1
PERALATAN KERJA BENGKEL
Pendahuluan
Dalam melakukan suatu pekerjaan, manusia memiliki keterbatasan dimana
terdapatnya pekerjaan yang tidak bisa diselesaikan sevara efektif dan efisien
tanpa adanya factor penunjang. Oleh karena itu dibutuhkan yang namanya
fasilitas penunjang agar pekerjaan yang rumit bisa menjadi lebih mudah dan
dapat terselesaikan dengan waktu yang relative singkat.
Peralatan Kerja bengkel adalah sekumpulan alat/perkakas yang sering dipakai
oleh mekanik dalam melakukan pekerjaan di bengkel, misalnya dalam kegiatan-
kegiatan produksi, perawatan, perbaikan dan reparasi. Bagi seorang mekanik
yang sehari-harinya melakukan aktifitas tersebut, jelas memerlukan peralatan
guna membantu agar pekerjaannya bisa terselesaikan secara efektif dan efisien.
Penggunaan peralatan yang benar dan sesuai fungsinya merupakan keharusan.
Secara umum peralatan kerja dapat diklasifikasikan menjadi 3 (tiga)
bagian utama, yaitu : alat-alat tangan (basic hand tools), alat-alat ukur
(measuring tools) dan alat-alat khusus (special service tools-SST).
A. Alat-alat Tangan (Basic Hand Tool)
Alat-alat tangan merupakan peralatan sederhana yang biasa digunakan
dalam pekerjaan di bengkel, baik itu dalam kegiatan kerja bangku maupun
kegiatan perawatan/reparasi kendaraan, yang penggunaannya cukup sederhana.
Alat tangan di bengkkel otomotif merupakan alat yang paling sering dipakai,
sebab itu disimpan dalam tool box agar mudah dijangkau. Terdapat banyak
ragam alat-alat tangan, akan tetapi yang biasa dipakai dalam pengerjaan
pemeliharaan dan perbaikan kendaraan diantaranya adalah sebagai berikut:
1. Pembuka baut/mur (Kunci)
Komponen kendaraan seperti sepeda motor dapat dilepas dan
dipisahkan karena komponen tersebut umumnya dirakit satu sama
2
lainnya. Melepaskan/ merakit komponen atau bagian-bagian kendaraan
tersebut membutuhkan alat pembukan baut/ mur.
Alat pembuka baut/ mur terdiri dari kunci yang dirancang secara
khusus untuk dapat lebih memudahkan dalam membuka dan
mengencangkan baut. Konstruksinya dapat terdiri dari 6 sudut dan 12
Sudut. Sedangkan ukurannya juga bervariasi mulai dari yang terkecil
sampai yang terbesar sesuai kebutuhan, namun yang umum dipakai pada
bengkel kendaraan adalah ukuran 6 mm s/d 32 mm. terdapat beberapa
bentuk kunci pembuka baut/ mur, diantaranya:
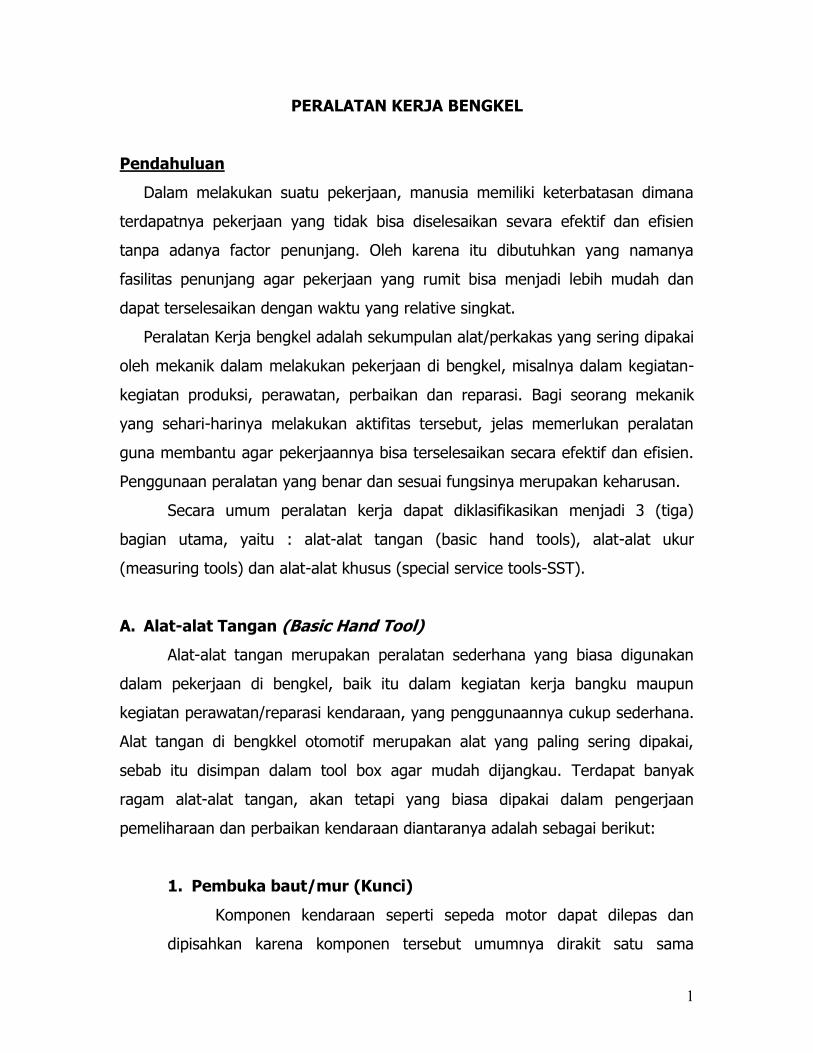
a. Kunci pas
Merupakan kunci yang berfungsi untuk membuka baut/ mur yang
tidak membutuhkan momen pengencangan tinggi. Ukuran kunci pas
bervariasi dalam satuan metric (mm) dan inchi (in). pada sebuuah kunci
pas terdapat dua ukuran mulut kunci pas yang berbeda misalnya 6mm
dan 8mm, 10mm dan 12mm, dan sebagainya.
Sesuai bentuk mulutnya, pada waktu digunakan sebuah kunci pas
dengan kuat akan memegang dua sisi kepala baut/ mur. Pada saat
digunakan pastikan bahawa kunci pas yang dipilih sesuai atau tepat
dengan ukuran baut/ mur. Masukkan mulut kunci pas ke kepala baut.
Penjepitan yang tidak tepat akan mengakibatkan kerusakan pada kepala
baut dan mulut kunci pas.
Gambar 1.1 Kunci Pas
3
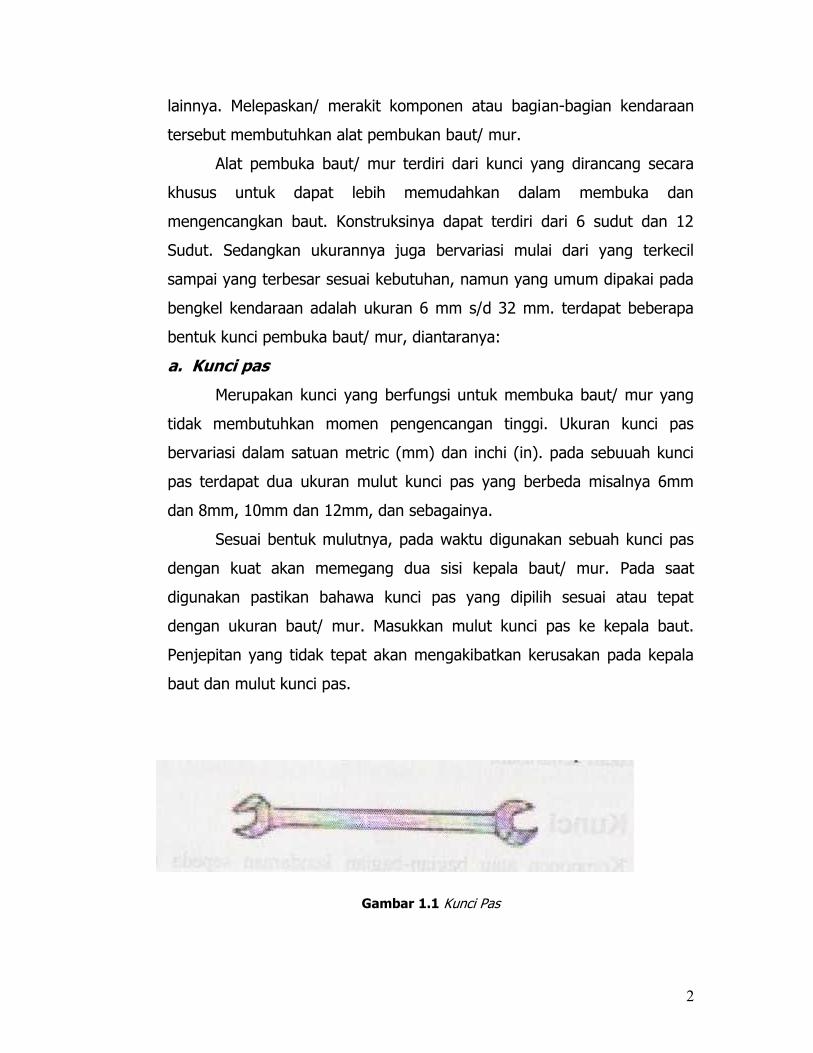
Gambar 1.2 Penggunaan Kunci Pas. A) Penggunaan yang salah. b) Penggunaan yang
benar
Mulut kunci pas dibuat miring 15° terhadap pegangannya sehingga
dalam penggunaannya dapat dipakai secara bolak-balik pada posisi
menarik kea rah dalam atau posisi mendorong keluar.
Penting:
tidak benar menggunakan kunci pas berukuran lebih kecil atau lebih
besar dibandngkan ukuran baut atau mur yang akan dipasang/dilepas.
Dalam usaha untuk membuka baut/ mur, jangan memperpanjang
kunci pas dengan sambungan atau memukulnya kunci pas akan slip
dan merusakkan kepala baut/ mur sebaliknya dapat mematahkan
mulut kunci pas itu sendiri.
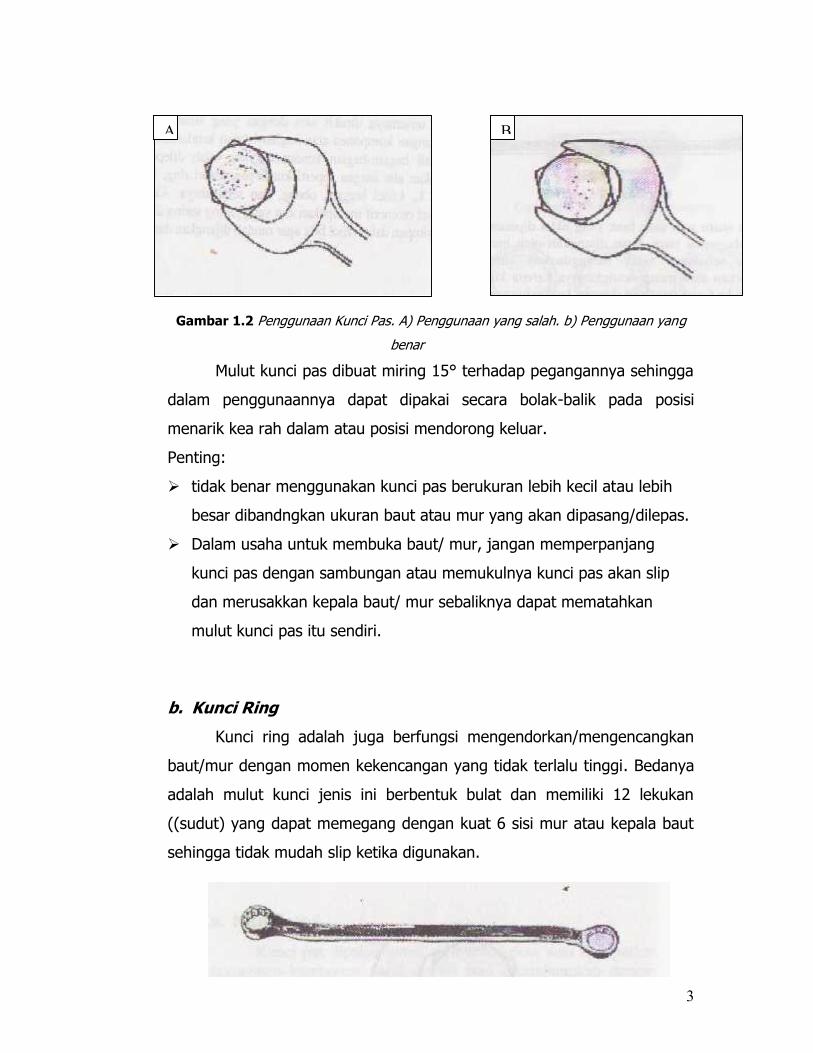
b. Kunci Ring
Kunci ring adalah juga berfungsi mengendorkan/mengencangkan
baut/mur dengan momen kekencangan yang tidak terlalu tinggi. Bedanya
adalah mulut kunci jenis ini berbentuk bulat dan memiliki 12 lekukan
((sudut) yang dapat memegang dengan kuat 6 sisi mur atau kepala baut
sehingga tidak mudah slip ketika digunakan.
A B
4
Gambar 1.3 Kunci Ring
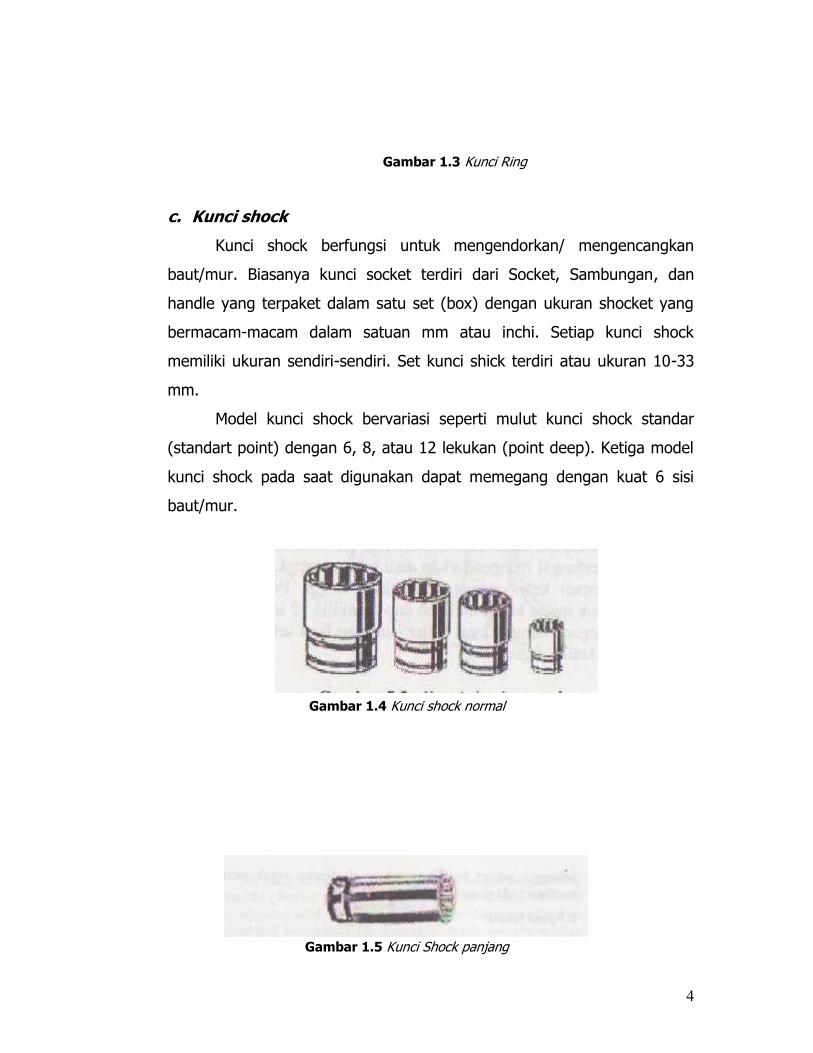
c. Kunci shock
Kunci shock berfungsi untuk mengendorkan/ mengencangkan
baut/mur. Biasanya kunci socket terdiri dari Socket, Sambungan, dan
handle yang terpaket dalam satu set (box) dengan ukuran shocket yang
bermacam-macam dalam satuan mm atau inchi. Setiap kunci shock
memiliki ukuran sendiri-sendiri. Set kunci shick terdiri atau ukuran 10-33
mm.
Model kunci shock bervariasi seperti mulut kunci shock standar
(standart point) dengan 6, 8, atau 12 lekukan (point deep). Ketiga model
kunci shock pada saat digunakan dapat memegang dengan kuat 6 sisi
baut/mur.
Gambar 1.4 Kunci shock normal
Gambar 1.5 Kunci Shock panjang

5
Gambar 1.6 Bentuk Mulut Kunci Shock
Berbeda dengan kunci ring dan kunci pas, karena tidak memiliki pasangan
langsung, kunci shock bisa digunakan setelah disambungkan dengan
pegangannya. Adapun model handle kunci shock antara lain:
Rachet Handle
Gambar 1.7 Rachet handle
Handle kunci shock ini arah putarannya dapat disetel sesuai dengan
keperluan (arah untuk mengencangkan atau mengendorkan baut/mur)
tanpa mengubah arah putaran tangan. Sehingga rachet handle sangat
cocok dipakai untuk memutar baut/mur pada tempat yang sempit.
Speed handle
6
Gambar 1.8 Speed Handle
Speed handle merupakan tangkai kunci shockpanjang untuk melepaskan
atau mengencangkan baut yang ulirnya panjang dan dalam.
Sliding Handle
Gambar 1.9 Slidiing Handle
Sliding handle merupakan tangkai yang biasa digunakan untuk
melepaskan atau mengencangkan mur/baut yang memiliki momen
pengencangan yang cukup tinggi.
L Handle
Gambar 1.10 “L” handle
Kunci shock yang dipasangkan pada L handle dapat bergerak bebas
sehingga kemungkinan untuk digunakan pada posisi-posisi rumit.
Set shock juga telah dilengkapi dengan penyambung (extension).
Model penyambung kunci shock adalah universal joint, adaptor solid
extension bar, dan flexible extension bar. Penyambung (extension) ini
diggunakan untuk menghubungkan handle dengan kunci shock jika
mur/baut tidak dapat dijangkau tangkai yang ada.
7
Gambar 1.11 Model-model penyambung (extension)
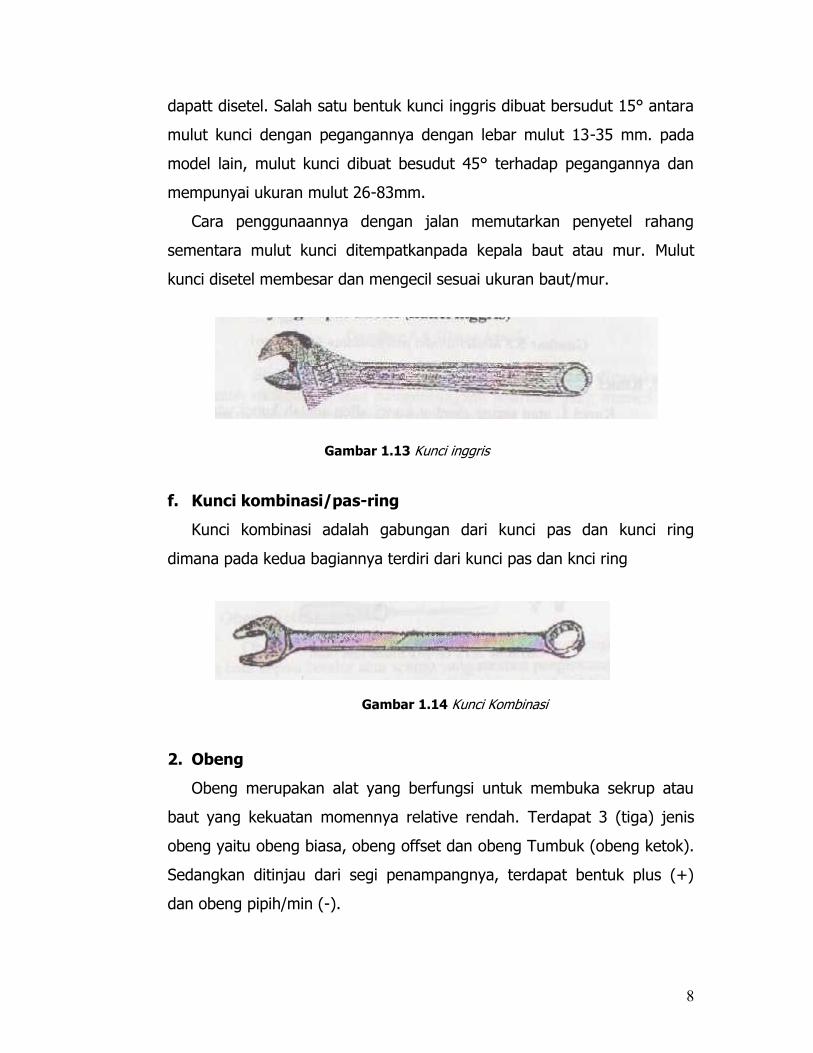
d. Kunci L (Allen Wrench)
Kunci L biasanya digunakan untuk membuka/ mengencangkan baut
yang yang pada kepala bautnya menjorok ke dalam. Terdapat berbagai
ukuran kunci L yang biasanya terdiri dari 2-22mm. Penampang kunci L
yang banyak di pasaran adala penampang berbentuk segi enam
(hexagonal) dan berbentuk gerigi (L bintang).
Gambar 1.12 Kunci L dan penggunaannya
e. Kunci Inggris (adjustable wrench)
Kunci Inggris (adjustable wrench) merupakan kunci untuk mebuka/
mengencangkan baut yang ukurannya dapat diubah-ubah sesuai dengan
limit maksimumnya. Kunci ini memiliki rahang tetap dan rahang yang
8
dapatt disetel. Salah satu bentuk kunci inggris dibuat bersudut 15° antara
mulut kunci dengan pegangannya dengan lebar mulut 13-35 mm. pada
model lain, mulut kunci dibuat besudut 45° terhadap pegangannya dan
mempunyai ukuran mulut 26-83mm.
Cara penggunaannya dengan jalan memutarkan penyetel rahang
sementara mulut kunci ditempatkanpada kepala baut atau mur. Mulut
kunci disetel membesar dan mengecil sesuai ukuran baut/mur.
Gambar 1.13 Kunci inggris
f. Kunci kombinasi/pas-ring
Kunci kombinasi adalah gabungan dari kunci pas dan kunci ring
dimana pada kedua bagiannya terdiri dari kunci pas dan knci ring
Gambar 1.14 Kunci Kombinasi
2. Obeng
Obeng merupakan alat yang berfungsi untuk membuka sekrup atau
baut yang kekuatan momennya relative rendah. Terdapat 3 (tiga) jenis
obeng yaitu obeng biasa, obeng offset dan obeng Tumbuk (obeng ketok).
Sedangkan ditinjau dari segi penampangnya, terdapat bentuk plus (+)
dan obeng pipih/min (-).
9
a. Obeng Biasa
Gambar 1.15 Obeng biasa dan baut
Obeng biasa terdiri dari tangkai dan bilah obeng. Ada obeng biasa
yang tangkai dan bilah obengnya tidak dapat dilepas, namun ada pula
yang bilahnya dapat dilepas dan diganti-ganti. Obeng biasa digunakan
untuk mengendorkan/mengencangkan sekrup atau baut sesuai
ukurannya. Pilihlah mata obeng yang sesuai dengan alur kepala
baut/sekrup. Penggunaan mata obeng yang besar dari alur kepala baut
dapat menyebabkan kerusakan alur baut dan juga kerusakan mata
oobeng itu sendiri.
b. Obeng Offset
Gambar 1.16 Obeng Offset
Obeng offset mempunyai bilah yang sekaligus sebagai tangkainya.
Obeng ini memiliki mata pada kedua ujungnya berbentuk kembang/Philips
(+) atau minus (-). Obeng offset berfungsi untuk mengencangkan baut
dangan kepala beralur atau sekrup yang letaknya tidak dapat dijangkau
oleh jenis obeng biasa.
c. Obeng Ketok
10
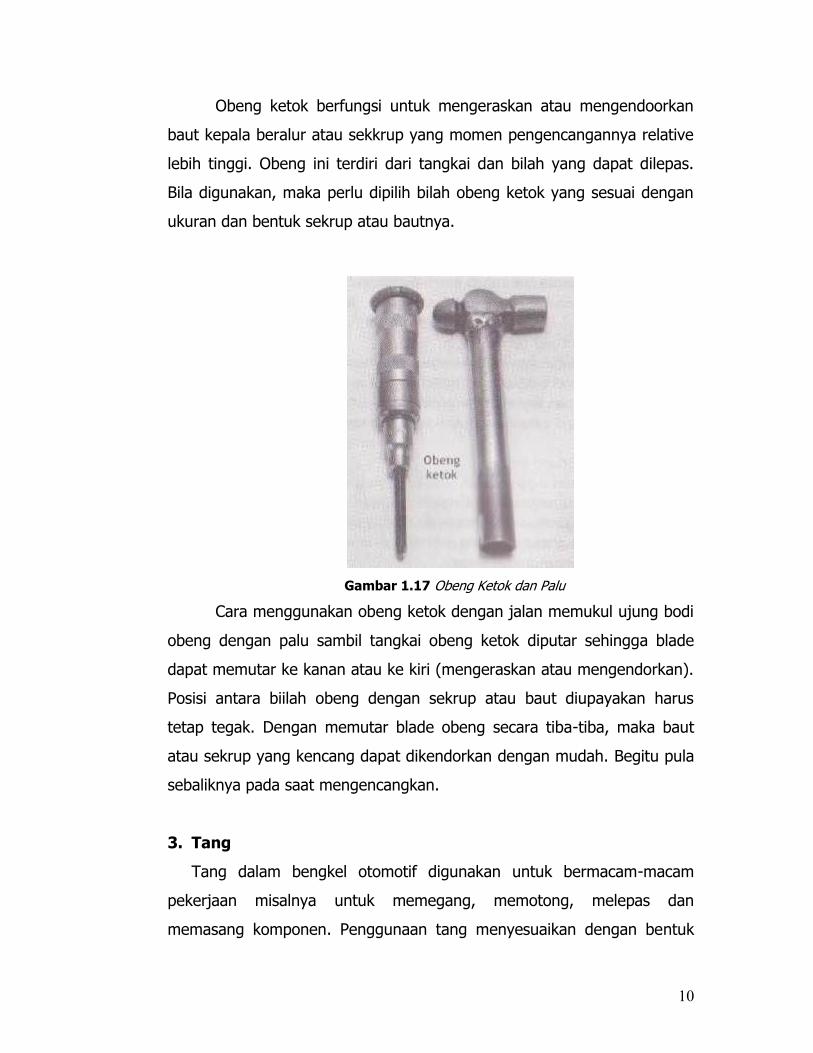
Obeng ketok berfungsi untuk mengeraskan atau mengendoorkan
baut kepala beralur atau sekkrup yang momen pengencangannya relative
lebih tinggi. Obeng ini terdiri dari tangkai dan bilah yang dapat dilepas.
Bila digunakan, maka perlu dipilih bilah obeng ketok yang sesuai dengan
ukuran dan bentuk sekrup atau bautnya.
Gambar 1.17 Obeng Ketok dan Palu
Cara menggunakan obeng ketok dengan jalan memukul ujung bodi
obeng dengan palu sambil tangkai obeng ketok diputar sehingga blade
dapat memutar ke kanan atau ke kiri (mengeraskan atau mengendorkan).
Posisi antara biilah obeng dengan sekrup atau baut diupayakan harus
tetap tegak. Dengan memutar blade obeng secara tiba-tiba, maka baut
atau sekrup yang kencang dapat dikendorkan dengan mudah. Begitu pula
sebaliknya pada saat mengencangkan.
3. Tang
Tang dalam bengkel otomotif digunakan untuk bermacam-macam
pekerjaan misalnya untuk memegang, memotong, melepas dan
memasang komponen. Penggunaan tang menyesuaikan dengan bentuk
11
mulut, pisau potong dan penyetel. Penggunaan tang yang tidak sesuai
dapat menyebabkan kerusakan pada komponen.
Jenis-jenis tang yang digunakan dalam servis kendaraan bervariasi
sepperti tang potong, tang kombinasi, tang snap ring, tang pegas torak,
tang kuat, dan sebagainya. Perawatan tang sangat mudah yakni dengan
selalu membersihkan permukaan, sedangkan sambungan yang
bergesekan harus senantiasa diberi pelumas.
a. Tang Kombinasi
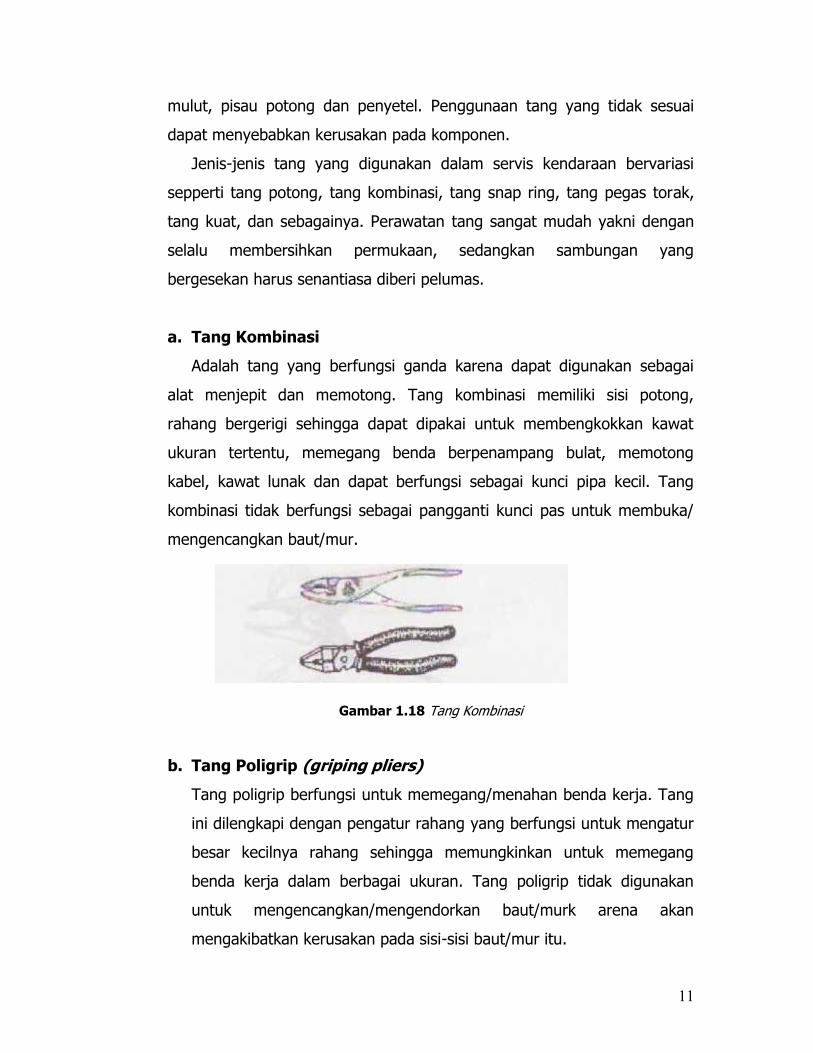
Adalah tang yang berfungsi ganda karena dapat digunakan sebagai
alat menjepit dan memotong. Tang kombinasi memiliki sisi potong,
rahang bergerigi sehingga dapat dipakai untuk membengkokkan kawat
ukuran tertentu, memegang benda berpenampang bulat, memotong
kabel, kawat lunak dan dapat berfungsi sebagai kunci pipa kecil. Tang
kombinasi tidak berfungsi sebagai pangganti kunci pas untuk membuka/
mengencangkan baut/mur.
Gambar 1.18 Tang Kombinasi
b. Tang Poligrip (griping pliers)
Tang poligrip berfungsi untuk memegang/menahan benda kerja. Tang
ini dilengkapi dengan pengatur rahang yang berfungsi untuk mengatur
besar kecilnya rahang sehingga memungkinkan untuk memegang
benda kerja dalam berbagai ukuran. Tang poligrip tidak digunakan
untuk mengencangkan/mengendorkan baut/murk arena akan
mengakibatkan kerusakan pada sisi-sisi baut/mur itu.
12
Gambar 1.19 Tang poligriph
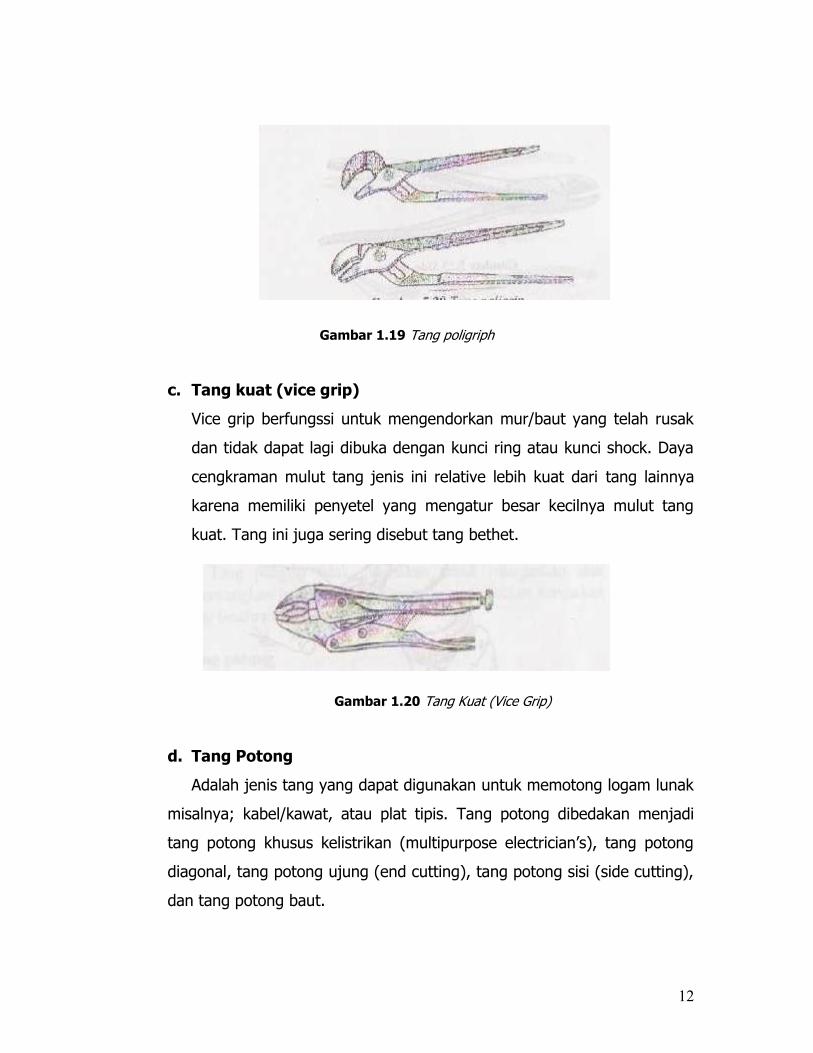
c. Tang kuat (vice grip)
Vice grip berfungssi untuk mengendorkan mur/baut yang telah rusak
dan tidak dapat lagi dibuka dengan kunci ring atau kunci shock. Daya
cengkraman mulut tang jenis ini relative lebih kuat dari tang lainnya
karena memiliki penyetel yang mengatur besar kecilnya mulut tang
kuat. Tang ini juga sering disebut tang bethet.
Gambar 1.20 Tang Kuat (Vice Grip)
d. Tang Potong
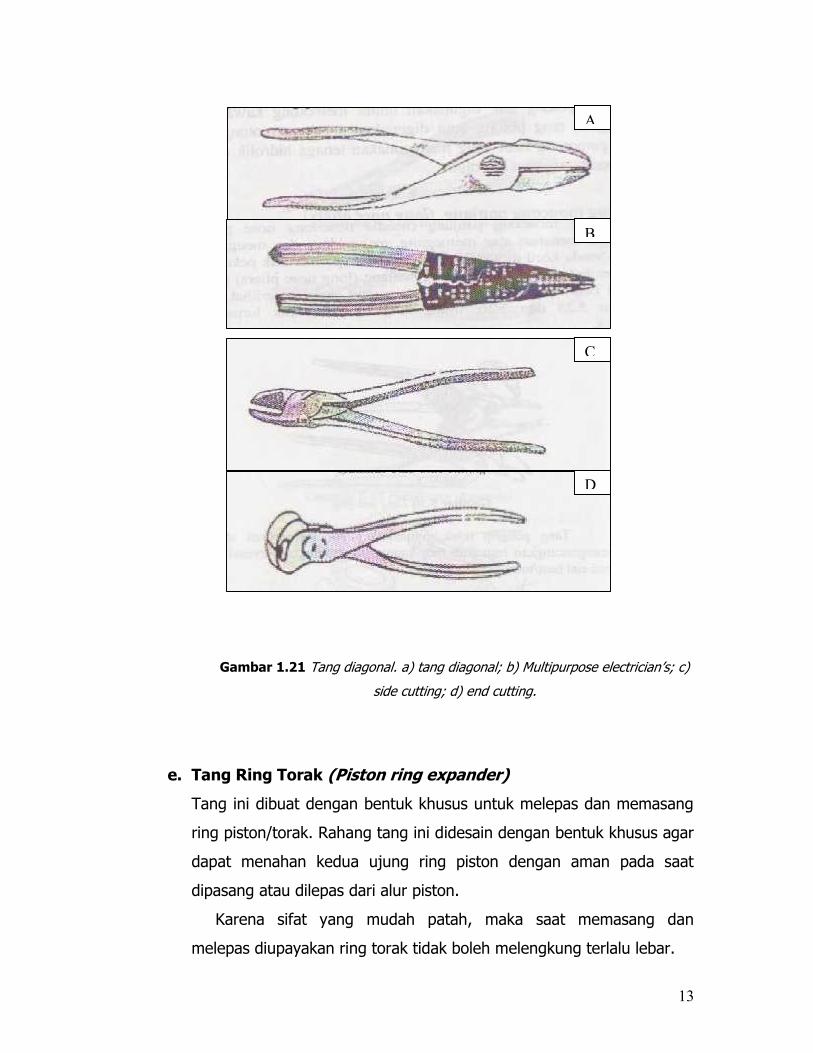
Adalah jenis tang yang dapat digunakan untuk memotong logam lunak
misalnya; kabel/kawat, atau plat tipis. Tang potong dibedakan menjadi
tang potong khusus kelistrikan (multipurpose electrician’s), tang potong
diagonal, tang potong ujung (end cutting), tang potong sisi (side cutting),
dan tang potong baut.
13
Gambar 1.21 Tang diagonal. a) tang diagonal; b) Multipurpose electrician’s; c)
side cutting; d) end cutting.
e. Tang Ring Torak (Piston ring expander)
Tang ini dibuat dengan bentuk khusus untuk melepas dan memasang
ring piston/torak. Rahang tang ini didesain dengan bentuk khusus agar
dapat menahan kedua ujung ring piston dengan aman pada saat
dipasang atau dilepas dari alur piston.
Karena sifat yang mudah patah, maka saat memasang dan
melepas diupayakan ring torak tidak boleh melengkung terlalu lebar.
A
B
C
D
14
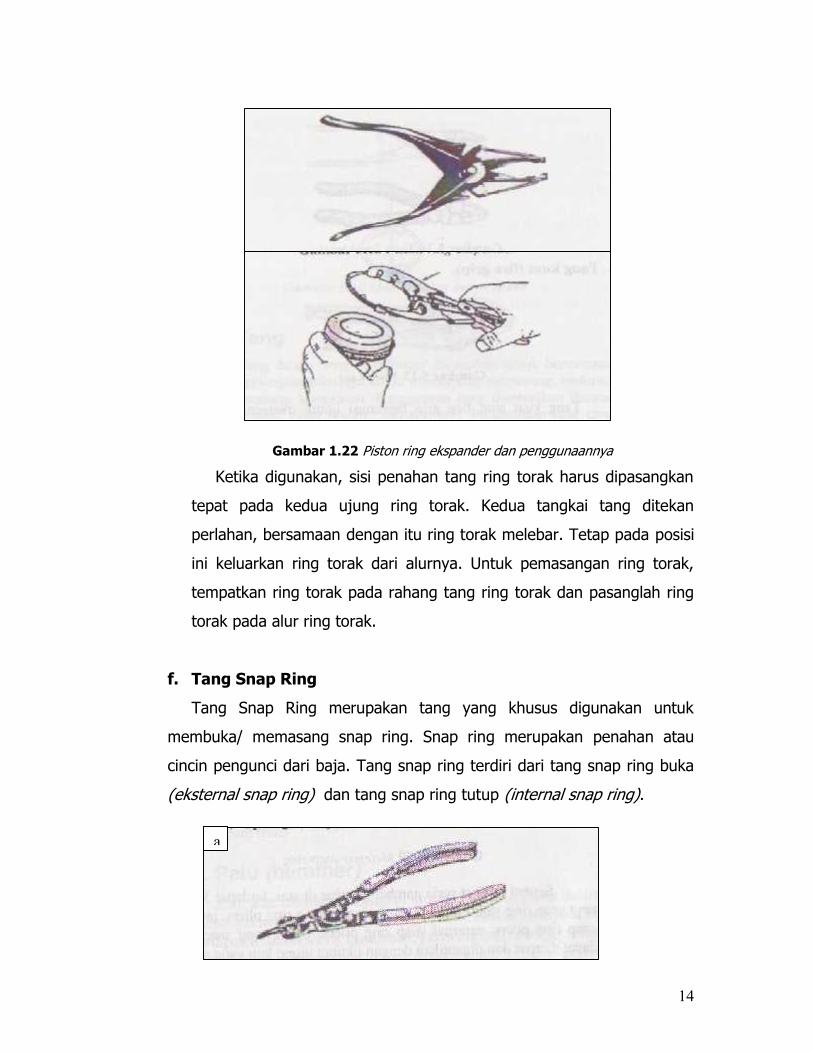
Gambar 1.22 Piston ring ekspander dan penggunaannya
Ketika digunakan, sisi penahan tang ring torak harus dipasangkan
tepat pada kedua ujung ring torak. Kedua tangkai tang ditekan
perlahan, bersamaan dengan itu ring torak melebar. Tetap pada posisi
ini keluarkan ring torak dari alurnya. Untuk pemasangan ring torak,
tempatkan ring torak pada rahang tang ring torak dan pasanglah ring
torak pada alur ring torak.
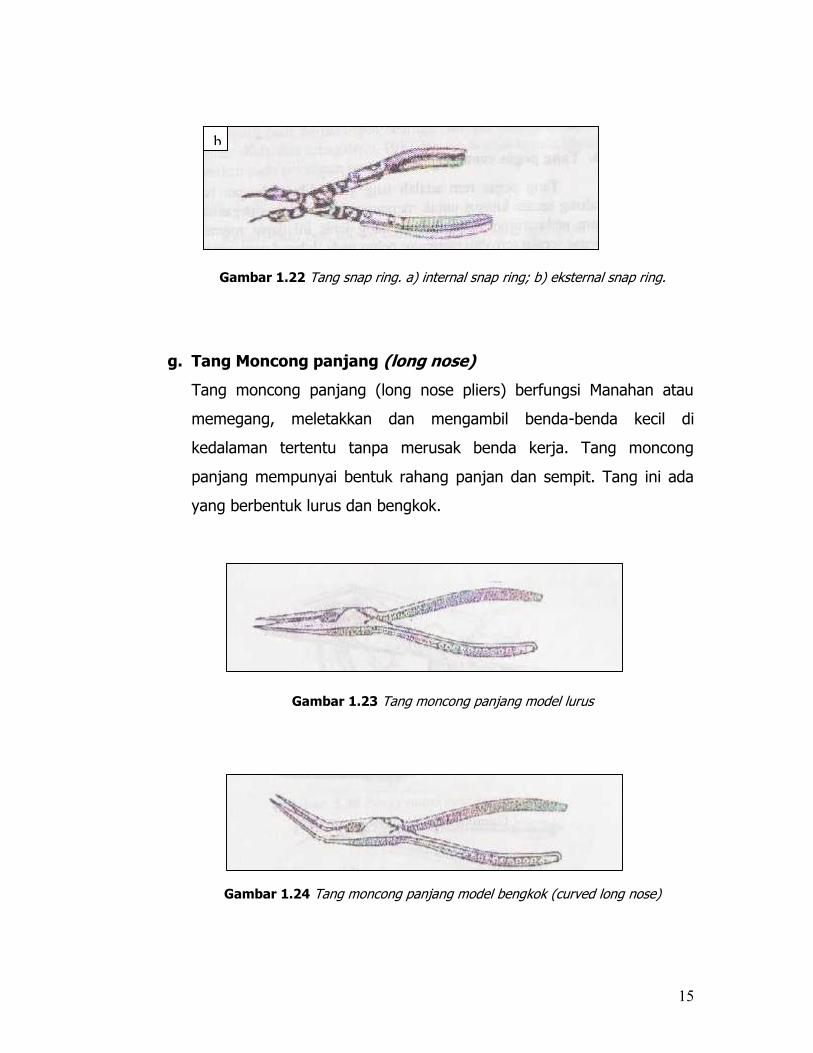
f. Tang Snap Ring
Tang Snap Ring merupakan tang yang khusus digunakan untuk
membuka/ memasang snap ring. Snap ring merupakan penahan atau
cincin pengunci dari baja. Tang snap ring terdiri dari tang snap ring buka
(eksternal snap ring) dan tang snap ring tutup (internal snap ring).
a
15
Gambar 1.22 Tang snap ring. a) internal snap ring; b) eksternal snap ring.
g. Tang Moncong panjang (long nose)
Tang moncong panjang (long nose pliers) berfungsi Manahan atau
memegang, meletakkan dan mengambil benda-benda kecil di
kedalaman tertentu tanpa merusak benda kerja. Tang moncong
panjang mempunyai bentuk rahang panjan dan sempit. Tang ini ada
yang berbentuk lurus dan bengkok.
Gambar 1.23 Tang moncong panjang model lurus
Gambar 1.24 Tang moncong panjang model bengkok (curved long nose)
b
16
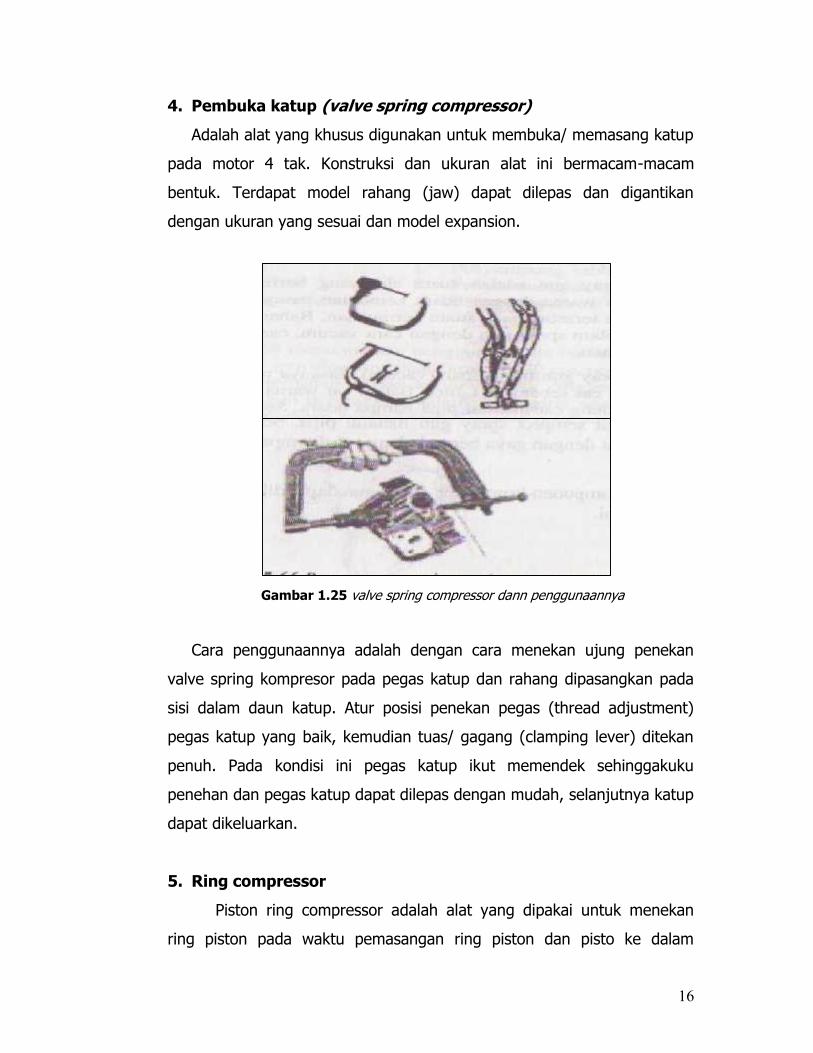
4. Pembuka katup (valve spring compressor)
Adalah alat yang khusus digunakan untuk membuka/ memasang katup
pada motor 4 tak. Konstruksi dan ukuran alat ini bermacam-macam
bentuk. Terdapat model rahang (jaw) dapat dilepas dan digantikan
dengan ukuran yang sesuai dan model expansion.
Gambar 1.25 valve spring compressor dann penggunaannya
Cara penggunaannya adalah dengan cara menekan ujung penekan
valve spring kompresor pada pegas katup dan rahang dipasangkan pada
sisi dalam daun katup. Atur posisi penekan pegas (thread adjustment)
pegas katup yang baik, kemudian tuas/ gagang (clamping lever) ditekan
penuh. Pada kondisi ini pegas katup ikut memendek sehinggakuku
penehan dan pegas katup dapat dilepas dengan mudah, selanjutnya katup
dapat dikeluarkan.
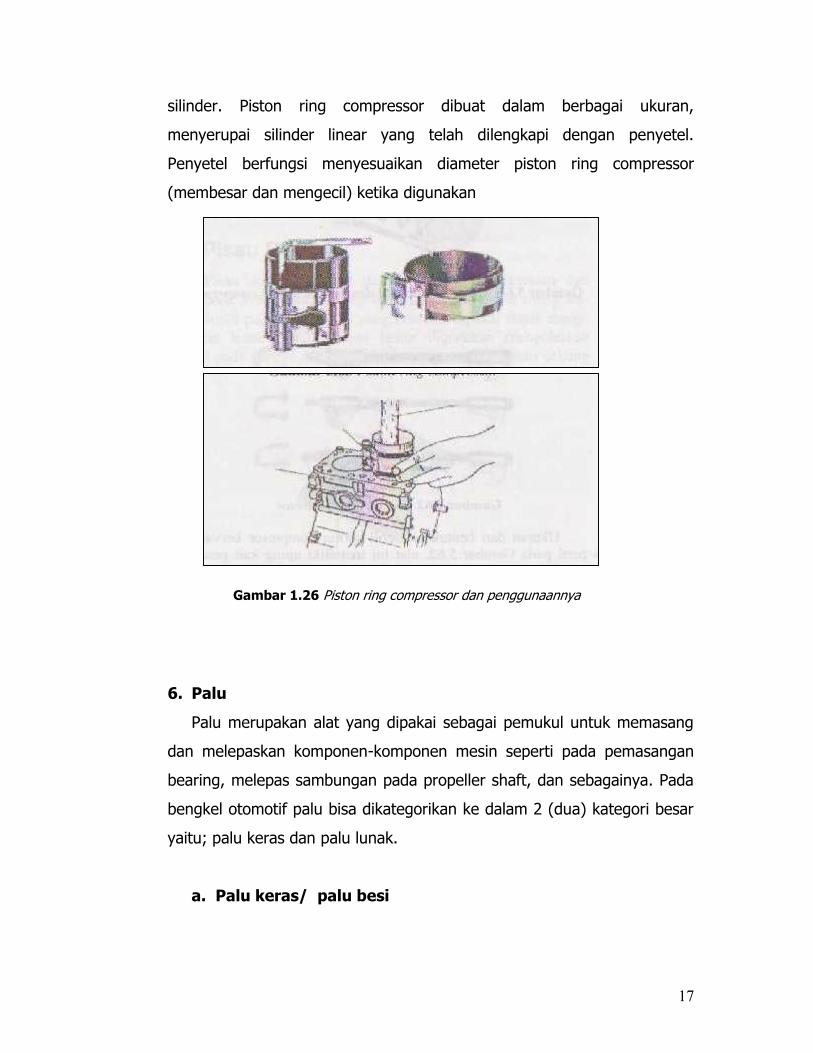
5. Ring compressor
Piston ring compressor adalah alat yang dipakai untuk menekan
ring piston pada waktu pemasangan ring piston dan pisto ke dalam
17
silinder. Piston ring compressor dibuat dalam berbagai ukuran,
menyerupai silinder linear yang telah dilengkapi dengan penyetel.
Penyetel berfungsi menyesuaikan diameter piston ring compressor
(membesar dan mengecil) ketika digunakan
Gambar 1.26 Piston ring compressor dan penggunaannya
6. Palu
Palu merupakan alat yang dipakai sebagai pemukul untuk memasang
dan melepaskan komponen-komponen mesin seperti pada pemasangan
bearing, melepas sambungan pada propeller shaft, dan sebagainya. Pada
bengkel otomotif palu bisa dikategorikan ke dalam 2 (dua) kategori besar
yaitu; palu keras dan palu lunak.
a. Palu keras/ palu besi
18
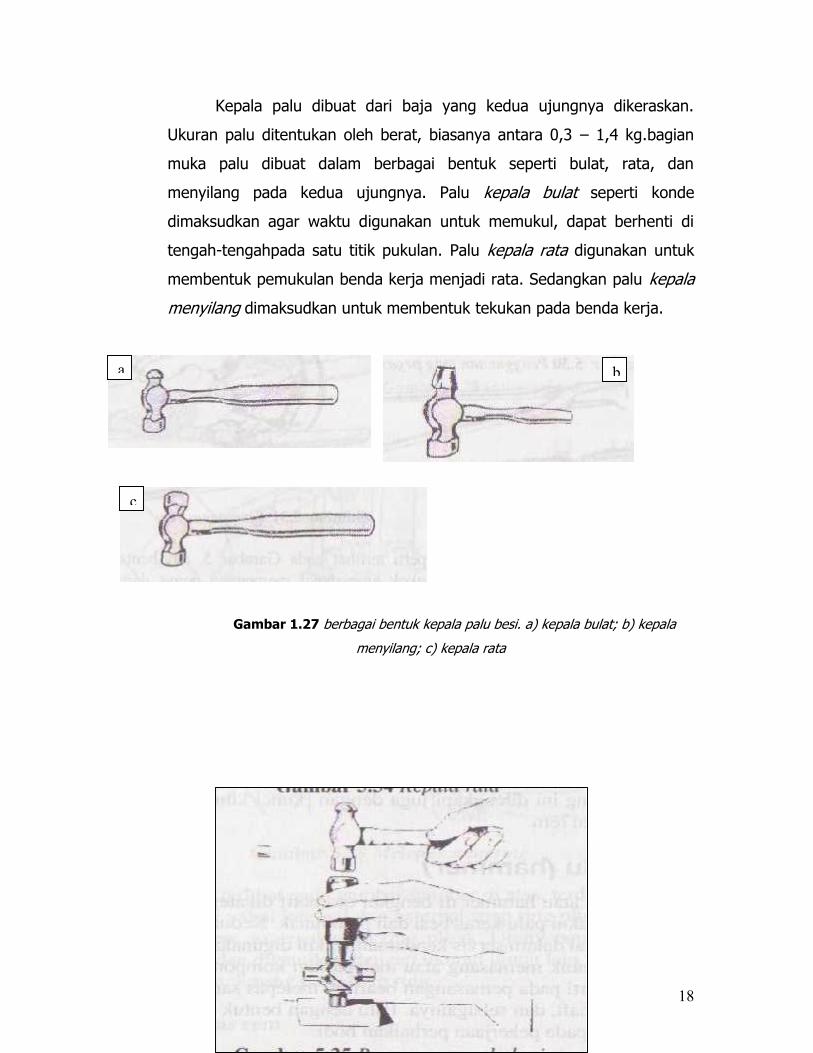
Kepala palu dibuat dari baja yang kedua ujungnya dikeraskan.
Ukuran palu ditentukan oleh berat, biasanya antara 0,3 – 1,4 kg.bagian
muka palu dibuat dalam berbagai bentuk seperti bulat, rata, dan
menyilang pada kedua ujungnya. Palu kepala bulat seperti konde
dimaksudkan agar waktu digunakan untuk memukul, dapat berhenti di
tengah-tengahpada satu titik pukulan. Palu kepala rata digunakan untuk
membentuk pemukulan benda kerja menjadi rata. Sedangkan palu kepala
menyilang dimaksudkan untuk membentuk tekukan pada benda kerja.
Gambar 1.27 berbagai bentuk kepala palu besi. a) kepala bulat; b) kepala
menyilang; c) kepala rata
a b
c
19
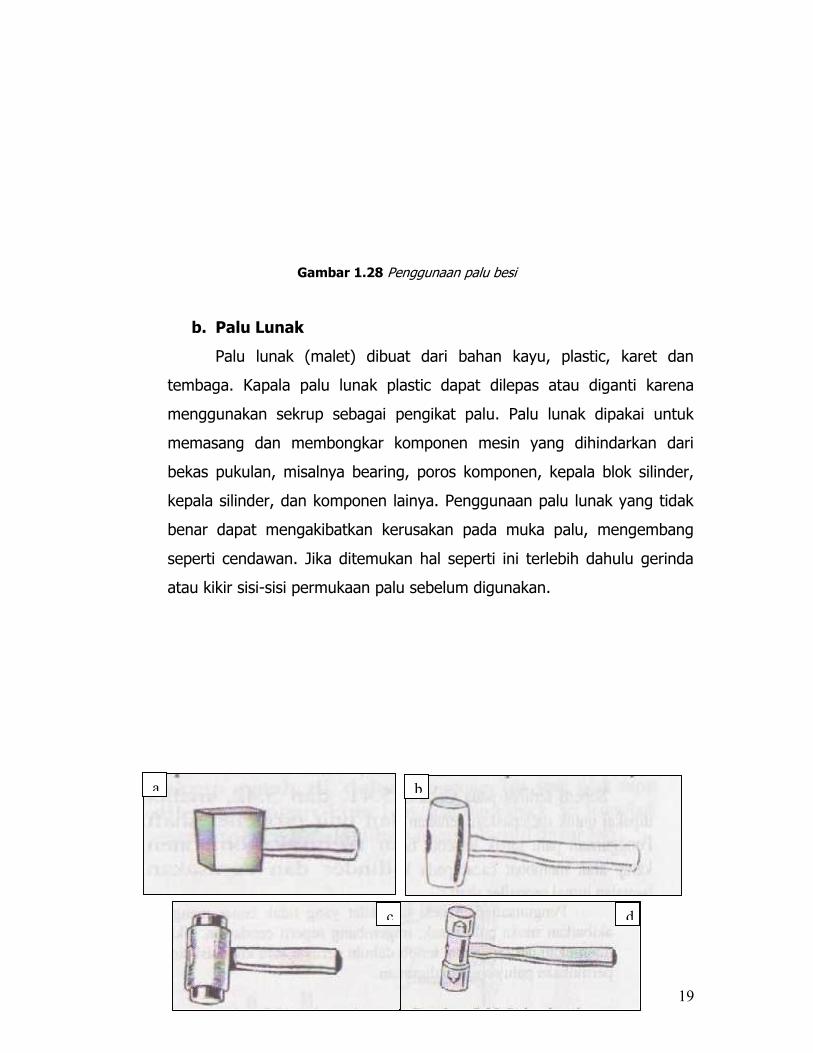
Gambar 1.28 Penggunaan palu besi
b. Palu Lunak
Palu lunak (malet) dibuat dari bahan kayu, plastic, karet dan
tembaga. Kapala palu lunak plastic dapat dilepas atau diganti karena
menggunakan sekrup sebagai pengikat palu. Palu lunak dipakai untuk
memasang dan membongkar komponen mesin yang dihindarkan dari
bekas pukulan, misalnya bearing, poros komponen, kepala blok silinder,
kepala silinder, dan komponen lainya. Penggunaan palu lunak yang tidak
benar dapat mengakibatkan kerusakan pada muka palu, mengembang
seperti cendawan. Jika ditemukan hal seperti ini terlebih dahulu gerinda
atau kikir sisi-sisi permukaan palu sebelum digunakan.
a b
c d
20
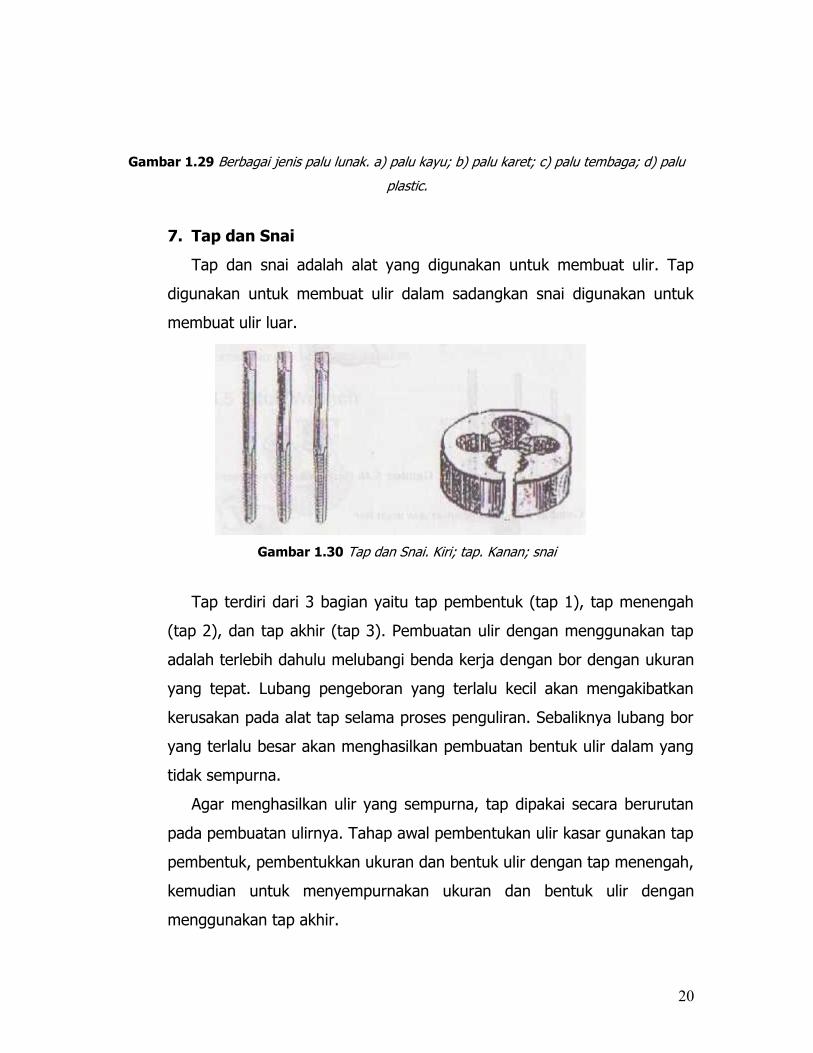
Gambar 1.29 Berbagai jenis palu lunak. a) palu kayu; b) palu karet; c) palu tembaga; d) palu
plastic.
7. Tap dan Snai
Tap dan snai adalah alat yang digunakan untuk membuat ulir. Tap
digunakan untuk membuat ulir dalam sadangkan snai digunakan untuk
membuat ulir luar.
Gambar 1.30 Tap dan Snai. Kiri; tap. Kanan; snai
Tap terdiri dari 3 bagian yaitu tap pembentuk (tap 1), tap menengah
(tap 2), dan tap akhir (tap 3). Pembuatan ulir dengan menggunakan tap
adalah terlebih dahulu melubangi benda kerja dengan bor dengan ukuran
yang tepat. Lubang pengeboran yang terlalu kecil akan mengakibatkan
kerusakan pada alat tap selama proses penguliran. Sebaliknya lubang bor
yang terlalu besar akan menghasilkan pembuatan bentuk ulir dalam yang
tidak sempurna.
Agar menghasilkan ulir yang sempurna, tap dipakai secara berurutan
pada pembuatan ulirnya. Tahap awal pembentukan ulir kasar gunakan tap
pembentuk, pembentukkan ukuran dan bentuk ulir dengan tap menengah,
kemudian untuk menyempurnakan ukuran dan bentuk ulir dengan
menggunakan tap akhir.
21
B. Alat-alat ukur
Alat ukur (measuring tool) merupakan suatu alat untuk mengetahui besaran
baik itu besaran, ukuran atau dimensi dan kondisi fisik suatu komponen. Sacara
umum alat ukur yang sering digunakan terdiri atas alat ukur mekanik dan alat
ukur listrik.
1. Alat Ukur Mekanik
Alat ukur mekanik adalah alat ukur yang biasanya digunakan untuk
mengetahui ukuran atau dimensi dan kondisi fisik suatu komponen seperti
panjang, lebar, tinggi, kerataan, dan sebagainya. Dalam penggunaannya
pembacaan hasil pengukuran dengan alat ukur mekanik dapat langsung dibaca
pada skala alat ukurnya atau dengan bantuan alat ukur lain yang memiliki skalau
ukur. Adapun alat ukur mekanik diantaranya adalah:
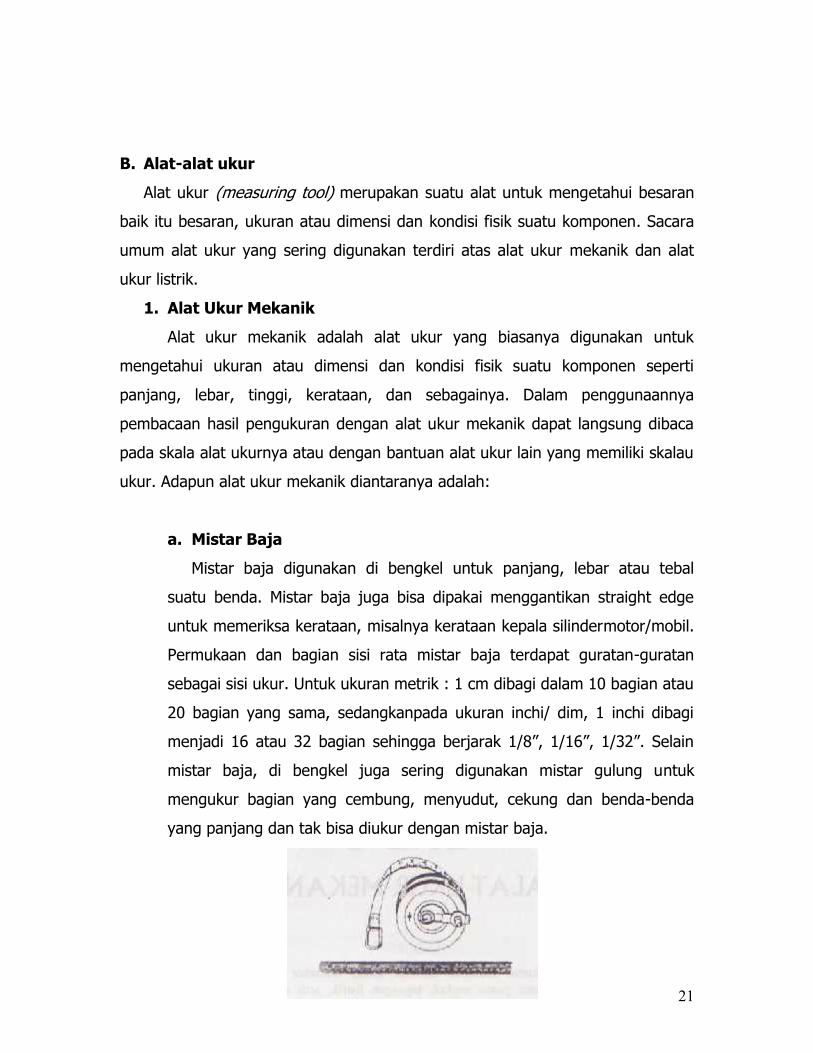
a. Mistar Baja
Mistar baja digunakan di bengkel untuk panjang, lebar atau tebal
suatu benda. Mistar baja juga bisa dipakai menggantikan straight edge
untuk memeriksa kerataan, misalnya kerataan kepala silindermotor/mobil.
Permukaan dan bagian sisi rata mistar baja terdapat guratan-guratan
sebagai sisi ukur. Untuk ukuran metrik : 1 cm dibagi dalam 10 bagian atau
20 bagian yang sama, sedangkanpada ukuran inchi/ dim, 1 inchi dibagi
menjadi 16 atau 32 bagian sehingga berjarak 1/8”, 1/16”, 1/32”. Selain
mistar baja, di bengkel juga sering digunakan mistar gulung untuk
mengukur bagian yang cembung, menyudut, cekung dan benda-benda
yang panjang dan tak bisa diukur dengan mistar baja.
22
Gambar 1.31 Mistar baja
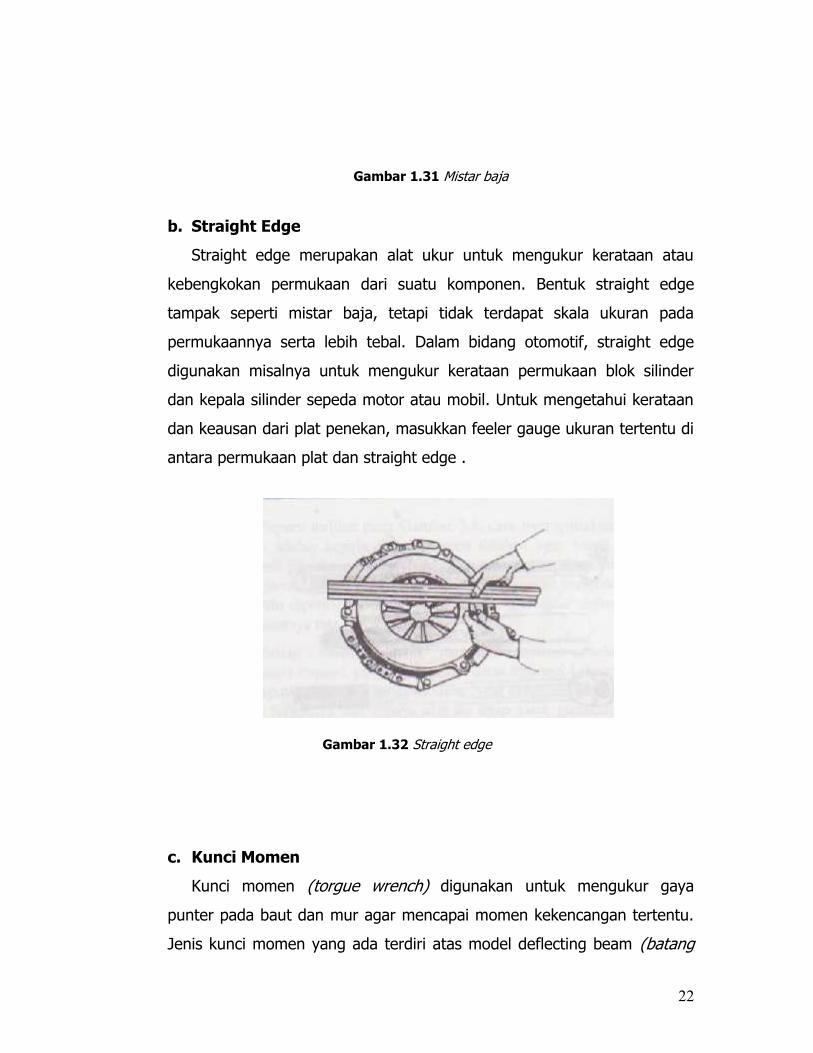
b. Straight Edge
Straight edge merupakan alat ukur untuk mengukur kerataan atau
kebengkokan permukaan dari suatu komponen. Bentuk straight edge
tampak seperti mistar baja, tetapi tidak terdapat skala ukuran pada
permukaannya serta lebih tebal. Dalam bidang otomotif, straight edge
digunakan misalnya untuk mengukur kerataan permukaan blok silinder
dan kepala silinder sepeda motor atau mobil. Untuk mengetahui kerataan
dan keausan dari plat penekan, masukkan feeler gauge ukuran tertentu di
antara permukaan plat dan straight edge .
Gambar 1.32 Straight edge
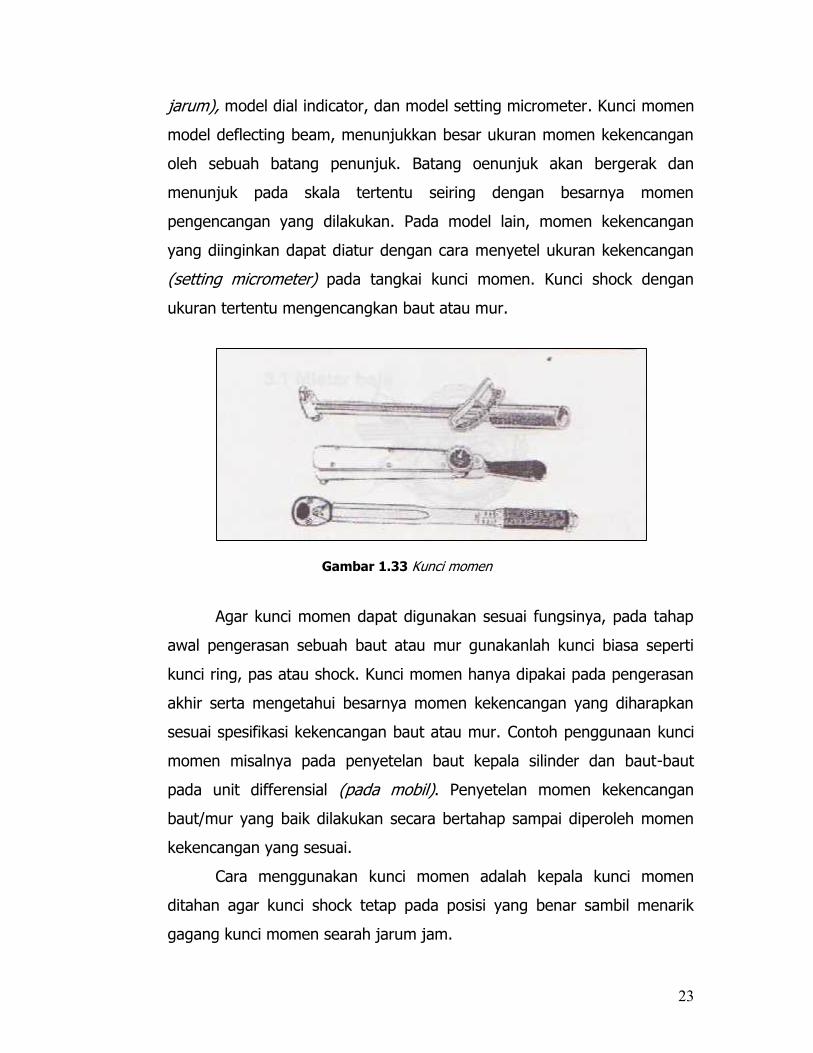
c. Kunci Momen
Kunci momen (torgue wrench) digunakan untuk mengukur gaya
punter pada baut dan mur agar mencapai momen kekencangan tertentu.
Jenis kunci momen yang ada terdiri atas model deflecting beam (batang
23
jarum), model dial indicator, dan model setting micrometer. Kunci momen
model deflecting beam, menunjukkan besar ukuran momen kekencangan
oleh sebuah batang penunjuk. Batang oenunjuk akan bergerak dan
menunjuk pada skala tertentu seiring dengan besarnya momen
pengencangan yang dilakukan. Pada model lain, momen kekencangan
yang diinginkan dapat diatur dengan cara menyetel ukuran kekencangan
(setting micrometer) pada tangkai kunci momen. Kunci shock dengan
ukuran tertentu mengencangkan baut atau mur.
Gambar 1.33 Kunci momen
Agar kunci momen dapat digunakan sesuai fungsinya, pada tahap
awal pengerasan sebuah baut atau mur gunakanlah kunci biasa seperti
kunci ring, pas atau shock. Kunci momen hanya dipakai pada pengerasan
akhir serta mengetahui besarnya momen kekencangan yang diharapkan
sesuai spesifikasi kekencangan baut atau mur. Contoh penggunaan kunci
momen misalnya pada penyetelan baut kepala silinder dan baut-baut
pada unit differensial (pada mobil). Penyetelan momen kekencangan
baut/mur yang baik dilakukan secara bertahap sampai diperoleh momen
kekencangan yang sesuai.
Cara menggunakan kunci momen adalah kepala kunci momen
ditahan agar kunci shock tetap pada posisi yang benar sambil menarik
gagang kunci momen searah jarum jam.
24
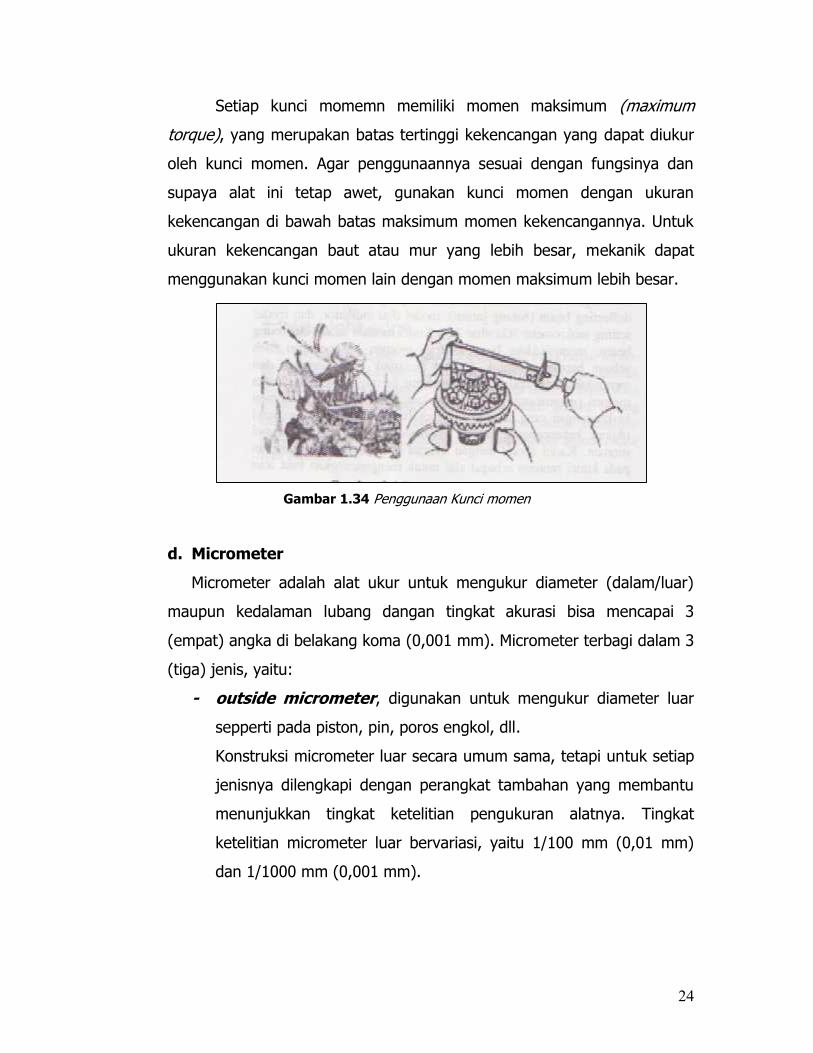
Setiap kunci momemn memiliki momen maksimum (maximum
torque), yang merupakan batas tertinggi kekencangan yang dapat diukur
oleh kunci momen. Agar penggunaannya sesuai dengan fungsinya dan
supaya alat ini tetap awet, gunakan kunci momen dengan ukuran
kekencangan di bawah batas maksimum momen kekencangannya. Untuk
ukuran kekencangan baut atau mur yang lebih besar, mekanik dapat
menggunakan kunci momen lain dengan momen maksimum lebih besar.
Gambar 1.34 Penggunaan Kunci momen
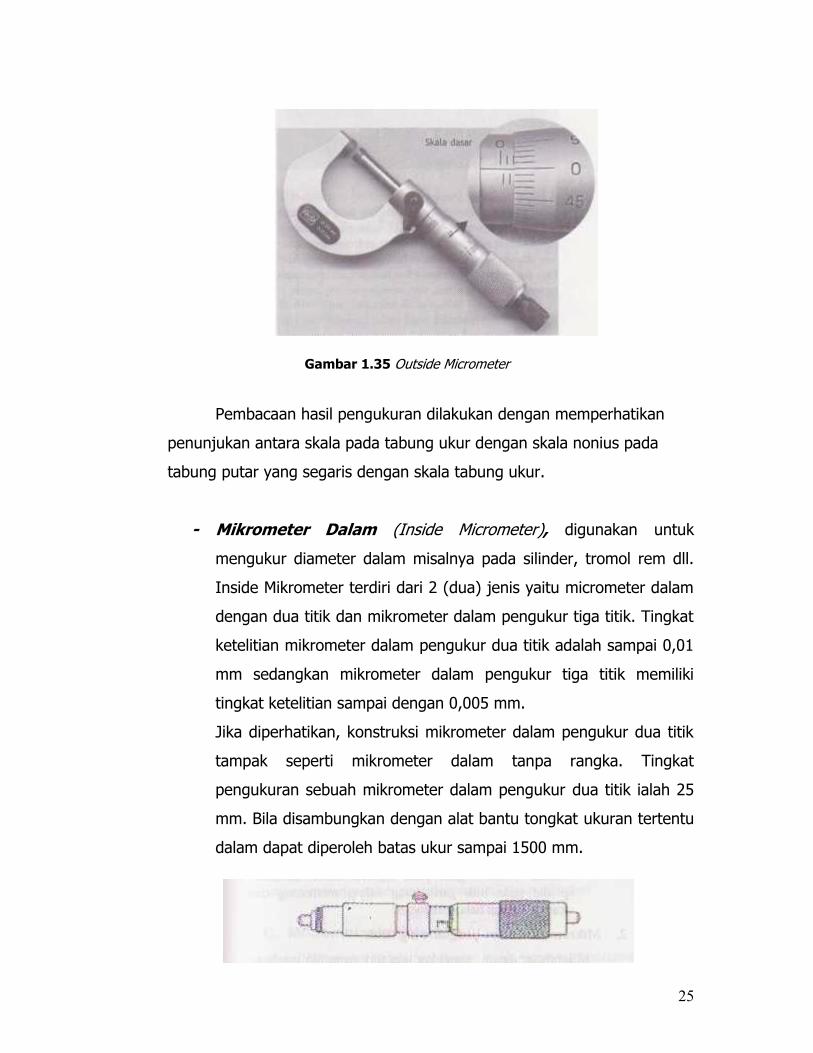
d. Micrometer
Micrometer adalah alat ukur untuk mengukur diameter (dalam/luar)
maupun kedalaman lubang dangan tingkat akurasi bisa mencapai 3
(empat) angka di belakang koma (0,001 mm). Micrometer terbagi dalam 3
(tiga) jenis, yaitu:
- outside micrometer, digunakan untuk mengukur diameter luar
sepperti pada piston, pin, poros engkol, dll.
Konstruksi micrometer luar secara umum sama, tetapi untuk setiap
jenisnya dilengkapi dengan perangkat tambahan yang membantu
menunjukkan tingkat ketelitian pengukuran alatnya. Tingkat
ketelitian micrometer luar bervariasi, yaitu 1/100 mm (0,01 mm)
dan 1/1000 mm (0,001 mm).
25
Gambar 1.35 Outside Micrometer
Pembacaan hasil pengukuran dilakukan dengan memperhatikan
penunjukan antara skala pada tabung ukur dengan skala nonius pada
tabung putar yang segaris dengan skala tabung ukur.
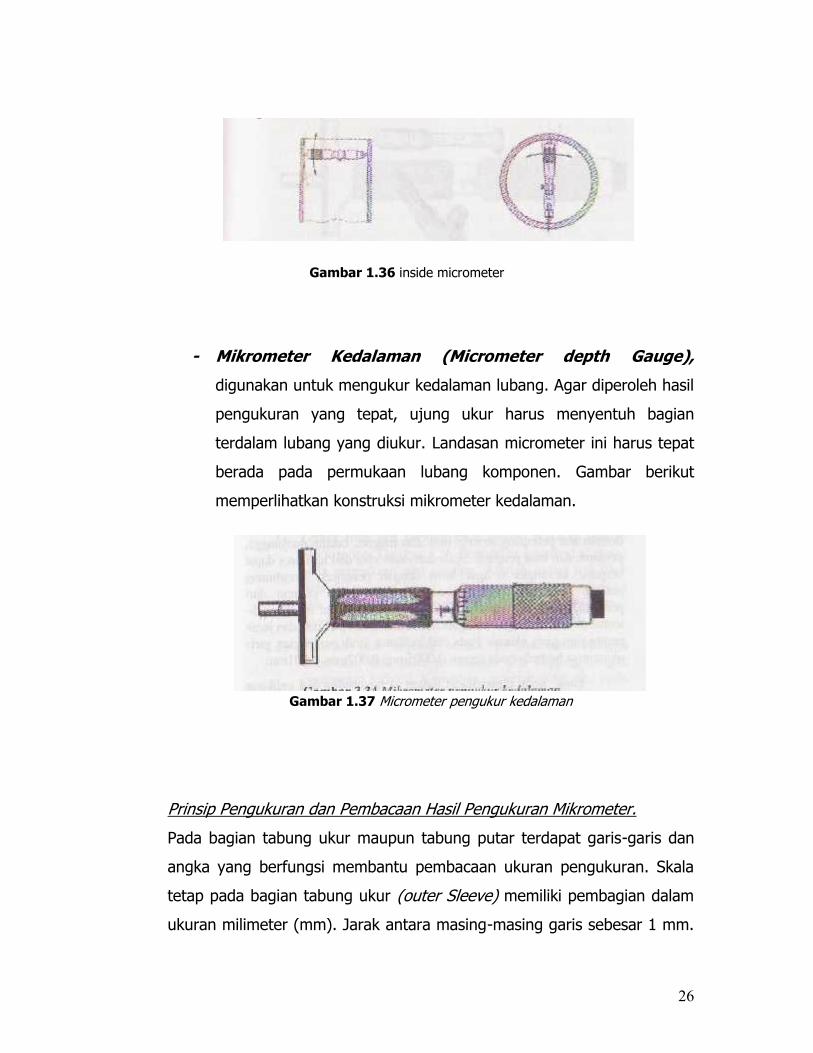
- Mikrometer Dalam (Inside Micrometer), digunakan untuk
mengukur diameter dalam misalnya pada silinder, tromol rem dll.
Inside Mikrometer terdiri dari 2 (dua) jenis yaitu micrometer dalam
dengan dua titik dan mikrometer dalam pengukur tiga titik. Tingkat
ketelitian mikrometer dalam pengukur dua titik adalah sampai 0,01
mm sedangkan mikrometer dalam pengukur tiga titik memiliki
tingkat ketelitian sampai dengan 0,005 mm.
Jika diperhatikan, konstruksi mikrometer dalam pengukur dua titik
tampak seperti mikrometer dalam tanpa rangka. Tingkat
pengukuran sebuah mikrometer dalam pengukur dua titik ialah 25
mm. Bila disambungkan dengan alat bantu tongkat ukuran tertentu
dalam dapat diperoleh batas ukur sampai 1500 mm.
26
Gambar 1.36 inside micrometer
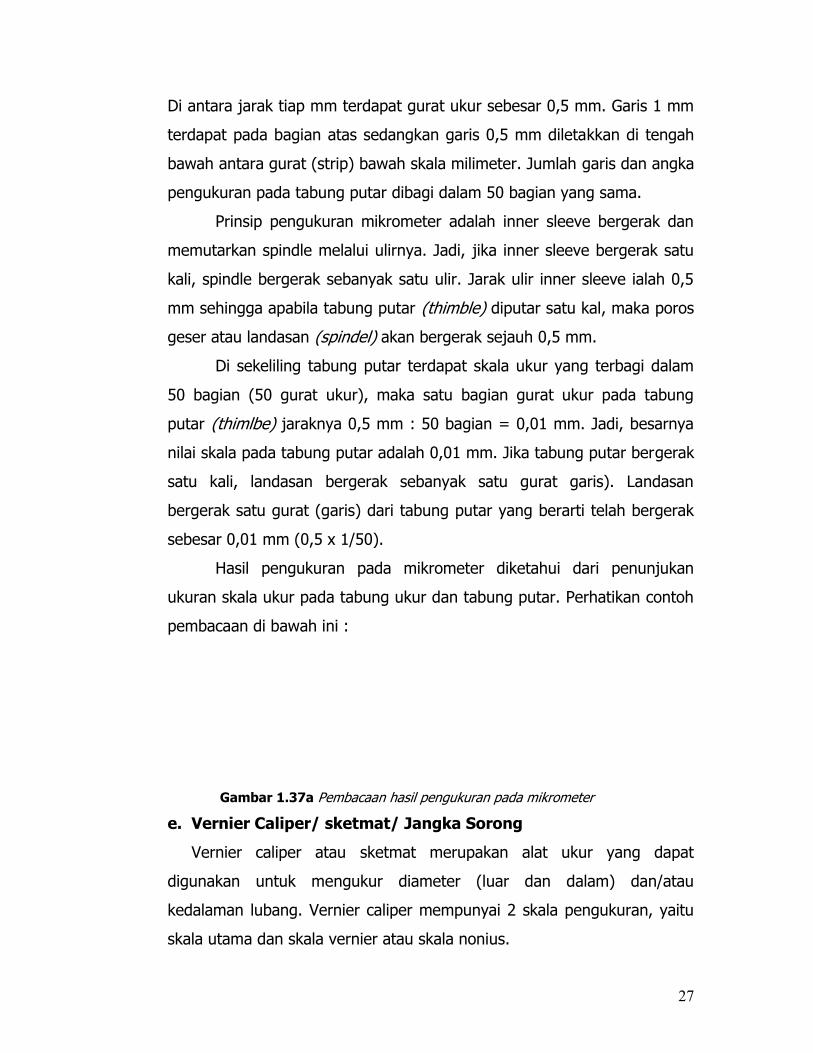
- Mikrometer Kedalaman (Micrometer depth Gauge),
digunakan untuk mengukur kedalaman lubang. Agar diperoleh hasil
pengukuran yang tepat, ujung ukur harus menyentuh bagian
terdalam lubang yang diukur. Landasan micrometer ini harus tepat
berada pada permukaan lubang komponen. Gambar berikut
memperlihatkan konstruksi mikrometer kedalaman.
Gambar 1.37 Micrometer pengukur kedalaman
Prinsip Pengukuran dan Pembacaan Hasil Pengukuran Mikrometer.
Pada bagian tabung ukur maupun tabung putar terdapat garis-garis dan
angka yang berfungsi membantu pembacaan ukuran pengukuran. Skala
tetap pada bagian tabung ukur (outer Sleeve) memiliki pembagian dalam
ukuran milimeter (mm). Jarak antara masing-masing garis sebesar 1 mm.
27
Di antara jarak tiap mm terdapat gurat ukur sebesar 0,5 mm. Garis 1 mm
terdapat pada bagian atas sedangkan garis 0,5 mm diletakkan di tengah
bawah antara gurat (strip) bawah skala milimeter. Jumlah garis dan angka
pengukuran pada tabung putar dibagi dalam 50 bagian yang sama.
Prinsip pengukuran mikrometer adalah inner sleeve bergerak dan
memutarkan spindle melalui ulirnya. Jadi, jika inner sleeve bergerak satu
kali, spindle bergerak sebanyak satu ulir. Jarak ulir inner sleeve ialah 0,5
mm sehingga apabila tabung putar (thimble) diputar satu kal, maka poros
geser atau landasan (spindel) akan bergerak sejauh 0,5 mm.
Di sekeliling tabung putar terdapat skala ukur yang terbagi dalam
50 bagian (50 gurat ukur), maka satu bagian gurat ukur pada tabung
putar (thimlbe) jaraknya 0,5 mm : 50 bagian = 0,01 mm. Jadi, besarnya
nilai skala pada tabung putar adalah 0,01 mm. Jika tabung putar bergerak
satu kali, landasan bergerak sebanyak satu gurat garis). Landasan
bergerak satu gurat (garis) dari tabung putar yang berarti telah bergerak
sebesar 0,01 mm (0,5 x 1/50).
Hasil pengukuran pada mikrometer diketahui dari penunjukan
ukuran skala ukur pada tabung ukur dan tabung putar. Perhatikan contoh
pembacaan di bawah ini :
Gambar 1.37a Pembacaan hasil pengukuran pada mikrometer
e. Vernier Caliper/ sketmat/ Jangka Sorong
Vernier caliper atau sketmat merupakan alat ukur yang dapat
digunakan untuk mengukur diameter (luar dan dalam) dan/atau
kedalaman lubang. Vernier caliper mempunyai 2 skala pengukuran, yaitu
skala utama dan skala vernier atau skala nonius.
28
Berdasarkan konstruksinya, jangka sorong dapat dibedakan seperti
jangka sorong universal, jangka sorong dengan ujung yang dapat
berputar, jangka sorong pengukur ketinggian, jangka sorong penukur
kedalaman, jangka sorong pengukur jarak sumbu dll. Tingkat ketelitian
jangka sorong yang ada adalah 0,1 mm, 0,05 mm, dan 0,02 mm.
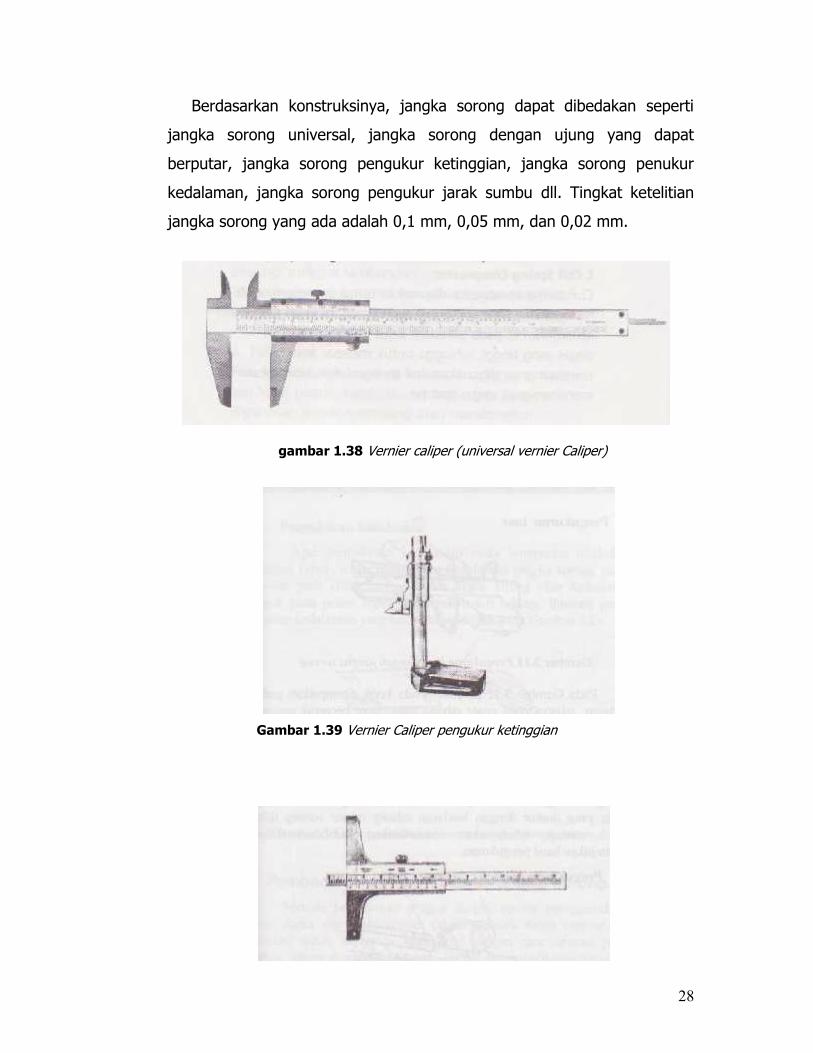
gambar 1.38 Vernier caliper (universal vernier Caliper)
Gambar 1.39 Vernier Caliper pengukur ketinggian
29
Gambar 1.40 Vernier Caliper pengukur kedalaman
Metode pengukuran jangka sorong menggunakan skala utama dan
skala vernier (skala nonius). Skala vernier digunakan untuk mengukur
jarak kecil dengan cara mencari perbedaan antara dua tanda. Metode ini
disebut pengukuran vernier. Untuk menentukan hasil pengukuran tetap
harus memperhatikan pembacaan dua skala tersebut. Di bawah ini
gambar skala ukur pada jangka sorong.
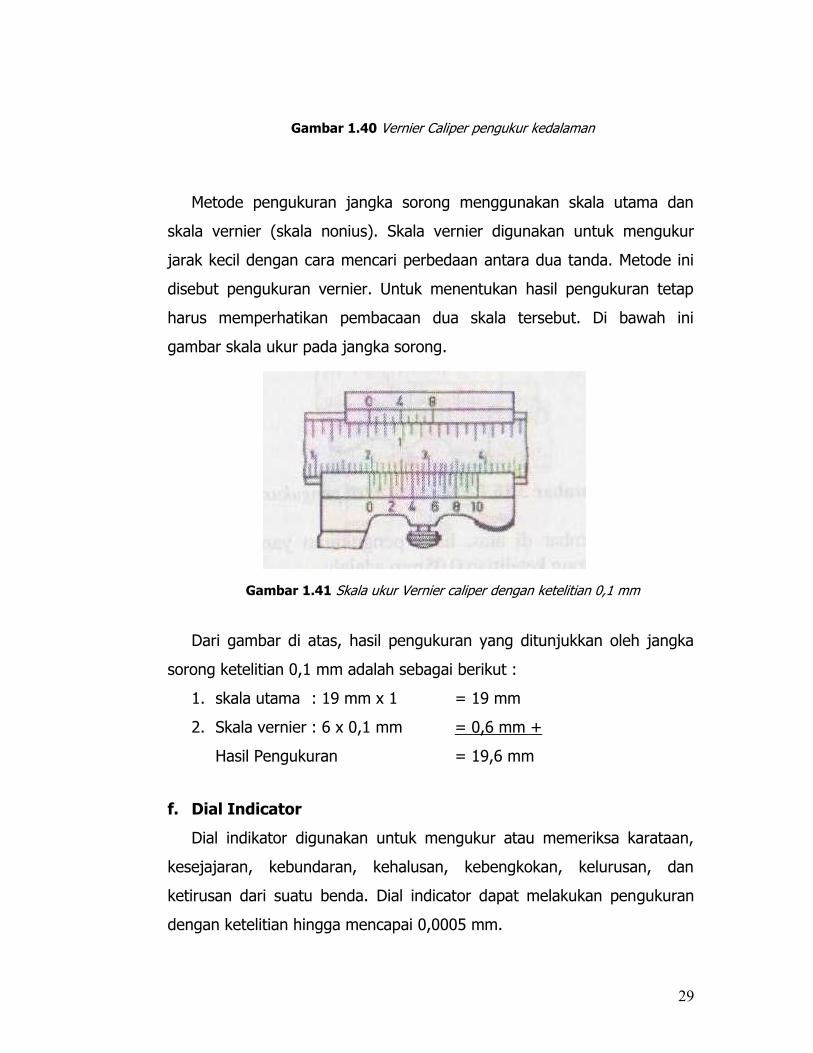
Gambar 1.41 Skala ukur Vernier caliper dengan ketelitian 0,1 mm
Dari gambar di atas, hasil pengukuran yang ditunjukkan oleh jangka
sorong ketelitian 0,1 mm adalah sebagai berikut :
1. skala utama : 19 mm x 1 = 19 mm
2. Skala vernier : 6 x 0,1 mm = 0,6 mm +
Hasil Pengukuran = 19,6 mm
f. Dial Indicator
Dial indikator digunakan untuk mengukur atau memeriksa karataan,
kesejajaran, kebundaran, kehalusan, kebengkokan, kelurusan, dan
ketirusan dari suatu benda. Dial indicator dapat melakukan pengukuran
dengan ketelitian hingga mencapai 0,0005 mm.
30
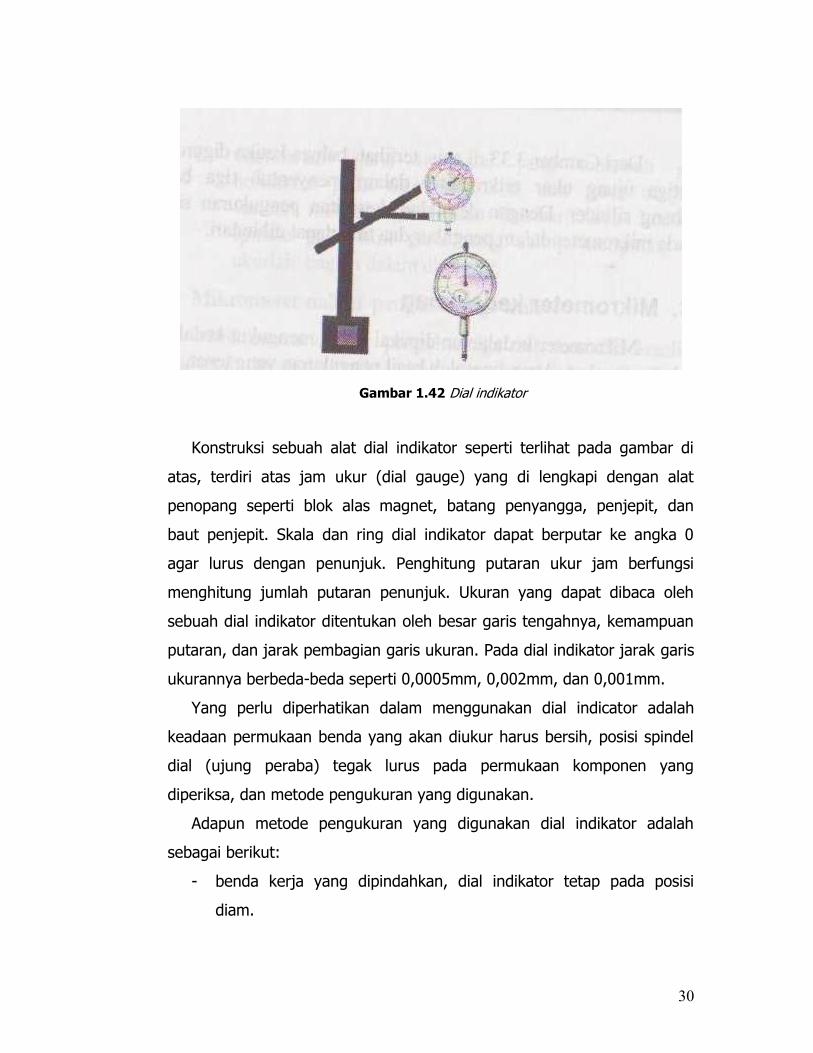
Gambar 1.42 Dial indikator
Konstruksi sebuah alat dial indikator seperti terlihat pada gambar di
atas, terdiri atas jam ukur (dial gauge) yang di lengkapi dengan alat
penopang seperti blok alas magnet, batang penyangga, penjepit, dan
baut penjepit. Skala dan ring dial indikator dapat berputar ke angka 0
agar lurus dengan penunjuk. Penghitung putaran ukur jam berfungsi
menghitung jumlah putaran penunjuk. Ukuran yang dapat dibaca oleh
sebuah dial indikator ditentukan oleh besar garis tengahnya, kemampuan
putaran, dan jarak pembagian garis ukuran. Pada dial indikator jarak garis
ukurannya berbeda-beda seperti 0,0005mm, 0,002mm, dan 0,001mm.
Yang perlu diperhatikan dalam menggunakan dial indicator adalah
keadaan permukaan benda yang akan diukur harus bersih, posisi spindel
dial (ujung peraba) tegak lurus pada permukaan komponen yang
diperiksa, dan metode pengukuran yang digunakan.
Adapun metode pengukuran yang digunakan dial indikator adalah
sebagai berikut:
- benda kerja yang dipindahkan, dial indikator tetap pada posisi
diam.
31
- Dial indikator yang dipindahkan, benda kerja tetap pada posisi
diam.
- Benda kerja diputar, dial indikator tetap pada posisi diam.
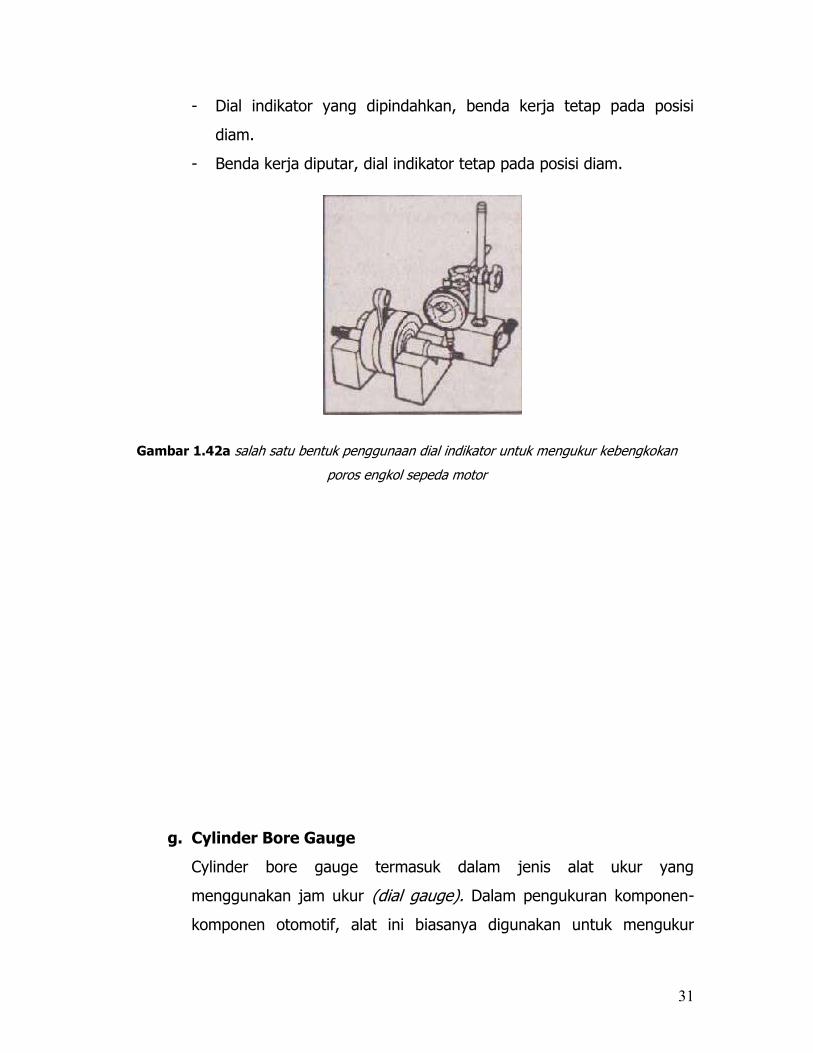
Gambar 1.42a salah satu bentuk penggunaan dial indikator untuk mengukur kebengkokan
poros engkol sepeda motor
g. Cylinder Bore Gauge
Cylinder bore gauge termasuk dalam jenis alat ukur yang
menggunakan jam ukur (dial gauge). Dalam pengukuran komponen-
komponen otomotif, alat ini biasanya digunakan untuk mengukur
32
diameter silinder dan komponen lain secara teliti. Diameter daerah
pengukuran yang dapat dijangkau oleh cylinder bore gauge berkisar
antara 50 mm sampai dengan 300 mm.
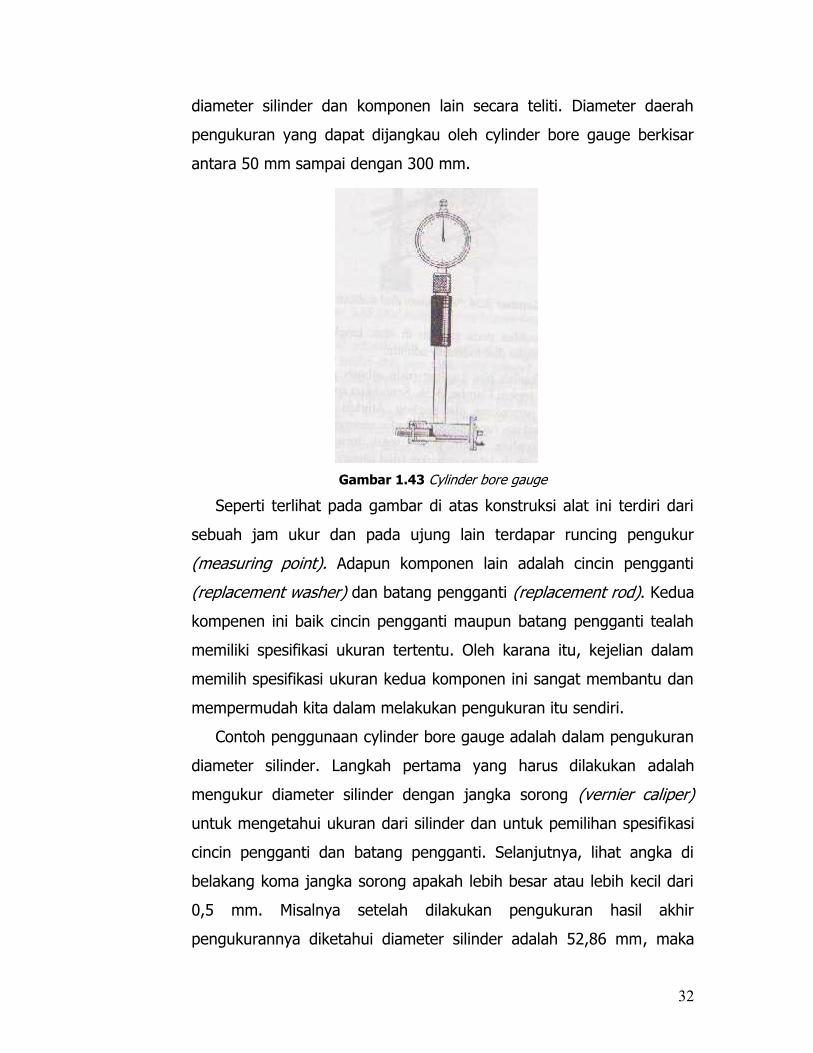
Gambar 1.43 Cylinder bore gauge
Seperti terlihat pada gambar di atas konstruksi alat ini terdiri dari
sebuah jam ukur dan pada ujung lain terdapar runcing pengukur
(measuring point). Adapun komponen lain adalah cincin pengganti
(replacement washer) dan batang pengganti (replacement rod). Kedua
kompenen ini baik cincin pengganti maupun batang pengganti tealah
memiliki spesifikasi ukuran tertentu. Oleh karana itu, kejelian dalam
memilih spesifikasi ukuran kedua komponen ini sangat membantu dan
mempermudah kita dalam melakukan pengukuran itu sendiri.
Contoh penggunaan cylinder bore gauge adalah dalam pengukuran
diameter silinder. Langkah pertama yang harus dilakukan adalah
mengukur diameter silinder dengan jangka sorong (vernier caliper)
untuk mengetahui ukuran dari silinder dan untuk pemilihan spesifikasi
cincin pengganti dan batang pengganti. Selanjutnya, lihat angka di
belakang koma jangka sorong apakah lebih besar atau lebih kecil dari
0,5 mm. Misalnya setelah dilakukan pengukuran hasil akhir
pengukurannya diketahui diameter silinder adalah 52,86 mm, maka
33
pilihan untuk batang pengganti adalah spesifikasi 50 mm, sedangkan
cincin pengganti adalah 3 mm. Bila hasil pengukuran dengan jangka
sorong dalam pengukuran ini adalah 52,22 mm maka alternative
pilihan batang pengganti adalah ukuran 50 mm dan cincin pengganti 2
mm.
Tetapi, bila setelah pemilihan hasil pengukuran pertama dari cincin
pengganti 3 mm dan batang pengganti 50 mm, maka langkah
selanjutnya adalah kalibrasi cylinder bore gauge dengan menggunakan
micrometer luar (outside micrometer). Caranya adalah micrometer luar
diset pada ukuran 52,86 mm. Tempatkan batang pengganti dan
runcing pengukur ke dalam micrometer luar tersebut dan dial gauge
alat ini diset pada nol ke jarum penunjukannya.
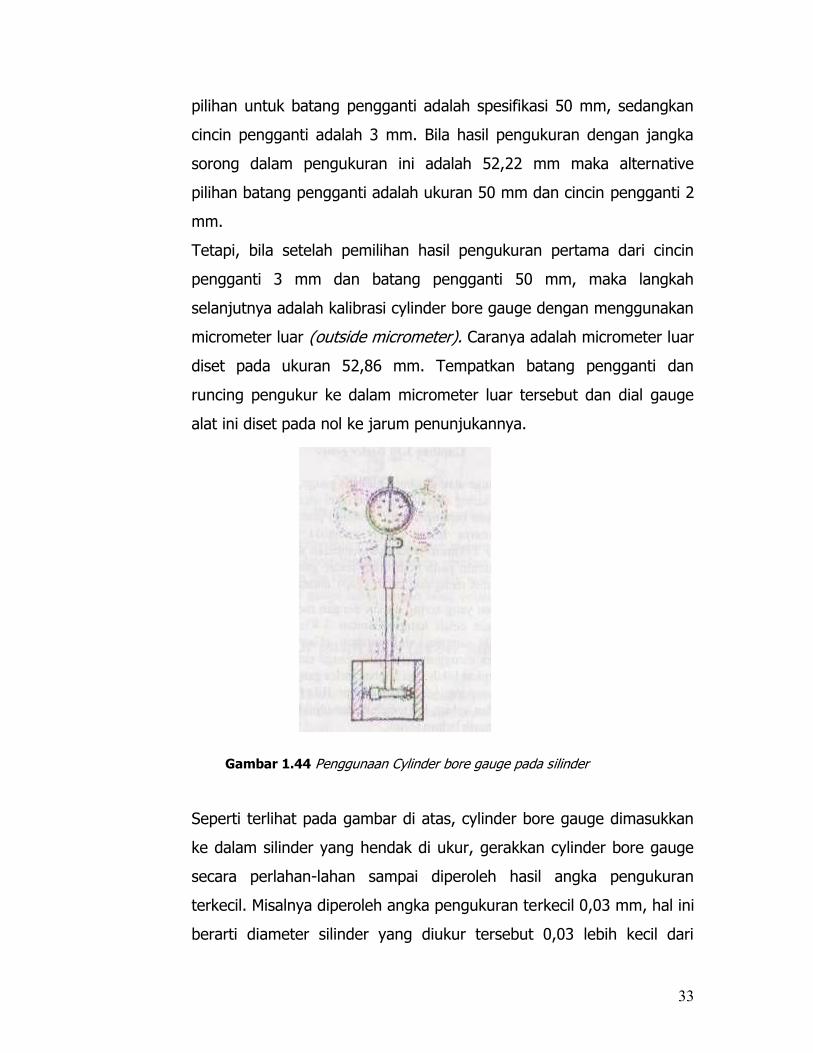
Gambar 1.44 Penggunaan Cylinder bore gauge pada silinder
Seperti terlihat pada gambar di atas, cylinder bore gauge dimasukkan
ke dalam silinder yang hendak di ukur, gerakkan cylinder bore gauge
secara perlahan-lahan sampai diperoleh hasil angka pengukuran
terkecil. Misalnya diperoleh angka pengukuran terkecil 0,03 mm, hal ini
berarti diameter silinder yang diukur tersebut 0,03 lebih kecil dari
34
52,86 mm. Dengan demikian, hasil pengukuran adalah 52,83 mm
(52,86 – 0,03 mm).
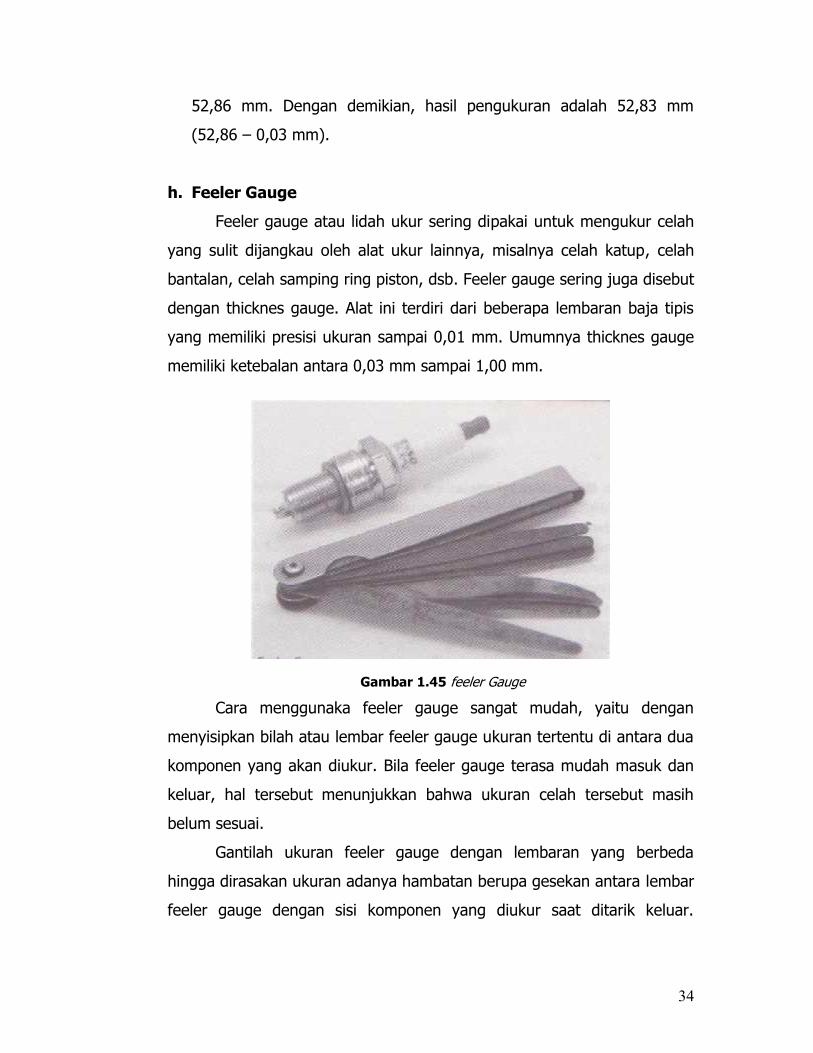
h. Feeler Gauge
Feeler gauge atau lidah ukur sering dipakai untuk mengukur celah
yang sulit dijangkau oleh alat ukur lainnya, misalnya celah katup, celah
bantalan, celah samping ring piston, dsb. Feeler gauge sering juga disebut
dengan thicknes gauge. Alat ini terdiri dari beberapa lembaran baja tipis
yang memiliki presisi ukuran sampai 0,01 mm. Umumnya thicknes gauge
memiliki ketebalan antara 0,03 mm sampai 1,00 mm.
Gambar 1.45 feeler Gauge
Cara menggunaka feeler gauge sangat mudah, yaitu dengan
menyisipkan bilah atau lembar feeler gauge ukuran tertentu di antara dua
komponen yang akan diukur. Bila feeler gauge terasa mudah masuk dan
keluar, hal tersebut menunjukkan bahwa ukuran celah tersebut masih
belum sesuai.
Gantilah ukuran feeler gauge dengan lembaran yang berbeda
hingga dirasakan ukuran adanya hambatan berupa gesekan antara lembar
feeler gauge dengan sisi komponen yang diukur saat ditarik keluar.
35
Ukuran tebal feeler gauge sama dengan besar celah di antara dua
komponen tersebut.
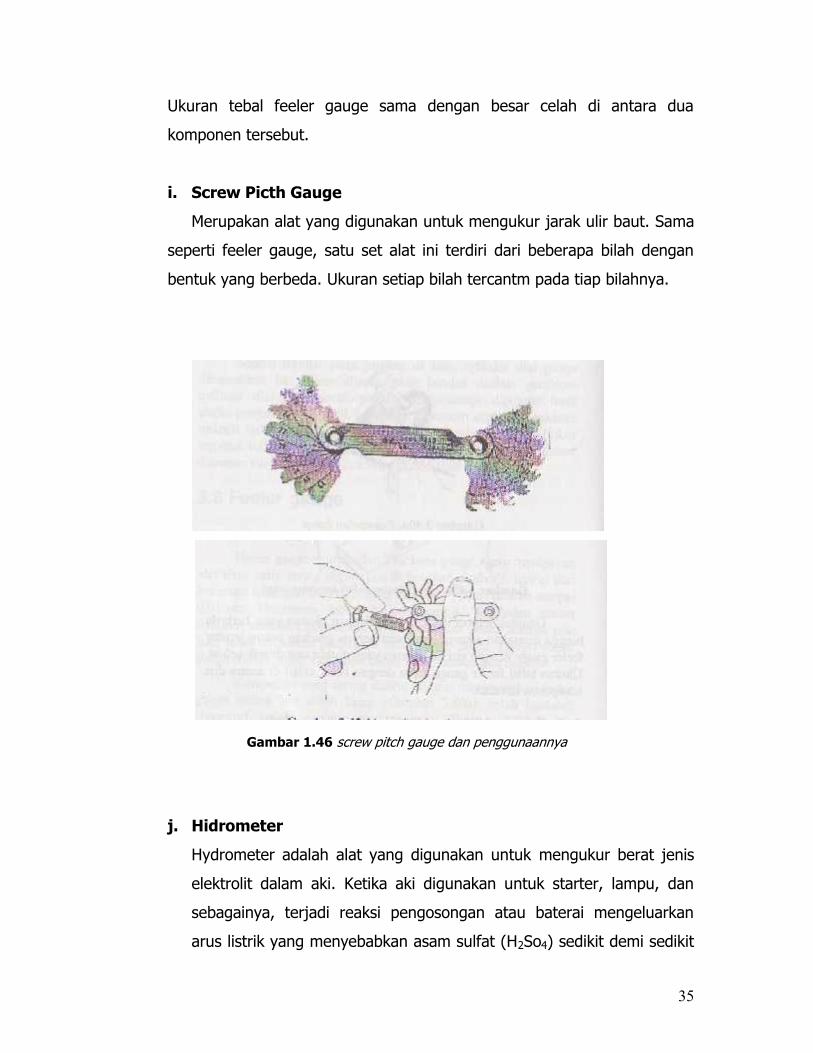
i. Screw Picth Gauge
Merupakan alat yang digunakan untuk mengukur jarak ulir baut. Sama
seperti feeler gauge, satu set alat ini terdiri dari beberapa bilah dengan
bentuk yang berbeda. Ukuran setiap bilah tercantm pada tiap bilahnya.
Gambar 1.46 screw pitch gauge dan penggunaannya
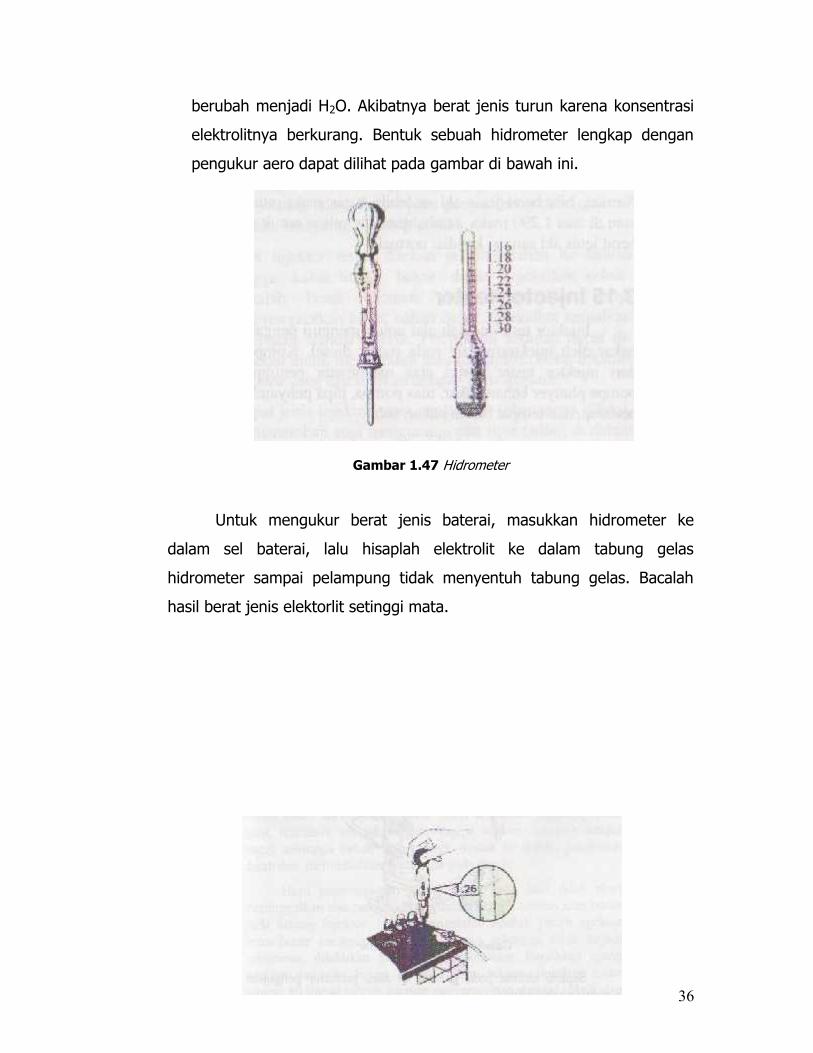
j. Hidrometer
Hydrometer adalah alat yang digunakan untuk mengukur berat jenis
elektrolit dalam aki. Ketika aki digunakan untuk starter, lampu, dan
sebagainya, terjadi reaksi pengosongan atau baterai mengeluarkan
arus listrik yang menyebabkan asam sulfat (H2So4) sedikit demi sedikit
36
berubah menjadi H2O. Akibatnya berat jenis turun karena konsentrasi
elektrolitnya berkurang. Bentuk sebuah hidrometer lengkap dengan
pengukur aero dapat dilihat pada gambar di bawah ini.
Gambar 1.47 Hidrometer
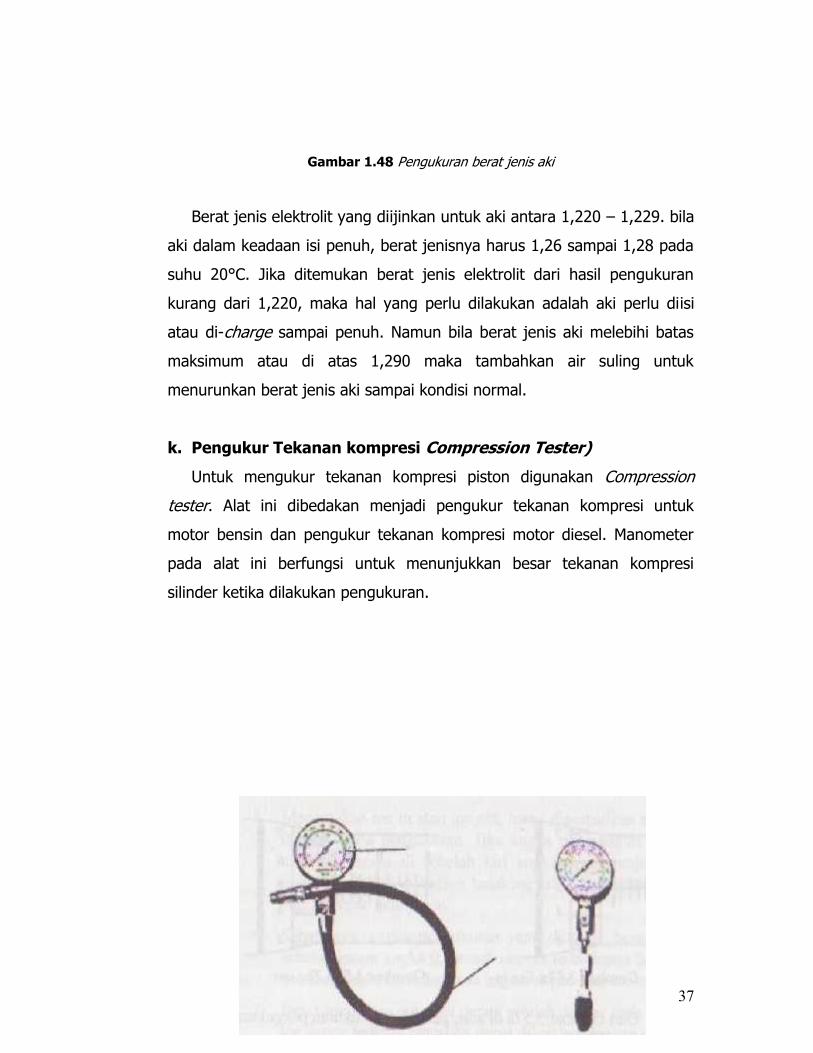
Untuk mengukur berat jenis baterai, masukkan hidrometer ke
dalam sel baterai, lalu hisaplah elektrolit ke dalam tabung gelas
hidrometer sampai pelampung tidak menyentuh tabung gelas. Bacalah
hasil berat jenis elektorlit setinggi mata.
37
Gambar 1.48 Pengukuran berat jenis aki
Berat jenis elektrolit yang diijinkan untuk aki antara 1,220 – 1,229. bila
aki dalam keadaan isi penuh, berat jenisnya harus 1,26 sampai 1,28 pada
suhu 20°C. Jika ditemukan berat jenis elektrolit dari hasil pengukuran
kurang dari 1,220, maka hal yang perlu dilakukan adalah aki perlu diisi
atau di-charge sampai penuh. Namun bila berat jenis aki melebihi batas
maksimum atau di atas 1,290 maka tambahkan air suling untuk
menurunkan berat jenis aki sampai kondisi normal.
k. Pengukur Tekanan kompresi Compression Tester)
Untuk mengukur tekanan kompresi piston digunakan Compression
tester. Alat ini dibedakan menjadi pengukur tekanan kompresi untuk
motor bensin dan pengukur tekanan kompresi motor diesel. Manometer
pada alat ini berfungsi untuk menunjukkan besar tekanan kompresi
silinder ketika dilakukan pengukuran.
38
Gambar 1.49 Compression Tester
Di dalam manometer terdapat jarum penunjuk dan skala tekanan
kompresi dalam beberapa satuan ukuran. Gambar model alat pengukur
tekanan kompresi ddan cara penggunaan dapat dilihat pada gambar di
bawah ini.
Gambar 1.50 Pengukuran tekanan kompresi
Prosedur pengukuran tekanan kompresi adalah sebagai berikut :
- Lepaskan busi dari rumahnya, masukkan ujung slang compression
tester pada rumah busi
- Starter mesin beberapa saat sampai mesin berputar 200 rpm, lalu
baca besar tekanan kompresi pada manometer
- Tekanan kompresi yang rendah menunjukkan ring piston yang aus,
kebocoran pada packing, dan penyetelan celah katup yang terlalu
renggang.
39
2. Alat Ukur Elektrik
Alat ukur listrik adalah suatu alat yang digunakan untuk mengukur besaran
listrik seperti tegangan (V), Arus (I), tahanan (Ω) dan daya (W). alat ukur listrik
yang biasa digunakan pada bengkel otomotif adalah multimeter/ Avometer
(Ampere-Volt-Ohm meter).
a. Ampreremeter
Gambar 1.51 Amperemeter
Amperemeter adalah alat yang digunakan untuk mengukur besar arus
listrik pada jaringan atau instalasi kelistrikan. Pemakaian amperemeter
40
yang benar adalah dihubungkan secara seri dengan rangkaian yang
hendak diukur arusnya.
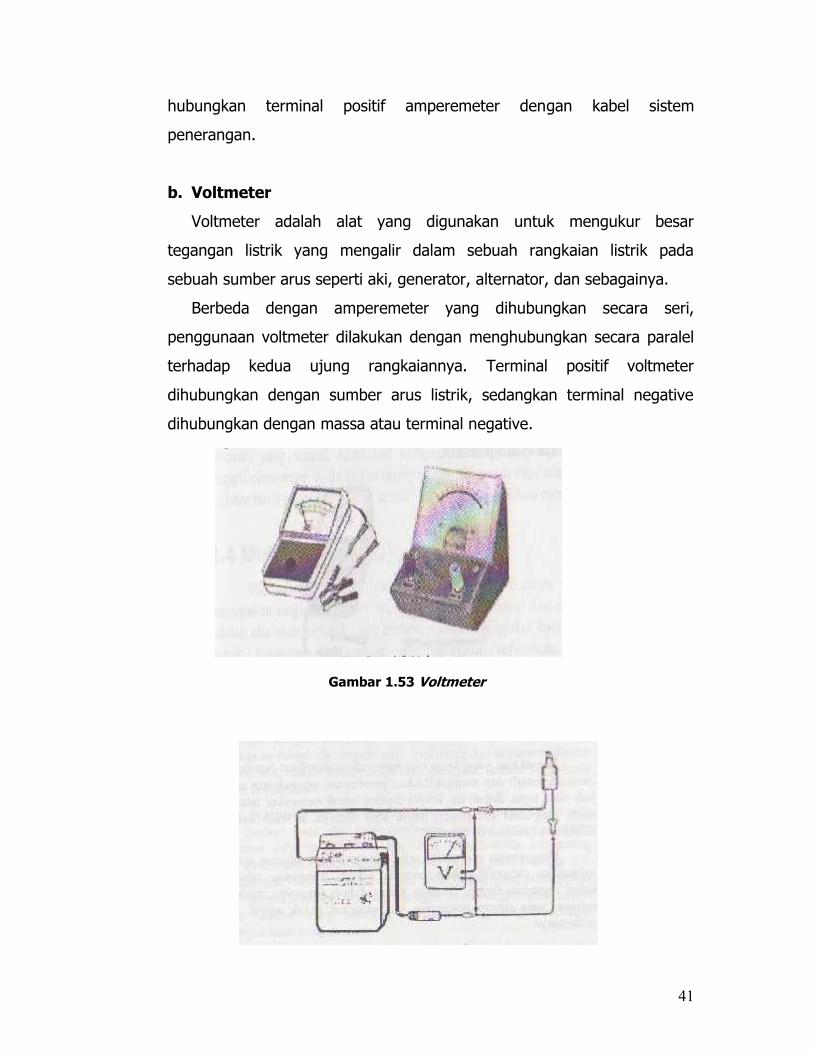
Gambar 1.52 Penggunaan Amperemeter
Tahanan dalam amperemeter sangat kecil sehingga apabila
dihubungkan secara paralel pada pengukuran arus listrik akan terjadi
hubungan singkat yang mengakibatkan rrusaknya amperemeter.
Sebagai contoh lihat gambar 1.52, amperemeter, amperemeter
akan digunakan untuk mengukur kuat arus aki sebuah sepeda motor.
Tidak dibenarkan menghubungkan langsung terminal positif aki dengan
salah satu kabel terminal amperemeter dan menghubungkan kabel
terminal amperemeter lain dengan terminal negatif aki (dihubungkan
secara paralel). Penyambungan secara langsung ini akan mengakibatkan
terjadinya hubungan singkat yang menyebabkan kerusakan pada
amperemeter.
Jika hendak mengukur arus aki, terlebih dahulu harus memeriksa
rangkaian listrik sepeda motor seperti sistem penerangan, klakson, dan
sebagainya yang menggunakan aki sebagai sumber arus, baru kemudian
dapat diukur arus baterai yang dipakai untuk sistem penerangan itu.
Penggunaan amperemeter yang benar adalah dengan menghubungkan
terminal negatif amperemeter pada kabel arus positif aki. Kemudian
41
hubungkan terminal positif amperemeter dengan kabel sistem
penerangan.
b. Voltmeter
Voltmeter adalah alat yang digunakan untuk mengukur besar
tegangan listrik yang mengalir dalam sebuah rangkaian listrik pada
sebuah sumber arus seperti aki, generator, alternator, dan sebagainya.
Berbeda dengan amperemeter yang dihubungkan secara seri,
penggunaan voltmeter dilakukan dengan menghubungkan secara paralel
terhadap kedua ujung rangkaiannya. Terminal positif voltmeter
dihubungkan dengan sumber arus listrik, sedangkan terminal negative
dihubungkan dengan massa atau terminal negative.
Gambar 1.53 Voltmeter
42
Gambar 1.54 Penggunaan Voltmeter
Pada contoh pengukuran seperti pada gambar di atas, untuk
mengetahui besarnya arus listrik yang mengalir pada rangkaian sistem
penerangan maka prosedur pengukurannya dengan menghubungkan
kabel terminal positif voltmeter pada kabel arus sistem penerangan.
Sedangkan kabel negatif voltmeter dihubungkan dengan massa atau
terminal negatif aki.
c. Ohm-meter
Ohmmeter adalah alat pengukur hambatan atau tahanan suatu
komponen. Pengukuran hambatan ini dilakukan pada saat mesin mati,
dalam keadaan tanpa arus listrik, atau sumber arus listriknya telah
diputuskan.
Gambar 1.55 Ohmmeter
Pemakaian ohmmeter yang lama akan membuat baterainya menjadi
lemah dan mengakibatkan pembacaan pengukuran menjadi tidak tepat.
Sebab itu, ketika dipakai untuk mengukur tahanan suatu rangkaian
komponen listrik atau lainnya, terlebih dahulu dilakukan kalibrasi
ohmmeter.
43
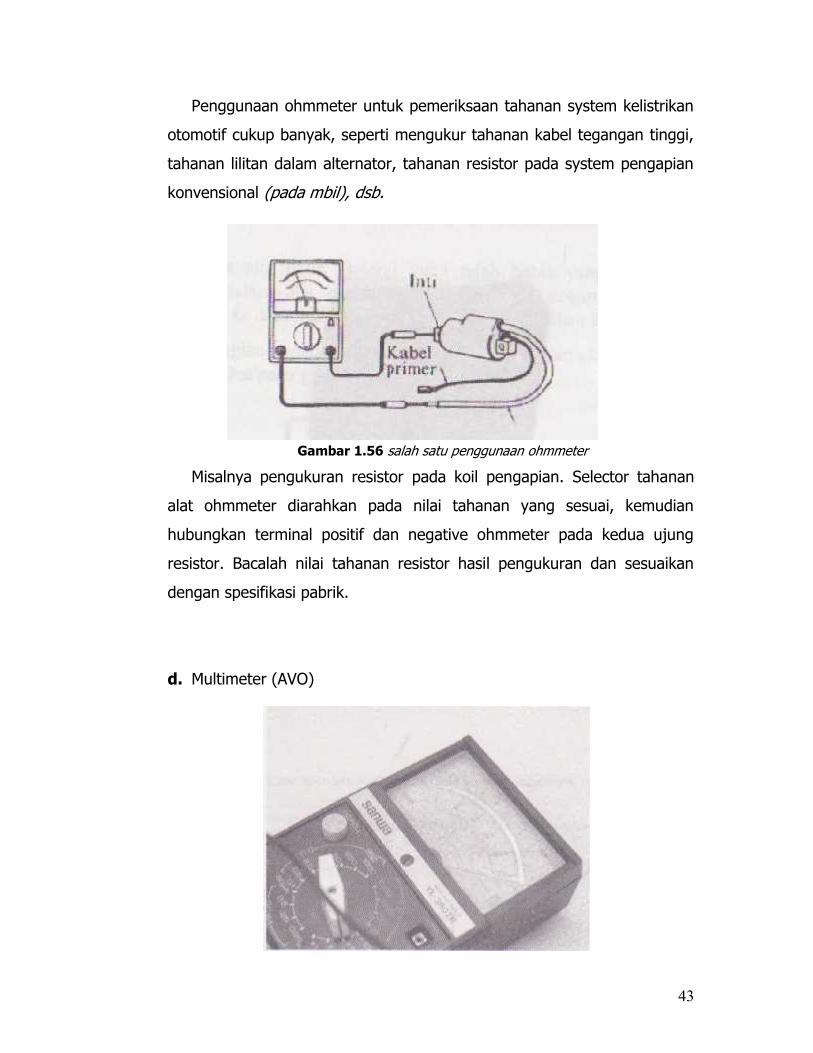
Penggunaan ohmmeter untuk pemeriksaan tahanan system kelistrikan
otomotif cukup banyak, seperti mengukur tahanan kabel tegangan tinggi,
tahanan lilitan dalam alternator, tahanan resistor pada system pengapian
konvensional (pada mbil), dsb.
Gambar 1.56 salah satu penggunaan ohmmeter
Misalnya pengukuran resistor pada koil pengapian. Selector tahanan
alat ohmmeter diarahkan pada nilai tahanan yang sesuai, kemudian
hubungkan terminal positif dan negative ohmmeter pada kedua ujung
resistor. Bacalah nilai tahanan resistor hasil pengukuran dan sesuaikan
dengan spesifikasi pabrik.
d. Multimeter (AVO)

44
Gambar 1.57 Multimeter
Multitester atau multimeter sering juga disebut AVO meter yang
dimana AVO ini merupakan singkatan dari Ampere-Volt-Ohm. Avo
meter adalah alat uku yang berfungsi untuk mengukur kuat arus listrik,
tegangan dan tahanan rangkaian kelistrikan, dan hubungan singkat
komponen system kelistrikan. Terdapat dua jenis multimeter, yaitu
jenis digital yang penunjukan hasil pengukurannya langsung dengan
angka-angka, dan multimeter analog yang menggunakan jarum
penunjuk sebagai penunjuk hasil pengukuran. Multimeter merupakan
alat yang peka terhadap medan magnet. Dengan demikian, multimeter
tidak boleh disimpan dalam suatu lapangan magnit yang kuat sebab
dapat mengurasingi sensitivitas alat ukur. Baterai yang telah habis
yang dibiarkan tinggal dalam alat multimeter dapat menyebabkan
masuknya elektrolit ke dalam komponen sehingga menyebabkan
kerusakan.
Gambar 1.58 multimeter digital
45
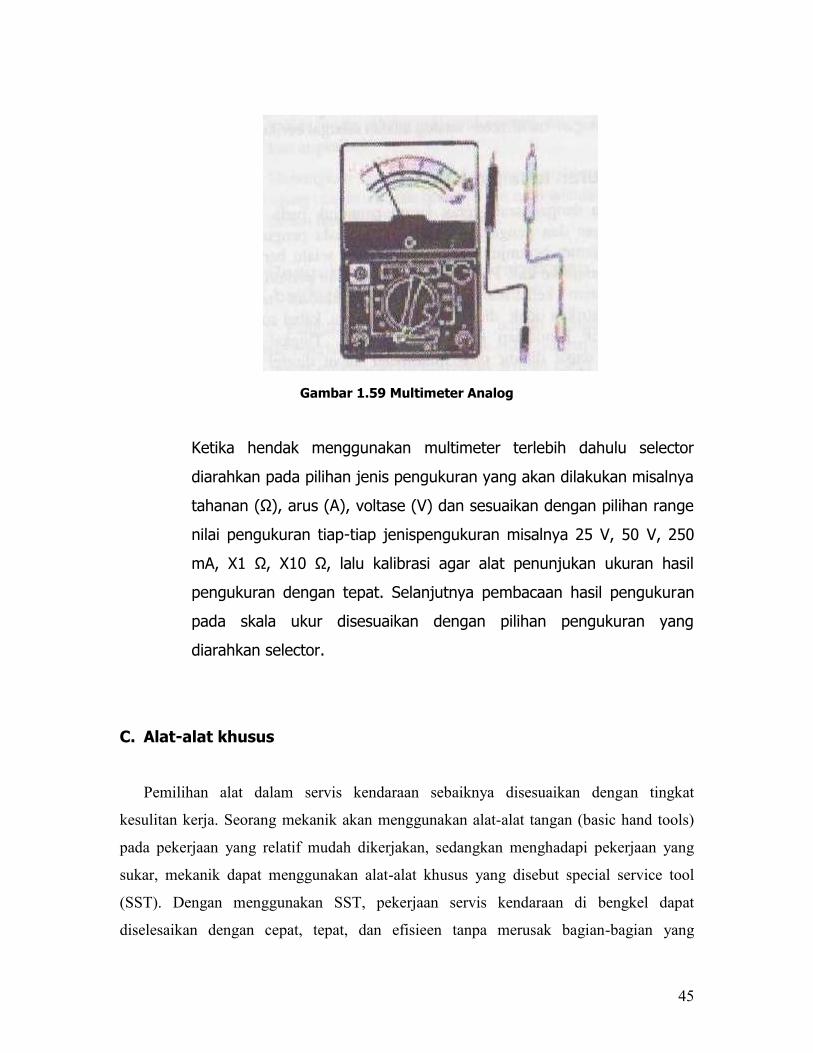
Gambar 1.59 Multimeter Analog
Ketika hendak menggunakan multimeter terlebih dahulu selector
diarahkan pada pilihan jenis pengukuran yang akan dilakukan misalnya
tahanan (Ω), arus (A), voltase (V) dan sesuaikan dengan pilihan range
nilai pengukuran tiap-tiap jenispengukuran misalnya 25 V, 50 V, 250
mA, X1 Ω, X10 Ω, lalu kalibrasi agar alat penunjukan ukuran hasil
pengukuran dengan tepat. Selanjutnya pembacaan hasil pengukuran
pada skala ukur disesuaikan dengan pilihan pengukuran yang
diarahkan selector.
C. Alat-alat khusus
Pemilihan alat dalam servis kendaraan sebaiknya disesuaikan dengan tingkat
kesulitan kerja. Seorang mekanik akan menggunakan alat-alat tangan (basic hand tools)
pada pekerjaan yang relatif mudah dikerjakan, sedangkan menghadapi pekerjaan yang
sukar, mekanik dapat menggunakan alat-alat khusus yang disebut special service tool
(SST). Dengan menggunakan SST, pekerjaan servis kendaraan di bengkel dapat
diselesaikan dengan cepat, tepat, dan efisieen tanpa merusak bagian-bagian yang
46
dikerjakan. Pemilihan SST dalam kerja servis kendaraan di bengkel sagat ditentukan oleh
jenis kendaraan dan model serta spesifikasi kendaraannya. Jenis pekerjaan yang
dimaksudkan adalah pekerjaan pembongkaran, pekerjaan perakitan, penyetelan, dan
sebagainya.
Alat Pembongkar
Alat pembongkar (remover) adalah alat khusus (SST) yang dipakai untuk melepas
atau membongkar komponen seperti bearing, sil oli (oil seal), bushing, dan sebagainya.
Contoh SST pembongkar adalah bearing remover, puller, bearing separator, dan
sebagainya. Sedangkan replacer adalah alat yang dipakai untuk memasang atau
mengganti. Kedua kategori alat tersebut dalam penggunaannya harus disesuaikan dengan
ukuran bagian yang akan dikerjakan.
1. Bearing Splitter
Bearing Splitter adalah puller khusus yang didesain untuk melepas bantalan yang
berada pada posisi tidak dapat dijangkau oleh kaki puler biasa. Bantalan ini dapat dilepas
dengan cara bearing spliter dipasang sedemikian rupa hingga memisahkan bantalan ini.
Keraskan baut pengikat bearing spliter hingga mendesak bantalan lepas dari tempatnya.
2. Puler Perapat Oli (Oil Seal Puller)
Puller jenis ini berfungsi melepas perapat oli pada transmisi, poros belakang (pada
kendaraan roda empat) dsb. Kaki (jaw) puller jenis ini dibuat dengan bentuk
khusus untuk dapat menegeluarkan perapat oli (oil seal) yang dipasangkan. Puller
dimasukkan pada tempat pemasangan perapat oli, atau kaki (jaw) puller pada
posisi yang benar, kemudian lepas perapat oli.
3. Puller Bantalan (Bearing Puller)
47
Terlebih dahulu kaki puler dipasangkan pada sisi-sisi roda gigi. Putarlah baut
penekan yang ujungnya telah dipasangkan tepat di tengah roda gigi sampai
bentalan terlepas dari poros cam.
4. Universal Puller
Universal puller atau tracker poros roda belakang dan tromol dipakai untuk
pekerjaan umum seperti melapas tromol roda depan (pada kendaraan roda empat)
dan sebagainya.
5. Kunci Khusus
Selain kunci umum seperti kunci pas, ring, shock, terdapat beberapa kunci yang
dibuat khusus untuk mengencangkan /membuka mur/baut dengan bentuk khusus.
Bentuk kunci khusus ini agak berbeda dengan kunci-kunci biasa lainnya. Jenis-
jenis kunci khusus (wrench) ada bermacam-macam dengan fungsi yang berbeda-
beda pula. Torque wrench atau kunci momen untuk mengencangkan baut atau
mur pada momen.
6. Punch
Punch biasanya dipakai untuk menandai suatu kmponen. Fungsi punch dapat
langsung diketahui dari bentuk ujungnya. Macam-macam punch dengan
fungsinya :
a. Punch Pena (pin punch), digunakan untuk membuka atau memasang pin.
b. Punch dengan unjung runcingn (long tapered punch) digunakan untuk
menggaris permukaan benda kerja, misalnya permukaan plat baja yang
akan dipotong.
c. Solid Punch digunakan untuk mendorong keluar komponen dari
tempatnya. Banyak digunakan pada pembongkaran komponen transmisi.
d. Center punch, digunakan untuk membuat titik guna mempermudah
pengerjaan oengeboran. Penandaan dengan center punch dimaksudkan
agar posisi mata bor pada saat awal pengeboran tidak melenceng dan tetap
berada pada posisi tengah (center) komponen yang akan dilubangi.
48
II
PEMELIHARAAN PERALATAN BENGKEL
A. Tujuan
1) Peserta diklat dapat menjelaskan jenis-jenis pemeliharaan peralatan
2) Peserta diklat dapat menjelaskan tujuan pemeliharaan rutin.
3) Peserta diklat dapat menjelaskan sistem pemeliharaan rutin
4) Peserta diklat dapat menjelaskan rambu-rambu pemeliharaan peralatan
Pendahuluan
Pemeliharaan adalah suatu bentuk tindakan yang dilakukan dengan sadar
untuk menjaga agar suatu peralatan selalu dalam keadaan siap pakai atau
tindakan melakukan perbaikan sampai pada kondisi peralatan tersebut dapat
bekerja kembali. Secara garis besar pemeliharaan dapat dibedakan menjadi dua,
yaitu : pemeliharaan terencana dan pemeliharaan tak terencana.
B. Pemeliharaan Terencana (planned maintenance)
Pemeliharaan terencana adalah porses pemeliharaan yang diatur dan
diorganisasikan untuk mengantisipasi perubahan yang terjadi terhadap peralatan
di waktu yang akan datang.
Dalam pemeliharaan terencana terdapat unsur pengendalian dan unsur
pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya.
Pemeliharaan terencana merupakan bagian dari sistem manajemen
pemeliharaan yang terdiri atas pemeliharaan preventif, pemeliharaan prediktif,
dan pemeliharaan korektif.
Pemeliharaan preventif adalah pemeliharaan yang dilakukan pada selang waktu
tertentu dan pelaksanaannya dilakukan secara rutin dengan beberapa kriteria
yang dilakukan sebelumnya. Tujuannya untuk mencegah dan mengurangi
kemungkinan suatu komponen tidak memenuhi kondisi normal. Pekerjaan yang
49
dilakukan dalam pemeliharaan preventif adalah : mengecek, melihat, menyetel,
mengkalibrasi, melumasi, dan pekerjaan lain yang bukan penggantian suku
cadang berat. Pemeliharaan preventif membantu agar peralatan dapat bekerja
dengan baik sesuai dengan apa yang menjadi ketentuan pabrik pembuatnya.
Semua pekerjaan yang masuk dalam lingkup pemeliharaan preventif dilakukan
secara rutin dengan berdasarkan pada hasil kinerja alat yang diperoleh dari
pekerjaan pemeliharaan prediktif atau adanya anjuran dari pabrik pembuat alat
tersebut. Apabila pemeliharaan preventif dikelola dengan baik maka akan dapat
memberikan informasi tentang kapan mesin atau alat akan diganti sebagian
komponennya.
Proses peralihan dari pemeliharaan yang bersifat kadang-kadang dan
sembarangan atau bahkan tidak ada pemeliharaan sama sekali menuju kepada
pemeliharaan terencana yang dengan sengaja melakukan pemeliharaan secara
rutin memerlukan waktu, tenaga, dan pekerjaan tambahan di luar pekerjaan
biasanya. Namun berdasarkan pengalaman, hal tersebut akan terjadi pada awal
pekerjaan saja dan selanjutnya apabila sistem tersebut telah berjalan, maka
akan lebih mudah dalam menangani pemeliharaan setiap peralatan sehingga
diharapkan dapat memiliki efisiensi yang tinggi.
B. Pemeliharaan tak terencana
Pemeliharaan tak terencana adalah jenis pemeliharaan yang dilakukan secara
tiba-tiba karena suatu alat atau peralatan akan segera digunakan. Seringkali
terjadi bahwa peralatan baru digunakan sampai rusak tanpa ada perawatan yang
berarti, baru kemudian dilakukan perbaikan apabila akan digunakan. Dalam
manajemen system pemeliharaan, cara tersebut dikenal dengan pemeliharaan
tak terencana atau darurat (emergency maintenance).
Pada umumnya metode yang digunakan dalam penerapan pemeliharaan adalah
metode darurat dan tak terencana. Metode tersebut membiarkan kerusakan alat
yang terjadi tanpa atau dengan sengaja sehingga untuk menggunakan kembali
peralatan tersebut harus dilakukan perbaikan atau reparasi. Pemeliharaan tak
50
terencana jelas akan mengganggu proses produksi dan biasanya biaya yang
dikeluarkan untuk perbaikan jauh lebih banyak disbanding dengan pemeliharaan
rutin.
C. Tujuan Pemeliharaan Rutin
Dalam setiap tindakan pemeliharaan, tujuan pokoknya adalah untuk
mencegah terjadinya kerusakan peralatan dan mencegah adanya perubahan
fungsi alat serta mengoptimalkan usia pakai peralatan. Reliabilitas alat dan
kinerja yang baik hanya dapat dicapai dengan melakukan program pemeliharaan
yang terencana. Selain untuk alasan reliabilitas dan kinerja alat, program
pemeliharaan terencana juga mempunyai beberapa keuntungan yaitu dalam hal
efisiensi keuangan, perencanaan, standardisasi, keamanan kerja dan semangat
kerja.
Pada aspek keuangan sudah jelas bahwa kerusakan yang terlalu cepat pada
peralatan akan mengakibatkan pengeluaran yang tidak terencana. Hal tersebut
juga akan berakibat terhadap perencanaan fasilitas lainnya tidak mungkin dapat
berjalan tanpa didukung peralatan yang bekerja secara efisien.
Apabila peralatan dioperasikan hingga mendekati rusak atau bahkan rusak sama
sekali tanpa adanya pemeliharaan, maka mungkin saja dapat membahayakan
dan mencelakakan.
Banyak kerugian yang timbul akibat kecelakaan, bukan hanya manusia, tetapi
hilangnya waktu, tenaga dan biaya. Rendahnya tingkat pemeliharaan dan
tingginya resiko kecelakaan berakibat kurang bergairahnya orang lain untuk
melanjutkan pekerjaan dan akan menurunkan produktivitas kerja.
Secara garis besar terdapat empat tujuan pokok pemeliharaan preventif yaitu :
1. Memperpanjang usia pakai peralatan. Hal tersebut sangat penting
terutama apabila dilihat dari aspek biaya, karena untuk membeli
satu peralatan jauh lebih mahal apabila dibandingkan dengan
memelihara sebagian dari peralatan tersebut. Walaupun disadari
51
bahwa kadangkadang untuk jenis barang tertentu membeli dapat
lebih murah apabila alat yang akan dirawat sudah sedemikian
rusak.
2. Menjamin peralatan selalu siap dengan optimal untuk mendukung
kegiatan kerja, sehingga diharapkan akan diperoleh hasil yang
optimal pula
3. Menjamin kesiapan operasional peralatan yang diperlukan terutama
dalam keadaan darurat, adanya unit cadangan, pemadam
kebakaran dan penyelamat.
4. Menjamin keselamatan orang yang menggunakan peralatan
tersebut.
D. Sistem Pemeliharaan Rutin
Untuk memenuhi prosedur pemeliharaan baku, harus disiapkan data
pemeliharaan dan mulai dengan pertanyaan sederhana yaitu : peralatan apa
yang akan dirawat ? dimana lokasi penyimpanan alat ? bagaimana merawatnya ?
dan kapan akan dirawat ?
1. Peralatan yang perlu pemeliharaan
Sebelum sistem pemeliharaan terencana diterapkan, harus diketahui peralatan
apa saja yang sudah ada dan berapa jumlahnya. Untuk itu, pekerjaan dapat
dimulai dengan suatu daftar inventaris yang lengkap untuk menjawab
pertanyaan di atas. Hal tersebut merupakan persyaratan utama dan layak
dijadikan sebagai tugas pertama untuk menyusun system pemeliharaan yang
baik. Daftar inventaris yang akurat dan rinci dari segi teknis akan sangat berguna
untuk sistem pemeliharaan terencana. Selanjutnya daftar inventaris peralatan
tersebut dikelompokkan menjadi sejumlah kelompok yang sesuai dengan
jenisnya.
52
Sebagai contoh : kelompok alat-alat tangan, alat-alat khusus (Special service
tool/SST), alat-alat ukur dan sebagainya.
2. Lokasi penyimpanan alat
Penempatan tiap peralatan harus jelas sesuai dengan pengelompokannya
sehingga memudahkan dalam pencarian alat tersebut. Apabila terjadi
pemindahan alat hendaknya bersifat sementara dan setelah selesai digunakan
dapat dikembalikan pada tempat semula. Penyimpanan alat dan perkakas dapat
dilakukan pada : panel alat, ruang gudang, ruang pusat penyimpanan, dan kit
alat-alat.
(1) Panel alat (tool panel)
Banyak pekerja yang lebih senang menggunakan panel alat untuk menyimpan
dan meletakkan alat-alat. Pada umumnya yang diletakkan pada panel alat adalah
sekelompok alat sejenis tetapi yang berbeda ukurannya misal obeng atau tang
dari berbagai ukuran. Dengan panel alat tersebut petugas peminjaman alat lebih
mudah mengontrolnya. Panel alat dapat diatur letaknya menurut keseringan
penggunaan yang disusun dalam rentangan warna yang kontras atau dalam
warna-warna kombinasi yang serasi.
(2) Ruang gudang alat
Kadang-kadang tidak cukup dinding untuk meletakkan panel alat tersebut.
Disamping itu penggunaan panel alat juga tidak sesuai dengan sifat alat karena
ada alat yang tidak baik untuk disimpan di udara terbuka. Untuk menyimpan alat
yang mempunyai sifat demikian diperlukan almari kecil atau ruangan
penyimpanan.
(3) Ruang pusat penyimpanan
Cara lain untuk menyimpan alat dan perkakas adalah menggunakan ruang pusat
penyimpanan alat dan perkakas. Ruangan tersebut dapat digunakan untuk
53
menyimpan berbagai alat untuk keperluan semua jenis alat yang ada.
Penyimpanan dengan cara ini lebih baik karena petugas peminjaman alat dapat
dengan mudah mengadakan pengawasan.
Kelemahannya ruang pusat tersebut tidak dapat dekat dengan semua jenis
kegiatan yang memerlukan.
(4) Kit alat-alat
Kit alat-alat didesain untuk pekerja secara individual, berisi sejumlah alat yuang
lengkap untuk suatu kegiatan perbaikan/servis. Kebaikan kit alat alat tersebut
bahwa siapa saja yang membutuhkan dapat dipenuhi dengan segera tanpa harus
memilih jenis-jenis alat yang diperlukan untuk saat itu.
3. Prosedur pemeliharaannya
Pemeliharaan preventif memerlukan suatu daftar seperti halnya pekerjaan rutin,
mencakup : jadwal pemeliharaan peralatan, data hasil pengetesan, peralatan
khusus (apabila diperlukan), keterangan pengisian pelumas, buku petunjuk
pemeliharaan, tingkat pengetahuan pekerja terhadap pekerjaan tersebut.
Untuk memberikan informasi kepada bagian pemeliharaan, maka tiap jadwal
pemeliharaan dibuat pada kartu control atau formulir yang dapat memberi
informasi dengan jelas. Pada setiap jadwal pemeliharaan dituliskan identifikasi
alat dengan nomor sandi, nama alat, nomor pengganti, dan tanggal pemasangan
pertama serta pengerjaan perawatan yang telah dilakukan.
4. Waktu pemeliharaan
Pemeliharaan rutin dilakukan secara periodic dengan selang waktu tertentu
berdasarkan hitungan bulan, hari atau jam. Selang waktu hari atau bulanan
dicatat seperti : periodik 1 bulanan = 1 B, 3 bulanan = 3 B, 6 bulanan = 6 B
atau periodik waktu 120.000 jam, 5.000 jam, atau 1.000 jam. Tanggal pekerjaan
54
pemeliharaan dicatat pada papan kontrol yang diletakkan di ruang penaggung
jawab dan pencatatan tanggal pekerjaan dilakukan pula pada lembar data
peralatan.
Informasi yang dicatat termasuk waktu pakai alat, komponen yang diganti, dan
kinerja peralatan. Dari data yang dicatat tersebut dapat diproyeksikan dan
diramalkan waktu pakai alat, sehingga dapat direncanakan untuk menggantinya
pada saat yang ditentukan.
5. Rambu-rambu Pemeliharaan Peralatan
Pemeliharaan peralatan sangat erat kaitannya dengan masalah pemakaian,
perbaikan, dan penyimpanan serta pengadministrasiannya.
a) Perbaikan alat dibedakan antara perbaikan ringan yang dapat dikerjakan
sendiri oleh pekerja dan perbaikan khusus yang harus dilakukan oleh
ahlinya. Peralatan yang diketahui rusak harus dipisahkan dan
ditindaklanjuti.
b) Penyimpanan peralatan berorientasi pada prinsip kebersihan dan prinsip
identifikasi. Kebersihan mencakup persyaratan sifat kering dan tidak
lembab. Rambu-rambu penyimpanan peralatan adalah sebagai berikut :
(1) Peralatan percobaan disimpan menurut jenisnya (alat percobaan
Fisika, Kimia, dsb.)
(2) Peralatan percobaan yang bersifat umum sebagai alat aneka guna
disimpan di tempat khusus yang mudah dan cepat mendapatkannya.
(3) Peralatan yang memerlukan perlindungan dengan lapisan cat atau
pelumas perlu selalu diperiksa fungsi pelapisannya.
(4) Peralatan yang mempersyaratkan kondisi kering harus selalu
diperiksa tentang kelembaban tempat peyimpanannya.
55
(5) Peralatan yang terbuat dari logam, plastik, atau kayu yang pipih dan
relatif panjang disimpan dalam posisi terletak mendatar/tidur untuk
menghindari pelengkungan tetap.
(6) Peralatan yang berbentuk memanjang dan rapuh, dalam mobilitas
pemindahannya harus selalu dibawa dalam posisi tegak.
c) Pemeliharaan dan pencegahan kerusakan dilakukan dengan pemeriksan
secara rutin dengan penjadwalan yang pasti. Dibedakan antara
pemeriksaan harian, mingguan, bulanan dan seterusnya. Dengan
pemeriksaan yang rutin dan terus menerus, maka setiap gejala kerusakan
akan segera dapat dideteksi dan ditindaklanjuti.
d) Pengadministrasian peralatan dilakukan untuk mempermudah
pengendalian dalam hal pemakaian/penggunaan, penyimpanan,
perbaikan, perawatan dan pengadaan peralatan baru. Pengendalian
pengelolaan dan pengadmistrasian memerlukan perangkat instrument
yang berupa buku, lembar dan kartu, meliputi :
6. Kartu stok ; warna kartu dibedakan untuk masingmasing jenis peralatan
sesuai dengan pengelompokkannya.
7. Buku inventaris ; memuat nomor sandi, nama alat, ukuran, merek/tipe,
produsen, asal tahun, jumlah dan, kondisi
8. Daftar peralatan ; memuat kode, nama alat, dan jumlah alat
9. Buku harian ; digunakan untuk mencatat setiap kejadian yang terjadi
dan yang berkaitan dengan kegiatan di tempat kerja.
10. Label ; memuat kode alat, nama alat, jumlah dan kondisi alat. Label
dipasang di tempat penyimpanan alat.
11. Format permintaan alat
56
E. Rangkuman
1) Secara garis besar pemeliharaan dapat dibedakan menjadi dua, yaitu :
pemeliharaan terencana dan pemeliharaan tak terencana. Pemeliharaan
terencana adalah porses pemeliharaan yang diatur dan diorganisasikan untuk
mengantisipasi perubahan yang terjadi terhadap peralatan di waktu yang
akan datang. Pemeliharaan terencana merupakan bagian dari sistem
manajemen pemeliharaan yang terdiri atas pemeliharaan preventif,
pemeliharaan prediktif, dan pemeliharaan korektif. Pemeliharaan tak
terencana adalah jenis pemeliharaan yang dilakukan secara tiba-tiba karena
suatu alat atau peralatan akan segera digunakan. Dalam manajemen sistem
pemeliharaan, cara tersebut dikenal dengan pemeliharaan tak terencana atau
darurat. Pemeliharaan tak terencana jelas akan mengganggu proses produksi
dan biasanya biaya yang dikeluarkan untuk perbaikan jauh lebih banyak
dibanding dengan pemeliharaan rutin.
2) Secara garis besar terdapat empat tujuan pokok pemeliharaan preventif
yaitu:
a) Memperpanjang usia pakai peralatan. Hal tersebut sangat penting
terutama apabila dilihat dari aspek biaya, karena untuk membeli satu
peralatan jauh lebih mahal apabila dibandingkan dengan memelihara
sebagian dari peralatan tersebut.
b) Menjamin peralatan selalu siap dengan optimal untuk mendukung
kegiatan kerja, sehingga diharapkan akan diperoleh hasil yang
optimal pula.
c) Menjamin kesiapan operasional peralatan yang diperlukan terutama
dalam keadaan darurat, adanya unit cadangan, pemadam kebakaran
dan penyelamat.
d) Menjamin keselamatan orang yang menggunakan peralatan tersebut.
57
3) Sistem pemeliharaan rutin meliputi :
a) Peralatan yang perlu pemeliharaan
Sebelum sistem pemeliharaan terencana diterapkan, pekerjaan dapat dimulai
dengan suatu daftar inventaris yang lengkap. Daftar inventaris yang akurat dan
rinci dari segi teknis akan sangat berguna untuk sistem pemeliharaan terencana.
Selanjutnya daftar inventaris peralatan tersebut dikelompokkan menjadi
sejumlah kelompok yang sesuai dengan jenisnya.
Sebagai contoh : kelompok alat-alat tangan, alat-alat khusus (Special service
tool/SST), alat-alat ukur dan sebagainya.
b) Lokasi penyimpanan alat
Penempatan tiap peralatan harus jelas sesuai dengan pengelompokannya
sehingga memudahkan dalam pencarian alat tersebut. Apabila terjadi
pemindahan alat hendaknya bersifat sementara dan setelah selesai digunakan
dapat dikembalikan pada tempat semula. Penyimpanan alat dan perkakas dapat
dilakukan pada : panel alat, ruang gudang, ruang pusat penyimpanan, dan kit
alat-alat.
c) Prosedur pemeliharaannya
Pemeliharaan preventif memerlukan suatu daftar seperti halnya pekerjaan rutin,
mencakup : jadwal pemeliharaan peralatan, data hasil pengetesan, peralatan
khusus (apabila diperlukan), keterangan pengisian pelumas, buku petunjuk
pemeliharaan, tingkat pengetahuan pekerja terhadap pekerjaan tersebut.
d) Waktu pemeliharaan
Pemeliharaan rutin dilakukan secara periodic dengan selang waktu tertentu
berdasarkan hitungan bulan, hari atau jam. Tanggal pekerjaan pemeliharaan
dicatat pada papan kontrol yang diletakkan di ruang penaggung jawab dan
pencatatan tanggal pekerjaan dilakukan pula pada lembar data peralatan.
Informasi yang dicatat termasuk waktu pakai alat, komponen yang diganti, dan
kinerja peralatan.
58
4) Rambu-rambu Pemeliharaan Peralatan
Pemeliharaan peralatan sangat erat kaitannya dengan masalah pemakaian,
perbaikan, dan penyimpanan serta pengadministrasiannya.
a) Perbaikan alat dibedakan antara perbaikan ringan yang dapat dikerjakan
sendiri oleh pekerja dan perbaikan khusus yang harus dilakukan oleh
ahlinya. Peralatan yang diketahui rusak harus dipisahkan dan
ditindaklanjuti.
b) Penyimpanan peralatan berorientasi pada prinsip kebersihan dan prinsip
identifikasi. Kebersihan mencakup persyaratan sifat kering dan tidak
lembab.
c) Pemeliharaan dan pencegahan kerusakan dilakukan dengan pemeriksan
secara rutin dengan penjadwalan yang pasti. Dibedakan antara
pemeriksaan harian, mingguan, bulanan dan seterusnya.
d) Pengadministrasian peralatan dilakukan untuk mempermudah
pengendalian dalam hal pemakaian/penggunaan, penyimpanan,
perbaikan, perawatan dan pengadaan peralatan baru. Pengendalian
pengelolaan dan pengadmistrasian memerlukan perangkat instrument
yang berupa buku, lembar dan kartu.
Recommended

















