1 Copyright © 2017 by ASME
Proceedings of the 2017 Manufacturing Science and Engineering Conference MSEC2017
June 4 - 8, 2017, University of Southern California, Los Angeles, CA
MSEC2017-2939(draft)
NUMERICAL MODELING OF METAL-BASED ADDITIVE MANUFACTURING PROCESS USING LEVEL SET METHODS
Qian Ye and Shikui Chen* Department of Mechanical Engineering, State University of New York at Stony Brook
Stony Brook, New York, 11790, USA E-mail: [email protected], [email protected]
ABSTRACT Modern computer technology enables people to
simulate additive manufacturing (AM) process at high
fidelity, which has proven to be an effective way to
analyze, predict, and design the AM processes. In this
paper, a new method is proposed to simulate the
melting process of metal powder based AM. The
physics is described using partial differential
equations for heat transfer and Laminar flow. The
level set methods are employed to track the motion of
free surface between liquid and solid phases. The
issues, including free surface evolution, phase
changes, and velocity field calculation are
investigated. The convergence problem is examined in
order to improve the efficiency of solving this
multiphysics problem.
Keywords: Additive Manufacturing, metal powder,
modeling, simulation, level-set method
1 INTRODUCTION The additive manufacturing technology produces
parts by adding material in layers [1]. In contrast to
conventional manufacturing methods which remove
the excess material, additive manufacturing uses an
energy source to melt the material and deposit it layer
by layer [2]. AM allows fabricating products with a
significant freedom in the shape, composition, and
function [3].
A variety of materials can be involved in the AM
process, such as metals, ceramics or composites. In
this paper, we focus on metal-based AM process since
metal products are most widely used in industry.
Metal-based AM products can be achieved either in a
direct way or in an indirect way [4]. In the direct way,
the metal particles are fully melted in the AM process.
Selective Laser Melting (SLM) and Electron Beam
Melting (EBM) are two standard direct methods. In
SLM or EBM, the powder is spread in a layer and then
melted by a laser or electron beam. When the
temperature decreases, the molten material solidifies
and forms a layer of the product. This procedure is
repeated with each layer adhered to the last until the
product is built. In the indirect way, the layers of the
products are bonded by a binder. The Binder Jetting
based AM is one of the commonly used indirect
methods. The metal particles are firstly sintered, and
after infiltration, the metal particles are bonded
together.
Though AM techniques have been widely
developed these years, the process is not thoroughly
understood, which lays the foundation for the
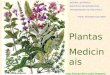
monitoring and control of AM. As shown in Figure 1,
both the direct and the indirect ways involve complex
multi-physics phenomena, for example, melting and
solidification, fluid flow, heat transfer, vaporization or
radiation. Also, in the SLM or EBM processes, the
wetting mechanism should be studied as well [1].
Those physical phenomena are intimately bound up
with the AM process parameters which directly affect
the quality of the products [2]. However, those critical
parameters, such as laser power, scan speed, scan
spacing, particle size or packing density, are usually
decided empirically. Those methods based on
empirical evidence are inaccurate and hard to operate
when the manufacturing process changes.
Nowadays, predictive science-based simulation
and modeling technologies have emerged as a
powerful and efficient tool to study the impact of the
AM process parameters. Phenomena such as the heat
transfer in solid, heat absorption from the heat source,

2 Copyright © 2017 by ASME
or heat radiation between solid with the surrounding
gas, have been successfully simulated [3, 4]. Fan and
Liou [5] simulated the AM process of Titanium alloy
and compared the simulation results with experiment,
which showed a good agreement. However, some of
the phenomena like the Marangoni convection due to
surface tension gradients, the motion of liquid, the
radiation losses at the fluid/gas interface, are not been
developed well in the current computational models
because of the complexity in physics.
EEEEEEEEEEEEEEEEEEEEEEEE
Figure 1. Simulation of selective electron beam melting
processes[6]
The objective of this paper is to build a numerical
model to simulate the metal-based AM process at the
mesoscale. In this study, the simulation model is based
on the SLM process, which the material is spread in a
layer and then melted by a laser beam. This research is
focused on Titanium Alloy powders with a size
between 10 to150 . The heat transfer
phenomena is modeled by solving the PDEs of physics
transportation. By applying the level set method, the
complex changes of particle geometries and the
liquid/gas interface can be captured at high fidelity.
This paper is organized as follows: Section 2
describes the mathematical method and simulation
techniques for modeling the metal-base AM process.
Two numerical examples on power-based SLM
melting process are presented in Section 3. The
computational results and future work are discussed in
Section 4.
2 SIMULATION OF MELTING PROCESS OF POWDER-BASED SLM
Level Set Methods for AM process modeling
As introduced in section 1, there are many
physical phenomena involved in the AM process. The
setting of these physical models is necessary for the
numerical simulation. In this section, two important
physical models are introduced.
One is the modeling of phase change problem.
One way to model this problem is to simulate the
smallest scales of the solid-liquid interface [11]. This
model is easy to understand but needs a powerful
computing tool, so it only fits very small domains
(0.1m to 10mm). For the macroscopic transport
problem, the representative elementary volume (REV)
is introduced. This model selects a zone to include a
representative and uniform sampling of the mushy
region such that the local scale solidification processes
can be described by variables averaged over the REV
[2]. Based on the concept, the governing equations for
the conservation in the process can be developed and
solved.
The melt metal flow in the AM processes is
considered as a free-surface flow, which means the
viscous stresses in the melt metal flow is assumed to
be zero. Both the Lagrangian method and the Eulerian
method have been applied to model the shape of the
free-surface flow [12]. However, the Lagrangian
method becomes more complex in handling fluid
problems with topological changes [11]. The Eulerian
method is more suitable to model moving interface
problems.
In this paper, the level set method is employed for
free surface tracking. The basic idea of the level set
methods is to use an implicit function with one higher
dimension to represent the shape as the zero level set,
as shown in equation 1. Imagine we have an interface
Γ on a bounded region Ω . The level-set 𝜙 can be
defined as equation 1 [7]. So we can easily get the
interface Γ(𝑡) when 𝜙 is equal to 0.
{
𝜙(𝑥, 𝑡) < 0 𝑖𝑛 Ω(t)
𝜙(𝑥, 𝑡) = 0 𝑜𝑛 Γ(𝑡)
𝜙(𝑥, 𝑡) > 0 𝑖𝑛 𝑅𝑛\Ω(𝑡) (1)
Embedding the design in one higher dimension
allows the flexibility in topological changes such as
boundary merging or splitting in the AM process. In
equation 1, after differentiating the level set function
𝜙 = 0 with respect to time t, we get the Hamilton
Jacobi equation, as shown in equation 2.
𝜙𝑡 + 𝐮 ∙ ∇𝜙 = 0, (2)
where 𝐮 is the velocity function of the interface. The
free-surface motion of the melt pools can be captured
by solving the Hamilton-Jacobi partial differential
equation [8, 9]. The subsequent motion is decided by
the velocity field 𝐮 , which is based on the external
physical or geometry information of the interface.
After we get the initial level set 𝜙 (x, y, t00), the
interface at time t is defined by 𝜙(𝑥(𝑡), 𝑦(𝑡), 𝑡) = 0.
The key to the level set method is to calculate a proper
velocity field and use it to update the new level set
function. The application of level set methods to fluid
dynamics problem has been carried out, for instance,
Chung and Das [10] used the level set method to solve
Absorption
Melting
Heat
transfer
Radiation
Vaporizati
Fluid Flow
Wetting
Melting/
Solidification

3 Copyright © 2017 by ASME
the Stefan problem and successfully tracked the
interface between the liquid phase and solid phase.
Physics governing equations In this model, the computational domain for the
SLM process modeling includes the melt pools,
deposited metal powder, and the surrounding air, as
shown in Figure 1. The continuum model is applied to
calculate the properties of the solid-liquid co-exist
area. The melted metal is assumed to be a Newtonian
fluid, and the melt pool is considered to be an
incompressible laminar flow.
For the whole study domain, the conservation
equations are shown as below.
Mass conservation:
𝜕𝜌
𝜕𝑡+ ∇ ⋅ 𝜌𝐕 = 𝟎, (3)
Energy conservation:
∂(𝜌ℎ)
∂𝑡+ ∇ ⋅ (𝜌𝐕ℎ)
= ∇ ⋅ (𝑘∇𝑇) − ∇⋅ 𝜌(ℎ𝑙 − ℎ)𝐕,
(4)
Momentum conservation:
𝜕𝜌𝐕
𝜕𝑡+ ∇ ⋅ (𝜌𝐕𝐕) = 𝛁 ⋅ (𝜇𝑙
𝜌
𝜌𝑙
∇𝐕)
− ∇𝑝 + 𝐴𝐕 + 𝐅𝐬𝐭
+ 𝐅𝐜 + 𝑆,
(5)
where 𝜌, 𝑡, 𝐕, 𝜇, 𝑘, 𝑇, 𝑝, 𝐴, ℎ are density, time, velocity,
molten fluid dynamic viscosity, heat conductivity,
temperature, pressure, permeability, enthalpy,
respectively. 𝐅𝐬𝐭 represents the capillary forces and 𝑆
represents the source term which related to the gravity.
𝐅𝐜 refers to the thermo-capillary force. The
subscription “s” represents solid, “l” represents liquid.
During the process of melting and solidification,
the phase changes in a certain temperature zone, which
lead to a solid-liquid coexist zone called mush zone.
To simulate the momentum of this area accurately, a
damping term represented by the permeability A is
applied [11]:
𝐴 = −𝐾0
(1 − 𝑔𝑙)2
𝑔𝑙3 + 𝜖0
, (6)
where 𝐾0 is the permeability coefficient, 𝑔𝑙 is the
mass fraction of liquid, and 𝜖0 is an small constant.
In this study, the interface between phases is
tracked by the level set method on a fixed grid. The
source terms in the momentum equations are applied
as interfacial forces in the fluid flow, such as capillary
force, buoyancy force, or thermocapillary force [12].
The capillary force and surface tension are used to
describe the liquid contractive tendency when the fluid
flows in a narrow space. In addition to the surface
tension, the forces allow the fluid part to resist the
external forces like gravity. For the liquid and gas
interface, the capillary force is represented by the
following equation:
𝐅𝐬𝐭 = 𝝈𝜅𝐧, (7)
where 𝝈 is the surface tension stress, 𝒏 and 𝜅 are
normal vector and curvature of the liquid and gas
interface, which can be calculated by level set
function. From the equation, it is obvious that the
capillary force works on the normal direction on the
liquid-gas interface.
𝐧 =∇𝜙
|∇𝜙|, (8)
𝜅 = ∇ ⋅ 𝐧, (9)
The body source term S is calculated based on the
Boussinesq approximation [13] which represents the
natural convection of the liquid under non-isothermal
condition. The force is caused by the material
temperature dependent density gradient [14].
𝑆 = 𝜌𝑔[1 − 𝛼(𝑇 − 𝑇𝑟𝑒𝑓)], (10)
where 𝛼, 𝑔 and 𝑇𝑟𝑒𝑓 are the thermal expansion
coefficient, the acceleration of gravity and the
reference temperature, respectively.
For a simple case that the density of metal in the
liquid and solid is the same, this source term can be
simplified as the gravity of the flow [15].
𝑆 = 𝜌𝑔 (11)
The surface tension gradient causes the
thermocapillary force in the tangential direction. By
the thermos-capillary force, the surface of the fluid
flow from the lower surface tension to the higher
surface tension coefficient [16].
𝐅𝐜 = ∇𝑠𝑇𝑑𝜎
𝑑𝑇 , (12)
where 𝜎 is the surface tension, ∇𝑠 𝑇 refers the surface
gradient of temperature field. By multiplying the delta
function 𝛿 , the source terms are only applied on the
interface of liquid and gas. The delta function and can
be defined as a smoothed Dirac delta function as
shown in equation (13)
𝛿(𝜙) =1
ℎ√𝜋e
(𝜙2
ℎ2 )
(13)
where h is a parameter of the smooth Dirac delta.
Adding these terms into the momentum equations
in the x and y directions, the final formula of
momentum equations are as below:
𝜕𝜌𝑢
𝜕𝑡+ ∇ ⋅ (𝜌𝐮𝑢) = 𝛁 ⋅ (𝜇𝑙
𝜌
𝜌𝑙
∇𝑢) − ∇𝑝 + 𝐴𝑢
+ 𝐞𝐱 (𝜎𝜅𝒏
+ ∇𝑠𝑇𝑑𝜎
𝑑𝑇) 𝛿(𝜙),
(14)

4 Copyright © 2017 by ASME
𝜕𝜌𝒗
𝜕𝑡+ ∇ ⋅ (𝜌𝐯𝑣) = 𝛁 ⋅ (𝜇𝑙
𝜌
𝜌𝑙
∇𝑣) − ∇𝑝
+ 𝐴𝑣
+ 𝐞𝐲 (𝜎𝜅𝒏
+ ∇𝑠𝑇𝑑𝜎
𝑑𝑇) 𝛿(𝜙)
+ 𝜌𝑔[1
− 𝛼(𝑇 − 𝑇𝑟𝑒𝑓)]𝛿(𝜙),
(15)
Methods for simulating the phase change during the melting-solidification process
The phase change during the melting or
solidification process is very complex. It is a non-
linear problem due to the absorption or releases of
latent energy at the melting point.
In this model, the phase change is considered to
be a temperature-dependent process. The enthalpy-
porosity method [17] is used to simulate this
phenomenon. It is assumed that the phase change
occurs when the temperature reaches the melting
temperature 𝑇𝑚 . According to the temperature field,
the calculation domain can be divided into three
regions: the solid, liquid and mushy zone, as shown in
equation 10 below. We use 1 and 0 to indicate the
liquid and solid region respectively. Region with
fraction between 0 and 1 is the mushy area. This area
is considered to be a porous medium, where both the
porosity and the fluid velocity decreases to 0 in the
solid area.
The fraction of the liquid phase can be calculated
by equation (16):
where ϵ is half of the transition zone of liquid and solid
phase. The solid and liquid phase temperature and
enthalpy are represented by following equations:
The temperature of the solid phase:
𝑇𝑠 = 𝑇𝑚 − 𝜖, (17)
The temperature of the liquid phase:
𝑇𝑙 = 𝑇𝑚 + 𝜖, (18)
The enthalpy in the solid phase:
ℎ𝑠 = ∫ 0
𝑇
𝑐𝑝𝑠𝑑𝑇, (19)
The enthalpy in the liquid phase:
ℎ𝑙 = ∫ 𝑐𝑝𝑠𝑑𝑇 + 𝐿𝑚 + ∫ 𝑐𝑝𝑙𝑑𝑇𝑇
𝑇𝑠
𝑇𝑠
0
= 𝑐𝑝𝑙𝑇
+ (𝑐𝑝𝑠 − 𝑐𝑝𝑙)𝑇𝑠
+ 𝐿𝑚 ,
(20)
where 𝜌, 𝑡, 𝑽, 𝜇, 𝑘, 𝑇, 𝑝, 𝐾, ℎ, 𝑐𝑝 are density, time,
velocity, molten fluid dynamic viscosity, heat
conductivity, temperature, pressure, permeability,
enthalpy, heat capacity, respectively. The subscription
“s” represents solid, “l” represents liquid. 𝐿𝑚
represents the latent heat for melting.
Continuum model for temperature-dependent material properties
There are three phases in the whole domain: the
solid metal, the liquid metal, and gas. A continuum
model is used to represent the physical character of the
entire domain [14]. When calculating the material
properties, the liquid- solid coexist area is considered
as a mush zone. The mass fractions and volume
fractions are used to calculate the mixed thermal
physical properties as below[11, 18]:
𝜌 = 𝑔𝑠𝜌𝑠 + 𝑔𝑙𝜌𝑙 , (21)
𝑐𝑝 = 𝑔𝑠𝑐𝑝𝑠 + 𝑔𝑙𝑐𝑝𝑙 , (22)
𝑘 = 𝑔𝑠𝑘𝑠 + 𝑔𝑙𝜌𝑙 , (23)
ℎ = 𝑓𝑠ℎ𝑠 + 𝑓𝑙ℎ𝑙 , (24)
where 𝑓𝑠 and 𝑓𝑙, 𝑔𝑠 and 𝑔𝑙 refer to mass fractions and
volume fractions for solid and liquid phases,
respectively. 𝑐𝑝 is the heat capacity, 𝑐𝑝𝑠, 𝑐𝑝𝑙 are the
specific heat for solid metal and liquid metal.
Also, the volume fraction and mass fraction
content the relationship:
𝑓𝑙 =𝑔𝑙𝜌𝑙
𝜌, (25)
𝑓𝑙 + 𝑓𝑠 = 1, (26)
𝑔𝑙 + 𝑔𝑠 = 1, (27)
Modeling of the laser beam The laser beam is molded as a Gaussian beam
with intensity I. The highest intensity located in the
center of the laser beam and the laser intensity keeps
decreasing while away from the center point. The
intensity distribution of laser power along the distance
of the laser beam center are as shown in Figure 2.
(28)
where is the absorptivity coefficient. R and r are the
beam radius and the distance from the calculated point
𝑓𝑙(𝑇)
= {
1, 𝑇 ≥ (𝑇𝑚 + 𝜖),𝑇𝑚 + 𝜖 − 𝑇
2𝜖, (𝑇𝑚 + 𝜖) > 𝑇 ≥ (𝑇𝑚 − 𝜖),
0, T < (𝑇𝑚 − 𝜖),
(16)

5 Copyright © 2017 by ASME
to the beam center. stands for the power of laser
beam.
Figure 2: Power intensity distribution of laser beam
Mapping of material properties with the geometric level set model
In this model, the gas and metal interface is
tracked by the level set methods. The material
properties of metal and gas are mapped from the level
set function by the Heaviside function.
Initially, a domain including metallic particles is
defined and meshed. The gaps with particles are filled
with gas. A level set function is introduced to present
the surface between metal and gas at each time step as
shown below.
{
𝜙(𝒙, 𝑡) > 0 𝑖𝑛 Ω𝑔,
𝜙(𝒙, 𝑡) = 0 𝑜𝑛 Γ(𝑡),
𝜙(𝒙, 𝑡) < 0 𝑖𝑛 Ω𝑚 ,
(29)
where substrate 𝑔 means gas, m represents metal. The
negative values of level set function identify the
metallic phases. The gas domain is represented by the
positive values of the level set function.
When solving the multiphase flow problem, the
level set equations need to be reinitialized after several
calculation iterations to keep mass conservation of the
phases [19]. However, in this research, the model is
built in the software COMSOL 5.0. When applying the
phase re-initialization, we have to stop the calculation
to reinitialize the level set function after several time
steps, then substitute the new into COMSOL again for
the afterward calculation. It is of course
computationally expensive. So in this model, a new
method proposed by Deshpande et.al [20] named as
phase-injection is used to keep the mass conservation.
This method is less computational consuming and
much easier applied in COMSOL. The basic idea is to
add a constraint into the level set function to match
with the calculated amount of mass loss.
The interface moves with the fluid velocity, the
motion of the interface can be described by the
following equation [12]:
𝜕𝜙
𝜕𝑡+ 𝐮 ⋅ ∇𝜙 = 𝜑𝛿𝜙, (30)
where𝜑represents the mass difference before and after
the level set function is updated. The constraint is only
applied to the interface. By applying this method, the
level set function does not need to be a signed distance
function.
To avoid numerical instability arising from the
physical property jump at the liquid/gas interface, the
Heaviside function is introduced to define a transition
region where the physical properties are smoothed.
The Heaviside function is shown in equation (31):
𝐻(𝜙)
= {
0, 𝑖𝑓 𝜙 < −휀,1
2[1 +
𝜙
휀+
1
𝜋sin (
𝜋𝜙
휀)] , 𝑖𝑓|𝜙| ≤ 휀,
1 , 𝑖𝑓 𝜙 > 휀,
(31)
where 휀 represents half of the transition zone around
the interface, which means the smoothed Heaviside
function evolves from 0 to 1 in the thickness of the
level set 𝜙 transition layer [21].
By applying the Heaviside function, the thermal
properties of the whole domain are represented by
𝜌 = 𝜌𝑚 ⋅ 𝐻(𝜙) + 𝜌𝑔 ⋅ (1 −
𝐻(𝜙)), (32)
𝑐𝑝 = 𝑐𝑝𝑚 ⋅ 𝐻(𝜙) + 𝑐𝑝𝑔 ⋅ (1
− 𝐻(𝜙)), (33)
𝑘 = 𝑘𝑚 ⋅ 𝐻(𝜙) + 𝑘𝑔 ⋅ (1 − 𝐻(𝜙)), (34)
where 𝜌, 𝑐𝑝 and k represent the density and heat
capacity, heat conductivity, respectively. The
subscribe m and g represent metal and gas.
Boundary conditions of the free surface The energy balance at the free surface is
considered in this model. The boundary condition can
be described as the sum of the heat loss and heat gain
from the system. In this model, the absorbed heat
simulates the gained heat from the laser beam. Also,
two kinds of heat loss are considered: the convective
heat loss and radiation heat loss , which can be
calculated as equations below [22].
(35)
(36)
where are the heat transfer coefficient,
Stefan-Boltzmann’s constant, surface radiation
emissivity and the atmosphere temperature
respectively.
Finally, the energy balance in the L/G interface
can be presented as the following equation:
(37)
where refers to the heat power distribution at the
deposited particles, because the laser beam is the only

6 Copyright © 2017 by ASME
heat source in this model, by neglecting the heat
absorbing difference in different angles, the heat
power is considered to be equal to laser intensity, that
is,
(38)
Also, the thermal contact between melt pool and
the walls is neglected.
3 SIMULATION RESULTS AND NUMERICAL VERIFICATION
Numerical verification of melting and spreading of a single particle
In this experiment, the algorithm for free surface
tracking and surface tension are tested. In the
verification experiments, the material properties of Ti-
6Al-4V are considered to be constant in both solid and
liquid phases. In this part, the model is built to simulate
the process of melting and spreading of a single
particle onto a substrate. The particle is assumed to be
spherical, which in this 2D case is considered to be a
circle with radius 0.3mm. The size of the study domain
is 1.5 mm in length and 0.7mm in width. The particle
is represented by a level set function . The interface
of particle and gas is considered as the 0 level of .The
objective of this model is to study the case involving
both free surface flow and melting of a metal particle.
However, the effects of convection are neglected. The
method can be extended to a more complex situation
later.
The initial interface of solid and gas is presented
by a level set function. Initially, the interface is a circle
which can be represented by equation (39):
(39)
where refer to the x, y coordinates and the
radius of metal particle.
The problem is solved for the total simulation
time 10ms with time step as 0.01ms. Experimental
results are shown in Figures 3. At each time point, the
figures in the first row represent the changes of
Heaviside function, which can clearly show the
geometry changes of the particle. Figures in the second
row refer the changes of temperature field as time
increasing.
From the observation of computational results,
the process can be divided into three parts:
1. Heating (0ms-0.39ms): during the heating
procedure, the temperature in the domain keeps
increasing. Because the heat conductivity is higher in
metal, so the heat transfers faster in the metal particle.
2. Phase change (0.40ms-0.42ms): during this
period, the particle begins melting. The latent heat
absorption is observed within the range of transition
temperatures as shown in Figure 4. The color contours
represent temperature, and the other legend represents
the heat capacity caused by latent heat.
3. Spreading (0.43ms-10ms): The temperature of
the whole calculation domain is higher than the
melting temperature. The phase change has completed
in the particle. There are only two phases in the
domain: liquid and gas. The liquid begins spreading
under the effects of surface tension and gravity.
t00ms t00.39ms t01ms t010ms
Figure 3: Simulating results

7 Copyright © 2017 by ASME
Figure 4: Heat capacity of latent heat at t= 0.5ms
The level set function at 0 level can clearly show the deformation of the surface as illustrated in figure 5.
Figure 5: Temperature contours and Interface changes (a. t=0.10ms; b. t=1.1ms)
Modeling and simulation of the SLM process In this section, the model for simulating the
melting process of metal-based AM is built. The
governing equations for mass, energy and momentum
conservation are applied to the whole computational
domain. Three phases are considered in the model: the
gas, the liquid metal, and solid metal. Instead of
tracking the interface between the solid and liquid
phases explicitly, the boundary of these two phases is
presented by the fraction of the liquid phase, which
depends on the melting temperature and phase change
transition zone. In this case, each particle is assumed
to be a sphere with the same radius, and the radius of
powers ranges from 10-150 . The initial interface of
solid and gas is presented by a level set
function𝜙(𝑥, 𝑦) = 0 . Initially, the geometry of one
particle is represented as following equation:
(40)
where represent the number of the particle,
the x and y coordinates and, radius, respectively.
Boolean constraints are set between each particle in
order to combine them together in the computational
domain.
(41)
The intensity of the laser beam is represented by
a Gaussian function. The calculation time is 0.9ms
with time step 0.001ms. Because of the short
calculation time, the heating process can be assumed
to be instantaneous, so it is reasonable to assume that
the laser beam is fixed during this brief period. By
applying the Heaviside function, the laser beam
directly heats the surface of powders. The energy
balance can be calculated as equation below:
(42)
where the first term on the right side refers to
the input heat power by the laser beam. The second
and third term in the right side represent the heat loss
between melt pool and ambient gas. are the
Stefan-Boltzmann constant, radiation emissivity and
heat transfer coefficient, respectively. refers the
ambient temperature, which equals to 500K in this
model. By applying the delta function, the heat loss is
applied to the L/G interface.
Table 1: Thermal properties of solid and liquid phases [23]
Physical
Properties
Solid Liquid Unit
Specific heat {
483+0.215T, T≤ 1268K
412+0.180T, 1268<T≤1923
831 J
kg ⋅ K
Density 4420-0.154(T-500K) 3920-0.68(T-1923K) 𝑘𝑔
𝑚3
a b

8 Copyright © 2017 by ASME
Thermal
conductivity {
1.26+0.016T, T≤ 1268K
3.513+0.013T, 1268<T≤1923
-12.752+0.024T W
m ⋅ K
Surface
Tension 1.525-0.28×10-2(T-1941K)
N
m
In this case, instead of using the constant thermal properties,
temperature dependent properties are considered in both
solid and liquid phases as shown in Table 1, the value of
constant in this model is given in Table 2. The metal powers
are distributed in a rectangle with 1.5mm in length and 1 mm
in width. The laser beam is set at the point (0.25mm, 0.6mm)
with radius 3mm. Initially, the geometry of the powder bed
is shown in Figure 6. The laser beam intensity is 1000W.
Table 2: Constants in the simulation model
Definition Value Units
Initial temperature 500 K
Radius of metal powder 10-150 μm
Acceleration of gravity -9.8 m/s2
Power of laser beam 1000 W
Absorptivity coefficient 0.2 1
Stefan-Boltzmann constant 5.67×10-3 W/m2K4
Radiation emissivity 0.8 1
Finally, a mapped mesh with maximum element
size of 1.8×10-5 for the calculation domain. The
capillary force, buoyancy force and thermos-capillary
force are applied to the L/G interface.
Figure 6 shows the simulation results. At each
figure, the colored contours refer to the temperature;
the black contours are the plots for a level set function
at 0 level which can represent the interface between
metal and gas. The red arrow surface refers to the
velocity distribution. The label on the right side shows
the temperature value and its corresponding color. It is
observed that the highest temperature happens in the
area which is nearest to the center of the laser spot. By
the end of the simulation, the highest temperature
reaches to 2773K. The particles completely change
from a solid phase to liquid phase. The deformation of
melted particles can be observed as well.
t=0.07ms t=0.3ms
t=0.632ms t=0.7ms
t=0.744ms t=0.84ms
Figure 6: Evolution of the melt pool geometry, temperature contours, and velocity surface

9 Copyright © 2017 by ASME
Figure 7 shows the temperature and liquid faction
evolution during the phase change. From the results,
the phase change starts in the area closest to the laser
beam. Only regions higher than the melting point is
considered to be liquid. This is in accord with the
fraction function which has been discussed in Section
2.2. The phase change phenomenon while being
melted is simulated as a process of absorbing latent
heat. The phase change phenomenon while being
melted is simulated as a process of absorbing latent
heat. The latent heat can be regarded as a sensible heat
that is assimilated only within the range of transition
temperatures as shown in Figure 8. From left to right
side, the two labels represent the value of latent heat
and temperature contours, respectively. It is observed
the latent heat is non-zero in a range of temperature
equal to a melting point. Under or exceeding the phase
transition region, the value of latent heat equals to 0.
Figure 7: Relationship between temperature and liquid fraction
Figure 8: Latent heat when phase change
Convergence study As stressed before, the problem is a highly
nonlinear multiphysics one. There are three models
needed to be solved: the heat transfer, the fluid flow,
and level set. The heat transfer and fluid flow are
physics models, and the level set method is only used
to track the interface. In order to find a more efficient
way to solve the problem, the fully coupled solver, and
the segregated solver is employed and compared in
this work.
The direct way to solve the problem is by using
the fully coupled solver which solves the physics and
level set functions simultaneously. This approach is
straightforward but is more memory costing and time-
consuming.
The segregated approach is used instead, which
the basic idea is to solve the physics and level set
functions step by step. The computer solves one
specific model at one time and inherits the other
variables from last steps [24]. The comparison of the
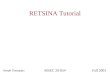
convergence plots of each solver is shown in Figure 9.

10 Copyright © 2017 by ASME
Figure 9: Convergence plots of different solver
From the observation, by using the segregated solver,
the number of total computational time steps reduce
from 180 to 155, which means the approach is faster
than the fully coupled approach. Also, the convergence
plot for segregated solver is smoother than the full
direct couple solver. So we can conclude that the
segregated solver shows higher efficiency in solving
this multi-physics problem.
4 Summary In this study, a 2D numerical model for simulation
the melting process of metal-based SLM with a fixed
laser beam has been established. The numerical model
is validated in several aspects: the temperature field,
the velocity field and the interface between liquid and
gas phases. The model combines the traditional
transport phenomena (such as heat transfer and fluid
dynamics) with level set methods for free surface
tracking. The melting phase change is studied by the
enthalpy-porosity technique. The free surface flow is
studied by the level set approach. A segregated study
is used in this model. Compared with fully coupled
solver, the segregated solver shows higher efficiency
in solving this nonlinear multiphysics problem.
There are still several limitations in these model
and need to be improved by future research. In this
model, the effects of evaporation are neglected.
However, in the real AM process, the temperature in
the melt pool may exceed the evaporating point. So the
mass loss during evaporation should be taken into
account later. The wetting effects between melted
particles with un-melted particles are not studied.
Also, the thermal contacts between melt pool and the
substrate are not included. The above problems will be
further investigated in our future research. Also, the
re-initialization of the level set function needs to be
further improved to avoid the possible interface
shifting. Furthermore, in the current work, the total
number of particles is relatively small. The validation
of the proposed method with a more complex 3D
model will be further explored.
REFERENCE [1] J.-P. Kruth, G. Levy, F. Klocke, and T. Childs,
"Consolidation phenomena in laser and powder-
bed based layered manufacturing," CIRP Annals-
Manufacturing Technology, vol. 56, pp. 730-759,
2007.
[2] S. Das, "Physical aspects of process control in
selective laser sintering of metals," Advanced
Engineering Materials, vol. 5, pp. 701-711, 2003.
[3] A. J. Pinkerton and L. Li, "Modelling the
geometry of a moving laser melt pool and
deposition track via energy and mass balances,"
Journal of Physics D: Applied Physics, vol. 37, p.
1885, 2004.
[4] T. Chande and J. Mazumder, "Two‐dimensional,
transient model for mass transport in laser surface
alloying," Journal of applied physics, vol. 57, pp.
2226-2232, 1985.
[5] Z. Fan and F. Liou, "Numerical modeling of the
additive manufacturing (am) processes of titanium
alloy," TITANIUM ALLOYS–TOWARDS
ACHIEVING ENHANCED PROPERTIES FOR
DIVERSIFIED APPLICATIONS, p. 1, 2012.
[6] E. Attar, "Simulation of selective electron beam
melting processes," Ph. D. Thesis, 2011.
[7] S. Osher and R. P. Fedkiw, "Level set methods: an
overview and some recent results," Journal of
Computational physics, vol. 169, pp. 463-502,
2001.
[8] C. Li, C. Xu, C. Gui, and M. D. Fox, "Level set
evolution without re-initialization: a new
variational formulation," in Computer Vision and
Pattern Recognition, 2005. CVPR 2005. IEEE
Computer Society Conference on, 2005, pp. 430-
436.
[9] J. A. Sethian, Level set methods and fast marching
methods: evolving interfaces in computational
geometry, fluid mechanics, computer vision, and
materials science vol. 3: Cambridge university
press, 1999.
[10] H. Chung and S. Das, "Level Set Methods for
Modeling Laser Melting of Metals," Ann Arbor,
vol. 1001, pp. 48109-2125, 2003.
[11] L. Han, F. W. Liou, and S. Musti, "Thermal
behavior and geometry model of melt pool in laser
material process," Journal of Heat Transfer, vol.
127, pp. 1005-1014, 2005.
The segregated solver The full coupled solver

11 Copyright © 2017 by ASME
[12] T. Marin, "Solidification of a Liquid Metal
Droplet Impinging on a Cold Surface," in
Proceedings of the COMSOL Users Conference,
2006.
[13] P. Goyal, A. Dutta, V. Verma, and I. T. R. Singh,
"Enthalpy Porosity Method for CFD Simulation of
Natural Convection Phenomenon for Phase
Change Problems in the Molten Pool and its
Importance during Melting of Solids."
[14] H. Qi, J. Mazumder, and H. Ki, "Numerical
simulation of heat transfer and fluid flow in
coaxial laser cladding process for direct metal
deposition," Journal of applied physics, vol. 100,
p. 024903, 2006.
[15] L. Han and F. Liou, "Numerical investigation of
the influence of laser beam mode on melt pool,"
International journal of heat and mass transfer,
vol. 47, pp. 4385-4402, 2004.
[16] Z. Fan and F. Liou, "Numerical Modeling of the
Additive Manufacturing (AM) Processes of
Titanium Alloy," 2012.
[17] Y. Belhamadia, A. S. Kane, and A. Fortin, "An
enhanced mathematical model for phase change
problems with natural convection," Int. J. Numer.
Anal. Model, vol. 3, pp. 192-206, 2012.
[18] F. Vásquez, J. A. Ramos-Grez, and M. Walczak,
"Multiphysics simulation of laser–material
interaction during laser powder deposition," The
International Journal of Advanced Manufacturing
Technology, vol. 59, pp. 1037-1045, 2012.
[19] H. Grzybowski and R. Mosdorf, "Modelling of
two-phase flow in a minichannel using level-set
method," in Journal of Physics: Conference
Series, 2014, p. 012049.
[20] W. B. Zimmerman, Multiphysics Modeling With
Finite Element Methods (series on Stability,
vibration and control of systems, serie): World
Scientific Publishing Co., Inc., 2006.
[21] O. Desmaison, M. Bellet, and G. Guillemot, "A
level set approach for the simulation of the
multipass hybrid laser/GMA welding process,"
Computational Materials Science, vol. 91, pp.
240-250, 2014.
[22] L. Han, K. Phatak, and F. Liou, "Modeling of laser
cladding with powder injection," Metallurgical
and Materials transactions B, vol. 35, pp. 1139-
1150, 2004.
[23] K. C. Mills, Recommended values of
thermophysical properties for selected
commercial alloys: Woodhead Publishing, 2002.
[24] S. Chen, B. Merriman, S. Osher, and P. Smereka,
"A simple level set method for solving Stefan
problems," Journal of Computational Physics,
vol. 135, pp. 8-29, 1997.
Recommended