-
8/6/2019 z Potassium Industries 2007 2
1/18
Treating Chamber
Flotation Cells
Potassium Industries
Potassium, K
Potassium occurs in nature only in the form of its compounds. It
is one of the ten most commonelements in the earths crust.
Potassium compounds are obtained almost entirely by the mining of
saltdeposits. The more important salt minerals are halite,
anhydrite, sylvanite, sylvite, carnallite, andkieserite that were
obtained from USA, Canada, Russia and Germany.
In 1807, potassium metal was first isolated using an
electrolysis apparatus. When potassium metalreacts with oxygen in
dry air, it produces a powerful oxidizing agent, potassium
superoxide (K2O).With moisture air, potassium hydroxide is
produced.
Manufacturing Processes. Potash ores are treated today by three
basic processes:1. Leaching-crystallization (originally cooked in
open vessels, an oldest process; vacuum
cooling was introduced in 1918 in the United States)
2. Flotation (introduced in 1935 in the United States)3.
Electrostatic treatment (first used on a large scale in the German
potash industry in 1974)
Importance and Uses. The most important function of potassium is
the activation of more than 80enzymes. It is also integral to a
number of other plant processes, translocation of carbohydrates,
and
protein synthesis. As a result, potassium deficiencies cause
numerous problems from decreasing ratesof photosynthesis to the
weakening of straw in grain crops. In addition it has important
effects onquality factors of plants.
Economics. The world potash production is amounted to 25.8 x 106
t K2O in 2001. However, potassium chloride is not a versatile
potassium source. The more favourable potassium sources forthe
production of multi-component fertilizers are potassium sulfate and
potassium nitrate.
Compounds of Potassium
Potassium Chloride, KCl
It occurs in many salt deposits mixed with halite and other salt
minerals. It is also occurred in naturalsylvite, which is usually
opalescent or milky white. When this compound is mixed with
magnesiumchloride, they formed the double salt carnallite
(KClMgCl26H2O), which is also commonly foundin salt deposits.
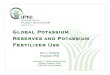
Manufacturing and Production. Hot Leaching Process An oldest
industrial process used to produce potassium chloride from potash
ore (1860). Two different processes are used, depending on
thecomposition of the ore:
Ksalts
Carnallite Leach Tank Deslimator Hydroseparator
Separator
Fine KCl
Coarse KCl
Crushed CarnalliteBrine Amine/Starch
Figure 1. Flow Chart of K salts production from carnallite
-
8/6/2019 z Potassium Industries 2007 2
2/18
1. Syl i it t L i (t
t
lt t i
iti t KCl
N Cl l l i l i t
l ti
2. Hard SaltL achi (sol tions cont in appreciable amounts
ofMgCl2 and MgSO4)
Process:1. Potash ore, ground to a fineness of
-
8/6/2019 z Potassium Industries 2007 2
3/18
2KOH + CO2 K2CO3 + H2O
Steps:1. Solid potassium carbonate is then obtained by crystalli
ation (under vacuum and with
cooling) from liquors orin the fluidi ed-bed process.2. Until
the hydrate K2CO31.5H2O finally precipitates in the crystalli er
after cooling
under vacuum.3. The motherliquoris separated from the crystal
suspension in hydrocyclones.
4. Motherliquor centrifuges.5. Motherliquoris then filtered.6.
Motherliquorthatis separated is fed backto the process.7. The
crystals are dried at ca.110C120C. Impurities such as soda,
sulfate, silicic acid,
and iron that concentrate in the mother liquors can be partially
removed by removing apartial stream ofthe motherliquor or by drying
process.
8. Crystals are calcined at 200C350Cto give 98%100% K2CO3.9. The
resulting potassium carbonate is very pure and meets the
requirements ifthe process
is operated in appropriate manner.
Steps:1. Aqueous potassium
hydroxide solution is sprayed into afluidi ed-bed reactor from
above andexposed to a countercurrent of CO2-containing hot
gas.Carboni ation andcalcinations take place in the
samereactor.
2. Hard, spherical potassiumcarbonate prills are formed having
ahigh packing density.
3. The prills are dischargedand sieved.
Fi( ) 0 1
32 P0 1 3 4 0 4
ti5 6 5
7
3 5
t4 8 8
i) 9 @ 4 0
b5 6 4
t1
witA
@ 5 6
ti6 ) 5 ) 8 @ 0
y8
t4
lliz4
ti5 6
2
a) CarboniB ation; b) Crude liquor filter; c) Fresh liquortank;
d) Mixed liquortank;e1,2) Preliminary evaporation; f) Vacuum/
cooling crystalliB ation (ChemietechnikMesso system);g) Preheater;
h) Vapor condenser; i) Vacuum pump; j) Hydrocyclone;k) Centrifuge;
l) Centrifugeliquortank; m) Motherliquor filter; n)
Motherliquortank; o) Drying/ calcining rotary kiln; p)Cooling
device for calcined K2CO3; q) Hydrated potash storage; r) Calcined
potash storage.
Fi( ) 0 1
42 P0 5
C
) @
ti5 6 5
7
3 5
t4 8 8
i) 9 @ 4 0
b5 6 4
t1
by tA
1
7
l)
iC
iz1
C
-b1
C
3 0 5 @ 1 8 8
1
3
4
56
7
8
2
9
1
2
3
4
5
-
8/6/2019 z Potassium Industries 2007 2
4/18
4. The coarse grains are ground and returned to the reactor
together with the very finegrains, where they act as
crystallization seeds.
5. The salable, dust-free, medium grains are cooled and packed.
Because no mother liquor isformed, the quality of the potassium
carbonate depends on that of the raw materials.
Other processes of manufacturing potassium carbonate were
included, yet these processes areuneconomical today because of high
energy consumption and poor product quality, and are nolonger
used:
1. Amine Process2. Nepheline Decomposition Process
y The mineral nepheline is decomposed with limestone by
sintering at 1300C:
(Na, K)2Al2O32SiO2 + 4CaCO3 (Na, K)2OAl2O3+ 2(2CaOSiO2) +
4CO2
The sinter product is leached with a Na2CO3NaOH solution. After
filtration, a filter cakeis obtained that is processed to give
portland cement and an aluminate solution containingsilicic acid.
After precipitation of the silicic acid as alkaline aluminum
silicate the purifiedaluminate solution is reacted with carbon
dioxide:
2(Na, K)AlO2 + CO2 + 3H2O 2Al(OH)3 + (Na, K)2CO3
3. The magnesia process (Engel Precht process; limited
interest):
3(MgCO33H2O) + 2KCl + CO2 2(MgCO3KHCO34H2O) + MgCl2
In hot water the double salt (MgCO3KHCO34H2O) decomposes under
pressure intomagnesium carbonate and dissolved potassium
carbonate.
4. Le Blanc process:
K2SO4 + CaCO3 + 2C CaS +K2CO3 + 2CO2
5. Formate process:
K2SO4 + Ca(OH)2 + 2CO 2HCOOK + CaSO4HCOOK + KOH+ 1.5O2 K2CO3 +
H2O
6. Piesteritz process :
K2SO4 + 2CaCN2 + 2H2O 2KHCN2 + CaSO4 + Ca(OH)22KHCN2 + 5H2O
K2CO3 + 4NH3 + CO2
7. Ion-Exchange Process
Economics. About 4% to 5% of potash production is used in
industrial applications. In 1996, theworld supply of industrial
grade potash was close to 1.35Mt K2O. This industrial material is
98%-99% pure, compared with the agricultural potash specification
of 60% K2O minimum (equivalent to95% KCl). Industrial potash should
contain at least 62% K2O and have very low levels of Na. Mg,Ca, SO4
and Br.
Uses. Since 1860, potash salts have replaced wood as a raw
material for the manufacture ofpotassium carbonate. Potassium
carbonate is used for fertilizer, for production of commercial
soap,as a compound found in gunpowder and for making glass. Large
amounts are also required for
potassium silicate manufacture; used for many organic syntheses;
electrical industry, the dyeindustry, the printing trade, the
textile industry, the leather goods industry, and the ceramic
industry.
-
8/6/2019 z Potassium Industries 2007 2
5/18
-
8/6/2019 z Potassium Industries 2007 2
6/18
2. 2KCl +K2SO4MgSO46H2O+ xH2O 2K2SO4 + MgCl2 (aq)
From Potassium Chloride and Kainite.Kainite, KClMgSO4 2.75H2O,
is obtained from a potash oreby flotation.
Steps:1. Kainite, KClMgSO42.75H2O is obtained from a grinned
potash ore by flotation.2. Kainite is converted into schoenite at
25C with motherliquor containing the sulfates of
potassium and magnesium.3. Schoenite is filtered off and
decomposed with water at 48C.4. Most ofthe potassium sulfate to
crystalli e.5. Sulfate motherliquoris recycled to the kainite
schoenite conversion stage.
6. Contains 30% of thepotassium used, istreated with
gypsum,CaSO42H2O causingsparingly solublesyngenite,K2SO4CaSO4H2O,
to
precipitate.7. Syngenite isdecomposed with
water at 5C, whichdissolves potassium
sulfate andreprecipitates gypsum.
8. Potassium sulfatesolution is recycled to the schoenite
decomposition stage.
9. Gypsum is reused to precipitate syngenite.
From Potassium Chloride and Sodium Sulfate. The production of
potassium sulfate from
potassium chloride and sodium sulfate takes place in two stages,
with glaserite, Na2SO43K2SO4,as an intermediate, according to the
following equations:
1. 4Na2SO4 + 6KCl Na2SO43K2SO4 + 6NaCl2. Na2SO43K2SO4 + 2KCl
4K2SO4 + 2NaCl
Potassium chloride and sodium sulfate are reacted at 20C50C in
water and recycled process brines to form glaserite, which is
filtered and then reacted with more potassiumchloride and water to
form potassium sulfate. Because the mother liquor from the
glaseritestage has a high potassium and sulfate content, the
maximum potassium yield is 73%, and themaximum sulfate yield is
78%. The yield can be increased considerably by cooling the
motherliquorto produce more crystals and byincluding a final
evaporation stage.
Other processes of manufacturing potassium sulfate include:
1. From Potassium Chloride and Calcium Sulfate (processes based
on gypsum,CaSO42H2O)
2. From Alunite, K2SO4Al2(SO4)34Al(OH)33. Single-Stage Process
from Sodium Sulphate:
Forthe sake of thermodynamics constraints, the process of
potassium sulfate productionfrom the sodium sulfate proceeds in two
steps:
1. 6KCl + 4Na2SO4 2K3Na(SO4)2 + 6NaCl
FiY ` a b 7c Fld we
if Y a f g d h
ti
b p a d
e
` q tid r dh
p d
tf s s
i` g s `
lh
f
tb
h
a d g
kf
ir
itb
1
3
4
57
8 9
26
-
8/6/2019 z Potassium Industries 2007 2
7/18
2. 2KCl + 2K3Na(SO4)2 4K2SO4 + 2NaCl
4. From Potassium Chloride and Langbeinite:
K2SO42MgSO4 + 4KCl 3K2SO4 + 2MgCl2
Economics. Worldwide, almost all technical grade potassium
sulfate production, >99%, is used inagriculture. Moreover,
sulfate of potash production since the mid-80s has been
characterized by anup and down cycle. The latest upward trend ended
in 1998 due to development of new sulfate of
potash sources that outpaced demand, and a massive destruction
of tobacco cropping acreage in theUS and China. (According to
industry representatives, the sulfate of potash market is
characterized
by major over-capacities in production with further increase
expected.)
Importance and Uses. Potassium sulfate is, after potassium
chloride, the most important potassium-containing fertilizer, being
used mainly for special crops. Potassium sulfate constitutes 5% of
theworld demand for potash fertilizer and used in a wide range of
industrial uses, for manufacturing
potassium alum, for manufacturing potassium carbonate and for
manufacturing glass.
Potassium Hydroxide, KOH
Commonly called caustic potash. It is a caustic compound of
strong alkaline chemical dissolvingreadily in water, giving off
much heat and forming a caustic solution.
Manufacture and Production. Today, potassium hydroxide is
manufactured almost exclusively bypotassium chloride electrolysis.
There are three different processes:
1. Diaphragm process (KCl-containing, 8%10 % potassium hydroxide
solution is initially formed, whose salt content can be reduced to
1.0%1.5% KCl by evaporation to a 50%
liquor)
2. Mercury process [very pure KCl brine must be utilized,
because even traces (ppb range) ofheavy metals such as chromium,
tungsten, molybdenum, and vanadium, as well as smallamounts ( ppm
range) of calcium or magnesium; very pure potassium hydroxide
solution
running off the decomposers is cooled, freed from small amounts
of mercury in precoated
filters]3. Membrane process [cell liquor has a low chloride
content (1050 ppm); the KOH
concentration is 3t
%; before dispatch, it is concentrated to 45%50% by
evaporation]
Economics. World production is estimated at 700800 10 3 t/a.
Main producers are the United States,Germany, Japan, and
France.
Uses. Pure-quality potassium hydroxide is used as a raw material
for the chemical andpharmaceutical industry, in dye synthesis, for
photography as a developer alkali, and as an electrolytein
batteries and in the electrolysis of water; raw material in the
detergent and soap industry; as astarting material for inorganic
and organic potassium compounds and salts; for the manufacture
ofcosmetics, glass, and textiles; for desulfurizing crude oil; as a
drying agent; and as an absorbent for
carbon dioxide and nitrogen oxides from gases.
Potassium Dichromate, K2Cr2O7
Potassium dichromate is a major patent chromium chemical of
commerce. In 1880, Germanyintroduced Na2CO3 as a substitute for
K2CO3 in manufacturing, since then sodium dichromategradually
replaced K2Cr2O7.
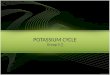
Manufacture and Production. Potassium dichromate process
starts:1. Reaction of potassium hydroxide and chromium trioxide in
a reactor creating a mother liquor:
-
8/6/2019 z Potassium Industries 2007 2
8/18
CrO + 2KOH K2Cr2O7 + H2O
2. The mother liqour is filtered and the resultant filter solids
are sent off-site for disposal to afacility.
3. The mother liquor is then sent to a crystallizer to
precipitate crystalline K2Cr2O7, which isrecovered by
centrifuging.
4. The resulting mother liquor from the product centrifuge is
returned to the reactor.
It is also prepared from chromite ore (FeCr2O4). Chromite ore is
finely powdered and is heated withsodium carbonate in the presence
of air in a reverberatory furnace. The reaction produces
sodiumchromate:
4FeCr2O4 + 8Na2CO3 + 7O2 8Na2CrO4 +2Fe2O3+ 8CO2Na2CrO4+ H2SO4
Na2Cr2O7 + Na2SO4+ H2ONa2Cr2O7 + KCl K2Cr2O7 + 2NaCl
Uses. Wide variety of uses in leather tanning, dyeing, painting,
porcelain decorating, printing,photography, pigment-prints,
staining wood, pyrotechnics, safety matches, and for blending palm
oil,wax and sponges; for water-proofing fabrics, as an oxidizer in
the manufacture of organiccompounds, in electrical batteries, and
as a corrosion inhibitor, and in oil refining.
Potassium Nitrate,KNO3
It was first known by Hasan al-Rammah (Arab, 1270). Into the
20th century, niter-beds wereprepared by mixing manure with mortar
or wood ashes. It usually under a cover from the rain, keptmoist
with urine, turned often to accelerate the decomposition and
leached with water afterapproximately one year. The product was
ammonia from the decomposition of urea and othernitrogenous
materials would undergo bacterial oxidation to produce various
nitrates.
From 1903, fertilizer was produced on an industrial scale from
nitric acid produced via theBirkelandEyde process. Haber process
(1913) was combined with the Ostwald process after 1915,allowing
Germany to produce nitric acid for the war.
Manufacture and Production. Almost all potassium nitrate, now
used only as a fine chemical, is produced from basic potassium
salts and nitric acid. Potassium nitrate can be made by
combiningammonium nitrate and potassium hydroxide:
NH4NO3 (aq) + KOH (aq) NH3 (g) + KNO3 (aq) + H2O (l)
without a by-product ammonia:
NH4NO3 (aq) + KCl (aq) NH4Cl (aq) + KNO3 (aq)
Resultant solids
mother liquor
mother liquor
Reactor
Filtration Crystallizer*centrifuging
CrO3
KOH
1facility
crystals
2
3
4
Figure 8. Flow diagram of the production of
potassium dichromate
-
8/6/2019 z Potassium Industries 2007 2
9/18
from neutrali ation and the reaction is highly exothermic:
KOH (aq) + HNO3 KNO3 (aq) + H2O (l)
Uses. Potassium nitrate fertili eris the most widely used
application ofthe compound. It contains allthe macro nutrients
needed for growth of plant species. It has potassium that is vital
for growth of
plants. Nitrogen helps the crops to fully mature, rather than
delaying their growth.Used as foodpreservatives during the Middle
Ages; used in many processes like curing meat, production of
brineand making corned beef.Seventy five percent potassium nitrate
is found in the "Chinese Snow" or "Devil's Distillate", a black
power that is now commonly known as gunpowder and also
frequentlyused ingredientin cigarettes.
Nitrogen Industries
Nitrogen, N
The nitrogen cycle represents one ofthemost important nutrient
cycles found interrestrial ecosystems. Nitrogen is used
by living organisms to produce a
number of complex organic molecules.The store of nitrogen found
in theatmosphere, where it exists as a gas(N2), plays an important
role for life.Despite its abundance in theatmosphere, nitrogen is
often the mostlimiting nutrient for plant growth.This
problem occurs because most plants canonly take up nitrogen in
two solid
forms: ammonium ion (NH4+) and the ion nitrate (NO3
-).
Manufacture and Production. Nitrogen in the form of ammonium can
be absorbed onto the surfacesof clay particles in the soil.The ion
of ammonium has a positive molecular charge is normally held
by soil colloids.This process is sometimes called micellefiu
ation. Ammonium is released from thecolloids by way of cation
exchange. When released, most of the ammonium is often
chemicallyaltered by a specific ty pe of autotrophic bacteria
(genus Nitrosomonas) into nitrite (NO2
-);
modification by another ty pe of bacteria (genus Nitrobacter)
converts the nitrite to nitrate (NO3-).
Both ofthese processes involve chemical oxidation and are known
as nitrification.
Economics. Scientists estimate that biological fixation globally
adds approximately 140 millionmetric tons of nitrogen to ecosystems
everyyear.
Importance and Uses. Almost all ofthe nitrogen found in
anyterrestrial ecosystem originally camefrom the
atmosphere.Significant amounts enterthe soilin rainfall orthrough
the effects oflightning.The majority, however, is biochemically
fixed within the soil by speciali ed micro-organisms like
bacteria, actinomycetes, and cyanobacteria.Members of the bean
family(legumes) and some otherkinds of plants form mutualistic
symbiotic relationships with nitrogen fixing bacteria. In
exchangefor some nitrogen, the bacteria receive from the plants
carbohydrates and special structures(nodules)in roots where they
can existin a moist environment.
Fiv w x y
Nitx v y
Cy
ly x
itx
i
i
ti
-
8/6/2019 z Potassium Industries 2007 2
10/18
Compounds ofNitrogen
Nitri Acid, HNO3
Nitric Acid is a strong, highly corrosive and toxic mineral acid
and one of the most importantinorganic acids. Itis one ofthe few
substances capable of dissolving gold and platinum, which wereknown
as the royalornoble metals. Pure Nitric Acid is a colourless liquid
but older samples maytake on a yellowish colour due to the
accumulation of oxides of Nitrogen.
Manufacture and Production.Nitric Acid is produced in two
methods:1. Weak Nitric Acid (yields 30%-90%; oxidation,
condensation, and absorption)2. High-strength Nitric Acid (yields
90%; dehydrating, bleaching, condensing, and absorption)
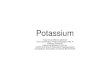
Weak Nitric Acid. Manufactured by the high-temperature catalytic
oxidation of ammonia.Processes include:
1. Ammonia oxidation2. Nitric oxide oxidation3. Absorption
Processes:1. A 1:9 ammonia/air mixture is oxidi ed at a
temperature of 1380F to 1470F as it
passes through a catalytic convertor:
4NH3 + 5O2 4NO + 6H2O; exothermic reaction
2. Underthese conditions the oxidation ofammonia to nitric oxide
(NO)
proceeds a range of 93 to 98percent yield. Oxidationtemperatures
can vary from1380F to 1650F. Highercatalyst temperaturesincrease
reactionselectivity toward NO
production. Lowercatalysttemperatures tend to
be more selective towardless useful products:nitrogen (N2) and
nitrousoxide (N2O).
3. The nitrogen dioxide/dimermixture then passes througha waste
heat boiler and a
platinum filter.4. The process stream is
passed through acooler/condenser and cooledto 100F orless at
pressuresup to 116 psia. The nitricoxide reacts
noncatalyticallywith residual oxygen toform nitrogen dioxide (NO2)
and its liquiddimer, nitrogen tetroxide:
2NO + O2 2NO2 N2O4
13
AIRPREHEATER
WASTEHEATBOILER
STEAM
AIRTAILGAS
EMMISIONPOINT
EFFLUENTTANK
AMMONIA
VAPOR
AMMONIAOXIDIZER
ENTRAINEDMISTSEPARATOR
WATER
AIR
COOLING
WATER
COOLER/CONDENSER
SECONDARYAIR
PLATINUMFILTER
NITROGENDIOXIDE
PRODUCT:30%-70%HNO3
NITRIC OXIDEGAS
COMPRESSSOREXPANDER
NOX EMISSIONSCONTROL
CATALYTICREDUCTIONUNITS
2FUEL
1 2
14
3
10
11
7
4
6
5
9
8
12
ABSORPTION
TOWER
1
Fi
9 Fl
w
i
ty
i
l
it
i
i
l t; w k it i i
ti
-
8/6/2019 z Potassium Industries 2007 2
11/18
A secondary air stream is introduced into the column to
re-oxidize the NO that isformed instep 8. This air also removes NO2
fromstep 4.
5. The final step introduces the nitrogen dioxide/dimer mixture
into an absorptionprocess after being cooled. The mixture is pumped
into the bottom of the absorptiontower.
6. Air with liquid dinitrogen tetroxide is added at a higher
point.7. Deionized process water enters the top of the column.8.
The absorption trays are usually sieve or bubble cap trays. The
exothermic reaction
occurs as follows:
3NO2 + H2O 2HNO3 + NO
9. An aqueous solution of 55% to 65% (typically) nitric acid is
withdrawn from the bottom of the tower. The acid concentration can
vary from 30% to 70% nitric acid.The acid concentration depends
upon the temperature, pressure, number of absorptionstages, and
concentration of nitrogen oxides entering the absorber.
10.The absorber tail gas (distillate) is sent to an entrainment
separator for acid mistremoval.
11.The tail gas is reheated in the ammonia oxidation heat
exchanger to approximately392F.
12.The nitric acid formed in the absorber(bottoms) is usually
sent to an external bleacherwhere air is used to remove (bleach)
any dissolved oxides of nitrogen. The bleachergases are then
compressed and passed through the absorber.
13.The thermal energy produced in this turbine can be used to
drive the compressor. Tailgases from the absorption tower are
heated to ignition temperature, mixed with fuel(natural gas,
hydrogen, propane, butane, naphtha, carbon monoxide, or ammonia)
and passed over a catalyst bed.
14.Two seldom-used alternative control devices for absorber
tailgas are molecular sievesand wet scrubbers. In the presence of
the catalyst, the fuels are oxidized and the NOxare reduced to
N2.
High-Strength Nitric Acid Production. It can be obtained by
concentrating the weak nitric
acid (30% to 70% concentration) using extractive
distillation.Processes:
1. Nitric Acid from the Wweak nitric acid production is mixed
with concentrated sulfuricacid (60%) as a dehydrating agent. The
acid mixture flows downward, countercurrentto ascending vapors.
2. Concentrated nitric acidleaves the top of the columnas 99
percent vapor,containing a small amount of
NO2 and oxygen (O2)resulting from dissociation ofnitric
acid.
3. The concentrated acid vaporleaves the column and goes toa
bleacher and acountercurrent condensersystem to effect
thecondensation of strong nitric acid and the separation of oxygen
and oxides of nitrogen(NOx) byproducts.
4. These byproducts then flow to an absorption column where the
nitric oxide mixeswith auxiliary air to form NO2, which is
recovered as weak nitric acid. Inert andunreacted gases are vented
to the atmosphere from the top of the absorption column.
H2SO4 HNO3
BLEACHER
CONDENSER
O2 , NO
WEAKHNO3
INERT,UNREACTEDGASES
COOLINGWATER
DEH
DRATINGAGENT
O2 , HNO3, NO2
AIR
ABSORPTIONCOLUMN
Figure 10.Flow diagram of high strengthnitric acid production
from wea
nitric acid
-
8/6/2019 z Potassium Industries 2007 2
12/18
Economics. In 1991, there were approximately 65 nitric acid
(HNO3) manufacturing plants in theU.S. with a total capacity of11
million tons of HNO3 peryear.The plants range in si e from
6,000tons to 700,000 tons per year. About 70 percent of the nitric
acid produced is consumed as anintermediate in the manufacture of
ammonium nitrate (NH4NO3).
Uses. Another 5% to 10% of the nitric acid produced is used for
organic oxidation in adipic acidmanufacturing. Nitric acid is also
used in organic oxidation to manufacture terephthalic acid andother
organic compounds.Explosive manufacturing utili es nitric acid for
organic nitrations. Nitricacid nitrations are used in producing
nitrobenzene, dinitrotoluenes, and other
chemicalintermediates.Other end uses of nitric acid are gold and
silver separation, military munitions, steel and brass
pickling, photoengraving, and acidulation of phosphate rock.
Ammonia, NH3
As the active product of smellingsalts, the compound can
quicklyrevive the faint of heart and light of
head. Ammonia contributessignificantly to the nutritional
needsof terrestrial organisms by serving
as a precursorto food and fertilizers.Ammonia, either directly
orindirectly, is also a building block
for the synthesis of manypharmaceuticals.
Manufacture and Production.
Ammonia is produced in a process
known as the Haber process, in
which nitrogen and hydrogen react
in the presence of an iron catalystto
form ammonia.The hydrogen isformed by reacting natural gas
andsteam at high temperatures and thenitrogen is supplied from the
air.Other gases (such as water andcarbon dioxide) are removed
from
the gas stream and the nitrogen and
hydrogen passed over an ironcatalyst at high temperature and
pressure to form the ammonia.
Natural gas
Desulfuriser
Steam reformerflue gases
steam
atmosphere
waterWaste heat
boilerAir reformerAir
steam
waterWaste heat
boiler
water
saturated UCARSOL
Shift converter
CO 2 removal UCARSOL
CO2 stripper Methanation water
CO 2
Urea plant
Compression and
cooling
MixerNH3 unreacted gases
NH3 converter
cool to 30C
NH3Decompression
impuritiesNH 3 recovery
purge gas
NH3
Ammonia
Industry Urea plant
Fi j
k k
l Sm
n
j o
tim j j j
t
ti
tn
j
o o
i
y
tn
j
i m j
1
2
3
4
5
6
7
8
9
10
11
1312
14
1516
-
8/6/2019 z Potassium Industries 2007 2
13/18
Steps:1. Natural gas may contained sulfrous element or
compound.2. All sulfurous compounds must be removed from the
natural gas to prevent catalyst
poisoning. These are removed by heating the gas to 400C and
reacting it with zinc oxide:
ZnO + H2S ZnS + H2O
3. Primary reformer where superheated steam is fed with methane.
The gas mixture heatedwith natural gas and purge gas to 770oC in
the presence of a nickel catalyst:
CH4 + H2O 3H2 + COCH4 + 2H2O 4H2 + CO2CO + H2O H2 + CO2
4. Synthesis gas (cooled to 735C) flows to the secondary
reformer where it is mixed withcalculated air:
CO + H2O CO2 + H2O2 + 2CH4 2CO + 4H2O2 + CH4 CO2 + 2H2
2O2 + CH4 2H2O + CO2
5. Carbon monoxide is converted to carbon dioxide (which is used
later in the synthesis ofurea):
CO + H2O CO2 + H2
Achieved in two steps:1. Gas stream is passed over a Cr/Fe3O4
catalyst at 360C.2. Gas stream is passed over a Cu/ZnO/Cr catalyst
at 210C.
6. Water condenses out and is removed from 40C.
7. Gas with carbon dioxide is passed through a stripper chamber
and removal chamber toremove and to stripped carbon dioxide with
UCARSOL. Carbon dioxide in the mixturedissolves.
8. Saturated UCARSOL from carbon dioxide removal chamber is feed
to carbon dioxidestripper to strip the remaining carbon dioxide for
urea manufacturing.
9. Remaining carbon dioxide is passed through the methanation
chamber where water isproduced and is removed by condensation at
40C. Carbon dioxide is converted tomethane using a Ni/Al2O3
catalyst at 325C:
CO + 3H2 CH4 + H2OCO2 + 4H2 CH4+ 2H2O
10.Gas mixture is cooled and compressed.11.Gas stream is mixed
with the mixture of ammonia and unreacted gases and cooled to
5C.12.Ammonia is removed and is passed through decompression with
another ammonia.13.Unreacted gases is heated to 400C with P = 330
barg and passed over an iron catalyst
and is converted to ammonia.14.Outlet gas is cooled from 220C to
30C. This process condenses more ammonia.15.Ammonia after cooling
is passed through decomposition with the ammonia from thestep
11:
N2 + 3H2 2NH3; P = 24 barg
-
8/6/2019 z Potassium Industries 2007 2
14/18
16.Impurities such as methane and hydrogen become gases and are
sent to the ammoniarecovery unit. Purge gas (used for primary or
steam reformer) and recovered ammoniaare removed.
Economics. Annually 105 000 tonnes of pure ammonia (300 T day-1)
are produced in Kapuni, andmost of this is converted to urea.
Ammonia is produced in large petrochemical plants typically 400000
tonnes to 800 000 tonnes per year and costing $150m to $250m.
Ammonia is produced in about80 countries and 85 per cent is for
nitrogen fertiliser production including about 6 per cent for
directuse in agriculture. Production capacity has grown strongly
doubling from 62 million tonnes in1974 to 130 million tonnes in
2000.
Importance and Uses. Most of the ammonia is used on site in the
production of urea. The remainderis sold domestically for use in
industrial refrigeration systems and other applications that
requireanhydrous ammonia. It is an industrial chemical, but its
most important use is as the building blockof nitrogen fertilizers
urea and ammonia chemicals.
Urea, NH2CONH2
Also called carbamide, is an organic chemical compound which
essentially is the waste producedwhen the body metabolizes protein.
It is a compound not only produced by humans but also by many
other mammals, as well as amphibians and some fish. Urea was the
first natural compound to besynthesized artificially using
inorganic compounds a scientific breakthrough.
Manufacture and Production. Urea is produced from ammonia and
carbon dioxide in twoequilibrium reactions:
2NH3 + CO2 NH2COONH4(ammonium carbamate)NH2COONH4 NH2CONH2(urea)
+ H2O
The urea manufacturing process is designed to maximize these
reactions while inhibitingbiuret formation:
2NH2CONH2 NH2CONHCONH2(biuret) + NH3
Steps:1. Carbon dioxide and ammonia is mixed in a reactor to
form ammonium carbamate
Synthesis
urea, excess NH3,carbamate, H2O
heat Decomposition
urea, H2O
heat Concentration
urea
Granulation
U e le
H3
NH3, CO2 Recovery cooling
H2O H2O
-
8/6/2019 z Potassium Industries 2007 2
15/18
(exothermic reaction):
2NH3 + CO2 NH2COONH4(ammonium carbamate); P = 240 barg
First reactor achieves 78% conversion of carbon dioxide to
ureaSecond reactor receives the gas from the first reactor and
recycle solution from thedecomposition and concentration sections;
60% conversion of carbon dioxide to ureaat P = 50 barg.
2. Water and unconsumed reactants (ammonia, carbon dioxide,
ammonium carbamate) areremoved ; pressure is reduced from 240 barg
to 17 barg and the solution is heated:
NH2COONH4 2NH3 + CO2(decomposition of ammonium
carbamate)NH2CONH2 + H2O 2NH3 + CO2(urea hydrolysis)2NH2CONH2
NH2CONHCONH2 + NH3(biuret formation)
3. Ammonia and carbon dioxide is passed through a recovery
chamber. Unconsumedreactants are passed through the second reactor
and purified excess ammonia is passedthrough the first reactor.
4. Urea and water from the decomposition of ammonia carbamate is
concentrated from 68%w/w to 80% w/w. Seventy percent of the urea
solution is heated at 80C-110C under
vacuum, which evaporates off some water. Molten urea is produced
at 140C; remaining25% of the 68% w/w solution is processed under
vacuum at 135C.
5. Urea that is 80% w/w is processed under granulation. Dry,
cool granules classified usingscreens. Oversized granules are
crushed and combined with undersized ones for use asseed. The final
product is cooled in air, weighed and conveyed to bulk storage
ready forsale.
Economics. Global urea production increased by 3.6% in 2009 to
reach 146m tonnes, estimated theInternational Fertilizer Industry
Association (IFA). Currently 182 000 tonnes of granular urea
are
produced annually (530 T day-1), but this is soon expected to
increase to 274 000 tonnes. The IFAforecasted that world urea
capacity will increase by 51m tonne/year between 2009 and 2014 to
reach222m tonne/year, a growth rate of 6%/year. Global demand for
urea is forecast to grow at 3.8%/year
to around 175m tonnes in 2014. Much of the increase was from
fertilizer demand while industrialapplications for urea, accounting
for 12% of total consumption, is expected to grow at 7%/year.
Uses. The urea is used as a nitrogen-rich fertilizer, and as
such is of great importance in agriculture.It is also used as a
component in the manufacture of resins for timber processing and in
yeastmanufacture. Urea is also used in the manufacture of
urea-formaldehyde (UF) resins produced by thecondensation reaction
between urea and formaldehyde. Urea is also a constituent of cattle
feeds, andis a useful viscosity modifier for casein or starch-based
paper coatings. Small quantities are used asan intermediate in the
manufacture of polyurethanes, pharmaceuticals, toothpaste,
cosmetics, flame-
proofing agents, sulphamic acid and fabric softeners.
Ammonium Nitrate, NH4NO3
A salt of ammonia and nitric acid, is a colourless, crystalline
substance. Ammonium Nitrate reactswith combustible and reducing
materials as it is a strong oxidant. It is prepared commercially
byreaction of nitric acid and ammonia.
Manufacture and Production. Ammonium nitrate (NH4NO3) is
produced by neutralizing nitric acid(HNO3) with ammonia (NH3).
Steps:1. Ammonia and nitric acid are reacted in a solution
formation chamber which is resulted a melt
stream:
-
8/6/2019 z Potassium Industries 2007 2
16/18
HNO3 + NH3 NH4NO3
2. As the melt stream is feed to a solution concentration
chamber, an additive magnesiumnitrate or magnesium oxide is
injected. Purposes:
1. to raise the crystalline transition temperature ofthe final
solid product;2. act as an desiccant, drawing waterinto the final
productto reduce caking;3. to allow solidification to occur at a
low temperature by reducing the freezing
point of molten ammonium nitrate.3. Melt stream fromstep 2 is
passed
to solids formationchamber by prillingand by granulating.
4. Solid NH4NO3 is passed to solidsfinishing chamber by drying
andcooling.
5. Dried solids are processed againfor screening.These solids
vary insizes and must be screened forconsistently sized prills
orgranules. Offsize prills are
dissolved and recycled to thesolution concentration process.6.
Screened prills is processed for
coating for bulk shipping and bagging.
Economics. In 1991, there were 58 U.S. ammonium nitrate plants
located in 22 states producingabout 8.2 million megagrams (Mg; 9
million tons) of ammonia nitrate.
Uses. Approximately 15% to 20% of this amount was used for
explosives and the balance forfertilizers. The commercial grade
contains about 34 percent nitrogen, all of which is in
formsutilizable by plants; it is the most common nitrogenous
component of artificial fertilizers.Ammonium nitrate also is
employed to modify the detonation rate of other explosives, such
as
nitroglycerin in the so-called ammonia dynamites, or as an
oxidizing agent in the ammonals.Ammonium nitrate is also used in
the treatment oftitanium ores and in solid-fuel rocket
propellants,in pyrotechnics.
Ammonium Sulfate, [NH4]2SO4
Manufacture and Production.About 90% of ammonium sulfate is
produced in three differentprocesses:
1. caprolactam [(CH2)5COHN] by-product
2. synthetic manufacture3. coke-oven by-product
Processes:1. Synthetic ammonium sulfate is
produced by combininganhydrous ammonia and sulfuricacid in a
reactor.
2. Coke-oven by-productammonium sulfate is produced byreacting
the ammonia recovered
from coke-oven offgas with sulfuric acid.3. Ammonium sulfate
crystals are formed by
1
2
3
4
7
8
6
5
9
10
Ammonia
Nitric Acid
1
3
2
4
5
6
-
8/6/2019 z Potassium Industries 2007 2
17/18
circulating the ammonium sulfate liquorthrough a water
evaporator, which thickens thesolution.
4. Ammonium sulfate crystals are separated from the liquorin a
centrifuge.5. The crystals are fed to either a fluidized-bed or
rotary drum dryer.6. Dryers are continuously steam heated, while
the rotary dryers are fired directly.7. Rotary vacuum filters may
be used in placed of a centrifuge and dryer.8. Crystallayeris
removed as product; not generally screened;carried by conveyors to
bulk
storage.9. Dryer exhaust gases pass through a particulate
collection device, wet scrubber.10.After being dried, the ammonium
sulfate crystals are screened into course and fine crystals.
Economics. In 1991, U.S. facilities produced about 2.7 million
megagrams(Mg; 3 million tons) ofammonium sulfate in about 35
plants. Production rates atthese plants range from 1.8Mg to 360Mg
(2tons to 400 tons) peryear.
Uses. Itis commonly used as fertilizer.
Ammonium Phosphate, NH4H2PO4
Manufature and Production.Two basic mixer designs are used by
ammoniation-granulation plants:
pugmill ammoniator and rotary drum ammoniator.
Processes:1. Phosphoric acid is mixed in an acid surge tank with
93% sulfuric acid and with recycled acid
from wet scrubbers.2. Mixed acids are then partially neutralized
with liquid or gaseous anhydrous ammonia in a
brick-lined acid reactor.3. A slurry of ammonium phosphate and
22% water are produced and sentthrough steam-traced
lines to the ammoniator-granulator.4. Ammonia-rich
offgases passthrough a wet
scrubber beforeexhausting to theatmosphere.
5. Granulation, byagglomeration and
by coatingparticulate withslurry, takes place inthe rotating
drumand is completed inthe dryer.
6. Primary scrubbers use raw materials mixed with acid.
7. Secondary scrubbers use raw materials mixed with pond
water.8. Moist ammonium phosphate granules are transferred to a
rotary concurrent dryer.9. Then transferred to a cooler.10.Before
being exhausted to the atmosphere, these offgases pass through
cyclones and wet
scrubbers.
11.Cooled granules pass to a double-deck screen, in which
oversize and undersize particles areseparated from product
particles.
12.Oversized granules are crushed, mixed with undersized.13.They
recycled backto the ammoniator-granulator.
Economics.Total ammonium phosphate production in the U.S.in 1992
was estimated to b e 7.7
2
1 4
6
3
5 8
9
10
11
10
12
12
13
7
-
8/6/2019 z Potassium Industries 2007 2
18/18
million megagrams (Mg; 8.5 million tons).
Uses. Ammonium phosphate is used as an ingredient in some
fertilizers as a high source of elementalnitrogen. It is also used
as a flame retardant in thermoplastic compositions. It is
analytically used as
buffer solutions.