3
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . UNDERWATER STRAND PELLETIZING
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PAPER PRESENTED BY:
PAUL BOILEAU
AUTOMATIK MACHINERY CORPORATION
THERMOPLASTIC WASTE RECLAMATION
DECEMBER 4-5, 1991
HOLIDAY INN-WOODLAWN * CHARLOTTE, NC
UNDERWATER STRAND PELLETIZING
BY
Paul Boileau
Automatik Machinery Corporation
9724 Southern Pine Blvd.
Charlotte, NC 28273
December 4, 1991
-
The Group
AUTOMATIK The Group
After manufacturing or compounding of polymers, it is
necessary to convert them into shapes and sizes that can be
easily transported, further mixed (in many cases) and
re - processed.
a
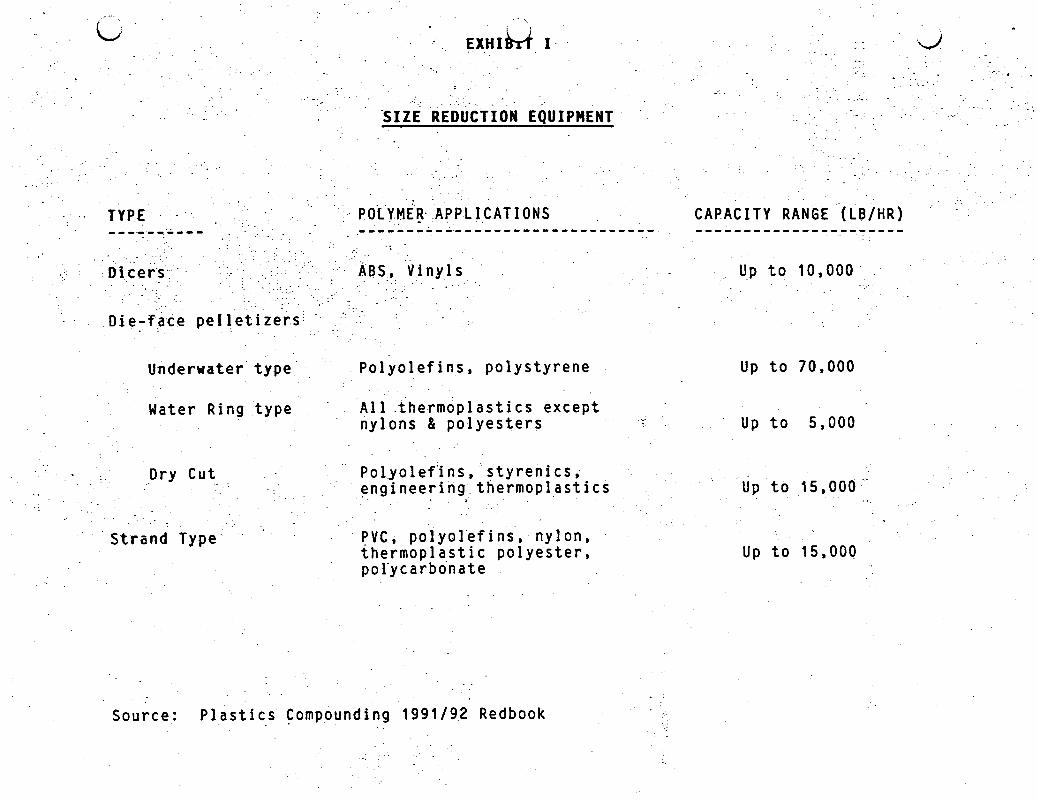
The most common methods of "size reduction", as this process
is called, are dicing and pelletizing. Exhibit 1 shows these
two methods along with the preferred polymer types and
approximate throughput rates for each.
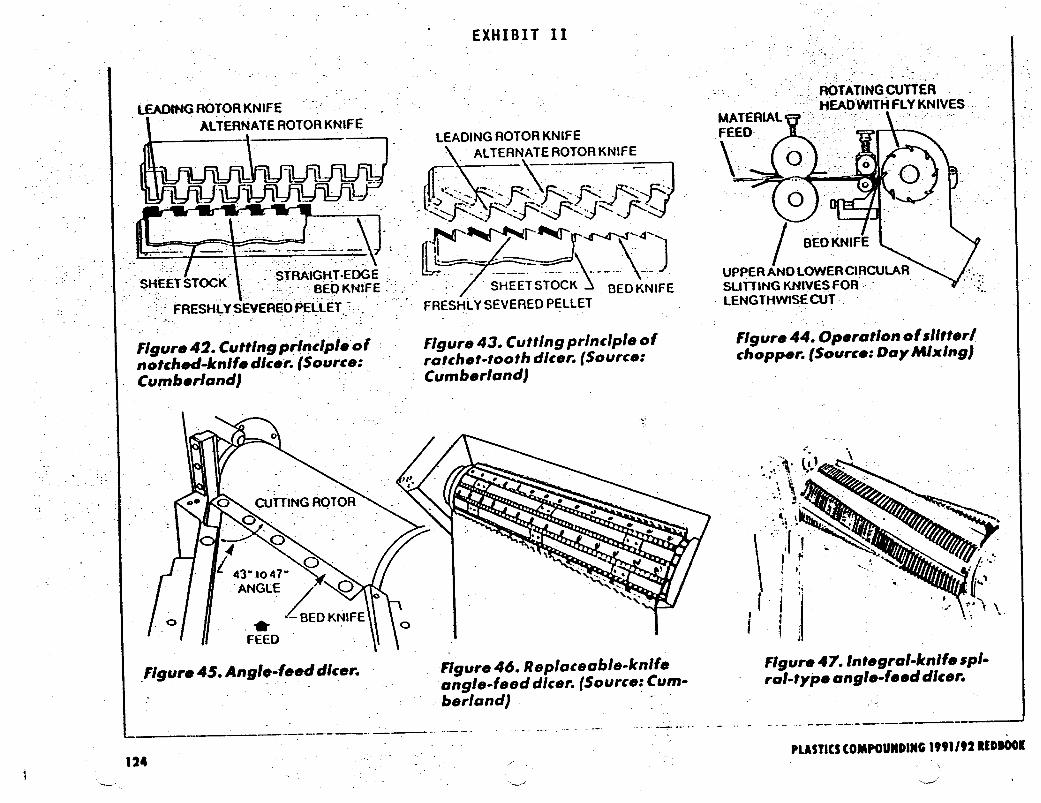
In dicing, a continuous, uniform width and thickness "sheet"
of polymer is formed by a die or rolls after the mixing or
extrusion process. This sheet is fed, after cooling, into a
machine known as a dicer. Dicers cut the polymer sheet into
equal size "cubes" by the action of a rotating set of knives
against a fixed blade.
illustrated in Exhibit 2 , attached.
'-1 There are various types of dicers, as
Pelletizers can be categorized into two major groups, die
face or strand type.
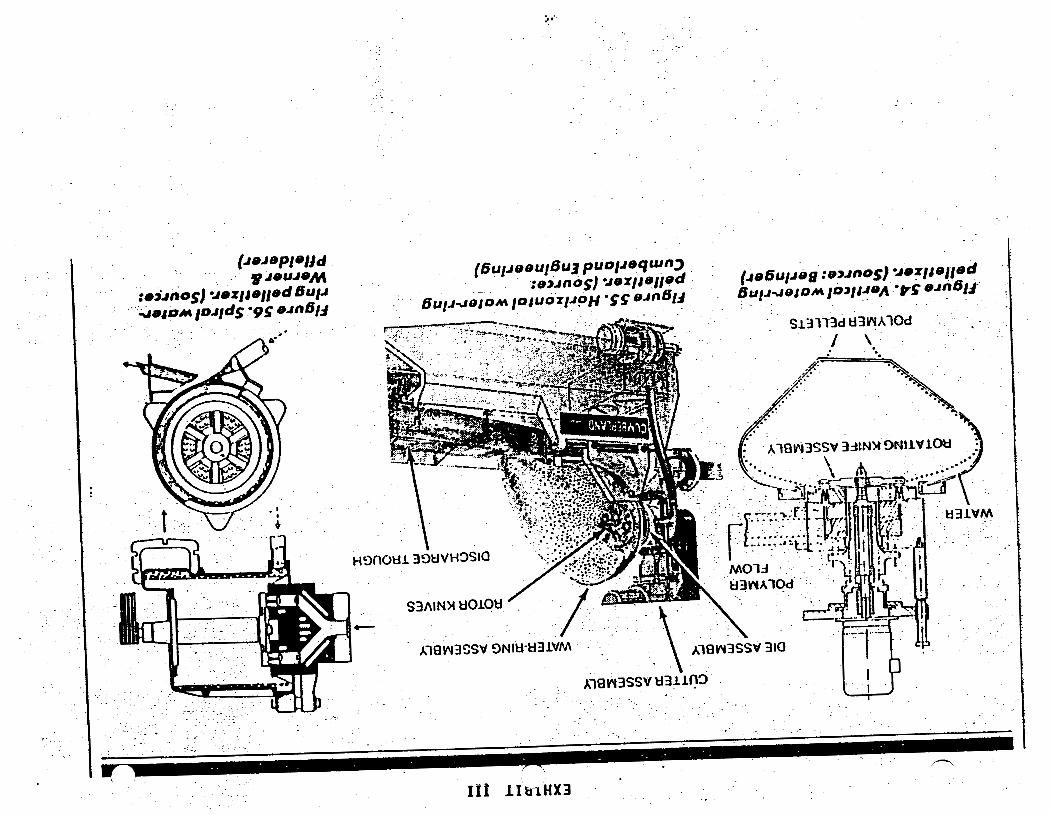
Die face pelletizers can be further separated into either dry
or wet (underwater) cutting types. Both types cut pellets
at the die face; the dry type pelletizers (sometimes
referred to as "hot face" pelletizers) cut pellets at the die
face without having water present.
outward by centrifugal force away from the cutting point
Pellets are thrown
*.3
AUTOMATIK The Group
and are then cooled either in water ("water ring" or "water
spray" type) or air ("dry face" type). See Exhibit I11 for
some examples of these types units.
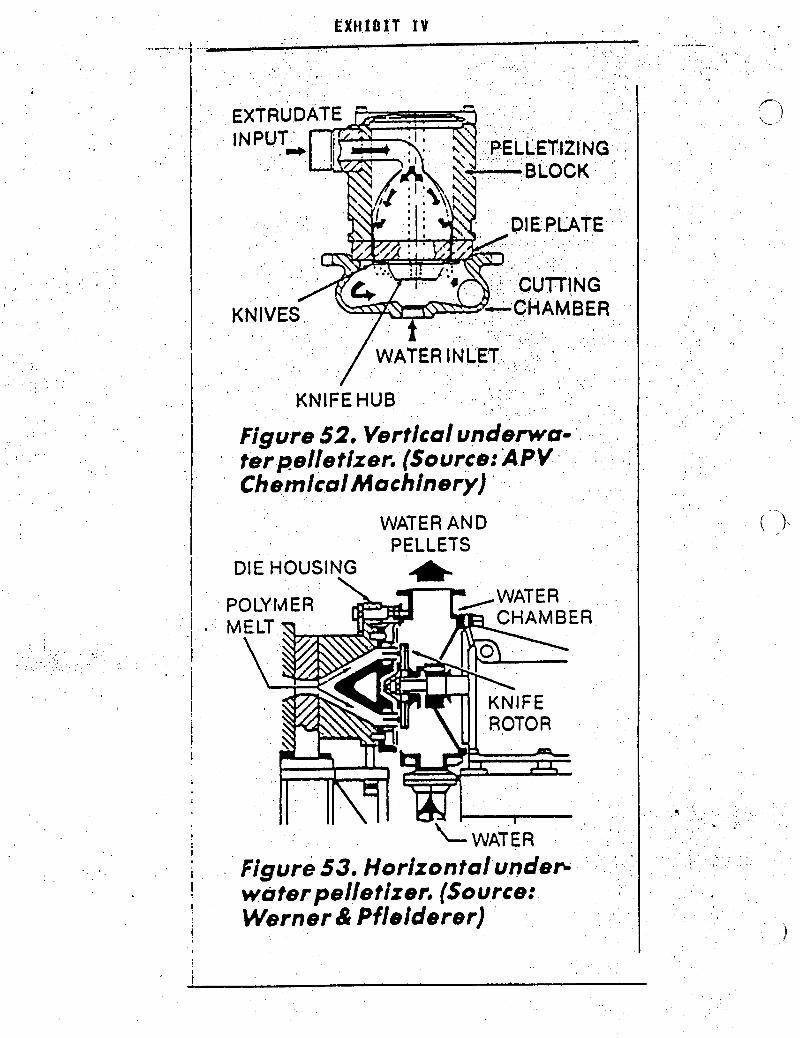
Wet, or underwater, die face pelletizers operate in a similar
principal to dry face type in their cutting action, but in
this case there is water present at the cutting point.
Pellets are actually cut under water and quenched
immediately.
machines.
See Exhibit IV for some examples of these type
Both major types of die face machines have certain advantages
and disadvantages when compared to each other or to strand
pelletizers. Pellet shape desired, polymer types/additives
to be cut, and so on, must be considered when selecting these
type units.
Strand pelletizers provide the most flexibility among all
types of size reduction equipment.
variety of configurations from a "conventional" type unit
that normally has a horizontal waterbath between the
pelletizer and die to cool strands, to various "self
stranding" types.
They are available in a
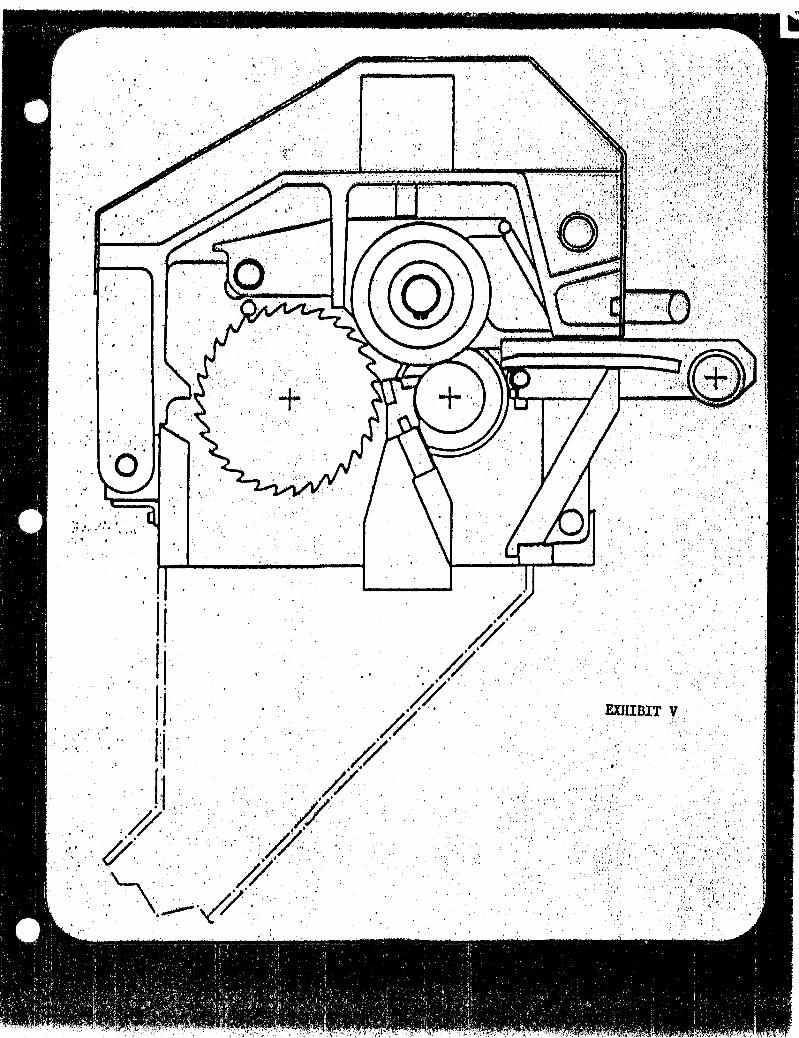
In all cases with a strand pelletizer, polymer is forced
through a die and formed into individual strands. These
strands are then pulled or guided by the pelletizer's feed
The Group
rolls to the point of cutting. A set of rotating blades
("rotor") cuts the polymer strands against a fixed blade
("bedknife").
length and generally cylindrical in shape (square or other
pellet shapes can be produced depending on the die hole shape
used). See Exhibit V for a typical strand pelletizer cutting
chamber configuration.
3
This machine produces pellets of uniform
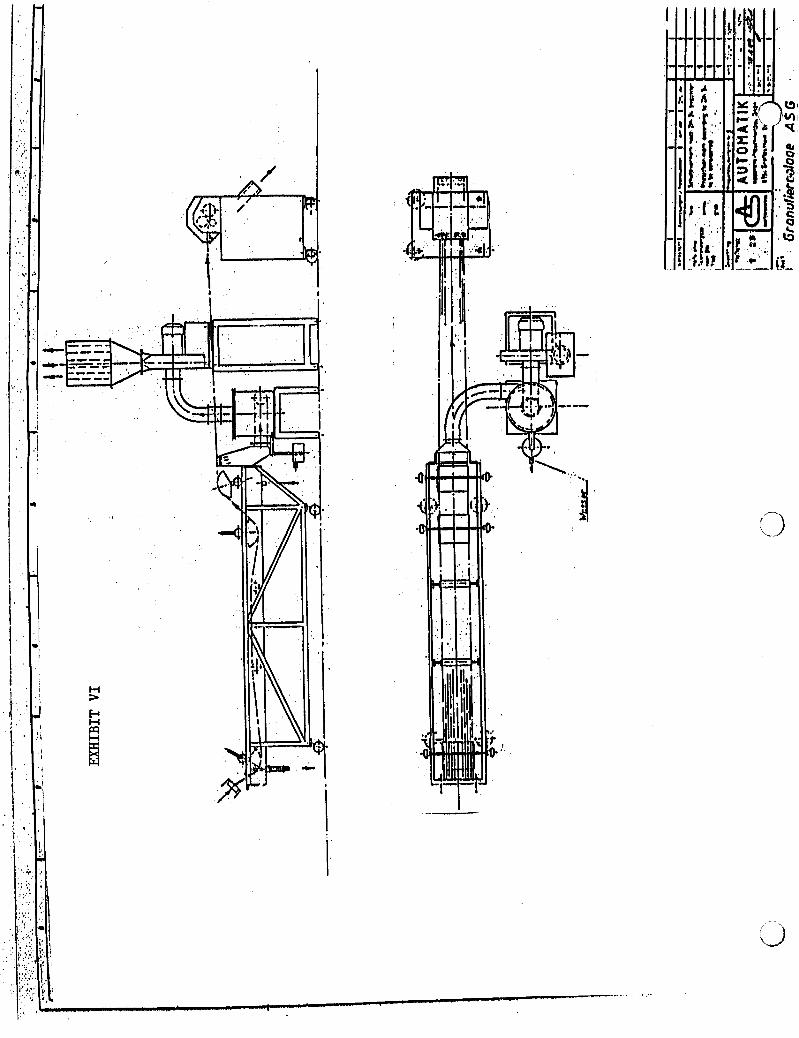
Exhibit VI shows a typical "conventional" strand line,
including water bath, airknife, and pelletizer. The strands
from the die fall into the waterbath. To start the machine
an operator pulls these strands through the waterbath and
feeds them into the pelletizer.
pelletizer cutting head then will pull the strands in and
continuously feed them to the cutting point.
The pull rolls inside the
3
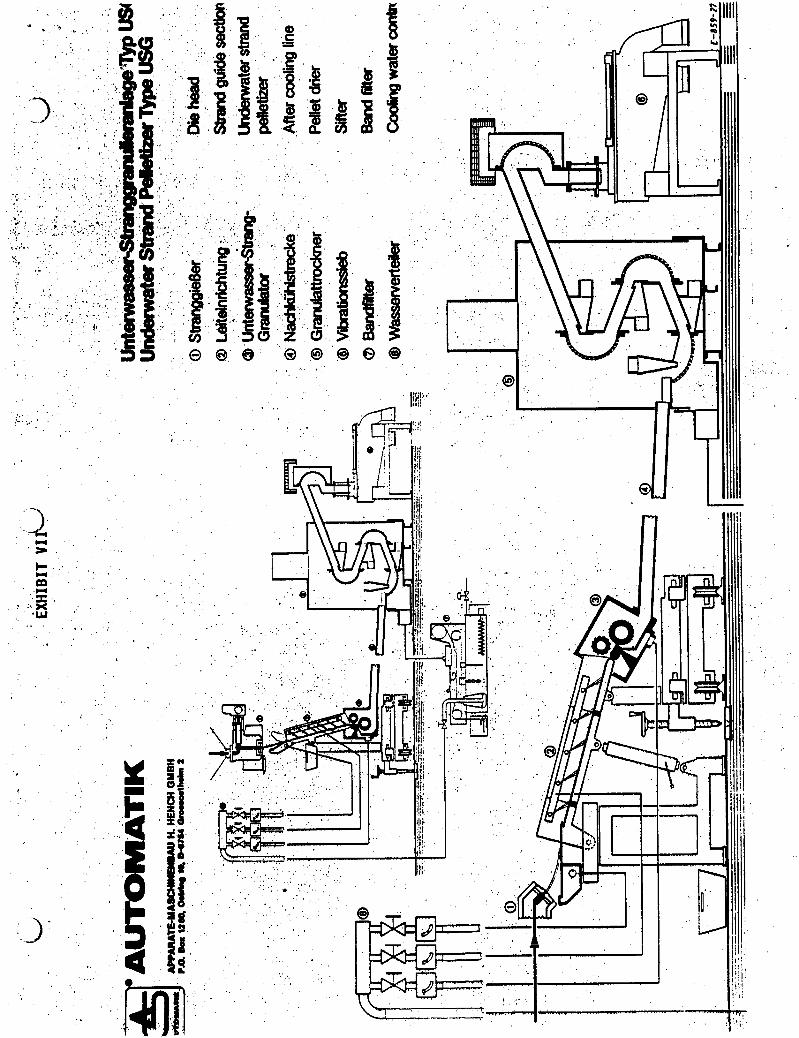
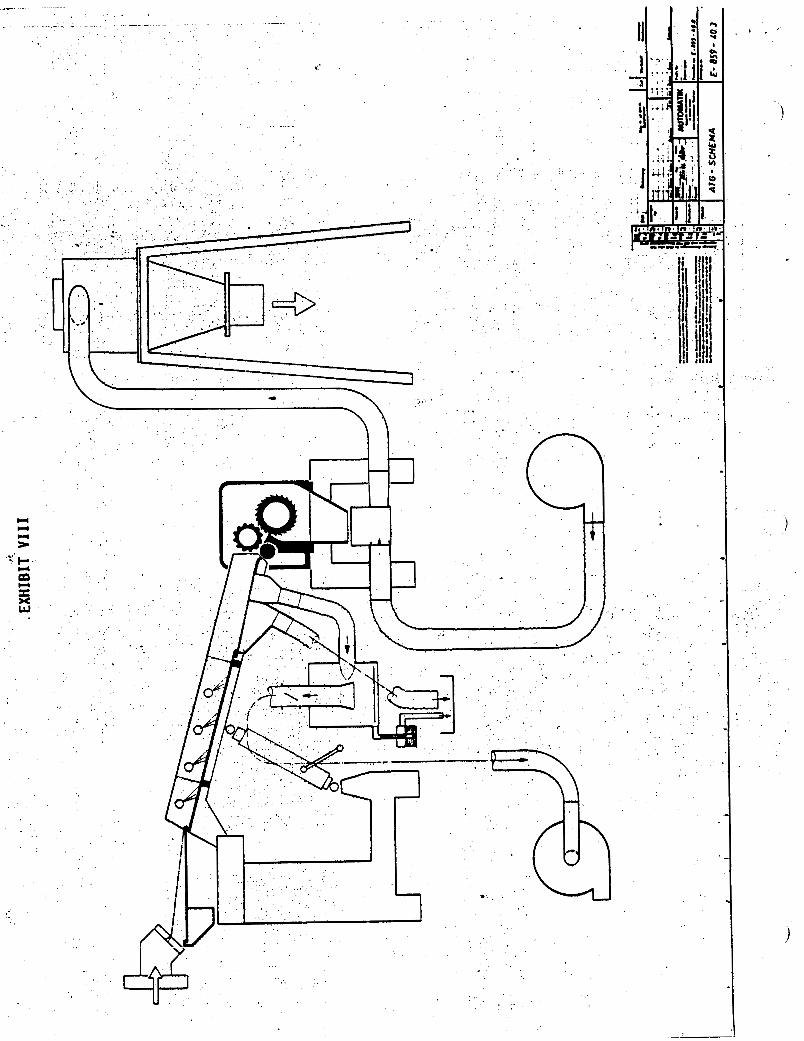
Exhibit VI1 and Exhibit VI11 illustrate two types of self
stranding pelletizers.
pelletizer will be demonstrated later today at our facility
here in Charlotte. This machine is also produced in a
vertical configuration which is particularly suited to
polymers that need very short cooling times or are of very
low viscosity. The dry cutting type ATG is used primarily
for filled polymers or polymers that should not be cut
underwater.
The USG horizontal type underwater
AUTOMATIK )
The Group
In each type, the strands are continuously and automatically
fed to the pelletizer by means of a water trough or sluice.
This trough has a water flow that both transports the strands
from the die to the pelletizer as well as cools them on the
way.
directly into the cutter where the pellets are cut
underwater. After cutting, the pellets are carried in the
resulting slurry to a dewatering dryer where the water is
removed and dry pellets are discharged to the users
collection system.
In the USG type system, the water and strands go
In the ATG dry cutting type system, the water is removed from
the sluice and the strands are vacuumed by an airknife to
remove surface moisture before they enter the cutting
chamber. Pellets are cut dry, and are transported to a
cyclone separator by an integral blower. The dry pellets are
then discharged to the users collection system at that time.
Self stranding pelletizers in general provide the benefits of
strand pelletizing in their flexibility and pellet shape,
while giving the added benefits of increasing productivity
through reduced manpower and reduced waste. These machines
are also safer to operate than conventional strand machines,
as you will see later today.
L '- E X H I M I . . d e .
. .. - . . 'SIZE REDUCTION EQUIPMENT
.. .
. . - - .
. . . . . .
. . . . . .
- . . .
. ..
. TYPE - POLY MER. APPLICATIONS CAPACITY RANGE '(LB/HR)
up t o 10,000
Underwater type Polyolefins, polystyrene U p t o 70,000
Up t o 5,000 Water Ring type ' All thermoplastics except
nylons & polyesters
Dry Cut Polyolef.ins, styrenics, engineering thermoplastics U p t o 15,000 '
I
Strand Type' . PVC, polyolefins, nylon, thermoplastic polyester, U p t o 15,000 p o 1.y c a r b o n a t e
Source: Plastics Compounding 1991/92 Redbook
. . . . . .
. ..
, .
. .
. .
. . . .
..
EXHIBIT 11
LEAOIHG AOTOR KNIFE -~ 1 A L T E R Y E ROTOR KNIFE
1 LEADING ROTOR KNIFE \ ALTERNATE ROTOR KNIFE
. FRESHLY SEVERED PELLET. " . .
Figure 42. Cuttfng prfnclple of notched-knife dfcer. (Source: Cumborland)
Figure 43. CuttingprInclple o f rutchet-tooth dlcer. (Source: Cum b e rlan d)
LENGTHWISECUT
Figure 45. Angle-feed dfcer. Figure 46. Repluceuble-knife angle-feed dicer. (5ource: cum- . . beF1und)
I21 I
i--
Figure 44. Operatfon of rlftterl chopper. (Source: Day Mixing)
ffgure 47. Integral-knife s p t rol-type angle-feed dfcer.
PLASTICS C O M I O U I I D W 1991191 \ REDWOK
.i
. . . .
C ' . . . . . .
. .
. . 2' . .
. ._. . . . . . .
i I I .i '
i
i i I
!
KNIFE HUB . .
Figure 52. Vertical undema- '
ier pelle f her. (Source: A PV ChemicalMochtnery)
WATER AND PELLETS
.
Figure 53. Horizontal unde- water pelletizer. (So wee: Werner & Pfleiderer)
f I
I . I
--
. . ,.
. . , . . .
. . 1:. .
I 1
. . ; . . . .
.. '
. . . . .
Recommended

![Optimize Strand Pelletizing.ppt - K Messe · 2016-08-05 · BKS pelletizing and pulverizing technology is a relatively new developed business with the headquarter in Belgium [Lambermont],](https://img.pdfslide.net/doc/110x75/5f0c5a927e708231d434fbe3/optimize-strand-k-messe-2016-08-05-bks-pelletizing-and-pulverizing-technology.jpg)















