Embed Size (px)
Citation preview

02
/20
15
T O S VA R N S D O R F a . s .
No w e c e l e w y m a g a j ą n o w y c h r o z w i ą z a ń
No w e c e l e w y m a g a j ą n o w y c h r o z w i ą z a ń
No w e c e l e w y m a g a j ą n o w y c h r o z w i ą z a ń
WHR 13 (Q)
WRD 13 (Q)
WIERTARKO – FREZARKO – WYTACZARKI POZIOME
t h100 A NNIVERSARYOF HORIZONTAL BORING MILLS PRODUCTION
reg. č. 12392-01
naga emm ed ne tt a sc ysfii tt er meC
PARAMETRY TECHNICZNE
WRZECIENNIK
KONSTRUKCYJNE WYKONANIE ZESPOŁÓW
STEROWANIE MASZYNY
AUTOMATYCZNA WYMIANA NARZĘDZI
SPECJALNE WYPOSAŻENIE TECHNOLOGICZNE
O FIRMIE
SPIS TREŚCI
WIERTARKO – FREZARKO – WYTACZARKA POZIOMA WHR 13 (Q)
AUTOMATYCZNA WYMIANA PALET
SZKIC WYMIAROWY MASZYNY
56
912
1314
1518
1920
4
3
2
1
www.tosvarnsdorf.com
O FIRMIE
Firma TOS VARNSDORF a.s., z siedzibą w Varnsdorfie w Republice Czeskiej, ma długoletnią tradycję
w produkcji obrabiarek. Firma pod nazwą Strojírny Arno Plauert założona została w roku 1903 i do dnia
dzisiejszego rozrosła się do rozmiarów wielkiego zakładu budowy maszyn znanego na całym świecie.
Program produkcyjny firmy oparty na rozwoju, produkcji i sprzedaży obrabiarek, uzupełniony jest o szeroką
ofertę usług jakimi na przykład są:
- szkolenie w zakresie obsługi i konserwacji maszyn
- tworzenie studiów technologicznych
- montaż nowych maszyn
- serwis gwarancyjny i pogwarancyjny maszyn
- sprzedaż części zamiennych
- naprawy i remonty kapitalne
Firma zapewnia również usługi w formie oferty kooperacji (obróbka metali, pomiary i chemiczno-cieplna
obróbka wyrobów przemysłu maszynowego).
Wysoki poziom techniczny naszych produktów został potwierdzony w roku 1996 poprzez przyznanie certyfikatu
Systemu Kontroli Jakości według normy ISO 9001.
PROGRAM PRODUKCYJNY
• POZIOME WYTACZARKI STOŁOWE• POZIOME WYTACZARKI PŁYTOWE• POZIOME CENTRA OBRÓBKOWE• MASZYNY ZADANIOWE• WYPOSAŻENIE
SERWIS
• WSPARCIE TECHNOLOGICZNE: SZKOLENIE, STUDIA TECHNOLOGICZNE ITD.• SPRZEDAŻ CZĘŚCI ZAMIENNYCH, NAPRAWY I REMONTY KAPITALNE• KOOPERACJA (OBRÓBKA, POMIARY, OBRÓBKA CHEMICZNO-CIEPLNA)
7
8
21WIERTARKO – FREZARKO – WYTACZARKA POZIOMA WRD 13 (Q)
2S
PIS
TR
EŚ
CI
3 (0,01mm) 1 my
z
x > 1 my > 1 mz > 1 m
x
1
201
2
SPIS TREŚCI
O F
IRM
IE
3
4
43
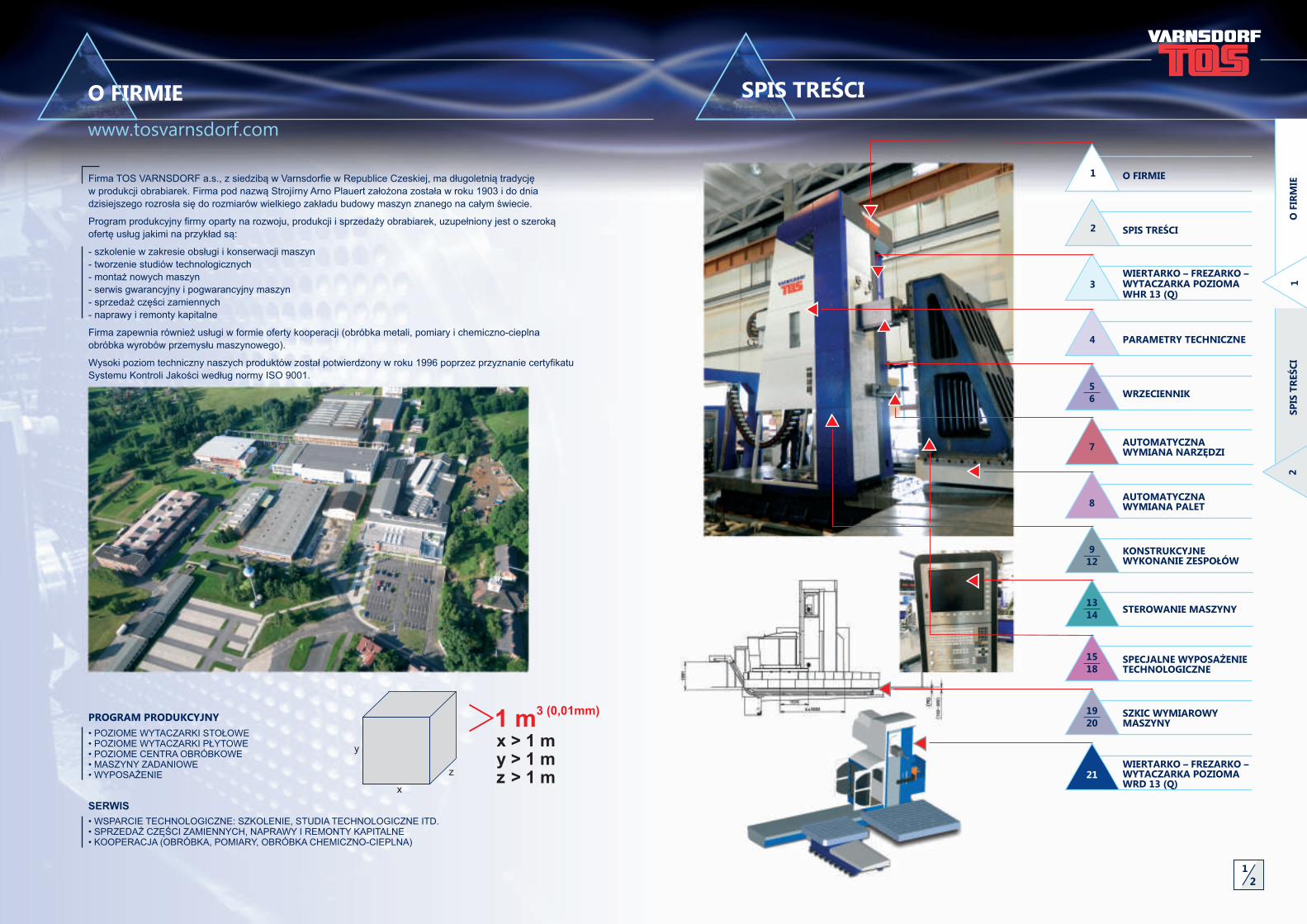
PODSTAWOWE PARAMETRY TECHNICZNE
Wrzeciennik
Średnica wrzeciona roboczego mm 130
Wnęka stożkowa wrzeciona roboczego ISO 50 / ISO 50 BIG+ -1Zakres obrotów wrzeciona roboczego min 10 - 3 000
Moc silnika głównego (S1 / S6-60) kW 37 / 46
Moment skręcający na wrzecionie (S1 / S6-60) Nm 2 537 / 3 111
Wysuw wrzeciona roboczego W mm 650
Poprzeczne przestawienie stołu X mm 2 000, 3 500, 4 000, 5 000, 6 000
Przekrój suwaka mm 320 x 400
Wysuw suwaka V mm 700
Kolumna
Pionowe przestawienie wrzeciennika Y mm 2 000, 2 500, 3 000
Wzdłużne przestawienie kolumny Z mm 1 250, 1 600, 2 200, 3 200
Stół
Maks. ciężar detalu kg 12 000 / 25 000
Powierzchnia mocująca stołu mm 1 800 x 1 800, 1 800 x 2 200, 1 800 x 2 500
Opcjonalne wykonanie stołu nr 1 kg/mm 16 000 / 2 500 x 3 000
Opcjonalne wykonanie stołu nr 2 kg/mm 18 000 / 2 000 x 3 000
Stół przechylny
Maks. ciężar detalu kg 16 000
Zakres nachylenia 0 - 5°
Automatyczna wymiana palet
Powierzchnia mocująca palety mm 1 800 x 1 800, 1 800 x 2 200, 1 800 x 2 500
Maks. ciężar detalu kg 16 000
Ilość palet w systemie 2
Czas automatycznej wymiany palet sec 120
Posuw-1 Zakres posuwów roboczych - X mm.min 4 - 5 000 (8 000)*-1 Zakres posuwów roboczych - Y, Z, V, W mm.min 4 - 5 000
-1Zakres posuwów roboczych - B min 0,003 - 1,5-1 Posuw szybki - Y, Z, V, W mm.min 10 000 -1Posuw szybki - X = 2 000, 3 500 (S12) mm.min 10 000 (12 000)*-1 Posuw szybki - X = 2 000, 3 500 (S25) mm.min 8 000-1Posuw szybki - X = 4 000, 5 000, 6 000 mm.min 8 000
-1 Posuw szybki - B S12 / S25 min 2 / 1,5
* Opcje
PA
RA
MET
RY
TEC
HN
ICZ
NE
www.tosvarnsdorf.com
WHR 13 (Q) – PARAMETRY TECHNICZNE
WIE
RT
AR
KO
– F
REZ
AR
KO
–
WY
TA
CZ
AR
KA
PO
ZIO
MA
WH
R 1
3 (
Q)
WIERTARKO – FREZARKO – WYTACZARKA POZIOMA WHR 13 (Q)
WHR 13 (Q)
X maks. 6 000 mm
Y maks. 3 000 mm
Z maks. 3 200 mm
W maks. 650 mm
V maks. 700 mm
X
B
Y
Z
W
V
Wiertarko – frezarko – wytaczarka pozioma stołowa WHR 13 (Q) jest maszyną z krzyżowym układem łóż, która wywodzi się z najpopularniejszej generacji maszyn typu WHN(Q) 13 CNC. Maszyna WHR 13 (Q) ceniona jest za swoją wysoką moc, duże przestawienie zespołów i nowoczesne rozwiązanie oraz niezawodność. W przypadku tej maszyny optymalnie wyważone są jej wysokie właściwości użytkowe i nowoczesne rozwiązanie konstrukcyjne. Maszyna wyposażona jest w wysuwany suwak, który znacznie rozszerza jej wykorzystanie technologiczne. Jest idealną maszyną do wydajnej kompletnej obróbki gabarytowo większych detali i jest przeznaczona dla użytkowników, którzy potrzebują maszyny z wysoką mocą skrawania, szerokim wykorzystaniem technologicznym, niezawodnością i prostą obsługą. Maszynę WHR 13 (Q) można rozszerzyć również o wyposażenie specjalne jakim np. są głowice frezujące lub tarcze do planowania.
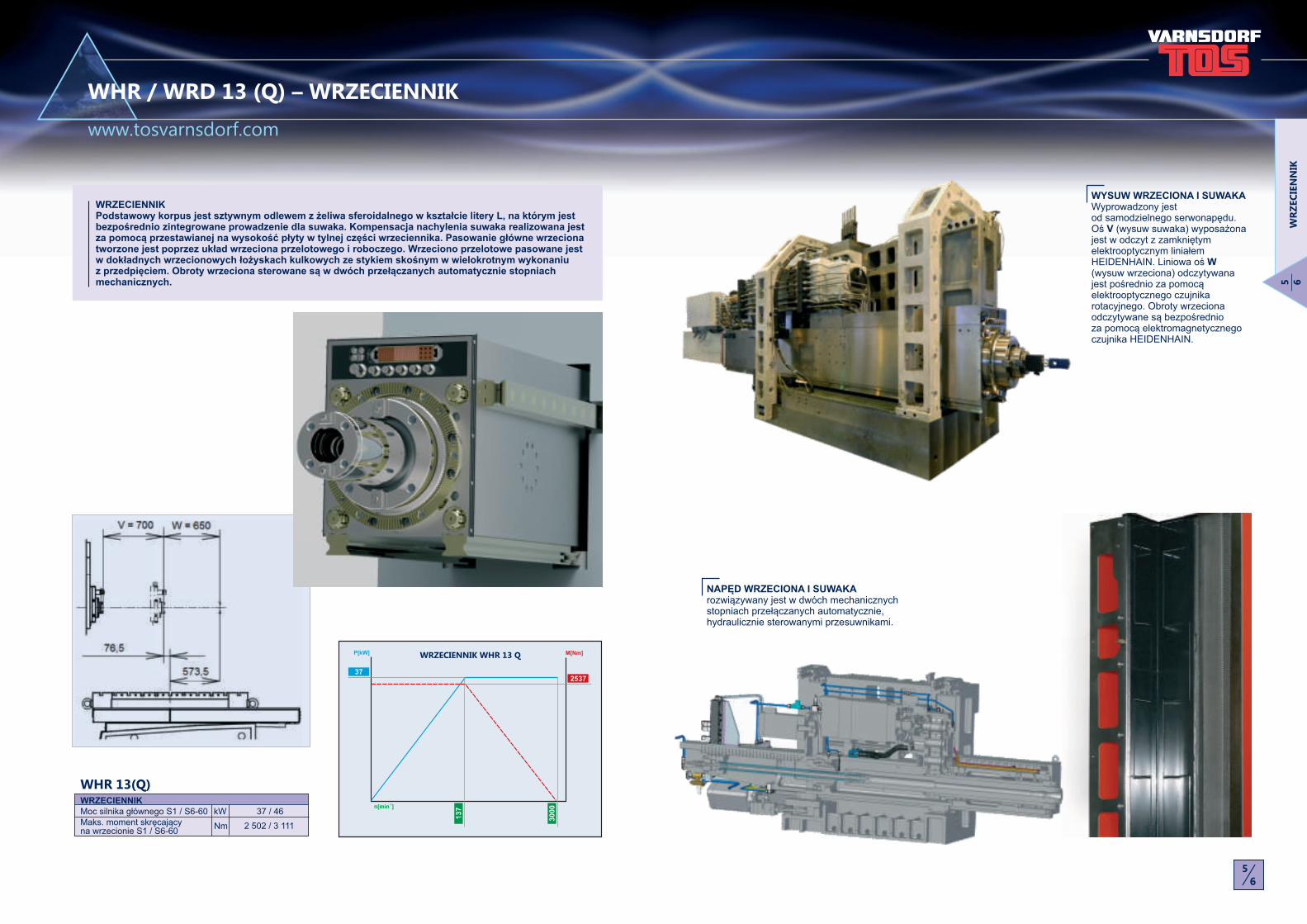
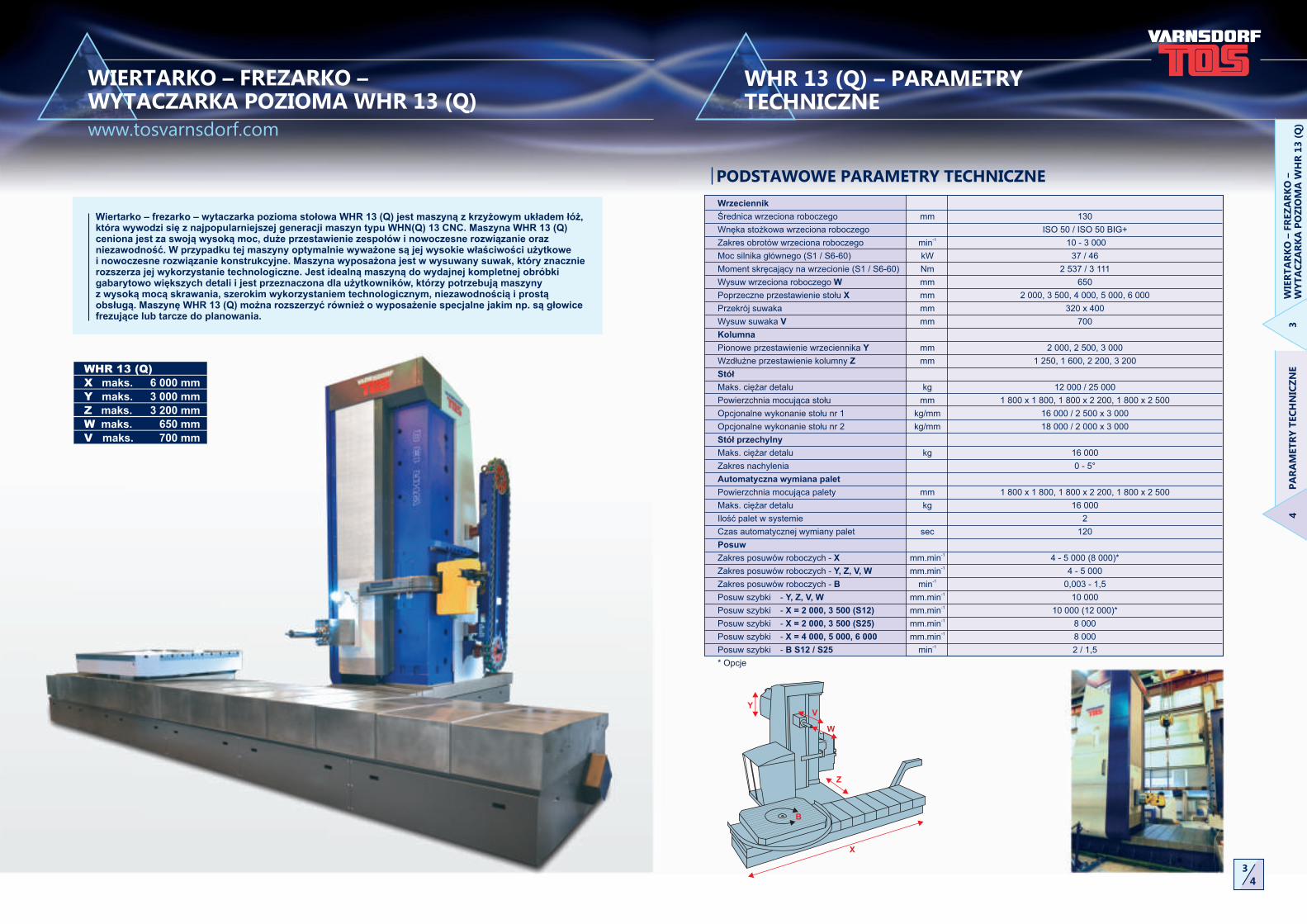
WYSUW WRZECIONA I SUWAKA Wyprowadzony jest od samodzielnego serwonapędu. Oś V (wysuw suwaka) wyposażona jest w odczyt z zamkniętym elektrooptycznym liniałem HEIDENHAIN. Liniowa oś W (wysuw wrzeciona) odczytywana jest pośrednio za pomocą elektrooptycznego czujnika rotacyjnego. Obroty wrzeciona odczytywane są bezpośrednio za pomocą elektromagnetycznego czujnika HEIDENHAIN.
NAPĘD WRZECIONA I SUWAKA rozwiązywany jest w dwóch mechanicznych stopniach przełączanych automatycznie, hydraulicznie sterowanymi przesuwnikami.
5
6
WR
ZEC
IEN
NIK
WHR 13(Q)
WRZECIENNIKPodstawowy korpus jest sztywnym odlewem z żeliwa sferoidalnego w kształcie litery L, na którym jest bezpośrednio zintegrowane prowadzenie dla suwaka. Kompensacja nachylenia suwaka realizowana jest za pomocą przestawianej na wysokość płyty w tylnej części wrzeciennika. Pasowanie główne wrzeciona tworzone jest poprzez układ wrzeciona przelotowego i roboczego. Wrzeciono przelotowe pasowane jest w dokładnych wrzecionowych łożyskach kulkowych ze stykiem skośnym w wielokrotnym wykonaniu z przedpięciem. Obroty wrzeciona sterowane są w dwóch przełączanych automatycznie stopniach mechanicznych. 5 6
P[kW] M[Nm]
-1n[min ]
WRZECIENNIK WHR 13 Q
253737
13
7
30
00
WRZECIENNIK Moc silnika głównego S1 / S6-60 kW 37 / 46Maks. moment skręcający na wrzecionie S1 / S6-60
www.tosvarnsdorf.com
WHR / WRD 13 (Q) – WRZECIENNIK
Nm 2 502 / 3 111
78
7
8
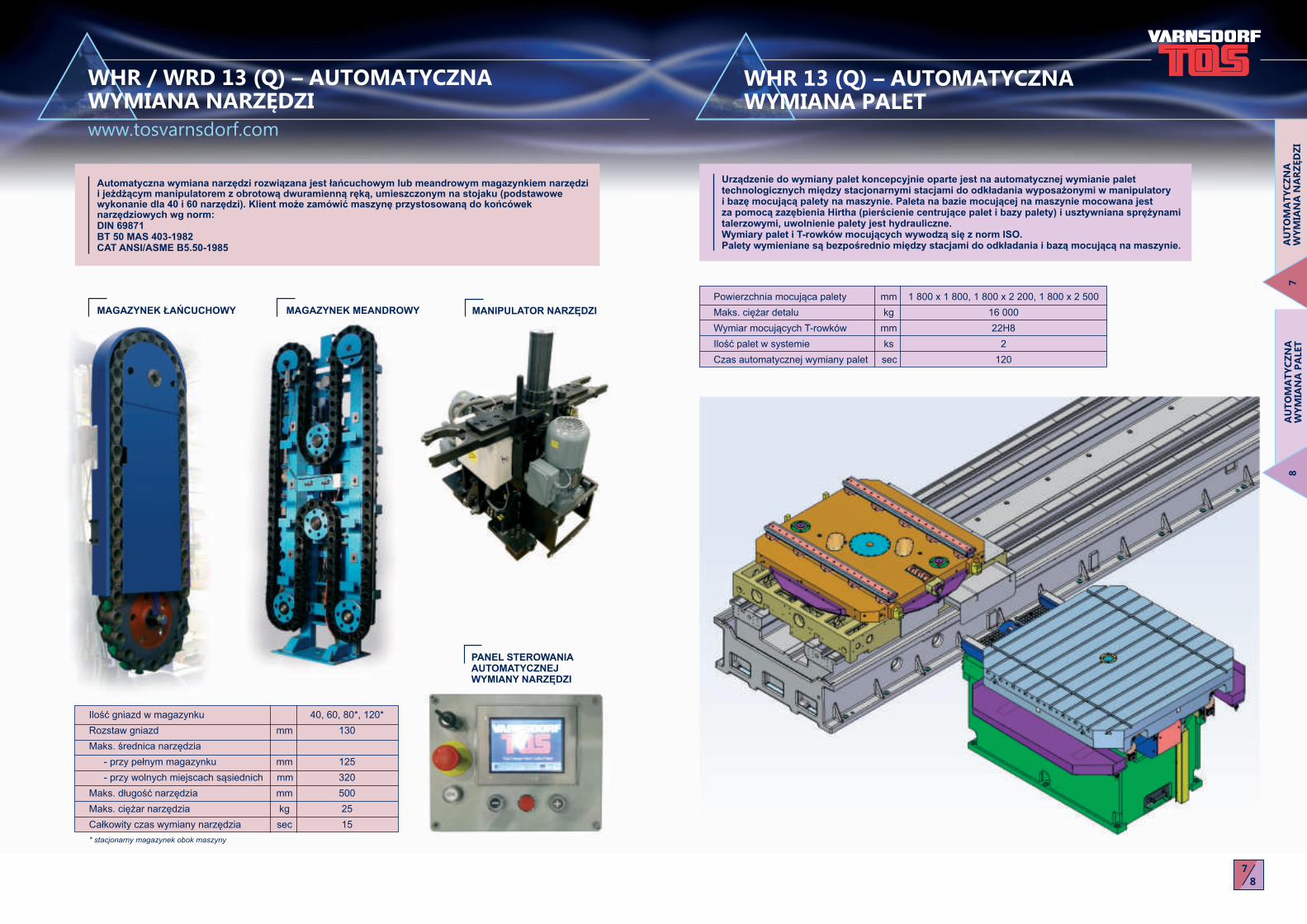
MANIPULATOR NARZĘDZI
PANEL STEROWANIA AUTOMATYCZNEJ WYMIANY NARZĘDZI
* stacjonarny magazynek obok maszyny
Ilość gniazd w magazynku 40, 60, 80*, 120*
Rozstaw gniazd mm 130
Maks. średnica narzędzia
- przy pełnym magazynku mm 125
- przy wolnych miejscach sąsiednich mm 320
Maks. długość narzędzia mm 500
Maks. ciężar narzędzia kg 25
Całkowity czas wymiany narzędzia sec 15
Automatyczna wymiana narzędzi rozwiązana jest łańcuchowym lub meandrowym magazynkiem narzędzi i jeżdżącym manipulatorem z obrotową dwuramienną ręką, umieszczonym na stojaku (podstawowe wykonanie dla 40 i 60 narzędzi). Klient może zamówić maszynę przystosowaną do końcówek narzędziowych wg norm:DIN 69871BT 50 MAS 403-1982CAT ANSI/ASME B5.50-1985
WHR / WRD 13 (Q) – AUTOMATYCZNA WYMIANA NARZĘDZI
WHR 13 (Q) – AUTOMATYCZNA WYMIANA PALET
MAGAZYNEK MEANDROWY MAGAZYNEK ŁAŃCUCHOWY
www.tosvarnsdorf.com
Urządzenie do wymiany palet koncepcyjnie oparte jest na automatycznej wymianie palet technologicznych między stacjonarnymi stacjami do odkładania wyposażonymi w manipulatory i bazę mocującą palety na maszynie. Paleta na bazie mocującej na maszynie mocowana jest za pomocą zazębienia Hirtha (pierścienie centrujące palet i bazy palety) i usztywniana sprężynami talerzowymi, uwolnienie palety jest hydrauliczne.Wymiary palet i T-rowków mocujących wywodzą się z norm ISO.Palety wymieniane są bezpośrednio między stacjami do odkładania i bazą mocującą na maszynie.
Powierzchnia mocująca palety mm 1 800 x 1 800, 1 800 x 2 200, 1 800 x 2 500
Maks. ciężar detalu kg 16 000
Wymiar mocujących T-rowków mm 22H8
Ilość palet w systemie ks 2
Czas automatycznej wymiany palet sec 120
AU
TO
MA
TY
CZ
NA
W
YM
IAN
A N
AR
ZĘD
ZI
AU
TO
MA
TY
CZ
NA
W
YM
IAN
A P
ALET

9
10
9 10
KOLUMNAKonstrukcja i żebrowanie odlewu kolumny jest gwarancją jej wysokiej sztywności.
NAPĘDY POSUWÓW Napędy posuwów wyposażone są w cyfrowo sterowane AC serwonapędy firmy Siemens. W celu osiągnięcia wyższych sił posuwowych między serwonapęd i śrubę kulową włożone jest bezluzowe przełożenie.
WYWAŻANIE WRZECIENNIKA Ciężar wrzeciennika wyważany jest przeciwwagą zawieszoną na linach i prowadzoną w kolumnie.
SZAFA ELEKTROWyposażenie elektryczne przeważnie skoncentrowane jest w samodzielnej szafie elektro. Zawiera podstawowy moduł systemu sterowania, komponenty sterowania napędów posuwów i wrzeciona oraz inne elementy elektryczne renomowanych firm. Szafa elektro chłodzona jest jednostką klimatyzacyjną wbudowaną w drzwiach szafy.
AGREGAT HYDRAULICZNY Źródłem oleju ciśnieniowego do smarowania prowadnic jest agregat smarowania umieszczony wraz z agregatem hydraulicznym w samodzielnej szafie energetycznej.
POMOST KABINY DLA OBSŁUGIMaszyny WHR 13 (Q) wyposażane są w pomost kabiny dla obsługi. Pomost jest tak pionowo, jak i poziomo przestawiany niezależnie od ruchu poszczególnych zespołów maszyny. Częścią pomostu jest panel sterowania systemu sterowania.
www.tosvarnsdorf.com
WHR 13 (Q) – KONSTRUKCYJNE WYKONANIE ZESPOŁÓW
KO
NS
TR
UK
CY
JNE
WY
KO
NA
NIE
ZES
PO
ŁÓ
W
OBROTOWY STÓŁ MOCUJĄCY ma w swoim środku czujnik rotacyjny, który umożliwia automatyczne pozycjonowanie stołu z inkrementem 0,001°. Stół po osiągnieciu pozycji docelowej jest automatycznie hydraulicznie usztywniany.
10
60
1250
1135
32
08
0
40
0
320
1360
710
1480
1500
490
1655
11
12
KO
NS
TR
UK
CY
JNE
WY
KO
NA
NIE
ZES
PO
ŁÓ
W
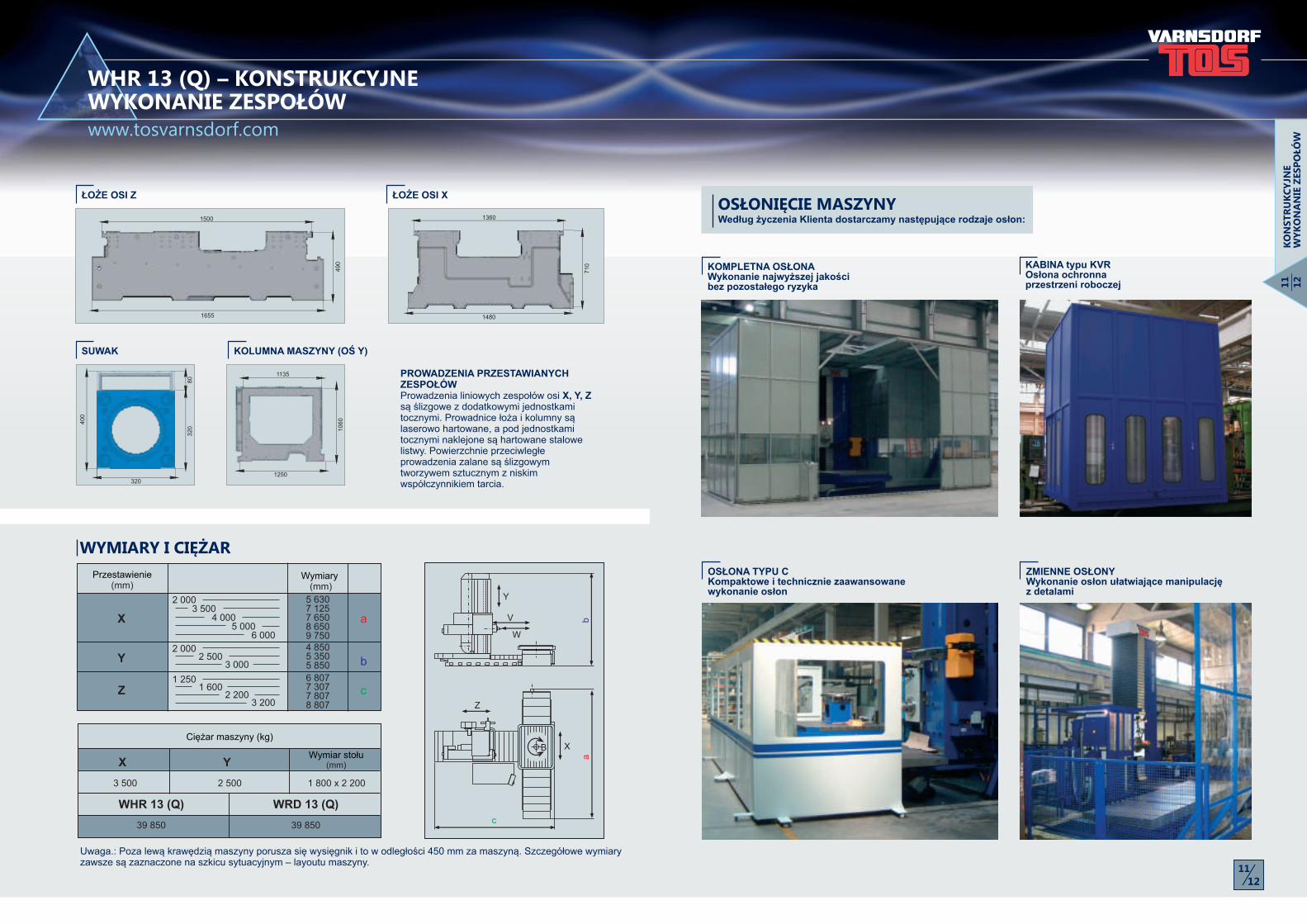
PROWADZENIA PRZESTAWIANYCH ZESPOŁÓW Prowadzenia liniowych zespołów osi X, Y, Z są ślizgowe z dodatkowymi jednostkami tocznymi. Prowadnice łoża i kolumny są laserowo hartowane, a pod jednostkami tocznymi naklejone są hartowane stalowe listwy. Powierzchnie przeciwległe prowadzenia zalane są ślizgowym tworzywem sztucznym z niskim współczynnikiem tarcia.
Uwaga.: Poza lewą krawędzią maszyny porusza się wysięgnik i to w odległości 450 mm za maszyną. Szczegółowe wymiary zawsze są zaznaczone na szkicu sytuacyjnym – layoutu maszyny.
11
12
OSŁONIĘCIE MASZYNYWedług życzenia Klienta dostarczamy następujące rodzaje osłon:
OSŁONA TYPU CKompaktowe i technicznie zaawansowane wykonanie osłon
ZMIENNE OSŁONY Wykonanie osłon ułatwiające manipulację z detalami
KABINA typu KVR Osłona ochronna przestrzeni roboczej
KOMPLETNA OSŁONA Wykonanie najwyższej jakości bez pozostałego ryzyka
www.tosvarnsdorf.com
WHR 13 (Q) – KONSTRUKCYJNE WYKONANIE ZESPOŁÓW
a
b
c
X Y
WHR 13 (Q) WRD 13 (Q)
X
Y
Z
b
W
Y
Z
XB
a
c
V
Wymiary (mm)
Ciężar maszyny (kg)
Wymiar stołu (mm)
Przestawienie(mm)
WYMIARY I CIĘŻAR
2 0003 500
5 000
3 500 2 500 1 800 x 2 200
39 850 39 850
5 6307 1257 6508 6509 7504 8505 3505 850 6 8077 3077 8078 807
4 000
2 0002 500
1 2501 600
3 200
6 000
3 000
2 200
ŁOŻE OSI Z ŁOŻE OSI X
SUWAK KOLUMNA MASZYNY (OŚ Y)
13
14
13
14
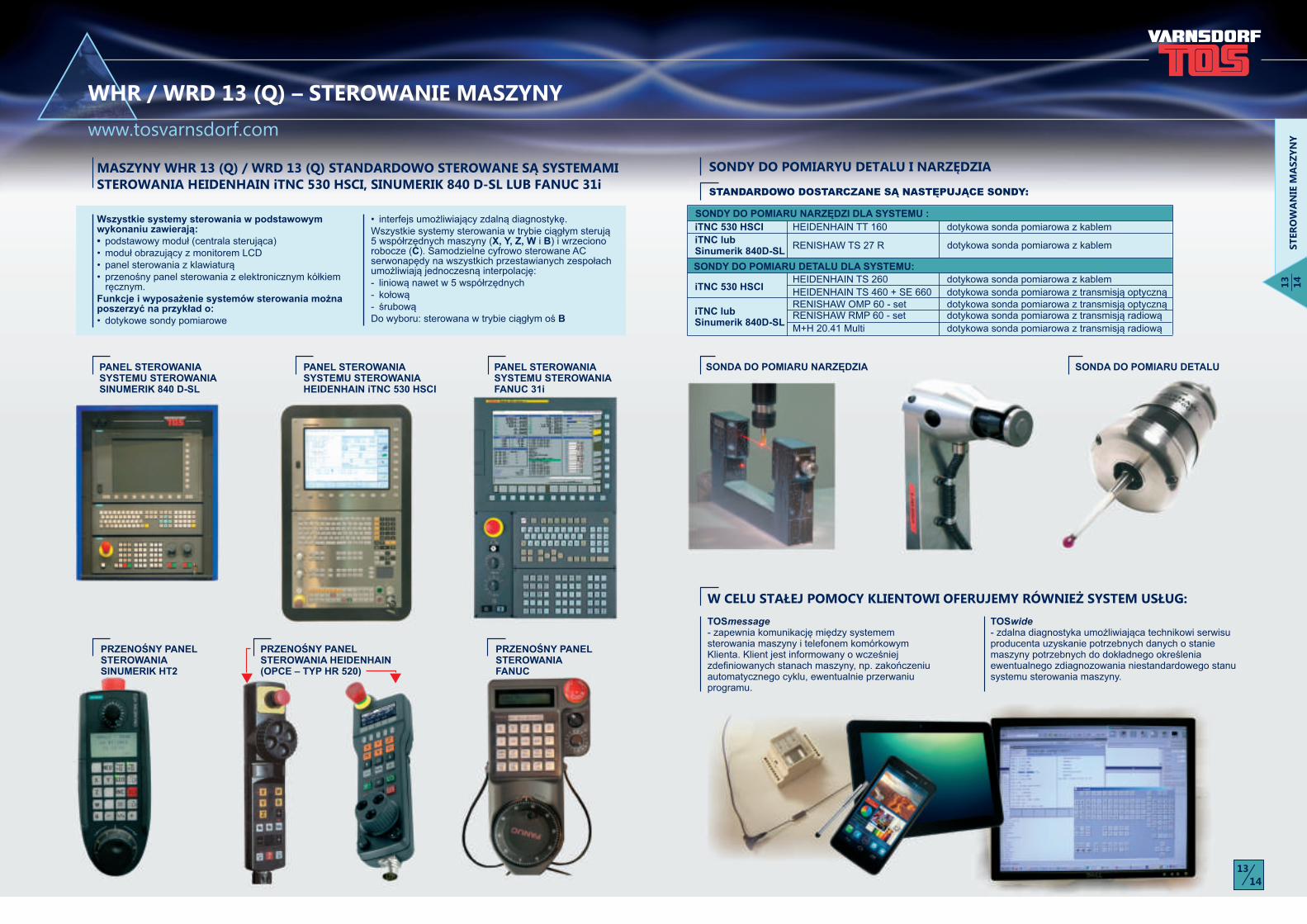
MASZYNY WHR 13 (Q) / WRD 13 (Q) STANDARDOWO STEROWANE SĄ SYSTEMAMI STEROWANIA HEIDENHAIN iTNC 530 HSCI, SINUMERIK 840 D-SL LUB FANUC 31i
W CELU STAŁEJ POMOCY KLIENTOWI OFERUJEMY RÓWNIEŻ SYSTEM USŁUG:
PRZENOŚNY PANEL STEROWANIA SINUMERIK HT2
PRZENOŚNY PANEL STEROWANIA HEIDENHAIN (OPCE – TYP HR 520)
PANEL STEROWANIA SYSTEMU STEROWANIA SINUMERIK 840 D-SL
PANEL STEROWANIA SYSTEMU STEROWANIA HEIDENHAIN iTNC 530 HSCI
PANEL STEROWANIA SYSTEMU STEROWANIA FANUC 31i
ST
ER
OW
AN
IE M
AS
ZY
NY
www.tosvarnsdorf.com
WHR / WRD 13 (Q) – STEROWANIE MASZYNY
iTNC 530 HSCI HEIDENHAIN TT 160 dotykowa sonda pomiarowa z kablem
iTNC lub Sinumerik 840D-SL
HEIDENHAIN TS 260 dotykowa sonda pomiarowa z kablem
HEIDENHAIN TS 460 + SE 660 dotykowa sonda pomiarowa z transmisją optyczną RENISHAW OMP 60 - set dotykowa sonda pomiarowa z transmisją optyczną RENISHAW RMP 60 - set dotykowa sonda pomiarowa z transmisją radiową
M+H 20.41 Multi dotykowa sonda pomiarowa z transmisją radiową
STANDARDOWO DOSTARCZANE SĄ NASTĘPUJĄCE SONDY:
SONDY DO POMIARYU DETALU I NARZĘDZIA
RENISHAW TS 27 R
SONDA DO POMIARU DETALU
dotykowa sonda pomiarowa z kablem
iTNC 530 HSCI
iTNC lubSinumerik 840D-SL
SONDY DO POMIARU DETALU DLA SYSTEMU:
SONDY DO POMIARU NARZĘDZI DLA SYSTEMU :
SONDA DO POMIARU NARZĘDZIA
PRZENOŚNY PANEL STEROWANIA FANUC
Wszystkie systemy sterowania w podstawowym wykonaniu zawierają:• podstawowy moduł (centrala sterująca)• moduł obrazujący z monitorem LCD• panel sterowania z klawiaturą• przenośny panel sterowania z elektronicznym kółkiem
ręcznym.Funkcje i wyposażenie systemów sterowania można poszerzyć na przykład o:• dotykowe sondy pomiarowe
• interfejs umożliwiający zdalną diagnostykę.Wszystkie systemy sterowania w trybie ciągłym sterują 5 współrzędnych maszyny (X, Y, Z, W i B) i wrzeciono robocze (C). Samodzielne cyfrowo sterowane AC serwonapędy na wszystkich przestawianych zespołach umożliwiają jednoczesną interpolację:- liniową nawet w 5 współrzędnych- kołową- śrubową Do wyboru: sterowana w trybie ciągłym oś B
TOSwide - zdalna diagnostyka umożliwiająca technikowi serwisu producenta uzyskanie potrzebnych danych o stanie maszyny potrzebnych do dokładnego określenia ewentualnego zdiagnozowania niestandardowego stanu systemu sterowania maszyny.
TOSmessage - zapewnia komunikację między systemem sterowania maszyny i telefonem komórkowym Klienta. Klient jest informowany o wcześniej zdefiniowanych stanach maszyny, np. zakończeniu automatycznego cyklu, ewentualnie przerwaniu programu.
111 222
Ø3
52
Ø430
Ø400
h7
Ø370
±0
35
460
110250
250 175
167 185
20
10
011
01
75
15
16
15
16
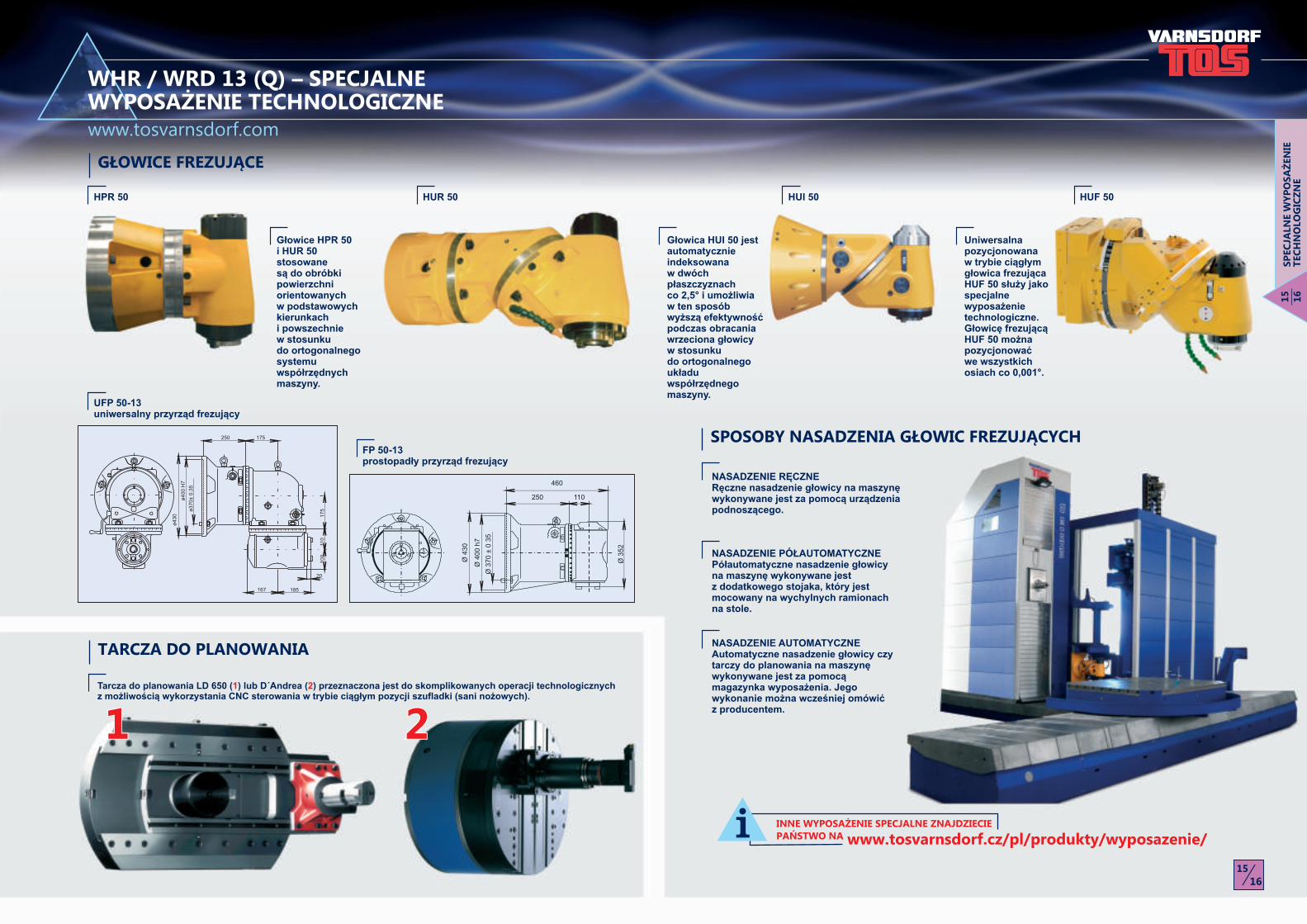
Tarcza do planowania LD 650 ( ) lub D´Andrea ( ) przeznaczona jest do skomplikowanych operacji technologicznych 1 2z możliwością wykorzystania CNC sterowania w trybie ciągłym pozycji szufladki (sani nożowych).
TARCZA DO PLANOWANIA
Głowice HPR 50 i HUR 50 stosowane są do obróbki powierzchni orientowanych w podstawowych kierunkach i powszechnie w stosunku do ortogonalnego systemu współrzędnych maszyny.
Głowica HUI 50 jest automatycznie indeksowana w dwóch płaszczyznach co 2,5° i umożliwia w ten sposób wyższą efektywność podczas obracania wrzeciona głowicy w stosunku do ortogonalnego układu współrzędnego maszyny.
GŁOWICE FREZUJĄCE
HPR 50 HUR 50
UFP 50-13 uniwersalny przyrząd frezujący
FP 50-13 prostopadły przyrząd frezujący
WHR / WRD 13 (Q) – SPECJALNE WYPOSAŻENIE TECHNOLOGICZNE
SP
EC
JALN
E W
YP
OS
AŻ
EN
IE
TEC
HN
OLO
GIC
ZN
E
www.tosvarnsdorf.com
SPOSOBY NASADZENIA GŁOWIC FREZUJĄCYCH
NASADZENIE RĘCZNE Ręczne nasadzenie głowicy na maszynę wykonywane jest za pomocą urządzenia podnoszącego.
NASADZENIE PÓŁAUTOMATYCZNE Półautomatyczne nasadzenie głowicy na maszynę wykonywane jest z dodatkowego stojaka, który jest mocowany na wychylnych ramionach na stole.
HUI 50
NASADZENIE AUTOMATYCZNE Automatyczne nasadzenie głowicy czy tarczy do planowania na maszynę wykonywane jest za pomocą magazynka wyposażenia. Jego wykonanie można wcześniej omówić z producentem.
Uniwersalna pozycjonowana w trybie ciągłym głowica frezująca HUF 50 służy jako specjalne wyposażenie technologiczne. Głowicę frezującą HUF 50 można pozycjonować we wszystkich osiach co 0,001°.
HUF 50
i www.tosvarnsdorf.cz/pl/produkty/wyposazenie/
INNE WYPOSAŻENIE SPECJALNE ZNAJDZIECIE PAŃSTWO NA
17
18
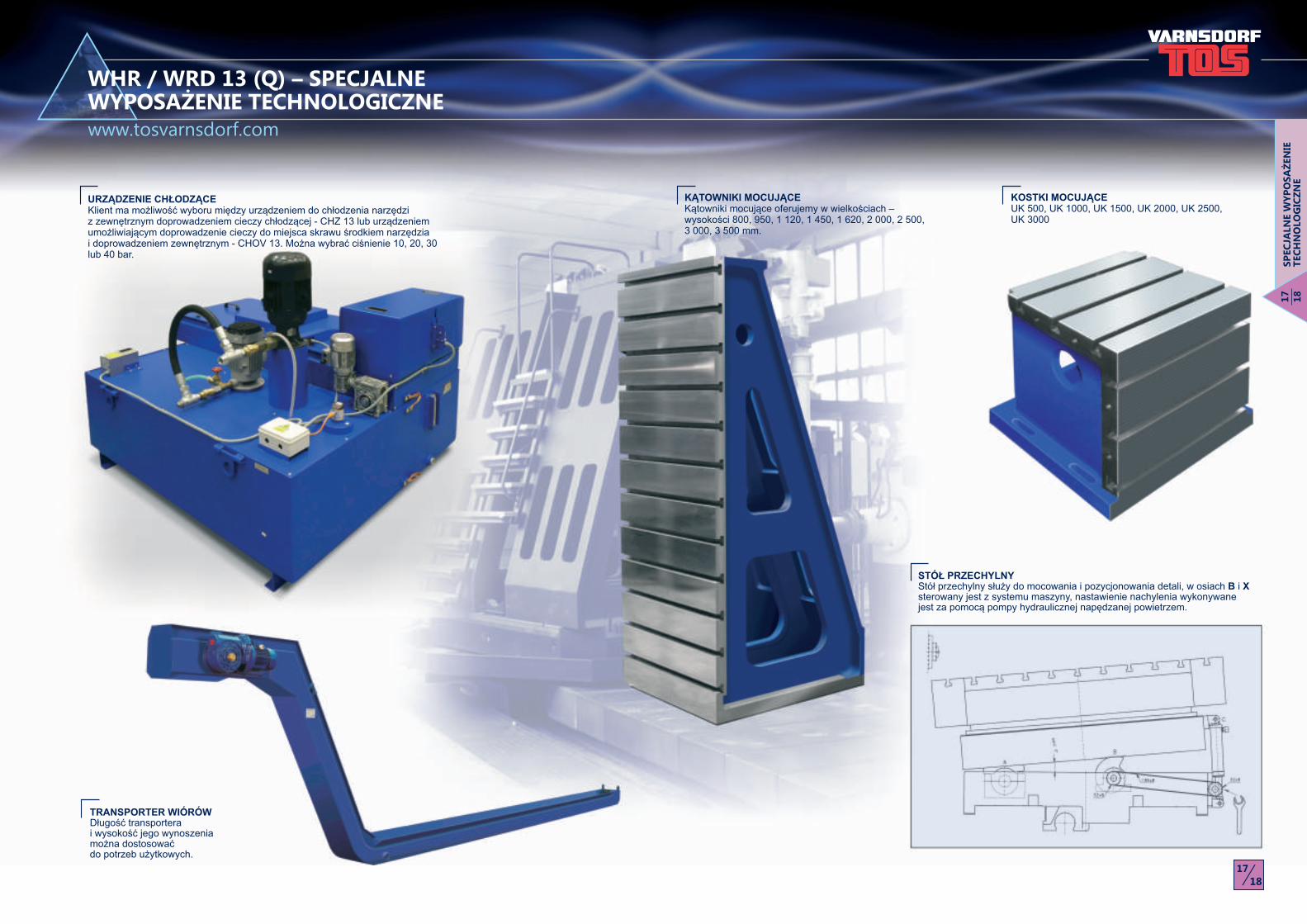
TRANSPORTER WIÓRÓW Długość transportera i wysokość jego wynoszenia można dostosować do potrzeb użytkowych.
KOSTKI MOCUJĄCE UK 500, UK 1000, UK 1500, UK 2000, UK 2500, UK 3000
KĄTOWNIKI MOCUJĄCE Kątowniki mocujące oferujemy w wielkościach – wysokości 800, 950, 1 120, 1 450, 1 620, 2 000, 2 500, 3 000, 3 500 mm.
URZĄDZENIE CHŁODZĄCE Klient ma możliwość wyboru między urządzeniem do chłodzenia narzędzi z zewnętrznym doprowadzeniem cieczy chłodzącej - CHZ 13 lub urządzeniem umożliwiającym doprowadzenie cieczy do miejsca skrawu środkiem narzędzia i doprowadzeniem zewnętrznym - CHOV 13. Można wybrać ciśnienie 10, 20, 30 lub 40 bar.
STÓŁ PRZECHYLNY Stół przechylny służy do mocowania i pozycjonowania detali, w osiach B i X sterowany jest z systemu maszyny, nastawienie nachylenia wykonywane jest za pomocą pompy hydraulicznej napędzanej powietrzem.
www.tosvarnsdorf.com
17
18
WHR / WRD 13 (Q) – SPECJALNE WYPOSAŻENIE TECHNOLOGICZNE
SP
EC
JALN
E W
YP
OS
AŻ
EN
IE
TEC
HN
OLO
GIC
ZN
E
19
20
19
20
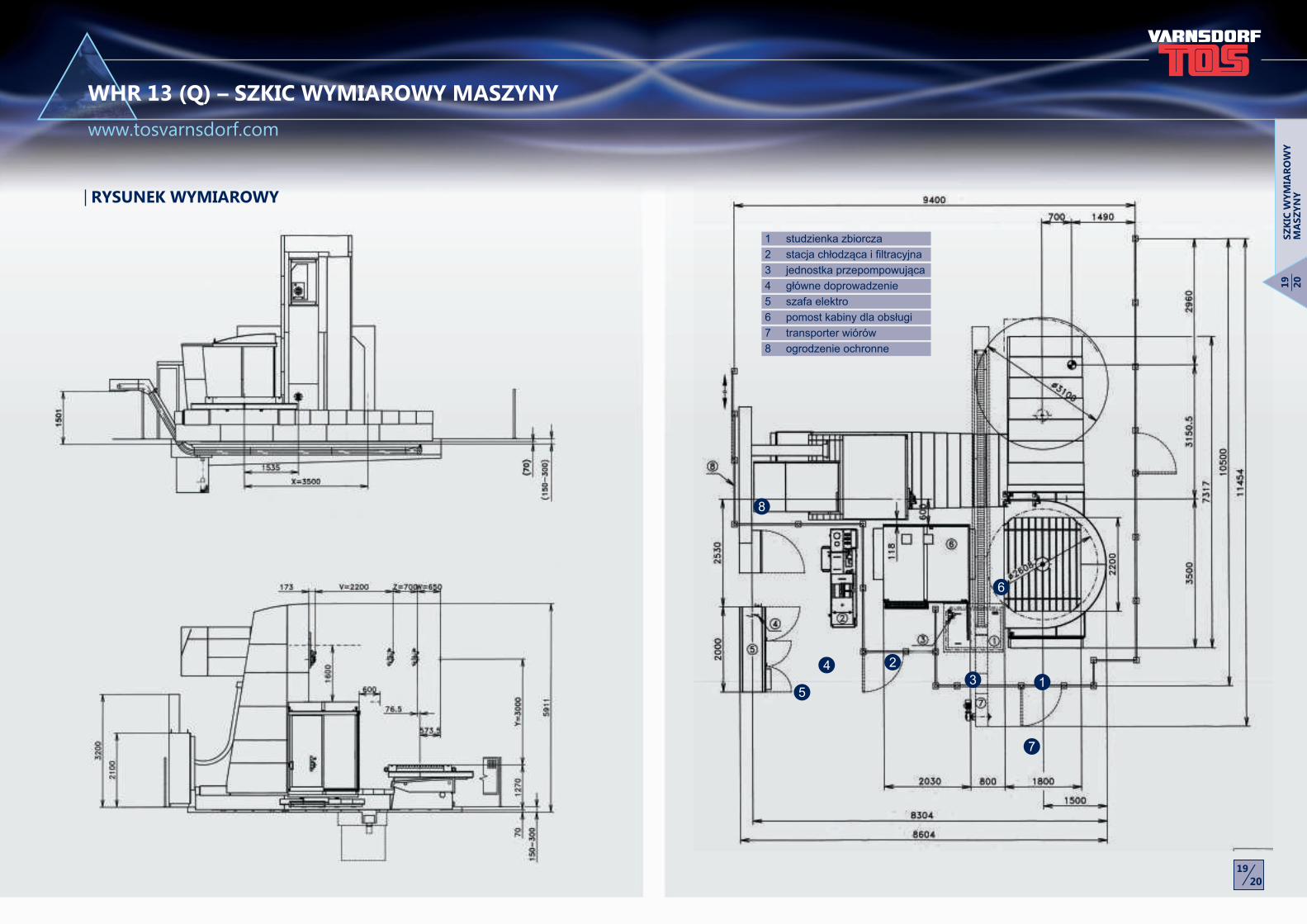
1 studzienka zbiorcza
2 stacja chłodząca i filtracyjna
3 jednostka przepompowująca
4 główne doprowadzenie
5 szafa elektro
6 pomost kabiny dla obsługi
7 transporter wiórów
8 ogrodzenie ochronne
6
3 1
4
5
2
7
8
WHR 13 (Q) – SZKIC WYMIAROWY MASZYNY
SZ
KIC
WY
MIA
RO
WY
M
AS
ZY
NY
www.tosvarnsdorf.com
RYSUNEK WYMIAROWY
21
22
21
21
WIE
RT
AR
KO
– F
REZ
AR
KO
–
WY
TA
CZ
AR
KA
PO
ZIO
MA
WR
D 1
3 (
Q)www.tosvarnsdorf.com
NOTATKI
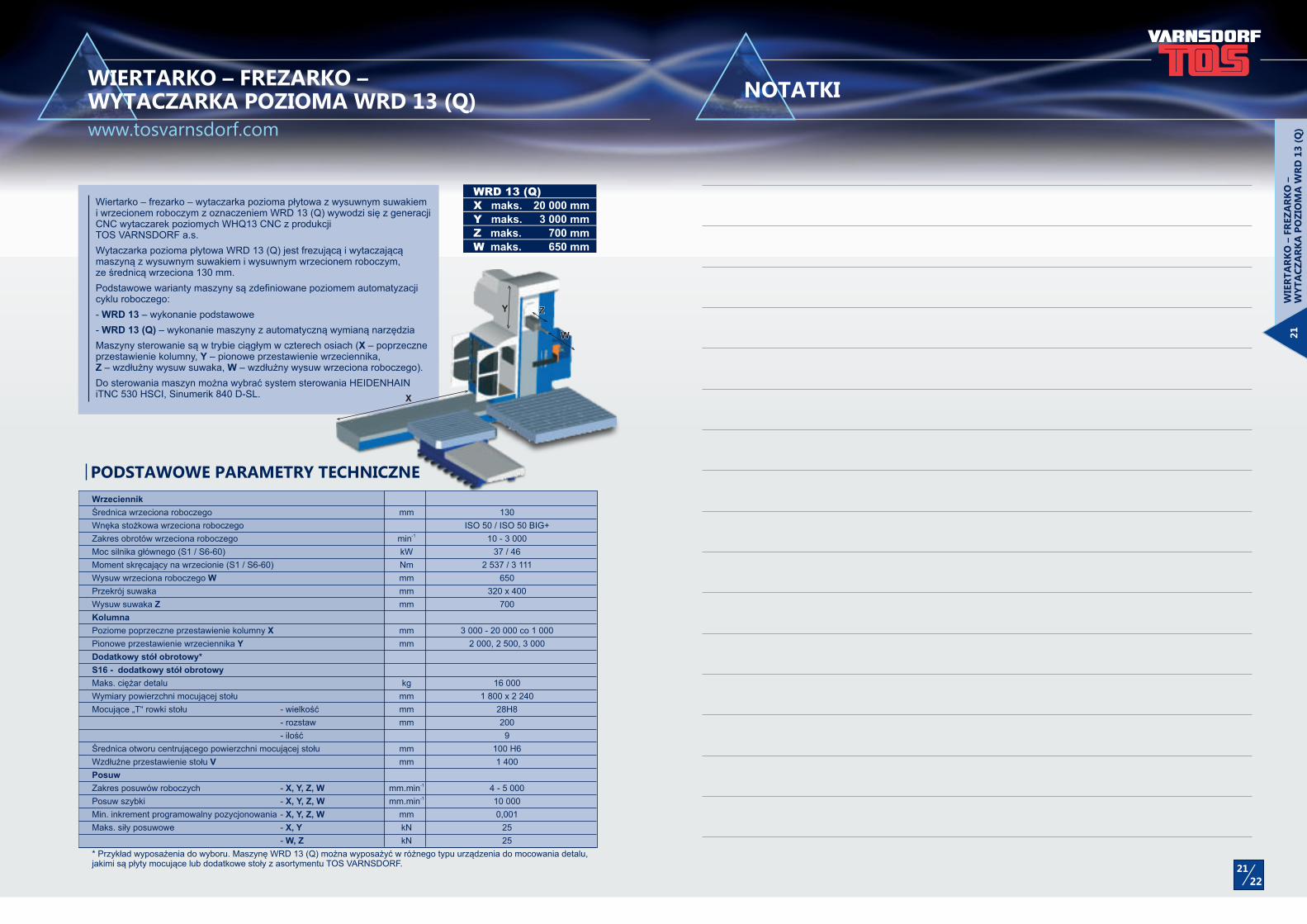
WRD 13 (Q)
X maks. 20 000 mm
Y maks. 3 000 mm
Z maks. 700 mm
W maks. 650 mm
PODSTAWOWE PARAMETRY TECHNICZNE
Wiertarko – frezarko – wytaczarka pozioma płytowa z wysuwnym suwakiem i wrzecionem roboczym z oznaczeniem WRD 13 (Q) wywodzi się z generacji CNC wytaczarek poziomych WHQ13 CNC z produkcji TOS VARNSDORF a.s.
Wytaczarka pozioma płytowa WRD 13 (Q) jest frezującą i wytaczającą maszyną z wysuwnym suwakiem i wysuwnym wrzecionem roboczym, ze średnicą wrzeciona 130 mm.
Podstawowe warianty maszyny są zdefiniowane poziomem automatyzacji cyklu roboczego:
- WRD 13 – wykonanie podstawowe
- WRD 13 (Q) – wykonanie maszyny z automatyczną wymianą narzędzia
Maszyny sterowanie są w trybie ciągłym w czterech osiach (X – poprzeczne przestawienie kolumny, Y – pionowe przestawienie wrzeciennika, Z – wzdłużny wysuw suwaka, W – wzdłużny wysuw wrzeciona roboczego).
Do sterowania maszyn można wybrać system sterowania HEIDENHAIN iTNC 530 HSCI, Sinumerik 840 D-SL.
WIERTARKO – FREZARKO – WYTACZARKA POZIOMA WRD 13 (Q)
X
Y ZZZ
WWW
Wrzeciennik
Średnica wrzeciona roboczego mm 130
Wnęka stożkowa wrzeciona roboczego ISO 50 / ISO 50 BIG+ -1Zakres obrotów wrzeciona roboczego min 10 - 3 000
Moc silnika głównego (S1 / S6-60) kW 37 / 46
Moment skręcający na wrzecionie (S1 / S6-60) Nm 2 537 / 3 111
Wysuw wrzeciona roboczego W mm 650
Przekrój suwaka mm 320 x 400
Wysuw suwaka Z mm 700
Kolumna
Poziome poprzeczne przestawienie kolumny X mm 3 000 - 20 000 co 1 000
Pionowe przestawienie wrzeciennika Y mm 2 000, 2 500, 3 000
Dodatkowy stół obrotowy*
S16 - dodatkowy stół obrotowy
Maks. ciężar detalu kg 16 000
Wymiary powierzchni mocującej stołu mm 1 800 x 2 240
Mocujące „T“ rowki stołu - wielkość mm 28H8
- rozstaw mm 200
- ilość 9
Średnica otworu centrującego powierzchni mocującej stołu mm 100 H6
Wzdłużne przestawienie stołu V mm 1 400
Posuw-1 Zakres posuwów roboczych - X, Y, Z, W mm.min 4 - 5 000-1 Posuw szybki - X, Y, Z, W mm.min 10 000
Min. inkrement programowalny pozycjonowania - X, Y, Z, W mm 0,001
Maks. siły posuwowe - X, Y kN 25
- W, Z kN 25
* Przykład wyposażenia do wyboru. Maszynę WRD 13 (Q) można wyposażyć w różnego typu urządzenia do mocowania detalu, jakimi są płyty mocujące lub dodatkowe stoły z asortymentu TOS VARNSDORF.

www.tosvarnsdorf.cz
Praha
Brno
TOS VARNSDORF a.s.TOS VARNSDORF a.s.
TOS VARNSDORF a.s.
Tel.: +420 412 351 203
Fax: +420 412 351 269
E-mail: [email protected]
www.tosvarnsdorf.cz
www.tosvarnsdorf.eu
www.tosvarnsdorf.com
TOS VARNSDORF a.s.
Říční 1774, 407 47 Varnsdorf
Republika czeska
Niemcy
Polska
Austria
Słowacja