Embed Size (px)
Citation preview
world of textiles
References Worldwide issue fifteen www.monforts.com
WOT July_vt_Layout 1 11.09.15 11:26 Seite 1

A. Monforts Textilmaschinen GmbH & Co. KGGermany | A Member of CHTC Fong’s Industries
www.monforts.com
Maximum fabric effects with economic machine application.
It allows dry-in-wet and wet-in-wet processes.
All film-producing formulations can be used.
The results: wetting, application time and penetration depth can be influenced selectively, drying costs cut, production speed increased and two-sided effects achieved. Highest reproducibility through modern measuring andcontrol systems.
Easy to install into existing plants.
A further Monforts innovation.
Get in touch with us.
That’s new: the application of selective quantities� One side with one recipe
� Two sides with one recipe
� Two sides with two recipes
� One side with two recipes.
THINKING AHEADFOR SUSTAINABLE SOLUTIONS
Finalist of
ITMA Sustainable Innovation Award 2015 -
Industry Excellence Award
WOT July_vt_Layout 1 11.09.15 11:26 Seite 2

BELGIUMFinishing off the heavy weights 4
BRAZILLeading the way with new technology 6
BRAZILJoinville - a city of dance 10
FEATUREGlobal deliveries for Montex Allround modular coating system 13
GERMANYThe nerve centre for textile finishing 14
ITALYInspiration from Italy 18
INDONESIAExtended stretching field infeed for knitwear specialist 20
INDONESIABed linen specialist invests in second wide-width Montex 22
TECHNICAL FEATUREA concept for denim finishing possibilities 25
INDONESIAIndonesia’s first new Thermex continuous dyeing range 30
INDONESIABorobudur - a gem in Indonesia’s history 32
PAKISTANDebut for Thermex 6500 with Econtrol® processin Pakistan 34
PAKISTANPakistani textile manufacturers visit the Technology Centre 37
PORTUGALToptex provides the ‘extra edge’ for Portugal’s Malhas Sonix 38
THAILANDThai textiles producer adds Monforts Thermex to its line-up 41
TURKEYMontex doubles capacity for Turkey’s Vicenta home textiles brand 44
UNITED KINGDOMMonforts technology behind some beautiful curves 46
3
Issued byA. Monforts Textilmaschinen GmbH & Co. KG
BlumenbergerStrasse 143 - 145, D-41061 Mönchengladbach,
Editors: Klaus A Heinrichs, John Hooper, Kurt van WerschPhotography: Joem Promotions
Layout & Design: Alan Humphrey
Thinking Ahead - for Sustainable Solutions
The general trend as we approach ITMA’15 in Milan, Italy
continues to provide solutions for both economy and ecology;
resulting in new developments from Monforts such as exhaust
air cleaning and heat recovery with automatic cleaning.
Furthermore for environmental processes, we continue to
offer the best technology in the marketplace. The pre-requisites
of the Advanced Technology Center are being well received by
all our customers, testing all environmental processes such as
finishing of knitted fabrics with EcoApplicator technology,
continuous dyeing of woven fabrics with Econtrol T-CA process,
as well as coating of technical textiles. As a result, Monforts, as
a leading manufacturer of finishing machines, is able to offer
the latest technology for environmental solutions.
These are further highlighted in this, the latest issue of
World of Textiles, featuring global applications for Thermex
continuous dyeing; a new Thermex 6500 in Pakistan featuring
an Econtrol process system to ensure reduced production costs;
and a new Allround modular coating system.
Roland Hampel,Managing Director
Contents
WOT July_vt_Layout 1 11.09.15 14:02 Seite 3

4
”Advanced finishing is at the heartof everything we do here,” saysFrans Hellyn, owner of the highlysuccessful Tavelmo Movelta Group,one of Europe’s leading manufac-turers of contract furnishing fab-rics, ”and the Montex stenter is atthe heart of our finishing opera-tions.”
Since 2011, two previously sep-arate businesses within the grouphave been consolidated at a state-of-the-art, integrated weaving and
finishing plant in Nijverheidslaan,between the Belgian cities of Lilleand Ghent.
Both yarn and piece dyeing arecarried out at a separate plant innearby Sint-Niklaas.
Flat wovensThe Movelta brand has been wellknown for years for its ranges ofwoven velvets, while the Tavelmoname is equally renowned for flatwovens and cheniles. Fabrics for
sofas, curtains and bedding are ex-ported to more than 60 countriesand the group also supplies materi-als extensively to manufacturers ofcaravans and mobile homes, boatsand outdoor furniture.
With the merging of the two op-erations at the Nijverheidslaanplant, a six chamber Montex stenterwith a working width of 1.8m wasordered through local representa-tive Le Clair & Meert n.v. to replacetwo older machines.
Belgium |
Finishing off the heavy weights Montex stenter takes centre stage at the thriving contract furnishing fabricsplant of Belgium’s Tavelmo Movelta.
world of textiles | issue fifteen
WOT July_vt_Layout 1 11.09.15 11:27 Seite 4

”It does the jobs both were pre-viously handling much faster andwith much better uniform quality re-sults,” says Mr Hellyn. ”Everythingwe produce here goes through thestenter at least once, and oftentwice. If we mercerise the fabrics, theythen go through the stenter again,and if we coat or print them, sten-tering also follows.”
He adds that a conscious decisionwas made to focus on added-valuewet and dry finishing operations andto invest in the best machines avail-able for each process.
Tavelmo Movelta generally dealswith fabrics that are much heavierthan those produced for apparel, inthe weight range of between 350-500gsm, and finishes such as flameretardancy, moisture repellency andeven chlorine resistance for the ma-rine market have to be accurately ap-plied and their effectiveness guar-anteed.
Sensitive handlingSpecific products within the com-pany’s vast range demand espe-cially sensitive handling, such aspolypropylene-based outdoorfabrics where precise tempera-ture control is essential, or thelatex back-coating of caravanfabrics.
In the treatment of face-to-face velvets, meanwhile, the evenbacking applied on the Montexstenter is essential for achievingaccurate pile anchorage.
”We are lucky to have a high-ly-experienced team here whocan get the most out of the ma-chines,” Mr Hellyn says.
Tavelmo Movelta received the2014 Blue Drop Award at theMOOD (Meet Only Original De-signs) trade fair held in Brussels,for its development of a specialvelvet quality, based on bamboopolyester.
”The company succeeded in cre-ating a kind of pelt, similar to fur,” saidMOOD trends co-ordinator Niek DePrest.”The ultimate softness obtainedwith the naturally antibacterial bam-boo fibre is unrivalled and even thediscolouration is perfect.“
‘easy clean finish’Another new development which isattracting a lot of interest - and isalso particularly demanding on thecompany’s technicians and the sten-ter - is the new Easy Clean finish, de-veloped in collaboration with achemicals supplier.
With Easy Clean, stains on fur-nishing fabrics including ink, tomatosauce and red wine can be easily re-
moved with water and unlike othertreatments, its effectiveness is per-manent.
”The difference,” Mr Hellyn ob-serves, ”is that we are embeddingthe coating deep within the fibres ofthe fabrics, which took a lot of re-search and development work toachieve.”
Tavelmo Movelta was founded in1948 by Mr Hellyn’s father and hisson Olivier and daughter Charlottenow run the business with him asthe family-owned firm looks towardsits third generation success.
”Today, it’s not possible to com-pete as purely a weaver of fabrics,”he concludes. ”We are runningagainst the wind in producing here inEurope, which is why we have to spe-cialise and have made heavy invest-ments in our finishing equipment.”
Frans Hellyn (left) stands with the family-owned company’s third generation, daughter Charlotte (centre) and son Oliver (right).
Everything we produce here goes through the stenter at least once, and often twice.
❝
❝
5
WOT July_vt_Layout 1 11.09.15 11:27 Seite 5

production - ”currently our most im-portant product line accounting for55% of production,” said Ingo.
Newly introduced technology in-cludes the recent installation of the firstMonforts stenter, a Montex 6500.
”With a finishing departmentcomprising 10 older, locally producedstenters, we recognised the need tolook at the latest technology in themarketplace.”
”Thanks to the excellent rapportand assistance from local represen-tative, Herbert Erdmann at EuroTexteis, we placed the order for an8-chamber Montex 6500.“
”We have not been disappointed.Installed in a line incorporating a coat-ing and flocking arrangement at thestenter infeed, the Montex has in-troduced wider fabric working atfaster speeds.”
”It has provided energy saving ofaround 18% and increased produc-tion as much as 30% at fabric widthsof up to 3.20m.” he said.
Family-runDöhler was founded in 1881 byIngo’s great grandfather Carl GottliebDöhler, a German immigrant. As aweaver he had hoped to make his for-
he enthused. A confidence which res-onates throughout his 3300 staff.
”To stay ahead of the competitionwe are constantly seeking new tech-nology and solutions to further im-prove our production techniques,” headded.
Recent expansion plans have in-cluded a 10,000 m² extension to theweaving department with 30 newhigh speed weaving machines and 78new units total for the terry towelling
tune running a plantation. But withthe land too poor he resorted back tohis weaving roots; specialising infabric for jackets and workshirts.Today, the company remains a fam-ily concern, with 10 family members- 6 as directors and 4 in productionroles.
Led by President and Joinville’smayor, Udo Döhler and Ingo Döhleras managing director, as the 4thgeneration, the newest 5th genera-tion members are nephews Alexan-der, an electrical engineer and LucasDöhler, a textiles chemical engineer.Ingo is also looking forward to wel-coming his 22 year old grandson ongraduation as an engineer to start thenext generation.
Home textiles specialistSome 60 years ago the companyopted to specialise in home textiles,today producing a comprehensiverange of curtains, upholstery, tablecloths, bed linen, terry towels, kitchentowels, vertical blinds and mattresscovers.
Currently producing 1500t/month -predominately home textiles for thedomestic market - Döhler has, ac-cording to the Managing Director,Ingo Döhler, ambitious plans un-derway to double production with-in 5 years from its 220,000m² facil-ity in Joinville.
”We are producing the rightproduct at the right price and so wehave no need to fear the Asiancompetitors in our domestic market,”
6
Brazil |
world of textiles | issue fifteen
For a country which imports 60% of its domestic garments and home textiles fromAsian producers, Brazil has a real ‘home grown’ success story with Döhler S.A.; considered to be be one of Brazil’s leading home textile producers.
Leading the way with new technology
Ingo Döhler, Managing Director
WOT July_vt_Layout 1 11.09.15 11:27 Seite 6

7
WOT July_vt_Layout 1 11.09.15 11:27 Seite 7

With finishing on a wide range offabrics including 100% cotton, cot-ton/polyester, cotton/viscous, vis-cous/polyester blends, linen, plusaramide and polyamide for militaryuniforms and raincoats.
The full coating and flocking con-figuration is able to undertake a va-riety of repellent coating and incor-porates air knife techniques for tablecloths and upholstery. Water proof
”This wide range allows us theflexibility to meet, for example, sea-sonal high demands for certain prod-ucts.”
In the finishing department, the ful-ly integrated vertical operation pur-chased its first stenter in 1958, aBrazilian Texima. Today with 10 units,the management recognised the needto modernise its facility and recently in-stalled the first Montex 6500.
8
Brazil |
world of textiles | issue fifteen
WOT July_vt_Layout 1 11.09.15 11:27 Seite 8

Montex 6500 we are able to carry outvirtually every application required,”explained Ingo. ”The older stenters arevirtually only able to finish one par-ticular product.
”The Montex therefore makes usvery flexible. For example, one of theolder stenters also includes a coat-ing and flocking unit, but it only ac-cepts widths of up to 1.50m.”
”The Montex with a workingwidth of 3.20m opens new marketopportunities for us.“
Another new product made pos-sible for Döhler, thanks to the newMontex, is a 2.80m wide blackoutcurtain fabric, soon to be intro-duced into the market.
”Currently a blackout curtain thiswide must be imported,” claimedIngo, ”We will be the first Braziliancompany to offer this product.”
The Montex is also proving its ver-satility with curtain fabrics running atspeeds of 40m/min compared with27m/min on the older stenters.
Having started work in the com-pany at 13 after school hours, today,more than 60 years later, Ingo has wit-nessed many changes to production.
”For a long time I thought thatchanges in the printing departmentwere the most significant, but I can
see that today the Monforts tech-nology has to be the most dramaticchange in our business,” he con-firmed.
”It is just impossible to overesti-mate the importance of this new ma-chine and the benefits it has openedup for us.”
Working 24/7 the finishing de-partment operates a 3-shift systemeach day to meet the increased pro-duction.
Export growthWith todays improved trading conditionsand preferential currency rate of ex-change, Ingo confided that the near fu-ture plans include significantly increas-ing its 8% export figures.
”We are keen to seek larger ex-port markets particularly to the Unit-ed States; an opportunity today mademore possible with the ̀ add on` ben-efits achieved with the new Montex.”
production is also assured for a widerange of garden/poolside furniturefabrics.
The range of fabrics handledthrough the Montex offer weights of120g/m² for mattress covers up to800g/m² for terry towelling.
Montex line”By incorporating the coating andflocking units into the inlet feed of the
9
WOT July_vt_Layout 1 11.09.15 11:27 Seite 9

10 world of textiles | issue fifteen
Today with a population of morethan 547,000 inhabitants, the city re-tains much of its German heritage. Itis also recognised as the largest in cityin Santa Cantarina State and a key in-dustrial centre for Brazil, including athriving textile sector.
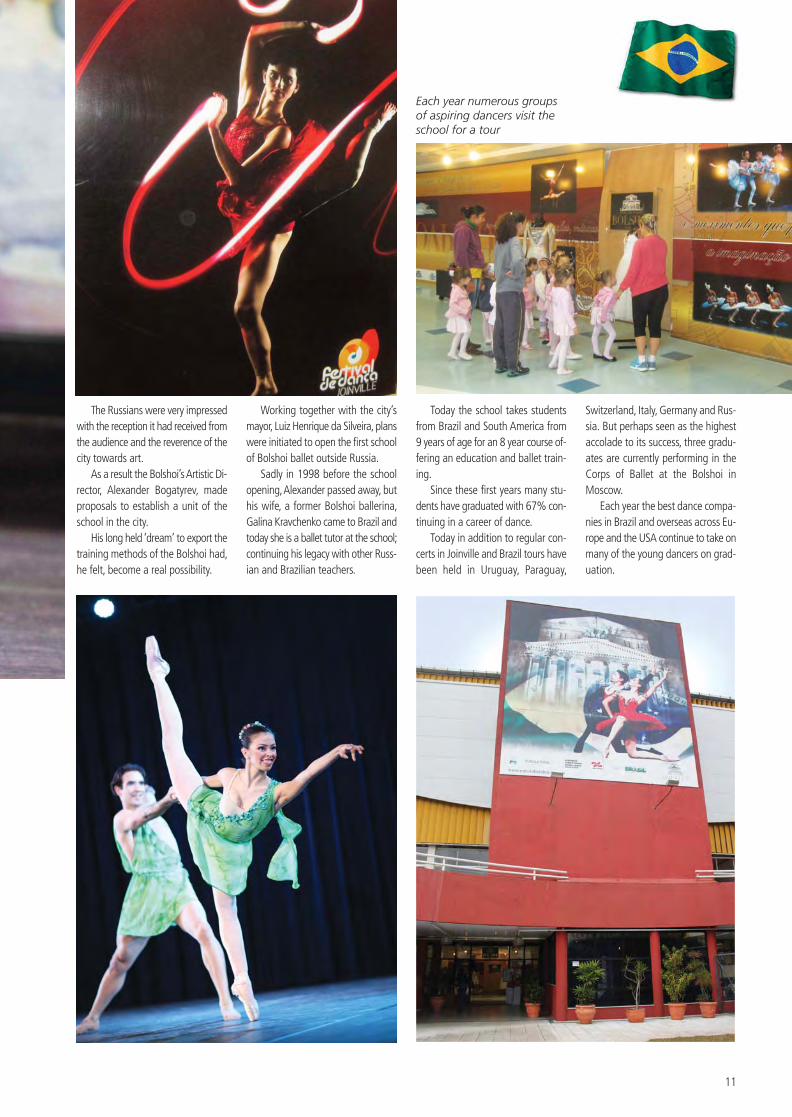
Further, as host to the world’sbiggest dance festival and the venuefor the only Bolshoi school of ballet,outside Russia, it is widely recognisedas a city of dance.
World beaterFrom tap to hip hop, from folk to neoclassical, in total seven different cat-
”Since then, the festival regular-ly attracts 6500 dancers but,” con-firms festival President for the pastseven years, Ely Duniz da Silva Filho,”the shear logistics of venues, etc,means it cannot be made bigger.”
The dance festival attracts au-diences of 2,500 each day, and forthe champions gala the 4,000 tick-et event is a sell-out weeks in ad-vance.
The Bolshoi in BrazilIn 1996 the Bolshoi ballet toured Brazilwith a performance at the 14thJoinville dance festival.
egories attracting predominately am-ateur dancers has made Joinville’s an-nual dance festival the largest of itstype in the world.
Spread over 11 days, up to 30 win-ners from the different categories andage groups compete in a ‘champions’gala on the last night for the highlycoveted gold medal for the overallbest dancer. The festival was first heldin 1983 attracting 600 dancers fromacross Brazil. It rapidly grew in pop-ularity, with the Guinness book ofWorld Records confirming its statusas the world’s biggest dance festivalin 2005.
Joinville, formally known as ColoniaDona Francisca, traces its origins to acontract signed in 1849 between theHamburgo Colonization Society andthe Prince and Princess of Joinville -he was the son of the King of Franceand she, the sister of Emperor DomPedro II; when land was ceded tomark their wedding.
Its history therefore began with thearrival of the first European immi-grants and the founding of the city onMarch 9, 1851.
Over the next 30 years almost17,000 immigrants mostly from Ger-many were to arrive.
Brazil |
Joinville - a city of danceFormer students Erick Swolkin and Bruna Gaglianone, perform a pas de deux in Don Quixote
WOT July_vt_Layout 1 11.09.15 11:27 Seite 10
11
The Russians were very impressedwith the reception it had received fromthe audience and the reverence of thecity towards art.
As a result the Bolshoi’s Artistic Di-rector, Alexander Bogatyrev, madeproposals to establish a unit of theschool in the city.
His long held ‘dream’ to export thetraining methods of the Bolshoi had,he felt, become a real possibility.
Today the school takes studentsfrom Brazil and South America from9 years of age for an 8 year course of-fering an education and ballet train-ing.
Since these first years many stu-dents have graduated with 67% con-tinuing in a career of dance.
Today in addition to regular con-certs in Joinville and Brazil tours havebeen held in Uruguay, Paraguay,
Working together with the city’smayor, Luiz Henrique da Silveira, planswere initiated to open the first schoolof Bolshoi ballet outside Russia.
Sadly in 1998 before the schoolopening, Alexander passed away, buthis wife, a former Bolshoi ballerina,Galina Kravchenko came to Brazil andtoday she is a ballet tutor at the school;continuing his legacy with other Russ-ian and Brazilian teachers.
Each year numerous groupsof aspiring dancers visit theschool for a tour
Switzerland, Italy, Germany and Rus-sia. But perhaps seen as the highestaccolade to its success, three gradu-ates are currently performing in theCorps of Ballet at the Bolshoi inMoscow.
Each year the best dance compa-nies in Brazil and overseas across Eu-rope and the USA continue to take onmany of the young dancers on grad-uation.
WOT July_vt_Layout 1 11.09.15 11:27 Seite 11
12 world of textiles | issue fifteen
WOT July_vt_Layout 1 11.09.15 11:27 Seite 12

13
Technical textiles are extremely di-verse in their end-use applicationsand manufacturers can be calledupon to quickly produce a succes-sion of materials with widely differ-ing properties - often within asingle shift.
These can range fromcarbon fabrics for today’shigh-performance com-posites, to filter mediawhich must perform inextreme temperatures.Then there are the heavy dutymembranes which are employed inthe collection and storage ofmethane in biogas plants, as wellas materials equipped with sensorsand electrical conductors which arenow used as base liners in DSCsolar cells.
These very different materials,however, have one thing in com-
There are modules for knife andslot die coating, in addition to thosesuitable for flexure, gravure and ro-tary-screen printing. Special mod-ules for powder scattering andspraying are also available.
The unit can be enclosed with aspecial casing when the handling of
tension-free coating of the sub-strate along a greatly-reduced webpath and a very short period of‘open’ coating prior to it entering
Global deliveries for Montex Allround modular coating system Only recently introduced, Montex Allround modular and interchangeable coatingsystem is already proving popular with technical textile producers. Global deliveries have been made to producers in China, France and Pakistan.
The patented Montex Allroundoffers considerablebenefits to manufacturers.
❝
❝
mon - they all require expert finish-ing for maximum efficiency.
In seeking to cater to the flexi-bility in processing technology de-manded by such wide-rangingproduction, Monforts has devel-
oped the new Montex Allround, amodular, interchangeable coatingsystem for technical textiles.
The patented Montex Allroundoffers considerable benefits to man-ufacturers of coated technical tex-tiles - and not least in respect of itsflexibility.
The modular coating heads ofthe system can be quickly and eas-ily changed by a specially-designedundercarriage from the side of theunit, allowing it to be adapted fordifferent applications.
fabrics treated with organic, or eventoxic solvents is taking place.
The Montex Allround, whichconsists of a spreading unit and apulling device along with the se-lected coating head, allows for the
the dryer; ensuring significantly lesschance of contamination.
The shortest possible distancebetween the coating head and thestenter infeed ensures the highestquality coating results.
WOT July_vt_Layout 1 11.09.15 11:27 Seite 13

world of textiles | issue fifteen
14
At first glance, the two production-scale finishing lines at the €2.5 mil-lion Monforts Advanced TechnologyCentre (ATC) at the company’s headoffice in Moenchengladbach, Ger-many look very similar, yet they’redesigned with very different marketsin mind.
And, at the same time, they rep-resent engineering capabilitieswhich are now solidly in place ontwo continents - the first line fortreating knitted fabrics having beenbuilt at the Monforts plant in Zong-shan, China, and the second linefor treating technical textiles at theSt Stephan facility in Austria.
”The ATC allows customers totest their own textiles and technicalfabrics on Monforts dyeing and fin-ishing machines under fully confi-dential, real production conditions,”said Vice-President of Marketing,Klaus Heinrichs.
”Using the results from thesetrials, we are also able to make rec-ommendations for improving many
fabric finishes. As a global company,Moenchengladbach remains thenerve-centre for what it’s possible toachieve with advanced finishingtechniques.”
The ATC also houses a Thermexrange for the continuous dyeing ofdenim and other woven fabrics, in-cluding the Econtrol process, con-sisting of a padder, infrared pre-dryer, hotflue chamber, cooling zoneand winder.
A steam generator for the Econ-trol dyeing processes is installed,along with utilities such as the ex-pansive colour kitchen and exten-sive fabric laboratory testing equip-ment.
The Monforts ATC offers unlim-ited potential for textile manufac-turers to differentiate their productsand benefit from Monforts’ vast ex-perience in fields ranging from spe-cial coating effects, elastane treat-ments, the over-dyeing of fabricsand the creation of entirely newspecial surface effects.
KnitwearThe Chinese-built Monfongs finish-ing line at the ATC is based arounda Montex 6500 stenter with verticalchain return and is designed for thestate-of-the art production of con-ventional knitwear.
Knitted fabrics, explained ATCManager, Fred Vohsdahl, must neverbe stretched and need to be treatedin a relaxed state. As a conse-quence, the 2.2 metre wide, four-chamber stenter incorporates aTwinAir nozzle system that ensuresthe relaxed fabric is kept at a suit-able height in between the upperand lower nozzle system, despite‘bowing’.
Exact selvedge control with theminimum pinning in is also extreme-ly important with knitted fabrics.
The line is equipped with thecompany’s Eco Applicator systemwhich eliminates the need for a con-ventional wet-on-wet padder, in-stead employing trough and rollertechniques to precisely apply the re-
Germany |
The nerve centre for textile finishingThe Monforts Advanced Technology Centre in Germany draws on all of theknow-how of the company in respect of fabric processing, including denim coating, elastane treatments, over-dyeing, creating special surface effects andmuch more. Textile journalist Adrian Wilson reports.
Knitted fabricsmust never be stretched and need to be treatedin a relaxed state.
Left to right: Peter Tolksdorf, Jürgen Hanel and Fred Vohsdahl
❝
❝
WOT July_vt_Layout 1 11.09.15 11:27 Seite 14

15
quired amount of liquid/coating tothe fabric.
This is an extremely flexible unit,allowing coating to be applied oneither side of the fabric, or both,and with single or separate finishes.
An obvious example would bethe application of a soil or water re-
pellent finish on the face fabric anda softener or water absorption fin-ish to the other side of the fabric.
”Compared with a padder sys-tem, the initial moisture content of60% is reduced to 40% using theEco Applicator, ensuring a reductionin drying times and reduced energy
costs,” explained Vohsdahl.”Theseare just a couple of the special ele-ments of the line which has beenengineered for complete, fingertipcontrol of all working parameters,”he added.
”People often talk of the ‘recipe’for setting advanced finishing lines,
but for me this word doesn’t accu-rately describe what’s beingachieved and is more applicable tothe dyehouse.“
”We’re talking about setting upand controlling all aspects of theline for maximum efficiency and re-peatability.”
WOT July_vt_Layout 1 11.09.15 11:27 Seite 15

16 world of textiles | issue fifteen
Technical textilesJürgen Hanel joined Monforts as themanager of the company’s TechnicalTextiles business three years agowhen the ATC was just at the plan-ning stage. He had a number of spe-cific ideas what the second line ded-icated to technical textiles within theATC should be able to offer.
Firstly, it had to be capable of pro-cessing organic solvents, which canoften be volatile.
”There was a wariness about or-ganic solvents, but in the end, they’renot as difficult to coat on textile sub-strates as they are on plastic filmswhere they’re already widely used,and they offer a lot of possibilities forcompanies to explore and develop en-tirely new products - especially infields such as medical and filtration,”he said.
Nevertheless, they do require ahighly-controlled and contained en-vironment, and as a consequence, theATC technical textiles line which in-
corporates a Montex 8000 four-chamber, horizontal chain stenter, isfitted with an explosion-proof coat-ing application chamber.
Every single component within thechamber has to meet the standardsof the European Union’s ATEX direc-tives for working in an explosive at-mosphere.
A range of sensors linked toalarms operate at various levels with-in the chamber to ensure the speci-fied temperature range is never ex-ceeded and the ventilation adapts ac-cordingly.
The coating heads can be knife orroller for dealing with either water orsolvent based finishes.
Special features on the finishingline relate to a further advancedfunction - the ability to treat materi-als not only at temperatures of up to300°C, but also to be able to treat thetop and bottom faces of certain ma-terials at different temperatures with-in a single pass through the machine.
Separate temperaturesAs a consequence, the first twochambers of the stenter are fitted withspecial, heavy duty TwinAir ventilationmotors and separate burners for in-dividual top/bottom temperature.
A temperature differential of upto 60°C can be achieved between theupper and lower nozzles within thechamber.
”There are a lot of applicationswhere employing two separate tem-perature treatments is beneficial,” ex-plained Mr Hanel.
He continued, ”For example,floorcoverings - where the textile facefabric is treated at one temperatureand the rubber backing at another -as well as PVC flooring employingchemical foams or for materials likeblack-out roller blinds with heavybackings.“
”And at the same time, in thepharmaceutical industry there arehundreds of different applications fororganic solvents such as anti-septic
Germany |
Though they look very similar, the two ATCstentering lines are engineered to dealwith very different material requirements.
WOT July_vt_Layout 1 11.09.15 11:27 Seite 16

17
panies, and also the quality standardsin place for aerospace and automo-tive grade materials,” Mr Hanel con-cluded. ”Denim manufacturers couldfind much inspiration from develop-ments in parallel fields such as these,in addition to benefiting from our longexperience of denim finishing.“
”We are always happy to discussexisting possibilities and also thedevelopment of new concepts.”
treatments which have to be treatedvery carefully and applied at very spe-cific temperatures in order not to de-stroy their efficacy.”
Other materials, such as PTFE-coated filter materials are also appliedand then cured at separate temper-atures.
StretchingAnother key feature is the specialstretching device which is capable ofpulling ten tons in length and ten tonsin width - a huge amount per squaremetre of fabric and necessary in theproduction of materials such as wo-ven or 3D knits for high temperaturefilter media.
Three weft straighteners - eachwith different key strengths - havebeen installed by Monforts ATC part-ners Erhardt + Leimer, Mahlo and Pl-eva.
”This line has been engineered toprovide the ultimate in precision fin-ishing, in order to achieve the stan-dards required by the medical com-
Using the resultsfrom these trials, we are also able to make recommendations for improving manyfabric finishes.
ATC manager Fred Vohsdahl at the controls of the dedicated Montex 6500 stenter.
❝
❝
WOT July_vt_Layout 1 11.09.15 11:27 Seite 17

18
Berto SpA, was the first Italian com-pany to install a Monforts stenterline with an integrated Eco Appli-cator, with which it has developed awide range of new coating andcolouring concepts.
At a recent Denim by PV exhibi-tion in Barcelona, Berto showcasedits Grace Kelly and Romance printeddenims and the Karma Glove rangeof coated stretch fabrics in vivid, full
colours, in addition to the ground-breaking Never Fade jeans.
A strategy of continuous invest-ment has been a key to Berto’s suc-cess - it began spinning its ownopen end yarns and adding ringspinning in 2004.
As denim output intensified, thecompany installed an indigo dyeingplant and later, as part of a majormodernisation and expansion pro-
gramme, took delivery of the eight-chamber Montex stenter with theEco Applicator installed in-line.
”This has enabled us to increaseeven further the wide range of dif-ferentiated fabrics - primarily den-ims - we are manufacturing eachseason,” says Finishing Manager,Sebastiano Antico.
”The sensor-controlled Eco Ap-plicator unit is a very efficient method
Italy |
Inspiration from ItalyBerto SpA is taking Italian flair and German finishing machinery innovation to a whole new level with its latest Never Fade solid indigo denims which are guaranteed to retain their colour for a lifetime.
The reliability and accuracy of the Monforts line is excellent.
❝
❝
world of textiles | issue fifteen
Finalist of
ITMA Sustainable Innovation Award 2015 -
Industry Excellence Award
WOT July_vt_Layout 1 11.09.15 11:27 Seite 18

19
of applying dyes and coatings via asophisticated roller system.”
”The reliability and accuracy ofthe Monforts line is excellent,” hecontinued, adding ”Since we in-stalled it, the percentage of fabricswe’ve had to re-work has de-creased substantially. It’s also al-lowed us to considerably expandthe range of special materials we
offer, including resin treated andpolymerized fabrics.“
”Our latest Never Fade solid in-digo denims have been a real successand rely on both a special dyeing tech-nique and the precision finishingmade possible by the Eco Applicator.”
The Eco Applicator unit allowsthe very precise application of treat-ments for new functionality on just
one side of the material, or on both,and can also apply separate treat-ments on each side.
The sensors automatically adjustthe moisture application rollers to thespeed of the fabric and can movewith or against the line, dependingon the desired objective.
Not only is this resulting in a widerange of new treatments and effects
being achieved by skilled specialists atBerto, it’s also leading to big savings,as a result of the amount of reduceddrying energy for the fabric being used.
As a supplier of denim to theleading European designer brands -including Armani, Dolce & Gabbanaand Valentino in Italy alone - Bertohas been quick to exploit the poten-tial of this new technology.
-
WOT July_vt_Layout 1 11.09.15 11:27 Seite 19

20 world of textiles | issue fifteen
A 6m long stretching field infeed toa Monforts compactor is ensuring sta-ble, precise and constant width di-mensions on a Montex line for In-donesia’s knitwear specialist P.T.Pelintra Gunawan; installed by the lo-cal representative DKSH.
Founded in 1990 in Jakarta byRudy Chan - who today still maintains
a daily presence in the business - P.T.Pulau Intan Lestari produced knittedfabric from bought in yarns, while P.T.Pelinitra Gunawan maintain the tex-tile colouring and finishing.
When the factory was severelyflooded in 1995, the decision wasmade to move to Cikampek, some 98km away.
By 2000 the company opened itsown dyeing and finishing facility pur-chasing its first Montex and a Mon-forts relaxation dryer for the in-houseproduced circular knitwear increasingproduction to 280t/month.
Three years later further expansionsaw a second Montex installed anda Monforts compactor increasingproduction further to above330t/month.
Late last year a third Montexwas delivered and installed by DKSH,increasing production up to500t/month.
”Not a large scale operation butefficient, quality driven and meetingtimely deliveries,” said ProductionManager, Anthony Chan.
Up to 80% of production today iscotton and its blend of primarily65:35 and 50:50 cotton/polyester.Other blends feature viscose, tencel
Indonesia |
Extended stretching field infeedfor knitwear specialist Indonesian knitwear specialist P.T. Pelinitra Gunawan, has installed a 6m longstretching field infeed to ensure precise and constant width dimensions.
Production Manager, Anthony Chan
WOT July_vt_Layout 1 11.09.15 11:28 Seite 20

bacteria, anti-yellowing, quick dryand others.
Independent compactorAlongside the latest Montex, the feltcompactor has been installed for in-dependent operation rather than inline offering increased flexibility. Fea-turing a felt belt it offers according toAnthony, ”good hand feel and lustre.”
”It also offers good ‘bulky’ feel ifrequired” he added.
Working 24 hours six days aweek, the company places great em-phasis on day-to-day routine main-tenance to ensure trouble-free oper-ation.
In concluding Anthony Chan con-firmed that the company associatedMonforts machinery with good Ger-man engineering precision. He added,”We have therefore stayed with theirfinishing machines with the latest de-livery.”
21
and polyester lycra. For cotton/lycrablends of 5 - 12% lycra maximum areproduced.
Fabric widths of 50 - 86 inch areproduced from 85 - 380gsm - the lat-ter generally baby-terry knit for jack-ets. Principally knitwear of 110 -210gsm is produced for men’s andladies casual and intimate fashionwear for the Japanese and Germanmarkets.
Indirect export, through local gar-ment make up and Indonesian agen-cies for customers such as Uniqlo,Asics, S Oliver, Esprit and MassimoDutti account for 50% of production.
Latest MontexThe recently installed Montex, ac-cording to Andreas Arya, DSKHProduct Manager-Textiles, intro-duces the latest technology toPelinitra Gunawan and includesheat recovery to make the line morethan 30% more energy efficient;thereby significantly reducing en-ergy costs.
”It is also more user friendly, of-fering easy to use programmes,”confirmed Anthony Chan.
All three Montex stenters havethe capability to provide a variety offinishing processes including anti-
The Monforts Compactor features a 6m long stretching field infeed to ensure stable,precise and constant fabric width dimensions.
Late last year athird Montex was delivered and installed by DKSH, increasing production up to500t/month.
❝
❝
WOT July_vt_Layout 1 11.09.15 11:28 Seite 21

world of textiles | issue fifteen
Indonesia’s Asia Citra Pratama hastaken delivery of a second wide-width Montex stenter to meet in-creased production for its qualityhome textiles range.
In 2009 the established familybusiness of Asia Citra Pratama (ACP)made a significant decision. Mr andMrs Aries Tedjawisastra had foundedthe company in 1986, starting as aprinter of narrow-width fabrics forshirts.
The idea was then to diversifyfurther, into wide-width quality fab-rics for home textiles and especiallybed linen.
ACP was finding it impossible toexpand its premises: surrounded byresidential and commercial properties,there was no room for expansion.
So the decision was made to in-vest in a new production plant at thegreen industrial zone of SuryaciptaCity of Industry, in Karaweang, WestJava.
Greenfield siteLocated some 80km from Bandungand 55km south of Jakarta, the newsite was a Greenfield one, and re-quired the building and equipping ofentirely new premises.
The family’s two sons, Hendraand Henky Tedjawisastra tookcharge of the new plant, whichstarted production in October 2010.
Hendra Tedjawisastra says thatthe decision to invest in a Montexstenter at that time had been basedon the quality and reliability of theMontex machine that had been in-stalled in Bandung in 1990, andwhich after 20 years was still pro-viding ”fantastic service”.
ACP has recently added a secondMontex stenter to its new mill, dou-bling the size of its production po-tential.
”The new Montex is exactly thesame specification as the first unit,”said Hendra. ”Both can handlewidths of 3.2m, which is what weneed for the bed linen.”
”Both have eight chambers andare handling mostly materials of 120g/m².”
Hendra said that the secondMontex was needed because extraprinting capacity was added: ACPhas a complete wide-width pre-set-ting, finishing and production linefor pigment printing, and has re-cently introduced a reactive printingline.
Between them the two stentershave a capacity of around 2 .5 mil-lion metres per month, with thethroughput averaging about800,000 metres per month for eachmachine.”Most of the fabric makes twopasses through the stenters, the firstfor setting and the second for finish-
Bed linen specialist invests in second wide-width Montex
Indonesia |
Asia Citra Pratama has added a second wide-width Montex stenter to its newtextile mill opened in 2010.
22
WOT July_vt_Layout 1 11.09.15 11:28 Seite 22

”The Indonesian market ischanging,” says Hendra. ”The rapidgrowth of the middle class, with itsdemand for higher quality products,is creating a great opportunity for us.And we are also starting to enter theinternational market.“
ing, following the printing processand the steamer,” he stated.
Energy savingsSuryacipta City of Industry is de-signed as a garden industrial zone,and the environmental protectionafforded by the Montex was an im-portant factor when choosing to in-vest in the new mill, as were theenergy saving features such as theheat recovery system that feeds ex-haust air heat into the heat ex-changer to heat the fresh combus-tion air.
”We are minimising the use ofwater and electricity. For our energysource we use compressed naturalgas, CNG, which is friendly to the en-vironment as it does not create anyhazardous or toxic wastes.
We also have our own waste-water processing facility that com-
plies to the industrial zone’s qualitystandards.“
”So we have a safe, healthy workenvironment and our entire philoso-phy is based upon producing qualityproducts in a safe and environmen-tally responsible manner.”
ACP is now intent upon buildingon the expertise of the older gener-ation and becoming leader in theproduction of home textiles for In-donesia, with the emphasis on bedsheets and curtain sets, bed coversets, quilt cover sets and duvets.
23
The newMontex is exactlythe samespecification as thefirst unit, saidHendra. Both canhandle widths of3.2m, which is whatwe need for thebed linen.
❝
❝
Hendra Tedjawisastra
WOT July_vt_Layout 1 11.09.15 11:28 Seite 23

24
world of textiles | issue fifteen
A. Monforts Textilmaschinen GmbH & Co. KGGermany | A Member of CHTC Fong’s Industries
www.monforts.com
Competence in Denim Finishing
THINKING AHEADFOR SUSTAINABLE SOLUTIONS
WOT July_vt_Layout 1 11.09.15 11:28 Seite 24

Teil 2.: Effektfärbungen auf Denim-Breitware mit dem Eco Applicator
Die schnell wachsende Mode stellt ständig neue Anforderungen an die Tex-tilveredler, dabei macht sie immer neue Vorgaben, besonders bei der Vered-lung und Ausrüstung von Denim.
Veredelte Denimware in Breitform, ist für die Ausrüster eine weitere Chancefür die Zukunft.
Mit aktueller Verfahrenstechnik und innovativem Maschinenbau bietetMonforts ein ökonomisch und ökologisch ausgereiftes Maschinen- und Ver-fahrensprogramm zur Denim-Veredlung.
Überfärben, Effektfärben, Drucken, spezielle Vorbehandlungen, Beschich-tung und Funktionalisierung bestimmen zur Zeit im Denimbereich dasThema bei Designern, Webern und Ausrüstern.
Coloured-Jeans liegen im Trend, spezielle Effekte sind erwünscht, Funktio-nalisierung wie z.B. verschiedene Hydrophobierungen, Hydrophilierungenund Flammschutzausrüstungen sind erforderlich.
Wellness ist das „neue Zauberwort“ für spezielle Denim-Ausrüstungen.
Monforts wird zukünftig mit Beiträgen zu diesen Themen in Monforts Worldof Denim berichten. Folgende Beiträge sind unter anderem vorgesehen:
Teil 1 Überfärben von Denim Rohware mit Reaktivfarbstoffen nach dem Econtrol®-Verfahren
Teil 2 Effektfärbungen auf Denim-Breitware mit dem Eco Applicator
Teil 3 Denim - Warengriff kreativ gestalten durch Vorbehandlungsmethoden
Teil 4 Denim - aktuelle Möglichkeiten zur Funktionalisierung und Beschichtung
Teil 5 Denim- Recken, Schrägstellen und kompressiv Krumpfen
Monforts bietet eine Vielzahl von Verfahren und Anlagen zur Veredlung von Denim an.
Für die Veredlung von Denim Rohware nach dem Putzen und Sengensowie für vorbehandelte und vorgewaschene Breitware werden z.B.: Foulards, Schaumauftragsanlagen, Minimalauftragsanlagen, Reck-undSchrägstellwerke in verschiedenen Größen und Ausführungen, Trocknerund kompressive Krumpfanlagen.
Zur Erzielung von Effekten werden Verfahren und Anlagen, zum Ent-schlichten, Mercerisieren,
Abziehen, Kontinuefärben, einseitigem oder zweiseitigem Effektfärben,einseitigen oder zweiseitigen Effektausrüstungen und diverse Funktionali-sierungs- und Beschichtungs- möglichkeiten angeboten.
Dieser Beitrag befasst sich mit Effektfärbungen auf Denim-Breitware mitdem Minimalauftragsaggregat Monforts Eco Applicator.
Part 2: Effect dyeing of denim wide-open fabric using the Eco Applicator
The rapidly growing fashion constantly makes new demands on textilefinishers with ever newer specifications, particularly for the finishing ofdenim.
Finished denim fabric in wide-open form is a further opportunity for fin-ishers in the future.
With the latest process engineering and innovative machine technology,Monforts offers an economically and ecologically mature machine andprocess programme for denim finishing.
Over-dyeing, effect dyeing, printing, special pretreatments, coatings andfunctionalisation are currently determining the topics of the hour in thedenim segment for designers, weavers and finishers.
Coloured jeans are the trend, special effects are called for, with function-alisation, such as various hydrophobic or hydrophilic finishes, flameproof-ing, etc., required.
Wellness is the new catch word for special denim finishing.
Monforts will be reporting on these topics in future with the Following ar-ticles planned:
Part 1 Over-dyeing of denim grey fabric with reactive dyestuffs using the Econtrol® process
Part 2 Effect dyeing of denim wide-open fabric using the Eco Applicator
Part 3 Denim - Pretreatment methods for creative fabric handles
Part 4 Denim - The latest possibilities for functionalisation and coating
Part 5 Denim - Stretching, skewing and compressive shrinking
Monforts offers a wide variety of processes and ranges for the finishing of denim.
For finishing of denim grey fabric after cleaning and singeing, and for pre-treated and prewashed open-wide fabric Monforts offers, for example,padders, foam applicators, minimum-liquor applicators, numerous sizesand versions of stretching and skewing devices, dryers and compressiveshrinkage ranges.
Processes and ranges are offered, for example, for desizing, mercerising,
stripping, continuous dyeing, single-sided or two-sided effect dyeing, sin-gle-sided or two-sided effect finishing and various functionalisation andcoating possibilities in order to create special effects.
This article deals with the effect dyeing of denim wide-open fabric usingthe Monforts Eco Applicator minimum-liquor applicator.
Monforts Denim Ranges A Concept for Denim Finishing Possibilities By Dipl. Ing. Kurt van Wersch, Senior Consultant
Monforts Denim-Anlagen Ein Konzept für Denim-Veredlungsmöglichkeitenvon Dipl.- Ing. Kurt van Wersch, Senior Consultant
| Technical Feature
25
WOT July_vt_Layout 1 11.09.15 11:48 Seite 25
26 world of textiles | issue fifteen
Technical Feature |
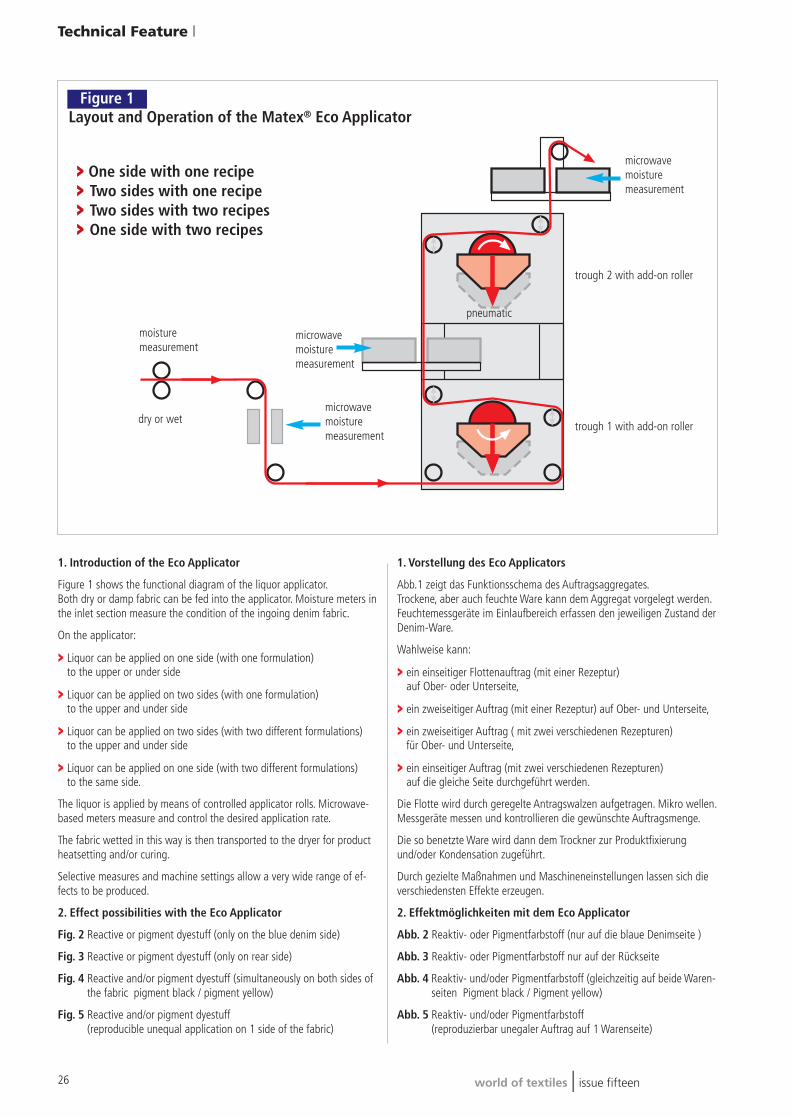
1. Introduction of the Eco Applicator
Figure 1 shows the functional diagram of the liquor applicator.Both dry or damp fabric can be fed into the applicator. Moisture meters inthe inlet section measure the condition of the ingoing denim fabric.
On the applicator:
> Liquor can be applied on one side (with one formulation) to the upper or under side
> Liquor can be applied on two sides (with one formulation) to the upper and under side
> Liquor can be applied on two sides (with two different formulations) to the upper and under side
> Liquor can be applied on one side (with two different formulations) to the same side.
The liquor is applied by means of controlled applicator rolls. Microwave-based meters measure and control the desired application rate.
The fabric wetted in this way is then transported to the dryer for productheatsetting and/or curing.
Selective measures and machine settings allow a very wide range of ef-fects to be produced.
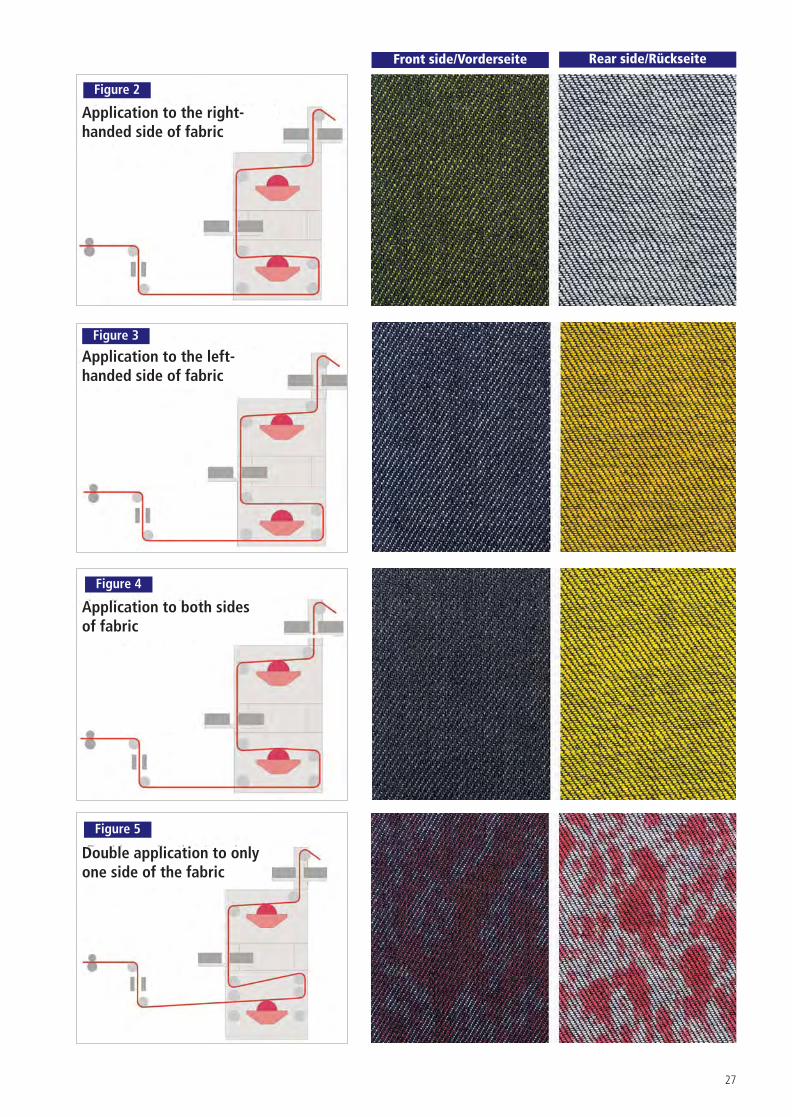
2. Effect possibilities with the Eco Applicator
Fig. 2 Reactive or pigment dyestuff (only on the blue denim side)
Fig. 3 Reactive or pigment dyestuff (only on rear side)
Fig. 4 Reactive and/or pigment dyestuff (simultaneously on both sides ofthe fabric pigment black / pigment yellow)
Fig. 5 Reactive and/or pigment dyestuff (reproducible unequal application on 1 side of the fabric)
1. Vorstellung des Eco Applicators
Abb.1 zeigt das Funktionsschema des Auftragsaggregates. Trockene, aber auch feuchte Ware kann dem Aggregat vorgelegt werden.Feuchtemessgeräte im Einlaufbereich erfassen den jeweiligen Zustand derDenim-Ware.
Wahlweise kann:
> ein einseitiger Flottenauftrag (mit einer Rezeptur)auf Ober- oder Unterseite,
> ein zweiseitiger Auftrag (mit einer Rezeptur) auf Ober- und Unterseite,
> ein zweiseitiger Auftrag ( mit zwei verschiedenen Rezepturen) für Ober- und Unterseite,
> ein einseitiger Auftrag (mit zwei verschiedenen Rezepturen) auf die gleiche Seite durchgeführt werden.
Die Flotte wird durch geregelte Antragswalzen aufgetragen. Mikro wellen.Messgeräte messen und kontrollieren die gewünschte Auftragsmenge.
Die so benetzte Ware wird dann dem Trockner zur Produktfixierungund/oder Kondensation zugeführt.
Durch gezielte Maßnahmen und Maschineneinstellungen lassen sich dieverschiedensten Effekte erzeugen.
2. Effektmöglichkeiten mit dem Eco Applicator
Abb. 2 Reaktiv- oder Pigmentfarbstoff (nur auf die blaue Denimseite )
Abb. 3 Reaktiv- oder Pigmentfarbstoff nur auf der Rückseite
Abb. 4 Reaktiv- und/oder Pigmentfarbstoff (gleichzeitig auf beide Waren-seiten Pigment black / Pigment yellow)
Abb. 5 Reaktiv- und/oder Pigmentfarbstoff (reproduzierbar unegaler Auftrag auf 1 Warenseite)
Figure 1Layout and Operation of the Matex® Eco Applicator
microwavemoisturemeasurement
microwavemoisturemeasurement
trough 2 with add-on roller
trough 1 with add-on roller
pneumatic
microwavemoisturemeasurement
moisturemeasurement
dry or wet
> One side with one recipe> Two sides with one recipe> Two sides with two recipes> One side with two recipes
WOT July_vt_Layout 1 11.09.15 11:48 Seite 26
27
Figure 2
Figure 3
Figure 5
Figure 4
Front side/Vorderseite Rear side/Rückseite
Application to the right-handed side of fabric
Application to the left-handed side of fabric
Application to both sidesof fabric
Double application to onlyone side of the fabric
WOT July_vt_Layout 1 11.09.15 11:48 Seite 27
28 world of textiles | issue fifteen
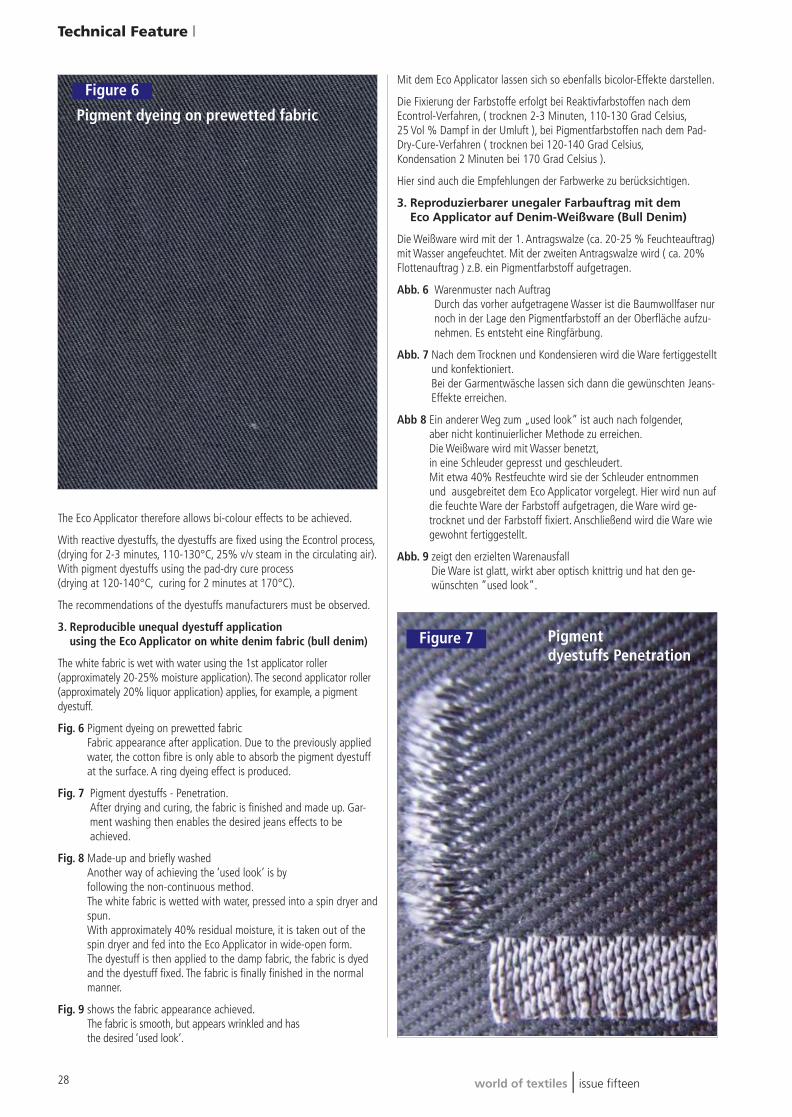
The Eco Applicator therefore allows bi-colour effects to be achieved.
With reactive dyestuffs, the dyestuffs are fixed using the Econtrol process,(drying for 2-3 minutes, 110-130°C, 25% v/v steam in the circulating air).With pigment dyestuffs using the pad-dry cure process (drying at 120-140°C, curing for 2 minutes at 170°C).
The recommendations of the dyestuffs manufacturers must be observed.
3. Reproducible unequal dyestuff application using the Eco Applicator on white denim fabric (bull denim)
The white fabric is wet with water using the 1st applicator roller(approximately 20-25% moisture application). The second applicator roller(approximately 20% liquor application) applies, for example, a pigmentdyestuff.
Fig. 6 Pigment dyeing on prewetted fabric Fabric appearance after application. Due to the previously appliedwater, the cotton fibre is only able to absorb the pigment dyestuffat the surface. A ring dyeing effect is produced.
Fig. 7 Pigment dyestuffs - Penetration.After drying and curing, the fabric is finished and made up. Gar-ment washing then enables the desired jeans effects to beachieved.
Fig. 8 Made-up and briefly washedAnother way of achieving the ‘used look’ is by following the non-continuous method.The white fabric is wetted with water, pressed into a spin dryer andspun.With approximately 40% residual moisture, it is taken out of thespin dryer and fed into the Eco Applicator in wide-open form. The dyestuff is then applied to the damp fabric, the fabric is dyedand the dyestuff fixed. The fabric is finally finished in the normalmanner.
Fig. 9 shows the fabric appearance achieved. The fabric is smooth, but appears wrinkled and has the desired ‘used look’.
Mit dem Eco Applicator lassen sich so ebenfalls bicolor-Effekte darstellen.
Die Fixierung der Farbstoffe erfolgt bei Reaktivfarbstoffen nach demEcontrol-Verfahren, ( trocknen 2-3 Minuten, 110-130 Grad Celsius, 25 Vol % Dampf in der Umluft ), bei Pigmentfarbstoffen nach dem Pad-Dry-Cure-Verfahren ( trocknen bei 120-140 Grad Celsius, Kondensation 2 Minuten bei 170 Grad Celsius ).
Hier sind auch die Empfehlungen der Farbwerke zu berücksichtigen.
3. Reproduzierbarer unegaler Farbauftrag mit dem Eco Applicator auf Denim-Weißware (Bull Denim)
Die Weißware wird mit der 1. Antragswalze (ca. 20-25 % Feuchteauftrag)mit Wasser angefeuchtet. Mit der zweiten Antragswalze wird ( ca. 20%Flottenauftrag ) z.B. ein Pigmentfarbstoff aufgetragen.
Abb. 6 Warenmuster nach Auftrag Durch das vorher aufgetragene Wasser ist die Baumwollfaser nurnoch in der Lage den Pigmentfarbstoff an der Oberfläche aufzu-nehmen. Es entsteht eine Ringfärbung.
Abb. 7 Nach dem Trocknen und Kondensieren wird die Ware fertiggestelltund konfektioniert.Bei der Garmentwäsche lassen sich dann die gewünschten Jeans-Effekte erreichen.
Abb 8 Ein anderer Weg zum „used look” ist auch nach folgender, aber nicht kontinuierlicher Methode zu erreichen.Die Weißware wird mit Wasser benetzt, in eine Schleuder gepresst und geschleudert.Mit etwa 40% Restfeuchte wird sie der Schleuder entnommenund ausgebreitet dem Eco Applicator vorgelegt. Hier wird nun aufdie feuchte Ware der Farbstoff aufgetragen, die Ware wird ge-trocknet und der Farbstoff fixiert. Anschließend wird die Ware wiegewohnt fertiggestellt.
Abb. 9 zeigt den erzielten Warenausfall Die Ware ist glatt, wirkt aber optisch knittrig und hat den ge-wünschten ”used look”.
Technical Feature |
Figure 7 Pigment dyestuffs Penetration
Pigment dyeing on prewetted fabric
Figure 6
WOT July_vt_Layout 1 11.09.15 11:48 Seite 28

29
The use of the Eco Applicator offers a wide variety of possibilities forachieving effects on wide-open denim fabric. It offers great potential forcreative developers.
Denim forms a particularly significant part of present-day textile produc-tion with growing production figures.
Fashion designers, designers, dyestuff manufacturers, chemical industry, tex-tile producers and machine engineering constantly work, hand-in-hand,with new ideas and innovations in order to achieve these growing produc-tion figures and to offer the consumer an ‘ever young’ denim product.
Denim reinvents itself time and again. We can help and show you how!
Der Einsatz des Eco Applicators liefert eine Vielzahl von verschiedenenMöglichkeiten Effekte auf Denim-Breitware zu erreichen. Der Eco Applica-tor bietet ein großes Potetial für kreative Entwickler.
Denim ist ein besonders zu beachtender Bestandteil der heutigen Textil-produktion mit wachsenden Produktionszahlen.
Modeschöpfer, Designer, Farbwerke, chemische Industrie, Textilproduzen-ten und Maschinenbau arbeiten Hand in Hand mit ständig neuen Ideenund Innovationen, um diese wachsenden Produktionszahlen zu verwirkli-chen und dem Verbraucher ein immer junges Denimprodukt zu liefern.
Denim erfindet sich immer wieder neu. Wir helfen mit und zeigen wie!
Figure 8
Figure 9
Made-up and briefly washed
WOT July_vt_Layout 1 11.09.15 11:48 Seite 29

30 world of textiles | issue fifteen
cluding Polyester/Cotton (TC), 100%Cotton, Spandex, 100% Rayon andPolyester/Rayon (TR); these fabrics aremanufactured through the use ofShuttle Looms and Air Jet Looms, insizes ranging from 47 - 69 inches.
Batik beginnings In 1928, Kasom Tjokrosaputro start-ed a cottage industry business sellingbatik from door to door in the In-donesian city of Solo in Central Java.His sons, Handoko and HandimanTjokrosaputro continued the familybusiness by establishing a textilemanufacturing company.
Named Dan Liris, in reference tothe Javanese philosophy of ‘UdanLiris’, meaning a steady light rain ordrizzle, the textile manufacturingcompany was founded with the ex-pectation that it would be able toachieve strong and stable growth,while delivering prosperity to itsshareholders, employees, partnersand the surrounding community.
Founded in 1974 initial operationsfocused primarily on a Weaving Di-vision before quickly expanding to in-clude divisions in Spinning, Finishing& Printing, and Garments by 1976.
The installation of the first new gen-eration Thermex 6500 continuousdyeing range fully equipped with Econtrol® will further strengthen P.T.Dan Liris’ ability to meet market de-mand in Indonesia and overseas, aswell as facilitate the manufacture ofhigh quality textile goods.
Prior to using the Thermex 6500continuous dyeing technology - or-dered through local representative,DKSH - Dan Liris had relied on an out-dated method that required more timeto complete and was less efficient.
Following the successful installa-tion of the new Thermex 6500, DanLiris is now targeting a level of qual-ity that will allow the company to en-hance the competitiveness of itsproducts in international markets.
Econtrol®
The Monforts Econtrol® system is de-signed to not only ensure the high-est product quality, but also to min-imize the use of dyestuff and chem-icals, and reduce water consumption.
The system will prove particular-ly useful to Dan Liris in dyeing itsrange of fabrics weighing between 60- 250 gsm. Made from materials in-
Today, under the guidance ofChief Commissioner I.P. ElizabethSindoro, wife of the late HandimanTjokrosaputro, the leadership haspassed to the family’s third genera-tion following the appointment of MsMichelle Tjokrosaputro as CEO.
Manufacturing capabilitiesToday Dan Liris fully vertical operationsinclude spinning, weaving, finishing& printing and a garment division.
The Spinning Division, with a to-tal of 108,680 spindles has a pro-duction capacity of 86,944 bales ofyarn per year. This unit serves both lo-cal and export markets, as well as pro-viding the company with the materi-als needed for other textile manu-facturing processes.
It’s Weaving Division has 572shuttle looms and 537 air jet looms,operating at a production capacity of85 million metres of fabric per year.The division caters for the local mar-
Indonesia |
Indonesia’s first new Thermex continuous dyeing rangeIn keeping with a strategy to modernize its production facilities, Indonesia’s P.T. Dan Liris has begun using the first new generation Thermex 6500 continuousdyeing range; to increase its production capacity and improve quality.
Mr Heru Sudarno, Director - Textile Production.
WOT July_vt_Layout 1 11.09.15 11:48 Seite 30

31
ket, as well as overseas buyers and forDan Liris’ own internal use.
Following the new Thermex 6500installation the finishing & printing di-vision has a production capacity of 42million yards of fabric per year, withproducts allocated to the local mar-ket as well as for export to marketsincluding Australia, Europe, Japanand the United Kingdom.
Econtrol® is a registred Mark of DyStar Colours Distribution GmbH, Germany
WOT July_vt_Layout 1 11.09.15 11:48 Seite 31

32 world of textiles | issue fifteen
Covering an area of 2500m², it fea-tures six square platforms toppedby three circular platforms and isdecorated by almost 3000 reliefpanels depicting life during this pe-riod and 72 Buddha statues, eachseated inside a perforated stupa.
The structure’s base measures123m x 123m with 4m thick walls.The temple’s six terraces above thebase are each of diminishingheights.
Above these, three circular plat-forms are topped by a main dome -
the top of which is highest point ofthe monument at 35 m aboveground level.
The temple was abandoned dur-ing the 14th century with the sitegradually being taken over by thesurrounding jungle. It was to layhidden for centuries under layers ofvolcanic ash and jungle growth.
Worldwide knowledge of its ex-istence was ‘sparked’ in 1814 by SirThomas Stamford Raffles, then theBritish ruler of Java and also thefounder of Singapore.
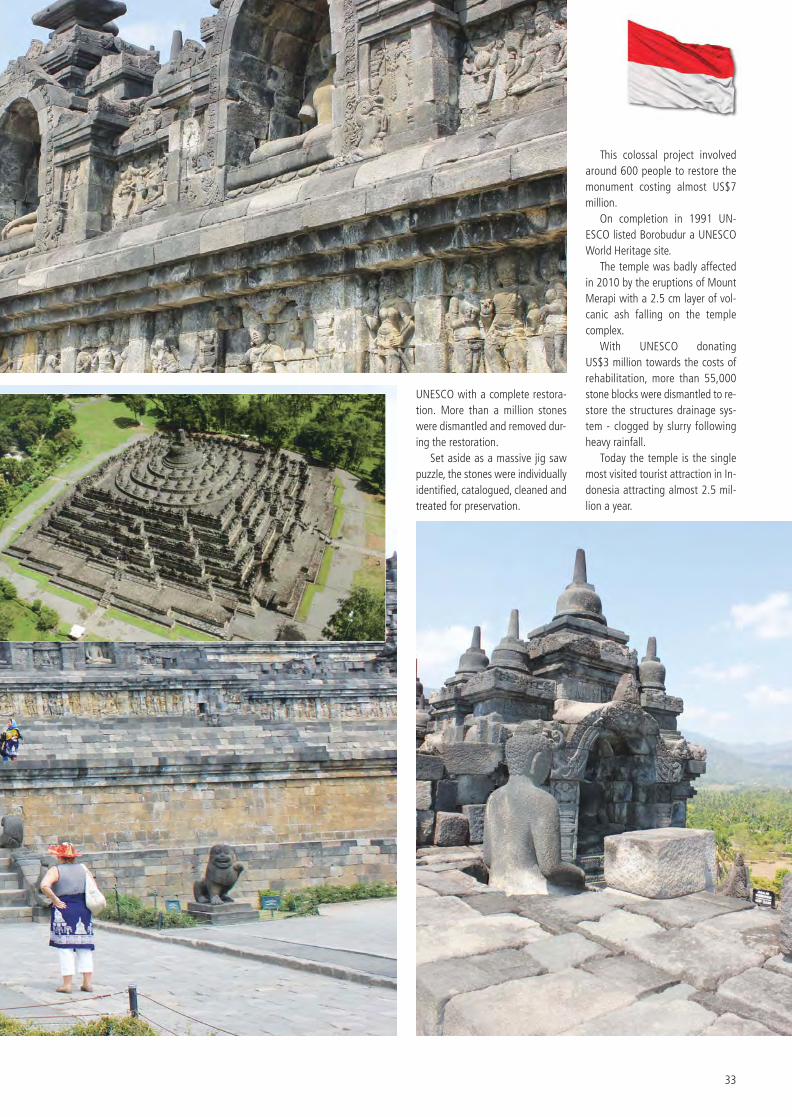
Borobudur has since seen manyrestorations. The largest being un-dertaken between 1975 and 1982by the Indonesian government and
Indonesia |
Borobudur - a gem in Indonesia’s historyJust a few hours’ drive from Dan Liris is one of thegreatest Buddhist monuments, dating from the 8thand 9th centuries and considered to be the world’slargest Buddhist temple.
WOT July_vt_Layout 1 11.09.15 11:48 Seite 32
33
UNESCO with a complete restora-tion. More than a million stoneswere dismantled and removed dur-ing the restoration.
Set aside as a massive jig sawpuzzle, the stones were individuallyidentified, catalogued, cleaned andtreated for preservation.
This colossal project involvedaround 600 people to restore themonument costing almost US$7million.
On completion in 1991 UN-ESCO listed Borobudur a UNESCOWorld Heritage site.
The temple was badly affectedin 2010 by the eruptions of MountMerapi with a 2.5 cm layer of vol-canic ash falling on the templecomplex.
With UNESCO donating US$3 million towards the costs ofrehabilitation, more than 55,000stone blocks were dismantled to re-store the structures drainage sys-tem - clogged by slurry followingheavy rainfall.
Today the temple is the singlemost visited tourist attraction in In-donesia attracting almost 2.5 mil-lion a year.
WOT July_vt_Layout 1 11.09.15 11:48 Seite 33

34 world of textiles | issue fifteen
”We also bought the Econtrolsystem to help us reduce the cost ofproduction by reducing water con-sumption and controlling pollutionas well,” he added.
The company’s fabric dyeingplant in Lahore were alreadyequipped with Monforts stentering,sanforizing and other equipment,which have been complemented bythe new Thermex and Econtrol®
systems.
Continuous reactive dyeing The Thermex 6500 continuous dye-ing system along with the Econtrol®
was ordered through local repre-sentative Al Ameen Trading.
”Since we had already been re-lying on Monforts technology dye-ing, l felt that we should considerchanging to continuous dyeing forbottom wear, narrow width dyeing- which accounts for 70% of ourtotal dyeing capacity.“
”Furthermore, with this experi-ence we did not want to deviate
Pakistan’s Nishat Mills has takendelivery of a purpose-ordered, Ther-mex 6500 continuous dyeing rangewith an Econtrol® process system tointroduce, it is thought, the coun-try’s first continuous reactive dyeingline.
According to Nishat Mills Tech-nical Director, Hafeez- ur- RehmanSiddiqui the company had recog-nised that the combination of Ther-mex 6500 and Econtrol® wasproving extremely popular in Indiabut the concept was new for Pak-istan.“
”There had to be a reason for itssuccess. Although at this point weare still learning and evaluating asit has only been a few months sinceits installation.“
”We are looking to meet ourtarget of at least a million metresper month but our decision to ac-quire the Thermex system was notonly to increase production, butalso to enhance quality and repro-ducibility.
from our existing range and config-urations.“
”We evaluated the various ad-vantages of the Econtrol® processto meet our specific quality param-eters in processing bottom wear,narrow width, woven fabrics.“
The main advantage of theEcontrol® process, in addition to theenergy savings, for Nishat, was theimproved fabric specifications ofdyed materials with, for example,rubbing and light fastness, whencompared with other processes, ac-cording to Mr Siddiqui.
He went on to explain, ”We ex-pect better quality and fabric spec-ifications, and are currently running100% cotton.“
”An impressive feature of theThermex continuous dyeing withEcontrol® is its energy savings,” heexplained elaborating further, ”Thecost of utilities in Pakistan is veryhigh; almost equal to the total costof dyes and chemical consump-tion.“
Pakistan |
Debut for Thermex 6500 withEcontrol® process in PakistanContinuous reactive dyeing process on a new Thermex 6500 continuous dyeingsystem with an Econtrol® unit at Pakistan’s Nishat Mills is thought to be the first in Pakistan.
Nishat MillsTechnical Director, Hafeez- ur- Rehman Siddiqui
Thermex 6500 and Econtrol® wasproving extremelypopular in India butthe concept was new for Pakistan.
❝
❝
WOT July_vt_Layout 1 11.09.15 14:04 Seite 34

35
Econtrol® is a registred Mark of DyStar Colours Distribution GmbH, Germany
WOT July_vt_Layout 1 11.09.15 11:48 Seite 35
36 world of textiles | issue fifteen
meeting our target of 1 million me-tres of fabric per month,” he con-cluded.
Nishat Group With two spinning units and an ex-isting Monforts yarn dyeing opera-tion in Faisalabad, a weaving unit inSheikhupura and weaving, fabric dye-ing and finishing, stitching and gar-ment making-up operations in La-
hore, Nishat has grown over the yearsto become one of the biggest verti-cally-integrated textile operations inthe country.
The fabric processing plant hasthe capacity to process over 10 mil-lion m of fabric monthly and has beenpurpose-designed to handle heavyweight fabrics such as twills, canvasand poplins, in addition to stretchfabrics in all high density weaves.
Nishat’s operations are alsoequipped with extremely efficient,captive co-generation, power plantsto meet in-house energy require-ments at all of its spinning, weaving,processing, stitching and apparelunits.
It has been a satisfied Monfortscustomer since starting in housedyeing operations in 1989; follow-ing its formation in 1951.
Pakistan |
”The continuous process Econ-trol® is not only energy efficient butalso offers ecological advantages ofcontinuous finishing with a minimumuse of chemicals.“
”It is great that we can finish ourfabrics with excellent light and wash-ing fastness.“
”Installing the Thermex 6500 withEcontrol® was the right decision forus and will greatly contribute to
WOT July_vt_Layout 1 11.09.15 11:48 Seite 36

37
With the Econtrol T-CA method itis now possible to dye polyester andcotton together in one step.
This saves the reductive cleaningand the associated intermediate dry-ing. In addition to time savings and thereduced use of chemicals, the energyconsumption is also significantly re-duced.
”Our customers were impressed”,said authorised signatory Klaus Hein-richs when summarising the delega-tion's visit. But Heinrichs did notneed to do any persuading.
On the contrary: ”Many of themreported that our machines havebeen used for years to their completesatisfaction in their production. Thatmakes me proud”.
After the impressive demonstra-tion, it is very likely that other ma-chines will be added.
Fourteen Plant Managers and Tech-nical Managing Directors of Pak-istan’s leading textile manufacturerswere shown the latest productionprocesses and resource-efficient so-lutions at the Technology Centre.
The exchange of views and in-formation among experts at theTechnology Centre is very importantto Monforts.
”The suggestions for refinementsand product improvements are ofteninitiated by our customers,” em-phasised Chief Technologist PeterTolksdorf. Pakistan is one of the mostimportant individual markets in Asiafor Monforts.
For decades this important mar-ket has been supplied with finishingand dyeing machines for the textileindustry. ”Quality awareness is alsoincreasing in Pakistan,” confirmed
Wolfgang Poos, who is responsiblefor Monforts' sales in Pakistan.”And Monforts' machines are worldleaders when it comes to sustainableand energy-efficient solutions,” headded.
The visitors were more than tak-en by the opportunities presented atthe Technology Centre.
In an experiment on the dyeingmachine, an environmentally-friend-ly dyeing procedure was performedwith the support of the dye manu-facturer DyStar according to the‘Econtrol® process’ jointly devel-oped by Monforts and DyStar.
The Econtrol® method already fix-es the dye during the drying processby means of a controlled chamber cli-mate with 25 volume percent ofsteam, so that the entire steamingprocess can be saved.
Only 20 grams of salt per litre oftreatment liquor is now required (ap-proximately 20 tonnes per year in-stead of the previous 500tonnes).The energy-intensive oper-ation of an additional damper is nolonger needed.
In addition, the dyeing result isalready available after two minutes,whereas in the conventionalprocesses, for example the coldpad-batch method, 12 to 24 hourshave to be scheduled. This alsosaves energy.
Since the proportion of textileswith fibre mixtures such as poly-ester/cotton has considerably in-creased over recent years, a furtherspecialised method has been devel-oped on the basis of the Econtrol®
process to fulfil the specific require-ments.
Pakistani textile manufacturersvisit the Technology CentreLeading Pakistani textile manufacturers were provided with an exclusive insightinto the latest dyeing technologies at the Technology Centre at the company'sheadquarters in Mönchengladbach.
The suggestionsfor refinements andproduct improve-ments are often initiated by our customers.
❝
❝
WOT July_vt_Layout 1 11.09.15 11:48 Seite 37

38 world of textiles | issue fifteen
Malhas Sonix, a leading Portugueseknitwear dyeing and finishing spe-cialist has installed a purpose-orderedToptex sanforising unit; to ensureeven higher quality finishing for awide range of fabrics, as the com-pany wins orders from former cus-tomers seeking an alternative sup-plier to its Asian competition.
The unit quickly proved its value.According to Sonix Production Man-
ager, Ana Maria Costa, ”on complet-ing its first consignment the customertelephoned to congratulate us on theshrinkage quality and fabric shine.”
The company had previously reliedon outside sources for its sanforising,with no control over quality or deliv-eries.
”We therefore felt it was neces-sary to be able to guarantee quality,shrinkage, and fabric touch and ap-
Toptex provides the ‘extra edge’for Portugal’s Malhas SonixOne of Portugal’s leading knitwear dyeing and finishing producers, Malhas Sonix,is at the forefront of the countries renaissance, meeting the demand by formercustomers seeking alternative suppliers to those in Asia; taking delivery of a purpose-ordered Toptex sanforising unit - to ensure an even higher quality finish for a wide range of fabrics.
Even though it isstill early days, wehave noticed a definite increase in quality.
❝
❝
PORTUGAL |
WOT July_vt_Layout 1 11.09.15 11:48 Seite 38

39
and widths of 1 - 2.1 m in a widerange of specialised fabric blends.These include, for example, cottonand polyester, viscose or lycra blends;viscose/wool; viscose/cashmere; ly-cra/modal; lyocel/lycra; linen;linen/viscose; and piquet.
”This ability to work with such adiverse and wide range of fabricblends is the secret for the return ofmany former customers who hadturned to lower cost Asian suppliersin the recent past,” explained Mon-forts representative Fernando Araujo.
Toptex ‘shines’The new Toptex sanforising unit isquickly proving its value.
”Even though it is still early days,we have noticed a definite increasein quality. The Toptex rubber belt is
pearance by keeping production in-house” she confirmed.50th anniversaryHaving been founded in 1968 Sonixwill be celebrating its 50th an-niversary in 2016. Formed as a knit-ting and dyeing operation, the com-pany specialised in tubular knits fordomestic and export markets.
By 1990, recognising that itneeded more control over finishingwith guaranteed quality and deliv-eries, the company installed its first4-chamber stenter.
Expansion of its dyehouse in2007, resulting in production in-creasing to 5 t/day - mostly openwidth knits - saw the need for asecond stenter: with Sonix turningto Monforts for a 6-chamber Mon-tex .
2007 also saw company be-coming part of the Diastexstil
Group of Companies - a majorknitwear group producing finishedgarments with its own commercial,styling and design operations.Second MontexContinued investments also sawproduction increase further with asecond Montex ordered in 2012from the local representativeMaquicontrolo Ltd. With spacealongside the first Montex re-stricted, a shorter 5-chamber unitwas installed.
The first Montex stenter, featuringa built-in, roof-mounted heat recov-ery system, is used principally forheat setting. The latest five-chamberMontex, with a standard exhaustsystem, is used for drying and fin-ishing; often in at least two passes.
Today, the company only pro-duces open width knitwear atweights of between 80 - 500 gm/m²
Ana Maria Costa
WOT July_vt_Layout 1 11.09.15 11:48 Seite 39

This ability towork with such a diverse and widerange of fabricblends is the secretfor the return ofmany former customers.
❝
40 world of textiles | issue fifteen
that much of this market can behandled at lower cost by countriesin North Africa.“
Returning customers want reli-able production with on-time deliv-eries and high reproducibility for adiverse range of fabrics.
”Whilst the companies could notcompete with the very large batchproduction from Asia, they are ableto beat them on other aspects forsmaller batches and certainly forthe diverse range of fabrics.“
”Portugal has proved that it is amajor dyeing and finishing centrefor high quality textiles comparedwith many of its European neigh-bours with excellent logistics acrossEurope.”
giving a fantastic ‘shine’ finish,” ex-toled Ana Maria Costa.
”Perhaps the best results seentodate has been the linen/viscoseblend with a really good ‘shine’. Wehave also had excellent results with100% cotton piquet achieving ex-cellent length shrinkage,” sheadded.
Operating with a belt tempera-ture of between 120 - 140°C theunit runs at speeds of 25m/min forthe lighter weight fabrics and15m/min for heavier weights.
Portugal’s finishing and dyeinghouses are today enjoying a ren-aissance, according to Monfortsrepresentative, Fernando Araujo.
”There are probably around just45 ‘finishing houses’ in Portugal to-day with most enjoying good busi-ness following the downturn of re-cent years.“
”This demand is recognited byEuropean customers for the invest-ment made by the dyeing and fin-ishing houses into working with awide range of complex fabric blendsto a high quality.“
”Gone are the days of workingwith just 100% cotton - recognising
PORTUGAL |
❝
WOT July_vt_Layout 1 11.09.15 11:49 Seite 40

41
Thailand |
Thailand’s largest vertical textilesproducer, Thai Textile Printing PublicCo., Ltd., has added a Thermex6500 continuous dyeing machineto its production line-up, enablingthe company to increase produc-tion and add new fabrics to itsrange.
The Thermex was orderedthrough the local representative,United Engineering Overseas Ltd.
Thai Textile Printing was foundedin 1973 and is located in the textileproduction district of SamutPrakarn, a province neighbouringBangkok.
Undertaking bleaching, dyeing,printing and finishing of fabrics fromits 110,984 m² factory, the com-pany employs a little over 500 peo-ple and works on a 24-hour basis,six days per week, with three shiftsper day.
The company installed its firstMonforts unit, a sanforiser, in 1987;the machine is still operating todayas an integral part of the productionline.
Thai textiles producer adds Monforts Thermex to its line-upNew Thermex 6500 joins existing Monforts machines at Thai Textile Printing Public Co., Ltd. to ensure increased production and extend the company’s range of fabrics.
Assistant Director Chai Her Ching, left, with factory manager Chainarong Chokwongwarun, right.
WOT July_vt_Layout 1 11.09.15 11:49 Seite 41

42 world of textiles | issue fifteen
”Installing the first Monfortsmachine allowed us to develop ourrange of textiles,” says TTP AssistantDirector Chai Her Ching.
”As we are pursuing a policy ofquality production and environ-mental responsibility, we have sub-sequently invested in several otherMonforts units.“
TTP installed a Montex 5000stenter in 2002, a machine that isalso still in full production mode.
In 2012 a second Montex and aThermex were added to the line-up.
TTP produces between 7 and 8million metres of textiles per month,and the new Thermex 6500 willhelp the company increase produc-tion by a further 1.5 million metres.
Roller balanceThe weight of the fabric passingthrough the machine will rangefrom 140 to 240g/m², although thecompany handles light fabrics rang-ing between 85 and 130g/m², andheavier fabrics from 250 to400g/m².
Mr Chai says that one of thereasons for selecting the Thermex6500 is the balance of the rollersbeing excellent and the tempera-ture eveness.
”We know from experience thatthe fabric will pass smoothly andevenly through the machine, andgiven the long runs and the tightschedules we have, this is importantfor our reputation for quality and re-liability,” he says.
The Thermex hotflue is equippedwith indirect gas heating and fea-tures the Econtrol® process, whichenables dyeing time to be com-pleted in a matter of a few minutes.
The environmental and energysaving systems built into the Ther-mex help TTP to comply with itsown internal policies and Thailand’senvironmental laws.
TTP gained its first ISO 9002 cer-tification in 2000 and upgraded toISO 9001 version 2008 in mid2009. The company has had ISO14001 certification since 2002.
The company uses a wastewatertreatment system that can support5,500m³/day of effluent, with anefficiency of 90-98% before beingdischarged into the environment.
Military uniformsTTP is the country’s largest producerof cotton textiles for the Thai mili-tary, producing uniform fabrics invarious camouflage patterns for theRoyal Thai Army, Navy and Air Forcewith anti-mosquito protection.
The company also produces fab-ric for other uniforms including thefire service with fire-resistant mate-rials being a speciality.
About 70% of production is foroverseas customers, with the re-
Thailand |
WOT July_vt_Layout 1 11.09.15 11:49 Seite 42

43
maining 30% going to the domes-tic market. The service extends tothe finishing of piece-dyed andyarn-dyed fabrics to customer spec-ifications.
Most of the fabric handled forcontinuous dyeing by TTP is 100%cotton, texture polyester/cotton, cot-ton/nylon blends and synthetic fibresuch as polyester and nylon.
The printing side of productionproduces pigment print, and reac-tive, cosmo, disperse/vat, wet-on-
wet resist, and pad-dry resistprint.
FinishesThe range of finishes is extensive, in-cluding normal, chintz, peach,stretching, soil release, WR finish,UV protection finish, easy-care,flame retardant, liquid ammoniaand Teflon HP finish.
Mr Chai says that Thailand’s tex-tiles sector has been in a very toughrecession for the past few years, but
now the industry is beginning topick up again.
”We are confident this is the besttime for us to invest in new produc-tion technology,” he says. ”The up-turn is only just beginning, but weare well established and we have agood reputation for quality.“
”We must take this opportunityand this is why we have installedthe Monforts Thermex.“
The new Thermex 6500.
Installing the first Monforts machine allowed us to develop ourrange of textiles.
❝
❝
WOT July_vt_Layout 1 11.09.15 11:49 Seite 43

44 world of textiles | issue fifteen
Sebahattin Akyildiz Teksil, one ofTurkey’s leading producers of hometextiles, has installed a Montex 6500stenter at its production plant inBursa to expand the capacity for itsVicenta Home brand.
Prior to the new installation, Se-bahattin had been relying on a singlestenter from a competing manufac-turer.
”The Montex stenter will morethan double our production capac-ity,” says production coordinatorYasar Ozturk
The Montex 6500 is the first timethat Sebahattin has used Monfortstechnology and it was delivered byElitez Tekstil Mak San ve Tic AS, therepresentative for Turkey.
Sebahattin Akyildiz is located atBursa, in North Western Anatolia, acity that is renowned for its textileproduction.
The company had been foundedin 1991 as a subcontractor for otherproducers, and finding success in thatsector had started its own productionline in 1996.
In 2010 Sebahattin began a pro-gramme of modernisation, expand-ing its plant and investing in newequipment.
”We have been very much awareof the reputation Monforts has forquality and reliability,” says Mr Oz-
Montex doubles capacity forTurkey’s Vicenta home textiles brandVicenta Home is planning to expand its range of home textiles following the installation of a new Montex 6500 stenter.
Turkey |
WOT July_vt_Layout 1 11.09.15 11:49 Seite 44
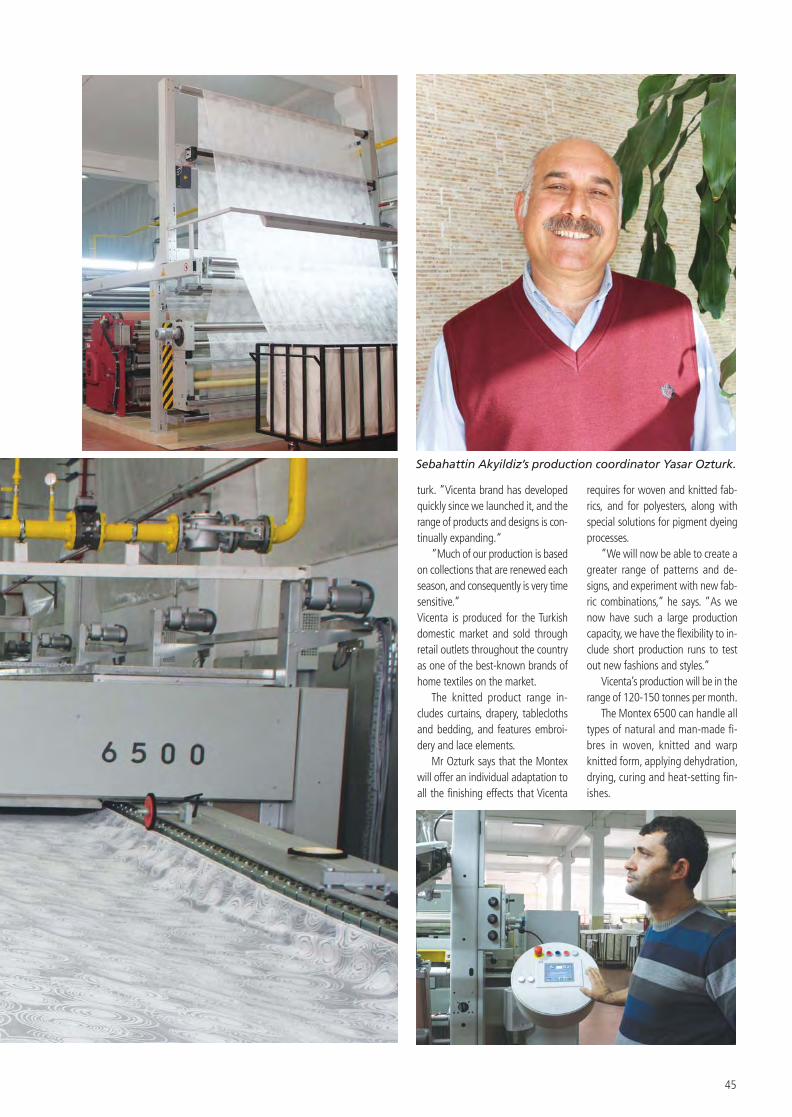
45
turk. ”Vicenta brand has developedquickly since we launched it, and therange of products and designs is con-tinually expanding.“
”Much of our production is basedon collections that are renewed eachseason, and consequently is very timesensitive.”Vicenta is produced for the Turkishdomestic market and sold throughretail outlets throughout the countryas one of the best-known brands ofhome textiles on the market.
The knitted product range in-cludes curtains, drapery, tableclothsand bedding, and features embroi-dery and lace elements.
Mr Ozturk says that the Montexwill offer an individual adaptation toall the finishing effects that Vicenta
requires for woven and knitted fab-rics, and for polyesters, along withspecial solutions for pigment dyeingprocesses.
”We will now be able to create agreater range of patterns and de-signs, and experiment with new fab-ric combinations,” he says. ”As wenow have such a large productioncapacity, we have the flexibility to in-clude short production runs to testout new fashions and styles.”
Vicenta’s production will be in therange of 120-150 tonnes per month.
The Montex 6500 can handle alltypes of natural and man-made fi-bres in woven, knitted and warpknitted form, applying dehydration,drying, curing and heat-setting fin-ishes.
Sebahattin Akyildiz’s production coordinator Yasar Ozturk.
WOT July_vt_Layout 1 11.09.15 11:49 Seite 45

46 world of textiles | issue fifteen
After 25 years of faithful service, thefirst-ever Monforts stenter for knittedgoods to be installed in the UK hasbeen replaced with a brand new one;ordered through local representativeColplan Engineering.
Simplex, based in Chilwell, asmall town between the Midlandscities of Derby and Nottingham hasinstalled a state-of-the-art Montex8000 range as part of a complete re-configuration of its dyeing and fin-ishing department.
Simplex was first established in1953 purely as a warp knitting com-pany - it is named after the KarlMayer Simplex fabric technology -and only decided to forward-inte-grate into dyeing and finishing in thelate 1980s.
”The company probably neverlooked back from that time,” saidProduction Director Kevin McAn-drew, who oversaw the initial im-plementation of the dyeing and fin-ishing department and has run itever since.
”It’s probably the best thing weever did and was simply a matter ofwanting to be in greater control ofour business. Before we had our owndyeing and finishing operation wewere sending back four out of everyten of our commission dyedbatches.”
Lingerie lineToday, the largest market for Simplexfine gauge stretch and non-stretch(rigid) fabrics is in lingerie and inti-mate apparel, with a specialisation inbra cups, for key brand customersincluding Fantasie, Freya, Playtex andWacoal.
Simplex fabrics are generally val-ued for their unique characteristicsand in bras to gently envelope a
woman’s curves, providing shapeand support, with an attractive,smooth, voluminous handle.
In addition to the ‘Simplex’ fabricproduction, 40 gauge tricot and 28 gg raschel power fabrics are sup-plied world-wide from the Chilwellfactory.
The company also knits satinsand charmeuse, tulles and mesh, arange of lightweight, soft stretchlocknits and high power perform-
Monforts technology behindsome beautiful curvesThe latest Montex stenter to be installed at the UK plant of bra cup specialist Simplex Knitting Company has been uniquely customised to specific requirements.
United Kingdom |
Production Director,Kevin McAndrew
WOT July_vt_Layout 1 11.09.15 11:49 Seite 46

47
ance fabrics, as well as those incor-porating branded fibres including Ly-cra, Coolmax, Coolplus and Novarel.
It can supply various print op-tions including wet and paper prints,digital printing and delustre surfaces.And an extensive range of embosseddesigns can be applied to any of its100% polyester fabrics.
Employing 37 people at theChilwell site, Simplex also supplies tothe active sportswear, cosmetic tex-
tiles, industrial and medical sectors.While all of the company’s fabric
is knitted in the UK, it also has dye-ing and finishing operations in Chinaand Sri Lanka plus further offices inHong Kong and Colombo, whichform part of its extensive logisticsand distribution network.
”The majority of the fabrics knit-ted here go to Asia. The finished gar-ments however will end up back inEuropean and US stores,” Mr McAn-drew observed.
The latest Montex 8000 stenterthat has been installed is unique inhaving two padders in sequence atits entry.
”This was necessary because wedon’t have any water extraction andthis configuration allows us tosqueeze on the first padder and ap-ply finishes on the second in a singlepass,” Mr McAndrew explained.
The stenter is also unusual in hav-ing only four chambers, partly be-cause this is all the company requiresto finish the lightweight and deli-cate fabrics it makes, but also forreasons of limited space within theplant; which is also making it neces-sary for a new building to be built toaccommodate yarn and greige fabricstock.
The machine is working to itsmaximum capability and Mr McAn-drew notes a number of new featurebenefits over its predecessor.
”The control system is so mucheasier to operate on the new ma-chines and once we’ve established aquality we can automatically repeatit,” he said. ”And as far as serviceand troubleshooting is concerned,the stenter is now directly linked bymodem to Germany and we canmake immediate contact with Mon-forts engineers.“
”Because everything is electronic,it’s much easier to solve any issuesthat may arise. It’s a vast improve-ment on what we had before andwe’re now very happy with it.”
WOT July_vt_Layout 1 11.09.15 11:49 Seite 47
Competence in Finishing ofHome Textiles
A. Monforts Textilmaschinen GmbH & Co. KGGermany | A Member of CHTC Fong’s Industries
www.monforts.com
THINKING AHEADFOR SUSTAINABLE SOLUTIONS
WOT July_vt_Layout 1 11.09.15 11:49 Seite 48