Embed Size (px)
Citation preview

CFI1-Slack – Fahne 1
The capability (competency) of FET is to ap-ply a technology and plant that incorporateskey components to enable new products tobe researched, developed and launched us-ing a single versatile spinning machine. Thisrequires not only the selection of the appro-priate proven components but also their ap-plication and control.
Starting pointThe starting point however is to know theprocess required to make the new productsunder development and to be capable ofspecifying the plant accordingly withoutcompromise or unnecessary resort to homemade solutions.A state-of-the-art spin-draw machine is bothcompact and versatile. It lends itself to amodular approach since the process compris-es clearly definable stages:• Extrusion – melting, mixing and forward-
ing molten polymer• Spinning head – distribution to the spin
pack by means of polymer meteringpumps
• Spin packs – filtration, distribution andconversion to filaments at the spinneretface
• Quenching – cooling and solidification ofthe filaments appropriate to the polymer
• Pre-treatment – application of finish to-gether with yarn compaction
• Drawing – in controlled stages with the ap-plication of heat where appropriate
Versatile tool for researching structural and functional polymers
In order to ensure the rapid and effective transfer of a newly developed pro-cess from the laboratory to production, new parameters must be exploredwith the widest possible range using the same state-of-the-art componentsthat occur in the production plant. As far as melt spinning is concerned thisincludes the extruder, the spinning head, quench, finish application, draw-ing with or without relaxation, intermingling by air jet and winding. Such aversatile spinning machine for thermoplastic and other melt spun fibers hasbeen installed in the Thuringian Institute of Textile and Plastics Research (TITK)in Rudolstadt/Germany by Fibre Extrusion Technology(FET) Ltd., Leeds/UK.The purpose of the project is to support the strategic research fields of theInstitute, especially in the fields of structural and functional polymers.
Richard W. SlackFibre Extrusion Technology, Leeds/UK
products that are now achievable make fur-ther development once again commerciallyinteresting.Melt spinning to make filament yarns at onetime encompassed 3 or 4 fiber materials,namely PA 6 and 66, PET and PP. The list ofpolymers is now greater than 40 and stillgrowing. Finer filaments have been a targetfor many years but now it is even possible tocontemplate nanofilaments using bicompo-nent spinning technology. This opens uphuge areas for exploitation including filtra-tion and fiber surface activation.Filaments with cross sections other thanround are common but new structures haveled to items of clothing with improved wearproperties, for example in socks for hill walk-ing and other active sports.
Work at the TITK extends from the character-ization of native polymers to the develop-ment of functional materials with specificproperties such as conductivity. The latter re-quires the application of additives to poly-mers prior to melt spinning. Another require-ment is the ability to look at bicomponentstructures, which can range from nanofila-ments to a core/sheath structure with thecore providing the physical properties of thecomposite yarn and the sheath providing therequired surface structure and properties. There is a whole array of new products to beexplored. Bicomponent yarns have beenavailable for many years but some of the new
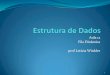
Fig. 1 Coincidingmelt viscosities

• Interlacing – use of air jets for locking fila-ments together to aid further processing
• Winding – of up to four ends and more ifvery fine yarns are being wound.
It is impossible to put together a specificationfor a spin-draw machine without consider-able knowledge of the process. This does notmean that every detail of the process has tobe defined in advance. It is often the purposeof operating such a machine to refine theprocess. Alternatively it may be to prove theconcept of a new process.For example, polymers behave differentlyduring and after melting and this has a largeinfluence on the design of the extruder andespecially of the screw. Polymers that de-grade quickly should be treated at the lowesttemperature possible and also the time thatthe molten polymer resides in the extruderscrew must be kept to a minimum. Polymers that contain additives require spe-cial treatment, both before and during melt-ing. Compounding using twin screws beforethe actual spinning can be followed by an ex-truder screw that includes a special sectionfor mixing. This technique is especially im-portant for the dispersion of additives.
Problem solvingSpinning 2 mismatched polymers in a bicom-ponent spinning machine can cause prob-lems such as a distorted filament cross sec-tion, variable sheath thickness and even frag-mentation of one polymer within the other.
SolutionThe melt viscosity of the two polymersshould converge at the point of extrusion. Toachieve this, the melt viscosity of each poly-mer is measured at different conditions oftemperature and shear rate using rheologytesting methods.Using a rheometer it is possible to producegraphs for each polymer at a given tempera-ture which show the melt viscosity for differ-ent rates of shear and stress (Fig. 1). By su-perimposing the curves for each polymer itcan be seen whether they coincide at a real-istic shear rate. If not, then additional curvesshould be produced at higher and/or lowertemperatures. If the polymers come from the same ‘family’e.g. biodegradable aliphatic polyester poly-mers such as PGA and PLA then the chancesare good that such a point can be found.Other workable combinations include PPwith high or low density PE, both polyolefinsof course.The melt viscosity of a single polymer withina spin pack is determined by the temperatureof the polymer, the spin pack design and theflow rate of the polymer through each spin-neret hole.Testing the 2 polymers by rheology is neces-
CFI1-Slack – Fahne 2
sary in order to evaluate the spinning condi-tions of each polymer so that the polymerscan be conditioned to have similar melt vis-cosities at the point of extrusion. In some cas-es it is essential to supply the two polymersat different temperatures to the spin pack.The spin pack may appear at first sight to benothing more than a filter and distributionsystem from filter to each hole in the spin-neret. However, the properties of the freshlyspun filaments emerging from the spinneretare influenced strongly by the shear rate,which is a measure of the work being done
on the polymer. The formulae used to calcu-late the shear rate and stress are based on amelt flow or rheology testing instrumentwhere the polymer is charged in a heatedcylinder and the polymer flow measured un-der conditions of a given orifice and a con-stant force provided by a piston (Fig. 2) [1].The spinning head can be considered as acrude equivalent of the test instrument, atleast when comparing rates of shear throughthe same orifice or spinneret capillary. Fromthe formulae in Fig. 2 it can be seen that theshear rate is proportional to the 4th power ofthe spinneret orifice diameter D as well aspolymer flow rate Q. Also the shear stress de-pends inversely on the length of the capillaryL. The apparent viscosity � depends on thepressure P at the orifice. This shows how thecapillary dimensions and polymer pressureare important factors in determining the flowof polymer and the resulting properties ofthe newly formed filaments.
Post spinneretQuenching, finish application and heatedgodet pairs or duos are quite versatile com-ponents which are incorporated in spin-drawplant without exception. On the other hand,the fitting of a heated shroud before quench-ing is a part of the machine specification thatdepends on the polymer and process. Theheated shroud (Fig. 3) has been used formany years, especially for spinning polyesterswith a high melt viscosity of 0.8-1.0 IV withthe aim of achieving high strength yarns andplies for tire cords. The heated shroud servesthe dual purpose of maintaining a higher
Fig. 2 Calculation of apparent shear rate Y and shear stress
Fig. 3 Heated shroud fitted below spin pack

face temperature at the spinneret, whichlowers the spinning melt pressure and it alsoallows crystallization to proceed further than
CFI1-Slack – Fahne 3
without a shroud, since crystallization ceasesalmost as soon as the cooling quench aircomes into contact with the filaments.The properties of as-spun polyester yarns aregreatly influenced by the flow drawing thattakes place between the spinneret holes andthe first draw roll. At a time in the past whenthis yarn was stored before drawing in a sep-arate process, the shelf life of the as-spunyarn was fairly short. High speed spinningwith haul off speeds of > 3,500 m/min en-ables a much more stable precursor yarn tobe produced. This made possible the com-mercial success of the simultaneous draw-texturing process, often in plants locatedsome distance from the spinning plant.In the case of the spin-draw process, shelflife is not an issue but the structure of apolyester yarn is still greatly influenced bythe interaction of flow drawing and thedrawing stages that follow using heatedgodet rolls. Neither high speed spinning tomake POY nor the spin-draw process tomake FOY were achievable commercially until the advent of the high speed multi-threadline in-line winder, which enables
winding at up to 6,000 m/min. The machineat the TITK has this capability (Fig. 4).There are, however, many products wherewinding at such high speeds is unrealistic andundesirable, since it requires an extruder andspinning head having equally high capacities(kg/h). With many niche products, wherehigh added value polymers are the essentialraw material, such high throughput rateswould be counter-productive especially in apilot plant.
Process expertiseQuite clearly, it requires a considerableamount of process expertise together withpractical experience of the performance andcapability of the key components, in order tosupply a small-scale laboratory spin-drawunit that will fully meet the objectives of thecustomer. In addition these componentsshould have specifications that are as close aspossible to those that will be used in a futureproduction plant.
Reference[1] www.shimadzu.eu/brochure/CFT-D.pdf
Fig. 4 View of spin draw lab machine at ground floor level