Univ.-Prof. Dr.-Ing. Uwe DombrowskiDipl.-Ing. Sven Schulze
Trends in der Ersatzteillogistik
Hamburg, 20.09.2007
Lebenszyklusorientiertes Ersatzteilmanagement Neue Herausforderungen durch innovationsstarke Bauteile und
steigende Variantenvielfalt
Die präsentierten Erkenntnisse sind Teilergebnisse des von der DFG geförderten Forschungsprojekts „Entwicklung von
Strategien zur Ersatzteilversorgung im Nachserienbedarf“

Gliederung
Branchenspezifische LösungenBranchenspezifische Lösungen
Zukünftige HerausforderungenZukünftige Herausforderungen
Ersatzteilmanagement am Beispiel der Automobilindus trieErsatzteilmanagement am Beispiel der Automobilindus trie
Versorgungsstrategien für ein lebenszyklusorientier tes ErsatzteilmanagementVersorgungsstrategien für ein lebenszyklusorientier tes Ersatzteilmanagement
Die Bedeutung der Ersatzteillogistik
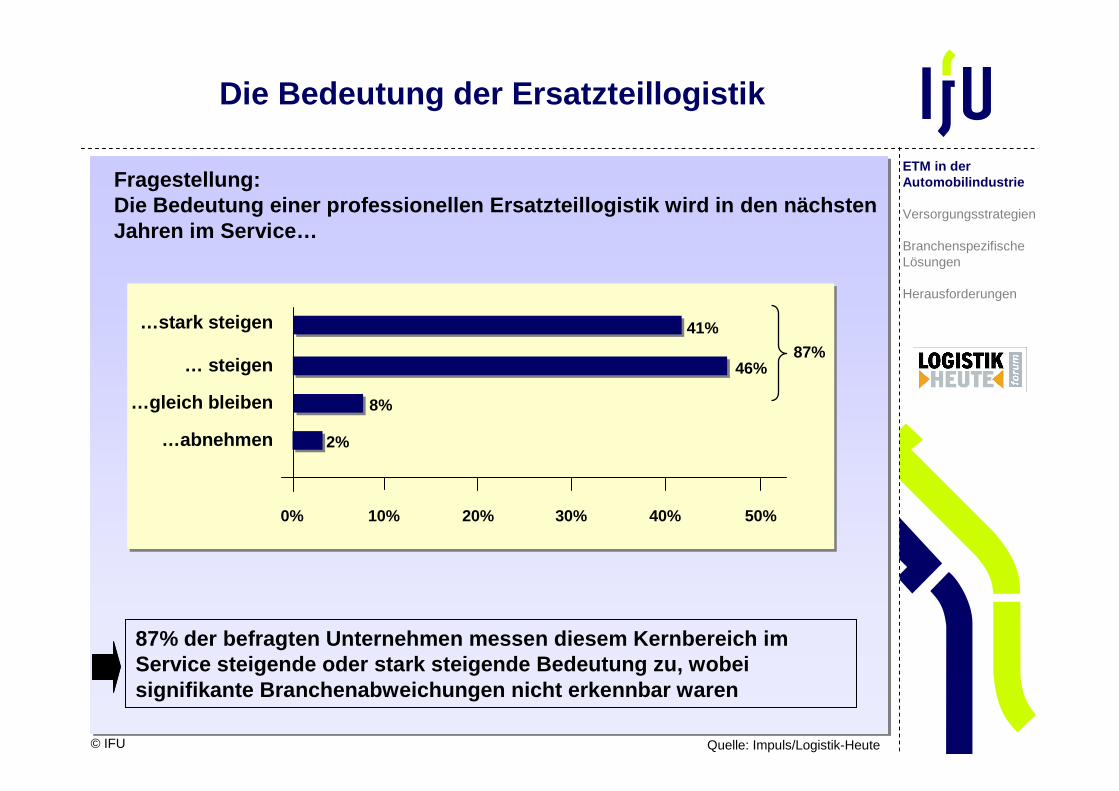
Fragestellung:Die Bedeutung einer professionellen Ersatzteillogis tik wird in den nächsten Jahren im Service…
87% der befragten Unternehmen messen diesem Kernber eich im Service steigende oder stark steigende Bedeutung zu , wobei signifikante Branchenabweichungen nicht erkennbar w aren
Quelle: Impuls/Logistik-Heute
…stark steigen
… steigen
…gleich bleiben
…abnehmen
0% 10% 20% 30% 40% 50%
2%
8%
46%
41%
87%
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
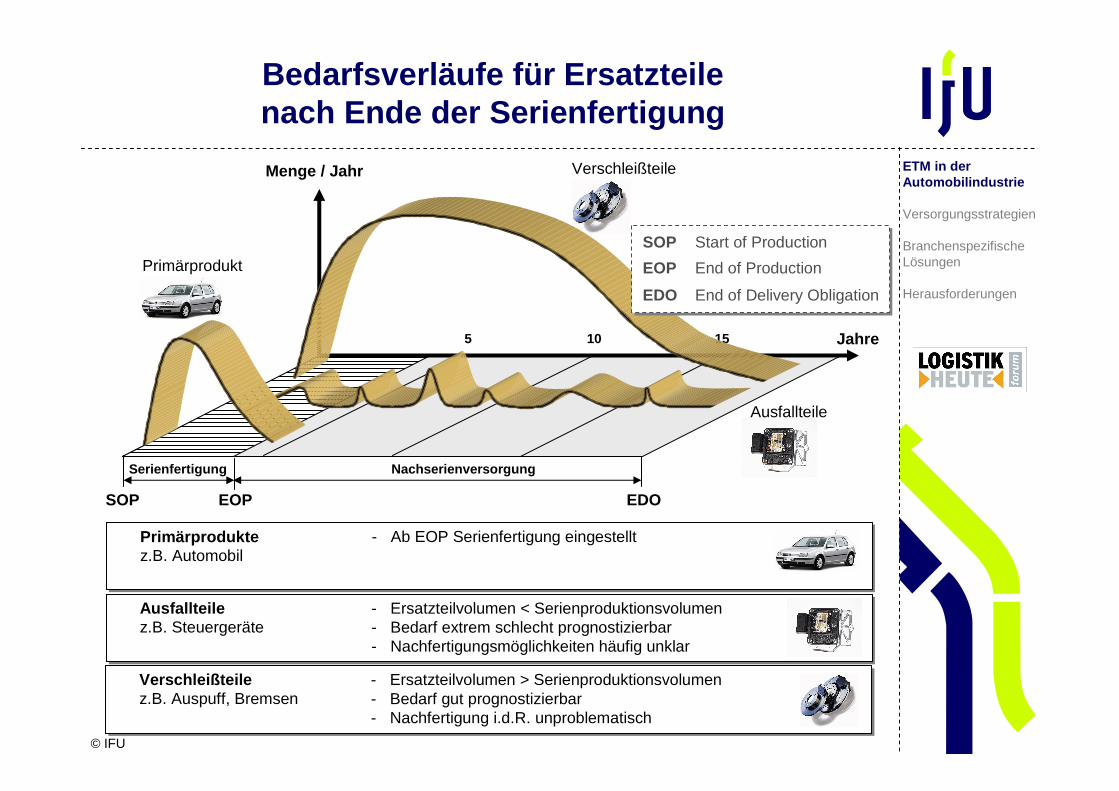
Primärprodukt
5 10 15
Serienfertigung
Menge / Jahr
Jahre
Ausfallteile
Verschleißteile
Nachserienversorgung
Bedarfsverläufe für Ersatzteile nach Ende der Serienfertigung
Ausfallteilez.B. Steuergeräte
Verschleißteilez.B. Auspuff, Bremsen
- Ersatzteilvolumen > Serienproduktionsvolumen- Bedarf gut prognostizierbar- Nachfertigung i.d.R. unproblematisch
- Ersatzteilvolumen < Serienproduktionsvolumen- Bedarf extrem schlecht prognostizierbar- Nachfertigungsmöglichkeiten häufig unklar
SOP EOP EDO
Primärproduktez.B. Automobil
- Ab EOP Serienfertigung eingestellt
SOP
EOP
EDO
Start of Production
End of Production
End of Delivery Obligation
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
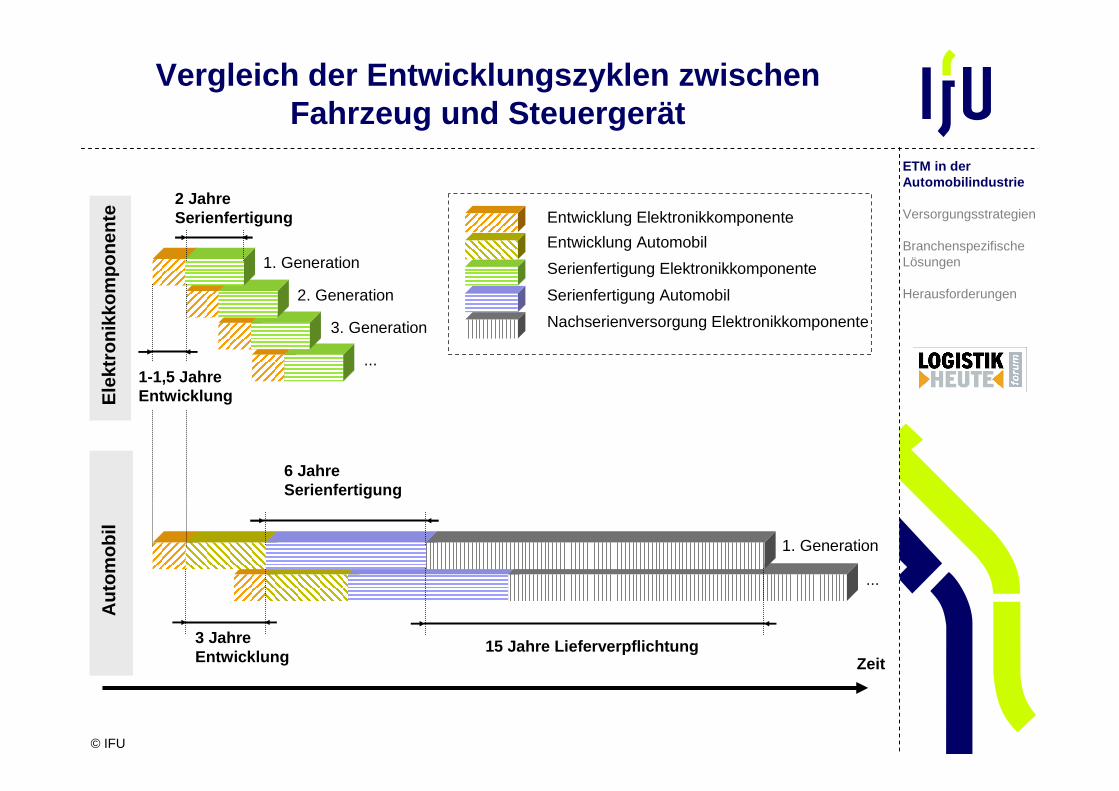
Vergleich der Entwicklungszyklen zwischen Fahrzeug und Steuergerät
Zeit
1-1,5 Jahre Entwicklung
3 Jahre Entwicklung
6 Jahre Serienfertigung
15 Jahre Lieferverpflichtung
Aut
omob
il
1. Generation
2. Generation
3. Generation
...
2 Jahre Serienfertigung
Ele
ktro
nikk
ompo
nent
e
1. Generation
...
Entwicklung Elektronikkomponente
Entwicklung Automobil
Serienfertigung Elektronikkomponente
Nachserienversorgung Elektronikkomponente
Serienfertigung Automobil
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
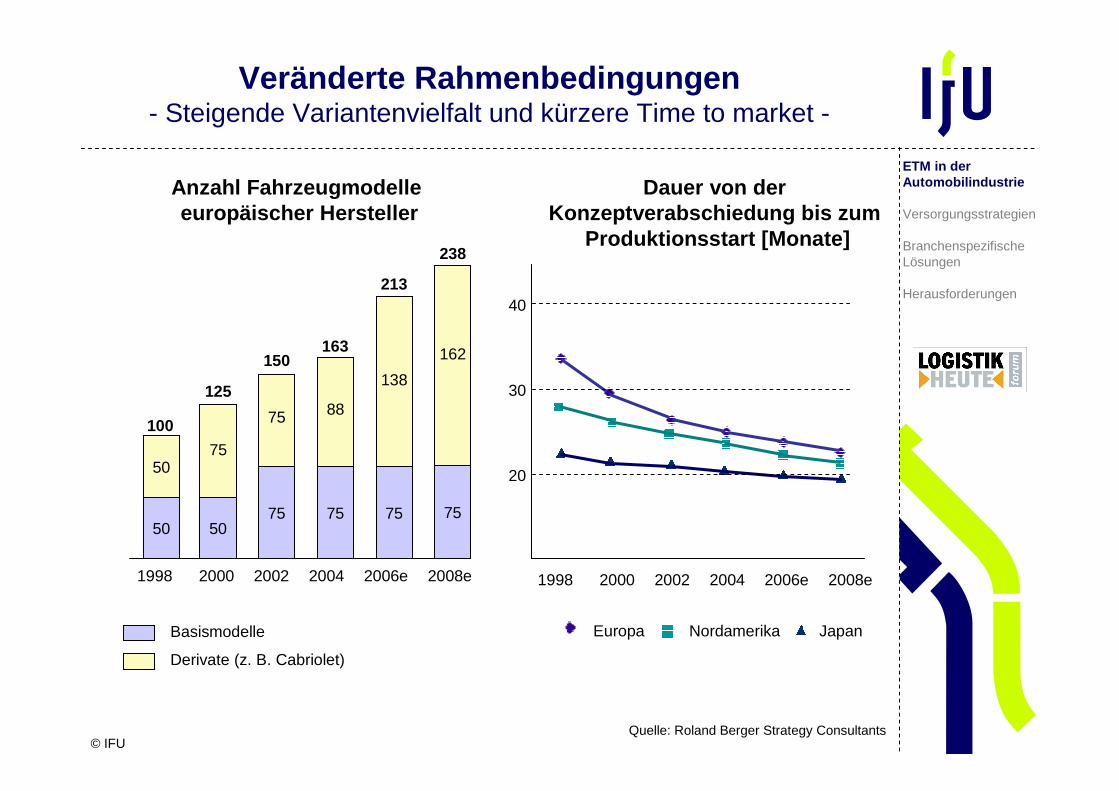
1998 2000 2002 2004 2006e 2008e
50
50
100
50
75
125
75
75
150
75
88
163
75
138
213
75
162
238
Basismodelle
Derivate (z. B. Cabriolet)
Anzahl Fahrzeugmodelle europäischer Hersteller
Quelle: Roland Berger Strategy Consultants
20
30
40
Europa Nordamerika Japan
Dauer von der Konzeptverabschiedung bis zum
Produktionsstart [Monate]
1998 2000 2002 2004 2006e 2008e
Veränderte Rahmenbedingungen- Steigende Variantenvielfalt und kürzere Time to market -
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU

Ältere Fahrzeugsegmente mit Wachstumspotential im Servicegeschäft
0
2
4
6
8
10
12
14
16
2001 2003 2006
Fah
rzeu
gbst
ände
[in
Mio
.]
Segment I: ≤ 4 JahreSegment II: 5-7 JahreSegment III: 8-10 JahreSegment IV: > 11 Jahre
Veränderte Rahmenbedingungen- Steigendes Fahrzeugalter -
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
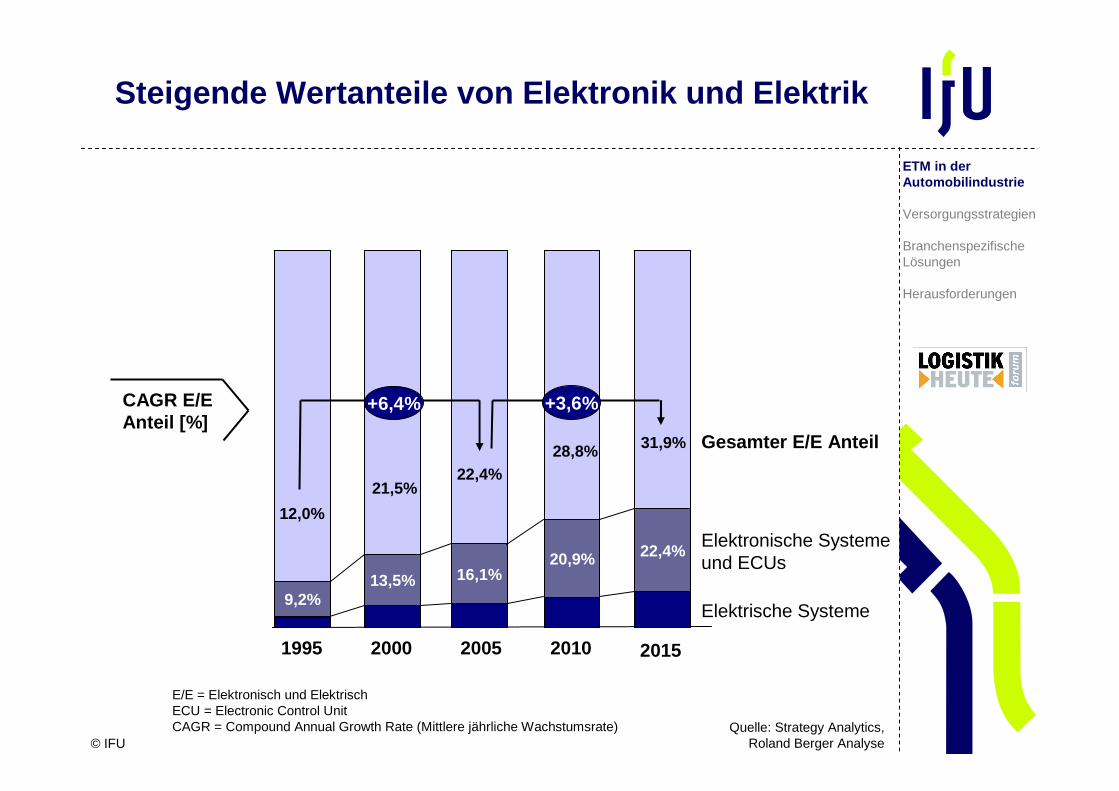
Steigende Wertanteile von Elektronik und Elektrik
9,2%13,5% 16,1%
20,9% 22,4%
12,0%
21,5%22,4%
28,8% 31,9%
1995 2000 2005 2010 2015
Gesamter E/E Anteil
Elektronische Systeme und ECUs
Elektrische Systeme
CAGR E/EAnteil [%]
Quelle: Strategy Analytics,Roland Berger Analyse
E/E = Elektronisch und ElektrischECU = Electronic Control Unit CAGR = Compound Annual Growth Rate (Mittlere jährliche Wachstumsrate)
+3,6%+6,4%
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU

Weltmarkt für die Autoelektrik und -elektronik
2005 2015
Angaben in Milliarden Euro
Wertanteil der Elektronik je Fahrzeug
20 % ≥ 30 %
13
23
∑ 230
∑ 130
38
31
19,5
28,5
65
61
35
46
Wachstum p. a.
Gesamtwachstum p. a.: 5,9 %
Chassis
Motor und Antriebsstrang
Body (Exterior)
Innenraum
Elektrik und Bordnetz
5,9 %
4,9 %
6,0 %
7,0 %
5,5 %
Quelle: Mercer Management Consulting
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
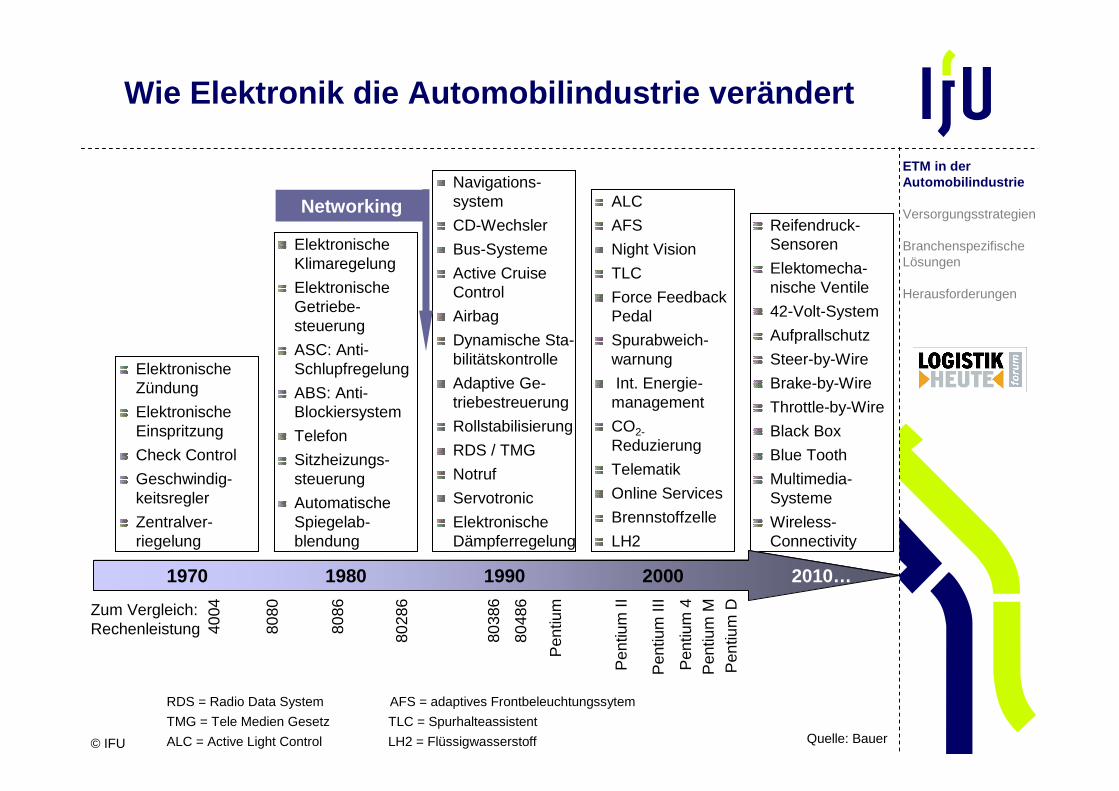
Wie Elektronik die Automobilindustrie verändert
Elektronische Zündung
Elektronische Einspritzung
Check Control
Geschwindig-keitsregler
Zentralver-riegelung
Elektronische Klimaregelung
Elektronische Getriebe-steuerung
ASC: Anti-Schlupfregelung
ABS: Anti-Blockiersystem
Telefon
Sitzheizungs-steuerung
Automatische Spiegelab-blendung
Navigations-system
CD-Wechsler
Bus-Systeme
Active Cruise Control
Airbag
Dynamische Sta-bilitätskontrolle
Adaptive Ge-triebestreuerung
Rollstabilisierung
RDS / TMG
Notruf
Servotronic
Elektronische Dämpferregelung
ALC
AFS
Night Vision
TLC
Force Feedback Pedal
Spurabweich-warnung
Int. Energie-management
CO2-Reduzierung
Telematik
Online Services
Brennstoffzelle
LH2
Reifendruck-Sensoren
Elektomecha-nische Ventile
42-Volt-System
Aufprallschutz
Steer-by-Wire
Brake-by-Wire
Throttle-by-Wire
Black Box
Blue Tooth
Multimedia-Systeme
Wireless-Connectivity
Zum Vergleich: Rechenleistung
Quelle: Bauer
RDS = Radio Data System AFS = adaptives Frontbeleuchtungssytem
TMG = Tele Medien Gesetz TLC = Spurhalteassistent
ALC = Active Light Control LH2 = Flüssigwasserstoff
1970 1980 1990 2000 2010…
Pen
tium
III
Pen
tium
8038
6
8028
6
8080
4004
8086
8048
6
Pen
tium
II
Pen
tium
4P
entiu
m M
Pen
tium
D
Networking
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
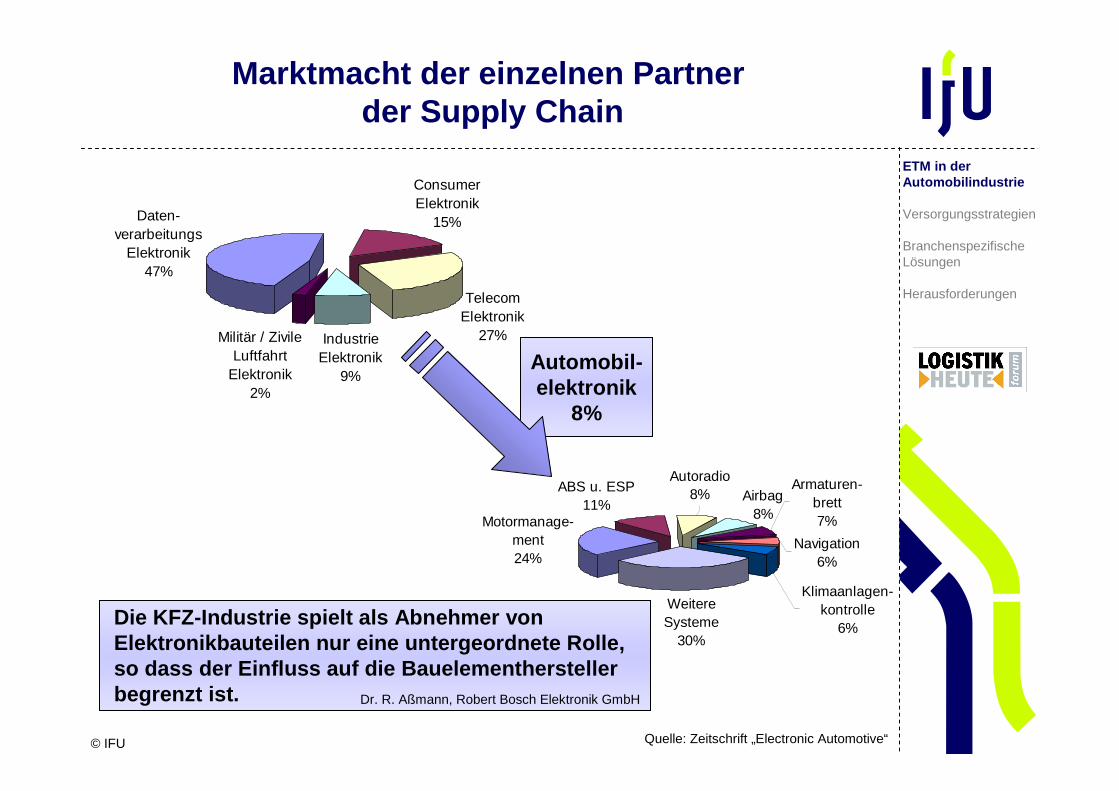
Marktmacht der einzelnen Partnerder Supply Chain
Quelle: Zeitschrift „Electronic Automotive“
Consumer Elektronik
15%
Telecom Elektronik
27%Industrie Elektronik
9%
Militär / Zivile Luftfahrt
Elektronik2%
Daten-verarbeitungs
Elektronik47%
ABS u. ESP11%
Weitere Systeme
30%
Navigation6%
Autoradio8% Airbag
8%Motormanage-ment24%
Klimaanlagen-kontrolle
6%
Armaturen-brett7%
Automobil-elektronik
8%
Die KFZ-Industrie spielt als Abnehmer von Elektronikbauteilen nur eine untergeordnete Rolle, so dass der Einfluss auf die Bauelementhersteller begrenzt ist. Dr. R. Aßmann, Robert Bosch Elektronik GmbH
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
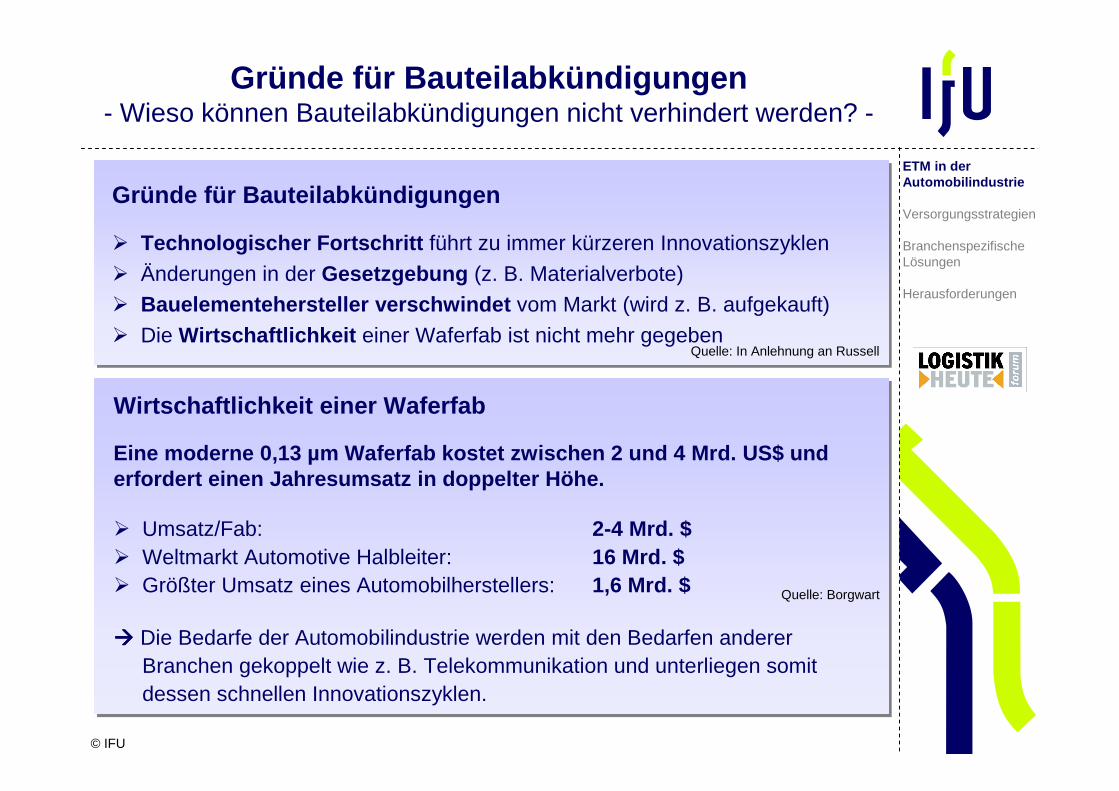
Wirtschaftlichkeit einer Waferfab
Eine moderne 0,13 µm Waferfab kostet zwischen 2 und 4 Mrd. US$ und erfordert einen Jahresumsatz in doppelter Höhe.
� Umsatz/Fab: 2-4 Mrd. $� Weltmarkt Automotive Halbleiter: 16 Mrd. $ � Größter Umsatz eines Automobilherstellers: 1,6 Mrd. $
���� Die Bedarfe der Automobilindustrie werden mit den Bedarfen anderer Branchen gekoppelt wie z. B. Telekommunikation und unterliegen somit dessen schnellen Innovationszyklen.
Quelle: Borgwart
Gründe für Bauteilabkündigungen- Wieso können Bauteilabkündigungen nicht verhindert werden? -
Gründe für Bauteilabkündigungen
� Technologischer Fortschritt führt zu immer kürzeren Innovationszyklen
� Änderungen in der Gesetzgebung (z. B. Materialverbote)� Bauelementehersteller verschwindet vom Markt (wird z. B. aufgekauft)
� Die Wirtschaftlichkeit einer Waferfab ist nicht mehr gegebenQuelle: In Anlehnung an Russell
© IFU
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
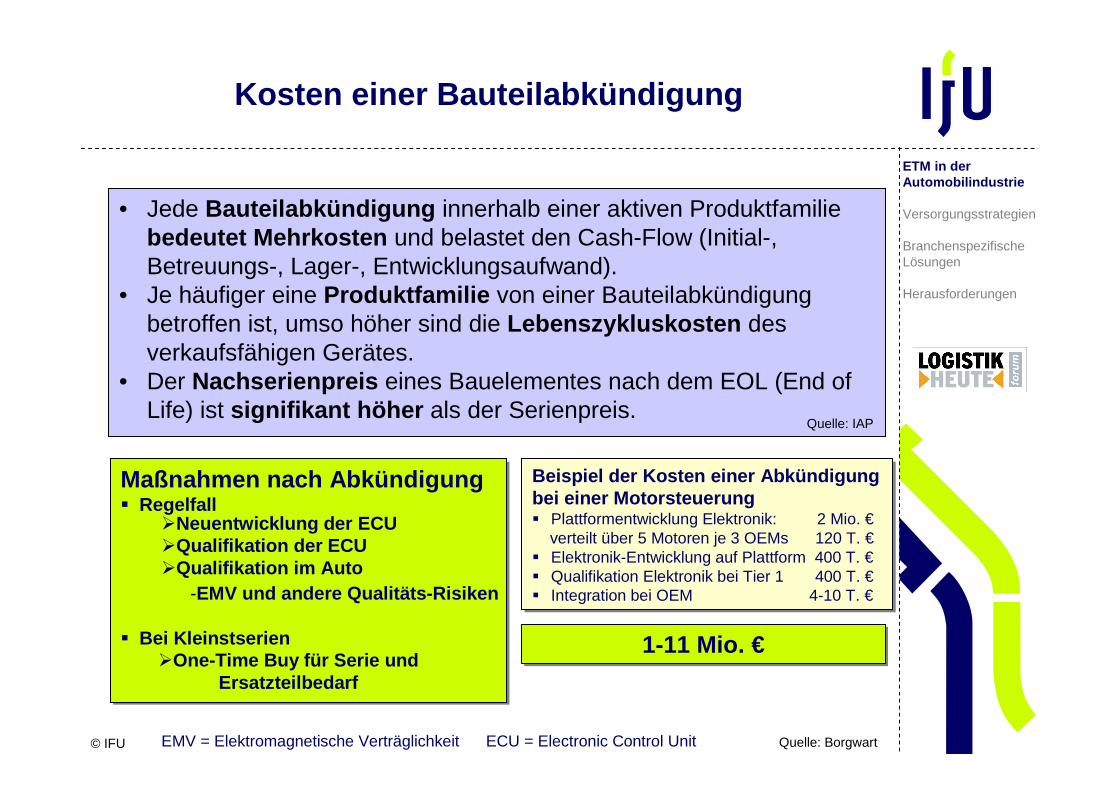
• Jede Bauteilabkündigung innerhalb einer aktiven Produktfamilie bedeutet Mehrkosten und belastet den Cash-Flow (Initial-, Betreuungs-, Lager-, Entwicklungsaufwand).
• Je häufiger eine Produktfamilie von einer Bauteilabkündigung betroffen ist, umso höher sind die Lebenszykluskosten des verkaufsfähigen Gerätes.
• Der Nachserienpreis eines Bauelementes nach dem EOL (End of Life) ist signifikant höher als der Serienpreis.
Quelle: IAP
Kosten einer Bauteilabkündigung
Maßnahmen nach Abkündigung� Regelfall
� Bei Kleinstserien
Maßnahmen nach Abkündigung� Regelfall
� Bei Kleinstserien
�Neuentwicklung der ECU�Qualifikation der ECU�Qualifikation im Auto
-EMV und andere Qualitäts-Risiken
�One-Time Buy für Serie und Ersatzteilbedarf
Quelle: Borgwart
Beispiel der Kosten einer Abkündigung bei einer Motorsteuerung� Plattformentwicklung Elektronik: 2 Mio. €
verteilt über 5 Motoren je 3 OEMs 120 T. €� Elektronik-Entwicklung auf Plattform 400 T. €� Qualifikation Elektronik bei Tier 1 400 T. €� Integration bei OEM 4-10 T. €
Beispiel der Kosten einer Abkündigung bei einer Motorsteuerung� Plattformentwicklung Elektronik: 2 Mio. €
verteilt über 5 Motoren je 3 OEMs 120 T. €� Elektronik-Entwicklung auf Plattform 400 T. €� Qualifikation Elektronik bei Tier 1 400 T. €� Integration bei OEM 4-10 T. €
1-11 Mio. €1-11 Mio. €
EMV = Elektromagnetische Verträglichkeit ECU = Electronic Control Unit© IFU
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
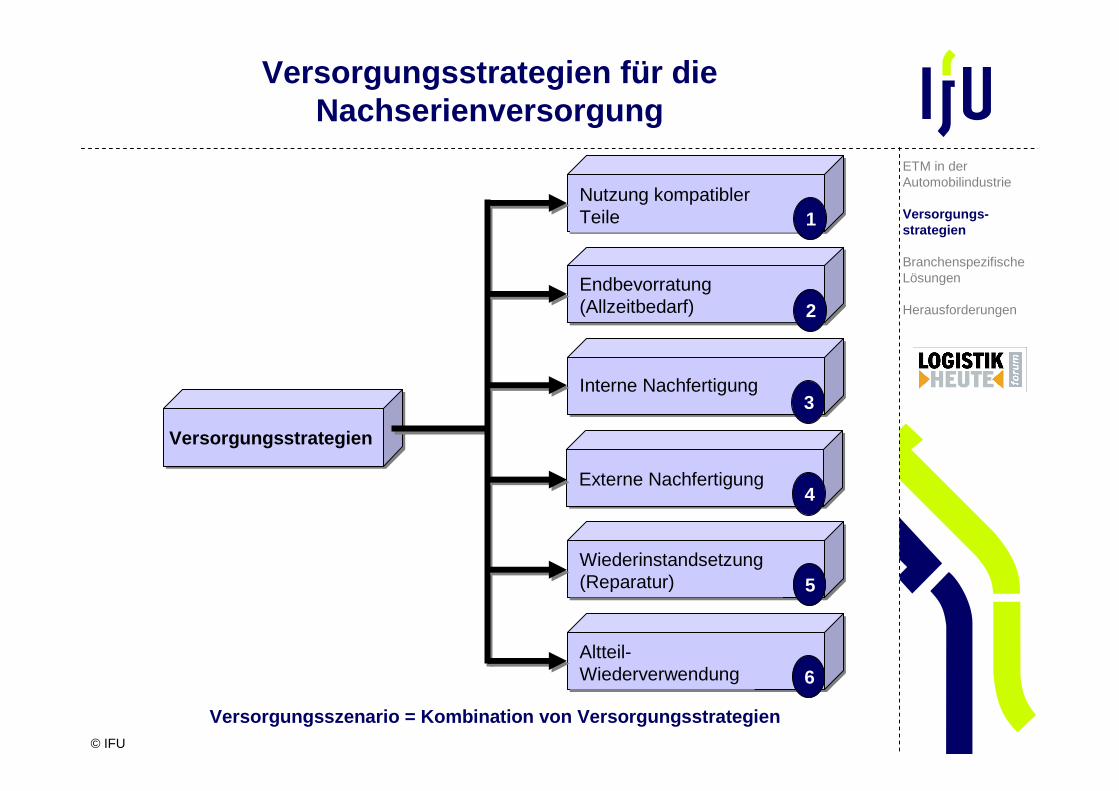
Versorgungsstrategien für die Nachserienversorgung
Versorgungsstrategien
Nutzung kompatibler Teile 1
Endbevorratung (Allzeitbedarf) 2
Interne Nachfertigung3
Externe Nachfertigung4
Wiederinstandsetzung (Reparatur) 5
Altteil-Wiederverwendung 6
Versorgungsszenario = Kombination von Versorgungsst rategien
ETM in der Automobilindustrie
Versorgungs-strategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
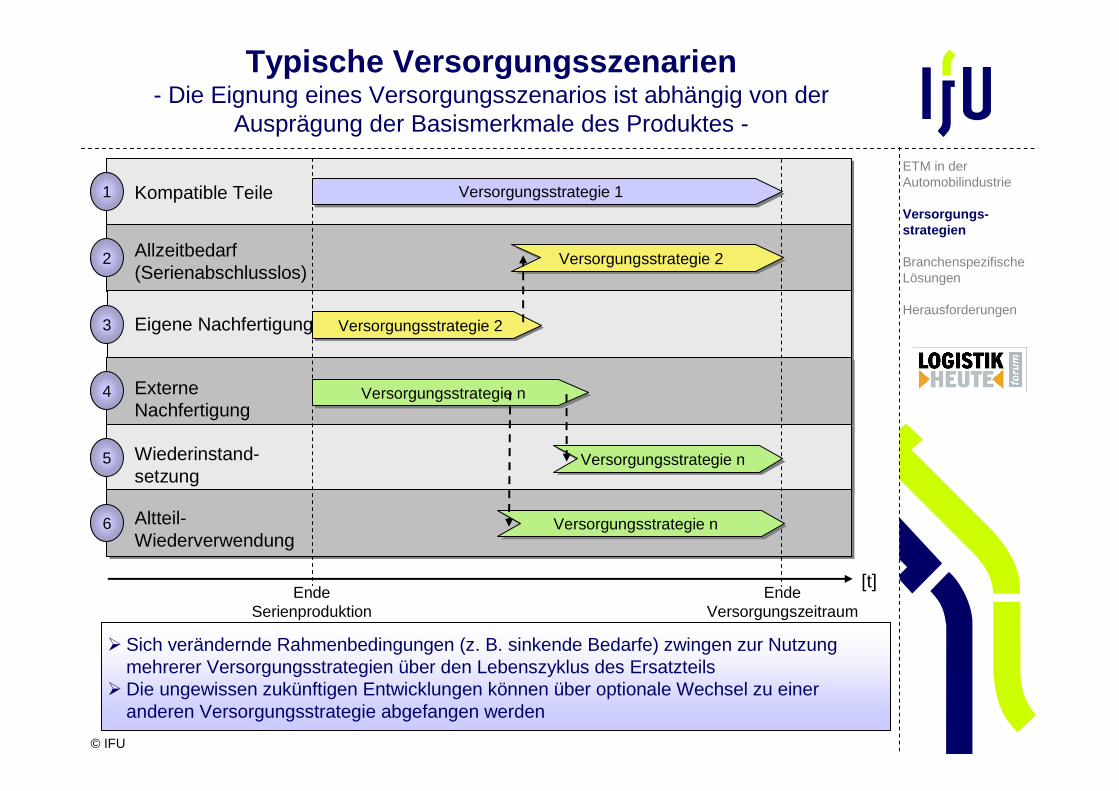
Eigene Nachfertigung
Kompatible Teile
Allzeitbedarf (Serienabschlusslos)
Altteil-Wiederverwendung
Wiederinstand-setzung
Externe Nachfertigung
Ende Serienproduktion
Ende Versorgungszeitraum
Versorgungsstrategie 2Versorgungsstrategie 2
Versorgungsstrategie 2Versorgungsstrategie 2
Versorgungsstrategie nVersorgungsstrategie n
Versorgungsstrategie nVersorgungsstrategie n
Versorgungsstrategie nVersorgungsstrategie n
Versorgungsstrategie 1Versorgungsstrategie 1
[t]
� Sich verändernde Rahmenbedingungen (z. B. sinkende Bedarfe) zwingen zur Nutzung mehrerer Versorgungsstrategien über den Lebenszyklus des Ersatzteils
� Die ungewissen zukünftigen Entwicklungen können über optionale Wechsel zu einer anderen Versorgungsstrategie abgefangen werden
Typische Versorgungsszenarien- Die Eignung eines Versorgungsszenarios ist abhängig von der
Ausprägung der Basismerkmale des Produktes -
1
2
3
4
5
6
ETM in der Automobilindustrie
Versorgungs-strategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
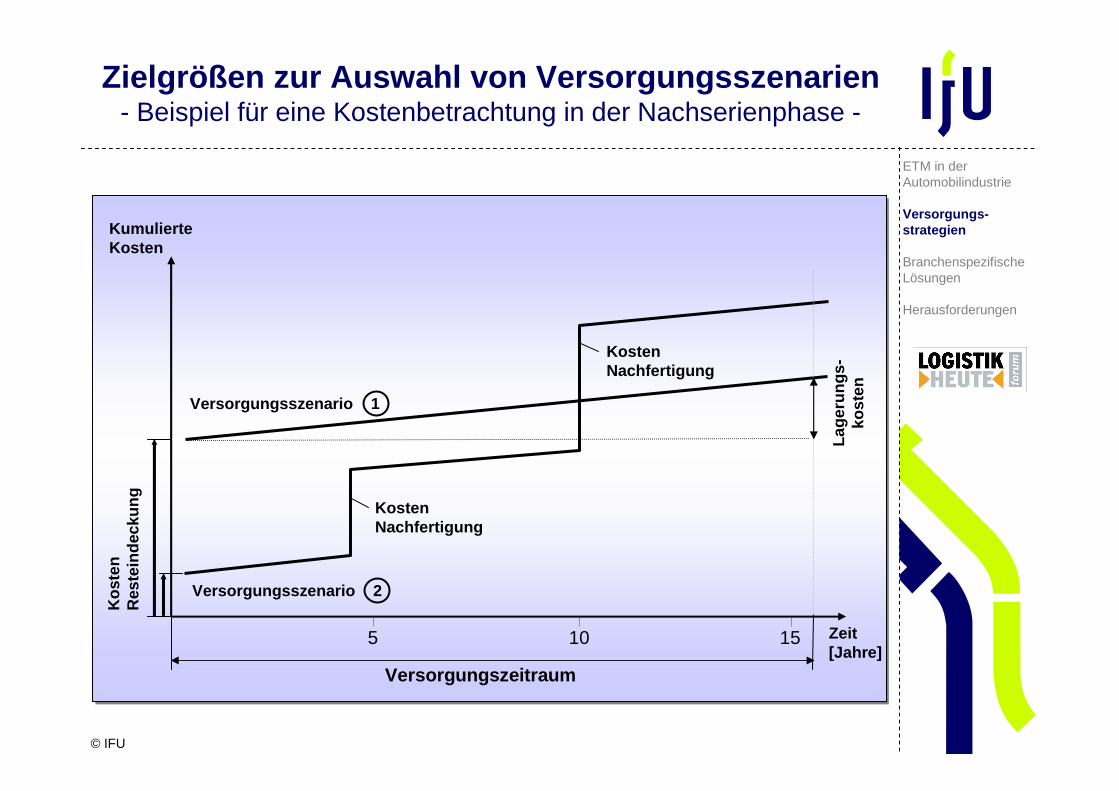
Zielgrößen zur Auswahl von Versorgungsszenarien- Beispiel für eine Kostenbetrachtung in der Nachserienphase -
Kumulierte Kosten
Zeit[Jahre]
KostenNachfertigung
KostenNachfertigung
Kos
ten
Res
tein
deck
ung
Versorgungszeitraum
Lage
rung
s-ko
sten
Versorgungsszenario 1
Versorgungsszenario 2
5 10 15
ETM in der Automobilindustrie
Versorgungs-strategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
-
-
+
-
+
+0
+
-
AKEAKE
NERNER
NRNR
KEAKEA
ANEANE
AKAK
KERKER
KRKR
NANA ANAN
KAKA
NEANEA
Lager-fähigkeit
Altteil-Wiederverwendung
-
-
+
-
+
+0
Kompatible Teile
+
-
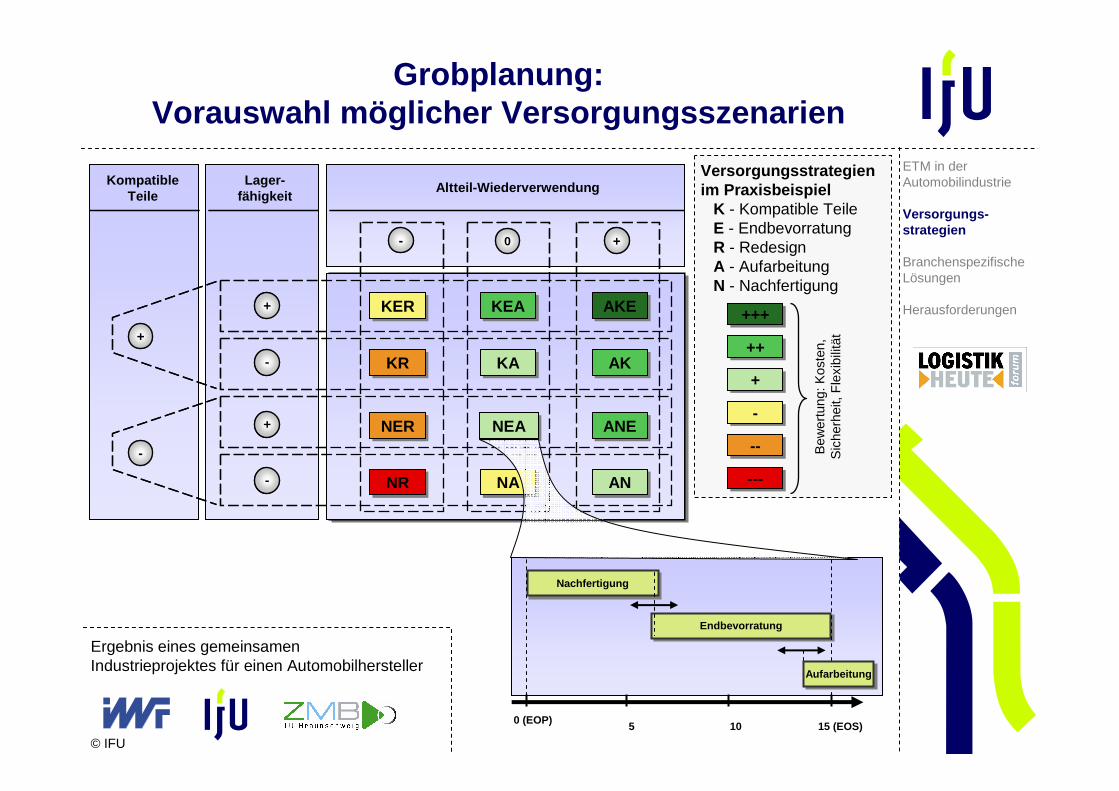
Grobplanung: Vorauswahl möglicher Versorgungsszenarien
NachfertigungNachfertigung
EndbevorratungEndbevorratung
0 (EOP)5 10 15 (EOS)
AufarbeitungAufarbeitung
K - Kompatible TeileE - EndbevorratungR - RedesignA - AufarbeitungN - Nachfertigung
Ergebnis eines gemeinsamen Industrieprojektes für einen Automobilhersteller
Versorgungsstrategien im Praxisbeispiel
AKEAKE
NERNER
NRNR
KEAKEA
ANEANE
AKAK
KERKER
KRKR
NANA ANAN
KAKA
NEANEA
AKEAKE
NERNER
NRNR
KEAKEA
ANEANE
AKAK
KERKER
KRKR
NANA ANAN
KAKA
NEANEA----
++++++
++++
++
--
------
Bew
ertu
ng: K
oste
n,
Sic
herh
eit,
Fle
xibi
lität
ETM in der Automobilindustrie
Versorgungs-strategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
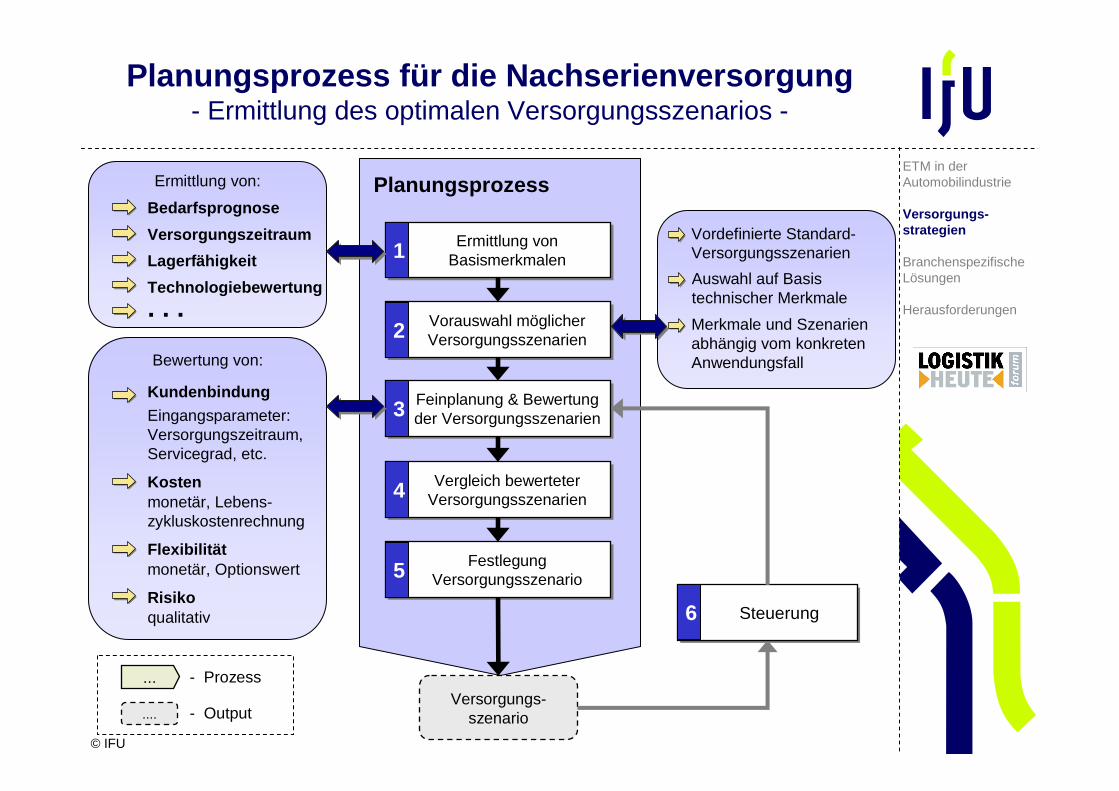
Ermittlung von BasismerkmalenErmittlung von
Basismerkmalen
Feinplanung & Bewertung der VersorgungsszenarienFeinplanung & Bewertung der Versorgungsszenarien
Vorauswahl möglicher VersorgungsszenarienVorauswahl möglicher Versorgungsszenarien
Vergleich bewerteter VersorgungsszenarienVergleich bewerteter
Versorgungsszenarien
Festlegung Versorgungsszenario
Festlegung Versorgungsszenario
Planungsprozess
1
2
3
4
5
....
... - Prozess
- OutputVersorgungs-
szenario
Planungsprozess für die Nachserienversorgung- Ermittlung des optimalen Versorgungsszenarios -
Bewertung von:
SteuerungSteuerungqualitativ
monetär, Optionswert
monetär, Lebens-zykluskostenrechnung
Eingangsparameter: Versorgungszeitraum, Servicegrad, etc.
Kundenbindung
Kosten
Flexibilität
Risiko
Ermittlung von:
Bedarfsprognose
Versorgungszeitraum
Technologiebewertung
Lagerfähigkeit
. . .
Vordefinierte Standard-Versorgungsszenarien
Auswahl auf Basis technischer Merkmale
Merkmale und Szenarien abhängig vom konkreten Anwendungsfall
6
ETM in der Automobilindustrie
Versorgungs-strategien
Branchenspezifische Lösungen
Herausforderungen
© IFU

„Life Cycle Lab“
Im Rahmen des Forschungsschwerpunktes „Lebenszyklusorientiertes Ersatzteil-management“ am IFU bilden elektronische Komponenten im Automobil einen Schwerpunkt der Betrachtungen.
Der steigende Anteil der Elektronik, in aktuellen Fahrzeugen der Oberklasse bis zu 45% der Herstellkosten, zeigt die steigende Bedeutung dieses Themas.
Zielsetzung :
Das Life Cycle Lab verfolgt mehrere Zielsetzungen:- Visualisierung des Problemfeldes „Elektronik im
Automobil“ im Rahmen von Lehre und Forschung, d. h. insbesondere Darstellung bisheriger Forschungs-ergebnisse
Life Cycle Lab- Lebenszyklusorientiertes Ersatzteilmanagement am konkreten
Beispiel -
Bauelemente
Baugruppen
Produkt
- Untersuchung elektronischer Steuergeräte und Analyse der Bauteile an einem praxisrelevanten Beispiel ermöglichen, u. a. im Rahmen eines Industrieprojektes mit den deutschen Automobilherstellern
- Ganzheitliche Betrachtung der Supply Chain über den Lebenszyklus , vom Hersteller von elektronischen Bauelementen bis zum Kunden.
ETM in der Automobilindustrie
Versorgungs-strategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
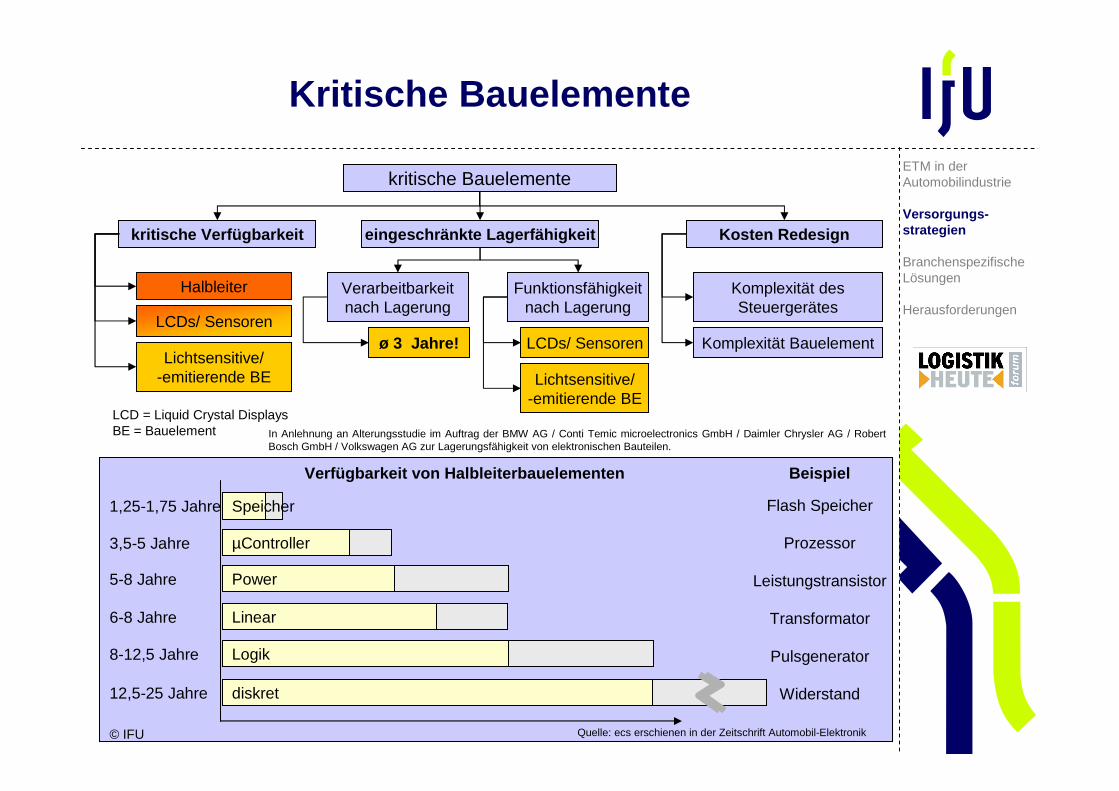
Kritische Bauelemente
In Anlehnung an Alterungsstudie im Auftrag der BMW AG / Conti Temic microelectronics GmbH / Daimler Chrysler AG / Robert Bosch GmbH / Volkswagen AG zur Lagerungsfähigkeit von elektronischen Bauteilen.
kritische Bauelemente
kritische Verfügbarkeit
Halbleiter
eingeschränkte Lagerfähigkeit
Lichtsensitive/-emitierende BE
Verarbeitbarkeit nach Lagerung
Funktionsfähigkeit nach Lagerung
Kosten Redesign
Komplexität des Steuergerätes
Komplexität Bauelement
3,5-5 Jahre
5-8 Jahre
6-8 Jahre
8-12,5 Jahre
12,5-25 Jahre
1,25-1,75 Jahre
LCDs/ Sensoren
Lichtsensitive/-emitierende BE
LCDs/ Sensorenø 3 Jahre!
µController
Power
Linear
Logik
diskret
Speicher
Verfügbarkeit von Halbleiterbauelementen
Quelle: ecs erschienen in der Zeitschrift Automobil-Elektronik© IFU
ETM in der Automobilindustrie
Versorgungs-strategien
Branchenspezifische Lösungen
Herausforderungen
LCD = Liquid Crystal Displays BE = Bauelement
Beispiel
Widerstand
Pulsgenerator
Transformator
Leistungstransistor
Prozessor
Flash Speicher
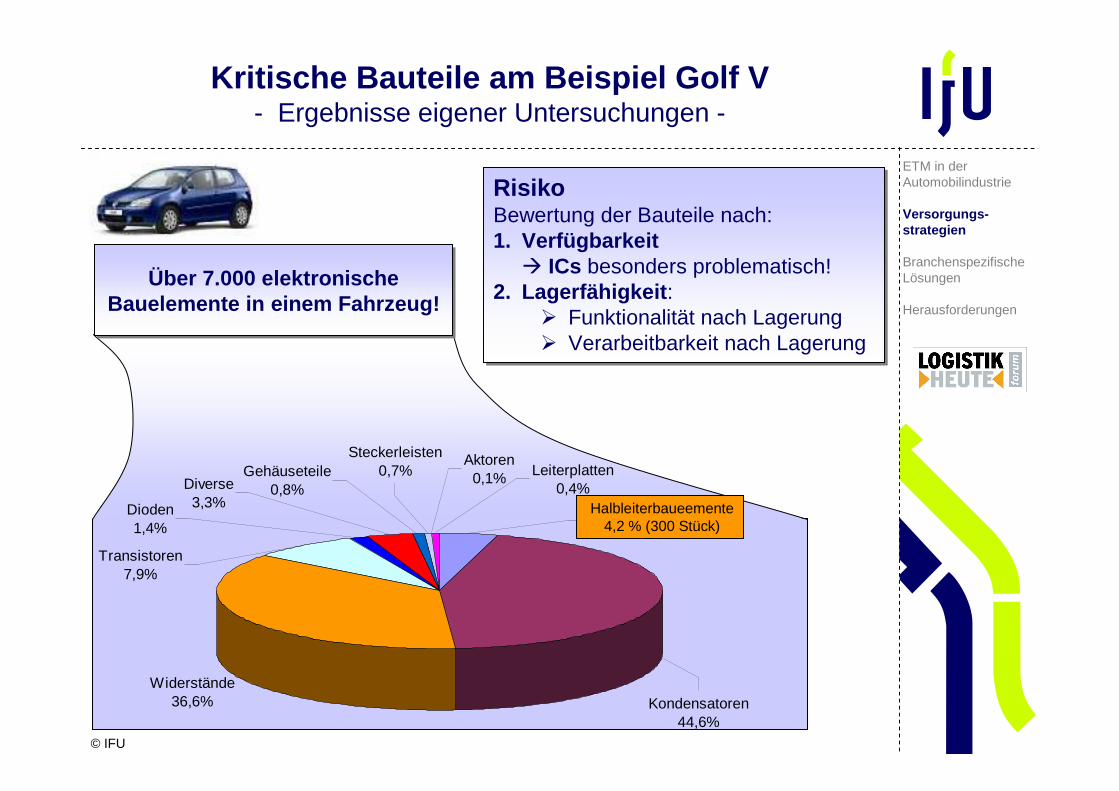
Kritische Bauteile am Beispiel Golf V- Ergebnisse eigener Untersuchungen -
Widerstände 36,6%
Transistoren7,9%
Dioden 1,4%
Diverse3,3%
Aktoren0,1%
Integrated Circuits 4,2%
Kondensatoren 44,6%
Gehäuseteile0,8%
Steckerleisten0,7% Leiterplatten
0,4%
Über 7.000 elektronische Bauelemente in einem Fahrzeug!
Über 7.000 elektronische Bauelemente in einem Fahrzeug!
RisikoBewertung der Bauteile nach: 1. Verfügbarkeit
� ICs besonders problematisch!2. Lagerfähigkeit :
� Funktionalität nach Lagerung� Verarbeitbarkeit nach Lagerung
RisikoBewertung der Bauteile nach: 1. Verfügbarkeit
� ICs besonders problematisch!2. Lagerfähigkeit :
� Funktionalität nach Lagerung� Verarbeitbarkeit nach Lagerung
Halbleiterbaueemente4,2 % (300 Stück)
© IFU
ETM in der Automobilindustrie
Versorgungs-strategien
Branchenspezifische Lösungen
Herausforderungen
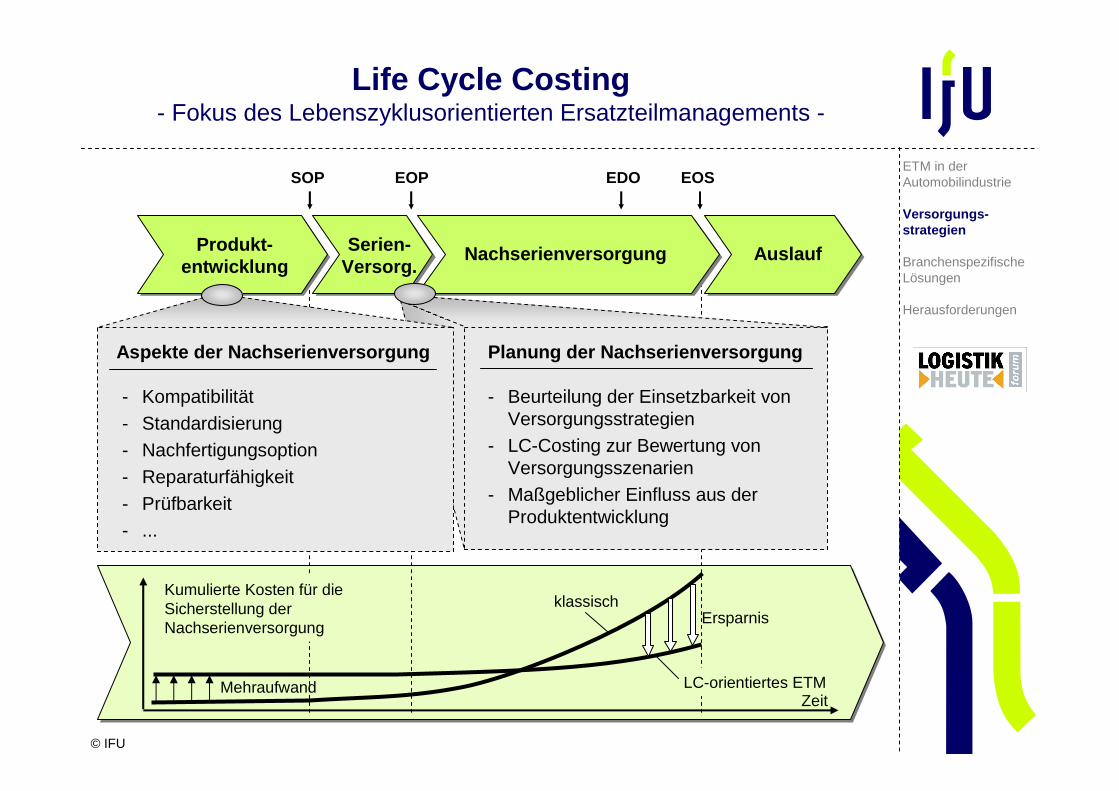
Life Cycle Costing- Fokus des Lebenszyklusorientierten Ersatzteilmanagements -
Planung der Nachserienversorgung
Produkt-entwicklung
Serien-Versorg.
Nachserienversorgung Auslauf
- Beurteilung der Einsetzbarkeit von Versorgungsstrategien
- LC-Costing zur Bewertung von Versorgungsszenarien
- Maßgeblicher Einfluss aus der Produktentwicklung
Kumulierte Kosten für die Sicherstellung der Nachserienversorgung
klassisch
LC-orientiertes ETM
SOP EOP EOSEDO
Aspekte der Nachserienversorgung
- Kompatibilität - Standardisierung- Nachfertigungsoption- Reparaturfähigkeit- Prüfbarkeit- ...
ZeitMehraufwand
Ersparnis
ETM in der Automobilindustrie
Versorgungs-strategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
In Anlehnung an Brandt
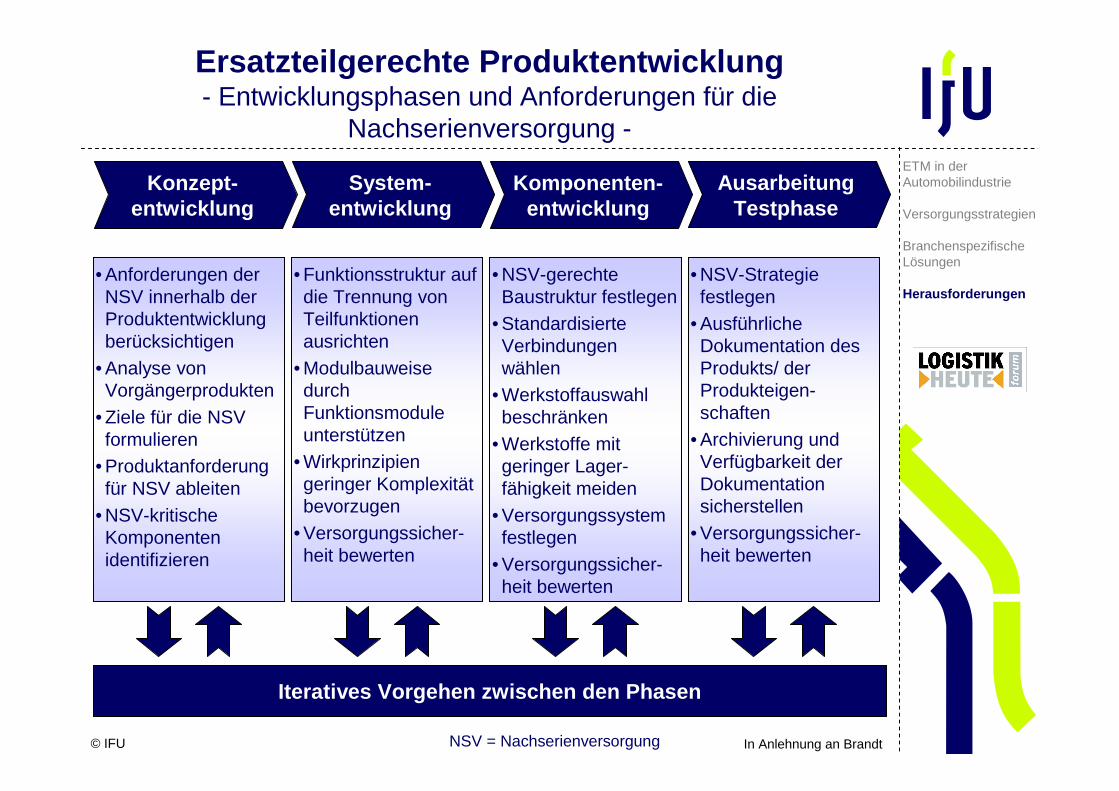
Ersatzteilgerechte Produktentwicklung- Entwicklungsphasen und Anforderungen für die
Nachserienversorgung -
Konzept-entwicklung
System-entwicklung
AusarbeitungTestphase
Komponenten-entwicklung
Iteratives Vorgehen zwischen den Phasen
• Anforderungen der NSV innerhalb der Produktentwicklung berücksichtigen
• Analyse von Vorgängerprodukten
• Ziele für die NSV formulieren
• Produktanforderung für NSV ableiten
• NSV-kritischeKomponenten identifizieren
• Funktionsstruktur auf die Trennung von Teilfunktionen ausrichten
• Modulbauweise durch Funktionsmodule unterstützen
• Wirkprinzipien geringer Komplexität bevorzugen
• Versorgungssicher-heit bewerten
• NSV-gerechteBaustruktur festlegen
• Standardisierte Verbindungen wählen
• Werkstoffauswahl beschränken
• Werkstoffe mit geringer Lager-fähigkeit meiden
• Versorgungssystem festlegen
• Versorgungssicher-heit bewerten
• NSV-Strategiefestlegen
• Ausführliche Dokumentation des Produkts/ der Produkteigen-schaften
• Archivierung und Verfügbarkeit der Dokumentation sicherstellen
• Versorgungssicher-heit bewerten
NSV = Nachserienversorgung
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
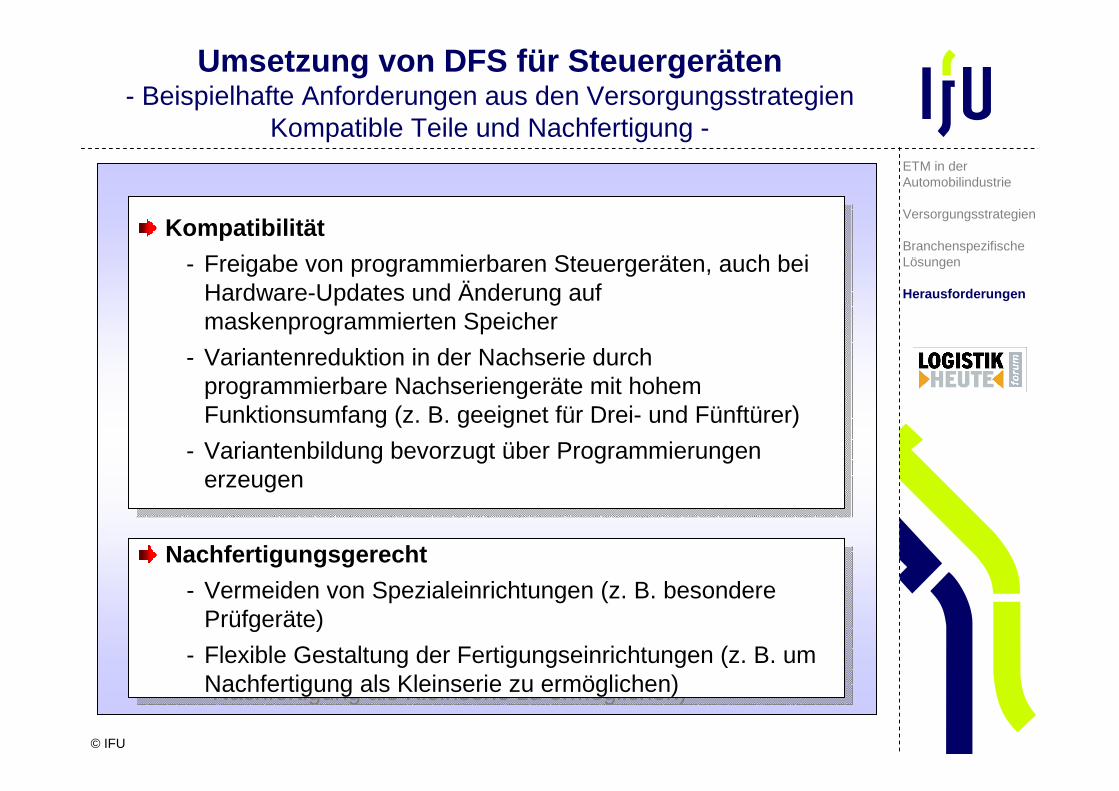
Kompatibilität
- Freigabe von programmierbaren Steuergeräten, auch bei Hardware-Updates und Änderung auf maskenprogrammierten Speicher
- Variantenreduktion in der Nachserie durch programmierbare Nachseriengeräte mit hohem Funktionsumfang (z. B. geeignet für Drei- und Fünftürer)
- Variantenbildung bevorzugt über Programmierungen erzeugen
Kompatibilität
- Freigabe von programmierbaren Steuergeräten, auch bei Hardware-Updates und Änderung auf maskenprogrammierten Speicher
- Variantenreduktion in der Nachserie durch programmierbare Nachseriengeräte mit hohem Funktionsumfang (z. B. geeignet für Drei- und Fünftürer)
- Variantenbildung bevorzugt über Programmierungen erzeugen
Nachfertigungsgerecht
- Vermeiden von Spezialeinrichtungen (z. B. besondere Prüfgeräte)
- Flexible Gestaltung der Fertigungseinrichtungen (z. B. um Nachfertigung als Kleinserie zu ermöglichen)
Nachfertigungsgerecht
- Vermeiden von Spezialeinrichtungen (z. B. besondere Prüfgeräte)
- Flexible Gestaltung der Fertigungseinrichtungen (z. B. um Nachfertigung als Kleinserie zu ermöglichen)
Umsetzung von DFS für Steuergeräten- Beispielhafte Anforderungen aus den Versorgungsstrategien
Kompatible Teile und Nachfertigung -ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
Aufarbeitungsgerecht
- Gehäuse zerstörungsfrei zu öffnen
- Hybride vermeiden
- Leiterplattenschutz: Keine Lackierung oder Vergießen
- Prüfbarkeit ohne Zerlegung ermöglichen
Aufarbeitungsgerecht
- Gehäuse zerstörungsfrei zu öffnen
- Hybride vermeiden
- Leiterplattenschutz: Keine Lackierung oder Vergießen
- Prüfbarkeit ohne Zerlegung ermöglichen
Lagerfähigkeit
- Nachweis/ Prüfung der Lagerfähigkeit sowie der Lagerbedingungen einfordern
- Einsatz von Trocken-ELKOS bevorzugen
- nicht „langzeit-lagerfähige“ Bauteile vermeiden und alterungsbeständige Materialien einsetzen
Lagerfähigkeit
- Nachweis/ Prüfung der Lagerfähigkeit sowie der Lagerbedingungen einfordern
- Einsatz von Trocken-ELKOS bevorzugen
- nicht „langzeit-lagerfähige“ Bauteile vermeiden und alterungsbeständige Materialien einsetzen
Umsetzung von DFS für Steuergeräten- Beispielhafte Anforderungen aus den Versorgungsstrategien
Wiederinstandsetzung, Aufarbeitung und Endbevorratung -ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
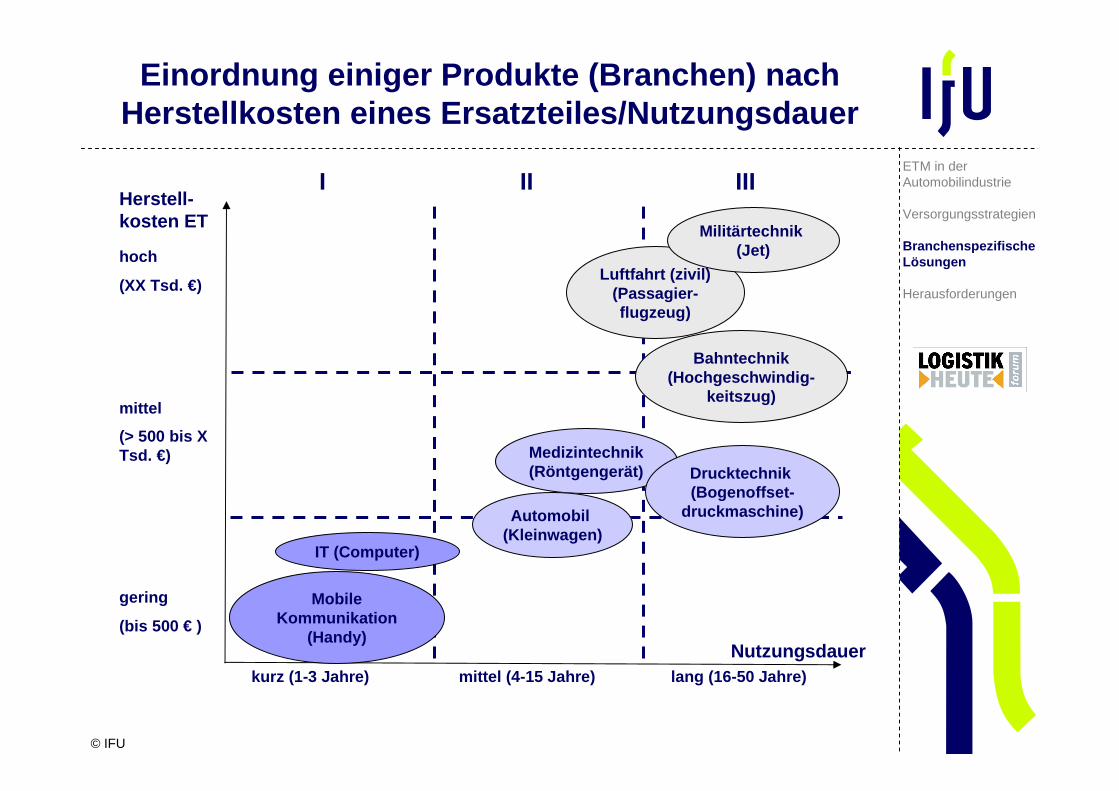
Nutzungsdauer
IT (Computer)
Medizintechnik(Röntgengerät )
Automobil (Kleinwagen)
Mobile Kommunikation
(Handy)
Einordnung einiger Produkte (Branchen) nach Herstellkosten eines Ersatzteiles/Nutzungsdauer
kurz (1-3 Jahre) mittel (4-15 Jahre) lang (16-50 Jahr e)
Luftfahrt (zivil)(Passagier-flugzeug)
Bahntechnik (Hochgeschwindig-
keitszug)
Drucktechnik (Bogenoffset-
druckmaschine)
Militärtechnik (Jet)
I II IIIHerstell-kosten ET
hoch
(XX Tsd. €)
mittel
(> 500 bis X Tsd. €)
gering
(bis 500 € )
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
Rep
arat
ur, W
artu
ng, I
nsta
ndha
ltung
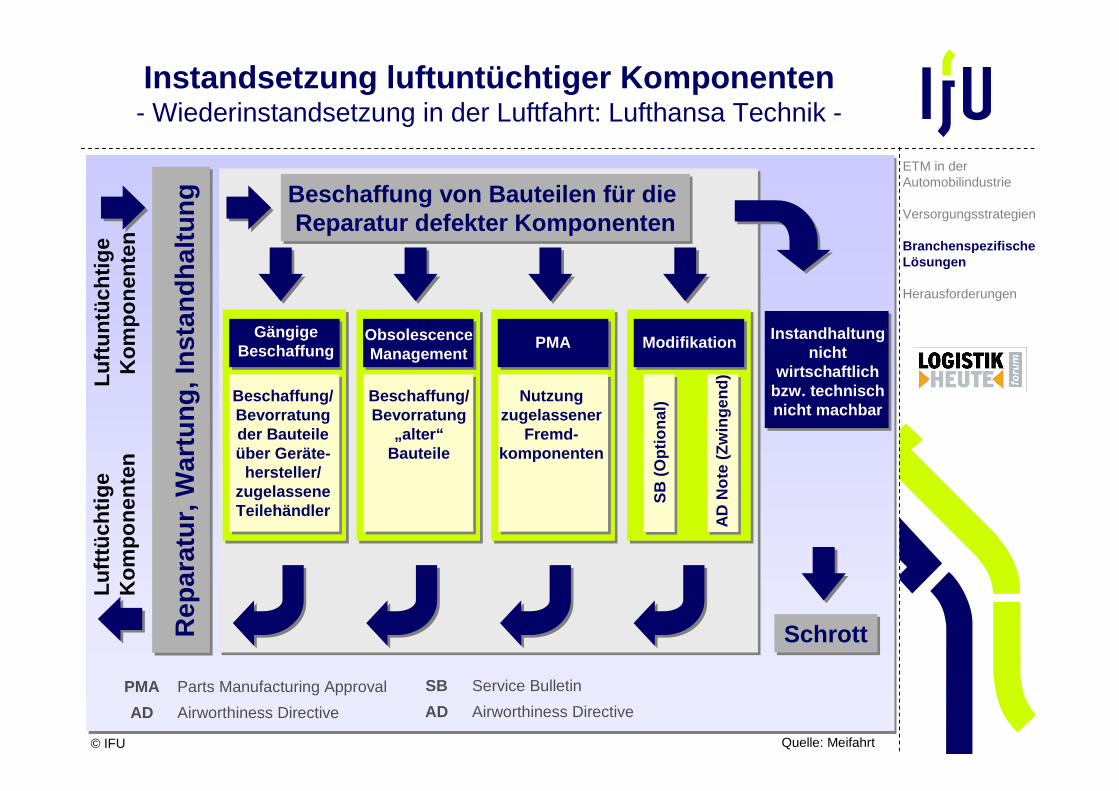
Instandhaltung nicht
wirtschaftlich bzw. technisch nicht machbar
Gängige Beschaffung
Beschaffung/Bevorratung der Bauteile über Geräte-
hersteller/ zugelassene Teilehändler
Obsolescence Management
Beschaffung/Bevorratung
„alter“Bauteile
PMA
Nutzung zugelassener
Fremd-komponenten
Modifikation
SB
(O
ptio
nal)
AD
Not
e (Z
win
gend
)
Beschaffung von Bauteilen für die Reparatur defekter Komponenten
Beschaffung von Bauteilen für die Reparatur defekter Komponenten
Luftt
ücht
ige
Kom
pone
nten
Luftu
ntüc
htig
e K
ompo
nent
en
SchrottSchrott
Instandsetzung luftuntüchtiger Komponenten- Wiederinstandsetzung in der Luftfahrt: Lufthansa Technik -
PMA
AD
Parts Manufacturing Approval
Airworthiness Directive
SB
AD
Service Bulletin
Airworthiness Directive
Quelle: Meifahrt
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
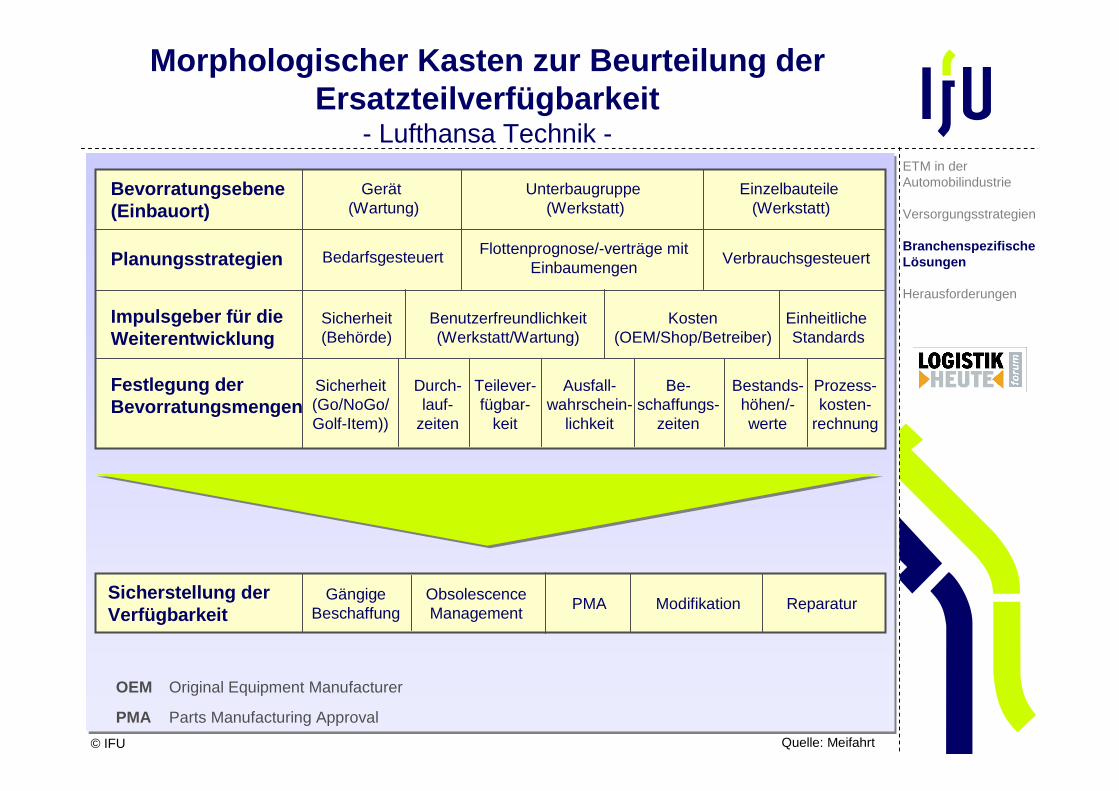
Morphologischer Kasten zur Beurteilung der Ersatzteilverfügbarkeit
- Lufthansa Technik -
Bevorratungsebene(Einbauort)
Planungsstrategien
Impulsgeber für dieWeiterentwicklung
Festlegung derBevorratungsmengen
Gerät (Wartung)
Unterbaugruppe (Werkstatt)
Einzelbauteile (Werkstatt)
Bedarfsgesteuert Flottenprognose/-verträge mit Einbaumengen
Verbrauchsgesteuert
Sicherheit(Behörde)
Benutzerfreundlichkeit(Werkstatt/Wartung)
Kosten(OEM/Shop/Betreiber)
Einheitliche Standards
Sicherheit(Go/NoGo/Golf-Item))
Durch-lauf-
zeiten
Teilever-fügbar-
keit
Ausfall-wahrschein-
lichkeit
Be-schaffungs-
zeiten
Prozess-kosten-
rechnung
Bestands-höhen/-werte
Sicherstellung der Verfügbarkeit
GängigeBeschaffung
Obsolescence Management
PMA Modifikation Reparatur
PMA Parts Manufacturing Approval
OEM Original Equipment Manufacturer
Quelle: Meifahrt
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
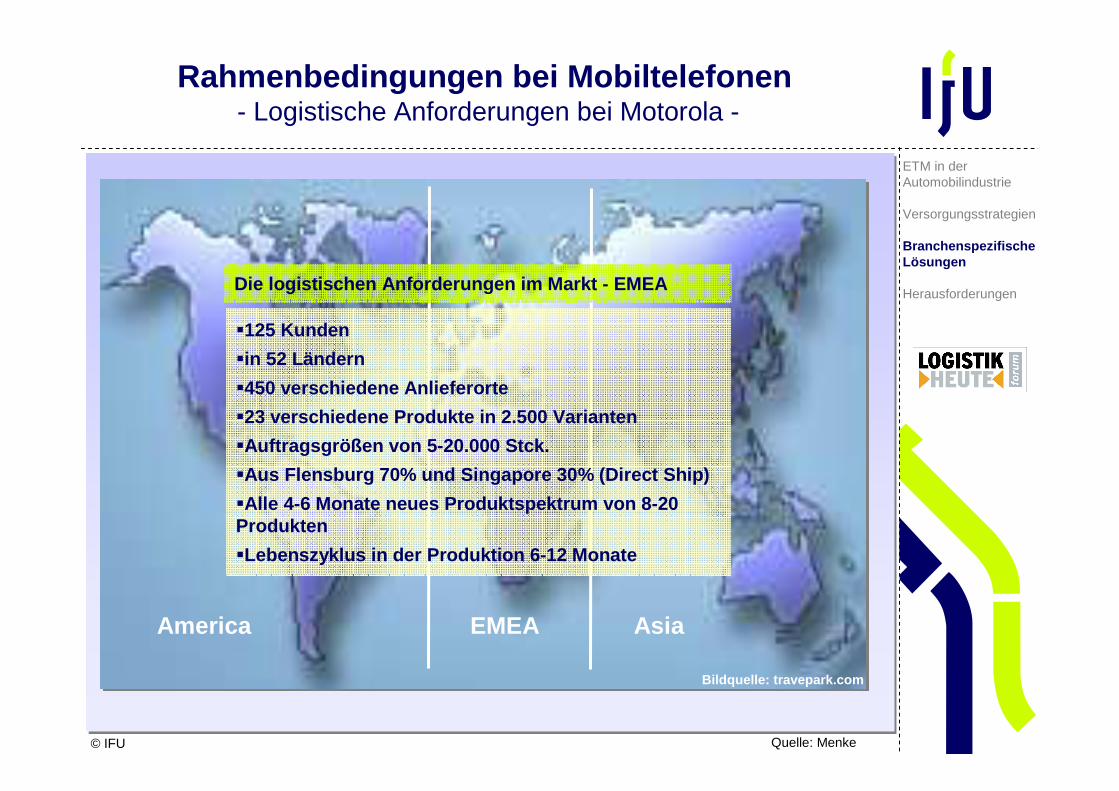
America EMEA Asia
�125 Kunden
�in 52 Ländern
�450 verschiedene Anlieferorte
�23 verschiedene Produkte in 2.500 Varianten
�Auftragsgrößen von 5-20.000 Stck.
�Aus Flensburg 70% und Singapore 30% (Direct Ship)
�Alle 4-6 Monate neues Produktspektrum von 8-20 Produkten
�Lebenszyklus in der Produktion 6-12 Monate
Die logistischen Anforderungen im Markt - EMEA
Bildquelle: travepark.com
Rahmenbedingungen bei Mobiltelefonen- Logistische Anforderungen bei Motorola -
Quelle: Menke
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
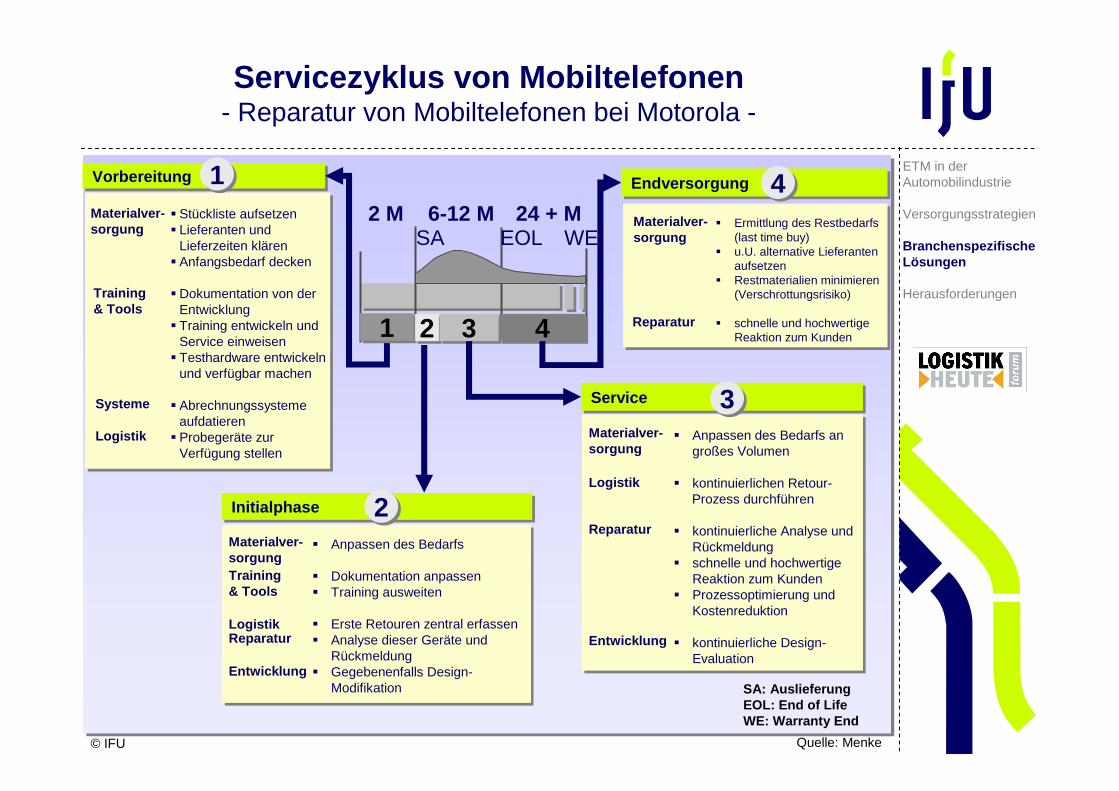
Servicezyklus von Mobiltelefonen- Reparatur von Mobiltelefonen bei Motorola -
VorbereitungVorbereitung
� Stückliste aufsetzen� Lieferanten und
Lieferzeiten klären� Anfangsbedarf decken
� Dokumentation von der Entwicklung
� Training entwickeln und Service einweisen
� Testhardware entwickeln und verfügbar machen
� Abrechnungssysteme aufdatieren
� Probegeräte zur Verfügung stellen
Training & Tools
Materialver-sorgung
Systeme
Logistik
InitialphaseInitialphase
� Anpassen des Bedarfs
� Dokumentation anpassen� Training ausweiten
� Erste Retouren zentral erfassen� Analyse dieser Geräte und
Rückmeldung� Gegebenenfalls Design-
Modifikation
Materialver-sorgungTraining& Tools
LogistikReparatur
Entwicklung
� Anpassen des Bedarfs an großes Volumen
� kontinuierlichen Retour-Prozess durchführen
� kontinuierliche Analyse und Rückmeldung
� schnelle und hochwertige Reaktion zum Kunden
� Prozessoptimierung und Kostenreduktion
� kontinuierliche Design-Evaluation
ServiceService
Materialver-sorgung
Logistik
Reparatur
Entwicklung
EndversorgungEndversorgung
� Ermittlung des Restbedarfs (last time buy)
� u.U. alternative Lieferanten aufsetzen
� Restmaterialien minimieren (Verschrottungsrisiko)
� schnelle und hochwertige Reaktion zum Kunden
Materialver-sorgung
Reparatur11 22 33 44
2 M 6-12 M 24 + MSA EOL WE
Quelle: Menke
SA: AuslieferungEOL: End of LifeWE: Warranty End
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
11
22
33
44
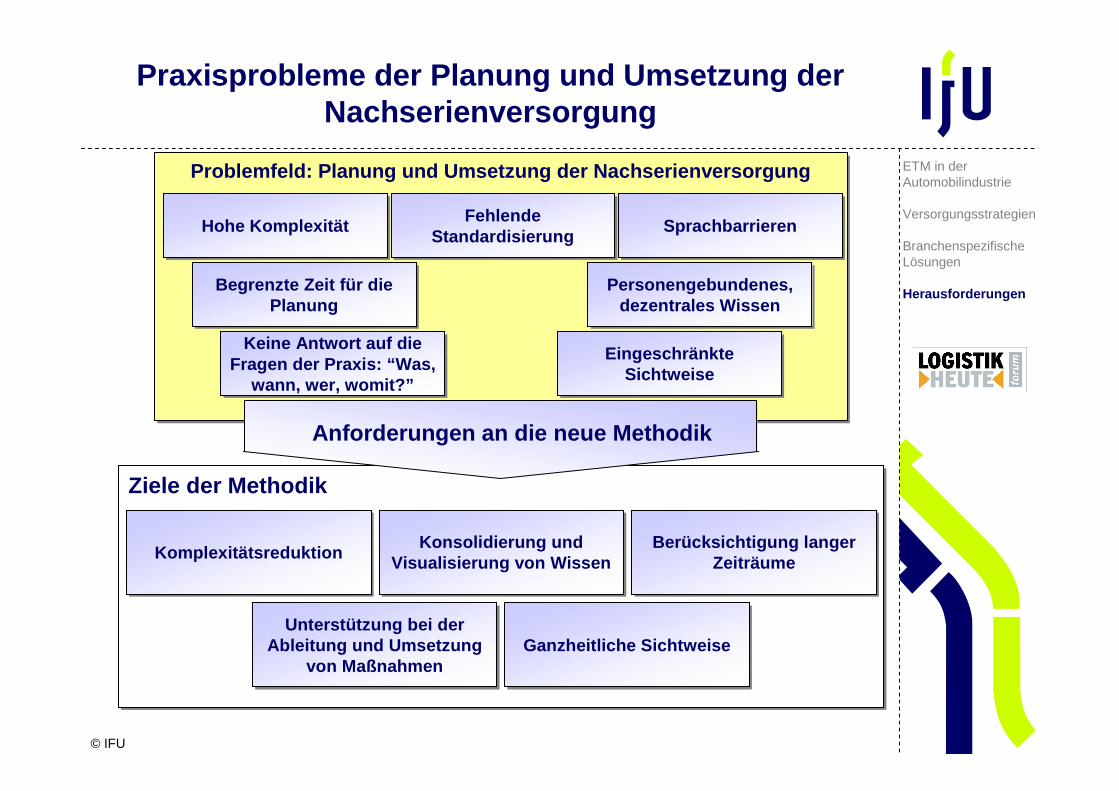
Problemfeld: Planung und Umsetzung der Nachserienve rsorgungProblemfeld: Planung und Umsetzung der Nachserienve rsorgung
Fehlende Standardisierung
Fehlende Standardisierung
Ziele der MethodikZiele der Methodik
KomplexitätsreduktionKomplexitätsreduktion Konsolidierung und Visualisierung von Wissen
Konsolidierung und Visualisierung von Wissen
Ganzheitliche SichtweiseGanzheitliche Sichtweise
Praxisprobleme der Planung und Umsetzung der Nachserienversorgung
Hohe KomplexitätHohe Komplexität
Personengebundenes, dezentrales Wissen
Personengebundenes, dezentrales Wissen
SprachbarrierenSprachbarrieren
Begrenzte Zeit für die Planung
Begrenzte Zeit für die Planung
Eingeschränkte Sichtweise
Eingeschränkte Sichtweise
Berücksichtigung langer Zeiträume
Berücksichtigung langer Zeiträume
Anforderungen an die neue Methodik
Keine Antwort auf die Fragen der Praxis: “Was,
wann, wer, womit?”
Keine Antwort auf die Fragen der Praxis: “Was,
wann, wer, womit?”
Unterstützung bei der Ableitung und Umsetzung
von Maßnahmen
Unterstützung bei der Ableitung und Umsetzung
von Maßnahmen
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU
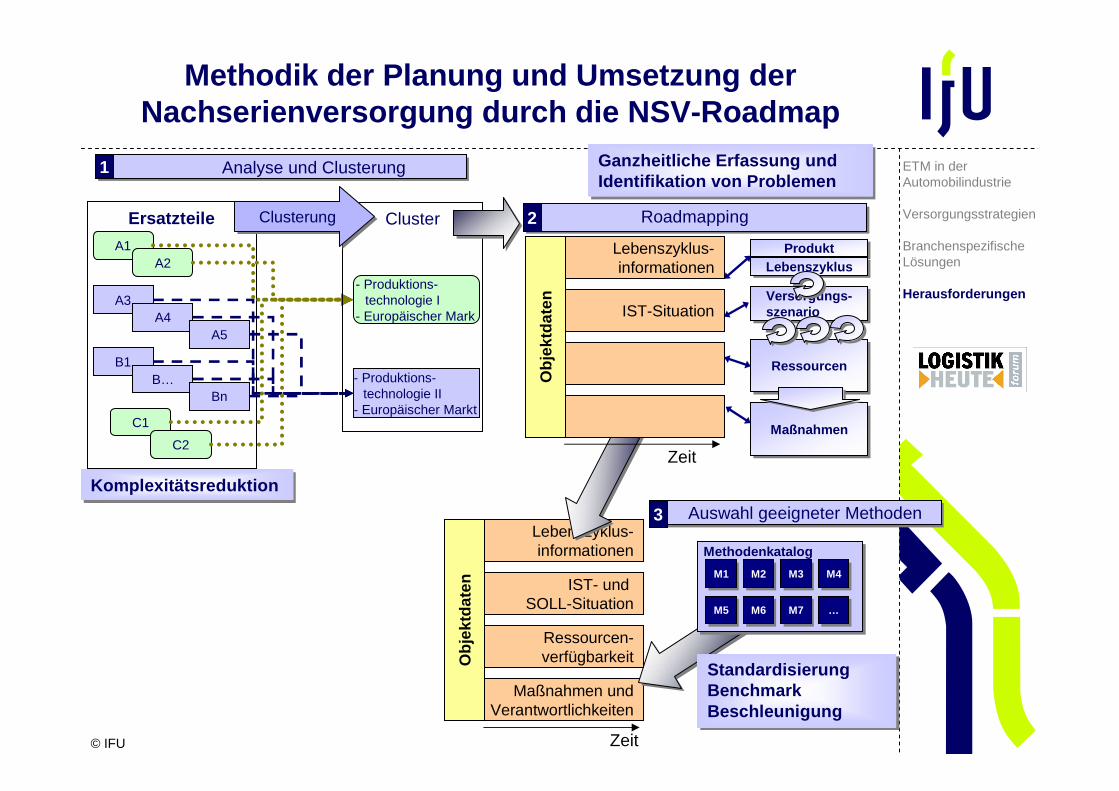
Ersatzteile
A1A2
A3A4
A5
B1B…
Bn
C1
C2
- Produktions-technologie I
- Europäischer Mark
- Produktions-technologie II
- Europäischer Markt
Analyse und ClusterungAnalyse und Clusterung1
ClusterClusterungClusterung
Lebenszyklus-informationen
IST- und SOLL-Situation
Ressourcen-verfügbarkeit
Maßnahmen und Verantwortlichkeiten
Obj
ektd
aten
Zeit
RoadmappingRoadmapping
ProduktProdukt
Versorgungs-szenarioVersorgungs-szenario
RessourcenRessourcen
LebenszyklusLebenszyklus
MaßnahmenMaßnahmen
2
Lebenszyklus-informationen
IST-Situation
Obj
ektd
aten
Zeit
Methodik der Planung und Umsetzung der Nachserienversorgung durch die NSV-Roadmap
KomplexitätsreduktionKomplexitätsreduktion
Ganzheitliche Erfassung und Identifikation von ProblemenGanzheitliche Erfassung und Identifikation von Problemen
MethodenkatalogMethodenkatalog
M1M1
M5M5
M2M2
M6M6
M3M3
M7M7
M4M4
……
Auswahl geeigneter MethodenAuswahl geeigneter Methoden3
StandardisierungBenchmarkBeschleunigung
StandardisierungBenchmarkBeschleunigung
ETM in der Automobilindustrie
Versorgungsstrategien
Branchenspezifische Lösungen
Herausforderungen
© IFU

Vielen Dank für Ihr Interesse
Univ.-Prof. Dr.-Ing. U. Dombrowski
Dipl.-Ing. S. Schulze
Trends in der Ersatzteillogistik
Hamburg, 20.09.2007
Recommended