Embed Size (px)
Citation preview
XRD/XRF ANALYSIS
84 ICR JULY 2013
Blast furnace slag is accepted as an additive in various types of cement, such as OPC, Portland blastfurnace
cement and slag cement. From an environmental point of view, the use of blast furnace slag is interesting because it takes advantage of the energy spent in the steel-making process. Slag cement also shows good workability and gives some sulphate resistance to concrete.
Hydraulic reactivity, particle size and particle shape are important parameters of the slag used that need to be controlled to guarantee the best performance of the finished cement. Hydraulic reactivity depends on the speed of cooling – quenching – used in the slag-making process. Typically, when the slag cools slowly, it develops a crystalline structure, whereas when quenching is fast, it remains in a vitreous form. Cementitious properties are superior in vitreous slags, hence rapid quenching is desirable.
Slag also shows properties that mitigate its use as an additive to cement and those must be kept in mind. Even though slag cement can develop equivalent final strength, it has a slower strength development than standard cement, especially with cold temperatures. Concrete made with slag cement tends to scale in the presence of salt, which limits its application on roads. Overall the use of slag is a winning collaboration for both the cement and steel producer.
Measuring amorphous contentX-ray diffraction technology is particularly suited to measure this all-important amorphous content and Thermo Fisher combines the technology in its Thermo Scientific ARL™ 9900 Series spectrometers. The ARL 9900 Series spectrometer can be fitted with several
XRF monochromators for major oxides analysis and unique diffraction (XRD) system which is capable of measuring most major phases of interest in the cement industry, including free lime, C3S, C2S, C3A, C4AF and limestone. In addition, an XRF goniometer can be installed for qualitative or semi-quantitative investigations and
sequential analysis of any of 83 elements of the periodic table. Hence, this instrument performs XRF and XRD analysis on the same hardware and software environment.
It should be stressed that an XRF/XRD spectrometer is a very precise comparator, but the accuracy of the final analysis is entirely dependent on the quality of the standards used for calibration. The ARL 9900 spectrometer can be factory calibrated for a slag cement program using synthetic standards. It can also be calibrated on-site using well-analysed samples from the user.
A series of slag cement samples with
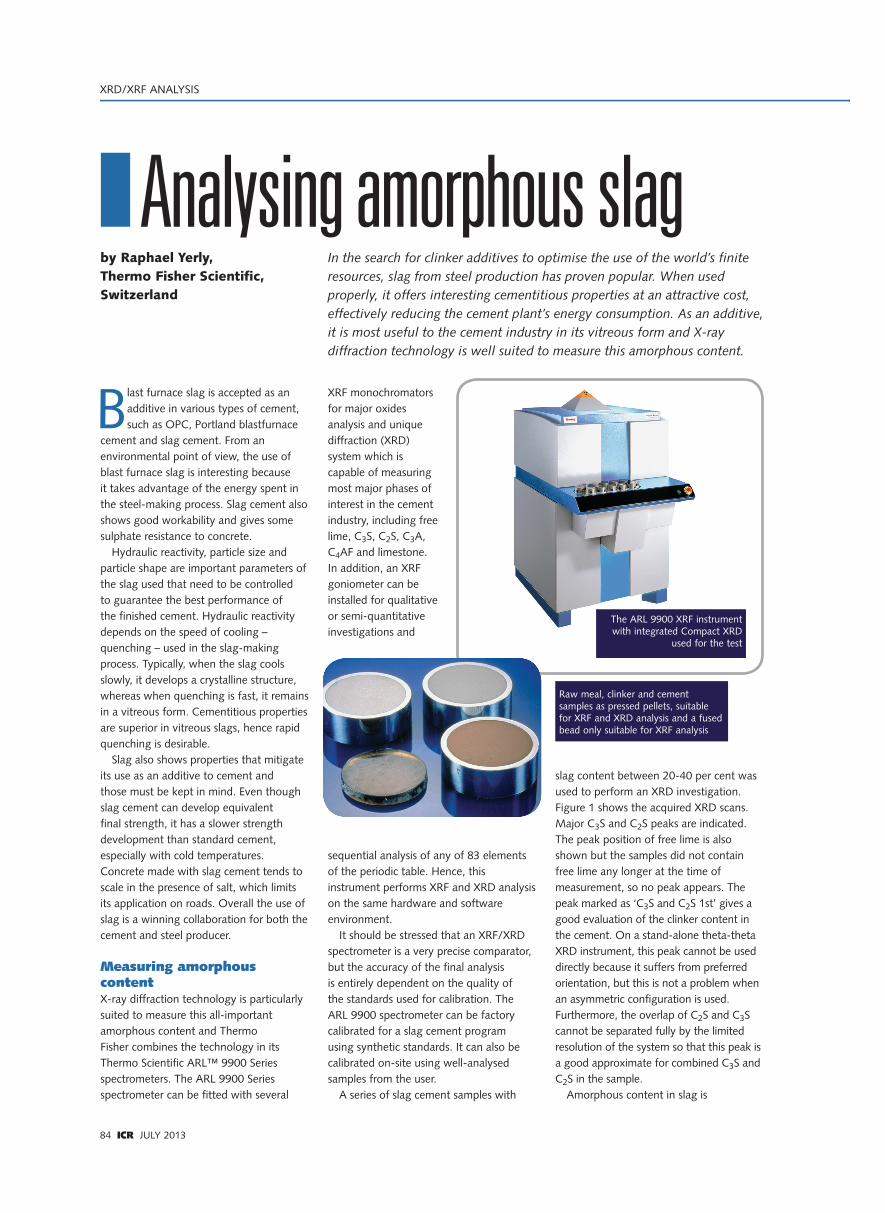
slag content between 20-40 per cent was used to perform an XRD investigation. Figure 1 shows the acquired XRD scans. Major C3S and C2S peaks are indicated. The peak position of free lime is also shown but the samples did not contain free lime any longer at the time of measurement, so no peak appears. The peak marked as ‘C3S and C2S 1st’ gives a good evaluation of the clinker content in the cement. On a stand-alone theta-theta XRD instrument, this peak cannot be used directly because it suffers from preferred orientation, but this is not a problem when an asymmetric configuration is used. Furthermore, the overlap of C2S and C3S cannot be separated fully by the limited resolution of the system so that this peak is a good approximate for combined C3S and C2S in the sample.
Amorphous content in slag is
IAnalysing amorphous slag by Raphael Yerly, Thermo Fisher Scientific, Switzerland
In the search for clinker additives to optimise the use of the world’s finite resources, slag from steel production has proven popular. When used properly, it offers interesting cementitious properties at an attractive cost, effectively reducing the cement plant’s energy consumption. As an additive, it is most useful to the cement industry in its vitreous form and X-ray diffraction technology is well suited to measure this amorphous content.
The ARL 9900 XRF instrument with integrated Compact XRD
used for the test
Raw meal, clinker and cement samples as pressed pellets, suitable for XRF and XRD analysis and a fused bead only suitable for XRF analysis
XRD/XRF ANALYSIS
JULY 2013 ICR 85
characterised by an increase in the background around 2.9 Angstrom (equivalent to 97˚ in the scans). Figure 2 shows this effect as the sample with the lowest slag content having the lowest background and then it increases with additional slag concentration.
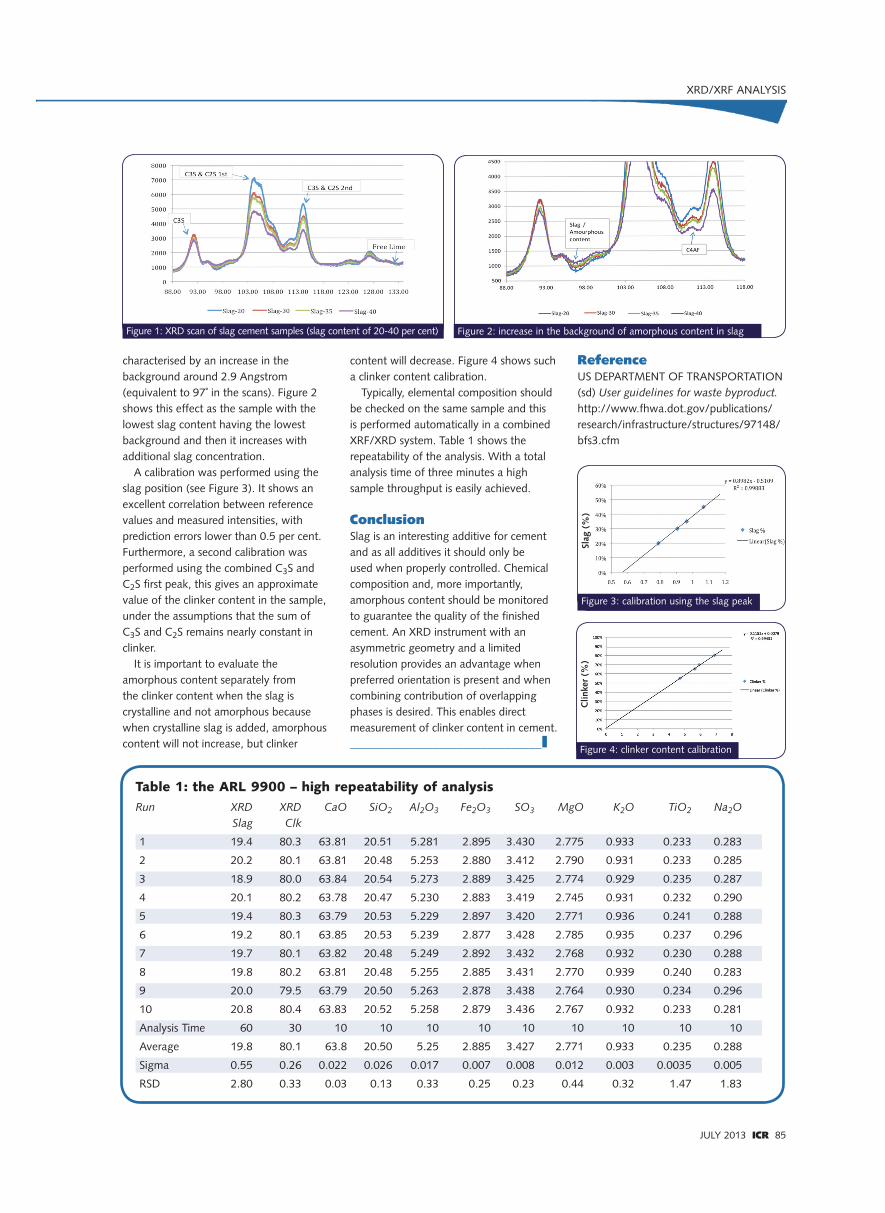
A calibration was performed using the slag position (see Figure 3). It shows an excellent correlation between reference values and measured intensities, with prediction errors lower than 0.5 per cent. Furthermore, a second calibration was performed using the combined C3S and C2S first peak, this gives an approximate value of the clinker content in the sample, under the assumptions that the sum of C3S and C2S remains nearly constant in clinker.
It is important to evaluate the amorphous content separately from the clinker content when the slag is crystalline and not amorphous because when crystalline slag is added, amorphous content will not increase, but clinker
content will decrease. Figure 4 shows such a clinker content calibration.
Typically, elemental composition should be checked on the same sample and this is performed automatically in a combined XRF/XRD system. Table 1 shows the repeatability of the analysis. With a total analysis time of three minutes a high sample throughput is easily achieved.
ConclusionSlag is an interesting additive for cement and as all additives it should only be used when properly controlled. Chemical composition and, more importantly, amorphous content should be monitored to guarantee the quality of the finished cement. An XRD instrument with an asymmetric geometry and a limited resolution provides an advantage when preferred orientation is present and when combining contribution of overlapping phases is desired. This enables direct measurement of clinker content in cement. ________________________________I
ReferenceUS DEPARTMENT OF TRANSPORTATION (sd) User guidelines for waste byproduct. http://www.fhwa.dot.gov/publications/research/infrastructure/structures/97148/bfs3.cfm
Figure 1: XRD scan of slag cement samples (slag content of 20-40 per cent) Figure 2: increase in the background of amorphous content in slag
Figure 3: calibration using the slag peak
Table 1: the ARL 9900 – high repeatability of analysisRun XRD XRD CaO SiO2 Al2O3 Fe2O3 SO3 MgO K2O TiO2 Na2O Slag Clk
1 19.4 80.3 63.81 20.51 5.281 2.895 3.430 2.775 0.933 0.233 0.283
2 20.2 80.1 63.81 20.48 5.253 2.880 3.412 2.790 0.931 0.233 0.285
3 18.9 80.0 63.84 20.54 5.273 2.889 3.425 2.774 0.929 0.235 0.287
4 20.1 80.2 63.78 20.47 5.230 2.883 3.419 2.745 0.931 0.232 0.290
5 19.4 80.3 63.79 20.53 5.229 2.897 3.420 2.771 0.936 0.241 0.288
6 19.2 80.1 63.85 20.53 5.239 2.877 3.428 2.785 0.935 0.237 0.296
7 19.7 80.1 63.82 20.48 5.249 2.892 3.432 2.768 0.932 0.230 0.288
8 19.8 80.2 63.81 20.48 5.255 2.885 3.431 2.770 0.939 0.240 0.283
9 20.0 79.5 63.79 20.50 5.263 2.878 3.438 2.764 0.930 0.234 0.296
10 20.8 80.4 63.83 20.52 5.258 2.879 3.436 2.767 0.932 0.233 0.281
Analysis Time 60 30 10 10 10 10 10 10 10 10 10
Average 19.8 80.1 63.8 20.50 5.25 2.885 3.427 2.771 0.933 0.235 0.288
Sigma 0.55 0.26 0.022 0.026 0.017 0.007 0.008 0.012 0.003 0.0035 0.005
RSD 2.80 0.33 0.03 0.13 0.33 0.25 0.23 0.44 0.32 1.47 1.83
Figure 4: clinker content calibration
Slag
(%
)C
linke
r (%
)