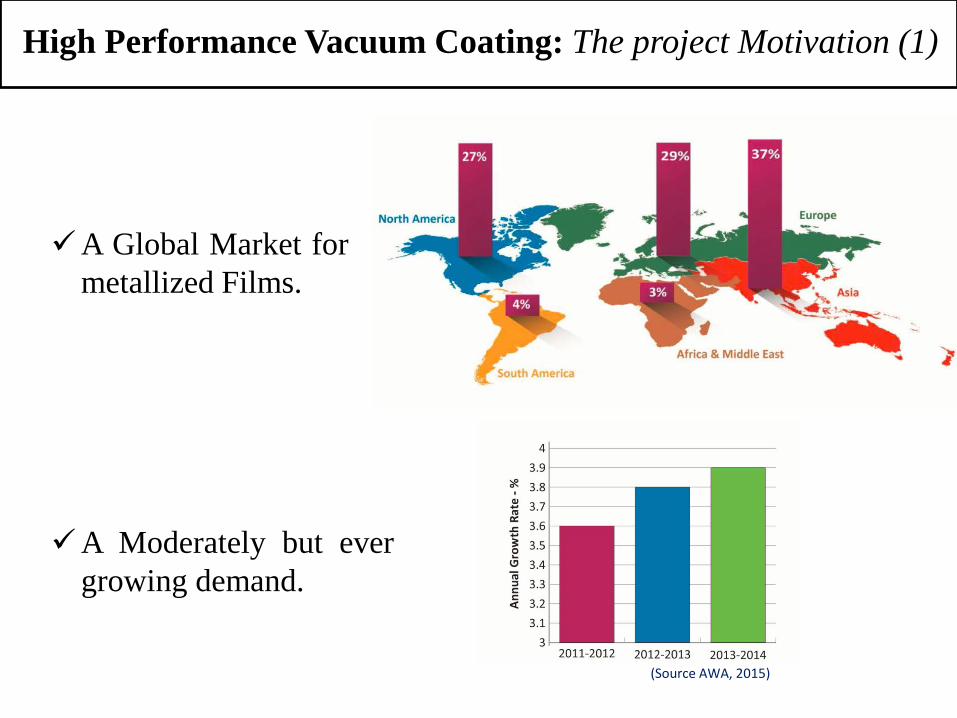
(Source AWA, 2015)
A Global Market formetallized Films.
A Moderately but evergrowing demand.

In recent years, Film Producers invested, the most, in newMetallized Film Lines.
High Performance Vacuum Coating: The project Motivation (2)
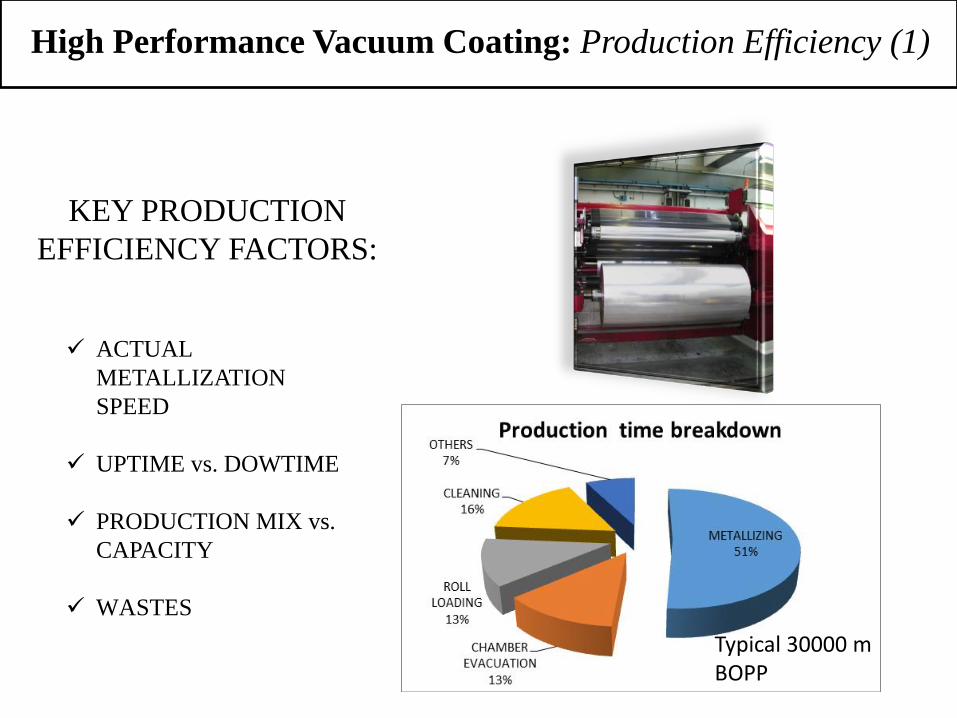
Typical 30000 m BOPP
KEY PRODUCTION EFFICIENCY FACTORS:
ACTUAL METALLIZATION SPEED
UPTIME vs. DOWTIME
PRODUCTION MIX vs. CAPACITY
WASTES
High Performance Vacuum Coating: Production Efficiency (1)
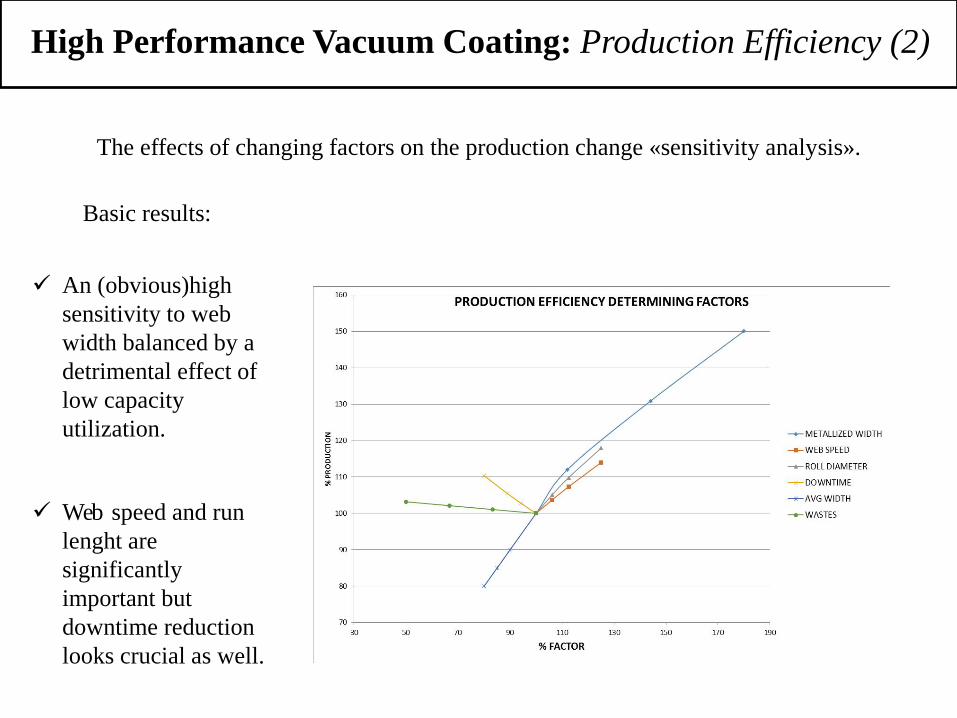
Basic results:
The effects of changing factors on the production change «sensitivity analysis».
An (obvious)high sensitivity to web width balanced by a detrimental effect of low capacityutilization.
Web speed and runlenght are significantlyimportant butdowntime reductionlooks crucial as well.
High Performance Vacuum Coating: Production Efficiency (2)

Basic results:
The effects of changing factors on the cost change «sensitivity analysis».
Increasing the machine size haslmited effect on unit costs reduction(logisticcomplexity). Again, it is verycrucial the high capacity utilizationfactor.
The relatively low waste impact is true for film producer (film scrap reprocessing).Wasting «high» cost purchased film materiaIt is potentially more critical for filmconverters.
High Performance Vacuum Coating: Production Efficiency (3)

Current state-of-the-art •1000 m/min @ 2 OD +/- 5% (Pet/BOPP)
KEY POINTS:
Evaporation system
Winding mechanism & tension control
Film cooling efficiency
Production Efficiency Factors: High Production Speed

High capacity aluminium evaporation systemSOLUTIONS FOR HIGH PRODUCTION SPEED
Narrow-spaced evaporators for intense vapour density.
Staggered lay-out for depositionuniformity.
Stable Aluminium feed and supported-electrically isolatedwire path to guaranteevibration and spitting-free evaporation.
Balanced power distributionto avoid electromagneticinterference from the high current flow (> 1000 A each).
Integral system cooling to withstand high intensity heatand long metallization run.
•1000 m/min @ 2 OD +/- 5%
• Al > 9 gr/min/boat ~ 0.1 gr/m2

Film winding mechanism and Tension control
Web Path designed for steady film support and guide.
Low inertia and High modulus rollers materials for firmweb path control at high rotation speed (e.g carbon fibers).
Latest generation winding control with multiple differential tension zone.
Smooth roller surface finishing (e.g ceramiccoated)for winding-induced defects minimization.
Features to handle different properties materialssuch as: Pre-set winder oscillation for thermally
sensitive films. Vari -bow and variable configuration
spreading to set for stretchable or rigidmaterials.
SOLUTIONS FOR HIGH PRODUCTION SPEED
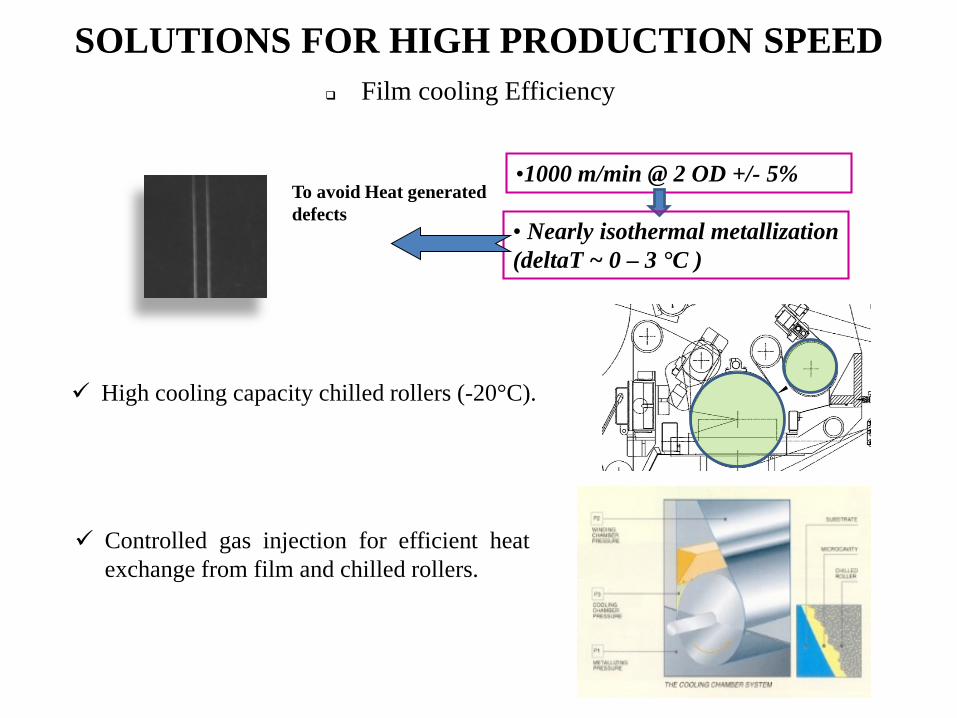
Film cooling Efficiency
High cooling capacity chilled rollers (-20°C).
Controlled gas injection for efficient heatexchange from film and chilled rollers.
•1000 m/min @ 2 OD +/- 5%
• Nearly isothermal metallization(deltaT ~ 0 – 3 °C )
To avoid Heat generated defects
SOLUTIONS FOR HIGH PRODUCTION SPEED

EFFICIENT & CONSISTENT VACUUM TIME
CONVENIENT & SAFE CLEANING OPERATION
ROLL HANDLING, FILM THREADING etc.
Production Efficiency Factors: Minimizig Downtime

EFFICIENT & CONSISTENT VACUUM TIME
High Capacity pumpingGroup.
«Vacuum zoning «withlimited volume depositionarea and Diffusion pumpsclose to process andprotected from debris.
Variable speed motors forsoft starting and powersaving.
Last generation Cryogenicsystem – highercondensation capacity.
• Current benchmark: evacuation time in 10 min at «industrial standard» conditions
SOLUTIONS FOR MINIMUM DOWNTIME

Examples of Solution
CONVENIENT & SAFE CLEANING OPERATIONS
Evaporation system is the mostcritical part: accessibility toclean and maintenance is key toproduction consistency andefficiency.
Shields collect large amount ofdebris especially during longrun and need regular cleaning.
Retractableboats carriage
Al spools on trolley to clear evaporation area
Debris collection trayfor quick disposal
Shields at operator’s reach and diffusion pumps inspection ports
SOLUTIONS FOR MINIMUM DOWNTIME

• Industry target : <3% film waste ( extrusion - metalliz.-slitting)
FULL PRODUCTION MONITORAND AUTOMATIC CONTROL.
Towards «zero off-spec» materialduring metallization start and stop (through «transientautomatic control»).
HMI: Supervisor
Live cam for chamber inside
Aluminiumthickness OD
Defect monitor
Production Efficiency Factors: Waste material reduction

• Industry target: Actual plasma power >5 Kw/m
Some film materials demonstrated to bepositively affected by higher energy dose(400 – 500 Joule/m2).
Upgraded treater and Power supplydesign can deliver higher energy withhigh response arc detection and control.
Production Efficiency Factors: Plasma Treatment for high film metallization

ELECTRIC POWER
30%
OTHER CONSUMABLES
28%
LABOR & MAINT.
20%
DEPRECIATION22%
TOTAL COST BREAKDOWN
Electrical Energy: a major metallization cost item……………….
Approximately one half of all consumables cost. One third of all metallization costs.
High Performance Vacuum Coating: Energy Efficiency (1)
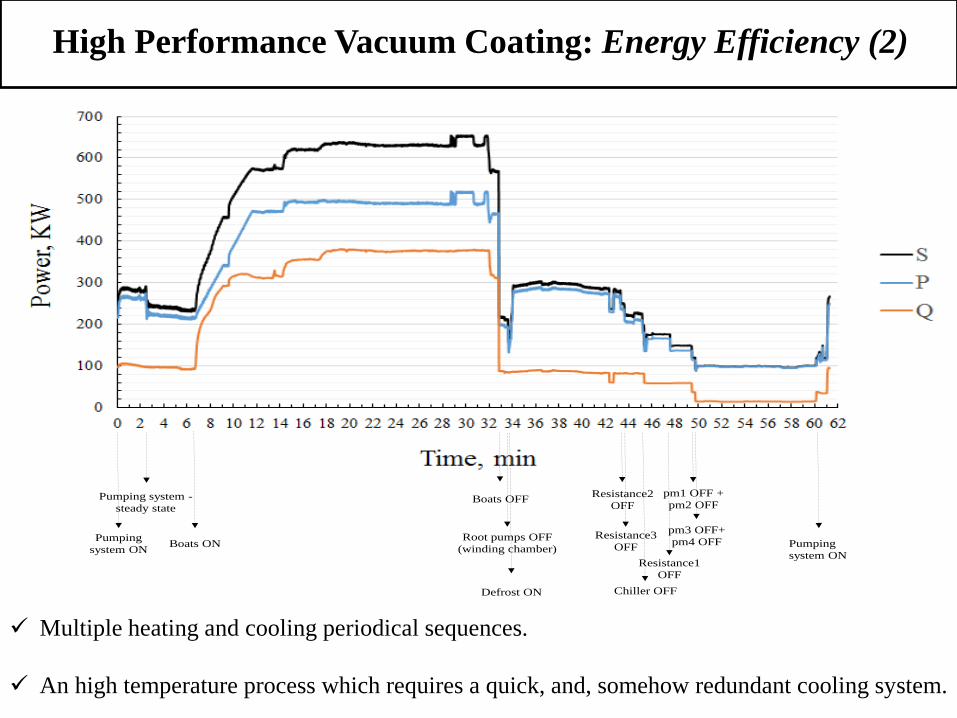
Multiple heating and cooling periodical sequences.
An high temperature process which requires a quick, and, somehow redundant cooling system.
High Performance Vacuum Coating: Energy Efficiency (2)
Pumpingsystem ON
Pumping system -steady state
Boats ON
Boats OFF
Root pumps OFF (winding chamber)
Defrost ON
Resistance2 OFF
Resistance3OFF
Chiller OFF
Resistance1 OFF
pm1 OFF +pm2 OFF
pm3 OFF+pm4 OFF Pumping
system ON

ENERGY SAVING KIT: 10-15% energy saving.ROI: < 1 year.
0
100
200
300
400
500
600
700
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62
Pow
er c
onsu
mpt
ion,
KW
Time, min
Standard ConfigurationEnergy Saving Configuration
High Performance Vacuum Coating: Energy Efficiency (3)
A strategy for energy saving : metallization cycle optimization

NORDMECCANICA METALLIZERS PERFORMANCEEnergy Saving Configuration’s Key Factors

A case Study: High Barrier BOPP
Basic Facts about Bopp:
Bio-Oriented PolyPropylene is the most used polymer film for Flexible packagingapprox 60% of all plastic films (source AWA 2012).
Bio-Oriented PolyPropylene has a very high moisture barrier and a medium leveloxygen barrier.
Bio-Oriented PolyPropylene is produced in multiple composition andfunctionality. Barrier properties for plain and metallized film reflect the base filmvariability.
Increasing Metallized BOPP barrier properties (especially O2TR) represents ageneral industry trends.
High Performance Vacuum Coating: Quality and film Barrier Effects (1)

0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 10 20 30 40 50 60 70 80 90 100
WVT
R
O2TR
BARRIER PROPERTIES (examples from major manufacturers)
commodity boppHigh Barrier Bopp
Source: Published data fromweb site and brochures.
High Performance Vacuum Coating: Quality and film Barrier Effects (2)
A case Study: High Barrier BOPP
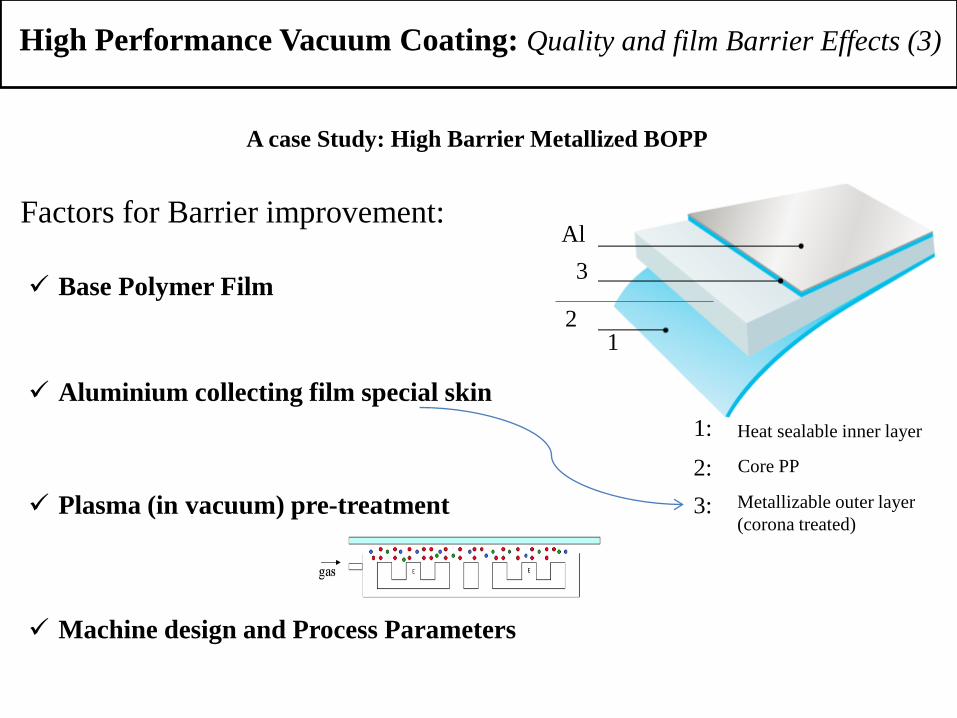
Factors for Barrier improvement:
Base Polymer Film
Aluminium collecting film special skin
Plasma (in vacuum) pre-treatment
Machine design and Process Parameters
Core PP
Metallizable outer layer(corona treated)
12
3
1: Heat sealable inner layer
2:3:
Al
High Performance Vacuum Coating: Quality and film Barrier Effects (3)
A case Study: High Barrier Metallized BOPP

Note : Film 1/2/3 represent standard film material of a single manufacturer (co-extruded/3-layers Bopp).
High Performance Vacuum Coating: Quality and film Barrier Effects (4)

0
0.1
0.2
0.3
0.4
0.5
0.6
film 1 Film 2 Film 3
WVTR
no pl std
pl-std
no pl-As
pl-As
Note : Film 1/2/3 represent standard film material of a single manufacturer (co-extruded/3-layers Bopp).
1 & 2: same mat.Different thk.3: low temp heatsealable layer.
High Performance Vacuum Coating: Quality and film Barrier Effects (5)

The Factors influence
From a Factorial Analysys: 3 Factors – 2 Levels:Factors LEVEL 1 LEVEL 2
PLASMA OFF ON
FILM TYPE Type 2 Type 3
SKIN Adhesion
NO YES
O2TR depends on:PLASMA 25%FILM TYPE 46%ADHESION SKIN: 28%
WVTR depends on:PLASMA 90 %FILM TYPE 7%ADHESION SKIN: 3 %
High Performance Vacuum Coating: Quality and film Barrier Effects (6)

0
0.1
0.2
0.3
0.4
0.5
0.6
film 1 Film 2 Film 3
WVTR
no pl std
pl-std
no pl-As
pl-As
FILM CHARACTERISTIC AND PLASMA
This project confirms thecommon wisdom that the filmcharacteristics determine thebarrier properties … but itshows a general positive effectof plasma treatment on O2TR &WVTR.
The plasma contribution tobarrier changes depending onfilm type.
An adhesion promoting layer infilm blend has a visible effect onimproving barriers, too.
Film 3 (representing a popularBopp product) showed adramatic effect of plasmatreatment on moisture barrier.
High Performance Vacuum Coating: Quality and film Barrier Effects (7)

Machine design and Process ParametersThree –generation metallizers: a results-based comparison.
Key item A B C
Year 1998 2004 2015
Max speed 900 mpm 1000 mpm 1100 mpm
Evap. syst Design 1 Design 2 Design 3
Winding/Tensioncontrol
Design 1 Design 1 Design 2
Film cooling Main drum Main drum+p.chiller Main drum+post ch.
Plasma no First gen. Latest gen.
High Performance Vacuum Coating: Quality and film Barrier Effects (8)
A case Study: High Barrier Metallized BOPP

A
C
C+pl
A
C+pl
A
B
C+pl
B+pl
C+pl
High Performance Vacuum Coating: Quality and film Barrier Effects (9)
A case Study: High Barrier Metallized BOPP

The qualitative table of «Merit»gives general indications about thebarrier determining factor.(Statistical factor analysis still inprogress).
C
A
C+PL
A
B+Pl
C+PL
Preliminary Factor Analysis for two popular bopp films
A B+Pl
C C+Pl
Plasma 0 + 0 ++ B<5 Kw/mC>5 Kw/m
Film Tempincrease
0 + ++ ++ A : 5-7 °C B : 4 – 5 °CC : 0 – 3 °C
Metal surfaceintegrity
0 0 + +
Metaluniformity
0 + ++ ++
High Performance Vacuum Coating: Quality and film Barrier Effects (10)
A case Study: High Barrier Metallized BOPP

Equipment design and process conditions: a preliminary/qualitative FactorAnalysis.
Diversified but noticeable effect (on OTR or WVTR depending on material). The latest generation plasma (higher power density, uniform spatial power distribution
and faster arc protection) shows consistent advantages over first generation one.
High Performance Vacuum Coating: Quality and film Barrier Effects (11)
A case Study: High Barrier Metallized BOPP
The Progress of Machine Design and Components leads, in overall, to higher product quality
Plasma treatment represents a key tool for achieving high barrier : the study on Bopp shows :
The Barrier improvement is possibly determined by the other factors (tentative weighed effects):
Film Cooling Surface integrity due to better film tension
control and roller construction More uniform and, possibly, denser coating
O2TR WVTR
* ***** *
* ***

CONCLUSIONS
The presentation discussed three key aspects of a state-of-the –art high efficiency metallizers :
- High Productivity- Energy Saving- Product quality, in particular high barrier Film
Data collected from months of metallized film production line have been analysed to identify the barrier improvement factors, including shop level comparison among different generation machines (full data factor analysis still in progress)
ACKNOWLEDGEMENTMost of the data used in the presentation have been collected and organized by Manucor Spa Company- Sessa Aurunca –Italy. The authorsthank the Company’s management and staff for the valuable assistance.





























