MBA.782.J.I.T. CAJ9.10.1
Operations Management
Just-In-Time
• J.I.T. Philosophy
• Characteristics of J.I.T.
• J.I.T. in Services
• J.I.T. Implementation Issues
• Benefits of J.I.T.
MBA.782.J.I.T. CAJ9.10.2
• Goal of full employment in post-WW II period
• Government (MITI) supported improvement of targeted industries
• Imported technologies
• Efforts concentrated on factory floor
• Leads to success in ________ markets
• U.S. industry _______ ___
Just-In-Time
Japanese Approach to Productivity
MBA.782.J.I.T. CAJ9.10.3
• “Big JIT” (Lean Production System)
– is primarily a ________________ of management that stresses three fundamental concepts:
1. The Elimination of ________ 2. Continuous Improvement
3. Respect for ________• “Little JIT”
– Focuses more _____________ on scheduling goods inventories and providing service resources where and when needed ....
Just-In-Time
JIT: Part Philosophy-Part Technique
MBA.782.J.I.T. CAJ9.10.4
Just-In-Time
Elimination of Waste
• Short Definition:
– Waste is anything that does not add
________ to the product
• Value means satisfying the customer’s needs,
both actual and perceived,
at a price the customer can afford and
feels is reasonable.
• Adding value does not mean _________ costs .
MBA.782.J.I.T. CAJ9.10.5
(1) Waste from overproduction
(2) Waste of waiting time
(3) Transportation waste
(4) _____________ waste
(5) Processing waste
(6) Waste of __________
(7) Waste from product defects ....
Just-In-Time
Toyota’s Seven Categories of Waste
MBA.782.J.I.T. CAJ9.10.6
• Group Technology
• JIT Production
• Kanban Production Control Systems
• Reducing Setup Times
• Uniform Plant Loading
• JIT Inventory
Just-In-Time
Methods of Attacking Waste
MBA.782.J.I.T. CAJ9.10.7
Just-In-Time
MBA.782.J.I.T. CAJ9.10.8
• Movement is waste
• Group Technology and work cells to ________ distance to move people and materials
• Flexible or movable equipment to increase flexibility
• Design _________ space for inventory
Attacking Waste
Group Technology
MBA.782.J.I.T. CAJ9.10.9
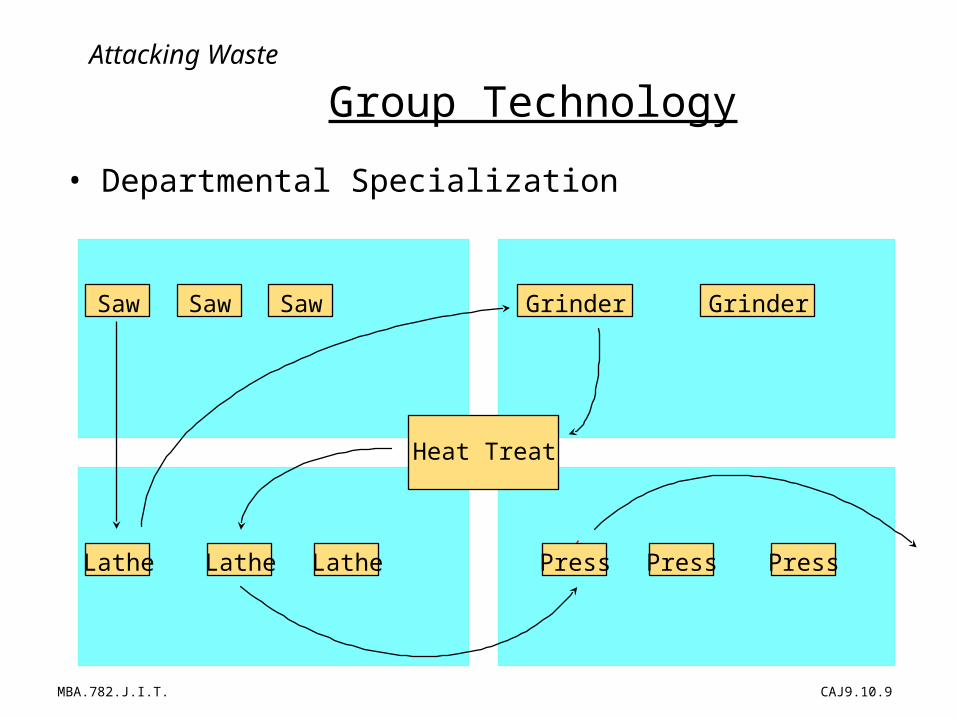
• Departmental Specialization
Saw Saw
Lathe PressPress
Grinder
LatheLathe
Saw
Press
Heat Treat
Grinder
Attacking Waste
Group Technology
MBA.782.J.I.T. CAJ9.10.10 9
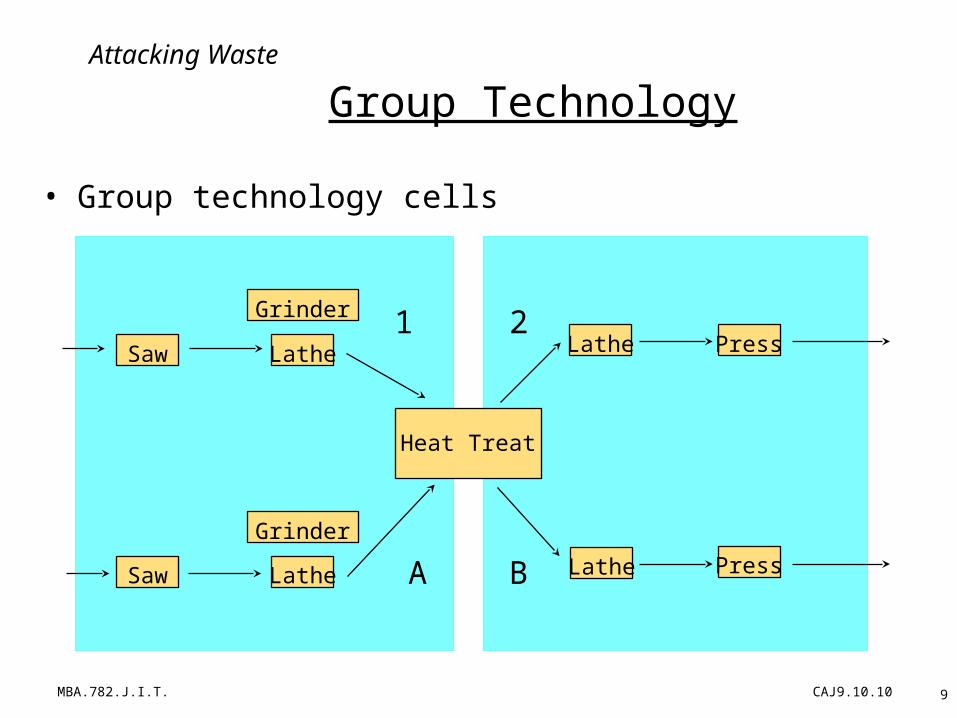
• Group technology cells
Press
Lathe
Grinder
Grinder
A
2
BSaw
Heat Treat
LatheSaw Lathe
PressLathe
1
Attacking Waste
Group Technology
MBA.782.J.I.T. CAJ9.10.11
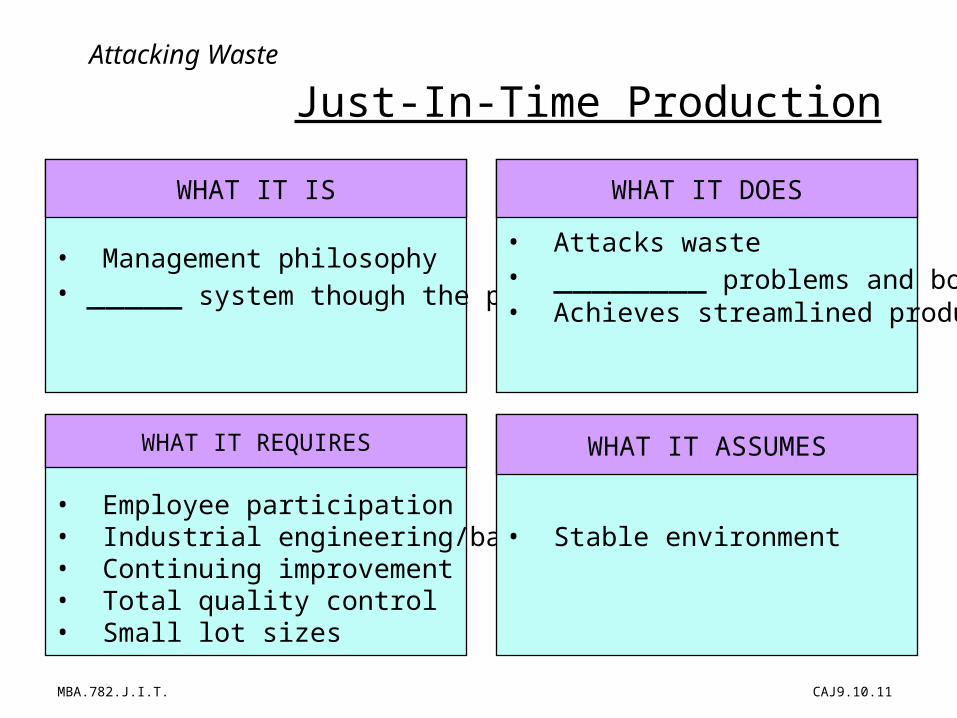
• Management philosophy• _____ system though the plant
WHAT IT IS
• Employee participation• Industrial engineering/basics• Continuing improvement• Total quality control• Small lot sizes
WHAT IT REQUIRES
• Attacks waste• ________ problems and bottlenecks• Achieves streamlined production
WHAT IT DOES
• Stable environment
WHAT IT ASSUMES
Attacking Waste
Just-In-Time Production
MBA.782.J.I.T. CAJ9.10.12
Traditional Push System
• Material is “_________” onto downstream workstations regardless of whether the resources are available.
• Production begins in __________ of customer needs
• Emphasis on production; production first
• “_______” ahead of next unit
– good selection from which to build efficient schedules and improve utilization
Just-In-Time Production
Push vs. Pull
MBA.782.J.I.T. CAJ9.10.13
J.I.T. Pull System
• Customer _________ activates production so it produces only when it is needed
• Material is “__________” to a workstation just as it is needed.
• Supplies and components are pulled through the
system to arrive ______ they are needed _______ they are needed.
Just-In-Time Production
Push vs. Pull
MBA.782.J.I.T. CAJ9.10.14
• Kanban is Japanese for ______, or “instruction card”
• It is a simple _________ pull system for controlling inventory in the production system based on a standardized container or lot size.
• Toyota uses two types of kanbans;
– production kanban - authorizes ____________ of a given number of parts
– withdrawal kanban - authorizes the ___________ of a given number of parts.
Attacking Waste
Kanban Production Control Systems
MBA.782.J.I.T. CAJ9.10.15
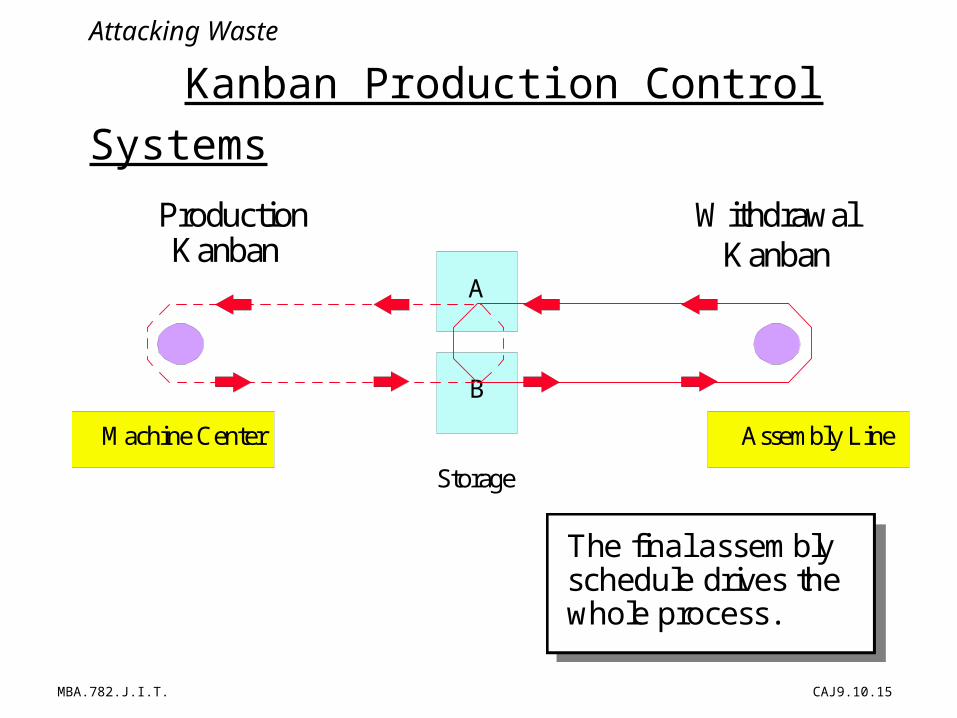
The final assemblyschedule drives thewhole process.
A
B
Storage
Machine Center Assembly Line
ProductionKanban
WithdrawalKanban
Attacking Waste
Kanban Production Control Systems
MBA.782.J.I.T. CAJ9.10.16
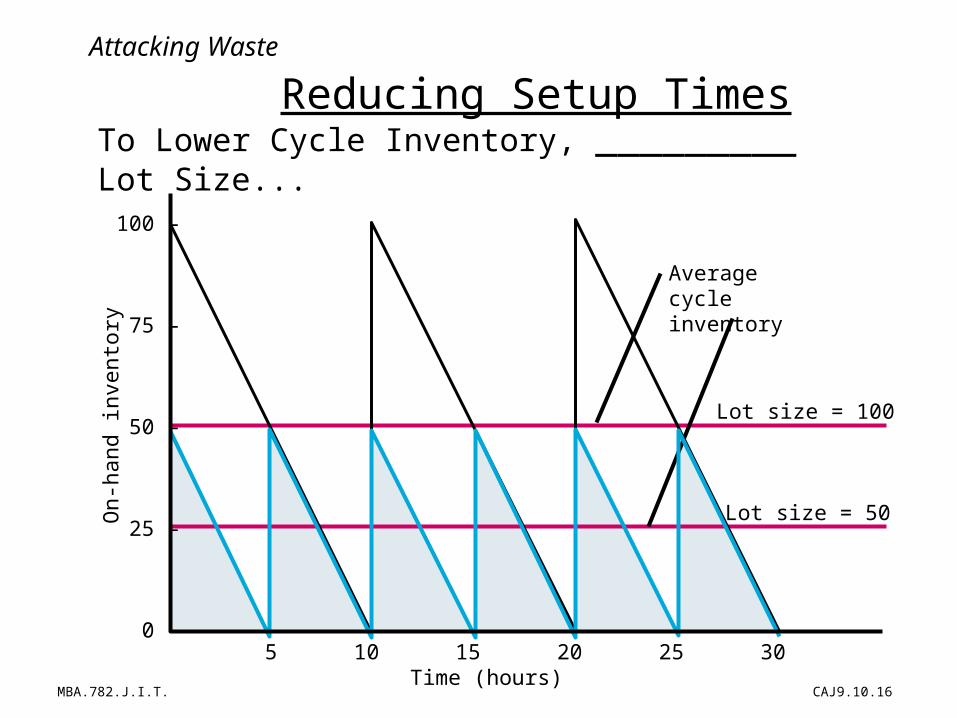
To Lower Cycle Inventory, _________ Lot Size...
Average cycle inventory
Lot size = 100
Lot size = 50
On-
hand
inve
ntor
y
5 10 15 20 25 30Time (hours)
100 –
75 –
50 –
25 –
0 –
Attacking Waste
Reducing Setup Times
MBA.782.J.I.T. CAJ9.10.17
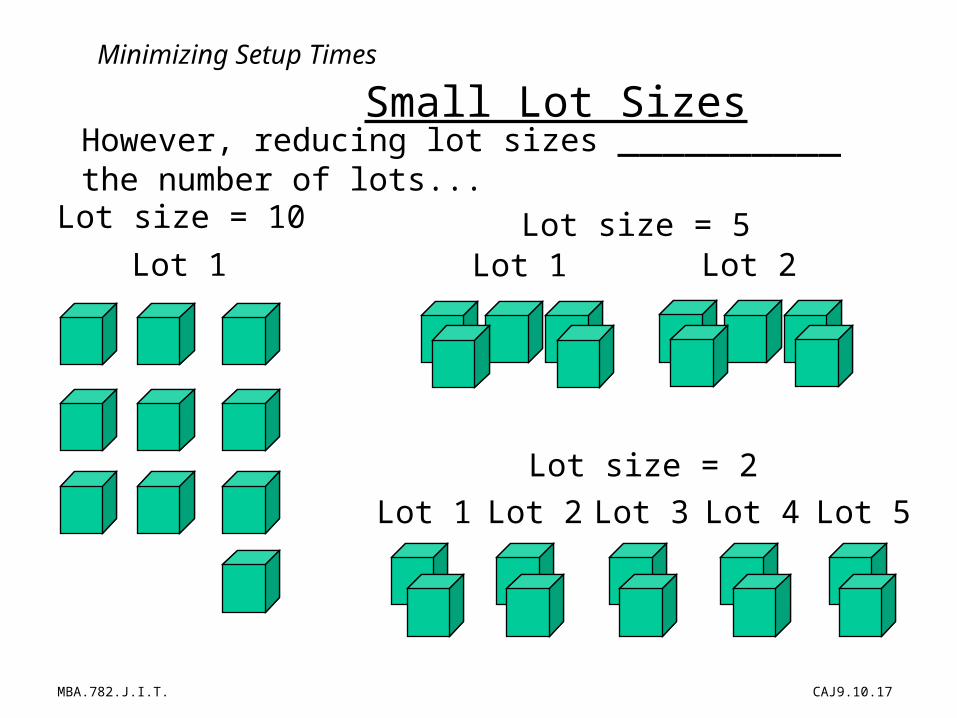
Lot size = 5Lot 1 Lot 2
Lot size = 2
Lot 1 Lot 2 Lot 3 Lot 4 Lot 5
However, reducing lot sizes __________ the number of lots...
Minimizing Setup Times
Small Lot Sizes
Lot size = 10
Lot 1
MBA.782.J.I.T. CAJ9.10.18
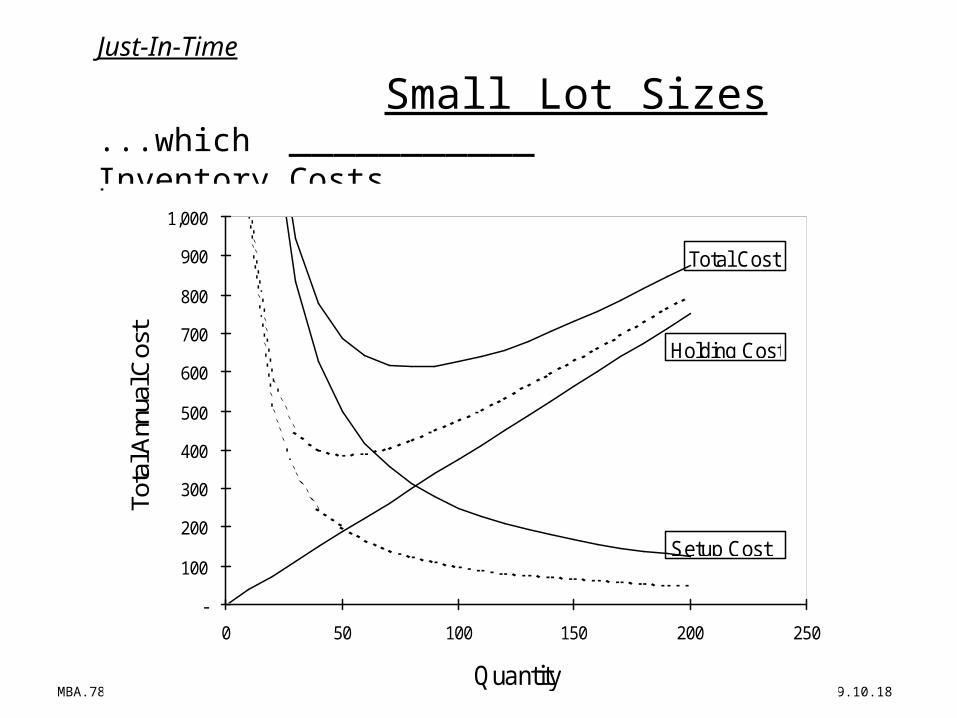
Just-In-Time
Small Lot Sizes
...which ___________ Inventory Costs...
-
100
200
300
400
500
600
700
800
900
1,000
0 50 100 150 200 250
Quantity
Tota
l Ann
ual C
ost
Total Cost
Holding Cost
Setup Cost
MBA.782.J.I.T. CAJ9.10.19
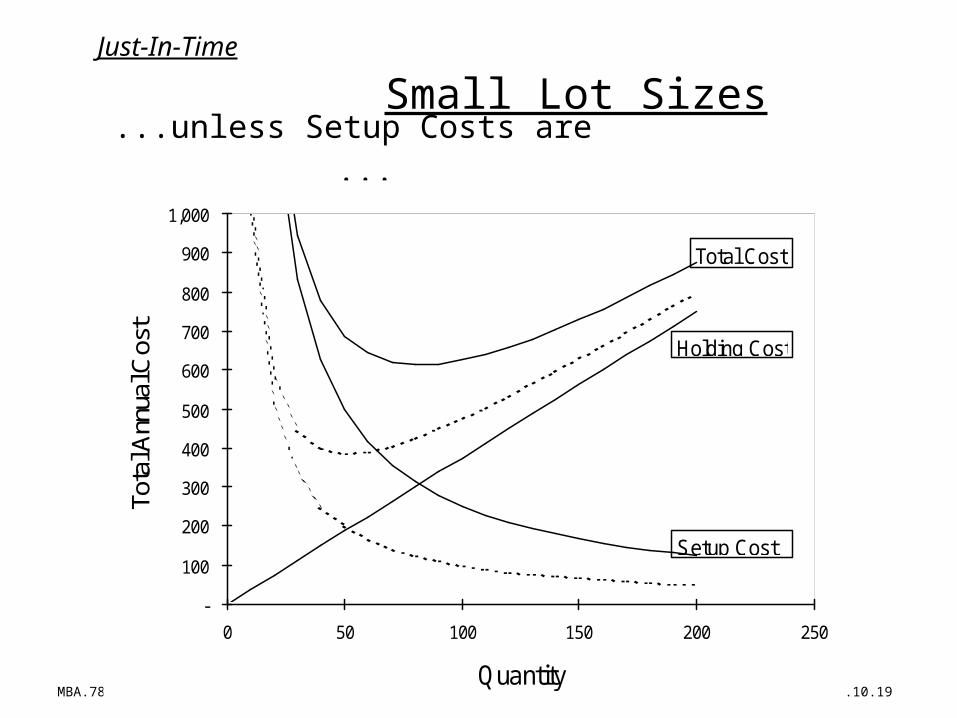
Just-In-Time
Small Lot Sizes...unless Setup Costs are _________ ...
-
100
200
300
400
500
600
700
800
900
1,000
0 50 100 150 200 250
Quantity
Tota
l Ann
ual C
ost
Total Cost
Holding Cost
Setup Cost
MBA.782.J.I.T. CAJ9.10.20
• Does not mean building a single product
• Make _______ materials use schedules
• Distribute production quantities ________ over time (firm monthly schedules)
• Build the ______ mix of products every day
– using smaller lot sizes
Attacking Waste
Uniform Plant Loading
MBA.782.J.I.T. CAJ9.10.21
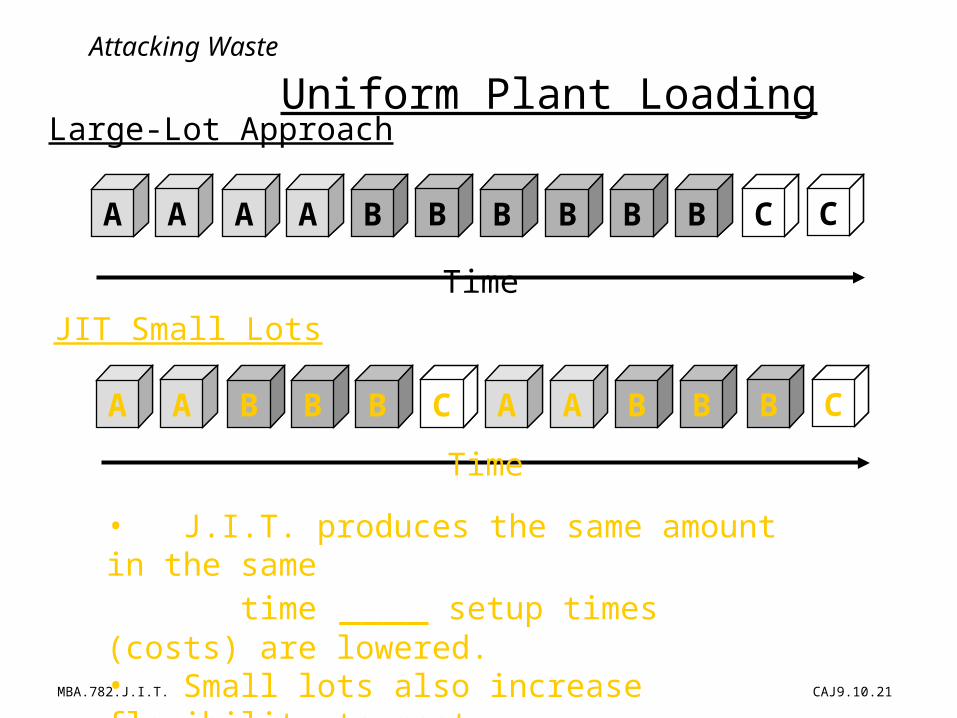
A A B B B C
JIT Small Lots
Time
A A B B B C
A
Large-Lot Approach
Time
A A A B B B B B B C C
• J.I.T. produces the same amount in the same time ____ setup times (costs) are lowered.• Small lots also increase flexibility to meet customer demands.
Attacking Waste
Uniform Plant Loading
MBA.782.J.I.T. CAJ9.10.22
• __________ the number of suppliers
• Buyer and supplier form _______________ to reduce waste
• _______________ supplier relationships to
– improve the on-time delivery
– minimize paperwork
– make frequent deliveries in small lot sizes
– reduce in-plant and in-transit inventories
Just-In-Time
Suppliers
MBA.782.J.I.T. CAJ9.10.23
• Employee _______________ in product and process improvements
• Requires
– Employee empowerment
– Cross-trained employees
– fewer job classifications to ensure flexibility of employees.
– training support
– quality at the source
Just-In-Time
Flexible Workforce
MBA.782.J.I.T. CAJ9.10.24
Just-In-Time
MBA.782.J.I.T. CAJ9.10.25
Continuous Improvement
J.I.T. Inventory
• Traditional View:
– inventory exists “just-in-______” problems arise.
• J.I.T. Tactics
– substantially reduce, if not eliminate, inventory
– inventory is the “root of all ______”
– only the minimum inventory necessary to keep the system running.
– inventory reduction ___________ the problems and provides opportunities for improvement
MBA.782.J.I.T. CAJ9.10.26
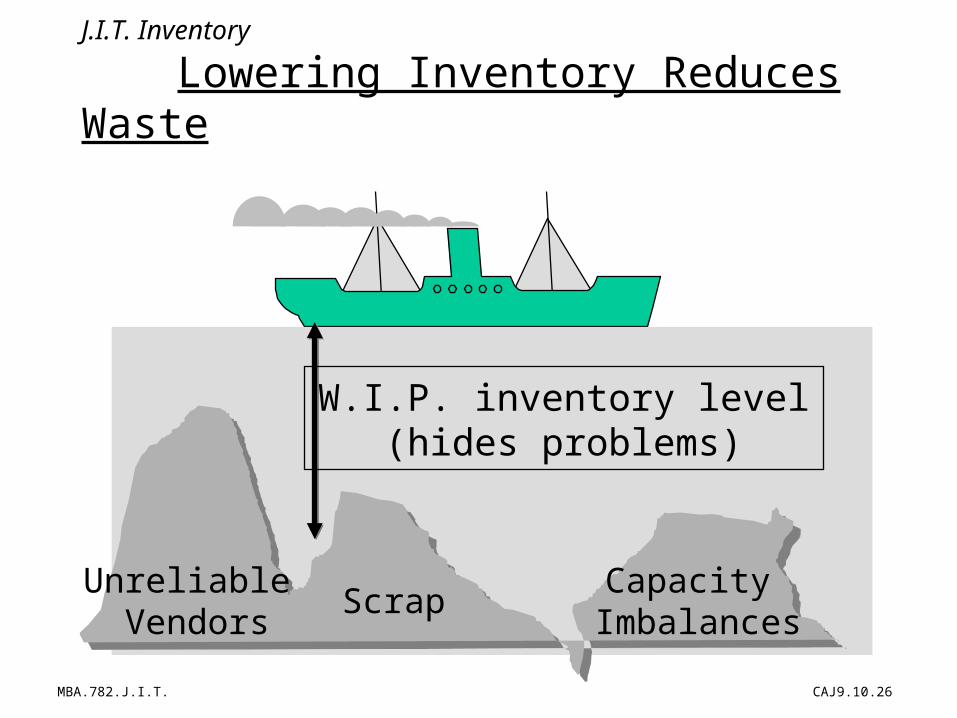
ScrapUnreliable
VendorsCapacity
Imbalances
J.I.T. Inventory
Lowering Inventory Reduces Waste
W.I.P. inventory level(hides problems)
MBA.782.J.I.T. CAJ9.10.27
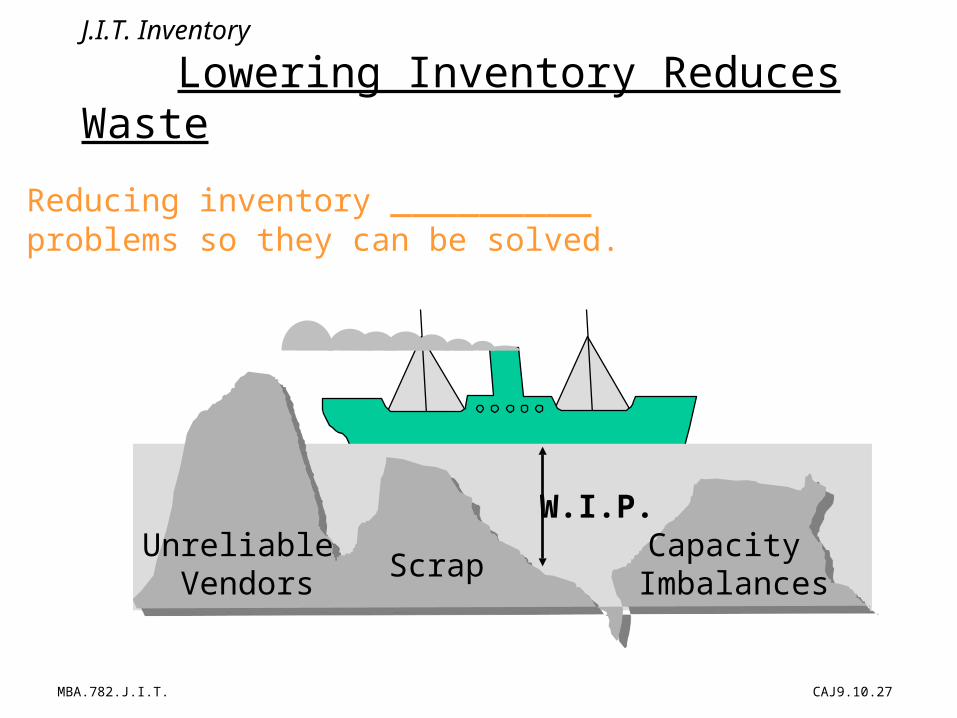
ScrapUnreliable
VendorsCapacity
Imbalances
J.I.T. Inventory
Lowering Inventory Reduces Waste
Reducing inventory _________problems so they can be solved.
W.I.P.
MBA.782.J.I.T. CAJ9.10.28
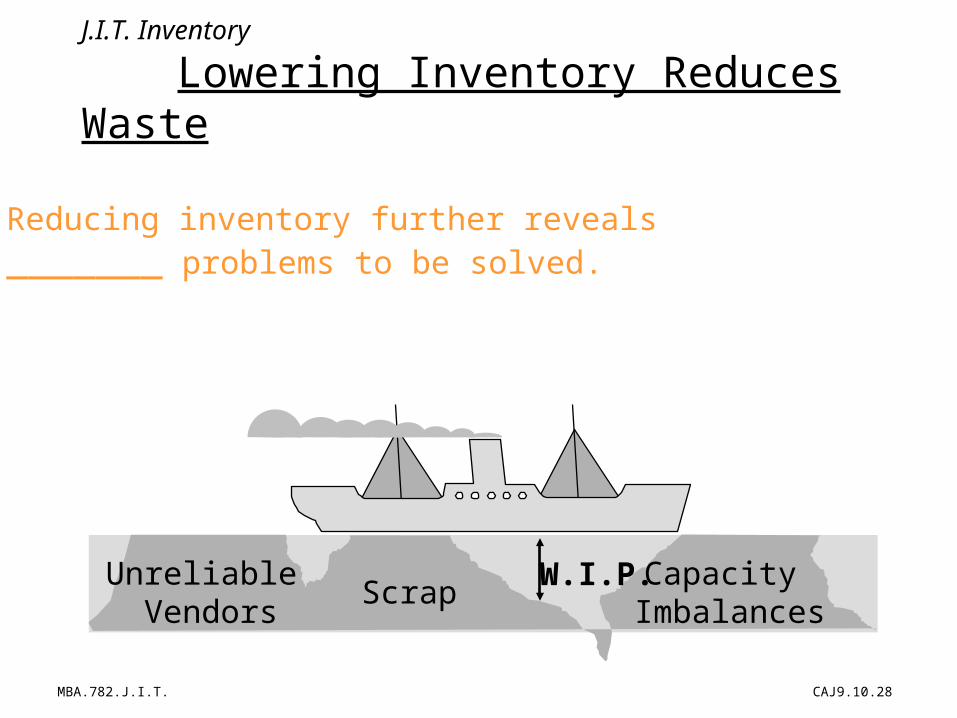
Scrap
Reducing inventory further reveals_______ problems to be solved.
Unreliable Vendors
Capacity Imbalances
W.I.P.
J.I.T. Inventory
Lowering Inventory Reduces Waste
MBA.782.J.I.T. CAJ9.10.29
All the J.I.T. techniques used in manufacturing
are used in services:
Suppliers - food delivery to restaurants Layouts - baggage claim area at airport Inventory - pharmeceuticals networks Scheduling - personnel schedules rather
than production / inventory
Just-In-Time
J.I.T. in Services
MBA.782.J.I.T. CAJ9.10.30
Just-In-Time
Implementation Issues
• Requires time, trust, and changing _____________
• Putting a new philosophy into action
– allowing utilization to ______– reduction in buffer inventory
– allowing workers to ______ the line
– trusting vendors and customers
– committing resources to train workers
– gaining worker ______
MBA.782.J.I.T. CAJ9.10.31
Reduced _____________ investment Reduced _________ requirements Reduced manufacturing lead times
Increased labor ______________ Simplier planning systems Work force participation Increased product quality
Just-In-Time
Benefits of J.I.T.
MBA.782.J.I.T. CAJ9.10.32
Read Chapter 10
Concepts / Terminology
Review Lecture Notes
Just-In-Time
Chapter Wrap-Up
Recommended