Embed Size (px)
Citation preview

PENENTUAN PARAMETER PERMESINAN
DALAM PEMBUATAN SHAFT DENGAN EKSPERIMEN TAGUCHI
UNTUK MENDAPATKAN KEHALUSAN PERMUKAAN OPTIMAL
SKRIPSI
TEKNIK INDUSTRI
Diajukan untuk memenuhi persyaratan
Memperoleh gelar Sarjana Teknik
RANDY WIRADMOKO
NIM. 135060701111089
UNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIK
MALANG
2017



i
PENGANTAR
Puji syukur penulis panjatkan ke hadirat Allah SWT, karena atas limpahan rahmat, dan
hidayah-Nya sehingga penulis dapat menyelesaikan skripsi ini dengan baik. Tidak lupa
shalawat dan salam juga tercurah kepada Rasulullah Nabi Muhammad SAW. Skripsi yang
berjudul “PENENTUAN PARAMETER PERMESINAN DALAM PEMBUATAN SHAFT
DENGAN EKSPERIMEN TAGUCHI UNTUK MENDAPATKAN KEHALUSAN
PERMUKAAN OPTIMAL” disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana
Strata Satu (S-1) pada Fakultas Teknik di Jurusan Teknik Industri, Universitas Brawijaya.
Penulis menyadari bahwa terdapat banyak rintangan yang dihadapi penulis dalam
menyusun skripsi ini, namun berkat dukungan, bimbingan dan bantuan dari berbagai pihak,
rintangan-rintangan tersebut dapat terselesaikan. Oleh karena itu, pada kesempatan kali ini
penulis menyampaikan terima kasih kepada:
1. Kedua orang tua, Bapak Nardi Karto Admojo dan Ibu Sunarmi atas kasih sayang, doa dan
kesabaran yang tak terbatas, untuk semua bekal yang telah diberikan selama ini, motivasi,
nasihat, dukungan mental dan materiil, serta perjuangan yang terus-menerus demi
memberikan yang terbaik kepada penulis.
2. Adik Penulis, Hapsari Restiardi atas semua doa, bantuan, dukungan, motivasi, dan
perhatian tiada henti kepada Penulis.
3. Bapak Ishardita Pambudi Tama, ST., MT., Ph.D. selaku Ketua Jurusan Teknik Industri
penulis berterimakasih atas kesabaran dalam membimbing penulis, memberikan masukan,
arahan, serta ilmu yang sangat berharga dan bermanaat bagi penulis.
4. Bapak Oyong Novareza, ST., MT., Ph.D. dan Ibu Dwi Hadi Sulistyarini, ST., MT. selaku
dosen pembimbing I dan II, serta Bapak Rio Prasetyo Lukodono, ST., MT. penulis
berterimakasih atas kesabaran dalam membimbing penulis, memberikan masukan,
petunjuk, motivasi, semangat dan ilmu yang sangat berharga dan bermanfaat bagi penulis.
5. Bapak L. Tri Wijaya Nata Kusuma, ST., MT. dan Bapak Suluh Elman Swara, ST., MT.
selaku Dosen Pembimbing Akademik, yang selalu memberikan bimbingan dan arahan
terhadap kegiatan akademik maupun non akademik kepada penulis.
6. Bapak dan Ibu Dosen Jurusan Teknik Industri yang telah dengan ikhlas memberikan ilmu
yang sangat berharga dan bermanfaat bagi penulis.
7. Bapak dan Ibu karyawan Jurusan Teknik Industri yang telah membantu memberikan
informasi serta melaksanakan proses akademik.

ii
8. Pihak Laboratorium Sistem Manufaktur Teknik Industri, Laboratorium Metrologi Industri
Teknik Mesin, dan Laboratorium Uji Bahan Teknik Mesin, yang telah berbagi informasi
guna kelancaran serta membantu penyelesaian skripsi.
9. ThreeWrong Team dengan anggota M. Syukron Amin dan M. Zaini Magfur Amruna yang
sudah seperti saudara yang selalu ada, saling mendukung, menghibur, membantu dan
susah senang bareng dengan penulis sejak dari awal kuliah.
10. Sahabat dekat penulis selama masa perkuliahan Alm. Maul, Qori, Adit, Adib, dan seluruh
teman-teman di TIUB 2013 yang selalu menghibur, menemani, dan memberikan doa
kepada penulis.
11. Keluarga Sismanity Batch 5 yang terdiri dari Hawary, Hafiz, Alin dan Andini, selaku rekan
kerja penulis sejak semester 4, selalu menghibur, melengkapi, mendoakan dan
memberikan motivasi kepada penulis.
12. Seluruh keluarga Sismanity 2011, 2012, 2014 dan 2015 yang selalu menghibur,
memberikan dukungan, dan doa kepada penulis.
13. Rekan Firma Nurfida yang telah meluangkan waktunya untuk sharing ilmu, memberikan
bantuan, dukungan dan doa kepada penulis. Rekan Deni yang membantu penulis untuk
menemukan material penelitian.
14. Doublery, yang terdiri oleh Rakhalifa, Milzam, dan Yudha yang selalu menemani dan
menghibur penulis dengan cara bermain musik bersama.
15. Esti Dwi Astuti, atas doa dan menjadi salah satu alasan penulis bersemangat dalam
menyelesaikan skripsi.
16. Sahabat dan seluruh pihak yang belum disebutkan satu persatu oleh penulis atas
keterlibatan dan dukungannya sehingga skripsi ini dapat terselesaikan.
Penulis mengucapkan pula permohonan maaf atas kesalahan dan kekurangan dalam
penulisan skripsi ini. Semoga kritik dan saran yang konstruktif dapat muncul sehingga
penulisan skripsi ini menjadi lebih baik. Semoga skripsi ini dapat dikembangkan dan
bermanfaat bagi ilmu pengetahuan ke depannya.
Malang, Juli 2017
Penulis

iii
DAFTAR ISI
Halaman
KATA PENGANTAR .......................................................................................................... i
DAFTAR ISI ....................................................................................................................... iii
DAFTAR TABEL ............................................................................................................... v
DAFTAR GAMBAR ......................................................................................................... vii
DAFTAR LAMPIRAN ....................................................................................................... ix
RINGKASAN ..................................................................................................................... xi
SUMMARY ....................................................................................................................... xiii
BAB I PENDAHULUAN ..................................................................................................... 1
1.1 Latar Belakang ..................................................................................................... 1
1.2 Identifikasi Masalah .............................................................................................. 4
1.3 Rumusan Masalah ................................................................................................. 4
1.4 Batasan Masalah .................................................................................................... 5
1.5 Asumsi Penelitian .................................................................................................. 5
1.6 Tujuan Penelitian ................................................................................................... 5
1.7 Manfaat Penelitian ................................................................................................. 5
BAB II TINJAUAN PUSTAKA ......................................................................................... 7
2.1 Penelitian Terdahulu.............................................................................................. 7
2.2 Proses Membubut .................................................................................................. 8
2.2.1 Mesin Bubut ................................................................................................. 9
2.2.2 Analisis Proses Bubut .................................................................................. 9
2.3 Kualitas ............................................................................................................... 11
2.4 Desain Eksperimen .............................................................................................. 12
2.5 Metode Taguchi ................................................................................................... 12
2.5.1 Orthogonal Array....................................................................................... 14
2.5.2 Klasifikasi Karakteristik Kualitas .............................................................. 16
2.5.3 Klasifikasi Parameter ................................................................................. 16
2.5.4 Signal to Noise Ratio (S/N Ratio) .............................................................. 17
2.5.5 Analysis of Variance (ANOVA) untuk Data Variabel ................................ 18
2.5.6 Interval Kepercayaan ................................................................................. 19

iv
2.5.7 Eksperimen Konfirmasi ............................................................................. 20
2.6 Shafts pada Komponen Otomotif ........................................................................ 21
2.6.1 Jenis Bahan Shafts...................................................................................... 21
2.6.2 Permukaan.................................................................................................. 22
2.6.3 Kekasaran ................................................................................................... 22
2.6.4 Pengukuran Kekasran Permukaan ............................................................. 22
2.6.4.1 Arithmetic Mean Value (Ra) .......................................................... 23
2.6.4.2 Root Mean Square Average (Rq) ................................................... 24
2.6.4.3 Ten-spot Average Roughness (Rz) ................................................. 24
2.7 Alur Konsep Berfikir ........................................................................................... 25
BAB III METODE PENELITIAN ................................................................................... 27
3.1 Jenis Penelitian .................................................................................................... 27
3.2 Tempat dan Waktu Penelitian ............................................................................. 27
3.3 Alat dan Bahan Penelitian ................................................................................... 27
3.4 Tahap Pengumpulan Data ................................................................................... 29
3.4.1 Tahap Penelitian Pendahuluan ................................................................... 29
3.4.2 Metode Pengumpulan Data ........................................................................ 30
3.5 Langkah-langkah Penelitian ................................................................................ 30
3.5.1 Diagram Alir Penelitian ............................................................................. 31
BAB IV HASIL DAN PEMBAHASAN ........................................................................... 33
4.1 Gambaran Umum ................................................................................................ 33
4.2 Parameter Permesinan pada Mesin Bubut ........................................................... 33
4.3 Proses Produksi Shaft .......................................................................................... 34
4.4 Penetapan Karakteristik Kualitas ........................................................................ 36
4.5 Penetapan Faktor dan Level Faktor Berpengaruh ............................................... 37
4.6 Penetapan Orthogonal Array............................................................................... 43
4.7 Pengumpulan Data Eksperimen Taguchi ............................................................ 44
4.8 Pengolahan Data Eksperimen Taguchi ................................................................ 49
4.8.1 Perhitungan Analysis of Variance (ANOVA) Nilai Rata-rata ................... 49
4.8.2 Perhitungan Analysis of Variance (ANOVA) Signal to Noise Ratio ......... 56
4.8.3 Penentuan Setting Level Optimal ............................................................... 60
4.8.4 Perkiraan Kondisi Optimal dan Interval Kepercayaan .............................. 61
4.9 Eksperimen Konfirmasi ....................................................................................... 64

v
4.10 Analisis dan Pembahasan .................................................................................... 68
4.10.1 Analisis Perhitungan Analysis of Variance (ANOVA) Nilai Rata-rata dan
Signal to Noise Ratio (SNR) ....................................................................... 69
4.10.2 Analisis Penentuan Setting Level Berdasarkan Nilai Rata-rata dan Signal to
Noise Ratio (SNR) ...................................................................................... 72
4.10.3 Analisis Eksperimen Konfirmasi terhadap Prediksi Kondisi Optimal ....... 73
BAB V PENUTUP.............................................................................................................. 75
5.1 Kesimpulan .......................................................................................................... 75
5.2 Saran .................................................................................................................... 75
DAFTAR PUSTAKA ......................................................................................................... 76
LAMPIRAN........................................................................................................................ 79

vi
DAFTAR TABEL
No. Judul Halaman
Tabel 2.1 Perbandingan Penelitian Terdahulu................................................................ 8
Tabel 2.2 Orthogonal Array standar ............................................................................ 15
Tabel 2.3 Klasifikasi karakteristik kualitas .................................................................. 16
Tabel 2.4 Tabel data variabel ....................................................................................... 18
Tabel 2.5 Response table of factor effects .................................................................... 18
Tabel 2.6 Perbandingan interval kepercayaan untuk kondisi optimal dan eksperimen
konfirmasi ..................................................................................................... 20
Tabel 2.7 Komposisi Kimia dari AISI 4140 Alloy Steel .............................................. 21
Tabel 2.8 Mechanical Properties dari AISI 4140 Alloy Steel ...................................... 22
Tabel 2.9 Toleransi Harga Kekasaran Rata-rata Ra ..................................................... 23
Tabel 2.10 Tingkat Kekasaran Rata-rata Permukaan Menurut Proses Pengerjaannya .. 24
Tabel 3.1 Spesifikasi Mesin Bubut ............................................................................... 28
Tabel 3.2 Spesifikasi Surface Roughness Tester .......................................................... 28
Tabel 4.1 Peralatan Proses Produksi dan Perlengkapan Alat Pelindung Diri .............. 35
Tabel 4.2 Identifikasi Faktor ........................................................................................ 38
Tabel 4.3 Klasifikasi Faktor Desain Eksperimen ......................................................... 39
Tabel 4.4 Faktor Berpengaruh ...................................................................................... 39
Tabel 4.5 Example of Table for Selection of Speed and Feed for Turning .................. 40
Tabel 4.6 Konsentrasi yang Direkomendasikan ........................................................... 42
Tabel 4.7 Penetapan Level Faktor Berpengaruh .......................................................... 43
Tabel 4.8 Perhitungan Degree of Freedom................................................................... 43
Tabel 4.9 Data Hasil pengujian Tingkat Kekasaran Spesimen .................................... 48
Tabel 4.10 Hasil Pengukuran Kekasaran Permukaan Eksperimen Taguchi .................. 48
Tabel 4.11 Perhitungan Rata-rata Kekasaran Permukaan .............................................. 49
Tabel 4.12 Hasil Perhitungan Tabel Respon Tingkat Kekasaran Permukaan ................ 50
Tabel 4.13 Analysis Of Variance (ANOVA) Nilai Rata-rata........................................... 53
Tabel 4.14 Analysis Of Variance (ANOVA) Nilai Rata-rata Pooling Up ..................... 55
Tabel 4.15 Data Hasil Perhitungan Signal to Noise Ratio.............................................. 57
Tabel 4.16 Hasil Perhitungan Tabel respon Signal to Noise Ratio ................................ 59
Tabel 4.17 Analysis Of Variance (ANOVA) Nilai Signal Noise to Ratio-Pooling Up .. 60

vii
Tabel 4.18 Tabel perbandingan antara Pengaruh Faktor terhadap Eksperimen ............. 61
Tabel 4.19 Faktor Terkendali Setting level Optimal ...................................................... 65
Tabel 4.20 Hasil Pengujian Eksperimen Konfirmasi Tingkat Kekasaran Permukaan ... 65
Tabel 4.21 Tabel Setting Level Optimal ........................................................................ 72
Tabel 4.22 Intepretasi Hasil Perhitungan Tingkat Kekasran Prediksi dan Optimasi ..... 73

viii
DAFTAR GAMBAR
No. Judul Halaman
Gambar 1.1 Poros Spindle dari Transmisi Otomotif........................................................ 2
Gambar 1.2 Diagram Stribeck Pengaruh dari Kekasaran Permukaan Shaft .................... 3
Gambar 2.1 Mesin Bubut ................................................................................................. 9
Gambar 2.2 Faktor-Faktor yang Mempengaruhi Karakteristik Kualitas ....................... 17
Gambar 2.3 Menentukan Kekasaran Rata-rata Ra......................................................... 23
Gambar 2.4 Menentukan Kekasaran Rata-rata dari Puncak ke Lembah ....................... 24
Gambar 2.5 Alur Kerangka Berpikir ............................................................................. 25
Gambar 3.1 Diagram Alir Penelitian ............................................................................. 32
Gambar 4.1 Proses Bubut ............................................................................................. 34
Gambar 4.2 Logam AISI 4140 ...................................................................................... 36
Gambar 4.3 Standar Nilai Kekasaran Permukaan pada JIS ........................................... 37
Gambar 4.4 Konfigurasi Spindle Speed pada Mesin Bubut .......................................... 41
Gambar 4.5 Bahan Dasar Coolant ................................................................................. 41
Gambar 4.6 Proses Pembuatan Coolant ........................................................................ 41
Gambar 4.7 Sudut pada Pahat HSS ............................................................................... 42
Gambar 4.8 Pahat yang Sudah Diasah ........................................................................... 42
Gambar 4.9 Proses Produksi Benda Kerja ..................................................................... 45
Gambar 4.10 Benda Kerja yang Dihasilkan .................................................................... 45
Gambar 4.11 Proses Pembersihan Benda Kerja .............................................................. 46
Gambar 4.12 Mitutoyo Surftest Drive Unit ..................................................................... 46
Gambar 4.13 Mitutoyo Surftest Main Unit ...................................................................... 46
Gambar 4.14 Proses Pengukuran Kekasaran Permukaan ................................................ 47
Gambar 4.15 Perbandingan interval kepercayaan nilai prediksi dan eksperimen konfirmasi
nilai rata-rata .............................................................................................. 67
Gambar 4.16 Perbandingan interval kepercayaan nilai prediksi dan eksperimen konfirmasi
pada nilai SNR ........................................................................................... 68

ix
DAFTAR LAMPIRAN
No. Judul Halaman
Lampiran 1 Desain Benda Kerja ................................................................................... 79
Lampiran 2 Sertifikat Bahan Eksperimen ..................................................................... 82
Lampiran 3 Sertifikat Hasil Pengukuran Kekasarana Permukaan Eksperimen Taguchi73
Lampiran 4 Sertifikat Hasil Pengukuran Kekasarana Permukaan Eksperimen Konfirmasi
.................................................................................................................. 100

x
Halaman ini sengaja dikosongkan

xi
RINGKASAN
Randy Wiradmoko, Jurusan Teknik Industri, Fakultas Teknik Universitas Brawijaya, Juli
2017, Penentuan Parameter Permesinan dalam Pembuatan Shaft dengan Eksperimen Taguchi
untuk Mendapatkan Kehalusan Permukaan Optimal. Dosen Pembimbing: Oyong Novareza
dan Dwi Hadi Sulistyarini.
Sektor industri otomotif berkembang pesat, sehingga membuat produsen di bidang
otomotif melakukan peningkatan produk dari segi kuantitas dan kualitas untuk memenangkan
persaingan. Komponen yang banyak dibutuhkan industri otomotif adalah shafts. Salah satu
penerapannya adalah pada sebuah sistem transmisi otomotif dan terkait dengan gearbox dan
bearing. Penelitian terbaru dalam bidang tribometric pada shaft dengan material dan tingkat
kekasaran yang berbeda dilakukan untuk mengetahui karakteristik shaft dan bearing. Gesekan
yang terjadi berbanding lurus dengan beban pada permukaan. Gaya gesek yang terlalu besar
dapat menyebabkan getaran. Tingkat kekasaran pada poros mempengaruhi getaran yang
dihasilkan saat poros berputar. Bila kecepatan putaran pada mesin naik sangat tinggi, maka
akan menimbulkan getaran, hal ini akan bertambah buruk jika permukaan poros sangat kasar.
Hasil tersebut membuktikan pentingnya tingkat kekasaran permukaan. Cukup sulit untuk
mendapatkan permukaan yang memiliki tingkat kekasaran rendah. Metode taguchi menjadikan
produk robust terhadap noise yang merupakan faktor pengganguu dan menyebabkan tingginya
variabilitas produk. Hal ini dilakukan agar pada proses pembuatannya tidak terjadi
penyimpangan yang berarti, maka karakteristik permukaan ini harus dapat dipahami oleh
perencana dan operator.
Pada penelitian ini dilakukan eksperimen pembuatan shaft dengan bahan AISI 4140
medium carbon steel menggunakan desain eksperimen Taguchi, sehingga didapatkan setting
level optimal dari parameter permesinan yang dapat menghasilkan shaft yang sesuai standar
(JIS B 0601-2001) dengan menggunakan parameter kekasaran Rz (Ten-spot Average
Roughness). Berdasakan hal tersebut karakteristik kualitas yang digunakan adalah Smaller The
Better. Desain eksperimen Taguchi melakukan kombinasi antara faktor dan level kedalam
matriks orthogonal, sehingga eksperimen yang dilakukan menjadi lebih efisien. Metode
Taguchi bertujuan untuk memperbaiki kualitas produk dan proses dalam waktu yang
bersamaan, serta dapat menekan biaya dan sumber daya seminimal mungkin. Setelah
didapatkan setting level optimal dari perhitungan ANOVA rata-rata dan Signal to Noise Ratio,
perlu dilakukan validasi dengan eksperimen konfirmasi.
Hasil metode Taguchi didapatkan setting level optimal terpilih menggunakan orthogonal
array L9(34) dengan karakteristik kualitas Smaller The Better adalah faktor A level 2 (depth of
cut 0,25 mm), faktor B level 3 (spindle speed 1000 rpm), faktor C level 1 (komposisi coolant
20:1), faktor D level 2 (sudut tatal 10º). Hasil dari eksperimen konfirmasi yang telah dilakukan
menunjukkan bahwa rata-rata nilai setiap parameter pengukuran masih berada dalam interval
kepercayaan prediksi, sehingga hasil dari eksperimen Taguchi diterima. Pada eksperimen ini
sudah dicapai kekasaran permukaan optimal pada shaft. Selain itu dapat dilihat hasil tingkat
kekasaran permukaan dari setting level optimal pada penelitian ini sudah sesuai dengan JIS B
0601-2001 (Japan Industrial Standar) yang secara khusus membahas standar tingkat kekasaran
permukaan shaft.
Kata Kunci: Taguchi, Smaller The Better, Shaft, Tingkat Kekasaran Permukaan.

xii
Halaman ini sengaja dikosongkan

xiii
SUMMARY
Randy Wiradmoko, Department of Industrial Engineering, Faculty of Engineering, Brawijaya
University, July 2017, Penentuan Parameter Permesinan dalam Pembuatan Shaft dengan
Eksperimen Taguchi untuk Mendapatkan Kehalusan Permukaan Optimal. Academic
Supervisor: Oyong Novareza and Dwi Hadi Sullistyarini.
The automotive industry sector is growing rapidly, making automotive manufacturers to
increase product in terms of quantity and quality to win the competition. Common component
needed by the automotive industry is shaft. One application is on an automotive transmission
system and is linked to gearboxes and bearings. Recent research in the field of tribometric on
shafts with different materials and roughness levels is performed to determine the
characteristics of shafts and bearings. Friction that occurs in line with the load on the surface.
Overly large friction can cause vibration. The roughness of the shaft affects the vibrations
generated when the shaft rotates. When the speed of rotation on the engine rises very high, it
will cause vibration, it will get worse if the shaft surface is very rough. These results prove the
importance of surface roughness. It is quite difficult to get a surface that has a low level of
roughness. The taguchi method makes the product robust to noise which is the cause of the
high product variability. This is done in order to avoid significant deviations during the
production process, so these surface characteristics must be understood by planners and
operators.
In this research, shaft is produced with AISI 4140 medium carbon steel material using
Taguchi experimental design, to obtain optimal setting level of machining parameters that
produce shaft according to standard (JIS B 0601-2001) by using Rz (Ten-spot Average
Roughness) roughness parameter. Characteristics of quality used is Smaller The Better. The
experimental design of Taguchi combines factors and levels into the orthogonal matrix, making
experiments more efficient. The Taguchi method aims to improve the quality of products and
processes at the same time, minimizing costs and minimal resources. After obtaining optimal
setting level from ANOVA calculation average and Signal to Noise Ratio value, it is necessary
to validate with confirmation experiment.
Taguchi method resulted in optimal selected setting level using orthogonal array L9(34)
with Smaller The Better quality characteristics is factor A level 2 (depth of cut 0,25 mm), factor
B level 3 (spindle speed 1000 rpm), factor C level 1 (coolant composition 20:1), factor D level
2 (side rake angle 10º). The results of the confirmation experiments that have been conducted
show that the mean value of each measurement parameter is still within the predicted
confidence interval, so the result of the Taguchi experiment is accepted. In this experiment we
have achieved optimal surface roughness in the shaft. In addition, it can be seen that the surface
roughness level of the optimal setting level in this study is in accordance with JIS B 0601-2001
(Japan Industrial Standard) which specifically discusses the standard level of shaft surface
roughness.
Keywords: Taguchi, Smaller The Better, Shaft, Surface Roughness.

BAB I
PENDAHULUAN
Pada proses penelitian dibutuhkan hal-hal penting yang digunakan sebagai dasar
dilakukannya sebuah penelitian. Bab I ini akan menjelaskan mengenai latar belakang mengapa
perlunya mengangkat permasalahan ini, identifikasi permasalahan yang ada, perumusan
masalah, pembatasan masalah, tujuan penelitian, serta manfaat yang dihasilkan dari penelitian
yang dilakukan.
1.1 Latar Belakang
Dunia Industri merupakan komponen penting yang terlibat pada perekonomian Indonesia,
karena kemampuan sektor industri dalam menghasilkan produk serta membuka lapangan
pekerjaan yang akan memutar roda perekonomian negara. Perkembangan ilmu pengetahuan
dan teknologi membuat pelaku industri melakukan inovasi dan perbaikan di setiap aspek,
terutama kualitas produk yang dihasilkan. Daya saing industri dapat diukur dari nilai ekspor
yang dihasilkan, di Indonesia secara umum industri manufaktur dibagi menjadi 3 subsektor
diantaranya furnitur, pakaian jadi, dan otomotif. Pada tahun 1996 nilai ekspor produk otomotif
hanya sekitar 1/6 dari nilai ekspor furnitur dan 1/16 dari nilai ekspor pakaian. Namun, nilai
ekspor produk otomotif pada tahun 2008 mencapai sekitar 3 kali nilai ekspor furnitur dan dua
kali dari nilai ekspor pakaian, (BPS, 2013). Hal tersebut menunjukkan bahwa sektor industri
otomotif berkembang pesat, sehingga membuat produsen di bidang otomotif melakukan
peningkatan produk dari segi kuantitas dan kualitas untuk memenangkan persaingan.
Kendaraan bermotor merupakan produk utama dari industri otomotif. Komponen yang
banyak dibutuhkan industri otomotif adalah shafts. Shafts merupakan bagian stasioner yang
berputar memiliki penampang bulat dan biasanya terhubung dengan komponen lain. Shaft
menyalurkan tenaga bersama dengan gerak rotasi. Setiap elemen mesin yang memiliki gerakan
berputar, dipasangkan dengan poros pendukung tetap ataupun dipasang dengan poros
pendukung berputar atau bearing. Bearing menjaga shafts agar tetap berputar pada titik
pusatnya, atau menjaga tetap pada jalurnya dan bergerak linier. Salah satu penerapannya adalah
pada sebuah sistem transmisi otomotif dan terkait dengan gearbox.
Tingkat kekasaran permukaan mempunyai peranan yang penting dalam perencanaan suatu
komponen mesin yang berkaitan dengan gesekan, pelumasan, keausan, tahan terhadap
1
1

kelelahan, dan sebagainya. Maka, tingkat kekasaran permukaan dari shaft sangat penting untuk
kinerja yang tepat dan penggunaan yang dapat diterima sistem bearing.
Penelitian terbaru dalam bidang tribologi pada shaft dengan material dan tingkat kekasaran
yang berbeda dilakukan untuk mengetahui karakteristik shaft dan bearing saat mulai bergerak
dan berhenti. Terdapat dua macam material shaft yang digunakan yaitu forged steel dan cast
iron yang dipasangkan dengan bearing berbahan aluminium alloy. Dihasilkan kesimpulan
mengenai kinerja forged steel bergantung pada kekasaran seluruh permukaan. Sedangkan
tribological dari cast iron ditentukan oleh struktur mikro permukaan (Florian, 2015). Gesekan
yang terjadi berbanding lurus dengan beban pada permukaan. Hasil tersebut membuktikan
pentingnya tingkat kekasaran permukaan. Gaya gesek yang terlalu besar dapat menyebabkan
getaran. Tingkat kekasaran pada poros mempengaruhi getaran yang dihasilkan saat poros
berputar. Bila kecepatan putaran pada mesin naik sangat tinggi, maka akan menimbulkan
getaran, hal ini akan bertambah buruk jika permukaan poros sangat kasar.
Menggunakan tingkat kekasaran permukaan yang rendah mempengaruhi jumlah pelumas
yang dibutuhkan lip sealing. Peningkatan suhu yang disebabkan oleh pelumasan yang buruk,
terutama pada rpm tinggi akan menyebabkan pengerasan serta retak yang kemudian
menyebabkan kegagalan sealing secara prematur. Jika nilai kekasaran permukaan terlalu
tinggi, maka akan menimbulkan gaya gesek berlebih pada lip sealing dan menyebabkan umur
sealing lebih pendek, serta menyebabkan bocornya sealing pada saat rpm terlalu tinggi. Shaft
dengan tingkat kekasaran rendah dapat membantu pelumasan bearing secara mandiri. Di sisi
lain, permukaan poros yang terlalu kasar akan menyebabkan terjadinya abrasi, karena
meningkatkan gaya gesek (Dvorak, 1999).
Berdasarkan gambar 1.1 dijelaskan pengaruh dari dua tingkat kekasaran permukaan poros
yang berbeda (Ra ≈ 120 nm dan Ra ≈ 60 nm) dengan sumbu X untuk koefisien gesek dan
sumbu Y untuk kecepatan rotasi. Menggunakan pelumas oli mesin dengan spesifikasi OW-20,
dan allowance dimensi benda sebesar ≈ 0.027 mm. Saat melakukan prosesnya, diberikan dua
beban yang berbeda yaitu 500N dan 2000N.

Gambar 1.1 Diagram Stribeck Pengaruh dari Kekasaran Permukaan Shaft.
Sumber: (Szeréna, 2016)
Dengan membandingkan kurva terakhir dari setiap tes, dapat dilihat bahwa pada beban
rendah terdapat perbedaan perilaku gesekan disebabkan perbedaan tingkat kekasaran
permukaan. Gaya gesek yang besar terjadi pada shaft dengan tingkat kekasaran lebih tinggi
(Szeréna, 2016). Terdapat beberapa pertimbangan dalam pembuatan shaft. Ketika memilih
untuk memprioritaskan gaya gesek yang kecil, maka shaft yang dibuat memiliki rata-rata
tingkat kekasaran 32 sampai 64 RMS (Root Mean Square Roughnees/Rq). Tetapi jika yang
menjadi prioritas adalah life time panjang, maka shaft yang dibuat memiliki tingkat kekasaran
permukaan sekitar 20 RMS (Dvorak, 1999). Shafts diproduksi dengan bantuan mesin bubut.
Dalam proses permesinannya, mesin bubut memotong permukaan luar dari benda kerja, lalu
menghasilkan permukaan baru dengan diameter tertentu.
Gesekan yang terjadi adalah salah satu parameter utama pada pengembangan mesin.
Gesekan pada mesin umumnya kumulatif hasil dari tiap komponen yang bergerak (Ripin 2011).
Gesekan pada mesin dapat mempengaruhi parameter lain seperti konsumsi bahan bakar dan
gas buang yang dihasilkan, sehingga salah satu upaya yang tepat untuk membuat mesin yang
baik adalah dengan mengurangi gaya gesek. Ashkan Moosavian dan Gholamhassan Najafi
pada tahun 2017 melaukan penelitian tentang estimasi gaya gesek pada mesin dengan
menganalisa getaran mesin yang dihasilkan. Dari hasil penelitian diketahui jika getaran mesin
berbanding lurus dengan gesekan pada komponen mesin.
Cukup sulit untuk mendapatkan permukaan yang memiliki tingkat kekasaran rendah.
Setiap proses permesinan mempunyai syarat yang berbeda-beda dalam kualitas permukaannya
(Prajono, 2013). Beberapa UKM atau produsen saat membuat shaft belum melakukan

pendekatan untuk memperbaiki kualitas permukaan produk yang dihasilkan. Selain itu, pihak
UKM juga belum menentukan standar yang akan digunakan pada hasil produksi, ini juga
terjadi di beberapa UKM lain di Kota Malang yang bergerak di bidang industri otomotif.
Dibutuhkan beberapa metode pendekatan, salah satunya adalah pendekatan taguchi yang
digunakan untuk mengurangi variasi kualitas produk dengan menggunakan cara terbaik di
setiap produksinya dan produksi produk yang seidentik mungkin. Strategi kualitas dalam
taguchi memperbaiki kualitas dalam tahap desain produk dengan membuat kombinasi faktor
yang tidak terlalu sensitif terhadap pengaruh faktor tak terkontrol (Soejanto, 2008). Metode
taguchi melibatkan faktor-faktor serta level dari faktor yang mempengaruhi tingkat kekasaran
shaft yang dihasilkan. Metode taguchi menjadikan produk robust terhadap noise yang
merupakan faktor pengganguu dan menyebabkan tingginya variabilitas produk. Selain itu,
harus dipertimbangkan juga mengenai biaya produksi yang terjadi. Karena proses produksi
yang baik adalah menghasilkan produk yang berkualitas dengan biaya produksi seminimal
mungkin. Setelah didapatkan kombinasi faktor dan level faktor yang menghasilkan tingkat
kekasaran yang optimal, maka hal tersebut dapat digunakan oleh produsen komponen di
perusahaan otomotif, maupun UKM di bidang otomotif untuk membantu menghasilkan produk
yang berkualitas, dengan menerapkan kombinasi parameter permesinan yang baik.
1.2 Identifikasi Masalah
Dari uraian latar belakang, dapat diketahui permasalahan sebagai berikut:
1. Belum dilakukan pendekatan untuk mengurangi gaya gesek shaft dengan mengoptimalkan
tingkat kekasaran permukaan.
2. Belum diketahui pemilihan parameter permesinan yang tepat untuk menghasilkan poros
dengan tingkat kekasaraan permukaan yang sesuai standar.
1.3 Rumusan Masalah
Dari uraian latar belakang dan identifikasi masalah, rumusan masalah dari penelitian ini
adalah sebagai berikut:
1. Parameter permesinan apa saja yang memberikan pengaruh secara signifikan terhadap
tingkat kekasaran permukaan pada produksi shaft.
2. Bagaimana setting level faktor dari parameter permesinan yang optimal untuk
menghasilkan tingkat kekasaran shaft yang sesuai standar.

1.4 Batasan Masalah
Agar penelitian memberikan hasil yang sesuai dan menyelesaikan permasalahan yang ada,
maka perlu diberikan batasan-batasan masalah sebagai berikut:
1. Shaft yang menjadi fokus penelitian adalah shaft yang dipasangkan dengan bearing pada
komponen sistem transmisi kendaraan.
2. Proses produksi dan karakteristik kualitas dikendalikan dengan metode Taguchi dan
digunakan data tingkat kekasaran permukaan shaft.
1.5 Asumsi Penelitian
Asumsi yang digunakan pada penelitian ini adalah sebagai berikut:
1. Pengambilan data dalam penelitian ini dilakukan pada kondisi pembuatan yang berada
dalam keadaan normal.
1.6 Tujuan Penelitian
Berdasarkan rumusan masalah yang telah dibuat, tujuan dari penelitian ini adalah sebagai
berikut:
1. Menentukan faktor dari parameter permesinan yang memberikan pengaruh secara
signifikan terhadap tingkat kekasaran permukaan pada produksi shaft.
2. Menentukan kombinasi faktor dari parameter permesinan dan level faktor yang optimal,
untuk menghasilkan tingkat kekassaran permukaan shaft yang sesuai standar.
1.7 Manfaat Penelitian
Manfaat yang didapat dari penelitian ini adalah sebagai berikut:
1. Mengetahui macam-macam dari faktor parameter permesinan serta setting level faktor
yang berpengaruh, sehingga dapat digunakan sebagai dasar produsen shaft untuk
menghasilkan tingkat kekasaran permukaan yang sesuai standar.
2. Sebagai informasi tambahan bagi peneliti selanjutnya yang memiliki tema relevan serta
sebagai perbandingan peneliti selanjutnya.

Halaman ini sengaja dikosongkan

BAB II
TINJAUAN PUSTAKA
Bab II berisikan mengenai teori-teori yang mendukung dalam penelitian yang dilakukan.
Teori yang diuraikan hanya yang berkaitan dengan pokok permassalahan yang dibahas. Hal ini
dilakukan agar dalam pengolahan data termasuk perhitungan, analisis dan pembahasan yang
terkait dengan penelitian ini dapat dilakukan dengan baik.
1.1 Penelitian Terdahulu
Beberapa penelitian yang telah dilakukan memiliki kesamaan dengan penelitian ini, baik
dari sisi metode atau objek penelitian. Penelitian lain yang terkait dengan objek tingkat
kekasaran permukaan atau metode taguchi antara lain sebagai berikut:
1. Arianto (2004) melakukan penelitian pengaruh variasi kecepatan putar mesin bubut dan
sudut potong pahat terhadap kekasaran permukaan benda kerja hasil pembubutan tirus
pada bahan ST-60. Peneliti melakukan analisis untuk mengetahui apakah terdapat
perbedaan pengaruh variasi kecepatan putar mesin bubut terhadap tingkat kekasaran
permukaan dari benda kerja yang dihasilkan, selain itu peneliti juga ingin mengetahui
adakah pengaruh dari sudut potong pahat terhadap tingkat kekasaran permukaan yang
dihasilkan. Peneliti juga melakukan analisis apakah terdapat interaksi antara kecepatan
putaran mesin bubut dan sudut pemotongan dalam menghasilkan tingkat kekasaran
permukaan. Penelitian ini menggunakan metode eksperimen faktorial 3x3.
2. Hernadewita (2006) melakukan analisis pengaruh kondisi pemotongan benda kerja
(panjang penjuluran) terhadap kekasaran permukaan pada mesin bubut Gallic 16N.
Penelitian ini fokus terhadap kondisi saat pemotongan pada proses permesinan. Dalam
mengukur pengaruh kondisi pemotongan yang dilakukan, peneliti melakukan pengujian
pemotongan benda kerja dengan membuat variasi gerakan pemakanan dan kedalaman
potong. Penelitian ini dilakukan dengan menggunakan mesin bubut Gallic 16N dan alat
ukur kekasaran permukaan Tail Surf (Taylor). Penelitian ini dilakukan untuk mengetahui
pengaruh dari kondisi pemotongan dimana secara teoritis diketahui bahwa kondisi
pemotongan (Depth of Cut) besar dapat meningkatkan kekasaran permukaan benda kerja.
Dengan mengetahui tingkat kekasaran permukaan tentu dapat diketahui juga kualitas dari
proses permesinan/pemotongan yang dilakukan.
7

3. Eko (2012) melakukan analisis keausan pahat terhadap kualitas permukaan benda kerja
pada proses pembubutan. Penelitian ini dilakukan untuk mengetahui seberapa besar
pengaruh dari keausan sudut utama pahat potong (Kr0)HSS terhadap kualitas permukaan
benda kerja pada proses permesinan. Penelitian ini menggunakan material dengan jenis
ST-37, dengan kecepatan pemotongan sebesar 20,27 m/min, feed sebesar 0,037 mm/s dan
spindle speed sebesar 330 rpm. Depth of Cut 0,3 mm, dan sudut utama pahat sebesar 450.
Lalu dilakukan perhitungan dengan membandingkan Ra teoritis dengan Ra empiris.
Tabel 2.1
Perbandingan Penelitian Terdahulu
Karakteristik
Penelitian
Peneliti
Arianto (2004) Hernadewita
(2006)
Eko (2012) Penelitian Saat ini
Objek
Penelitian
Produk tirus Benda kerja HSS 450 Shafts (poros)
Parameter yang
Diamati
Tingkat
kekasaran
permukaan
Tingkat
kekasaran
permukaan
Keausan pahat dan
tingkat kekasaran
permukaan
Tingkat kekasaran
permukaan
Metode
Penelitian
Desain
eksperimen
faktorial
Kombinasi
parameter tetap
Perhitungan
perbandingan
Metode Taguchi
(ANOVA untuk
data variabel, S/N
Ratio)
Berdasarkan tabel 2.1 tentang perbandingan penelitian terdahulu dan penelitian ini dapat
diketahui penelitian ini memiliki kesamaan dengan 3 penelitian sebelumnya mengenai tingkat
kekasaran permukaan sebagai parameter yang diamati, namun memiliki inovasi pada objek
shaft dan menggunakan metode yang berbeda dari sebelumnya.
1.2 Proses Membubut
Menurut Widarto (2008:144), proses bubut adalah proses pemesinan untuk menghasilkan
bagian mesin yang berbentuk silindris, dikerjakan dengan menggunakan mesin bubut. Benda
kerja diletakkan pada chuck, lalu diputar dan pahat melakukan pemotongan secara longitudinal.
Terdapat berbagai macam jenis proses pengerjaan menggunakan mesin bubut. Proses
pengerjaan yang paling banyak digunakan adalah pengurangan diameter. Pengerjaan bubut
banyak diaplikasikan pada industri dengan kuantitas skala menengah maupun skala besar,
karena proses membubut adalah salah satu jenis proses universal.
1.2.1 Mesin Bubut

Mesin bubut adalah salah satu mesin perkakas yang paling sering digunakan. Mekanisme
gerakan pada mesin bubut adalah mengubah energi listrik menjadi energi gerak (putaran) pada
motor listrik. Kemudian gerakan itu disalurkan menuju poros spindle melalui sistem transmisi.
Gambar 2.1 Mesin Bubut
Mesin bubut memiliki dua macam prinsip kerja, yaitu:
a. Main Drive
Gerakan utama pada mesin bubut berupa putaran motor listrik yang ditransmisikan melalui
belt menuju gear box (sistem transmisi). Pada mekanisme gear box terdapat roda gigi yang
berfungsi untuk mengatur putaran spindle, sehingga menghasilkan putaran pada chuck dan
memutar benda kerja.
b. Feed Drive
Gerakan pemotongan pada benda kerja oleh pahat.
1.2.2 Analisis Proses Bubut
Proses pengerjaan menggunakan mesin bubut dapat dianalisis dengan menggunakan
rumus perhitungan mulai dari spindle speed, depth of cut, feed rate, machining time, dan
material removal rate.
a. Spindle Speed
Spindle speed adalah kecepatan putaran benda kerja yang dihitung dari jumlah putaran
setiap menitnya, dengan konstanta 1000 yang merupakan perubahan dari mm ke meter.
𝑵 =𝟏𝟎𝟎𝟎 𝒙𝒗
𝝅𝒙𝑫𝒐 (2-1)
Sumber: Kohser (2008:526)
N = Kecepatan Spindle (rpm)
v = Kecepatan pemotongan (m/min)
Do = Diameter luar (mm)
b. Depth of Cut
Depth of Cut merupakan kedalaman yang akan dikurangi pada saat proses pengerjaan,
yang dihitung dengan cara diameter awal dikurangi diameter yang diinginkan dibagi dengan
dua (pemotongan benda silinder).
𝑑=𝑫𝒐−𝑫𝒇
𝟐 (2-2)
Sumber: Kohser(2008: 600)
d = Depht of cut (mm)
Do = Diameter awal (mm)
Df = Diameter akhir (mm)
c. Feed Rate
Feed rate merupakan laju pemakanan benda kerja oleh mesin yang dihitung dari perkalian
kecepatan rotasi mesin dengan jumlah pemakanan. Berikut ini merupakn rumus dari
menghitung feed rate.
𝑭𝒓 = 𝑵. 𝒇 (2-4)
Sumber: Groover(2010: 511)
f = Feed (mm/rev)
Fr = Feed rate (mm/min)
d. Machining Time
Machining time adalah perhitungan durasi mesin melakukan proses turning yang dihitung
dari panjang pemotongan dibagi dengan laju pemotongan dan dikalikan dengan jumlah
pemotongan. Berikut ini merupakan rumus dari menghitung waktu proses.
𝑻𝒎 =𝑳
𝒇𝒓𝒙𝒊 (2-5)
Sumber: Goover(2010: 511)
Tm = Time machining (min)
L = Panjang Pemotongan
Fr = Feed Rate (mm/min)
𝑖 = Jumlah Pemotongan
e. Material Removal Rate

Material removal rate merupakan laju pengurangan material setelah proses bubut
berlangsung yang dihitung dari kecepatan pemotongan, dikalikan dengan kedalaman
pemotongan dan pemakanannya. Berikut ini merupakan rumus dari material removal rate.
𝑴𝑹𝑹 = 𝟏𝟐 𝐱 𝒗 𝒙 𝒇 𝐱 𝒅 (2-6)
Sumber: Kohser(2008: 601)
v = Cutting speed (m/min)
MRR = Material removal rate (mm3/min)
f = feed (mm/rev)
1.3 Kualitas
Dalam upaya memenuhi kepuasan pelanggan, kualitas adalah hal utama yang wajib
diperhatikan. Kualitas diperhatikan tidak hanya bagaimana hasil akhir produk tersebut, tapi
dari seluruh komponen yang terkait didalamnya, mulai dari material, proses produksi,
distribusi, penjaminan produk, dan sebagainya. Kualitas merupakan kata yang umum didengar
banyak orang. Kualitas memiliki banyak definisi yang berbeda–beda. Berikut adalah sebagian
definisi dari kualitas menurut para ahli:
1. Juran (1962): “Kualitas adalah kesesuaian dengan tujuan atau manfaatnya”.
2. Feigenbaum (1991): “Kualitas merupakan keseluruhan karakteristik produk dan jasa
yang meliputi marketing, engineering, manufacture, dan maintenance, dimana
produk dan jasa tersebut dalam pemakaiannya akan sesuai dengan kebutuhan dan
harapan pelanggan”.
3. Goetch dan Davis (1995): “Kualitas adalah suatu kondisi dinamis yang berkaitan dengan
produk, pelayanan, orang, proses, dan lingkungan yang memenuhi atau melebihi apa
yang diharapkan”.
4. Perbendaharan istilah ISO 8402 dan dari Standar Nasional Indonesia (SNI 19-8402-
1991): “Kualitas adalah keseluruhan ciri dan karakteristik produk atau jasa yang
kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan secara tegas
maupun tersamar. Istilah kebutuhan diartikan sebagai spesifikasi yang tercantum dalam
kontrak maupun kriteria – kriteria yang harus didefinisikan terlebih dahulu.”
Selain itu, definisi kualitas menurut Taguchi adalah terdapat dua segi umum, yaitu
kualitas rancangan dan kualitas kecocokan (Soejanto, 2003). Sedangkan definisi kualitas
suatu produk menurut Taguchi adalah kerugian minimum yang diperoleh masyarakat dari
suatu produk sejak produk tersebut dikirim (Belavendram, 1995).

1.4 Desain Eksperimen
Desain eksperimen adalah suatu konsep percobaan (dengan tiap langkah tindakan yang
terdefinisikan secara jelas) sedemikan rupa, sehingga infromasi yang berhubungan dengan
atau diperlukan untuk hal-hal yang diteliti atau dikumpulkan. (Sudjana, 1995:1). Suatu desain
eksperimen memiliki tujuan untuk memperoleh atau mengumpulkan informasi sebanyak-
banyaknya yang diperlukan serta berguna dalam melaksanakan penelitian. Desain eksperimen
memiliki beberapa prinsip dasar yang dapat digunakan serta dikenal. Prinsip-prinsip tesebut
antara lain adalah replikasi, pengacakan, dan kontrol lokal. Terdapat bermacam-macam
metode dalam desain eksperimen, diantaranya adalah sebagai berikut.
1. Desain Blok Lengkap Acak
2. Desain Blok Tak Lengkap Acak
3. Desain Bujursangkar Latin
4. Desain Bujursangar Graeco-Latin
5. Desain Bujursangkar Youden
6. Desain Faktorial 2k dan 3k
7. Metode Taguchi
1.5 Metode Taguchi
Metode Taguchi dikembangkan oleh Genichi Taguchi, metode Taguchi dapat digunakan
untuk memperbaiki penerapan Total Quality Control di Jepang. Metode Taguchi untuk bidang
teknik memiliki tujuan memperbaiki kualitas produk serta proses dalam waktu yang sama,
serta menekan biaya dan sumber daya seminimal mungkin. Metode Taguchi membuat produk
atau proses memiliki sifat yang kokoh (robust) terhadap faktor pengganggu (noise) yang
menyebabkan nilai variasi output suatu proses tinggi. Oleh karena itu, metode ini disebut juga
sebagai perancangan kokoh (robust design) (Soejanto, 2008).
Metode Taguchi adalah salah satu pengendalian kualitas yang bersifat offline atau bersifat
suatu usaha perbaikan kualitas yang dimulai sejak tahap awal melakukan perancangan sampai
proses. Menurut Ariani (2004; 67), penggunaan Taguchi offline tersebut efektif untuk
melakukan perbaikan kualitas, pengurangan biaya produksi, perbaikan proses pembuatan
produk, serta pengurangan biaya pengembangan produk. Tujuan ini akan tercapai jika
organisasi manufaktur mampu melakukan identifikasi terhadap faktor–faktor yang
mempengaruhi karakteristik kualitas dengan mengatur faktor–faktor tersebut pada tingkat
atau level yang sesuai (Belavendram, 1995). Berikut ini merupakan langkah–langkah desain
eksperimen Taguchi, yaitu (Soejanto, 2008):

1. Menyatakan permasalahan yang akan dipecahkan.
Mendefinisikan permasalahan yang akan diselesaikan dengan jelas, agar dapat dilakukan
suatu upaya perbaikan dari masalah tersebut.
2. Menentukan tujuan penelitian.
Penentuan tujuan penelitian diperlukan pada tahap identifikasi karakteristik kualitas, serta
tingkat performansi dari suatu eksperimen.
3. Menentukan metode pengukuran.
Menentukan parameter–parameter yang akan diamati, bagaimana cara mengukurnya, dan
peralatan yang diperlukan selama melakukan eksperimen.
4. Identifikasi faktor.
Dalam tahap identifikasi terhadap faktor dapat dilakukan dengan pendekatan yang
sistematis, dalam tujuan menemukan suatu penyebab permasalahan.
5. Memisahkan control factor dan noise factor.
Saat memulai melakukan eksperimen Taguchi, seharusnya diketahui faktor-faktor yang
mempengaruhi produk dimana terbagi menjadi dua jenis faktor yaitu control factor dan
noise factor.
6. Menentukan level dari faktor dan nilai faktor.
Penentuan level dari factor, juga berkaitan dengan penentuan jumlah degree of freedom
yang akan digunakan sebagai dasar pemilihan Orthogonal Array yang akan digunakan
pada eksperimen.
7. Mengidentifikasi faktor yang mungkin berinteraksi.
Suatu interaksi dapat terjadi ketika pengaruh dari suatu faktor tergantung dari level faktor
yang lainnya.
8. Menggambar linier graf yang diperlukan untuk faktor kontrol dan interaksi.
Menentukan posisi dari faktor serta interaksi yang mungkin digunakan pada tiap kolom
Orthogonal Array. Taguchi sudah memiliki ketentuan linier graf yang digunakan untuk
mempermudah pengaturan faktor–faktor serta interaksi.
9. Pemilihan Orthogonal Array.
Pada tahap pemilihan Orthogonal Array yang sesuai didasari oleh nilai faktor dan
interaksi yang diharapkan dan nilai level dari tiap faktor. Dalam menetukan jumlah
derajad kebebasan yang juga berguna dalam penentuan Orthogonal Array yang akan
digunakan pada eksperimen.
10. Memasukkan faktor dan atau interaksi ke dalam kolom.

Untuk memasukkan faktor ke dalam kolom, Taguchi menyediakan dua alat bantu antara
lain: menggunakan linier graf atau triangular tables.
11. Melakukan eksperimen.
Beberapa percobaan akan disusun untuk meminimasi munculnya kesalahan yang dapat
terjadi saat penyususnan level yang tepat untuk eksperimen.
12. Analisa hasil eksperimen.
Melakukan analisis hasil eksperimen yang telah dilakukan. Taguchi menggunakan tools
statistik ANOVA. Terdapat beberapa hal yang dilakukan pada tahapan ini, yaitu:
a. Pooling faktor
Metode yang dilakukan jika faktor yang diamati tidak signifikan secara statistik,
setelah pengujian signifikansi.
b. Persen Kontribusi
Bagian dari total variasi yang diamati pada eksperimen dari tiap faktor yang signifikan
pada metode Taguchi, dinyatakan dalam persen kontribusi. Nilai tersebut menandakan
kekuatan relatif dari suatu faktor untuk mereduksi variasi.
c. Signal to Noise Ratio (S/NRatio)
Taguchi memperkenalkan pendeketan S/NR untuk melihat pengaruh noise factor
terhadap variasi yang muncul.
13. Pemilihan level faktor untuk kondisi optimal.
Jika eksperimen terdiri dari beberapa faktor serta tiap faktor terdiri dari beberapa level
faktor, oleh sebab itu pemilihan kombinasi level yang optimal yaitu dengan
membandingkan nilai perbedaan rata–rata eksperimen dari level yang ada.
14. Perkiraan rata–rata pada kondisi optimal.
Setelah mendapatkan kondisi yang optimal dari eksperimen menggunakan orthogonal
array maka dapat diperkirakan rata–rata proses untuk prediksi kondisi yang optimal.
15. Menjalankan eksperimen konfirmasi.
Memiliki tujuan agar faktor dan level yang diinginkan memberikan hasil yang diharapkan.
1.5.1 Orthogonal Array
Matriks ortogonal merupakan suatu matriks yang elemen-elemennya disusun berdasarkan
baris (kombinasi level dari faktor dalam eksperimen) serta kolom (faktor yang dapat diubah
dalam eksperimen) (Soejanto, 2008). Penentuan matriks ortogonal yang sesuai terhadap
eksperimen, prosedur yang berlaku sebagai berikut (Soejanto, 2008):
1. Definisikan jumlah faktor dan levelnya

2. Tentukan derajad kebebasannya
Derajad kebebasan adalah sebuah konsep yang mendeskripsikan seberapa banyak
eksperimen yang harus dilakukan dan berapa banyak informasi yang didapatkan dari
eksperimen tersebut (Soejanto, 2008). Pada penentuan jumlah eksperimen yang akan
diamati, maka menggunakan rumus pada persamaan (2-7) s.d (2-9) (Soejanto, 2008):
VOA = (banyaknya eksperimen–1) (2-7)
VfI = (banyaknya faktor) x (banyaknya level–1) (2-8)
VOA ≥VfI (2-9)
Sumber: Soejanto (2008)
3. Memilih matriks orthogonal
Pada tahap pemilihan matriks orthogonal yang cocok, atau sesuai dibutuhkan sebuah
persamaan dari matriks orthogonal tersebut yang dapat mempresentasikan terhadap
jumlah faktor, jumlah level, serta jumlah pengamatan yang akan dilakukan. Bentuk secara
umum dari model matriks orthogonal adalah (Soejanto, 2008):
La(bc) (2-10)
Sumber: Soejanto (2008)
Dimana:
L = rancangan bujur sangkar latin
a = banyak baris / eksperimen
b = banyak level faktor
c = banyak faktor
Taguchi telah menyediakan beberapa matriks orthogonal sesuai dengan kebutuhan dari
eksperimen yang dilakukan. Pada Tabel 2.2 berikut ini, merupakan bentuk standar matrik
orthogonal berdasarkan metode Taguchi.
Tabel 2.2
Orthogonal Array Standar
2 Level 3 Level 4 Level 5 Level Level Gabungan
L4(23) L9(34) L16(25) L23(56) L18 (21 x 37)
L8(27) L27(313) L64(421) - L32 (21 x 49)
L12(211) L81(340) - - L36 (211 x 312)
L16(215) - - - L36(23 x 313)
L32(231) - - - L54(21 x 325)
Sumber: Soejanto (2008)
1.5.2 Klasifikasi Karakteristik Kualitas

Karakteristik kualitas atau variabel respon adalah obyek yang diambil dari produk atau
proses, biasanya disebut sebagai karakteristik fungsional (Belavendram, 1995). Pada dasarnya
karakteristik kualitas mempunyai target. Berikut ini merupakan tiga tipe target pada
karakteristik kualitas berdasarkan Belavendram (1995) pada Tabel 2.3.
Tabel 2.3
Klasifikasi Karakteristik Kualitas
Karakteristik Target
Nominal the best terukur dengan nilai target yang ditentukan secara spesifik
Smaller the better terukur non-negatif yang mempunyai kondisi ideal atau nilai
target adalah nol (0)
Larger the better terukur non-negatif yang mempunyai kondisi ideal atau
nilai target
Sumber: Belavendram (1995)
1.5.3 Klasifikasi Parameter
Terdapat faktor lain yang dapat mempengaruhi karakteristik kualitas (variabel respon)
suatu produk. Faktor–faktor tersebut diklasifikasikan menjadi berikut (Soejanto, 2008):
1 Faktor Gangguan, adalah suatu parameter yang menimbulkan penyimpangan
karakteristik kualitas dari targetnya. Faktor gangguan menjadi penyebab karakteristik
yang tidak terkendali dan sulit terprediksi serta biasanya bersifat sulit, mahal, dan tidak
jadi sasaran pengendalian. Namun untuk tujuan eksperimen, maka perlu dikendalikan
pada skala yang kecil.
2 Faktor Kontrol, adalah parameter yang nilainya ditentukan oleh pihak ahli pada
bidangnya. Faktor kontrol memiliki satu atau lebih nilai (level faktor). Salah satu aspek
mencapai perancangan yang kokoh adalah mencari kondisi level optimal untuk faktor
kontrol, sehingga karakteristik kualitas tidak sensitif terhadap faktor gangguan.
3 Faktor Sinyal, adalah faktor yang mengubah nilai karakteristik kualitas yang sebenarnya
akan diukur. Karakteristik kualitas pada perancangan eksperimen dimana faktor sinyal
mempunyai nilai konstan disebut karakteristik statis dan dinamis saat dimasukkan ke
banyak nilai.
4 Faktor Skala, sering disebut sebagai faktor penyelesaian. Faktor skala digunakan untuk
mengubah rata-rata level karakteristik kualitas dalam upaya mencapai hubungan
fungsional yang diperlukan antara faktor sinyal terhadap karakteristik kualitas.

Gambar 2.2 Faktor-Faktor yang Mempengaruhi Karakteristik Kualitas Sumber:
Belavendram (1995)
1.5.4 Signal to Noise Ratio (S/N Ratio)
Metode Taguchi telah mengembangkan konsep S/N Ratio untuk eksperimen yang
melibatkan banyak factor. Eksperimen ini biasanya disebut dengan eksperimen faktor ganda.
S/N Ratio diformulasikan sedemikian rupa agar peneliti selalu dapat memilih nilai level factor
terbesar untuk megoptimalkan karakteristik kualitas dari hasil eksperimen. Tujuan dari S/N
Ratio adalah melakukan minimasi sensitivitas karakteristik kualitas terhadap faktor gangguan
(Soejanto, 2008).
Pada penelitian ini karakteristik dari rasio S/N yang digunakan yaitu semakin kecil nilai
maka semakin baik. Meminimalkan kerugian adalah sama dengan memaksimalkan rasio S/N.
Nilai ɳ tidak bergantung pada koefisien biaya k. Juga karena faktor signal konstan dan nilai
target adalah nol, maka nilai ɳ hanya mengukur pengaruh dari gangguan. Nilai Rasio S/N
untuk smaller the better yaitu:
ɳ =−10 𝑙𝑜𝑔10(𝜎2 + µ2) (2-11) Sumber: Belavendram (1995)
µ = 1
𝑛∑ 𝑦𝑖
𝑛𝑖=1 (2-12)
Sumber: Belavendram (1995)
𝜎2 = 1
𝑛∑ (𝑦𝑖− µ)2𝑛
𝑖=1 (2-13)
Sumber: Belavendram (1995)
Dimana:
n: jumlah sampel (jumlah pengulangan eksperimen)
y: nilai sampel (data pengamatan ke-i (i = 1,2,3,...,n)
µ: mean
𝜎: standar deviasi
FAKTOR SKALA(R)
FAKTOR SIGNAL (M) RESPON (Y)
F (X, M, Z, R)
FAKTOR KONTROL (Z)
FAKTOR GANGGUAN (X)

1.5.5 Analysis of Variance (ANOVA) untuk Data Variabel
Analysis of Variance (ANOVA) pertama kali diperkenalkan oleh Sir Ronald Fisher, yaitu
seorang Ahli statistik British (Belavendram, 1995). ANOVA adalah teknik perhitungan yang
memungkinkan secara kuantitatif memperkirakan kontribusi dari setiap faktor pada semua
pengukuran respon (Soejanto, 2008). Penggunaan ANOVA pada metode Taguchi adalah
digunakan sebagai metode statistik untuk mengintrepretasikan data – data hasil eksperimen.
Sedangkan untuk jenis data hasil pengukuran dapat dianalisis dengan menggunakan Analysis
of Variance for Variabel Data. Dalam perhitungan pengerjaannya adalah sebagai berikut
(Belavendram, 1995)
1. Membuat tabel datavariabel.
Tabel 2.4
Tabel Data Variabel
E
x
p
A B .
.
.
Replikasi 1 Replikasi 2 ..... Total
1 2 K
Sumber : (Belavendram, 1995)
2. Menghitung Jumlah Kuadrat Total (ST), dengan persamaan(2-14):
SST =∑𝑦2 (2-14) Sumber: Belavendram (1995)
Dimana: y adalah data pada setiap replikasi
3. Menghitung Jumlah kuadrat rata-rata (SSmean), dengan persamaan(2-15):
SSmean = 𝑛.�̅�2 (2-15) Sumber: Belavendram (1995)
Dimana: n adalah total seluruh data replikasi.
4. Menghitung Jumlah Kuadrat Faktor (SSA , SSB,dst)
Sebelum menghitung Jumlah Kuadrat Faktor, langkah awal yaitu membuat tabel respon
untuk faktor. Tabel 2.5 berikut ini adalah Response Table of Factor Effects.
Tabel 2.5
Response Table of Factor Effects
Class A B C N
(I) Level 1 Level 2 Level k
Sumber: (Belavendram, 1995)
Selanjutnya menghitung Jumlah Kuadrat Faktor dengan persamaan (2-16):
SSA = ((𝐴1)2 𝑥𝑛1) + ((𝐴2)2 𝑥𝑛2) + ⋯ + ((𝐴𝑖)2𝑥𝑛𝑖) – SS Mean (2-16) Sumber: Soejanto (2008)
5. Menghitung Jumlah Kuadrat Eror (SE), dengan persamaan(2-17):
SSE = SST – Ssmean – SSA – SSB-SSn (2-17) Sumber: Soejanto (2008)

6. Membuat Tabel ANOVA.
7. Menghitung derajad Kebebasan Faktor, dengan persamaan(2-18):
VA = (number of levels–1) (2-18) Sumber: Belavendram (1995)
8. Menghitung Derajad Kebebasan Total, dengan persamaan(2-19):
𝑣𝑟 = (𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑒𝑘𝑠𝑝𝑒𝑟𝑖𝑚𝑒𝑛𝑡 − 1) (2-19)
Sumber: Belavendram (1995)
9. Menghitung Rata-rata Jumlah Kuadrat (MS), dengan persamaan(2-20):
𝑀𝑆 = 𝑆𝑆
𝑣 (2-20)
Sumber: Soejanto (2008)
Perhitungan Ms tidak dilakukan pada Jumlah kuadrat total pada tabel ANOVA.
10. Menghitung Rasio (F-Ratio), dengan persamaan(2-21):
𝐹 𝑟𝑎𝑡𝑖𝑜 = 𝑀𝑠 𝑝𝑎𝑑𝑎 𝑚𝑎𝑠𝑖𝑛𝑔−𝑚𝑎𝑠𝑖𝑛𝑔 𝑓𝑎𝑘𝑡𝑜𝑟
𝑀𝑆 𝐸𝑟𝑟𝑜𝑟 (2-21)
Sumber: Soejanto (2008)
11. Menghitung SS’ pada masing-masing faktor dengan persamaan (2-22):
SSA’ = SSA – (vA x MSA) (2-22) Sumber: Soejanto (2008)
12. Menghitung Rho% (Persentase Rasio Akhir) pada masing-masing faktor, dengan
persamaan(2-23):
Rho% A = 𝑆𝑆𝐴′
𝑆𝑆𝑇 (2-23)
Sumber: Soejanto (2008)
1.5.6 Interval Kepercayaan
Interval kepercayaan merupakan nilai maksimum dan minimum dimana diharapkan nilai
rata-rata sebenarnya akan tetap tercakup dengan beberapa presentase kepercayaan tertentu.
Berikut ini interval kepercayaan untuk data variabel pada rata-rata yang diprediksi (predicted
mean) dihitung dengan rumus sebagai berikut :
𝜇𝑝𝑟𝑒𝑑𝑖𝑐𝑡𝑒𝑑 = y̅ + (faktor terpilih 1 − y̅)+. . +(faktor terpilih n − y̅) (2-24) Sumber: Belavendram (1995)
𝐶𝑙 = ±√𝐹𝛼,𝑣1,𝑣2𝑥 𝑀𝑆 𝑝𝑜𝑜𝑙𝑒𝑑 𝑥 [1
𝑛𝑒𝑓𝑓] (2-25)
𝑛𝑒𝑓𝑓 =𝑡𝑜𝑡𝑎𝑙 𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑒𝑥𝑝𝑒𝑟𝑖𝑚𝑒𝑛𝑡𝑠
𝑠𝑢𝑚 𝑜𝑓 𝑑𝑒𝑔𝑟𝑒𝑒 𝑜𝑓 𝑓𝑟𝑒𝑒𝑑𝑜𝑚 𝑢𝑠𝑒𝑑 𝑖𝑛 𝑒𝑠𝑡𝑖𝑚𝑎𝑡𝑒 𝑜𝑓 𝑚𝑒𝑎𝑛 (2-26)
Sumber: (Belavendram, 1995)
Dimana:
𝐹𝛼,𝑣1,𝑣2 = Nilai F-ratio dari tabel
𝛼 = 0,05

v1 = Derajat kebebasan untuk pembilang yang berhubungan dengan suatu rata-rata.
v2 = Derajat kebebasan untuk penyebut yang berhubungan dengan variasi pooled.
MS polled = variansi pooled error
Berikut ini rumus interval kepercayaan pada tahap predicted mean.
𝜇𝑝𝑟𝑒𝑑𝑖𝑐𝑡𝑒𝑑 − 𝐶𝑙 ≤ 𝜇𝑝𝑟𝑒𝑑𝑖𝑐𝑡𝑒𝑑 ≤ 𝜇𝑝𝑟𝑒𝑑𝑖𝑐𝑡𝑒𝑑 + 𝐶𝑙 (2-27) Sumber: Belavendram (1995)
Berikut ini adalah perhitungan confidence interval – for a confirmation experiment.
Perhitungan ini dilakukan setelah dilakukan uji konfirmasi.
𝐶𝑙 = ±√𝐹𝛼,𝑣1,𝑣2𝑥 𝑉𝑒 𝑥 [1
𝑛𝑒𝑓𝑓+
1
𝑟] (2-28)
Sumber: Belavendram (1995)
Dimana:
1
𝑟 = Jumlah replikasi yang dilakukan saat uji konfirmasi
Berikut ini rumus interval kepercayaan pada tahap uji konfirmasi.
𝜇𝑐𝑜𝑛𝑓𝑖𝑟𝑚𝑎𝑡𝑖𝑜𝑛 − 𝐶𝑙 ≤ 𝜇𝑐𝑜𝑛𝑓𝑖𝑟𝑚𝑎𝑡𝑖𝑜𝑛 ≤ 𝜇𝑐𝑜𝑛𝑓𝑖𝑟𝑚𝑎𝑡𝑖𝑜𝑛 + 𝐶𝑙 (2-29)
Sumber: Belavendram (1995)
1.5.7 Eksperimen Konfirmasi
Eksperimen konfirmasi dilaksanakan dengan melakukan suatu pengujian yang
menggunakan kombinasi tertentu dari faktor–faktor dan level–level hasil evaluasi sebelumnya
dengan tujuan untuk melakukan validasi terhadap kesimpulan yang diperoleh selama tahap
analisa (Soejanto, 2008). Pada percobaan ini, ukuran sampel yang digunakan lebih besar
daripada percobaan sebelumnya. Berikut ini adalah penjelasan dari tujuan eksperimen
konfirmasi yang berfungsi sebagai perbandingan nilai interval kepercayaan untuk kondisi
optimal dan konfirmasi ditampilkan pada Tabel 2.6.
Tabel 2.6
Perbandingan Interval Kepercayaan Untuk Kondisi Optimal dan Konfirmasi
Kondisi Perbandingan Keterangan Keputusan
A Predicted
Diterima
Konfirmasi
B Predicted
Diterima Konfirmasi
C Predicted
Ditolak Konfirmasi
Sumber: Belavendram (1995)
Tabel 2.6 di atas menjelaskan bahwa apabila garis antara kondisi optimal dan eksperimen
konfirmasi berhimpitan (pada kondisi A dan B) maka eksperimen dapat diterima, sebaliknya
apabila garis tersebut tidak berhimpitan maka eksperimen tidak dapat diterima atau harus

dilakukan pengulangan eksperimen.
1.6 Shafts pada Komponen Otomotif
Shafts adalah suatu bagian stasioner yang berputar memiliki penampang bulat dan
biasanya terhubung dengan komponen lain seperti pulley, flywheel, gear, sproket atau
komponen transmisi lainnya. Shaft banyak digunakan berpasangan dengan bearing yang
berfungsi sebagai poros putar. Terdapat aturan mengenai pemasangan shafts dan bearing yaitu
suaian. Pada proses perakitan antara dua komponen hubungan yang terjadi adalah terdapat
perbedaan ukuran pada pasangan elemen geometrik sebelum komponen tersebut dirakit.
Terdapat tiga jenis suaian, yaitu: suaian longgar, suaian pas, dan suaian paksa. Tingkat
kekasaran dari permukaan shaft dapat mempengaruhi penetapan harga suaian. Permukaan yang
dihasilkan dari proses produksi shaft sebaiknya tidak terlalu kasar.
1.6.1 Jenis Bahan Shafts
Pada saat perencanaan pembuatan poros, banyak hal yang harus dipertimbangkan, salah
satunya adalah jenis material. AISI (The American Iron & Steel Institue) 4140 Alloy Steel
adalah jenis material yang umumnya digunakan karena sifatnya yang baik dan sesuai dengan
kebutuhan shaft. Material dengan kandungan carbon kelas medium (0.30% - 0.45%)
merupakan jumlah ideal untuk komponen shaft (Shigley, 1963). AISI 4140 Alloy Steel
memiliki rincian komposisi material sebagai pada tabel 2.7 berikut.
Tabel 2.7
Komposisi Kimia dari AISI 4140 Alloy Steel
Element Content (%)
Iron, Fe 96.785 - 97.77
Chromium, Cr 0.80 - 1.10
Manganese, Mn 0.75 - 1.0
Carbon, C 0.380 - 0.430
Silicon, Si 0.15 - 0.30
Molybdenum, Mo 0.15 - 0.25
Sulfur, S 0.040
Phosphorous, P 0.035
Sumber: (www.azom.com)
Selain ditinjau dari sisi kandungannya, material juga dilihat dari sisi mechanical properties
yang merupakan sifat dari material itu sendiri. AISI 4140 alloy steel memiliki properti fisik
seperti tabel 2.8 selanjutnya.
Tabel 2.8
Mechanical Properties dari AISI 4140 Alloy Steel
Properties Metric

Tensile strength 655 Mpa
Yield strength 415 Mpa
Bulk modulus (typical for steel) 140 Gpa
Shear modulus (typical for steel) 80 Gpa
Elastic modulus 190-210 GPa
Poisson's ratio 0.27-0.30
Elongation at break (in 50 mm) 25.70%
Hardness, Brinell 197
Hardness, Knoop (converted from Brinell hardness) 219
Hardness, Rockwell B (converted from Brinell hardness) 92
Hardness, Rockwell C (converted from Brinell hardness. Value below normal
HRC range, for comparison purposes only)
13
Hardness, Vickers (converted from Brinell hardness) 207
Machinability (based on AISI 1212 as 100 machinability) 65
Sumber: (www.azom.com)
Berdasarkan tabel 2.8 mechanical properties dari AISI 4140 Alloy Steel dapat diketahui
besar tensile strenght yang dimiliki adalah 655 Mpa, sedangkan untuk yield strength sebesar
415 Mpa, dan nilai elastic modulus untuk logam tersebut berada di kisaran 190-210 Gpa.
1.6.2 Permukaan
Dalam istilah teknik, permukaan adalah suatu batas yang memisahkan benda padat dengan
sekitarnya. Profil atau bentuk terkadang dikaitkan dengan istilah permukaan. Profil mempunyai
arti tersendiri yaitu garis yang dihasilkan dari prosess pemotongan secara normal atau serong
dari suatu penampang permukaan. Dari melihat profil suatu permukaan ini maka dapat
dibedakan menjadi dua jenis permukaan yaitu permukaan yang kasar (roughness) dan
permukaan yang bergelombang (waviness).
1.6.3 Kekasaran
Kekasaran adalah permukaan yang memiliki pola gelombang pendek yang tidak teratur
dan terjadi karena getaran alat potong (pahat) atau proporsi yang kurang tepat dari proses
pemotongan (feed) pahat dalam proses pembuatannya.
1.6.4 Pengukuran Kekasaran Permukaan
Permukaan yang halus merupakan salah satu karakteristik yang ideal dari suatu komponen.
Pengukuran kekasaran permukaan dibantu dengan alat yang disebut surface roughness tester,
dimana data diperoleh dari sinyal pergerakan stylus berbentuk diamond untuk bergerak
sepanjang garis lurus pada permukaan. Prinsip kerja dari alat ini adalah dengan menggunakan
transducer dan diolah dengan mikroprocessor.
1.6.4.1 Arithmetic Mean Value (Ra)

Kekasaran rata-rata merupakan rata-rata secara aritmetis dari nilai absolut antara nilai
profil terukur dengan profil tengah. Tahap pengukuran dimulai dari menggambar garis lurus
penampang permukaan dari profil terukur, kemudian menentukan luasan daerah yang terbagi
oleh garis tersebut, lalu dihitung nilai Ra.
Gambar 2.3 Menentukan Kekasaran Rata-rata Ra
Sumber: Munadi (1980)
Setelah diperoleh sebuah garis yang membagi profil terukur menjadi dua bagian di atas
dan di bawah dengan demikian dapat dihitung besar nilai Ra. Nilai Ra memiliki harga toleransi.
Masing-masing harga kekasaran mempunyai kelas kekasaran yaitu dari N1 sampai N12.
Besarnya toleransi untuk Ra biasanya diambil antara 50% ke atas dan 25% ke bawah dijelaskan
dalam tabel 2.9.
Tabel 2.9
Toleransi Harga Kekasaran Rata-rata Ra
Kelas
Kekasaran
Harga C.L.A
(µm)
Harga Ra
(µm) Toleransi 𝑵−𝟐𝟓%
+𝟓𝟎% Panjang Sampel
(mm)
N1 1 0.0025 0.02 - 0.04 0.08
N2 2 0.05 0.04 – 0.08
N3 4 0.0 0.08 – 0.15 0.25
N4 8 0.2 0.15 – 0.3
N5 16 0.4 0.3 – 0.6
N6 32 0.8 0.6 – 1.2
N7 63 1.6 1.2 – 2.4
N8 125 3.2 2.4 – 4.8
N9 250 6.3 4.8 – 9.6 0.8
N10 500 12.5 9.6 – 18.75
N11 1000 25.0 18.75 - 37.5 2.5
N12 2000 50.0 37.5 – 75.0 8 Sumber: Munadi (1980)
Toleransi harga kekasaran rata-rata, Ra dari suatu permukaan tergantung pada proses
pengerjaannya. Hasil penyelesaian permukaan dengan menggunakan berbagai jenis sudah
tentu memiliki perbedaan, penjelasan lebih detail pada tabel 2.10.
Tabel 2.10
Tingkat Kekasaran Rata-rata Permukaan Menurut Proses Pengerjaannya
Proses Pengerjaan Selang (N) Harga Ra (µm)
Flat and cylindrical lapping
Superfinishing Diamond turning
N1 – N4
N1 – N6
0.025 – 0.2
0.025 – 0.8

Flat cylindrical grinding
Finishing
N1 – N8
N4 – N8
0.025 –3.2
0.1 – 3.2
Face and cylindrical turning, milling and reaming,
Drilling
N5 – N12
N7 – N10
0.4 – 50.0
1.6 – 12.5
Shapping, planning, horizontal milling
Sandcasting and forging
N6 – N12
10 – N11
0.8 – 50.0
12.5 – 25.0
Extruding, cold rolling, drawing
Die casting
N6 – N8
N6 – N7
0.8 – 3.2
0.8 – 1.6
Sumber: Munadi (1980)
Dari tabel 2.10 mengenai tingkat kekasaan permukaan menurut proses pengerjaannya,
dapat diketahui jika pengerjaan dengan mesin bubut ditempatkan dalam klasifikasi yang sama
dengan proses pengerjaan dengan mesin milling dan drilling. Selang (N) yang dimiliki oleh
kelas tersebut adalah N5-N12 dengan harga Ra 0,4-50 µm sedangkan untuk N7-N10 memilliki
harga Ra 1,6-12,5 µm.
1.6.4.2 Root Mean Square Average (Rq)
Root mean square average (Rq) merupakan salah satu parameter tingkat kekasaran
permukaan yang berasal dari nilai akar rata-rata kuadrat dari suatu pengukuran tingkat
kekasaran pemukaan dengan panjang tertentu.
1.6.4.3 Ten-spot Average Roughness (Rz)
Penghitungan Rz lebih mudah jika dibandingkan dengan parameter lain. Mekanisme
penentuan nilai Rz dimulai dari pengambillan sampel dengan panjang tertentu.
Gambar 2.4 Menentukan Kekasaran Rata-rata dari Puncak ke Lembah
Sumber: Munadi (1980)
Kemudian diambil 10 titik atau daerah, kemudian sepuluh titik tersebut dibagi 2 dengan
ketentuan memilih masing-masing 5 titik untuk puncak tertinggi dan 5 titik untuk puncak
terrendah. Cara menghitungnya dengan menjumlah seluruh nilai titik puncak, lalu dikurangi
dengan seluruh nilai titik lembah kemudian dibagi 5.
1.7 Alur Konsep Berpikir
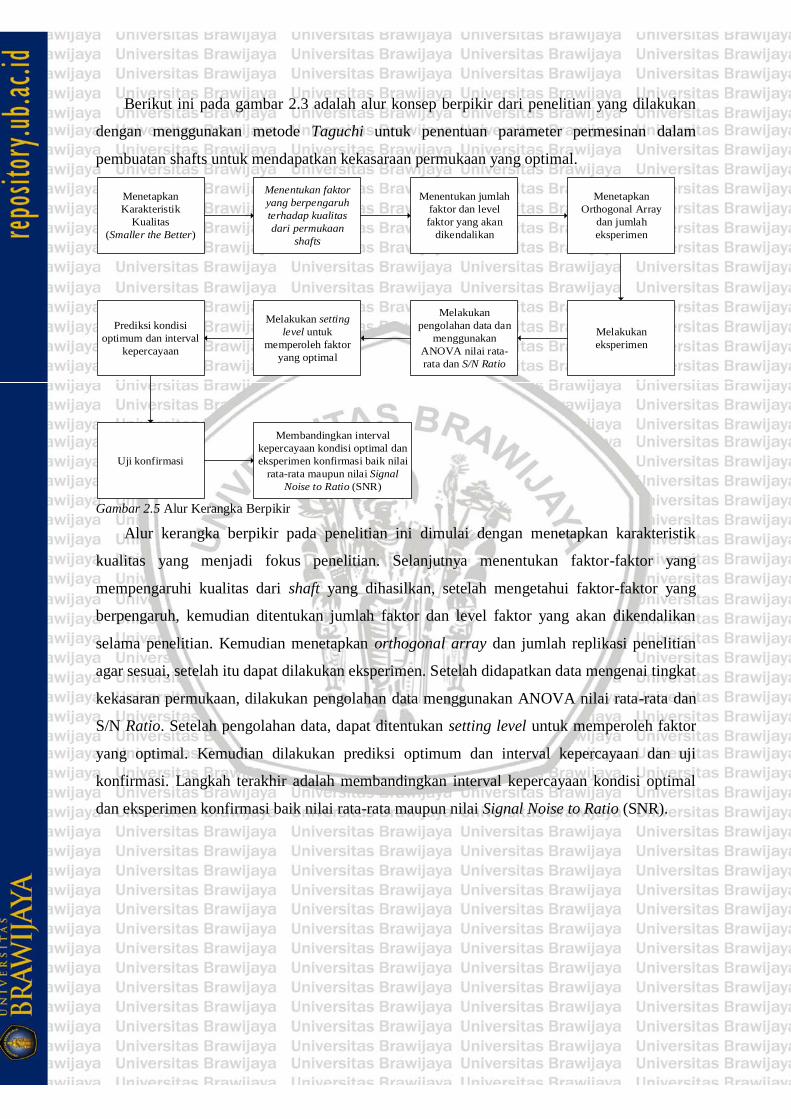
Berikut ini pada gambar 2.3 adalah alur konsep berpikir dari penelitian yang dilakukan
dengan menggunakan metode Taguchi untuk penentuan parameter permesinan dalam
pembuatan shafts untuk mendapatkan kekasaraan permukaan yang optimal.
Menetapkan
Karakteristik
Kualitas
(Smaller the Better)
Menentukan faktor
yang berpengaruh
terhadap kualitas
dari permukaan
shafts
Menentukan jumlah
faktor dan level
faktor yang akan
dikendalikan
Menetapkan
Orthogonal Array
dan jumlah
eksperimen
Prediksi kondisi
optimum dan interval
kepercayaan
Melakukan setting
level untuk
memperoleh faktor
yang optimal
Melakukan
pengolahan data dan
menggunakan
ANOVA nilai rata-
rata dan S/N Ratio
Melakukan
eksperimen
Uji konfirmasi
Membandingkan interval
kepercayaan kondisi optimal dan
eksperimen konfirmasi baik nilai
rata-rata maupun nilai Signal
Noise to Ratio (SNR)
Gambar 2.5 Alur Kerangka Berpikir
Alur kerangka berpikir pada penelitian ini dimulai dengan menetapkan karakteristik
kualitas yang menjadi fokus penelitian. Selanjutnya menentukan faktor-faktor yang
mempengaruhi kualitas dari shaft yang dihasilkan, setelah mengetahui faktor-faktor yang
berpengaruh, kemudian ditentukan jumlah faktor dan level faktor yang akan dikendalikan
selama penelitian. Kemudian menetapkan orthogonal array dan jumlah replikasi penelitian
agar sesuai, setelah itu dapat dilakukan eksperimen. Setelah didapatkan data mengenai tingkat
kekasaran permukaan, dilakukan pengolahan data menggunakan ANOVA nilai rata-rata dan
S/N Ratio. Setelah pengolahan data, dapat ditentukan setting level untuk memperoleh faktor
yang optimal. Kemudian dilakukan prediksi optimum dan interval kepercayaan dan uji
konfirmasi. Langkah terakhir adalah membandingkan interval kepercayaan kondisi optimal
dan eksperimen konfirmasi baik nilai rata-rata maupun nilai Signal Noise to Ratio (SNR).

Halaman ini sengaja dikosongkan

BAB III
METODE PENELITIAN
Bab III berisikan metode penelitian yang membahas mengenai tahap-tahap yang harus
dilakukan mulai awal penelitian sampai akhir penelitian. Tahap ini perlu dimengerti agar
penyelesaian masalah dapat dikerjakan secara efektif dan efisien, selain itu juga agar membuat
penelitian yang dilakukan lebih terarah dan sistematis.
3.1 Jenis Penelitian
Penelitian adalah sebuah metode yang digunakan untuk mendapatkan data yang akan
digunakan untuk tujuan tertentu. Penelitian ini termasuk dalam jenis penelitian eksperimental
karena peneliti akan melakukan percobaan secara langsung terhadap objek yang diamati.
Sugiyono (2012:109) menyatakan penelitian eksperimen dapat diartikan sebagai metode
penelitian yang digunakan untuk mencari pengaruh perlakuan tertentu terhadap yang lain
dalam kondisi yang terkendalikan.
3.2 Tempat dan Waktu Penelitian
Penelitian ini akan dilakukan di Laboratorium Sistem Manufaktur Teknik Industri Fakultas
Teknik Universitas Brawijaya untuk proses pembuatan shafts dengan menggunakan mesin
bubut dengan jenis manual. Selain itu, penelitian ini melakukan pengambilan data di
Laboratorium Metrologi Industri Jurusan Teknik Mesin Fakultas Teknik Universitas
Brawijaya. Pemilihan bahan yang akan digunakan sebagai shaft dalam penelitian ini
direkomendasikan dari Laboratorium Pengujian Bahan Teknik Mesin Fakultas Teknik
Universitas Brawijaya. Sedangkan proses pembuatan sudut pada pahat yang digunakan dalam
penelitian ini dikerjakan oleh mesin pengasah yang berada pada Teknik Mesin Politeknik
Negeri Malang. Penelitian ini dilaksanakan mulai bulan Januari 2017 sampai Juli 2017.
3.3 Alat dan Bahan Penelitian
Alat dan bahan yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Alat
Alat yang akan digunakan dalam penelitian ini adalah sebagai berikut:
a. Mesin bubut, digunakan sebagai mesin yang akan menghasilkan benda kerja.
27

Mesin bubut yang digunakan dalam penelitian ini termasuk bench lathe merek
Krisbow tipe KW 15-604, dengan rincian spesifikasi sebagai berikut yang dijelaskan
pada tabel 3.1.
Tabel 3.1
Spesifikasi Mesin Bubut
No. Bagian Spesifikasi
1 Maximum swing arm over bed 201 mm
2 Maximum swing arm over gap 320 mm
3 Metric thread 0,4~3 mm
4 Spindle bore 20 mm
5 Range of spindle speed 125~2000 rpm
6 Longitudinal feed per spindle revolution 0,1~0,2 mm
7 Tool post cutting area 14X14 mm
8 Motor frequency (50, 60HZ) 550w/220v-380v
Mesin bubut tersebut dioperasikan dengan dua operator selama pengerjaan spesimen
pada penelitian ini.
b. Jangka Sorong, digunakan untuk mengukur geometri benda kerja.
c. Stopwatch, digunakan untuk mengukur waktu permesinan.
d. Surface Roughness Tester, digunakan sebagai pengukur kekasaran permukaan.
Instrumen yang digunakan untuk mengukur tingkat kekasaran permukaan pada
penelitian ini adalah portable surface roughness tester tipe Surftest SJ-210 Series
dengan merek Mitutoyo, adapun spesifikasinya sebagai berikut:
Tabel 3.2
Spesifikasi Surface Roughness Tester
No. Bagian Spesifikasi
1 Measuring range 17,5 mm X axis dan 360 µm Y axis
2 Measuring speed 0,25 mm/s, 0,5 mm/s, 0,75 mm/s
3 Stylus tip 0,75 mN/ 2 µmR 60°
4 Skid force Kurang dari 400 mN
5 Sampling length 0,08; 0,25; 0,8; and 2,5mm
Pengambilan data kekasaran permukaan dibantu oleh asisten laboratorium Metrologi
Industri.
2. Bahan
Bahan yang digunakan dalam penelitian ini adalah sebagai berikut:
a. AISI 4140 Alloy Steel
b. Coolant

3.4 Tahap Pengumpulan Data
Pada penelitian ini, jumlah sampel permukaan shafts yang dibutuhkan pada eksperimen
dengan metode taguchi mengacu pada orthogonal array yang dipilih. Pengujian tingkat
kekasaran permukaan dilakukan di Laboratorium Metrologi Industri Jurusan Teknik Mesin
Fakultas Teknik Universitas Brawijaya, dengan alat Mitutoyo Surftest SJ-410. Respon kualitas
yang dipilih adalah Nominal is Best.
3.4.1 Tahap Penelitian Pendahuluan
Pada penelitian pendahuluan meliputi studi pustaka, studi lapangan, identifikasi masalah,
perumusan masalah, tujuan penelitian.
Berikut ini tahap penelitian pendahuluan:
1. Metode penelitian kepustakaan (Library Research)
Metode penelitian kepustakaan merupakan suatu metode yang digunakan untuk
mendapatkan data dengan studi literatur di perpustakaan serta dengan membaca sumber-
sumber data informasi lainnya yang berhubungan dengan permesinan serta tingkat
kekasaran permukaan.
2. Metode penelitian lapangan (Field Research)
Metode ini digunakan dalam pengumpulan data secara langsung pada objek penelitian,
cara yang dipakai dalam field research ini adalah:
a. Interview, yaitu pada tahap ini dilakukan interview dengan operator pada bengkel
mesin bubut.
b. Observasi, yaitu suatu metode dalam memperoleh data, dengan mengadakan
pengamatan langsung terhadap keadaan yang sebenarnya.
c. Dokumentasi, yaitu melakukan pengumpulan data baik secara langsung (foto) dan
data historis.
d. Eksperimen, merupakan cara pengumpulan data dengan melaksanakan percobaan
langsung terhadap objek, yaitu pembuatan shafts.
e. Brainstroming, yaiu berdiskusi dan bertukar pikiran dengan operator atau orang yang
biasa membuat poros dan di kombinasikan dengan teori untuk mengetahui faktor
penyebab permasalahan.
3. Identifikasi Masalah
Identifikasi masalah dilakukan berdasarkan studi lapangan terhadap objek penelitian dan
studi literatur tentang permasalahan yang dihadapi. Pengamatan di lapangan dan

wawancara dengan pihak yang ahli dalam proses produksi shafts. Lalu mendefinisikan
permasalahan yaitu menentukan batasan dan asumsi masalah pada penelitian ini.
4. Perumusan Masalah
Setelah mengidentifikasi masalah dengan seksama, lalu dilanjutkan dengan merumuskan
masalah sesuai dengan kenyataan.
5. Tujuan Penelitian
Tujuan penelitian ditentukan berdasarkan perumusan masalah yang telah dijabarkan. Hal
ini ditujukan untuk menentukan batasan yang perlu dipahami dalam pengolaan dan
analisis hasil pengukuran selanjutnya.
3.4.2 Metode Pengumpulan Data
Jenis data yang dikumpulkan terdiri atas dua jenis dengan metode pengumpulan data
sebagai berikut:
1. Data Primer
Data primer adalah sumber data penelitian yaitu data yang diperoleh secara langsung dari
sumber. Data primer yang diambil adalah data tingkat kekasaran permukaan shaft, dan
data lainnya seperti spesifikasi mesin, material properties, dan sebagainya yang
mendukung dalam penelitian.
2. Data Sekunder
Data sekunder didapatkan melalui hasil wawancara dan diskusi yang dilakukan kepada
pihak terkai. Dalam hal ini data sekunder dapat berupa parameter permesinan dalam proses
produksi shafts.
3.5 Langkah-langkah Penelitian
Berikut ini adalah langkah – langkah penelitian yang dilakukan pada penelitian ini.
1. Tahap pendahuluan
a. Melakukan studi lapangan untuk mengetahui permasalahan yang ada di tempat
penelitian.
b. Melakukan studi pustaka untuk mendukung menyusun laporan.
c. Melakukan identifikasi permasalahan yang ada pada obyek penelitian.
d. Menentukan rumusan masalah pada penelitian yang merupakan kesimpulan dari
identifikasi masalah yangdilakukan.
e. Menetapkan tujuan penelitian yang mana menjawab rumusan masalah yang
ditentukan sebelumnya.

2. Tahap perencanaan eksperimen
Membuat desain penelitian yang mengacu pada Desain Eksperimen Taguchi dengan
langkah sebagai berikut:
a. Mengidentifikasi faktor-faktor yang paling berpengaruh pada tingkat kekasaran
permukaan. Dimana faktor yang dianggap berpengaruh adalah dept of cut dan
spindle speed.
b. Menetapkan jumlah faktor beserta level masing-masing faktor, dimana level dari
faktor adalah parameter permesinan serta pemberian bahan penolong produksi.
c. Menentukan derajat kebebasan
d. Menetapkan Orthogonal Array yang akan digunakan dan jumlah replikasi.
3. Tahap pelaksanaan eksperimen dan analisis menggunakan desain eksperimen taguchi.
a. Pelaksanaan eksperimen
b. Pengumpulan data
c. Pengolahan data
Pengolahan data yang dilakukan mengacu pada metode eksperimen Taguchi yaitu
sebagai berikut.
1) Melakukan uji kecukupan data.
2) Melakukan perhitungan rata-rata.
3) Menghitung dengan tools ANOVA.
4) Menghitung Signal to Noise Ratio (SNR).
5) Menentukan setting level yang optimal dari masing-masingfaktor.
6) Memprediksi kondisi optimal dan menghitung interval kepercayaan.
d. Melakukan eksperimen konfirmasi sebagai perbandingan nilai interval
kepercayaan untuk kondisi optimal dan konfirmasi.
e. Tahap analisa dan pembahasan dengan melakukan analisa dan pembahasan
terhadap pengolahan data yang sudah dilakukan.
4. Tahap Kesimpulan
Pada akhir penelitian dapat ditarik kesimpulan dengan mengacu pada tujuan penelitian
yang ditentukan dan memberikan saran untuk penelitian selanjutnya.
3.5.1 Diagram Alir Penelitian
Tahap-tahap yang dilakukan dalam penelitian digambarkan dalam diagram alir penelitian
yang dapat dilihat pada Gambar 3.1. Penelitian tahap awal meliputi studi lapangan dan studi
pustaka dan diakhiri pada tahap kesimpulan dan saran.

Mulai
Studi Lapangan
Identifikasi Masalah
Studi Pustaka
Perumusan Masalah
Penentuan Tujuan
Penelitian
Desain Penelitian
- Identifikasi dan klasifikasi faktor terkait
- Penetapan jumlah dan level faktor
- Perhitungan derajat kebebasan
Penetapan orthogonal array dan jumlah eksperimen
Pelaksanaan Eksperimen
- Pembuatan spesimen uji shafts
Pengumpulan Data
- Tingkat kekasaran permukaan dalam satuan Ra
Pengolahan Data dengan Metode Taguchi
- Uji kecukupan data
- Perhitungan rata-rata
- Signal to Noise Ratio (SNR)
- ANOVA
- Pemilihan setting level optimal
- Prediksi kondisi optimal dan interval kepercayaan
Eksperimen Konfirmasi
Analisis dan pembahasan
Kesimpulan dan saran
Selesai
Gambar 3.1 Diagram Alir Penelitian
Tahap Pendahuluan
Tahap Perencanaan
Eksperimen
Tahap Pelaksanaan
Ekseperimen dan
Analisis Menggunakan
Metode Taguchi
Tahap Kesimpulan

BAB IV
HASIL DAN PEMBAHASAN
Pada bab ini akan dijelaskan mengenai pembahasan dari rumusan masalah dan tujuan
penelitian yang telah ditetapkan sebelumnya. Dilakukan tahap pengumpulan data yang
kemudian dilanjutkan dengan pengolahan data menggunakan metode Taguchi hingga
diperoleh setting level dari faktor-faktor yang bisa mempengaruhi tingkat kekasaran
permukaan shaft.
4.1 Gambaran Umum
Shafts adalah suatu bagian stasioner yang berputar memiliki penampang bulat dan
biasanya terhubung dengan komponen lain seperti pulley, flywheel, gear, sproket atau
komponen transmisi lainnya. Shaft banyak digunakan berpasangan dengan bearing yang
berfungsi sebagai tumpuan shaft. Terdapat aturan pemasangan shafts dan bearing yaitu suaian.
Pada proses perakitan antara dua komponen hubungan yang terjadi adalah terdapat perbedaan
ukuran pada pasangan elemen geometrik sebelum komponen tersebut dirakit.
Proses pembuatan shaft untuk komponen sistem transmisi belum menentukan standar
tertentu dalam proses produksi shaft dan hanya sekedar menggunakan intuisi operator yang
terkadang hasilnya memiliki kualitas yang buruk dari sisi tingkat kekasaran permukaan. Pihak
produsen cenderung menggunakan trial and error selama pencarian kombinasi parameter
permesinan yang terbaik.
4.2 Parameter Permesinan pada Mesin Bubut
Proses produksi saat ini banyak menggunakan bantuan mesin, salah satunya adalah mesin
bubut karena sifatnya general purpose yang berarti memiliki banyak variasi proses yang dapat
dilakukan dengan mengatur beberapa konfigurasi pada mesin. Terdapat parameter permesinan
merupakan segala aspek yang terkait dengan mesin selama proses produksi. Pada mesin bubut
terdapat beberapa parameter yang digunakan yang digambarkan pada gambar 4.1 berikut ini.
33

Gambar 4.1 Proses Bubut
Sumber: (Groover, 2010)
a. Spindle speed (N)
Spindle speed merupakan kecepatan perputaran sebuah poros spindle yang juga memutar
benda kerja saat proses pemakanan.
b. Depth of cut (d)
Depth of cut adalah kedalaman pahat saat melakukan proses pemotongan.
c. Feed rate (Fr)
Feed rate merupakan laju pergerakan pahat saat melakukan proses pemakanan.
d. Machining time (TM)
Machining time adalah durasi yang dibutuhan mesin melakukan suatu proses.
4.3 Proses Produksi Shaft
Proses produksi shaft dengan menggunakan mesin bubut diawali dengan pembuatan
desain. Pembuatan desai ini bertujuan sebagai alat komunikasi antar perancang dan operator,
menggunakan aturan yang berlaku dalam gambar teknik, tujuannya agar dapat dipahami oleh
banyak pihak, termasuk operator (desain terlampir).
Setelah desain disetujui, selanjutnya mempersiapkan alat dan bahan yang diperlukan,
seperti waterpass, pahat, kunci pahat, kunci pas, kunci chuck, coolant, dan alat kebersihan.
Selain itu, operator harus menggunakan APD yang lengkap seperti cattlepack, sepatu, dan
kacamata.
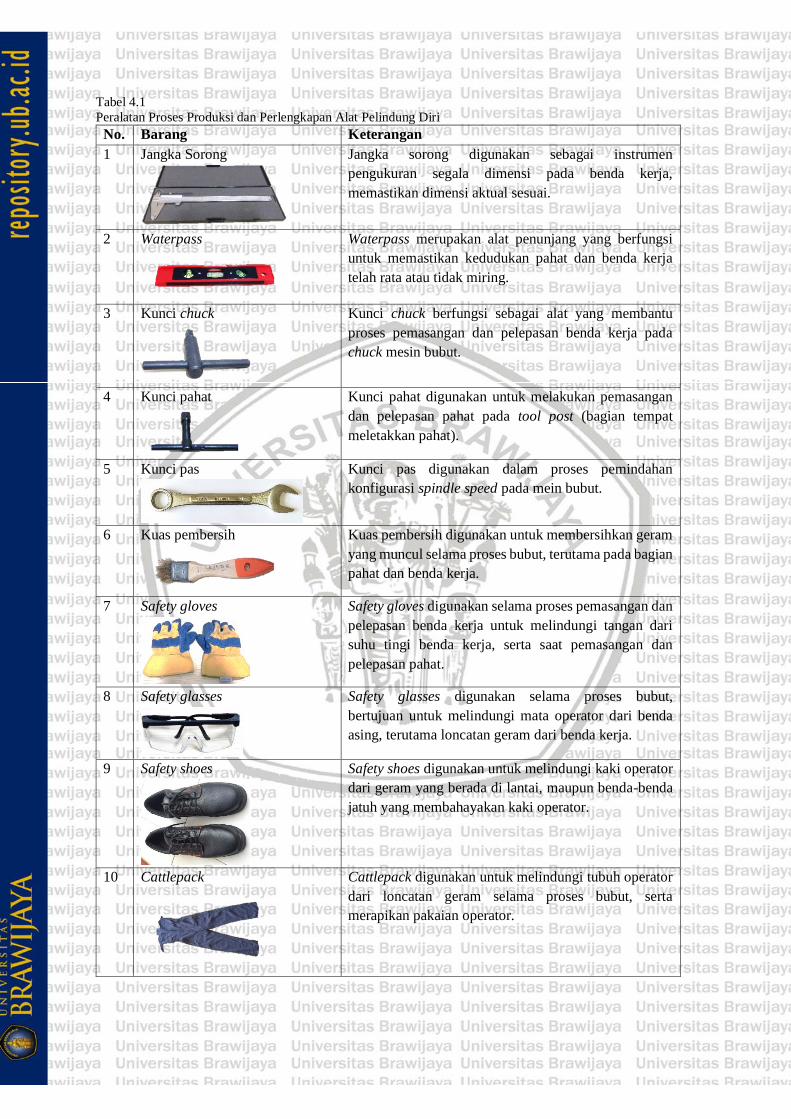
Tabel 4.1
Peralatan Proses Produksi dan Perlengkapan Alat Pelindung Diri
No. Barang Keterangan
1 Jangka Sorong
Jangka sorong digunakan sebagai instrumen
pengukuran segala dimensi pada benda kerja,
memastikan dimensi aktual sesuai.
2 Waterpass
Waterpass merupakan alat penunjang yang berfungsi
untuk memastikan kedudukan pahat dan benda kerja
telah rata atau tidak miring.
3 Kunci chuck
Kunci chuck berfungsi sebagai alat yang membantu
proses pemasangan dan pelepasan benda kerja pada
chuck mesin bubut.
4 Kunci pahat
Kunci pahat digunakan untuk melakukan pemasangan
dan pelepasan pahat pada tool post (bagian tempat
meletakkan pahat).
5 Kunci pas
Kunci pas digunakan dalam proses pemindahan
konfigurasi spindle speed pada mein bubut.
6 Kuas pembersih
Kuas pembersih digunakan untuk membersihkan geram
yang muncul selama proses bubut, terutama pada bagian
pahat dan benda kerja.
7 Safety gloves
Safety gloves digunakan selama proses pemasangan dan
pelepasan benda kerja untuk melindungi tangan dari
suhu tingi benda kerja, serta saat pemasangan dan
pelepasan pahat.
8 Safety glasses
Safety glasses digunakan selama proses bubut,
bertujuan untuk melindungi mata operator dari benda
asing, terutama loncatan geram dari benda kerja.
9 Safety shoes
Safety shoes digunakan untuk melindungi kaki operator
dari geram yang berada di lantai, maupun benda-benda
jatuh yang membahayakan kaki operator.
10 Cattlepack
Cattlepack digunakan untuk melindungi tubuh operator
dari loncatan geram selama proses bubut, serta
merapikan pakaian operator.

Setelah alat dan bahan sudah tersedia, selanjutnya adalah mempersiapkan bahan yang akan
digunakan sebagai benda kerja. Dipilih AISI 4140 karena dari sisi kandungan komposisi unsur
yang terdapat pada logam tersebut memenuhi kriteria yaitu kandungan unsur carbon tingkat
medium sebesar 0.380% - 0.430% yang sesuai untuk bahan shaft pada sistem transmisi.
Kemudian, dari aspek karakteristik material, logam AISI 4140 ini memiliki mechanical
properties yang menunjang untuk dijadikan bahan shaft untuk sistem transmisi. Logam AISI
4140 memiliki tingkat kekerasan sebesar 197 Brinell, lalu untuk ketahanan terhadap tegangan,
logam ini memiliki tensile strength sebesar 655 Mpa, dan yield strength sebesar 415 Mpa.
Dimana nilai tersebut sudah cukup untuk menahan tegangan yang akan dialami shaft. Selain
itu, pada sertifikat material AISI 4140 (ASSAB 709) tercantum bahwa material ini
terekomendasikan untuk penggunaan bahan shaft.
Gambar 4.2 Logam AISI 4140
Benda kerja yang digunakan pada penelitian ini disederhanakan dengan panjang
keseluruhan 30mm dan memiliki diameter sebesar 1 dim atau 25mm. Kemudian benda kerja
ini dilakukan proses bubut berupa pengurangan diameter sesuai dengan depth of cut yang
ditentukan sepanjang 7,5mm. Pada tahap awal dilakukan proses bubut untuk 27 benda kerja.
4.4 Penentapan Karakteristik Kualitas
Suatu produk dapat diukur kualitasnya yang merupakan salah satu aspek penarik minat
konsumen. Produk dapat dikategorikan bagus bila memiliki kualitas yang baik dan sesuai
standar. Produk shaft dapat dinilai kualitasnya berdasarkan tingkat kekasaran permukaannya.
Karakteristik tersebut mempengaruhi penggunaan shaft pada sistem transmisi, sedangkan
mayoritas kendaraan yang digunakan masyarakat indonesia adalah import dari Jepang. Maka
standar yang digunakan untuk penelitian ini adalah JIS (Japan Industrial Standard) mengacu
pada jumlah kendaraan pabrikan Jepang di Indonesia. Pada JIS B 0601-2001 yang membahas

0,08
0,08
0,25
8
2,5
0,08
0,25
0,8
2,5
8
mengenai tingkat kekasaran permukaan terdapat tiga parameter kekasaran permukaan, yaitu
Ra (arithmetic average roughness) menggunakan garis refrensi pada profil ideal yang
kemudian dihitung daerah rata-rata dari permukaan, Ry (maximum height) permukaan yang
menybar sepanjang profil refrensi jarak maksimum puncak serta lembah gelombang, dan RzJIS
(ten-spot average roughness) pengukuran kekasaran permukaan dengan mengambil 5 titik
puncak dan 5 titik lembah. Pada JIS B 0601-2001 panjang sampel pengamatan yang berbeda
akan menghasilkan nilai yang cenderung berbeda atau panjang pengamatan menentukan nilai
standar yang berlaku.
Tabel 4.2
Standar Nilai Kekasaran Permukaan pada JIS
Arithmetic Average Roughness (Ra) Maximum
Height (Ry)
Ten-spot Average
Roughness (Rz)
Reference
Length Conventional
Finish Symbol Standard Series Cut-off Value Standard Series
0,012 a
0,025 a
0,05 a
0,1 a
0,2 a
0,05 s
0,1 s
0,2 s
0,4 s
0,8 s
0,05 z
0,1 z
0,2 z
0,4 z
0,8 z
0,4 a
0,8 a
1,6 a
1,6 s
3,2 s
6,3 s
1,6 z
3,2 z
6,3 z
3,2 a
6,3 a
12,5 s
25 s
12,5 z
25 z
12,5 a
25 a
50 s
100 s
50 z
100 z
50 a
100 a
200 s
400 s
200 z
400 z -
Dalam standar tingkat kekasaran JIS pada tabel 4.2 digunakan panjang profil permukaan
yang diukur bervariasi mulai dari 0,08-8mm. Semakin kecil nilai Ra, Ry, atau Rz maka
semakin halus permukaan yang dihasilkan dari pemotongan serta semakin baik kualitas dari
permukaan sebuah shaft tersebut. Maka dari itu, penetapan karakteristik kualitas yang
digunakan adalah smaller the better.
4.5 Penetapan Faktor dan Level Faktor Berpengaruh
Terdapat banyak faktor yang dapat mempengaruhi tingkat kekasaran permukaan shaft.
Pengaruh yang diberikan oleh faktor-faktor dapat terjadi secara langsung maupun tak langsung.
Penetapan faktor dan level faktor yang mempengaruhi tingkat kekassaran permukaan saat
produksi shaft diperoleh dari beberapa cara yaitu studi literatur pada penelitian sebelumnya,
survey, atau diskusi dengan pihak yang ahli serta berpengalaman dalam bidangnya. Sebelum
menentukan faktor yang berpengaruh, terlebih dahulu dilakukan identifikasi terhadap

keseluruhan faktor yang berpengaruh terhadap tingkat kekasaran permukaan hasil proses mesin
bubut yang dapat dilihat pada tabel 4.3 berikut.
Tabel 4.3
Identifikasi Faktor
No. Faktor Keterangan Referensi
1 Keahlian operator Hasil dari proses produksi yang menggunakan
mesin bubut manual sangat dipengaruhi oleh
keahlian operator, karena operator yang
mengendalikan seluruh instrumen mesin.
Praktisi
(Suyanta,
Bengkel bubut)
2 Depth of cut Proses bubut adalah pengurangan diameter
benda kerja, maka kedalaman pemakanan saat
pahat memotong benda kerja sangat
berpengaruh pada kekasaran permukaan.
Penelitian
(Pranowo, 2013)
3 Feed rate Proses pengurangan diameter dengan pahat
digerakkan secara linier, kecepatan bergerak
pahat dari titik awal menuju titik akhir dapat
berpengaruh terhadap hasil.
Penelitian
(Pranowo, 2013)
4 Spindle speed Pemotongan pada mesin bubut dilakukan
dengan memutar benda kerja, kecepatan
putaran benda kerja yang berasal dari spindle
tentu akan mempengaruhi kekasaran benda
kerja.
Penelitian
(Kumar, 2012)
5 Komposisi coolant Coolant memberikan sifat penurunan suhu serta
pelumasan. Digunakan untuk mengurangi gaya
gesek serta panas dalam pengerjaan.
Penelitian
(Aditya, 2006)
6 Machining time Machining time akan mempengaruhi tingkat
kekasaran permukaan, karena mempengaruhi
cepat atau lambatnya pergerakan pahat serta
durasi saat melakukan pemakanan.
Praktisi
(Suyanta,
Bengkel bubut)
7 Besar sudut tatal Sudut tatal pahat HSS atau side rake angle
merupakan sudut yang bertugas untuk
melakukan pemotongan pada benda kerja,
sehingga mengalami kontak langsung dengan
permukaan baru.
Penelitian
(Husein, 2015)
8 Getaran mesin Selama proses pengerjaan, banyak elemen
sistem yang mengalami kontak, lalu
menimbulkan gaya gesek. Gesekan yang
kumulatif dari seluruh sistem akan
menimbulkan getaran.
Praktisi
(Suyanta,
Bengkel bubut)
Pada tabel diatas dijelaskan terdapat total 8 Faktor yang dapat mempengaruhi tingkat
kekasaran permukaan yang berdasarkan refrensi dari penelitian sebelumnya dan praktisi dari
bengkel mesin bubut. Setelah dilakukan identifikasi terhadap faktor-faktor yang dapat
mempengaruhi tingkat kekasaran permukaan, selajutnya faktor tersebut dikelompokkan

berdasarkan karakteristik pengaruhnya dalam faktor gangguan, faktor kontrol, faktor signal,
atau faktor skala. Klasifikasi faktor-faktor tersebut dapat dilihat pada tabel 4.4.
Tabel 4.4
Klasifikasi Faktor Desain Eksperimen
Klasifikasi Faktor Faktor Desain Eksperimen
Faktor gangguan Getaran mesin
Keahlian operator
Faktor kontrol
Depth of cut
Spindle speed
Komposisi coolant
Besar sudut tatal
Faktor Signal Feed rate
Faktor Skala Machining time
Berdasarkan klasifikasi pada tabel 4.4, setelah faktor-faktor diklasifikasikan berdasarkan
karakteristiknya, dilakukan pemilihan terhadap faktor yang akan dikendalikan dalam
eksperimen. Pemilihan faktor tersebut dapat diambil dari pendapat ahli dalam bidangnya,
praktisi, atau penelitian sebelumnya. Pranowo pada tahun 2013 melakukan penelitian
pembuatan shaft dengan menggunakan depth of cut sebagai salah satu faktornya pada analisis
kehalusan permukaan. Sedangkan Arianto dalam penelitiannya menyatakan bahwa kecepatan
putar mesin (spindle speed) mempengaruhi hasil proses bubut. Kemudian Husein pada tahun
2015 melakukan penelitian mengenai pengaruh sudut potong terhadap getaran pahat serta
terhadap kekasaran permukaan pada proses bubut. Sedangkan Aditya pada tahun 2006
melakukan penelitian mengenai pengaruh cairan pendingin (coolant) terhadap kekasaran
permukaan dan kekerasan permukaan pada proses bubut konvensional, untuk mengetahui
pengaruh jenis cairan pendingin (coolant) yang dapat menghasilkan tingkat kekasaran
permukaan yang rendah. Terpilihnya faktor kontrol tersebut berdasarkan memungkinkannya
atau tidak faktor tersebut untuk diterapkan di lapangan.
Tabel 4.5
Faktor Berpengaruh
No Faktor
1 Depth of cut
2 Spindle speed
3 Komposisi coolant
4 Besar sudut tatal
Pada masing-masing faktor terdapat level faktor. Pada penelitiannya, Pranowo
menggunakan level pada faktor depth of cut dengan 3 macam, yaitu 0,125mm; 0,25mm; dan
0,375mm. Variasi depth of cut ini berasal dari penelitian yang telah diselenggarakan.
Sedangkan variasi spindle speed yang terdapat pada mesin bubut yang digunakan terdapat tiga

tingkat kecepatan yaitu 420rpm; 620rpm; dan 1000rpm. Penentuan spindle speed yang
digunakan mengacu pada variasi yang ada pada mesin dan berdasarkan dari perhitungan yang
disesuaikan dengan mechanical properties yang dimiliki material.
Tabel 4.6
Example of Table for Selection of Speed and Feed for Turning
Material Hardness
(Bhn) Condition
Depth
of
Cut
(mm)
High Speed Steel Tool
Speed
fpm
(m/min)
Feed
ipr
(mm/r)
Tool
Material
AISI ISO
FREE
MACHINING
CARBON STEELS,
WROUGHT (cont.)
Medium Carbon
Leaded
275
to
325
Hot Rolled,
Normalized,
Annealed
or
Quenched
And
Tempered
.040
.150
.300
.625
1
4
8
16
135
105
85
-
41
32
26
-
.007
.015
.020
-
.18
.40
.50
-
T15, M42
T15, M42
T15, M42
-
S9, S11
S9, S11
S9, S11
-
Dari tabel 4.5 dapat dilihat jika material yang memiliki kekerasan dari 275 Bhn sampai
325 Bhn sesuai dengan material yang digunakan, dan dikerjakan dengan depth of cut sebesar
0,150 mm direkomendasikan menggunakan cutting speed sebesar 105 m/min serta feed sebesar
0,015 mm/r, lalu untuk depth of cut sebesar 0,300 mm direkomendasikan menggunakan cutting
speed sebesar 85 m/min serta feed sebesar 0,020 mm/r. Dari nilai cutting speed dan feed yang
direkomendasikan ini dapat dicari nilai untuk spindle speed yang sesuai dengan material.
Berikut ini akan diberikan contoh perhitungan spindle speed yang direkomendasikan pada tabel
4.5.
𝑵 =𝟏𝟎𝟎𝟎 𝒙𝒗
𝝅𝒙𝑫𝒐
𝑵 =𝟏𝟎𝟎𝟎𝒙𝟖𝟓𝒎/𝒎𝒊𝒏
𝟑, 𝟏𝟒𝒙𝟐𝟓𝒎𝒎
𝑵 = 𝟏𝟎𝟖𝟐, 𝟖𝟎𝟑 𝒓𝒑𝒎
Diketahui dari perhitungan sebelumnya bahwa secara teoritis spindle speed yang
direkomendasikan adalah 1082,803rpm. Sedangkan rpm yang tersedia dan mendekati nilai
teoritis tersebut pada konfigurasi spindle speed mesin yang digunakan adalah 1000rpm. Kumar
pada tahun 2012 melakukakan penelitian serupa dengan menggunakan material medium
carbon steel, lalu dilakukan proses bubut dengan spindle speed sebesar 430rpm, dimana pada
mesin yang digunakan pada penelitian ini nilai yang mendekati adalah 420rpm. Kemudian,
nilai spindle speed 620rpm dipilih karena nilai tersebut merupakan satu-satunya nilai yang
tersedia pada konfigurasi spindle speed mesin bubut yang digunakan pada penelitian ini seperti

yang tertera pada gambar 4.4. Sehingga untuk faktor spindle speed didapatkan 3 level faktor
dengan nilai masing-masing 420rpm, 620rpm, dan 1000rpm.
Gambar 4.3 Konfigurasi Spindle Speed pada Mesin Bubut
Pada penelitiaan ini, level faktor jenis coolant dibedakan berdasarkan komposisi
perbandingan campuran cutting oil dan demineral water (water soluble cutting oil) dengan
nilai yang direkomendasikan produsennya seperti pada tabel 4.7.
Gambar 4.4 Bahan Dasar Coolant
Kedua bahan utama coolant yang berupa cutting oil dan demineral watter dicampur secara
langsung kedalam gelas ukur untuk mengendalikan jumlah volume masing-masing seperti pada
gambar 4.5.
Gambar 4.5 Proses Pembuatan Coolant
Terdapat 3 jenis campuran komposisi coolant yang digunakan pada penelitian ini. Untuk
nilai rekomendasi komposisi campuran oleh salah satu produsen cutting oil dapat dilihat pada
tabel 4.7 berikut ini.

Tabel 4.7
Konsentrasi yang Direkomendasikan
% Ratio
Grinding 2 – 3 50:1 – 30:1
General Machining,
non-ferous materials 3 – 5 30:1 – 20:1
General Machining,
ferous metal 5 20:1
Sumber: Shell Dromus B
Berdasarkan tabel diatas, terdapat 3 jenis water soluble cutting oil yang berbeda
penerapan. Perbedaan ini akan dibuktikan pengaruhnya terhadap kehalusan permukaan dengan
menetapkan 3 level faktor, yaitu: 20:1; 30:1; dan 40:1.
Dan yang terakhir untuk jenis pahat, dipilih pahat-pahat yang sering digunakan pada
industri proses bubut yaitu HSS (High Speed Steel). Pahat HSS memiliki ujung yang terdiri
dari berbagai macam konfigurasi besar sudut, salah satu sudut yang berpengaruh dan
bersinggungan langsung dengan titik potong adalah sudut tatal (side rake angel) lebih jelasnya
mengenai letak sudut tatal dapat dilihat pada gambar 4.6 berikut ini.
Gambar 4.6 Sudut pada Pahat HSS
Direkomendasikan oleh praktisi bahwa besarnya sudut tatal terdapat 3 macam yaitu, 5º,
10º, dan 15º. Pahat HSS yang digunakan diasah dengan sebuah mesin pengasah yang terdapat
di Jurusan Teknik Mesin Politeknik Negeri Malang. Hasil asahan pahat dapat dilihat pada
gambar 4.8 berikut ini.

Gambar 4.7 Pahat yang Sudah Diasah
Sehingga keseluruhan faktor yang akan digunakan dalam penelitian ini beserta level
faktornya dapat dilihat pada tabel 4.8 berikut.
Tabel 4.8
Penetapan Level Faktor Berpengaruh
Faktor yang
Berpengaruh
Level Faktor
1 2 3
Depth of cut 0,125mm 0,25mm 0,375mm
Spindle speed 420rpm 620rpm 1000rpm
Komposisi coolant 20:1 30:1 40:1
Sudut tatal 5º 10º 15º
Setelah didapatkan 4 faktor (dept of cut, spindle speed, komposisi coolant, dan sudut tatal)
yang akan dikendalikan serta 3 level untuk tiap faktor yang berpengaruh berdasarkan tabel
diatas, selanjutnya adalah penentuan orthogonal array.
4.6 Penetapan Orthogonal Array
Matriks ortogonal yaitu suatu matriks yang elemen-elemennya disusun menurut baris
(kombinasi level dari faktor dalam eksperimen) dan kolom (faktor yang dapat diubah dalam
eksperimen) (Soejanto, 2009). Matriks orthogonal yang dipilih adalah matriks yang memiliki
nilai derajat kebebasan sama atau lebih besar dari nilai derajat kebebasan eksperimen.
Dalam penentuan orthogonal array agar lebih sesuai, maka diperlukan perhitungan nilai
degree of freedom dalam eksperimen pada setiap faktor. Nilai degree of freedom yang
digunakan harus sama dengan degree of freedom faktor utama tersebut. Perhitungan nilai
degree of freedom untuk faktor yang berpengaruh dapat dilihat pada tabel berikut ini.
Tabel 4.9
Perhitungan Degree of Freedom
Faktor Df
Kode Nama
A Depth of cut (3-1)
B Spindle speed (3-1)
C Komposisi coolant (3-1)
D Sudut tatal (3-1)
Total 8
Pada tabel 4.9 dapat diketahui bahwa nilai degree of freedom dari faktor kontrol adalah
delapan (8). Berikut adalah perhitungan degree of freedom array:
Degree of Freedom L9 (34) = (Jumlah level - 1) × (Jumlah Faktor)
Degree of Freedom L9 (34) = (3-1) × 4
Degree of Freedom L9 (34) = 8

Didapatkan nilai 8 yang berarti jumlah minimum eksperimen. Oleh karena itu dipilih
matriks orthogonal yang sesuai, maka dipilih matriks L9 (34) dimana:
L : Rancangan bujur sangkar latin
9 : Jumlah baris atau eksperimen
3 : Jumlah level
4 : Jumlah kolom atau faktor
Kemudian hasil dari perhitungan orthogonal array dan degree of freedom dibandingkan.
Jika hasilnya sesuai dari masing-masing faktor berpengaruh pada eksperimen, maka tabel
orthogonal array pada penelitian ini adalah sebagai berikut:
Tabel 4.10
Orthogonal Array
Eksperimen A B C D
1 1 1 1 1
2 1 2 2 2
3 1 3 3 3
4 2 1 2 3
5 2 2 3 1
6 2 3 1 2
7 3 1 3 2
8 3 2 1 3
9 3 3 2 1
Terdapat 4 faktor yang terkendali dalam penelitian ini dimana masing-masing faktor
memiliki 3 level faktor dan tidak terdapat faktor yang saling berinteraksi. Berdasarkan
orthogonal array L9(34), maka jumlah eksperimen yang harus dilakukan adalah 9 kali, dan
setiap eksperimen dilakukan beberapa kali replikasi. Jumlah replikasi yang digunkan yaitu
antara 3 sampai 5 kali (Montgommery, 2009:231). Sehingga dalam penelitian ini dilakukan 3
kali replikasi pada setiap eksperimennya, dan total keseluruhan data yang diamati berjumlah
27 data.
4.7 Pengumpulan Data Eksperimen Taguchi
Setelah spesimen uji selesai diproduksi yang berupa silinder pejal dengan dimensi panjang
30mm dan diameter 25mm dilakukan proses turning sepanjang 7,5mm. Dimana dalam proses
produksinya menggunakan kombinasi dari berbagai faktor dan level faktor seperti yang
terdapat pada tabel 4.9. Terdapat 27 spesimen yang dihasilkan, jumlah ini mengacu pada
jumlah eksperimen dan replikasi yang diberikan matriks orthognal array.

Gambar 4.8 Proses Produksi Benda Kerja
Sebelum dilakukan proses produksi, periksa terlebih dahulu keadaan mesin, pastikan
perlengkapan pendukung serta APD yang digunakan telah sesuai SOP. Kemudian pasang dan
atur konfigurasi pahat lalu periksa ketinggian pahat disesuaikan pada titik tengan dengan
bantuan ujung tail stock. Kemudian material dipasang kedalam chuck dengan bantuan kunci
chuck, lalu periksa kedudukan benda kerja agar tepat ditengah dengan bantuan tail stock serta
amati benda kerja saat berputar diwajibkan tidak terjadi perputaran benda kerja yang tidak
stabil. Langkah selanjutnya adalah mencari titik nol disaat pahat tepat menyentuh ujung terluar
diameter benda kerja. Kemudian masukkan depth of cut dengan cara memutar cross feed
control pada mesin bubut sesuai dengan level faktor yang telah ditentukan. Setelah itu lakukan
gerakan pemakanan dengan memutar longitudinal hand wheel control secara kontinyu sampai
panjang pemakanan yang telah ditentukan, selama proses pemakanan benda kerja dan pahat
diberikan coolant secara merata. Setelah panjang pemakanan sesuai, jauhkan pahat dari benda
kerja, lalu matikan mesin dan lepas benda kerja dari chuck.
Gambar 4.9 Benda Kerja yang Dihasilkan
Sebelum dilakukan pengujian terhadap tingkat kekasaran permukaan, benda kerja terlebih
dulu dibersihkan dengan alkohol dan sabun cuci. Tujuannya agar permukaan yang akan diuji

benar-benar bersih dari serpihan geram kecil. Kemudian material tersebut dibilas
menggunakan demineral water supaya menghindari terjadinya karat pada benda kerja.
Gambar 4.10 Proses Pembersihan Benda Kerja
Pada proses pengujian kekasaran permukaan dengan alat roughness meter akan didapatkan
3 macam parameter tingkat kekasaran permukaan yaitu Ra, Rz (Ry), dan Rq (RzJIS) dalam
satuan µm. Pengujian terhadap tingkat kekasaran permukaan shaft dilakukan di Laboatorium
Metrologi Industri Jurusan Teknik Mesin Universitas Brawijaya.
Gambar 4.11 Mitutoyo Surftest Drive Unit
Gambar 4.11 diatas merupakan bagian drive unit pada alat penguji kekasaran permukaan,
pada ujungnya terdapat stylus yang akan bersentuhan dengan permukaan benda kerja.
Gambar 4.12 Mitutoyo Surftest Main Unit
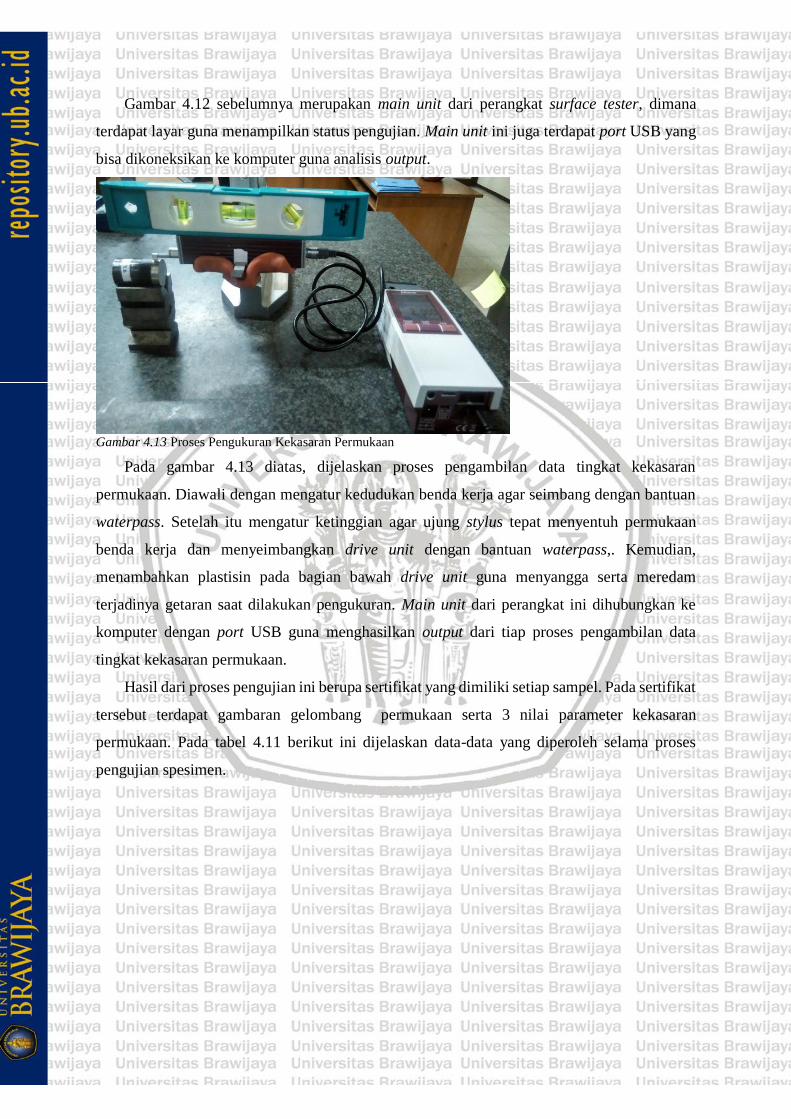
Gambar 4.12 sebelumnya merupakan main unit dari perangkat surface tester, dimana
terdapat layar guna menampilkan status pengujian. Main unit ini juga terdapat port USB yang
bisa dikoneksikan ke komputer guna analisis output.
Gambar 4.13 Proses Pengukuran Kekasaran Permukaan
Pada gambar 4.13 diatas, dijelaskan proses pengambilan data tingkat kekasaran
permukaan. Diawali dengan mengatur kedudukan benda kerja agar seimbang dengan bantuan
waterpass. Setelah itu mengatur ketinggian agar ujung stylus tepat menyentuh permukaan
benda kerja dan menyeimbangkan drive unit dengan bantuan waterpass,. Kemudian,
menambahkan plastisin pada bagian bawah drive unit guna menyangga serta meredam
terjadinya getaran saat dilakukan pengukuran. Main unit dari perangkat ini dihubungkan ke
komputer dengan port USB guna menghasilkan output dari tiap proses pengambilan data
tingkat kekasaran permukaan.
Hasil dari proses pengujian ini berupa sertifikat yang dimiliki setiap sampel. Pada sertifikat
tersebut terdapat gambaran gelombang permukaan serta 3 nilai parameter kekasaran
permukaan. Pada tabel 4.11 berikut ini dijelaskan data-data yang diperoleh selama proses
pengujian spesimen.

Tabel 4.11
Data Hasil pengujian Tingkat Kekasaran Spesimen
Eksperimen Replikasi Ra Rq Rz
1
1 2,879 µm 3,633 µm 15,950 µm
2 2,939 µm 3,99 µm 16,860 µm
3 1,927 µm 2,339 µm 13,239 µm
2
1 1,815 µm 2,208 µm 7,914 µm
2 2,494 µm 3,110 µm 12,762 µm
3 2,797 µm 3,327 µm 11,739 µm
3
1 1,785 µm 2,276 µm 9,487 µm
2 1,513 µm 2,168 µm 9,380 µm
3 2,214 µm 2,713 µm 10,847 µm
4
1 3,301 µm 4,084 µm 16,917 µm
2 2,235 µm 2,790 µm 11,597 µm
3 2,339 µm 2,932 µm 12,602 µm
5
1 1,801 µm 2,184 µm 8,760 µm
2 1,792 µm 2,209 µm 8,816 µm
3 1,758 µm 2,129 µm 8,710 µm
6
1 1,089 µm 1,395 µm 6,175 µm
2 1,118 µm 1,364 µm 6,266 µm
3 1,806 µm 2,219 µm 8,324 µm
7
1 2,388 µm 3,148 µm 12,373 µm
2 1,915 µm 2,389 µm 13,253 µm
3 2,706 µm 3,128 µm 11,020 µm
8
1 1,202 µm 1,512 µm 6,460 µm
2 1,646 µm 2,030 µm 8,427 µm
3 1,977 µm 2,427 µm 9,982 µm
9
1 2,000 µm 2,508 µm 10,040 µm
2 2,474 µm 2,772 µm 9,550 µm
3 2,366 µm 2,823 µm 9,431 µm
Data yang ditampilkan pada tabel diatas merupakan 3 parameter tingkat kekasaran
permukaan. Pada penelitian ini digunakan nilai Rz. Kemudian data nilai Rz pada tabel 4.11 di
atas diubah kedalam tabel desain eksperimen taguchi seperti pada tabel 4.12 berikut ini.
Tabel 4.12
Hasil Pengukuran Kekasaran Permukaan Eksperimen Taguchi
A B C D Rep 1 Rep 2 Rep 3
1 1 1 1 15,950 16,860 13,239
1 2 2 2 7,914 12,762 11,739
1 3 3 3 9,487 9,380 10,847
2 1 2 3 16,917 11,597 12,602
2 2 3 1 8,760 8,816 8,710
2 3 1 2 6,175 6,266 8,324
3 1 3 2 12,373 13,253 11,020
3 2 1 3 6,460 8,427 9,982
3 3 2 1 10,040 9,550 9,431

Data yang telah didapatkan selanjutnya akan dilakukan pengolahan dengan menggunakan
Analysis of Variance (ANOVA) untuk data variabel, serta Signal to Noise Ratio (SNR).
4.8 Pengolahan Data Ekssperimen Taguchi
Pengolahan data hasil eksperimen taguchi, dimulai dari menghitung nilai rata-rata dengan
ANOVA. Kemudian menghitung nilai signal to noise ratio (SNR) dengan ANOVA. Setelah
itu menentukan setting level optimal. Dan yang terakhir adalah penarikan kondisi optimal dan
interval kepercayaan nilai rata-rata dan signal to noise ratio (SNR).
4.8.1 Perhitungan Analysis of Variance (ANOVA) Nilai Rata-rata
Analysis of Variance (ANOVA) data variabel merupakan jenis yang digunakan pada
metode taguchi, hal ini bertujuan untuk mengetahui kontribusi faktor. Sehingga dapat
diperoleh faktor-faktor yang dapat mempengaruhi nilai respon. Pada tahap pencarian setting
level optimal dapat menggunakan metode Analysis of Variance (ANOVA) untuk meminimasi
terjadinya penyimpangan variasi. Langkah perhitungan pada Analysis of Variance (ANOVA)
untuk data variabel adalah sebagai berikut:
1. Melakukan pengolahan data rata-rata tingkat kekasaran permukaan hasil eksperimen seperti
pada tabel 4.13 berikut ini.
Tabel 4.13
Perhitungan Rata-rata Kekasaran Permukaan
A B C D Rep 1 Rep 2 Rep 3 Rata-rata
1 1 1 1 15,950 16,860 13,239 15,350
1 2 2 2 7,914 12,762 11,739 10,805
1 3 3 3 9,487 9,380 10,847 9,905
2 1 2 3 16,917 11,597 12,602 13,705
2 2 3 1 8,760 8,816 8,710 8,762
2 3 1 2 6,175 6,266 8,324 6,922
3 1 3 2 12,373 13,253 11,020 12,215
3 2 1 3 6,460 8,427 9,982 8,290
3 3 2 1 10,040 9,550 9,431 9,674
Setelah didapatkan nilai rata-rata kekasaran permukaan seperti pada tabel diatas,
selanjutnya adalah tabel respon eksperimen.
2. Membuat tabel respon
Berikut ini merupakan contoh perhitungan tabel respon.
Faktor A level pertama (𝐴1̅̅̅̅ ) = ∑ 𝑟𝑎𝑡𝑎−𝑟𝑎𝑡𝑎 𝑙𝑒𝑣𝑒𝑙 1 𝑝𝑎𝑑𝑎 𝑓𝑎𝑘𝑡𝑜𝑟 𝐴
3
Faktor A level pertama (𝐴1̅̅̅̅ ) = 15,35+10,805+9,905
3

Faktor A level pertama (𝐴1̅̅̅̅ ) = 12,02
Langkah selanjutnya ialah membuat tabel respon yang dijelaskan pada tabel 4.12. Tabel
tersebut dibuat guna menghitung nilai rata-rata respon antar level faktor. Setelah itu buat
ranking perbedaan level faktor mulai dari terkecil sampai terbesar. Pemilihan nilai terbaik
berdasarkan karakteristik kualitas yang digunakan yaitu smaller the better yang artinya
bahwa semakin rendah nilainya, maka akan semakin baik. Hasil perhitungan tabel respon
dapat dilihat pada tabel 4.14 berikut ini.
Tabel 4.14
Hasil Perhitungan Tabel Respon Tingkat Kekasaran Permukaan
Faktor
Level A B C D
1 12,020 13,757 10,187 11,262
2 9,796 9,286 11,395 9,981
3 10,060 8,833 10,294 10,633
diff 2,223 4,923 1,208 1,281
rank 2 1 4 3
Berdasarkan perhitungan tabel respon sebelumnya, diketahui salah satu dari masing-
masing level yang mempunyai karakteristik kualitas smaller the better yaitu: Faktor A level
2 (depth of cut 0,25 mm); Faktor B level 3 (spindle speed 1000 rpm); Faktor C level 1
(komposisi coolant 20:1); dan Faktor D level 2 (sudut tatal 10º).
3. Mengolah data ANOVA untuk nilai rata-rata
a. Perhitungan Jumlah Kuadrat Total atau Sum of Square (SS total)
SS total = ∑ 𝑦2
SS total = 15,952 + 16,862 + 13,2392 + ⋯ + 9,552 + 9,4312
SS total = 3.272,882
b. Perhitungan Sum of Square due to Mean (Jumlah kuadrat terhadap rata-rata atau SSmean)
SSmean = 𝑛𝑦2
n = Jumlah eskperimen x Jumlah replikasi
= 9 𝑥 3 = 27
𝑦 = 𝑡𝑜𝑡𝑎𝑙
𝑛
𝑦 = 15,95+16,86+13,239+⋯+9,55+9,431
27
𝑦 = 10,625
SSmean = 27 𝑥 (10,6252)
SSmean = 3.048,174
c. Perhitungan Jumlah Kuadrat karena (Sum of Square due to Factors atau SSA)

Contoh perhitungan Sum of Square due to Factor A sebagai berikut:
SSA=((𝐴1)̅̅ ̅̅ ̅2 𝑥 𝑛1) + ((𝐴2)̅̅ ̅̅ ̅2 𝑥 𝑛2) + ((𝐴3)̅̅ ̅̅ ̅2 𝑥 𝑛3) − 𝑆𝑆𝑚𝑒𝑎𝑛
SSA= (12,022 𝑥 9) + (9,7962 𝑥 9) + (10,062 𝑥 9) − 3.048,174
SSA= 26,566
Sama halnya untuk faktor lain (B, C, D) menggunakan perhitungan yang serupa dengan
perhitungan SSA
d. Perhitungan Sum of Square due to Error (Jumlah Kuadrat karena Error atau SSe)
𝑆𝑆𝑒 = 𝑆𝑆𝑡𝑜𝑡𝑎𝑙 − 𝑆𝑆𝑚𝑒𝑎𝑛 − 𝑆𝑆𝐴 − 𝑆𝑆𝐵 − 𝑆𝑆𝐶 − 𝑆𝑆𝐷
𝑆𝑆𝑒 = 3.272,882 − 3.048,174 − 26,566 − 133,310 − 8,044 − 7,386
𝑆𝑆𝑒 = 49,400
e. Membuat hipotesis awal
1) H0 : Tidak ada pengaruh depth of cut (Faktor A) terhadap kekasaran permukaan.
H1 : Ada pengaruh depth of cut (Faktor A) terhadap kekasaran permukaan.
2) H0 : Tidak ada pengaruh spindle speed (Faktor B) terhadap kekasaran permukaan.
H1 : Ada pengaruh spindle speed (Faktor B) terhadap kekasaran permukaan.
3) H0 : Tidak ada pengaruh coolant (Faktor C) terhadap kekasaran permukaan.
H1 : Ada pengaruh coolant (Faktor C) terhadap kekasaran permukaan.
4) H0 : Tidak ada pengaruh sudut tatal (Faktor D) terhadap kekasaran permukaan.
H1 : Ada pengaruh sudut tatal (Faktor D) terhadap kekasaran permukaan.
f. Membuat Tabel ANOVA nilai rata-rata
1) Menentukan Derajat Kebebasan
Misalkan untuk faktor A:
𝐷𝐹𝐴 = (𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑙𝑒𝑣𝑒𝑙𝑠 − 1)
𝐷𝐹𝐴 = (3 − 1) = 2
Sama halnya dengan perhitungan untuk derajat kebebasan B, C, D.
2) Menentukan Derajat Kebebasan Total.
𝐷𝐹𝑇 = (𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑒𝑥𝑝𝑒𝑟𝑖𝑚𝑒𝑛𝑡 − 1)
𝐷𝐹𝑇 = (27 − 1) = 26
Perhitungan Derajat Kebebasan Error sebagai berikut:
𝐷𝐹𝑒 = 𝐷𝐹𝑇 − (𝐷𝐹𝐴 + 𝐷𝐹𝐵 + 𝐷𝐹𝐶 + 𝐷𝐹𝐷)
𝐷𝐹𝑒 = 26 − (2 + 2 + 2 + 2)
𝐷𝐹𝑒 = 18
3) Menghitung Mean Sum of Square (Rata-rata Jumlah Kuadrat)

Berikut ini adalah contoh perhitungan MSA
𝑀𝑆𝐴 =𝑆𝑆𝐴
𝐷𝐹𝐴
𝑀𝑆𝐴 =26,566
2= 13,283
Begitu seterusnya untuk perhitungan nilai MSA pada faktor B, C, D, dan e.
4) Menghitung Nilai Rasio (F-Ratio)
Berikut ini merupakan contoh perhitungan F-Ratio untuk faktor A
𝐹𝐴 = 𝑀𝑆𝐴
𝑀𝑆𝑒
𝐹𝐴 = 13,283
2,744= 4,840
Hal yang sama berlaku juga untuk perhitungan F-Ratio faktor B, C, dan D.
5) Menghitung Pure Sum of Square pada masing-masing faktor (SS’)
𝑆𝑆′𝑓𝑎𝑘𝑡𝑜𝑟 = 𝑆𝑆 𝑓𝑎𝑘𝑡𝑜𝑟 − (𝐷𝐹 𝑓𝑎𝑘𝑡𝑜𝑟 𝑥 𝑀𝑆𝑒)
𝑆𝑆′𝐴 = 𝑆𝑆𝐴 − (𝐷𝐹𝐴𝑥 𝑀𝑆𝑒)
𝑆𝑆′𝐴 = 26,566 − (2 𝑥 2,744) = 21,077
Hal yang sama berlaku untuk perhitungan pure Sum of Square faktor B, C, dan D.
Perhitungan untuk SST sebagai berikut:
𝑆𝑆𝑇 = 𝑆𝑆𝑇𝑜𝑡𝑎𝑙 − 𝑆𝑆𝑀𝑒𝑎𝑛
𝑆𝑆𝑇 = 3082,3336 − 3.048,174 = 224,707
Sedangkan untuk perhitungan SS’e adalah berikut:
𝑆𝑆′𝑒 = 𝑆𝑆𝑇 − (𝑆𝑆′𝐴 + 𝑆𝑆′
𝐵 + 𝑆𝑆′𝐶 + 𝑆𝑆′𝐷)
𝑆𝑆′𝑒 = 224,707 − (21,077 + 127,821 + 2,555 + 1,898)
𝑆𝑆′𝑒 = 71,356
6) Menghitung Percent Contribution (Rho%) masing-masing faktor
Berikut ini merupakan contoh perhitungan Rho% A
𝑅ℎ𝑜% 𝐴 =𝑆𝑆′𝐴𝑆𝑆𝑇
𝑥100%
𝑅ℎ𝑜% 𝐴 =21,077
71,356𝑥100%
𝑅ℎ𝑜% 𝐴 = 9,380%
Berlaku juga untuk perhitungan pada faktor B,C, D dan e.
4. Tabel Analysis of Variance (ANOVA) nilai rata-rata

Berikut pada tabel 4.15 dibawah ini akan disajikan tabel Analysis of Variance
(ANOVA).
Tabel 4.15
Analysis Of Variance (ANOVA) Nilai Rata-rata
Sumber SS DF MS F-Ratio SS' Ratio% F tabel 0,05
(2;18)
A 26,566 2 13,283 4,840 21,077 9,380 3,55
B 133,310 2 66,655 24,287 127,821 56,883 3,55
C 8,044 2 4,022 1,466 2,555 1,137 3,55
D 7,386 2 3,693 1,346 1,898 0,844 3,55
Error 49,400 18 2,744 71,356 31,755
SST 224,707 26 121,218 224,707
Mean 3.048,174 1
SStotal 3.272,882 27
Setelah didapatkan nilai-nilai pada tabel ANOVA, selanjutnya dilakukan pengujian
hipotesis. Kemudian dapat ditarik kesimpulan berdasarkan tabel ANOVA di atas.
1) H0 : Tidak ada pengaruh depth of cut (Faktor A) terhadap kekasaran permukaan.
H1 : Ada pengaruh depth of cut (Faktor A) terhadap kekasaran permukaan.
Kesimpulan: F-Ratio = 4,840 ≥ F-Tabel (F0,05 (2;18)) = 3,55); maka H0 ditolak artinya
ada pengaruh depth of cut (Faktor A) terhadap tingkat kekasaran permukaan.
2) H0 : Tidak ada pengaruh spindle speed (Faktor B) terhadap kekasaran permukaan.
H1 : Ada pengaruh spindle speed (Faktor B) terhadap kekasaran permukaan.
Kesimpulan: F-Ratio = 24,287 ≥ F-Tabel (F0,05 (2;18) = 3,55); maka H0 ditolak artinya
ada pengaruh spindle speed Faktor B terhadap tingkat kekasaran permukaan.
3) H0 : Tidak ada pengaruh coolant (Faktor C) terhadap kekasaran permukaan.
H1 : Ada pengaruh coolant (Faktor C) terhadap kekasaran permukaan.
Kesimpulan: F-Ratio = 2,555 < F-Tabel (F0,05 (2;18) = 3,55); maka H0 diterima artinya
tidak ada pengaruh coolant (Faktor C) terhadap tingkat kekasaran permukaan.
4) H0 : Tidak ada pengaruh sudut tatal (Faktor D) terhadap kekasaran permukaan.
H1 : Ada pengaruh sudut tatal (Faktor D) terhadap kekasaran permukaan.
Kesimpulan: F-Ratio = 1,898 < F-Tabel (F0,05 (2;18) = 3,55); maka H0 diterima artinya
tidak ada pengaruh sudut tatal (Faktor D) terhadap kekasaran permukaan.
Berdasarkan hipotesis diatas, dapat diketahui bahwa beberapa faktor mempengaruhi
tingkat kekasaran permukaan shaft. Terdapat faktor A dan B yang memiliki nilai F-Ratio ≥
F-Tabel (F0,05 (2;18) = 3,55). Sedangkan faktor C dan D tidak memiliki pengaruh terhadap
tingkat kekasaran permukaan shaft. Hal ini terjadi karena faktor C dan D memiliki nilai F-
Ratio ≤ F-Tabel (F0,05 (2;18) = 3,55). Jika ditinjau dari nilai persen kontribusi (Rho %)

diketahui faktor B (Spindle speed) merupakan penyumbang prosentasi faktor terbesar
diantara 3 faktor lain. Jumlah persen kontribusi yang dimiliki faktor B (Spindle speed)
adalah 56,883%. Selanjutnya untuk faktor dengan urutan persen kontribusi terbesar ke
terkecil adalah faktor A (Depth of cut) dengan nilai 9,38%; faktor C (komosisi coolant)
dengan nilai 1,137%; dan faktor D (besar sudut tatal) dengan nilai 0,844%.
Persen kontribusi (Rho %) merupakan gambaran sesungguhnya dalam bentuk
prosentase berdasarkan jumlah kuadrat suatu sumber terhadap jumlah kuadrat total
(Soejanto, 2009:178). Pada tabel 4.13 sebelumnya diketahui bahwa Rho % error memiliki
nilai 31,755%. Sehingga dapat disimpulkan jika tidak terdapat faktor berpengaruh terhadap
kekasaran permukaan yang hilang dari eksperimen.
5. Pooling Up
Berdasarkan hasil perhitugan Analysis of Variance (ANOVA) sebelumnya, dapat
diketahui bahwa terdapat faktor yang memiliki pengaruh terhadap tingkat kekasaran
permukaan. Saat melaksanakan pooling sebaiknya menggunakan setengah derajad
kebebasan dari matriks orthogonal yang dipilih dalam eksperimen agar membuat desain
menjadi kokoh atau robust (Belavendram, 1995:262). Penelitian ini menggunakan matriks
orthogonal L9 (34) dimana terdapat empat faktor kontrol, maka dari itu hanya diperlukan
dua faktor yang diperkirakan paling berpengaruh secara signifikan, sedangkan dua faktor
lainnya yang diperkirakan tidak terlalu berpengaruh dilakukan proses pooling. Dari empat
faktor tersebut, faktor B (spindle speed) dan faktor A (depth of cut) diperkirakan dua faktor
yang lebih berpengaruh, dengan masing-masing prosentase kontribusi 56,833% dan 9,38%.
Sedangkan faktor C (komposisi coolant) dan faktor D (sudut tatal) yang memiliki masing-
masing prosen kontribusi sebesar 1,137% dan 0,844%, oleh karena itu kedua faktor ini
diberikan perlakuan pooling up.
Berikut ini adalah perhitungan pooling up faktor A dan faktor D.
a. 𝑆𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) = 𝑆𝑆𝑒 + 𝑆𝑆𝐶 + 𝑆𝑆𝐷
𝑆𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) = 49,400 + 26,566 + 133,310
𝑆𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) = 64,831
b. 𝐷𝐹(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) = 𝐷𝐹𝑒 + 𝐷𝐹𝐶 + 𝐷𝐹𝐷
𝐷𝐹(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) = 18 + 2 + 2 = 22
c. 𝑀𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) =𝑆𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒)
𝐷𝐹(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒)
𝑀𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) =64,831
22= 2,947

Tabel 4.16
Analysis Of Variance (ANOVA) Nilai Rata-rata Pooling Up
Sumber Pooled SS DF MS F-Ratio SS' Ratio%
F
tabel
0,05
(2;22)
A 26,566 2 13,283 4,508 20,673 9,200 3,44
B 133,310 2 66,655 22,619 116,025 51,634 3,44
C Y 8,044 2 4,022 - - - -
D Y 7,386 2 3,693 - - - -
Error Y 49,400 18 2,744 - - - -
Pooled e 64,831 22 2,947 1,000 88,010 39,166
SST 224,707 26 8,643 224,707 60,834
Mean 3.048,174 1
SStotal 3.272,882 27
Pengujian hipotesis serta kesimpulan yang dihasilkan tabel 4.16 di atas setelah
perlakuan pooling up kepada faktor A dan B sebagai berikut:
1) H0 : Tidak ada pengaruh Faktor A terhadap tingkat kekasaran permukaan.
H1 : Ada pengaruh Faktor A terhadap tingkat kekasaran permukaan.
Kesimpulan: F-Ratio = 4,508 ≥ F-Tabel (F0,05 (2;22)= 3,44); maka H0 ditolak artinya,
ada pengaruh faktor A terhadap tingkat kekasaran permukaan.
2) H0 : Tidak ada pengaruh Faktor B terhadap tingkat kekasaran permukaan.
H1 : Ada pengaruh Faktor B terhadap tingkat kekasaran permukaan.
Kesimpulan: F-Ratio = 22,619 ≥ F-Tabel (F0,05 (2;18)= 3,44); maka H0 ditolak, artinya
ada pengaruh faktor B terhadap tingkat kekasaran permukaan.
Mengacu pada perhitungan ulang terhadap Analysis of Variance (ANOVA) seperti pada
tabel 4.16 di atas, bisa diketahui jika faktor-faktor yang memiliki pengaruh signifikan
terhadap kekasaran permukaan shaft adalah faktor B (spindle speed), namun faktor C
(komposisi coolant) tidak berpengaruh secara signifikan berdasarkan nilai persen kontribusi
atau Rho % dengan masing-masing nilai 51,634% dan 9,200%.
Menurut Belavendram (1995:255), eksperimen dapat diasumsikan baik ketika nilai
persen kontribusi (Rho %) error yang dihasilkan kecil (kurang dari 50%), karena pada
eksperimen tidak terdapat faktor yang berpengaruh signifikan yang hilang dari eksperimen.
Jika nilai persen kontribusi (Rho %) yang dihasilkan besar (50% atau lebih), makan dapat
diasumsikan jika terdapat beberapa faktor yang memiliki pengaruh signifikan terhadap
eksperimen telah hilang. Sehingga dapat disimpulkan jika terdapat perhitungan kesalahan
yang besar dalam eksperimen itu. Berdasarkan pernyataan sebelumnya, dapat ditarik
kesimpulan bahwa terdapat faktor yang berpengaruh signifikan yang tidak ikut ke dalam

eksperimen, karena nilai persen kontribusi error yang terjadi dari hasil perhitungan pooling
of (ANOVA) adalah 39,166% dari jumlah kuadrat total dimana nilai tersebut kurang dari
50%, sedangkan jumlah persen kontribusi (Rho %) dari faktor-faktor yang ada adalah
60,834%.
4.8.2 Perhitungan Analysis of Variance (ANOVA) Nilai Signal to Noise Ratio (SNR)
Metode Taguchi memiliki konsep Rasio S/N atau Signal to Noise Ratio yang digunakan
pada eksperimen dengan melibatkan faktor yang banyak melalui pembandingan antara mean
atau signal dan standar deviasi sebagai noise. Penghitungan ANOVA terhadap Signal to Noise
Ratio (SNR) digunakan sebagai penentuan nilai level paling besar. Sehingga karakteristik
kualitas dari eksperimen menjadi lebih optimal (Soejanto, 2009:141). Berdasarkan perhitungan
Signal to Noise Ratio (SNR) dapat disimpulkan apa hal yang menjadi engaruh terjadinya variasi
nilai pada eksperimen. Signal to Noise Ratio (SNR) yang dilakukan pada eksperimen ini adalah
SNR-STB dimana semakin kecil nilainya maka semakin baik.
Berdasarkan pernyataan Belavendram (1995:507) mengenai konsep Signal to Noise to
Ratio (SNR). Apapun karakteristik kualitas yang dipilih pada suatu eksperimen, interpretasi
terhadap SNR selalu diasumsikan sama, yaitu semakin besar nilai SNR, maka semakin baik.
Sehingga dapat disimpulkan apapun karakteristik kualitas yang digunakan (Larger The Better,
Smaller The Better, ataupun Nominal The Best) tetap mengunakan konsep SNR yang mengacu
pada karakteristik kualitas Larger The Better. Berikut merupakan tahap perhitungan dalam
pengujian ANOVA terhadap Signal to Noise Ratio (SNR).
1. Perhitungan SNR untuk tiap eksperimen. Contoh perhitungan SNR untuk eksperimen
pertama adalah:
a. Perhitungan Mean (µ)
Contoh perhitungan mean (µ) pada eksperimen pertama adalah sebagai berikut:
µ = 1
𝑛∑ 𝑦𝑖
𝑛𝑖=1
µ1 = 1
3 𝑥 (15,95 + 16,86 + 13,23) = 15,35
Dilakukan perhitungan yang serupa untuk menghitung eksperimen selanjutnya.
b. Perhitungan standar deviasi
𝜎2 =1
𝑛∑ (𝑦𝑖 − 𝜇)2
𝑛
𝑖=1
𝜎21 =1
3((15,95 − 15,352) + (16,86 − 15,352) + (13,239 − 15,352)) = 2,365
c. Perhitungan Signal to Noise Ratio (SNR)

Perhitungan Signal to Noise Ratio pada eksperimen pertama adalah berikut:
ɳ = -10log10 [µ2 + 𝝈2]
ɳ = -10log10[2,365 + 235,612] = -23,765
Dilakukan perhitungan yang serupa untuk nilai SNR eksperimen selanjutnya. Hasil
rekap data perhitungan untuk semua eksperimen ditunjukkan pada tabel 4.17 berikut.
Tabel 4.17
Data Hasil Perhitungan Signal to Noise Ratio
A B C D Rep 1 Rep 2 Rep 3 1/n µ µ𝟐 𝝈𝟐 SN (STB)
1 1 1 1 15,950 16,860 13,239 0,333 15,350 235,612 2,365 -23,765
1 2 2 2 7,914 12,762 11,739 0,333 10,805 116,748 4,353 -20,831
1 3 3 3 9,487 9,380 10,847 0,333 9,905 98,102 0,446 -19,936
2 1 2 3 16,917 11,597 12,602 0,333 13,705 187,836 5,326 -22,859
2 2 3 1 8,760 8,816 8,710 0,333 8,762 76,773 0,002 -18,852
2 3 1 2 6,175 6,266 8,324 0,333 6,922 47,909 0,985 -16,893
3 1 3 2 12,373 13,253 11,020 0,333 12,215 149,214 0,843 -21,763
3 2 1 3 6,460 8,427 9,982 0,333 8,290 68,719 2,077 -18,500
3 3 2 1 10,040 9,550 9,431 0,333 9,674 93,580 0,069 -19,715
2. Menyusun Tabel Respon Signal to Noise Ratio (SNR)
A dengan level pertama (𝐴1̅̅̅̅ ) = ∑ 𝑆𝑁𝑅 𝑙𝑒𝑣𝑒𝑙 1 𝑝𝑎𝑑𝑎 𝑓𝑎𝑘𝑡𝑜𝑟 𝐴
3
A dengan level pertama (𝐴1̅̅̅̅ ) = (−23,765−20,831−19,936)
3
A dengan level pertama (𝐴1̅̅̅̅ ) = -21,511
Untuk rekap dari data hasil seluruh perhitungan yang lain dapat dilihat pada tabel 4.18
berikut ini.
Tabel 4.18
Hasil Perhitungan Tabel Respon Signal to Noise Ratio
Faktor
Level A B C D
1 -21,511 -22,796 -19,719 -20,778
2 -19,535 -19,395 -21,135 -19,829
3 -19,993 -18,848 -20,184 -20,432
diff 1,976 3,948 1,416 0,949
rank 2 1 3 4
Tabel respon Signal to Noise Ratio tersebut digunakan untuk penentukan level faktor
yang mempengaruhi variansinya.
3. Mengolah data ANOVA nilai Signal to Noise Ratio (SNR) Pooled
Berikut ini merupakan perhitungan data ANOVA nilai Signal to Noise Ratio pooled,
a. Perhitungan nilai Jumlah Kuadrat Total atau Sum of Square (SStotal)
SStotal = ∑ 𝑦2
SStotal =−23,7652 + −20,8312 + 19,9362 + ⋯ + 19,7152

SStotal = 3764,059
b. PerhitunganJumlah Kuadrat karena Rata-Rata atau Sum of Square due to Mean
(SSmean)
SSmean = n, �̅�2
nSn = jumlah eksperimen, dalam hal ini ada 9 eksperimen
�̅�Smen =Total Nilai SNR
𝑛
�̅�Smen =(−23,765−20,831−19,936−⋯−19,715)
9
�̅�Smen =−20,346
SSmean= 9 x (−20,346)2 = 3725,677
c. Perhitungan Jumlah Kuadrat karena (Sum of Square due to Factors (SSA))
SSA = ((𝐴1̅̅̅̅ )2 x n1) + ((𝐴2̅̅̅̅ )2 x n2) + ((𝐴3̅̅̅̅ )2 x n3) - SSmean
SSA = ((−23,765)2)x 3) + ((−20,831)2 x 3) + ((−19,936)2 x 3) – 3725,677
SSA = 6,422
Perhitungan yang sama untuk mencari Sum of Square due to Factors pada B, C,
dan D.
d. Perhitngan Sum of Square (pooled e)
SS(pooled e) = SST – SSA – SSB
Untuk perhitunan SST adalah sebagai berikut ini:
SST = SStotal – SSmean
SST = 3764,059 – 3725,677 = 38,382
SS(pooled e) = 38,382 – 6,422 – 27,451
SS(pooled e) = 4,509
e. Menyusun Tabel ANOVA, dengan cara sebagai berikut:
1) Menentukan degree of freedom, untuk contoh perhitungan pada faktor A
adalah sebagai berikut:
DFA = (number of levels -1)
DFA = (3 – 1) = 2
2) Menghitung Derajat Kebebasan Total
DFT = (number of experiment -1)
DFT = (9 - 1) = 8
3) Menghitung Derajat Kebebasan Pooled e
DF(pooled e)= DFT – DFB – DFC
DF(pooled e) = 8 – 2 - 2

DF(pooled e) = 4
4) Menghitung Rata-rata Jumlah Kuadrat atau Mean Sum of Square (MS)
Berikut ini merupakan contoh perhitungan MS pada B
MSA= SSA
𝑉𝐴
MSA = 6,422
2
MSA = 3,211
Perhitungan yang sama untuk Mean Sum of Square yang lainnya. Selanjutnya
untuk menghitung MS(Pooled e) adalah sebagai berikut:
MS(pooled e) = 𝑆𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒)
𝐷𝐹(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒)
MS(pooled e) = 4,509
4 = 1,127
5) Menghitung nilai rasio (F-Ratio)-Pooled
Berikut ini merupakan contoh perhitungan F-Ratio A hasil pooling faktor
𝐹 − 𝑅𝑎𝑡𝑖𝑜 𝐴 =𝑀𝑆𝐴
𝑀𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒)
𝐹 − 𝑅𝑎𝑡𝑖𝑜 𝐴 =3,211
1,127= 2,849
Hal yang sama juga berlaku untuk perhitungan F-Ratio pada faktor B
6) Menghitung Pure Sum of Square untuk tiap faktor (SS’)-Pooled
𝑆𝑆′𝑓𝑎𝑘𝑡𝑜𝑟 = 𝑆𝑆𝑓𝑎𝑘𝑡𝑜𝑟 − (𝐷𝐹𝑓𝑎𝑘𝑡𝑜𝑟𝑥𝑀𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒))
𝑆𝑆′𝐴 = 𝑆𝑆𝐴 − (𝐷𝐹𝐴 𝑥 𝑀𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒))
𝑆𝑆′𝐴 = 6,422 − (2 𝑥 1,127) = 4,168
Hal yang serupa juga berlaku untuk perhitungan SS’ pada faktor B
Sedangkan untuk SS’(pooled e) adalah berikut
𝑆𝑆′(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) = 𝑆𝑆𝑇 − 𝑆𝑆′
𝐴 − 𝑆𝑆′𝐵
𝑆𝑆′(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) = 38,382 − 4,168 − 25,196 = 9,018
7) Menghitung Percent Contribution (Rho%) untuk tiap faktor
Berikut ini merupakan contoh perhitungan Rho% B
𝑅ℎ𝑜% 𝐴 =𝑆𝑆′𝐴𝑆𝑆𝑇
𝑥 100%
𝑅ℎ𝑜% 𝐴 =4,168
38,382 𝑥 100% = 10,858%
Hal yang sama juga berlaku untuk perhitungan Rho% pada faktor B dan pooled
e.

Tabel 4.19 berikut ini merupakan hasil perhitungan ANOVA pada Signal to Noise Ratio
(SNR) untuk data variabel setelah pooling up.
Tabel 4.19
Analysis Of Variance (ANOVA) Nilai Signal Noise to Ratio-Pooling Up
Sumber Pooled SS DF MS F-Ratio SS' Ratio% F tabel 0,05 (2;22)
A 6,422 2 3,211 2,849 4,168 10,858 3,44
B 27,451 2 13,725 12,176 25,196 65,647 3,44
C Y 3,126 2 1,563 - - - -
D Y 1,383 2 0,692 - - - -
Pooled e 4,509 4 1,127 9,018 23,495
SST 38,382 8 4,798 100
Mean 3725,677 1
SStotal 3764,059 9
Dari hasil penghitungan ANOVA pada nilai SNR sebelumnya, diketahui jika faktor yang
paling berpengaruh dengan nilai kontribusi yang besar adalah faktor B kemudian faktor A.
Pada eksperimen ini, perhitungan Signal to Noise Ratio digunakan untuk optimasi faktor yang
berpengaruh kepada nilai variansi. Faktor lain juga memiliki pengaruh terhadap tingkat
kekasaran permukaan, namun tidak sebesar pengaruh faktor B dan faktor A. Pada Perhitungan
prosentase kontribusi, ditunjukkan bahwa persen kontribusi error sebesar 23,495%, yang
berarti tidak terdapat faktor berpengaruh signifikan yang hilang dari eksperimen ini.
4.8.3 Penentuan Setting Level Optimal
Menurut Belavendram (1995:510) terkait rekomendasi setting level yang optimal, bahwa
terdapat dua tahap dalam meningkatkan karakteristik kualitas yaitu mengurangi variansi serta
proses pencapaian target sesuai dengan spesifikasi yang ditentukan. Tabel 4.18 berikut ini
merupakan tabel yang menunjukkan perbandingan pengaruh masing-masing faktor dalam
eksperimen Taguchi terhadap karakteristik kualitas pada penelitian ini.
Tabel 4.20
Tabel perbandingan antara Pengaruh Faktor terhadap Eksperimen
Faktor Rata-rata SNR Pengaruh (effect) Setting Level
yang dipilih
A (2) (2) Tidak berpengaruh dan kontribusi kecil A2
B (1) (1) Berpengaruh dan kontribusi besar B3
C (4) (3) Tidak berpengaruh dan kontribusi kecil C1
D (3) (4) Tidak berpengaruh dan kontribusi kecil D2
Keterangan tabel 4.20 adalah berikut,
(1) : Rank

Penjelasan dalam pemilihan setting level adalah sebagai berikut:
1. Faktor B (spindle speed) memberikan pengaruh dan kontribusi yang besar.
Faktor B (spindle speed) mempengaruhi hasil perhitungan pada nilai rata-rata dan
variasinya. Penentuan pilihan level faktor dilihat dari tabel respon pada nilai rata-rata
maupun nilai Signal Noise to Ratio, kemudian dipilih Faktor B level 3.
2. Faktor A (depth of cut) memberikan pengaruh namun tidak pada kontribusi yang besar.
Faktor A (depth of cut) mempengaruhi hasil perhitungan pada nilai rata-rata dan
variasinya. Penentuan pilihan level faktor dilihat dari tabel respon pada nilai rata-rata
maupun nilai Signal Noise to Ratio, kemudian dipilih Faktor A level 2.
3. Faktor C, dan D ketiganya tidak berpengaruh dan kontribusi yang dimiliki kecil.
Faktor C (coolant) dan D (sudut tatal) tidak terlalu memberikan pengaruh pada
eksperimen. Berdasarkan hasil perhitungan ANOVA untuk nilai rata-rata serta Signal
Noise to Ratio dengan melihat ranking pada tabel respon serta SNR. Sehingga terpilih
Faktor C level 1 dan faktor D level 2.
Berdasarkan penjelasan mengenai pemilihan setting level sebelumnya, dapat
disimpulkan jika kombinasi level faktor yang optimal adalah Faktor A Level 2 (Dept of cut
0,25mm), Faktor B Level 3 (Spindle speed 1000 rpm), Faktor C Level 1 (komposisi coolant
20:1), dan yang terakhir Faktor D Level 2 (sudut tatal 10º).
4.8.4 Perkiraan Kondisi Optimal dan Interval Kepercayaan
Tahap selanjutnya, setelah mengetahui setting level yang optimal ialah membuat perkiraan
terhadap kondisi optimal. Perkiraan ini dilakukan dengan cara membandingkan nilai prediksi
terhadap nilai rata-rata proses dan signal to noise ratio (SNR) proses yang diharapkan
mencapai level optimal dengan menggunakan hasil eksperimen konfirmasi. JIka nilai prediksi
dan hasil eksperimen memiliki nilai yang hampir sama atau mendekati, maka dapat
disimpulkan bahwa rancangan eksperimen Taguchi yang dilaksanakan sudah memenuhi syarat
eksperimen Taguchi. Sedangkan untuk perhitungan interval kepercayaan, memiliki tujuan
untuk mengetahui perkiraan level faktor optimal yang didapatkan. Interval kepercayaan ialah
nilai maksimum dan minimum dimana diharapkan nilai rata-rata sebenarnya akan tercakup
dengan beberapa persentase kepercayaan tertentu.
Berdasarkan hasil perhitungan yang dilakukan dengan Analysis of Variance (ANOVA),
diketahui faktor yang berpengaruh dan memiliki kontribusi besar pada tingkat kekasaran
permukaan shaft adalah B3 (Spindle speed 1000 rpm).
Berikut merupakan perhitungan untuk perkiraan kondisi optimal dan interval kepercayaan:

1. Perkiraan kondisi optimal dan interval kepercayaan nilai rata-rata seluruh data,
a. Perkiraan kondisi optimal nilai rata-rata seluruh data.
Nilai rata-rata seluruh data (�̅�) = 10,625
b. Menghitung nilai prediksi rata-rata.
µpredicted
= Estimasi rata-rata proses pada kondisi optimal
µpredicted
= �̅� + (terpilih1 - �̅�) + … + (terpilih n - �̅�)
µpredicted = �̅� + (𝐴2̅̅̅̅ - �̅�) + (𝐵3̅̅̅̅ - �̅�)
µpredicted = 10,625 + (9,796 - 10,625)+ (8,833 - 10,625)
µpredicted = 8,004
c. Menghitung interval kepercayaan nilai rata-rata.
𝐶𝑙𝑚𝑒𝑎𝑛 = ± √(𝐹∝,𝑣1,𝑣2 𝑥 𝑀𝑆𝑝𝑜𝑜𝑙𝑒𝑑 𝑒 𝑥 1
𝑛𝑒𝑓𝑓
Sedangkan cara untuk mendapatkan nilai 𝑛𝑒𝑓𝑓 adalah sebagai berikut:
𝑛𝑒𝑓𝑓 = 𝑡𝑜𝑡𝑎𝑙 𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑒𝑥𝑝𝑒𝑟𝑖𝑚𝑒𝑛𝑡𝑠
𝑠𝑢𝑚 𝑜𝑓 𝑑𝑒𝑔𝑟𝑒𝑒 𝑜𝑓 𝑓𝑟𝑒𝑒𝑑𝑜𝑚 𝑢𝑠𝑒𝑑 𝑖𝑛 𝑒𝑠𝑡𝑖𝑚𝑎𝑡𝑒 𝑜𝑓 𝑚𝑒𝑎𝑛
𝑛𝑒𝑓𝑓 = 9 𝑥 3
𝑉µ + 𝑉𝐴 + 𝑉𝐵
𝑛𝑒𝑓𝑓 =27
1 + 2 + 2= 5,4
Berikut ini perhitungan interval kepercayaan nilai rata-rata,
𝐶𝑙𝑚𝑒𝑎𝑛 = ± √(𝐹∝,𝑣1,𝑣2 𝑥 𝑀𝑆𝑝𝑜𝑜𝑙𝑒𝑑 𝑒 𝑥 [1
𝑛𝑒𝑓𝑓])
𝐶𝑙𝑚𝑒𝑎𝑛 = ± √( 𝐹0,05;1,12 𝑥 2,947 𝑥 [1
5,4])
𝐶𝑙𝑚𝑒𝑎𝑛 = ± √(4,75 𝑥 2,947 𝑥 [1
5,4])
𝐶𝑙𝑚𝑒𝑎𝑛 = ± 1,61
Kemudian Didapatkan Interval kepercayaan untuk nilai rata-rata proses optimal.
µpredicted
− 𝐶𝑙𝑚𝑒𝑎𝑛 ≤ µpredicted
≤ µpredicted
+ 𝐶𝑙𝑚𝑒𝑎𝑛
8,004 − 1,61 ≤ µpredicted
≤ 8,004 + 1,61
6,394 ≤ µpredicted
≤ 9,614
2. Perkiraan kondisi optimal dan interval kepercayaan untuk nilai SNR (Signal to Noise
Ratio) untuk seluruh data eskperimen sebagai berikut:
a. Perkiraan kondisi optimal untuk nilai SNR seluruh data.
SNR seluruh data (�̅�) = -20,346
b. Perhitunganuntuk nilai prediksi rata-rata.
µpredicted
= �̅� + (𝐴2̅̅̅̅ - �̅�) + (𝐵3̅̅̅̅ - �̅�)
µpredicted
= -20,346 + (-19,535 – (-20,346)) + (–18,848 - (-20,346))
µpredicted
= -18,037 ≅ 0
c. Perhitungan untuk interval kepercayaan nilai rata-rata.
𝐶𝑙𝑆𝑁𝑅 = ± √(𝐹∝,𝑣1,𝑣2 𝑥 𝑀𝑆𝑝𝑜𝑜𝑙𝑒𝑑 𝑒 𝑥 [1
𝑛𝑒𝑓𝑓]
Sedangkan unutuk perhitungan neff adalah sebagai berikut:
𝑛𝑒𝑓𝑓 = 𝑡𝑜𝑡𝑎𝑙 𝑛𝑢𝑚𝑏𝑒𝑟 𝑜𝑓 𝑒𝑥𝑝𝑒𝑟𝑖𝑚𝑒𝑛𝑡𝑠
𝑠𝑢𝑚 𝑜𝑓 𝑑𝑒𝑔𝑟𝑒𝑒 𝑜𝑓 𝑓𝑟𝑒𝑒𝑑𝑜𝑚 𝑢𝑠𝑒𝑑 𝑖𝑛 𝑒𝑠𝑡𝑖𝑚𝑎𝑡𝑒 𝑜𝑓 𝑚𝑒𝑎𝑛
𝑛𝑒𝑓𝑓 = 9
𝑉µ + 𝑉𝐴 + 𝑉𝐵
𝑛𝑒𝑓𝑓 =9
1 + 2 + 2= 1,8
Sedangkan perhitungan untuk interval kepercayaan sebagai berikut:
𝐶𝑙𝑆𝑁𝑅 = ± √(𝐹∝,𝑣1,𝑣2 𝑥 𝑀𝑆𝑝𝑜𝑜𝑙𝑒𝑑 𝑒 𝑥 [1
𝑛𝑒𝑓𝑓])
𝐶𝑙𝑆𝑁𝑅 = ± √( 𝐹0,05;1,4 𝑥 1,127 𝑥 [1
1,8])
𝐶𝑙𝑆𝑁𝑅 = ± √(7,71 𝑥 1,127 𝑥 [1
1,8])
𝐶𝑙𝑆𝑁𝑅 = ± 2,183
Berdasarkan perhitungan diatas maka didapatkan nilai interval kepercayaan untuk
proses optimal:
µpredicted
− 𝐶𝑙𝑚𝑒𝑎𝑛 ≤ µpredicted
≤ µpredicted
+ 𝐶𝑙𝑚𝑒𝑎𝑛
0 − 2,183 ≤ µpredicted
≤ 0 + 2,183
0 ≤ µpredicted
≤ 2,183

Berdarsarkan hasil perhitungan prediksi kondisi optimum nilai rata-rata, didapatkan hasil
nilai µpredicted sebesar 8,004, nilai tersebut masih berada dalam rentang nilai selang
kepercayaan yaitu, 6,394 ≤ µpredicted ≤ 9,614. Sama dengan hasil pada nilai rata-rata, untuk
hasil perhitungan kondisi optimum nilai SNR didapatkan hasil nilai µpredicted sebesar -18,037
≅ 0, nilai tersebut masih berada dalam rentang nilai selang kepercayaan yaitu, 0 ≤
µpredicted ≤ 2,183, dalam hal ini berarti pengukuran tingkat kekasaran permukaan tersebut
berada pada batas rentang pengukuran kekasaran permukaan yang optimal.
4.9 Eksperimen Konfirmasi
Eksperimen yang telah dilaksanakan harus melalui tahap pengujian validasi hasil dari
setting dan level yang telah dihasilkan oleh perhitungan sebelumnya. Sehingga pada tahap
selanjutnya akan dilakukan eksperimen konfirmasi. Dalam eksperimen konfirmasi dilakukan
penentuan setting level yang terbaik dari faktor-faktor yang berpengaruh signifikan dan
merupakan hal yang penting dalam eksperimen. Untuk faktor yang memiliki kontribusi kecil
akan tetap disertakan dalam eksperimen konfirmasi dengan menggunakan level yang terbaik.
Pada eksperimen konfirmasi yang dilakukan, terdapat beberapa perhitungan diantaranya rata-
rata, Signal to Noise Ratio, perkiraan selang kepercayaan, dan analisis hasi eksperimen
konfirmasi.
Eksperimen konfirmasi dilakukan dengan mengunakan setting level optimal yang telah
didapatkan sebelumnya yaitu Faktor A Level 2 (Depth of Cut 0,25 mm), Faktor B Level 3
(Spindle Speed 1000 rpm), Faktor C Level 1 (Komposisi Coolant 20:1), dan yang terakhir
adalah Faktor D Level 2 (Sudut Tatal 10º).
Tabel 4.21
Faktor Terkendali Setting level Optimal
Faktor Level
Depth of Cut 0,25 mm
Spindle Speed 1000 rpm
Komposisi Coolant 20:1
Sudut Tatal 10º
Tabel 4.21 tersebut menjelasakan mengenai faktor serta setting level eksperimen
konfirmasi. Hasil uji tingkat kekasaran permukaan shaft pada eksperimen konfirmasi dapat
dilihat pada Lampiran. Data dari hasil eksperimen konfirmasi yang terdiri dari 10 sampel
eksperimen dari hasil level optimal, dapat dilihat pada Tabel 4.22 berikut ini.

Tabel 4.22
Hasil Pengujian Eksperimen Konfirmasi Tingkat Kekasaran Permukaan
Eksperimen Tingkat Kekasaran (Rz)
1 9,336
2 10,191
3 10,832
4 9,053
5 9,404
6 10,057
7 8,589
8 10,156
9 10,231
10 8,701
Data untuk pengujian eksperimen konfirmasi selanjutnya akan dihitung nilai rata-rata dan
variansinya. Berikut ini merupakan perhitungan eksperimen konfirmasi untuk mencari nilai
rata-rata dan variansi:
1. Perhitungan nilai rata-rata serta transformasi menggunakan SNR
a. Perhitungan nilai rata-rata
�̅� =1
𝑛∑ 𝑦𝑖
𝑛
𝑖=1
�̅� =1
10 𝑥 (9,336 + 10,191 + 10,832 + ⋯ + 10,231 + 8,701)
�̅� = 9,655
Perhitungan untuk mencari nilai variansi adalah berikut:
b. Nilai hasil perhitungan SNR Smaller The Better
1) Perhitungan MSD SNR Smaller The Better
µ =1
𝑛∑ 𝑦𝑖
𝑛
𝑖=1
µ =1
10 𝑥 (9,336 + 10,191 + 9,832 + ⋯ + 10,231 + 8,501)
µ = 9,535
2) Perhitungan standar deviasi
𝜎2 = 1
𝑛∑(𝑦𝑖 − µ)2
𝑛
𝑖=1
𝜎2 = 1
10 ((9,336 − 9,535)2 + (10,191 − 9,535)2 + ⋯ + (8,501 − 9,535)2)
𝜎2 = 0,391
3) Perhitungan SNR Smaller The Better

ɳ = −10𝑙𝑜𝑔10[µ2 + 𝝈2]
ɳ = −10𝑙𝑜𝑔10[0,391 + 90,916]
ɳ = −19,605 ≅ 0
2. Perhitungan Selang Kepercayaan Eksperimen Konfirmasi
Dalam perhitungan selang kepercayaan akan dilakukan perbandingan antara selang
kepercayaan optimal dan selang kepercayaan konfirmasi. Pembandingan ini akan
menggambarkan apakah eksperimen konfirmasi yang telah dilakukan, memiliki hasil yang
dapat diterima atau ditolak dengan membandingkan keduanya dalam bentuk grafik. Berikut
ini perhitungan selang kepercayaan eksperimen konfirmasi untuk nilai rata-rata tingkat
kekasaran permukaan shaft:
a. Selang kepercayaan nilai rata-rata eksperimen konfirmasi respon dengan rata-rata.
𝐶𝑙𝑚𝑒𝑎𝑛 = ± √(𝐹∝,𝑣1,𝑣2 𝑥 𝑀𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) 𝑥 [1
𝑛𝑒𝑓𝑓+
1
𝑟]
𝐶𝑙𝑚𝑒𝑎𝑛 = ± √(𝐹0,05,1,22 𝑥 2,947 𝑥 [1
5,4+
1
10]
𝐶𝑙𝑚𝑒𝑎𝑛 = ± √(4,3 𝑥 2,947 𝑥 [1
5,4+
1
10]
𝐶𝑙𝑚𝑒𝑎𝑛 = ± 1,901
Sehingga, dari perhitungan tersebut didapatkan selang kepercayaan nilai rata-rata
eksperimen konfirmasi berikut:
µconfirmation
− 𝐶𝑙𝑚𝑒𝑎𝑛 ≤ µconfirmation
≤ µconfirmation
+ 𝐶𝑙𝑚𝑒𝑎𝑛
9,535 − 1,901 ≤ µconfirmation
≤ 9,535 + 1,901
7,634 ≤ µconfirmation
≤ 11,436
Tahap selanjutnya adalah membandingkan antara nilai selang kepercayaan optimal dan
eksperimen konfirmasi. Untuk interval kepercayaan nilai rata-rata ditampilkan pada Gambar
4.14 berikut ini.

Gambar 4.14 Perbandingan interval kepercayaan nilai prediksi dan eksperimen konfirmasi nilai rata-rata
b. Selang kepercayaan nilai rata-rata eksperimen konfirmasi respon dengan nilai Signal to
Noise Ratio (SNR)
𝐶𝑙𝑆𝑁𝑅 = ± √(𝐹∝,𝑣1,𝑣2 𝑥 𝑀𝑆(𝑝𝑜𝑜𝑙𝑒𝑑 𝑒) 𝑥 [1
𝑛𝑒𝑓𝑓+
1
𝑟])
𝐶𝑙𝑆𝑁𝑅 = ± √(𝐹0,05,1,4 𝑥 1,127 𝑥 [1
1,8+
1
10])
𝐶𝑙𝑆𝑁𝑅 = ± √(7,71 𝑥 1,127 𝑥 [1
1,8+
1
10])
𝐶𝑙𝑆𝑁𝑅 = ± 2,387
Sehingga dari perhitungan tersebut didapatkan selang kepercayaan nilai Signal to Noise
Ratio eksperimen konfirmasi sebagai berikut:
µconfirmation
− 𝐶𝑙𝑆𝑁𝑅 ≤ µconfirmation
≤ µconfirmation
+ 𝐶𝑙𝑆𝑁𝑅
0 − 2,387 ≤ µconfirmation
≤ 0 + 2,387
0 ≤ µconfirmation
≤ 2,387
Selanjutnya langkah yang dilakukan setelah mendapatkan nilai selang kepercayaan
eksperimen konfirmasi yaitu, membandingkan selang kepercayaan optimal dan eksperimen
konfirmasi untuk nilai Signal to Noise Ratio yang ditampilkan pada Gambar 4.17 berikut.

Gambar 4.15 Perbandingan interval kepercayaan nilai prediksi dan eksperimen konfirmasi pada nilai SNR
Gambar 4.15 di atas menunjukkan bahwa, hasil eksperimen konfirmasi untuk nilai Signal
to Noise Ratio dapat diterima dengan pertimbangan selang kepercayaan. Perbandingan interval
kepercayaan prediksi serta eksperimen konfirmasi berdasarkan oleh nilai rata-rata maupun niali
Signal to Noise Ratio. Sehingga dapat disimpulkan bahwa keputusan diterima, artinya hasil
dari eksperimen Taguchi ini dapat digunakan dan setting level optimal yaitu berupa parameter
permesinan pada mesin bubut dapat digunakan sebagai acuan saat memproduksi shaft dengan
tingkat kekasaran yang sesuai standar serta diaplikasikan bersama bearing.
4.10 Perhitungan Biaya pembuatan
Dalam proses pembuatan shaft dibutuhkan biaya yang meliputi biaya variabel dan biaya
tetap. Perencanaan kualitas tidak hanya tergantung dari pencapiannya, tetapi juga
mempertimbangkan biayanya. Menurut Montgomery (2009:1). Selain menghasilkan produk
yang berkualitas, proses produksi yang berjalan harus memperhatikan biaya yang digunakan.
Penggunaan biaya yang efektif dan efisien akan membuat pelaku usaha dapat menghasilkan
keuntungan yang besar. Berikut ini perhitungan untuk biaya pembuatan 10 buah shaft:
Tabel 4.23
Rincian Biaya Pembuatan
Jenis Biaya Rincian Harga Satuan (Rp) Jumlah Terpakai (Rp)
Biaya Tetap Pahat 20.000/Pcs 20.000 × 1 Pcs = 20.000
Biaya Variabel
Listrik 1.467,28/kWh 1.467,28 × 0,55 W × 2 h = 1.614,008
Bahan Baku 45.000/Kg 45.000 × 1,705 Kg = 76.725
Coolant 35.000/Ltr 35.000 × 0,25 Ltr = 8.750
Total 107.089,008
Tabel 4.23 tersebut menjelaskan mengenai rincian biaya pembuatan untuk 10 poros. Satu
buah pahat digunkan selama proses pembuatan 10 buah poros. Kemudian mesin yang
digunakan memiliki daya 0,55 kWh dan mesin digunakan kurang lebih selama dua jam untuk

proses pembuatan 10 shaft. Harga bahan baku tiap kilogram adalah Rp. 45.000,- sedangkan
berat untuk 10 shaft adalah 1,705 Kg. Coolant yang digunakan sebanyak 0,25 liter. Jika
dihitung biaya pembuatan tiap shaft adalah sebagai berikut:
𝑇𝑜𝑡𝑎𝑙 𝐵𝑖𝑎𝑦𝑎 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖 ∶ 10 = 𝐵𝑖𝑎𝑦𝑎 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖 𝑆𝑎𝑡𝑢𝑎𝑛
107.089,008 ∶ 10 = 𝑅𝑝. 10.708,9008 ≅ 𝑅𝑝. 10.709, −
Sedangkan harga jual untuk shaft ini jika diambil untung 25% serta pajak 10% maka
perhitungan untuk harga satuan shaft adalah sebagai berikut:
𝐵𝑖𝑎𝑦𝑎 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖 𝑆𝑎𝑡𝑢𝑎𝑛 + (𝐵𝑖𝑎𝑦𝑎 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖 𝑆𝑎𝑡𝑢𝑎𝑛 × 0,25) + (𝐵𝑖𝑎𝑦𝑎 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖 𝑆𝑎𝑡𝑢𝑎𝑛 × 0,1)
= 𝐻𝑎𝑟𝑔𝑎 𝐽𝑢𝑎𝑙
10.709 + (10.709 × 0,25) + (10.709 × 0,1) = 𝑅𝑝. 14.275,15
Sehingga harga jual untuk tiap shaft sebesar Rp. 14.275,-. Harga tersebut sudah termasuk biaya
produksi, proyeksi keuntungan yang didapatkan, serta beban pajak yang berlaku pada tiap
komponen.
4.11 Analisis dan Pembahasan
Berdasarkan hasil dari eksperimen yang telah dilakukan dengan metode Taguchi,
didapatkan kesimpulan jika penggunaan setting level optimal yang terpilih, dapat membuat
tingkat kekasaran permukaan pada shaft memiliki nilai yang kecil. Penelitian ini menggunakan
Orthogonal Array L9(34), dengan menerapkan karakteristik kualitas Smaller The Better.
Terdapat 9 eksperimen dengan 4 faktor dan 3 level, untuk tiap faktor dan level antara lain
adalah faktor depth of cut (0,125mm; 0,25mm; dan 0,375), faktor spindle speed (420 rpm; 620
rpm; dan 1000 rpm), faktor komposisi coolant (20:1, 30:1, dan 40:1), serta yang terakhir adalah
faktor sudut tatal (5º, 10º, dan 15º).
Setelah dilakukan pengolahan data dengan ANOVA dari data hasil pengujian tingat
kekasaran permukaan pada shaft, yang berlaku baik untuk nilai rata-rata ataupun nilai Signal
to Noise Ratio, didapatkan hasil bahwa terdapat satu faktor dari empat faktor yang digunakan
dalam eksperimen memiliki pengaruh serta kontribusi yang besar terhadap tingkat kekasaran
permukaan shaft. Nilai error yang dihasilkan dari penelitian ini relatif besar, hal ini disebabkan
beberapa aspek yang kurang sesuai. Salah satu yang tidak sesuai adalah daya mesin. Mesin
yang digunakan hanya memiliki daya 0,5 kWh, dan setelah dilakukan uji statistik, dihasilkan
error yang cukup besar. Selain itu, tidak terdapatnya pilihan jenis material pahat yang lebih
keras daripada HSS.
Tindak lanjut dari penelitian penentuan parameter permesinan dalam pembuatan shaft
untuk mencapai tingkat kekasaran optimal ini dapat memberikan manfaat untuk masyarakat,

khususnya bengkel bubut atau UKM yang menggunakan fasilitas mesin bubut. Komponen
dalam mesin memiliki ketentuan atau standar khusus, terutama shaft yang merupakan elemen
dengan jumlah relatif banyak selain roda gigi. Bengkel bubut atau UKM yang menggunakan
fasilitas mesin bubut masih jarang yang sadar akan adanya standar tingkat kekasaran
permukaan, salah satunya adalah JIS B 0601-2001 (Japan Industrial Standar) yang secara
khusus membahas standar tingkat kekasaran shaft. Material yang digunakan oleh bengkel
bubut atau UKM yang menggunakan fasilitas mesin bubut juga terkadang belum memilih
material yang bersertifikat dan memang dirancang untuk bahan baku shaft, mayoritas masih
menggunakan intuisi dan pengalaman dalam memilih material. Pada penelitian ini diplih AISI
4140 Alloy Steel yang merupakan logam medium carbon dengan kandungan unsur carbon
0.380% - 0.430%, serta memiliki tensile strenght 655 Mpa yang cukup untuk menahan beban
pada shaft sistem transmisi.
4.11.1 Analisis Perhitungan Analysis of Variance (ANOVA) Nilai Rata-rata dan Signal
to Noise Ratio (SNR)
Berikut ini merupakan pembahasan mengenai perhitungan Analysis of Variance atau
ANOVA dari nilai rata–rata serta dari nilai Signal to Noise Ratio. Dilakukan tahap
penghitungan ANOVA pada nilai rata-rata untuk mengetahui faktor-faktor yang ada pada
eksperimen berpengaruh secara signifikan atau tidak. Serta untuk mengetahui nilai persen
kontribusi dari tiap faktor yang ada terhadap nilai rata-rata kekasaran permukaan. Sedangkan
untuk perhitungan ANOVA pada nilai Signal to Noise Ratio merupakan cara untuk melihat
faktor-faktor yang memberikan pengaruh secara signifikan dan tidak berpengaruh signifikan.
Serta untuk mengetahui nilai persen kontribusi dari tiap faktor terhadap nilai kekasaran
permukaan. Sehingga pada akhirnya dapat diperoleh faktor-faktor yang berpengaruh signifikan
dalam desain eksperimen dan menghasilkan desain yang kokoh dan kuat terhadap gangguan
(noise).
1. Analysis of Variance (ANOVA) Nilai Rata-rata.
Berdasarkan tabel 4.13 dapat dilihat, bahwa hanya terdapat dua faktor yang memiliki
nilai F-Ratio ≥ F-Table (F 0,05 (2:18)= 3,55). Sehingga dapat disimpulkan jika satu faktor
tersebut secara statistik mempunyai pengaruh terhadap tingkat kekasaran permukaan shaft.
Kemudian pada nilai persen kontribusi (Rho%) secara berturut dari nilai terbesar ke nilai
terkecil adalah sebagai berikut: Faktor B (Spindle Speed) sebesar 56,883%, Faktor A (Depth
of Cut) 9,38%, Faktor C (Komposisi Coolant) 1,137%, dan yang terakhir adalah Faktor D
(Besar Sudut Tatal) 0,844%. Untuk nilai persen kontribusi error sebesar 31,755%. Sehingga

dapat disimpulkan Faktor B dan Faktor A memiliki pengaruh terhadap tingkat kekasaran,
sedangkan Faktor C dan Faktor D secara statistik tidak memiliki pengaruh terhadap tingkat
kekasaran permukaan.
Untuk memunculkan desain yang kokoh terhadap adanya gangguan (noise) faktor-
faktor yang tidak berpengaruh signifikan, sebaiknya dilakukan pooling. Melakukan pooling
dengan faktor yang tidak berpengaruh secara signifikan, sebenarnya adalah memperlakukan
seakan-akan faktor tersebut tidak dimasukkan ke dalam eksperimen serta, jumlah
kuadratnya merupakan bagian dari jumlah kuadrat karena error (SSe). Pada perhitungan
ANOVA nilai rata-rata, Faktor yang tidak berpengaruh signifikan dan harus dilakukan
pooling adalah Faktor C dan D. Dengan melihat nilai persen kontribusi yang paling rendah
yaitu masing-masing 1,137% dan 0,844%. Selain melihat besarnya persen kontribusi.
Pertimbangan dalam melakukan pooling, berdasarkan pendapat Belavendram (1995:262)
disarankan memakai setengah derajad kebebasan dari matriks orthogonal yang digunakan
dalam eksperimen agar membuat desain menjadi lebih kokoh. Dikarenakan matriks
orthogonal yang digunakan pada penelitian ini adalah L9 (34) yaitu terdapat empat faktor
terkontrol, maka hanya diperlukan dua faktor perkiraan yang paling berpengaruh, lalu dua
faktor lainnya dilakukan pooling. Pada saat tahap pooling, harus dihitung jumlah kuadrat
error karena faktor-faktor yang tidak berpengaruh signifikan atau SS(pooled e) dengan cara
menambahkan jumlah kuadrat eror (SSe) dan jumlah kuadrat faktor C (SSC) serta jumlah
kuadrat error faktor D (SSD). Kemudian didapatkan SS(pooled e) sebesar 64,831.
Selanjutnya adalah dilakukan juga perhitungan degree of freedom eror karena faktor-faktor
yang tidak berpengaruh secara signifikan atau DF(pooled e) dengan menjumlahkan degree
of freedom error dengan degree of freedom faktor C dan faktor D. Kemudian didapatkan
DF(pooled e) adalah sebesar 22. Setelah didapatkan nilai SS(pooled e) serta nilai DF(pooled
e), maka bisa diketahui besar nilai MS(pooled e) yaitu sebesar 2,947. Perhitungan SS(pooled
e) serta DF(pooled e) ini bertujuan untuk membantu menghitung jumlah kuadrat yang
sesungguhnya terhadap faktor-faktor yang memiliki pengaruh secara signifikan. Sehingga
dapat pula diketahui besar dari persen kontribusi setelah dilakukan pooling.
Pada Tabel 4.15 dapat diketahui pula bahwa faktor-faktor yang memiliki pengaruh yang
signifikan setelah pooling adalah Faktor B (Spindle Speed) jika dilihat dari persen kontribusi
(Rho %) yaitu 51,634% dan Faktor A (Depth of Cut) dengan Rho% 9,2%. Persen kontribusi
error yang dihasilkan adalah 39,166%. Menurut Belavendram (1995: 255), jika persen
kontribusi error bernilai rendah (kurang dari 50%) maka dapat diasumsikan bahwa tidak
ada faktor yang berpengaruh secara signifikan, hilang dari eksperimen. Namun, jika nilai

persen kontribusi error tinggi (50% atau lebih) maka, dapat diasumsikan bahwa tidak ada
faktor yang berpengaruh signifikan yang telah hilang. Dan dapat disimpulkan bahwa tidak
terdapat kesalahan perhitungan yang besar dalam eksperimen tersebut. Sedangkan Soejanto
(2009:191), dalam buku karangannya berpendapat bahwa aturan umum berlaku untuk
jumlah kuadrat pooled error boleh mencapai 50% dari jumlah kuadrat total untuk setengah
derajat keebasan dalam matriks orthogonal array (OA). Sedangkan persen kontribusi dari
seluruh faktor berpengaruh signifikan diharapkan memiliki nilai yang lebih besar atau
minimal sama dengan 50%, dengan nilai tersebut berarti faktor-faktor penting dalam
eksperimen telah dilibatkan.
2. Analysis of Variance (ANOVA) Nilai Signal to Noise Ratio (SNR)
Karakteristik kualitas yang digunakan dalam penelitian ini adalah Smaller The Better,
yang artinya memiliki karakteristik semakin mendekati nol maka semakin baik. Menurut
Belavendram (1995: 507) mengenai adanya konsep Signal to Noise Ratio (SNR), apapun
jenis karakteristik kualitas yang dipilih dalam sebuah eksperimen, interpretasi dari SNR
selalu ditansformasikan sama yaitu semakin besar nilai SNR maka semakin baik (Larger
The Better). Sehingga dari pernyataan tersebut dapat ditarik kesimpulan, walaupun dalam
penelitian ini menggunakan karakteristik SNR – Smaller The Better, namun SNR di
transformasikan pada orientasi karakteristik kualitas Larger The Better.
Penghitungan nilai SNR dilakukan pada tiap eksperimen dengan jumlah tiga kali
replikasi, sehingga didapatkan sembilan data SNR yang selanjutnya diolah pada perhitungan
ANOVA nilai SNR. Seperti halnya pada perhitungan ANOVA nilai rata-rata sebelumnya,
didapatkan bahwa faktor yang paling berpengaruh setelah dilakukan pooling adalah faktor
B dan faktor A. Pertimbangan dilakukan proses pooling adalah melihat peringkat dari tiap
faktor, dimana faktor C dan faktor D berada pada peringkat yang paling rendah. Pada
Perhitungan persentase kontribusi, ditunjukkan bahwa persen kontribusi error sebesar
39,166%, yang artinya tidak ada faktor berpengaruh signifikan yang hilang dari eksperimen.
Dari kedua tahap perhitungan ANOVA terhadap nilai rata-rata serta SNR, dapat
disimpulkan bahwa faktor B dan Faktor A mempengaruhi nilai rata-rata dan variansinya.
Sedangkan faktor C dan faktor D tidak mempengaruhi nilai rata-rata maupun variansinya.
Hal ini disebabkan karena faktor C dan faktor D sama sama dihilangkan pada saat Pooling
ANOVA nilai rata-rata maupun SNR, yang artinya sebenarnya faktor C dan faktor D bisa
tidak dilibatkan dalam desain eksperimen.
4.11.2 Analisis Penentuan Setting Level Berdasarkan Nilai Rata-rata dan Signal to Noise
Ratio (SNR)
Dalam penelitian ini, pemilihan setting level optimal dilihat dari hasil tabel respon rata-
rata serta Signal to Noise Ratio (SNR). Hasil tabel respon rata-rata digunakan untuk mencari
level faktor optimal yang mempengaruhi nilai rata-rata nya, sedangkan tabel respon Signal to
Noise Ratio (SNR), digunakan untuk mencari level faktor yang mempengaruhi nilai
variansinya. Dengan melihat peringkat tiap faktor pada tabel respon rata-rata maupun SNR,
maka didapatkan rekap hasil seperti pada Tabel 4.18.
Pada tabel respon rata-rata, Faktor B berada pada peringkat 1, dan Faktor A berada pada
peringkat 2 yang artinya Faktor B memiliki pengaruh lebih besar terhadap nilai rata-rata
kekasaran permukaan daripada Faktor A. Sehingga dipilih Faktor B Level 3. Sedangkan dilihat
dari tabel respon SNR, Faktor A berada di peringkat 2 dan Faktor C berada pada peringkat 3
yang artinya Faktor A lebih berpengaruh terhadap nilai variansi kekasaran permukaan daripada
Faktor C. Sedangkan Faktor C dan Faktor D keduanya tidak memberikan pengaruh dan
kontribusinya kecil. Pemilihan level faktor C dan faktor D sebenarnya tidak terlalu berpengaruh
terhadap kekasaran permukaan. Hal ini dapat dilihat dari perhitungan ANOVA pada nilai rata-
rata maupun SNR, Faktor Faktor C dan Faktor D dianggap memberikan pengaruh/kontribusi
yang kecil sehingga dilakukan pooling. Namun pada pemilihan level Faktor dilakukan dengan
melihat peringkat pada tabel respon rata-rata dan SNR. Sehingga terpilih Faktor C Level 1 dan
Faktor D Level 2.
Tabel 4.24
Tabel Setting Level Optimal
Faktor Level Interpretasi
A 2 Depth of Cut 0,25 mm
B 3 Spindle Speed 1000 rpm
C 1 Komposisi Coolant 20:1
D 2 Sudut Tatal 10º
Setting Level optimal inilah yang kemudian digunakan pada eksperimen konfirmasi.
4.11.3 Analisis Eksperimen Konfirmasi terhadap Prediksi Kondisi Optimal
Tahap akhir dalam penelitian ini adalah melakukan eksperimen konfirmasi. Yaitu prosedur
untuk melakukan validasi hasil dari setting faktor dan level yang telah dihasilkan pada
perhitungan sebelumnya. Dengan cara membandingkan interval kepercayaan kondisi optimal
dan eksperimen konfirmasi baik nilai rata-rata maupun nilai Signal to Noise Ratio (SNR).
Berdasarkan Gambar 4.14 dan Gambar 4.15 dapat disimpukan bahwa rata-rata pada
eksperimen konfirmasi masih berada dalam interval kepercayaan eksperimen Taguchi.

Tabel 4.25
Intepretasi Hasil Perhitungan Tingkat Kekasran Prediksi dan Optimasi
Respon (Tingkat Kekasaran Permukaan) Prediksi Optimisasi JIS B 0601-2001
Eksperimen Taguchi Mean 8,004 8,004 ± 1,61 12,5
SNR 0 0 ± 2,183 12,5
Eksperimen
Konfirmasi
Mean 9,655 9,655 ± 1,901 12,5
SNR 0 0 ± 2,387 12,5
Jika dilihat hasil pengujian tingkat kekasaran permukaan pada penelitian ini, nilainya
sebagian besar masih memasuki jangkauan yang ditetapkan JIS B 0601-2001 (Japan Industrial
Standar). Artinya jika proses produksi menggunakan Faktor serta Level faktor yang ada dalam
penelitian ini, menghasilkan benda kerja yang masih sesuai standar.
4.11.4 Analisis dari Performansi Kekasaran Permukaan
Shaft yang dihasilkan harus sesuai dengan standar yang telah ditetapkan, karena penetapan
standar sudah teruji. Jika kekasaran terlalu rendah atau terlalu tinggi dapat menyebabkan
fenomena yang kurang baik terhadap fungsi shaft saat digunakan.
Gambar 4.16 Efek dari Kekasaran Permuaan
Hasil pengujian tentang pengaruh kekasaran permukaan menunjukkan bahwa permukaan
shaft yang lebih kasar akan mendapatkan koefisien gesek lebih tinggi saat initial load, namun
saat mulai berputar untuk waktu tertentu, permukaan yang lebih kasar ini akan memiliki
koefisien gesek lebih rendah. Sebaliknya, jika shaft yang lebih halus unggul dalam initial load
namun saat mulai berputar untuk periode tertentu, terjadi overlaping dimana koefisien
geseknya lebih tinggi dari shaft yang lebih kasar.

BAB V
PENUTUP
Pada bagian penutup ini akan dibahas perihal kesimpulan dari hasil penelitian yang telah
dilaksanakan serta adanya saran yang diberikan untuk penelitian selanjutnya.
1.1 Kesimpulan
Kesimpulan yang dapat diambil dari hasil penelitian serta pengolahan data dengan
menggunakan metode Taguchi adalah sebagai berikut.
1. Berdasarkan hasil penelitian yang dilakukan, didapatkan faktor yang memiliki pengaruh
paling besar terhadap tingkat kekasaran pada shaft yaitu faktor B (spindle speed) dengan
nilai persen kontribusi sebesar 56,883%, faktor A (depth of cut) dengan nilai persen
kontribusi sebesar 9,38%, faktor C (komposisi coolant) dengan nilai kontribusi 1,137%,
dan faktor D (sudut tatal) dengan kontribusi 0,844%.
2. Hasil dari perhitungan nilai rata-rata dan SNR setting level faktor optimal yang didapatkan
yaitu faktor A level 2 (depth of cut 0,25 mm), faktor B level 3 (spindle speed 1000 rpm),
faktor C level 1 (komposisi coolant 20:1), faktor D level 2 (sudut tatal 10º). Untuk
melakukan validasi terhadap hasil eksperimen, perlu dilakukan eksperimen konfirmasi.
Hasil dari eksperimen konfirmasi yang telah dilakukan menunjukkan bahwa rata-rata nilai
setiap parameter pengukuran masih berada dalam interval kepercayaan prediksi, sehingga
hasil dari eksperimen Taguchi diterima. Hasil tingkat kekasaran permukaan dari setting
level optimal pada penelitian ini sudah sesuai dengan JIS B 0601-2001 (Japan Industrial
Standar) yang secara khusus membahas standar tingkat kekasaran shaft.
1.2 Saran
Berikut ini saran yang dapat diberikan untuk penelitian serupa selanjutnya.
1. Untuk penelitian selanjutnya, sebaiknya perlu diperhatikan secara seksama spesifikasi
setiap alat dan bahan yang terlibat dalam penelitian, serta kalibrasi instrumen ukur.
2. Untuk penelitian selanjutnya, sebaiknya mengganti faktor dengan kontribusi pengaruh
yang kecil dengan faktor lain yang memungkinkan lebih berpengaruh.
75

Halaman ini sengaja dikosongkan

77
DAFTAR PUSTAKA
Ariani, Dorothea Wahyu. 2004. Pengendalian Kualitas Statistik Pendekatan Kuantitatif
dalam Manajemen Kualitas. Yogyakarta : Penerbit Andi Yogyakarta.
AZO Materials. AISI 4140 Alloy Steel (UNS G41400).
http://www.azom.com/article.aspx?ArticleID=6769 (diakses pada Tanggal 3 Febuari
2017).
Belavendram, Nicolo. 1995. Quality by Design Taguchi Techniques for Industrial
Experimentation. London: Prentice Hall International (UK) Limited.
Badan Pusat Statistik. 2013. Pertumbuhan Industri Otomotif Nasional 1990-2011. Jakarta.
Citra, Arianto Setiyawan. 2004. Pengaruh variasi kecepatan putar mesin bubut dan sudut
potong pahat terhadap kehalusan permukaan benda kerja hasil pembubutan tirus pada
bahan ST-60. Surakarta.
Degarmo, E. P., Black, J., Kosher, R. A., 2008. Materials and Processes in Manufacturing,
10th Edition. John Wiley and Sons, Inc. USA.
Dvorak, Paul. 1999. Choosing Surface Finishes for Plain Bearing Shafts. Penton Media, Inc.
Groover, Mikell P,. 2010. Fundamentals of Modern Manufacturing Materials, Processes,
and Systems 4th Edition. John Wiley and Sons, Inc. USA.
Hernadewita, Hendra, Herman. 2006. Analisis Pengaruh Kondisi Pemotongan Benda Kerja
(Panjang Penjuluran) Terhada Kekasaran Permukaan pada Mesin Bubut Gallic 16N.
Jurnal Teknik Mesin, Vol. 3 No. 1, ISSN 1829-8958.
Krisztina, Szeréna Ujvári. 2016. Journal Bearing Friction Optimization. Luleå: Luleå
University of Technology. Department of Engineering Sciences and Mathematics.
Kumar, N. Satheesh, et al. 2012. Effect of spindle speed and feed rate on surface roughness
of Carbon Steels in CNC turning. Procedia Engineering.
Munadi, Sudji. 1980. Dasar-dasar Metrologi Industri. Jakarta : Proyek Pengembangan
Lembaga Pendidikan Tenaga Kependidikan.
Moosavian A. dan Najafi G. 2017. Estimation of Engine Friction Using Vibration Analysis
and Artificial Neural Network. Int Conference on Mechanical, System and Control
Engineering.
Nilai kekasaran permukaan menurut standar.
http://www.skf.com/us/products/seals/industrial-seals/power-transmission-seals/radial-
shaft-seals/shaft-requirements/surface-roughness/index.html (diakses pada Tanggal 15
Maret 2017).
Prajono, et al. 2013. Pengukuran Permukaan Tutup Kelongsong dari Zirkaloi Menggunakan
Alat Roughness Tester Surtronic-25. Prosiding Seminar Pengelolaan Perangkat Nuklir
Tahun 2013. ISSN 1978-9858. Serpong.
77
78
Prasetyo, Eko., Sukma, Hendri., Suwandi, Agri. 2013. Analisis Keausan Pahat terhadap
Kualitas Permukaan Benda Kerja pada Proses Pembubutan. Jakarta : Proseeding
Seminar Nasional Teknik Mesin ISSN 2085-2762.
Setiawan, Arianto Citra. 2005. Pengaruh Variasi Kecepatan Putar Mesin Bubut dan Sudut
Potong Pahat terhadap Kehalusan Permukaan Benda Kerja Hasil Pembubutan Tirus
Bahan ST-60.
Shigley, Joseph. 1963. Engineering Design. McGraw-Hill Book Company Inc.
Soejanto, Irwan. 2008. Rekayasa Kualitas: Eksperimen dengan Teknik Taguchi. Surabaya :
Yayasan Humaniora.
Sudjana. 1995. Desain dan Analisis Eksperimen Edisi IV. Bandung : PT. Tarsito.
Sugiyono. 2010. Metode Penelitian Kuantitatif & RND. Bandung : Alfabeta.
Summer, Florian et al. 2015. Tribological study of crankshaft bearing systems: Comparison
of forged steel and cast iron counterparts under start–stop operation. Wear.
Tan Y. C. dan Ripin Z. N. 2011. Frictional Behavior of Piston Rings of Small Utility Two-
stroke Engine Under Secondary Motion of Piston. Tribol Int. Halaman 894-906.
Widarto, dkk. 2008. Teknik Permesinan. Jakarta : Departemen Pendidikan Nasional.





























