Embed Size (px)
DESCRIPTION
Ekstrudimi i masave plastike Extrude technology of plastic massesBeng. Bahri Fetahi
Citation preview

Lënda : Materialet Bashkohore InxhinjerikeTema: Ekstrudimi I Masave Plastike

1.0 HYRJE
1.1 Historiku
Lënda e parë plastike masive është paraqitë në vitin 1910 në formë të duroplastit fenolik, të njohur me emrin “bakelit”. Në vitin 1926 filloi prodhimi i duroplastit në formë kokrrizash.Diku nga viti 1930 filloi paraqitja e termoplasteve. Pas luftës së dytë botërore masat plastike përjetuan lulëzim të paparë. Zhvillimi dhe rritja e tyre shkoi në llogari të zëvendësimit të materialeve klasike. Koha e tanishme dhe veçanërisht e ardhmja do të jenë gadi të paparamenduara pa këto prodhime njerëzore.

2.0 MASAT PLASTIKE (POLIMERET) Polimeri (polymer) është një molekulë e madhe (makromolekulë) e përbërë nga njësitë strukturore të përsëritura. Këto subnjësi janë të lidhura në mënyrë tipike lidhje kimike kovalente.Në kimin polimerike, njësia strukturore është një bllok ndërtimi i një zinxhiri polimeri. Molekulat përbërëse nga të cilat janë formuar makromolekulat quhen monomeros (mono=e vetme, meros=pjesë).

2.1 Ndarja e polimereve
Sipas prodhimit: Prodhime artificiale Prodhime sintetike
Prodhimet artificiale fitohen kryesisht me procese kimiko-fizike dhe fiziko-mekanike në materialet natyrore.Prodhimet sintetike janë materiale artificiale të cilat formohen me sinteza kimike gjatë së cilës përbërja kimike, struktura dhe vetitë e materialit të fituar dukshëm ndryshojnë dhe dallojnë prej përbërjes kimike.

Materialet polimere sipas prejardhjes mundë të jenë:
NATYRALE (psh., kauçuku natyral)SINTETIKE (psh., goma sintetike, bakeliti, najloni, PVC, polietileni, polipropileni, silikoni).
Materialet artificiale sipas përbërjes kimike mund të ndahen në :
Joorganike (qelqi, porcelani etj.) dheOrganike (bakeliti, PVC, pleksiglasi, polietileni, polistiroli, celofani, celuloidi etj.)
Sipas vetive termike ndahen në dy grupe;
Termoplaste (Plastomere) dheDuroplaste (Duromere)
Termoplastet janë materiale të cilat në gjendje të nxehtë zbuten, bëhen plastike dhe munden lehtë të përpunohen. Pas ftohjes, forcohen dhe bëhen të ngurta. Gjatë nxehjes së serishme përsëri zbuten. Ky proces mund të përsëritet shumë herë dhe masa kimikisht të mos ndryshoj.
Fig.1.1 Vargjet polimere të termoplasteve

Duroplastet (masat termoreaktive), janë masa plastike, të cilat gjatë nxehjes kimikisht ndryshojnë, zbuten dhe mund të formësohen.Pastaj, për dallim nga termoplastet me nxehjen e dytë fillojnë reaksionet kimike (termoreaktiviteti) të cilat lidhen kimikisht në mes veti dhe formohet rrjeta gjigante hapësinore, dhe bëhen të patretshme në bazat organike.
Fig. 1.2. Rrjeta hapsinore e duroplasteve

Sipas vetive fiziko-mekanike, në bazë të standardit DIN-7731 masat plastike ndahen në:
1. Plastomere (materiale plastike: termoplastet dhe duroplastet)2.Elastomere (kauçukut, silikoni ose tipe të tjera produktesh makromolekulare)3. Fluidoplaste (ngjitësat, llaqet)4. Fibra (sintetike dhe gjysëm sintetike).

Elastomeret kanë lidhje reciproke të dobët të makromolekulave dhe gjithherë janë amorfe.Në temperaturë normale janë elastike (ngjashëm më gomën). Deri në gjendje plastike nuk mund ti sjellim as me nxehje .Këtu bëjnë pjesë psh., kauçuku natyral (NR), polivinili kloridi i butë (PVC), poliuretani (PUR), silikoni (SIR) etj.
Struktura e Elastomereve

2.2 Vetitë e masave plastike
Masat plastike kanë një varg vetish, të cilat materialet klasike, p.sh, jometalet, nuk i kanë.
Vetitë e mira - dendësia e vogël 0.92 – 1.9 g /cm3
- veti të mira izoluese elektrike, - përçueshmëri e vogël e nxehtësisë - qëndrueshmëri të mirë ndaj ndryshkut - nuk kanë ndikim të dëmshëm fiziologjik - përpunohen me lehtësi - mund të ngjyrosën lehtë në brendi dhe sipërfaqësisht. - çmimi i kushtimit i ultë
Vetitë negative të masave plastike në krahasim me metalet janë:
- rezistencë të vogël ndaj temperaturës, - ngurtësia e vogël në shumicën e rasteve, - bymim të madhe në temperaturë, - janë të ndezshme.

2.3 Përdorimi i masave plastike
Masat plastike përdoren : - për prodhimin e artikujve të konsumit të gjerë, siç janë: pajisjet për vizatim dhe shkrim, shishet, paisje kimike dhe farmaceutike.- Për prodhimin e pajisjeve të automjeteve,
aeroplanëve, hekurudhës dhe anijeve. - Për punimin e aparateve teknike, makinave dhe pajisjeve, siç janë: pompat, ventilatorët, dhëmbëzorët, kushinetat, gypat, presat, vinçat. - Për materiale izoluese elektrike dhe termike. - Për prodhimin e elementeve të ndryshme, si: elemente të ndërtimtarisë, dyer, dritare etj.

2.4 Përfitimi i masave plastike
Përfitimi i masave plastike sipas prejardhjes mund të jet:♦ Minerale: Karboni, nafta, gazi tokësor, katrani, acetileni, benzini, etileni, acetoni, acidi klorhidrik, klori, fenoli, urea, etj.♦ Organike:- bimore: druri (kauçuku natyral), celuloza etj.- shtazore: qumështi, kazeina, albuminat etj.

Llojet e prodhimeve finale dhe gjysëmfinale të cilat fitohen prej naftës së papërpunuar

Llojet e prodhimeve finale dhe gjysëmfinale të cilat fitohen prej nxehjes se thëngjilit Destilim i thatë:

Llojet e prodhimeve nga lënda bimore:

2.5 Struktura e materialeve polimere
Polimeri është një molekulë e madhe e përbërë nga njësitë strukturore të përsëritura.

2.6 Llojet e monomereve

2.7 Makromolekulat e disa polimereve


2.8 Struktura molekulare (kimike) e polimereve

2.9 Struktura mbimolekulare (fizike) e polimerive

2.10 Llojet e lidheve polimere a) Lidhjet primare (kimike): lidhja e mereve në zinxhirin makromolekularë.b) Lidhjet sekondare ( fizike): lidhja ndërmjet zinxhirëve makromolekularë.

2.11 Shënimi i materialeve polimere sintetike Homopolimeri është një polimer i përbërë nga një lloj i njësisë së përsëritur. Poli -vendoset Kopolimeri ose heteropolimeri kur janë nga dy (ose më shumë) lloje të monomereve.Shembull:Kopolimeri ABS (Acrylonitrile/Butadiene/Styrene),

2.12 Materiet shtesë në materialet polimere Materialet plastike përmbajn materie shtesë si:- stabilizator,- mbushësa,- zbutës dhe- pigmente ( për ngjyrosje).
Stabilizatorët - janë substanca, të cilat u sigurojnë qëndrueshmëri nga faktorët e jashtëm siq janë: temperatura, rrezatimi i dukshëm ose ultraviolet etj.

Mbushësit - shtihen me qëllim të arritjes së vetive të dëshiruara të plastikës:Përmirësim të vetive mekanike, përçueshmërisë termike ose elektrike, rezistencën ndaj konsumit etj.
Mbushësit mund të jenë:-Pluhur- metalik, grafit, blozë, druri, guri si dhe rërë kuarci,- Fije- metalike, qelqi, azbesti, dhe- Rrjeta metalike, pëlhura etj.

Zbutësit – Si zbutës kryesisht përdoren thartirat organike, amoniaku, alkooli etj.
Pigmentet - shtohen me qëllim që prodhimi të merr ngjyrën e caktuar dhe nuk ndikojnë në vetitë fizike.

2.13 Termoplastet me të njohura
2.13.1 POLIETILENI-PE Pesha specifike: LDPE- i butë (0,91-0,94 kg/dm3) dhe HDPE- i fortë (0,94-0,98 kg/dm3) HDPE-(high-density polyethylene) , LDPE- (low-density polyethylene)

2.13.2 POLIPROPILENI-PP Pesha specifike: (0,9-0,91 kg/dm3)

2.13.3 POLIVINIL KLORIDI-PVC Pesha specifike: (1,1-1,3 kg/dm3)

2.13.4 POLISTIRENI-PS Pesha specifike: (1,0-1,1 kg/dm3)

2.13.5 AKRILONITRIL BUTADIEN STIREN-ABS Pesha specifike: (1,02-1,2 kg/dm3)

2.13.6 POLIAMIDET-PA Pesha specifike (1,02-1,15 kg/dm3)
2.13.7 POLIACETALET-POM (polioksimetilen) Pesha specifike (1,41-1,42 kg/dm3)

2.13.8 POLIKARBONATI-PC Pesha specifike (1,2 kg/dm3)

3.0 EKSTRUDIMI
Ekstrudimi është proqes i pandërprerë i përpunimit të masave plastike. Lëndë e parë plastike, hidhet në cilindër të makinës, brenda cilindrit lënda përzihet, ngrohet, shkrihet dhe homogjenizohet nën veprimin e nxehtësisë dhe të rrotullimeve të vazhdueshme të një apo dy kërmilla, transportohet duke kaluar ndërmjet kërmillit dhe cilindrit dhe në fund në veglën e makinës, merr formën e dëshiruar. Kjo makinë quhet ekstruder

Fig. 3.1 Skema e ekstrudimit: 1- rezervuari, 2-cilindri, 3-boshti kërmillor, 4-nxehësi, 5-vegla
Pjesa kryesore e ekstruderit është kërmilli, i cili është i vendosur paralel me aksin e cilindrit. Forma dhe dimensionet e kërmillit varen nga lloji i materialit që përpunohet, gjegjsisht nga karakteristikat e polimerit.Boshti kërmillor ndahet në disa zona : 1. Zona hyrëse-fillon nga hyrja për furnizim dhe ka për detyrë të transportojë materialin deri në zonën tjetër. 2. Zona e zbutjes - ka për detyrë që masën plastike ta bëjë të shkrishme dhe t’a përcjellë në zonën tjetër në gjendje të homogjenizuar pa prezencë të ajrit. 3. Zona e ndrydhjes – kjo zonë e ndrydh dhe e shtyen masën drejt kokës së ekstruderit.

Ekstruderi mund të jet me një ose dy Kërmilla dhe raporti L : D L- gjatsia e kermillitD- diametri I kermillit
Kapaciteti në orë i ekstruderit llogaritet sipas formulës : K = Gs D∙ 2 T n 60 (gr/h) ∙ ∙ ∙ku janë: Gs –pesha specifike e masës plastike D – diametri i kërmillit në cm T – thellësia e ecjes në cm n – numri i rrotullimit në minutë

Fig.3.2-Prodhime të ndryshme me anë të ekstruderit
Pjeset e ekstruderit
Ekstruderi përdoret edhe në industritë e tjera, siç janë p.sh. brumrat ushqimore, industria e sapuneve, e porcelanit ose e metaleve.

Fig.3.2 ekstruderi

Fig.3.3-Disa tipe profilesh

3.1 Ekstrudimi i gypave dhe profileve Për prodhimin e gypave dhe profileve më së shumti përdoren materialet nga PVC (polivinilkloridi), PE (polietileni me dendësi të vogël dhe të madhe), PP (polipropileni), më rrallë PA (poliamidi), PMMA (polimetilmetakrilati), PC (polikarbonati) etj.
Fig.3.8 -Skica e aparaturës për prodhimin e gypave

3.1.2 Vegla për dhënjen e formës së gypit
Fig.3.9 Vegla për dhënjen e formës së gypit

3.1.3 Elementet themelore të ekstruderit për prodhimin e gypave
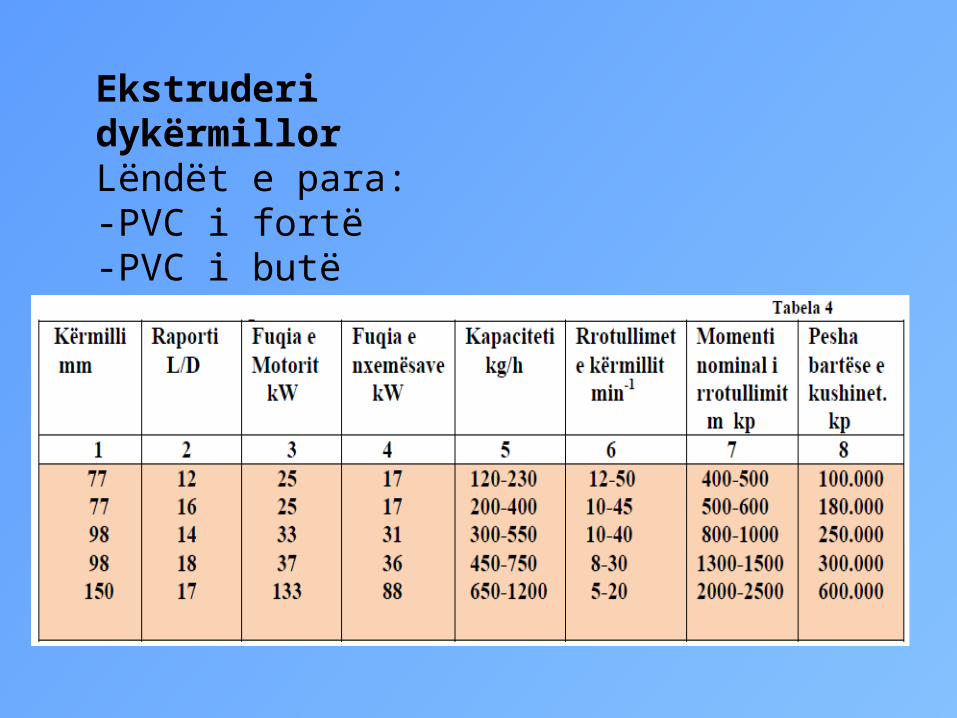
Ekstruderi dykërmillor Lëndët e para: -PVC i fortë -PVC i butë -PVC pluhur

Ekstruderi me një kërmill Lëndët e para: -Polietileni (me dendësi të vogël) -Polietileni ( d. të m.) -Polipropileni -Poliamidi

KUSHTET MESATARE PËR EKSTRUDIMIN E GYPAVE DHE PROFILEVE

3.1.4 Kalibrimi i gypave Gypi i ekstruduar, nuk e ka të saktë prerjen tërthore në dalje nga vegla. Menjëherë pas daljes së materialit plastik nga gryka vie deri te zgjerimi i materialit. Ka mundësi të paraqitjes edhe të dukurisë së kundërt, gjegj. prerja tërthore gjatë daljes nga gryka të zvoglohet.
Fig.3.10- Principi i kalibrimit me ajër

Fig.3.11-Skica e kalibruesit me piston

3.1.5 Ekstrudimi i gypave të brinjëzuar Gypat e brinjëzuar më së shumti prodhohen nga PVC e fortë, PE dhe PP, etj. Keta gypa gjithnjë e më shumë po përdoren në punimet nën tokë.
Rrotullimi rrethor i zingjirëve me veglat në formë të gjysëmunazave të cilat gjatë hyrjes në vegël puthiten njëra mbi tjetrën dhe ashtu në ecje bëjnë kalibrimin.

Fig.3.12-Skema e punimit të gypave të brinjëzuar


Fig.3.13-Gypat e brinjëzuar

3.2 Metoda e ekstrudim-fryrjes 3.2.1 Prodhimi i fletëve të holla (folive) me fryrje Kjo metodë pune shërben për prodhimin e fletëve të holla pa ndërprerje, të cilat në përgjithësi shërbejnë për nevoja të ndryshme. Proqesi i punës qëndron në prodhimin e një gypi të hollë, i cili , pasi të çahet për së gjati, jep një fletë. Për prodhimin e këtij lloji të fletëve vihen në përdorim ekstruderët, që janë të paisur me një kokë të veçantë, e cila siguron nxjerrjen e gypit. Fletët që prodhohen me këtë metodë pune, zakonisht kanë një trashësi ndërmjet 0,01 deri 0,2 mm.

Fig.3.14-Prodhimi i fletëve me metodën e ekstrudim –fryrjes

Fig.3.15- Ekstrudim-fryerja

Për prodhimin e fletëve me fryrje, zakonisht përdoren ekstruderët me një kërmill të madhësisë 45 deri 250 mm e më tepër.
Fig.3.16 Prodhimi I nje produkti nga një balon e madhe

Fig.3.17 Linja prodhuese
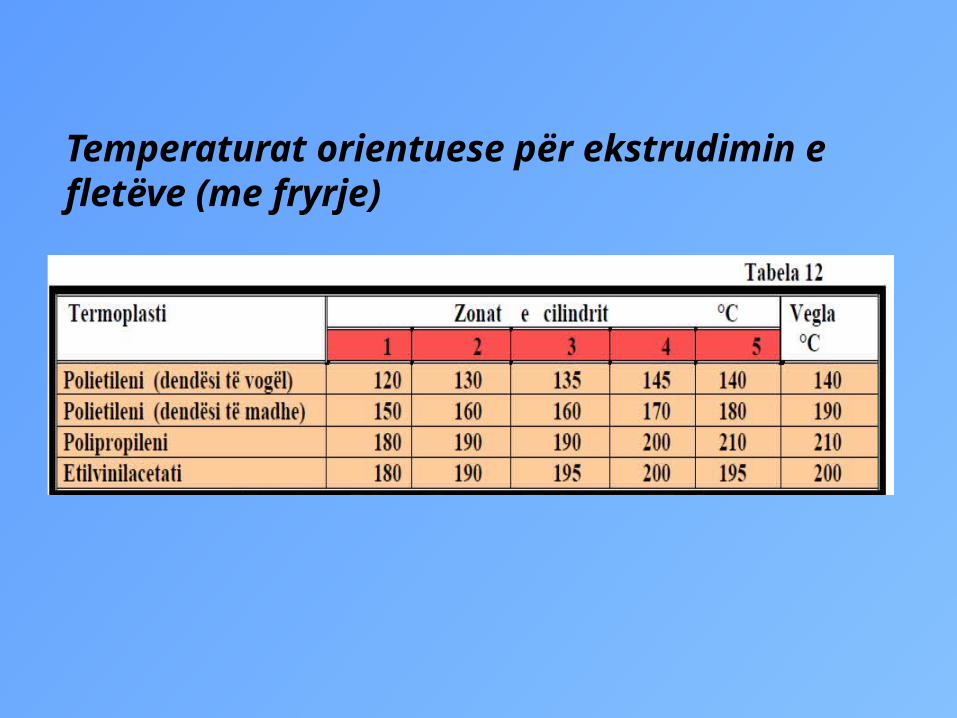
Temperaturat orientuese për ekstrudimin e fletëve (me fryrje)

Fig.3.18 Disa produkte të përfituara me ekstrudim fryrje

4.0 EKSTRUDERËT
Ekstruderët punojnë me një cikël të vazhdueshëm Pjesët përbërëse të një ekstruderi ndahen në:a – Pjesët kryesore të makinësb – Pajisje ndihmëse 4.1 Pjesët kryesore të ekstruderitPjesët kryesore janë: bazamenti, elektromotori me grupin e dhëmbëzoreve, cilindri i ekstrudimit, boshti kërmillor, koka, filiera.

Fig. 4.1 Pjesët kryesore të ekstruderit

Fig. 4.2 Skica e ekstruderit njëboshtore dhe elementet e tij: 1-Motori; 2-Pulexhoja; 3-Reduktori; 4-Kushineta aksiale; 5-Pompa e vajit; 6-Mbështetësi i cilindrit; 7-Cilindri; 8-Boshti kërmillor; 9-Mbështjellësi I cilindrit; 10-Lidhësja; 11-Furnizuesi me rrymë i veglës; 12- Pajisja ftohëse; 13 - Bazamenti i ekstruderit; 14-Pajisja vakuumuese; 15-Pajisja komanduese

4.1.1 Bazamenti Shërben për mbajtjen e të gjitha pjesëve të makinës.
4.1.2. Njësia për ngasja të ekstruderit (reparti i ekstruderit) Funksionin e makinës ngasëse të ekstruderit, zakonisht e kryen elektromotori. Për të rrotulluar boshtin kërmillor përdoren elektromotorë me rregullim kontinual të numrit të rrotullimeve.

4.1.4. Boshti i ekstruderit (boshti kërmillor)
Boshti kërmillor i ekstruderit është elementi kryesor i ekstruderit.Forma, dimensionet dhe materiali i boshtit zgjedhet në varësi të shumë faktorve. Nga kjo rrjedh se nuk ka ndonjë bosht universal.
Boshti mund të ndahet në tri zona kryesore:
I-zona e hyrjes (zona e furnizimit);II-zona e shkrirjes së masës (plastifikimi),III-zona e shtypjes (ndrydhjes) - metering zona

Fig. 4.3 Pozita e boshteve kërmillore te ekstruderi dyboshtor dhe zonat e boshteve

Fig.4.4. Boshti i ekstruderit
Fig. 4.5 Format e ndryshme të majës së boshtit kërmillor

Fig. 4.6 Tipet e boshtit kërmillor: I – me një hap; II- në zonën hyrëse me një hap, e pastaj me dy hape; III – me dy hape.
Hapësira në mes kermillit dhe cilindrit sillet nga 0.8 mm deri 0.6 mmBoshtet me pjerrësi të njëjtë në tërë boshtin, kanë gjerësinë e hapit prej 0.8 D -1.8D.Tek boshtet me pjerrësi që zvogëlohet, gjerësia e hapit mund të zvogëlohet nga 2.1D në 0.8D e më pak

Fig. 4.7 Skema e tre boshetve për fryrjen e foljeve nga polipropileni (PE) dhe polietilenit me dendësi të vogël (PP).

4.1.5. Hinka për furnizim dhe dozim Hinka përdoret për furnizim të nevojshëm të ekstruderit me lëndë të parë.Mbushja e hinkes mund të bëhet në mënyrë automatike por në rezervarë montohen dy sonda të cilat shërbejnë për kyçje dhe ç’kyqje të elevatoritTe rezervarët montohen edhe pllaka magnetike me qëllim të evitimit të pjesëve metalike.
Fig. 4.9 . Mbushja e hinkës së ekstruderit

4.1.6. Vegla e ekstruderit (koka e ekstruderit)
Koka e ekstruderit ka këto pjesë: filieren, mashkullin, mbajtësin e mashkullit, fluturën shpërndarëse, filtrin, elementet e ngrohjes e vidat e centrimit.
Fig. 4.11 Vegla e esktruderit: - ekstrudimi i profilit të plotë
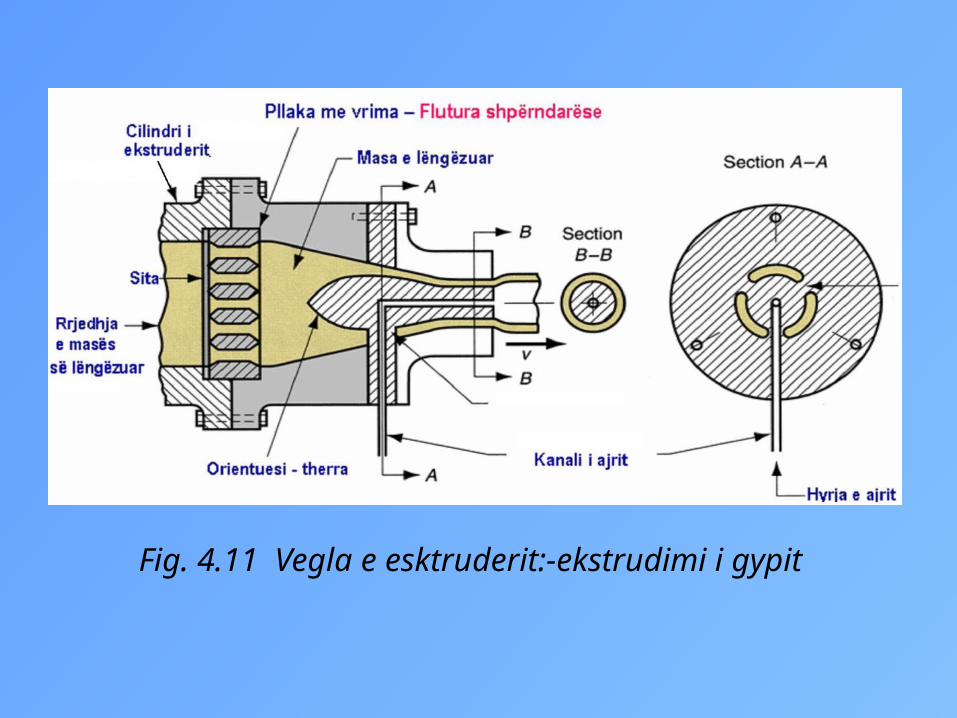
Fig. 4.11 Vegla e esktruderit:-ekstrudimi i gypit

Fig. 4.11 Vegla e esktruderit:-koka për veshjen e telave

Fig. 4.12 Vegla e ekstruderit: a- Vegla për ekstrudim; b- vegla për koekstrudim c, d – prerja tërthore e veglës, e-pamja e pjesës së
fundit të veglës

4.2 Rregullimi i temperaturës së cilindrit
Rregullimi i saktë i temperaturës luan rol me rëndësi në procesin e ekstrudimit. Ekzistojnë sisteme të ndryshme të ftohjes së ekstruderit, në varësi nga prodhuesi dhe tipi i ekstruderit. Shumica e ekstruderëve përdorin ajrin, ujin ose kombinimin e tyre për ftohje.

4.2.1 Temperimi i cilindritTemperimi i cilindrit bëhet me kombinim të nxehjes me trupa ngrohës dhe ftohjes me ventilator ose me ujë. Sot me se tepermi përdoren nxehsit me rrym (induksion).
Fig.4.13 Trupi ngrohës
Fig.4.14 Nxehësit e ndryshem

4.2.2 Sistemi i ftohjes së cilindrit Për ftohjes të cilindrit të ekstruderit përdoret ajri dhe lëngu.
Fig. 5.15 Parimi i temperimit të cilindrit të ekstruderit (Bone): 1-nxemja dhe ftohja e cilindrit (këmishëza), 2 elementi nxehës, 3-hyrja e ujit të ftohtë, 4-treguesi I rrjedhjes, 5- valvula magnetike, 6- gypi kthyes, 7- hyrja për ujë të ftohtë, 8-rezervuari, 9-këmbyesi i nxehtësisë, 10- pompa e ujit, 11- prurja e ujit të ftohtë.

Sistemi me prioritet ftohje: 1-gypi për ftohje, 2-nxehësi, 3-diametri I gypit për ftohje
Sistemi me prioritet nxehëjen: 1-gypi për ftohje, 2-nxehësi, 3-diametri I gypit për ftohje

4.5 Sistemi i filtrimit të masës
Filtri.- Shërben për të penguar kalimin e papastërtive dhe kokrrizave të paplastifikuara nëpër filierë. Ky filter metalik vendoset në pjesën e fundit të cilindrit dhe është i demontueshëm. Ndërrimi i filtrit mund të bëhet në mënyrë jokontinuale, gjysmëkontinuale dhe kontinuale.
Mënyra jokontinuale. Me këtë metodë bëhet ndërrimi i filtrit pas ndërprerjes së punës së makinës.
Mënyra gjysmë kontinuale. Ndërrimi i filtrit bëhet vetëm për disa sekonda, andaj edhe metoda është shumë praktike.

Fig.4.17 Ndrruesi gjysmë kontinual i filtrit

Fig.4.19 Ndrrimi hidrualik me një filter
Fig.4.20 Ndrrimi hidrualik me dy filter

Mënyra kontinuale. Ky sistem i ndërrimit të filtrit punon pa u ndalë procesi i punës së makinës dhe është proces shumë i lehtë.
Fig.4.18 Ndërruesi kontinual i filtrit

Mashkulli.- Shërben për të rregulluar përparimin e brumit të plastifikuar drejtë filierës.
Flutura shpërndarëse (pllaka me vrima) shërben për shpërndarjen e lëndës në mënyrë të barabartë që rrjedhshmëria e lëndës plastike të bëhet e njëllojtë në daljen e vet nga filiera.
Filiera.- Është pjesë e cila përcakton trajtën e jashtme të profilit që prodhohet. Vrima e saj duhet t,i përshtatet lëndës plastike me të cilën punohet. Një filierë e saktë dhe e mirëmbajtur mund të prodhojë mbi 100.000 metra lineare prodhim me masa te pa ndryshueshme.
6.0 LITERATURA1. Dr.sc. Hysni OSMANI “Makinat për përpunimin e materialeve polimere” 20082. Dr.sc. Hysni OSMANI “Materialet mekanike” prishtinë 20083. Dr.sc. Nexhat QEHAJA “Polimeret I” (Ligjerata të autorizura), Prishtinë 20114. Dr.sc. Nexhat QEHAJA “Polimeret II” (Ligjerata të autorizura), Prishtinë 20115. Fatmir QERKINI “Teknika e përpunimit të materialeve polimere” (ligjerata të autorizura), Ferizaj 20046.http://www.wabensandwich.de/Ausgangswerkstoffe/matrixwerkstoffe/ 7.http://www.cgg.at/www.cgg.at/chemie/schuelerdaten_alt/berufswettbewerb_2000_01/3a/erhart_gagyi.htm 8. http://www.pitfallsinmolding.com/extrusion1.html





























