Embed Size (px)
Citation preview

Instituto tecnológico de Mexicali
Análisis de datos experimentales
3ra Unidad
Diagramas de control
Norman Rivera
Blancas Wong LuisAlaniz Tolosa EnriqueCorona Juarez Oscar Ruben

Introducción
Bueno en esta unidad veremos que tan importante es el control de variables ya que en la industria es imposible crear 2 productos iguales pero gracias a este tipo de herramientas podemos crear limites para minimo mantener el producto dentro de un limite.

Contenido
¿Qué es una variable? ¿Qué es un atributo? ¿Qué es un diagrama de control? Diagramas de control de variable (X, R, y S) Diagramas de control de atributos Ejemplos

¿Qué es una variable?
una variable es un símbolo constituyente de un predicado, fórmula, algoritmo o de una proposición. El término «variable» se utiliza aun fuera del ámbito matemático para designar una cantidad susceptible de tomar distintos valores numéricos dentro de un conjunto de números especificados.

¿Qué es un atributo?
un atributo es una especificación que define una propiedad de un objeto, elemento o archivo. También puede referirse o establecer el valor específico para una instancia determinada de los mismos.

¿Qué es un diagrama de control?
Los gráficos de control o diagramas de control se utilizan para controlar el desarrollo de los procesos de producción e identificar posibles inestabilidades y circunstancias anómalas.

A los diagramas de control que se usan para las variables continuas se llaman diagramas de control de variables. Existiendo tres ejemplos:
El diagrama X El diagrama R El diagrama S
A los diagramas de control que se usan para las variables binarias o discretas se les llama diagramas de control de atributos.
El diagrama p es el diagrama mas comúnmente utilizado para variables binarias.
El diagrama c se utiliza para las variables discretas.

Dependiendo del diagrama de control utilizado en los procesos, será esta la característica de calidad con la que se mido una:
Variable continua. Variable binaria. Variable discreta.

los gráficos de control por atributos
EN LOS GRÁFICOS DE CONTROL POR ATRIBUTOS, EL CONTROL DEL PROCESO SEREALIZA MEDIANTE ATRIBUTOS DE TIPO DICOTÓMICO. ASÍ, SE PUEDEANALIZAR SI EL PRODUCTO O SERVICIO POSEE O NO UNA DETERMINADACARACTERÍSTICA (ATRIBUTO): COLOR, FORMA, DEFECTO, TIPO, ETC.Y EN GENERAL SE ABORDA DICHO ANÁLISIS MEDIANTE PREGUNTAS DEL TIPO:ACEPTABLE/NO ACEPTABLE, SI/NO, FUNCIONA/NO FUNCIONA, ETC.

Este gráfico trata de mostrarnos la distribución que siguen en eltiempo los estimadoresX (media) y R (rango), identificativos del valorcentral y la dispersión de los valores de cada muestra extraída. Losvalores de estos estimadores variarán de una muestra a otra en el proceso de inspección; por tanto, lo que nos interesará predecir, sonlos límites entre los que variarán dichos estimadores, supuesto queel proceso está bajo control (esto es, cuando no existen causasespeciales que distorsionen el proceso).

El procedimiento que debe seguirse para su construcción exigecontar con una hoja de recogida de datos, en la que se indicará eltamaño de las muestras, la frecuencia con que deben tomarse y elnúmero de muestras necesarias para obtener cierta significaciónestadística en nuestro estudio

De cada una de las muestras se van a vigilar dos valores: uno es lamedia y el otro el rango (diferencia entre el mayor valor y el menorde los datos de la muestra). Puede admitirse que cada uno deestos dos valores sigue una distribución normal a lo largo delproceso de muestreo, es decir:

Además, la relación que existe entre las desviaciones de estasdistribuciones, la desviación estándar de la población (σ), y el rangomedio ( ) es:

donde d2, d3 son coeficientes cuyo valor depende del tamaño decada muestra.

INTERPRETACIÓN DEL GRÁFICO (X-R )
Desde el punto de vista del control y mejora del proceso, no bastacon saber construir los gráficos de control; es necesario saberinterpretarlos, con el fin de averiguar lo que le está sucediendo alproceso en el transcurso del tiempo: causas de variaciónespeciales, sesgos, tendencias, etc.

Antes de aceptar los gráficos anteriores para el control futuro, esnecesario comprobar que el proceso esta bajo control estadístico,lo cual ocurre cuando: - Ninguno de los valores del Rango queda fuera de los limites decontrol de Rango. - Ninguna de las Medias esta fuera de los limites de control de lasMedia.

No haya dos Medias seguidas fuera de los limites deadvertencia, (estos se toman con una amplitud de dos veces ladesviación típica).- En siete muestras consecutivas no puede haber mas de dosMedias fuera y del mismo lado de los limites de advertencia.

EJEMPLO DE GRAFICOS X-R.
A) A continuación se muestra la representación del gráfico () correspondiente a los datos de 25 muestras de tamaño 5 de los diámetros de determinadas piezas.

s diámetros de determinadas piezas. x1 x2 x3 x4 x5
001 10.440 10.500 10.450 10.440 10.520
002 10.640 10.530 10.600 10.520 10.510
003 10.550 10.510 10.470 10.450 10.420
004 10.530 10.520 10.560 10.590 10.600
005 10.520 10.430 10.440 10.460 10.500
006 10.450 10.460 10.610 10.480 10.550
007 10.530 10.610 10.480 10.400 10.480
008 10.450 10.500 10.450 10.530 10.470
009 10.520 10.560 10.530 10.580 10.660
010 10.560 10.500 10.400 10.510 10.640
011 10.530 10.480 10.560 10.550 10.580
012 10.560 10.430 10.430 10.420 10.510
013 10.500 10.720 10.480 10.450 10.500
014 10.470 10.530 10.560 10.520 10.470
015 10.530 10.560 10.600 10.690 10.550
016 10.510 10.630 10.620 10.590 10.610
017 10.500 10.510 10.400 10.520 10.520
018 10.540 10.460 10.490 10.450 10.460
019 10.490 10.550 10.510 10.560 10.490
020 10.620 10.500 10.600 10.610 10.620
021 10.540 10.590 10.630 10.580 10.560
022 10.420 10.550 10.480 10.500 10.500
023 10.520 10.600 10.510 10.520 10.500
024 10.570 10.720 10.640 10.730 10.590
025 10.600 10.570 10.600 10.480 10.500
x1 x2 x3 x4 x5001 10.440 10.500 10.450 10.440 10.520002 10.640 10.530 10.600 10.520 10.510003 10.550 10.510 10.470 10.450 10.420004 10.530 10.520 10.560 10.590 10.600005 10.520 10.430 10.440 10.460 10.500006 10.450 10.460 10.610 10.480 10.550007 10.530 10.610 10.480 10.400 10.480008 10.450 10.500 10.450 10.530 10.470009 10.520 10.560 10.530 10.580 10.660010 10.560 10.500 10.400 10.510 10.640011 10.530 10.480 10.560 10.550 10.580012 10.560 10.430 10.430 10.420 10.510013 10.500 10.720 10.480 10.450 10.500014 10.470 10.530 10.560 10.520 10.470015 10.530 10.560 10.600 10.690 10.550016 10.510 10.630 10.620 10.590 10.610017 10.500 10.510 10.400 10.520 10.520018 10.540 10.460 10.490 10.450 10.460019 10.490 10.550 10.510 10.560 10.490020 10.620 10.500 10.600 10.610 10.620021 10.540 10.590 10.630 10.580 10.560022 10.420 10.550 10.480 10.500 10.500023 10.520 10.600 10.510 10.520 10.500024 10.570 10.720 10.640 10.730 10.590025 10.600 10.570 10.600 10.480 10.500

Con la tabla inicial de datos los gráficos que se obtienen son lossiguientes:

En el diagrama X se detecta un punto fuera de controlcorrespondiente a la muestra 24, mientras que en el R todos estánentre los límites. Enmascarando esta muestra y volviendo a dibujarlos gráficos se detecta otro punto fuera de control, esta vez en elgráfico R correspondiente a la muestra 13, la cual volvemos aenmascarar. Para ello seguiremos los siguientes pasos:

Calcularemos en primer lugar los rangos de cada muestra, Ri , yel rango medio, , con la información contenida en la ficha de control:

Los limites de control para los rangos vienen dados por lasexpresiones en función de D3 y D4 es: = * = = 2,115 x 0,126 = 0,266 = * = = 2,115 x 0,126 = 0,266Siendo los valores de D 3 y D 4 los correspondientes a la tabla anterior para un tamaño de muestra, n, igual a 5.

B) Se comprueba a continuación si el rango de alguna de lasmuestras cae fuera de los Límites de Control. Si esto ocurre, seinterpretará que la(s) muestra(s) correspondiente(s) pertenece(n) auna población distinta o a un momento en el que el proceso estuvofuera de control. En cualquier caso, dichas muestras no seránconsideradas y se procederá a calcular unos nuevos R y LCR con lasmuestras restantes.

En el presente caso, sólo el rango de la muestra i=13 está fuera de
los límites, pues R13 = 0,27, por lo que debe ser eliminada en ladeterminación del nuevo rango:

= * = 2,115 x 0,12 = 0,266 = * = 0 x 0,126 = 0,266
c) Una vez fijado se calcula el valor de y LC X, utilizando únicamente las muestras no excluidas4 en el apartado anterior, por medio de las expresiones ya vistas. Asimismo, se tomará R = 0,12.

= * = 0 x 0,126 = 0,266= * = 0 x 0,126 = 0,266
donde A 2 procede de la tabla anteriormente comentada para n = 5. No obstante algunos autores prefieren considerar todas las muestras.

Calcule los límites de control 3s superior e inferior del diagrama X– para los datos de humedad de la tabla 10.1.
SoluciónCon la muestra 6 eliminada, el valor de X– es 2.658, y el valor de s– es 0.2354. El tamaño de la muestra es n =5. De la tabla se tiene que A3 1.427. Por tanto, el límite de control superior es 2.658 (1.427)(0.2354) 2.994, y el límite de control inferior es 2.658 – (1.427)(0.2354) 2.322.

DIAGRAMA DE CONTROL DE ATRIBUTOS P
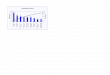
En la siguiente figura tenemos los datos de 24 muestras de producto producido por turno. En la columna producción tenemos el total de producto fabricado por turno. La columna Producto Defectuoso nos indica el número de artículos defectuosos por turno; la columna Número de Defectos nos indica el número de defectos encontrados en la producción de cada turno, nótese que por cada turno el número de defectos es mayor o igual que el número de defectuosos, ya que un artículo defectuoso puede tener uno o más defectos. Finalmente tenemos la columna de Fracción Defectuosa, la fracción defectuosa de un turno se calcula dividiendo el número de productos defectuosos por la producción de ese turno, es decir, los valores de la columna D divididos por los valores de la columna C.


Como recordaremos de un post anterior, los límites de control de un gráfico de fracción defectuosa con tamaño de muestra variable vienen dado por la siguiente fórmula:

Mientras que la fracción defectuosa se p barra, se calcula con la siguiente fórmula:
Figura 3Ahora bien de las ecuaciones de la Figura 2, vemos que para calcular estos límites necesitamos el valor p barra, que es una estimación de la fracción defectuosa y ni, que es el tamaño de muestra de cada turno. Es decir, tendremos límites de control de diferentes tamaños, debido a que los tamaños de muestra son variables.El valor de p barra es entonces:‘
Entonces tenemos ya el valor de p barra y los valores de ni, los cuales son los artículos producidos en cada turno (tamaño de muestra), cuyos valores se muestran en la columna C de la Figura 1. Ya con esto, calculamos los límites de control con las fórmulas de la Figura 1. Los valores se muestran en las columnas K, L y M de la siguiente figura.


Por otra parte, en la columna J, de la figura anterior, tenemos la fracción defectuosa de cada muestra o turno, está se calcula para cada turno, dividiendo el número de defectuosos del turno por el total de artículos producidos.
Con los valores de las cuatro columnas de la Figura 4, podemos construir el gráfico de control. Reitero que en un post anterior que se encuentra aquí, se muestra como se puede hacer este gráfico de control.
Con los datos de la Figura 4, el gráfico de control nos quedaría así:
















![MANUAL DE PRÁCTICAS CONTROL ESTADISTICO DE …ing.ens.uabc.mx/.../control_estadistico_de_procesos[9015].pdf · MANUAL DE PRACTICAS: CONTROL ... Histograma, Diagrama de Tallo](https://img.pdfslide.net/doc/110x75/5b8367a57f8b9a866e8cf8eb/manual-de-practicas-control-estadistico-de-ingensuabcmxcontrolestadisticodeprocesos9015pdf.jpg)