1
Pengendali Logika TerprogramPLC
Tugino, ST MT
Penilaian
20 % Tugas dan Kehadiran 30 % Ujian Mid semester 50 % Ujian Akhir
Tugino, ST MT 2
2
Materi Kuliah
Tatap muka Tugas Merancang PLC Ujian MID Ujian Akhir
Tugino, ST MT 3
Silabus
Pengantar PLC Sistem Kontrol Konvensional Sistem Pengkawatan input dan Output PLC Pemrograman PLC (Ladder diagram dan
mnemonik) Pemrograman Aplikasi PLC di Industri Aplikasi PLC pada DCS
Tugino, ST MT 4
3
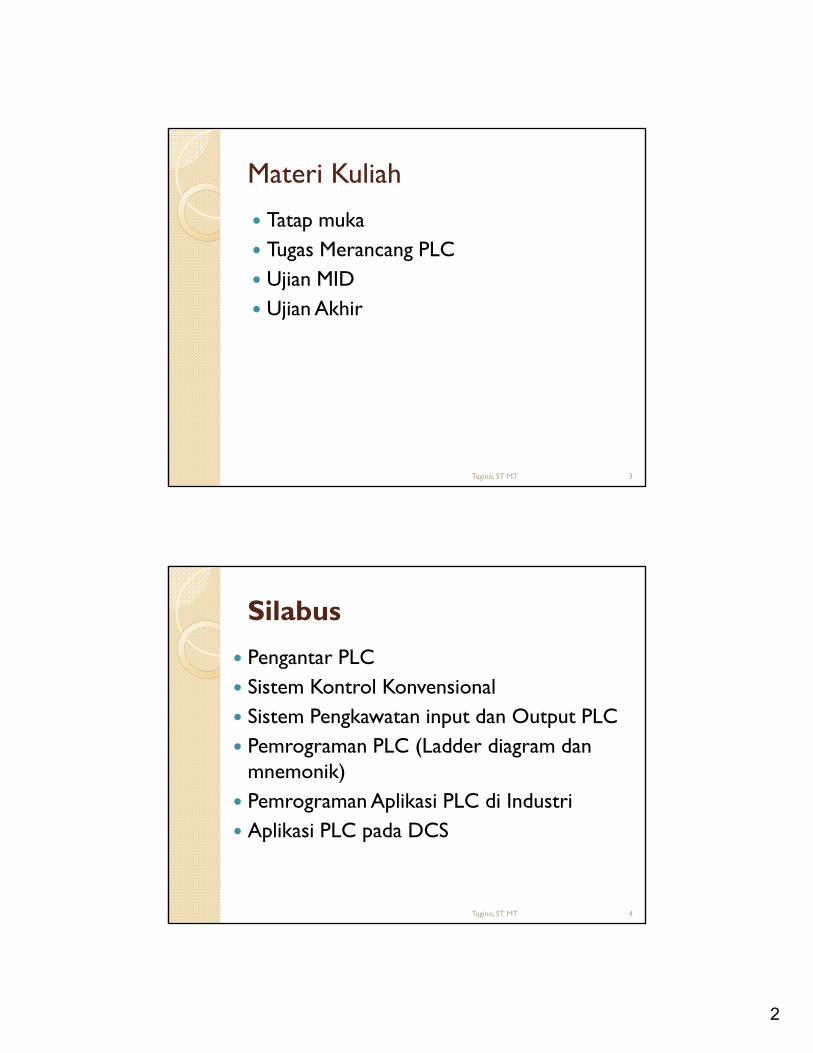
Contoh Aplikasi PLC
Tugino, ST MT 5
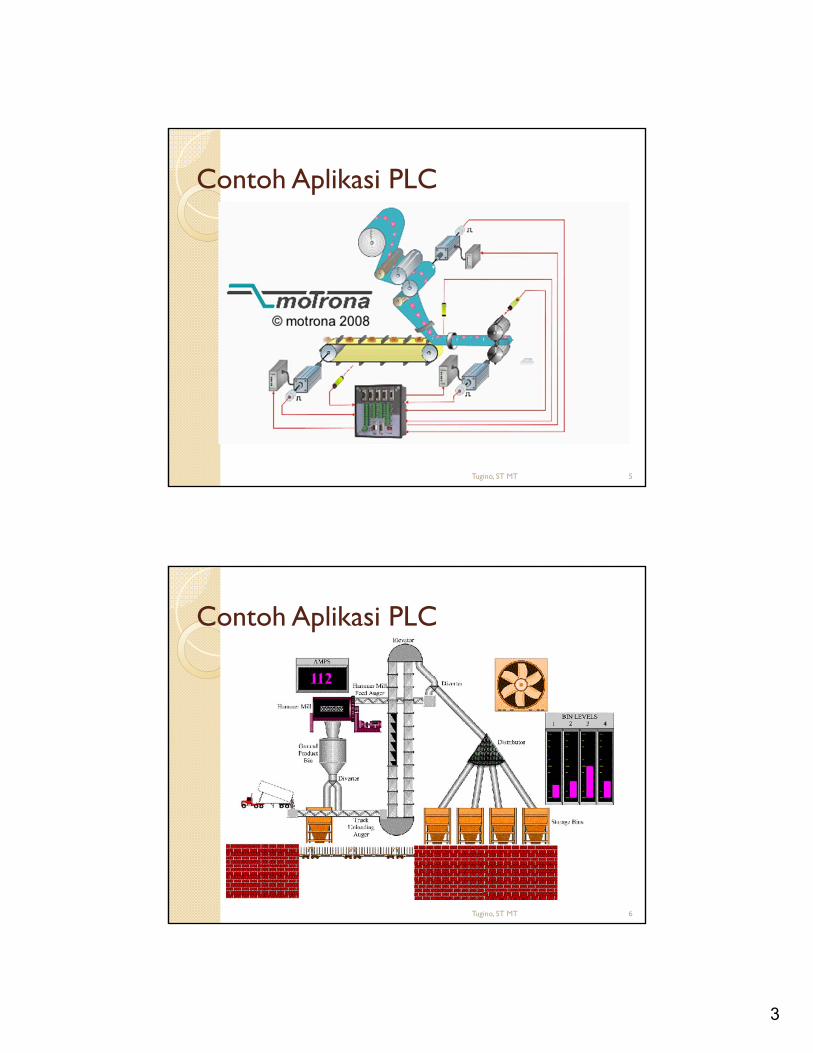
Contoh Aplikasi PLC
Tugino, ST MT 6
4
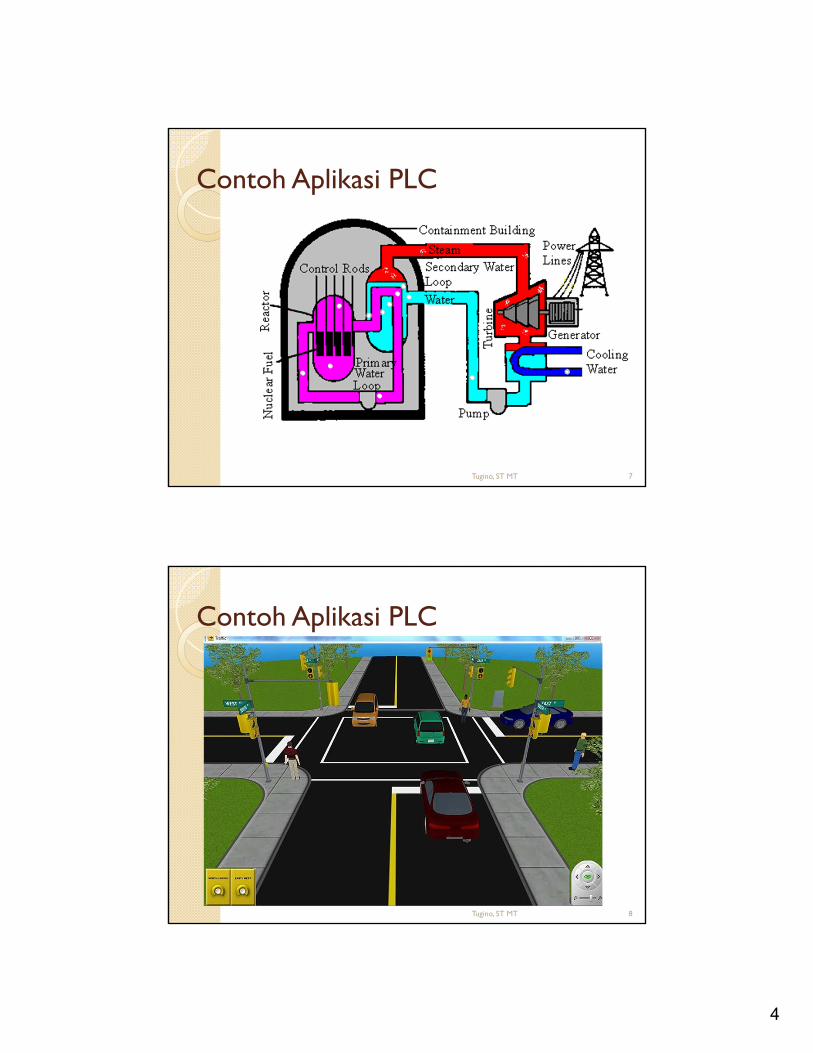
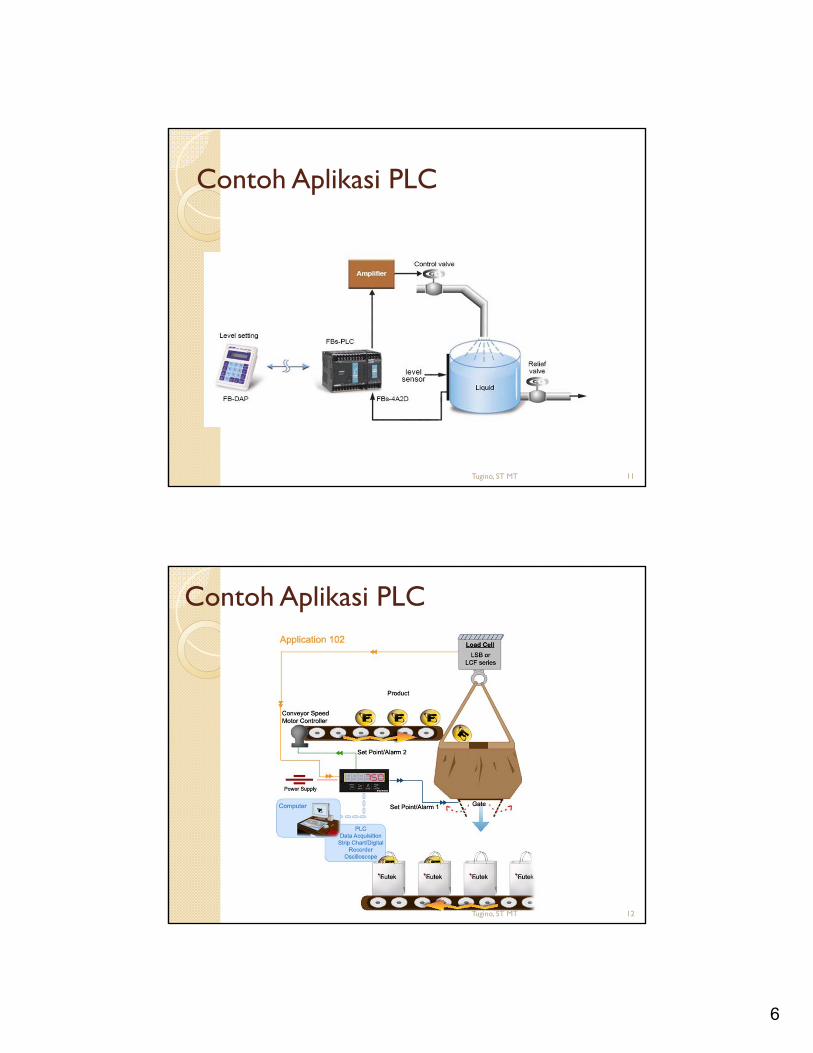
Contoh Aplikasi PLC
Tugino, ST MT 7
Contoh Aplikasi PLC
Tugino, ST MT 8
5
Contoh Aplikasi PLC
Tugino, ST MT 9
Contoh Aplikasi PLC
Tugino, ST MT 10
6
Contoh Aplikasi PLC
Tugino, ST MT 11
Contoh Aplikasi PLC
Tugino, ST MT 12
7
Contoh Aplikasi PLC
Tugino, ST MT 13
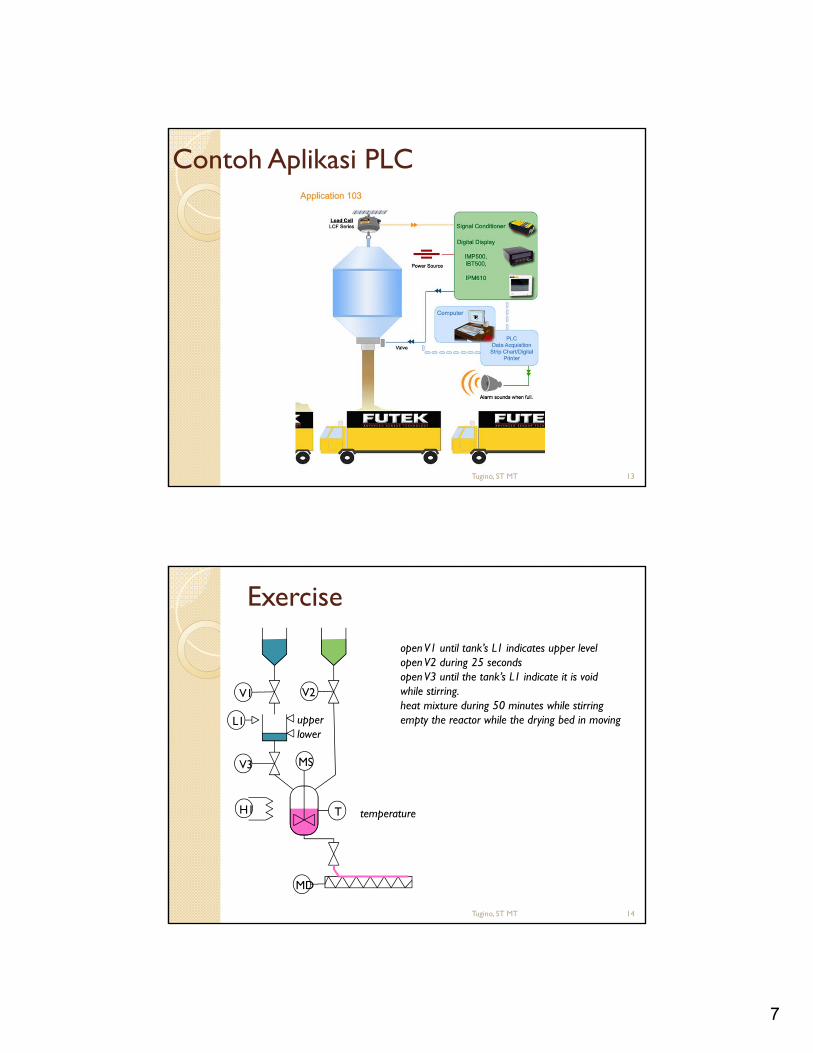
Exercise
L1
T
V1 V2
open V1 until tank’s L1 indicates upper level open V2 during 25 secondsopen V3 until the tank’s L1 indicate it is voidwhile stirring. heat mixture during 50 minutes while stirringempty the reactor while the drying bed in moving
MSV3
MD
temperatureH1
upperlower
Tugino, ST MT 14
8
Tugino, ST MT 15
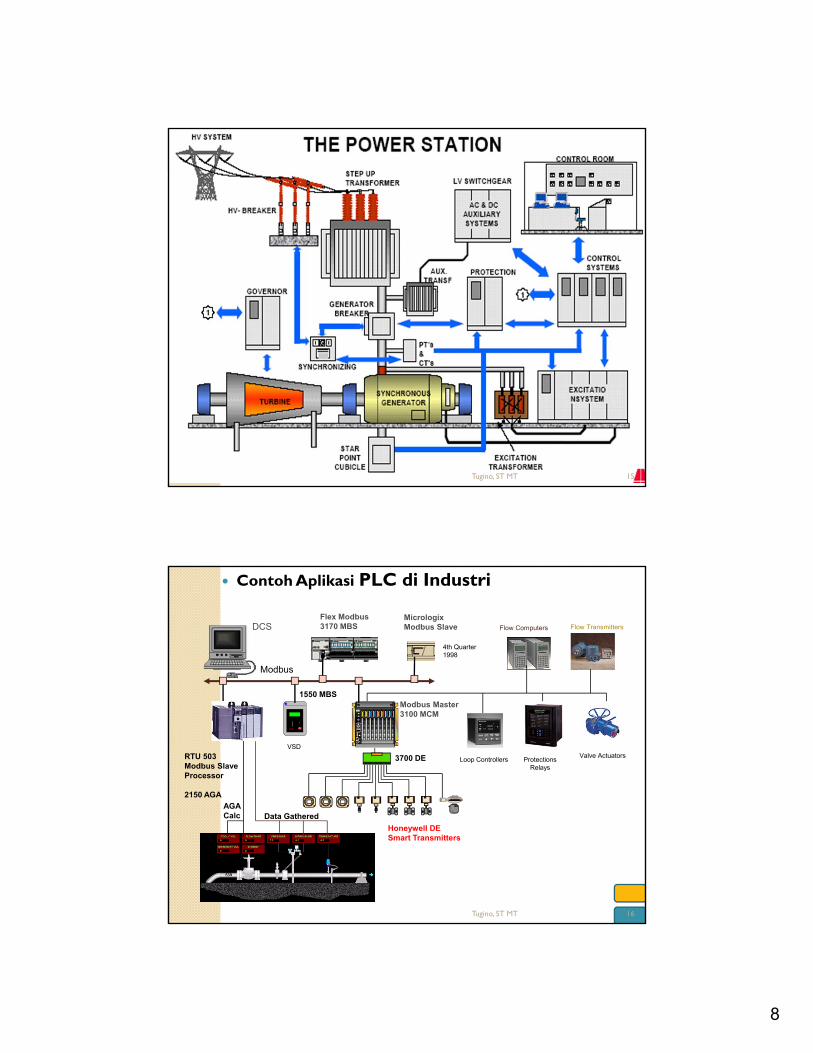
DCS
Modbus
Data GatheredAGACalc
Honeywell DESmart Transmitters
Flex Modbus 3170 MBS
MicrologixModbus Slave
4th Quarter1998
RTU 503Modbus SlaveProcessor
2150 AGA
Modbus Master3100 MCM
Flow Computers Flow Transmitters
Loop Controllers ProtectionsRelays
Valve ActuatorsVSD
3700 DE
1550 MBS
Contoh Aplikasi PLC di Industri
Tugino, ST MT 16
9
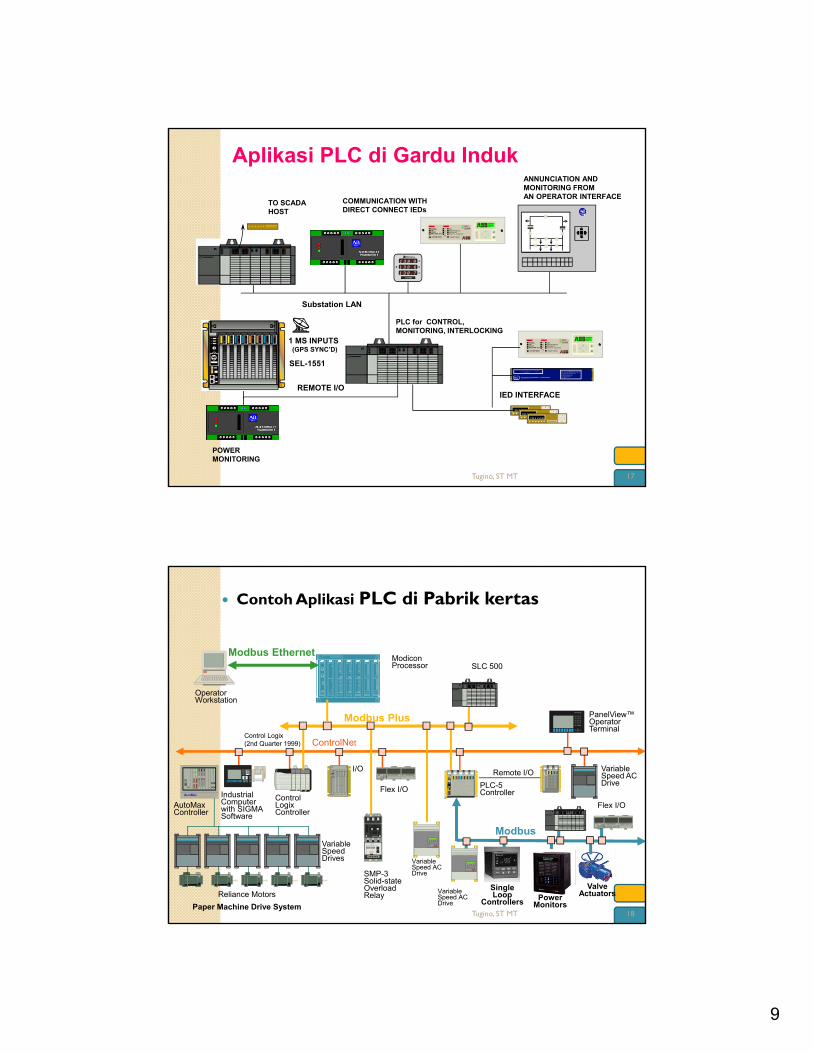
Aplikasi PLC di Gardu IndukANNUNCIATION ANDMONITORING FROMAN OPERATOR INTERFACE
PLC for CONTROL, MONITORING, INTERLOCKING
REMOTE I/O
1 MS INPUTS(GPS SYNC’D)
SEL-1551
POWER MONITORING
IED INTERFACE
E
C
NORMALFAILPICKUPRECLOSER OUT
SYSTEM RESET
TIMEINSTANTANEOUSFREQUENCYNEGATIVE SEQUENCE
TARGET RESET
STATUS TARGETS
ABCN
DPU2000R
NetworkPartnerV1.0
SCHWEITZER ENGINEERING LABORATORIES
SEL
OO
OSCHWEITZER ENGINEERING LABORATORIESPULLMAN WASHINGTON USA
OO O
SEL-251 DISTRIBUTION RELAYFAULT TYPE
INST A B C Q NFAULTTEST
RS LO
79 PHASE OVERCURRENT RELAY WITH VOLTAGE CONTROLNEGATIVE SEQUENCE OVERCURRENT RELAYGROUNDING OVERCURRENT RELAYMULTIPLE SHOT RECLOSING RELAYSELECTABLE SETTING GROUPSCIRCUIT BREAKER MONITORFAULT LOCATOR
138.4 kVolts1 2 34 5 67 8 9
0138.4 kVolts1 2 34 5 67 8 9
0138.4 kVolts1 2 34 5 67 8 9
0
Substation LAN
COMMUNICATION WITH DIRECT CONNECT IEDs
E
C
NORMALFAILPICKUPRECLOSER OUT
SYSTEM RESET
TIMEINSTANTANEOUSFREQUENCYNEGATIVE SEQUENCE
TARGET RESET
STATUS TARGETS
ABCN
DPU2000R
NetworkPartnerV1.0
1 3 8 . 9
k Volts
A
B
C
bb Bitronics
1 3 8 . 6 1 3 8 . 7
9
TO SCADAHOST
Tugino, ST MT 17
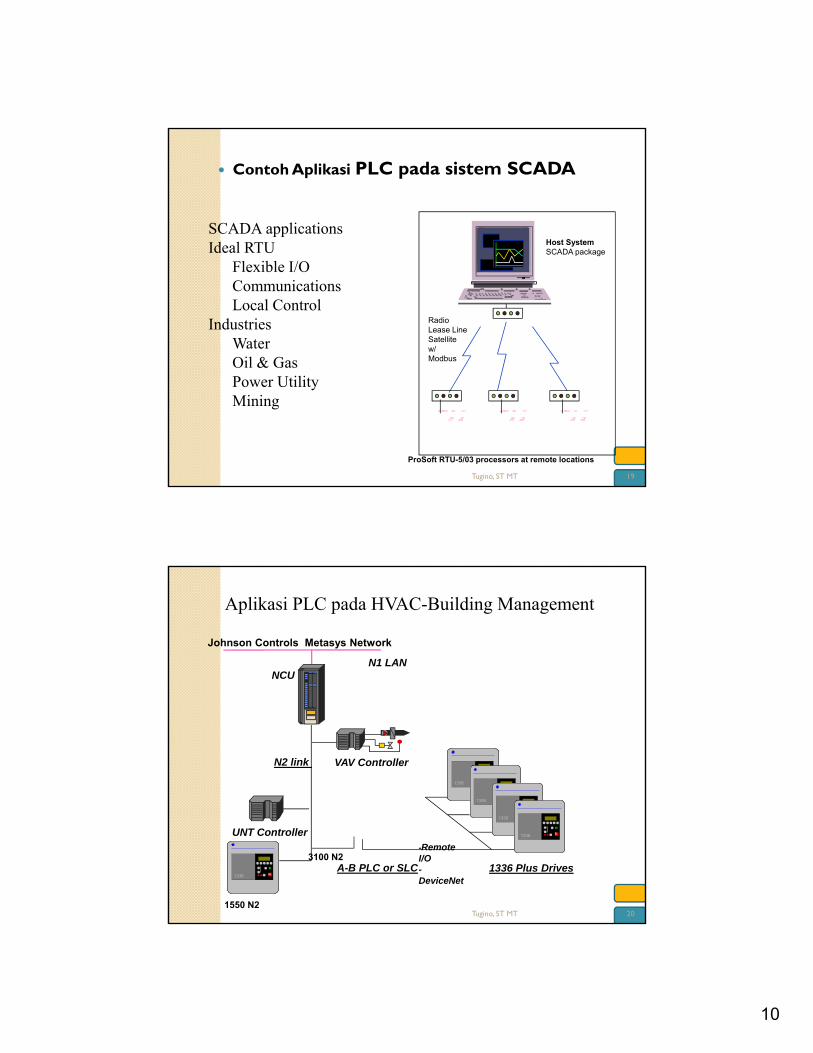
AutoMax Controller
Industrial Computer with SIGMA Software
Operator Workstation
PanelView™Operator Terminal
Flex I/O
Reliance Motors
Control Logix Controller
I/O
PLC-5 Controller
Variable Speed Drives
ControlNet
SMP-3 Solid-state Overload Relay
Remote I/O Variable Speed AC Drive
Variable Speed AC Drive
Paper Machine Drive System
Modicon Processor
Control Logix(2nd Quarter 1999)
Modbus Plus
Modbus Ethernet
Modbus
SingleLoop
Controllers
ValveActuatorsPower
Monitors
Flex I/O
Variable Speed AC Drive
SLC 500
Contoh Aplikasi PLC di Pabrik kertas
Tugino, ST MT 18
10
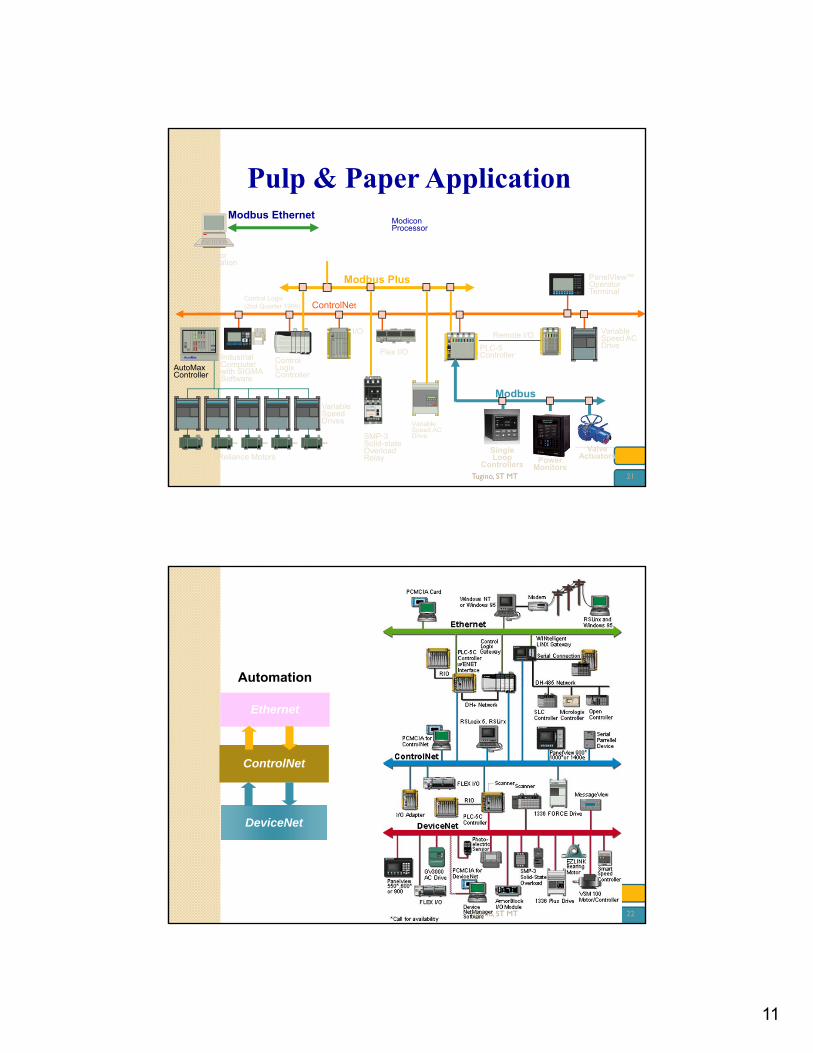
SCADA applications Ideal RTU
Flexible I/OCommunicationsLocal Control
IndustriesWater Oil & GasPower UtilityMining
ProSoft RTU-5/03 processors at remote locations
Host SystemSCADA package
RadioLease LineSatellitew/Modbus
Contoh Aplikasi PLC pada sistem SCADA
Tugino, ST MT 19
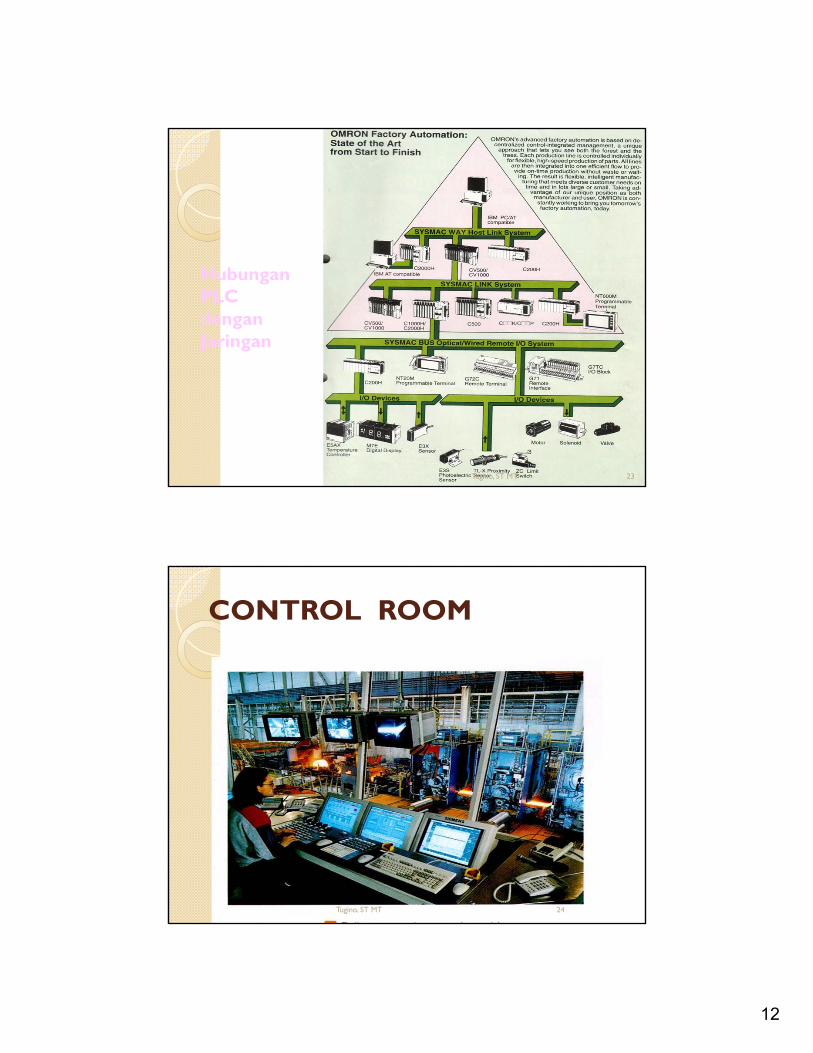
Aplikasi PLC pada HVAC-Building Management
Johnson Controls Metasys Network
N1 LAN
N2 link
NCU
VAV Controller
UNT Controller
1336 Plus Drives
13361336
13361336
-Remote I/O-DeviceNet
13361336
13361336
A-B PLC or SLC13361336
1550 N2
3100 N2
Tugino, ST MT 20
11
AutoMax Controller
Industrial Computer with SIGMA Software
Operator Workstation
PanelView™Operator Terminal
Flex I/O
Reliance Motors
Control Logix Controller
I/O
PLC-5 Controller
Variable Speed Drives
ControlNet
SMP-3 Solid-state Overload Relay
Remote I/O Variable Speed AC Drive
Variable Speed AC Drive
Modicon Processor
Control Logix(2nd Quarter 1999)
Modbus Plus
Modbus Ethernet
Pulp & Paper Application
Modbus
SingleLoop
Controllers
ValveActuatorsPower
MonitorsTugino, ST MT 21
Ethernet
ControlNet
DeviceNet
Automation
Tugino, ST MT 22
12
HubunganPLC denganJaringan
Tugino, ST MT 23
CONTROL ROOM
Tugino, ST MT 24
13
PERMASALAHAN INDUSTRI
• PERSAINGAN MENINGKAT• EFISIENSI - Kecepatan produksi
- Menurunkan biaya material dan upah- Meningkatkan kualitas- Meminimalkan downtime- Menurunkan biaya produksi
• FMS (flexible manufacture system) menjawab permasalah
Tugino, ST MT 25
PROGRAMMABLE LOGIC CONTROLLER (PLC)
PLC : komputer yang dirancang untuk pembuatan panel listrik.
PLC : Terdiri dari input, output, cpu, memori, power supllay,
Tugino, ST MT 26
14
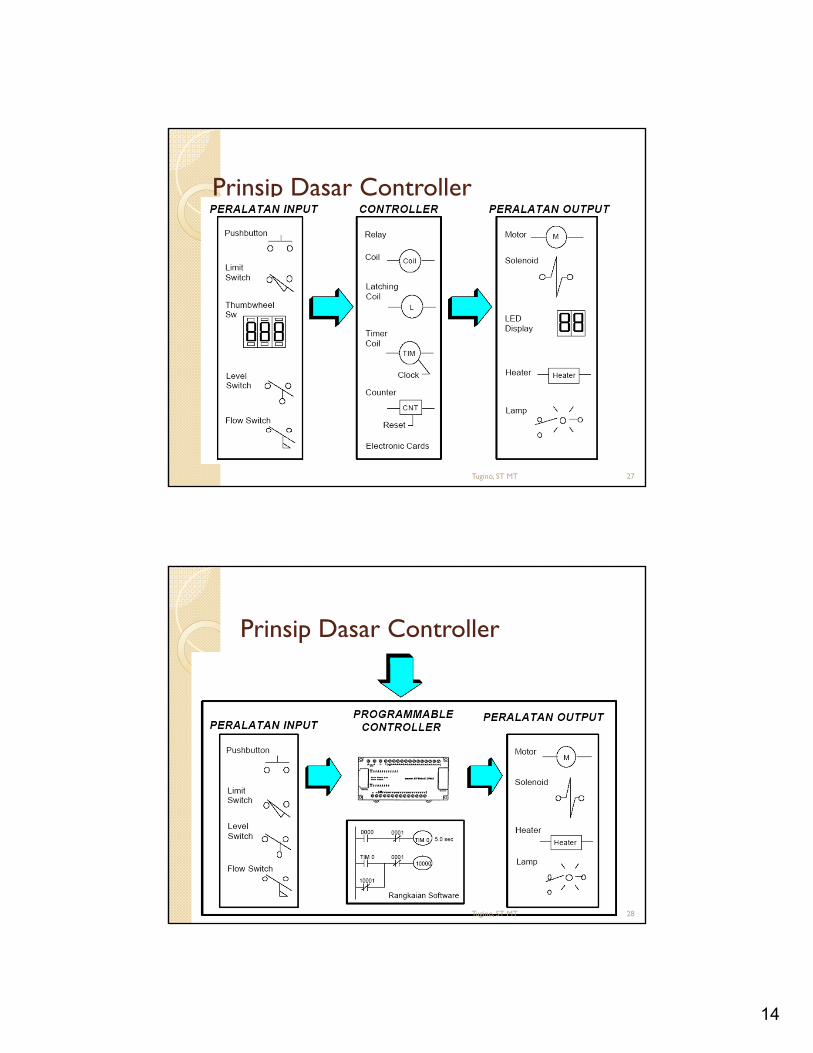
Prinsip Dasar Controller
Tugino, ST MT 27
Prinsip Dasar Controller
Tugino, ST MT 28
15
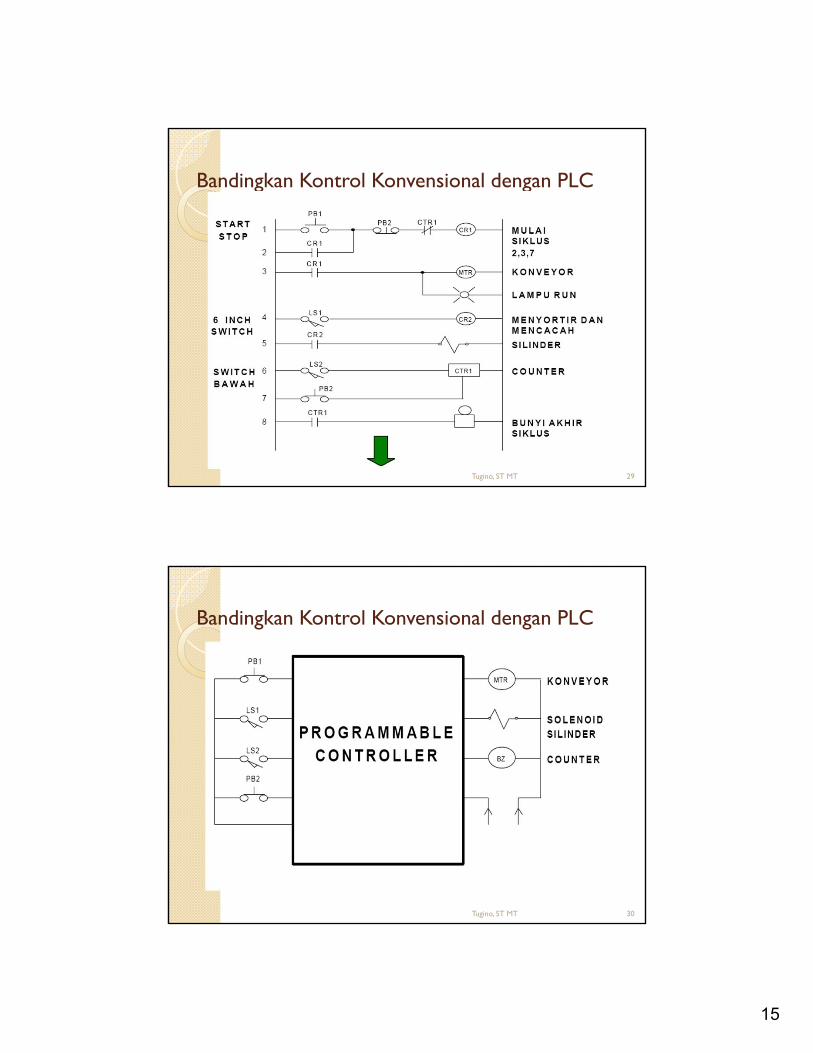
Bandingkan Kontrol Konvensional dengan PLC
Tugino, ST MT 29
Bandingkan Kontrol Konvensional dengan PLC
Tugino, ST MT 30
16
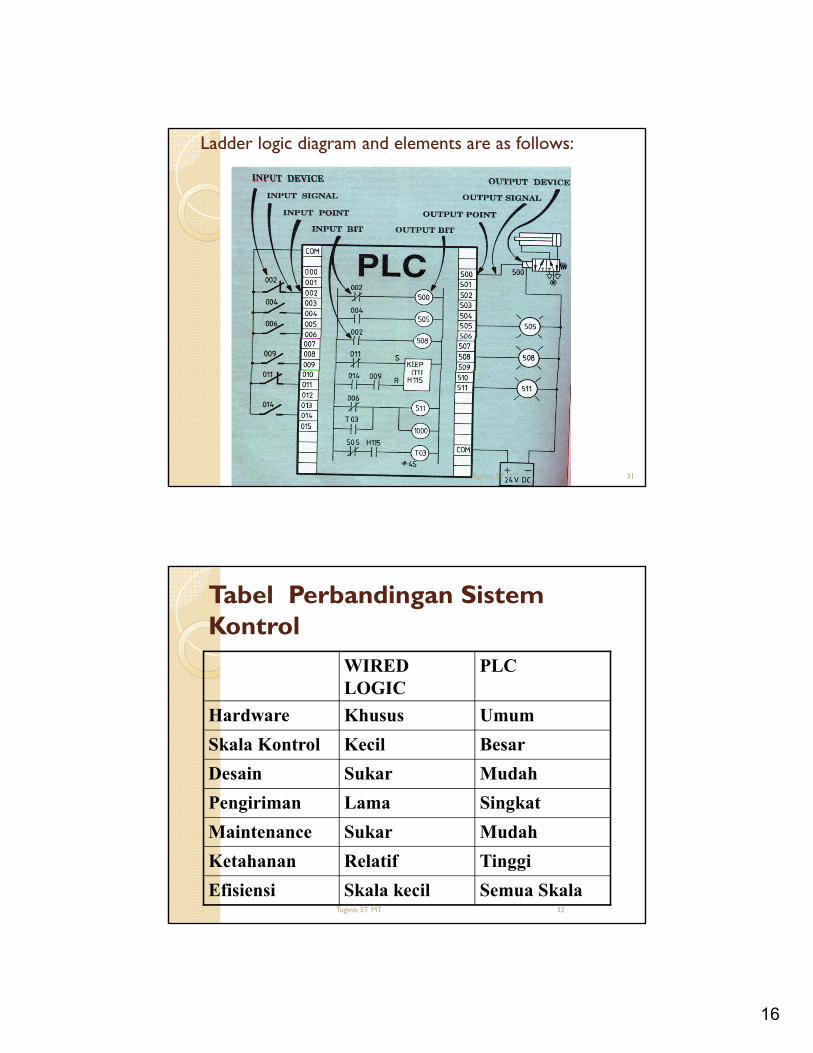
Ladder logic diagram and elements are as follows:
Tugino, ST MT 31
Tabel Perbandingan SistemKontrol
WIRED LOGIC
PLC
Hardware Khusus Umum
Skala Kontrol Kecil Besar
Desain Sukar Mudah
Pengiriman Lama Singkat
Maintenance Sukar Mudah
Ketahanan Relatif Tinggi
Efisiensi Skala kecil Semua SkalaTugino, ST MT 32
17
CARA PEMROGRAMAN
KOMPUTERHAND HELD
Tugino, ST MT 33
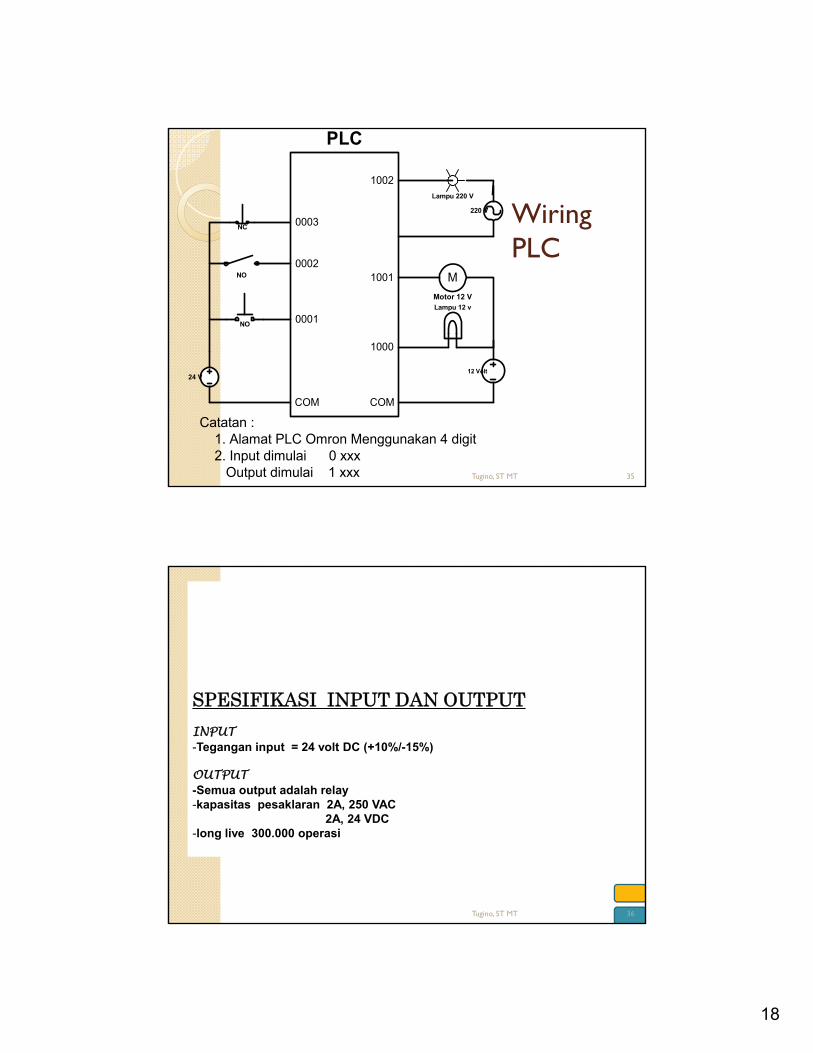
BAHASA YANG DIGUNAKAN
LADDER MNEMONIC
Tugino, ST MT 34
18
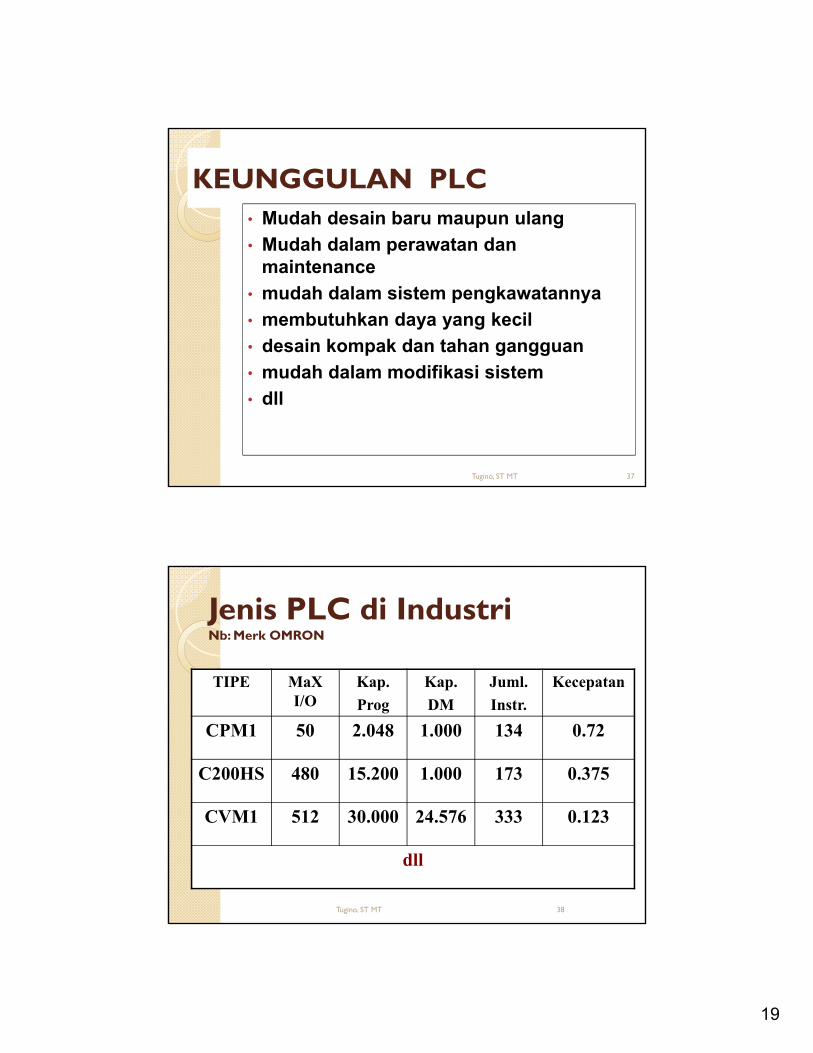
WiringPLC
NO
NO
Lampu 220 V
Lampu 12 v
24 V
220 V
12 Volt
MMotor 12 V
NC
1001
1002
0002
1000
0003
0001
COM COM
PLC
Catatan : 1. Alamat PLC Omron Menggunakan 4 digit 2. Input dimulai 0 xxx Output dimulai 1 xxx Tugino, ST MT 35
SPESIFIKASI INPUT DAN OUTPUT
INPUT-Tegangan input = 24 volt DC (+10%/-15%)
OUTPUT-Semua output adalah relay-kapasitas pesaklaran 2A, 250 VAC
2A, 24 VDC-long live 300.000 operasi
Tugino, ST MT 36
19
KEUNGGULAN PLC• Mudah desain baru maupun ulang
• Mudah dalam perawatan danmaintenance
• mudah dalam sistem pengkawatannya
• membutuhkan daya yang kecil
• desain kompak dan tahan gangguan
• mudah dalam modifikasi sistem
• dll
Tugino, ST MT 37
Jenis PLC di IndustriNb: Merk OMRON
TIPE MaXI/O
Kap.
Prog
Kap.
DM
Juml.
Instr.
Kecepatan
CPM1 50 2.048 1.000 134 0.72
C200HS 480 15.200 1.000 173 0.375
CVM1 512 30.000 24.576 333 0.123
dll
Tugino, ST MT 38
20
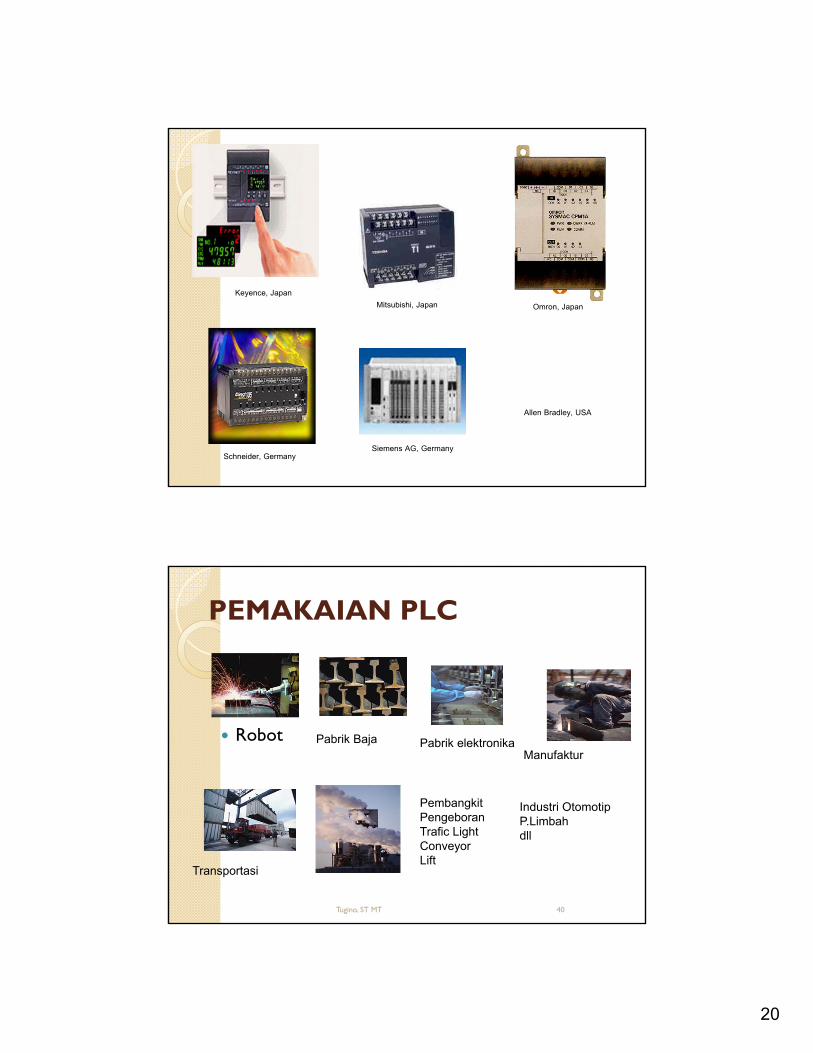
PLCs
Keyence, JapanOmron, JapanMitsubishi, Japan
Allen Bradley, USA
Siemens AG, GermanySchneider, Germany
PEMAKAIAN PLC
Robot Pabrik Baja Pabrik elektronika Manufaktur
Transportasi
PembangkitPengeboranTrafic LightConveyorLift
Industri OtomotipP.Limbahdll
Tugino, ST MT 40
21
Sistematika Design PLC Mempelajari urutan kerja (sequence) Buat Flowchart Mendata semua Input/Output Menyambung Input/Output ke PLC Membuat Program Ladder + Transfer Trial & Error Jika berjalan, buat dokumentasi gambar
Tugino, ST MT 41
APA YANG DAPAT DILAKUKAN OLEH PLC
• KONTROL SEKUENS
Pengganti logika rele, timer/Counter, pengganti kontrol PCB card, kontrol mesin auto, semi, manual
• KONTROL KOMPLEK
Operasi arirmatik, penangan informasi, kontrol analog (presure, temperature kontrol servo-motor, steper motor
• K0NTROL SUPERVISOR
Monitoring dan alarm, diagnosis dan monitoring
kesalahan, Antarmuka, Networking otomatisasi pabrik, LAN
Tugino, ST MT 42
Recommended

















