Embed Size (px)
Citation preview

X X X N 7 . 7 X
STEELHEAT TREATING AND ALLOYSELECTION
INLAIN4D NORTHWESTMETALLURGICAL SERVICES, 1744--
Excellence in Heat 73-eating,* the NorthwestDan TabishPresident
I 6203 E. Marietta Ave. • Spokane, Washington 99216(509) 922-7663 • 1-800-379-2231 • FAX: (509) 922.-7626
dan4inlandmet,com www.intandmet.corn - cell: (509) 939-1590

What is the difference between Iron, Steel, and Cast Iron??
► Iron – Elemental Fe
Limited engineering usefulness
Allotropic element – exists in more than one crystalline form

Alloying
►Alloying is the intentional addition of elements to a metal. Improvements to properties such as strength, fracture
toughness, corrosion resistance and other properties
Is steel an alloy?
What is the base metal?
What are the different alloying elements?

►Steel – Alloy of Fe and other elements
Primary ingredient is carbon
Carbon capitalizes on the allotropic phenomenon of iron and turns it from mediocrity into the position of the world’s unique structural material.
- normally < 1% carbon, but can be as high as 2%.
- normally < 1% manganese, but can be higher.

Cast Iron – Alloy of Fe and other elements
• Carbon content exceeds the solubility in the iron and therefore forms graphite in various forms within the structure.
• - normally 2.5 % - 4.0 % carbon
• - normally 1.0 % - 3.0 % silicon

Graphite in form of flakes
Engine cylinder blocks, flywheels,
gearbox cases, machine-tool bases

Graphite in form of nodules
Gears, camshafts, crankshafts

With a lower silicon content (graphitizing agent) and
faster cooling rate, the carbon in white cast
iron precipitates out of the melt as the metastable
phase cementite, Fe3C, rather than graphite
Too brittle for most structural components, but very useful
in wear applications.

Plain Carbon Steel
• Typical Composition
0.05 to 1.0 % Carbon
~ 0.25% Silicon
~ 0.5% Manganese
Maximum of 0.04% Sulfur
Maximum of 0.04% Phosphorus
• Also referred to as “mild steel”
• Examples are 1018, A36
Alloy Steel • Plain carbon steel with intentional additions of chromium,
nickel, molybdenum, tungsten, vanadium, etc.
• Examples are 4130, 4140, 4340, 8620

Low Carbon Steels • 0.05 – 0.25 % Carbon
• Case hardening
Medium Carbon Steels
• 0.30 – 0.65 % Carbon
• Through hardening
High Carbon Steels
• 0.60 – 1.0 % Carbon
• Springs and coils

Alloy steel with > 12% chromium
300-series • Examples are 304, 316, 321 (nickel and chromium)
400-series
• Examples are 410, 416, 420, 440A, 440B, 440C (no nickel)
Precipitation-hardenable
• Examples are 13-8 PH, 17-4 PH, 15-5 PH, and 17-7 PH (nickel and chrome)

• Generally any steel used to manufacture tools or dies.
• Specifically specialized steels with chemistries that are balanced for given applications and heat treatment. Examples are O1, A2,
D2, S7, H13, M2, M4, M42

ASTM Specifications
AMS Specifications
Unified Numbering System
(UNS)
AISI / SAE Designations
• Dominant system for
identifying steels

American Society of Testing & Materials All of the ASTM specs for steel start with “A”
• ie. ASTM A36, ASTM A514, ASTM A148 Chronological order of acceptance The numbers don’t mean anything Most common ASTM steel specs are:
• A36 – structural mild steel – 36,000 psi yield min
• A588 – structural mild steel - 50,000 psi yield min
• A514 – heat treated grade – 100,000 psi yield min Also referred to as “T1”
• Except for stress relieving and some carburizing, these steels are normally not heat treated.

110ANNUAL BOOK OF ASTM STANDARDS
Listed by Section and Volume
Section I— Iron and Steel ProductsVolume 01.01 Steel—Piping, Tubing, FittingsVolume 01.02 Ferrous Castings; FerroalloysVolume 01.03 Steel—Plate, Sheet, Strip, Wire; Stainless Steel BarVolume 01.04 Steel—Structural, Reinforcing, Pressure Vessel, RailwayVolume 01.05 Steel—Bars, Forgings, Bearing, Chain, SpringsVolume 01.06 Coated Steel ProductsVolume 01 07 Ships and Marine Technology
Section 2—Nonferrous Metal ProductsVolume 02.01 Copper and Copper AlloysVolume 02.02 Aluminum and Magnesium AlloysVolume 02.03 Electrical ConductorsVolume 02.04 Nonferrous Metals—Nickel, Cobalt, Lead, Tin, Zinc, Cadmium, Precious, Reactive, Refractory Metals and
AlloysVolume 02.05 Metall ic and Inorganic Coatings; Metal Powders, Sintered P/M Structural Parts
Section 3— Metals Test Methods and Analytical ProceduresVolume 03.01 Metals—Mechanical Testing; Elevated and Low-Temperature Tests; MetallographyVolume 03.02 Wear and Erosion; Metal CorrosionVolume 03.03 Nondestructive TestingVolume 03.04 Magnetic Properties; Materials for Thermostats, Electrical Heating and Resistance, Contacts, and ConnectorsVolume 03.05 Analytical Chemistry for Metals, Ores, and Related Materials (I): C 571 7 E 354.

( I D Designation: A 3 6 / 4 36M — 94
Standard Specif ication f o rCarbon Structural Steel 'T h i s standard is issued under the f ixed designat ion A 3 6 / A 361W the n u m b e r immed ia te l y f o l l ow ing the designat ion indicates the yearof or iginal adop t ion o r. In the case o f revision, the year o f last revision. A n u m b e r in parentheses indicates the year o f last reapproval.A superscr ipt eps i lon ( ) indicates an ed i to r ia l change since the last rev is ion o r reapproval .
This .vandarei has been a p p r m e d fo r use b y agencies o f the Depa r imen t f DIICHNe. C a n s a l l t h e D f i l ) I n / e x ' / Spec 1;4:alums a n dStandards fo r the specif ic year o f issue which has been adapted by M c Depar tment rtt Defense.
1. Scope1.1 T h i s specif ication' covers carbon steel shapes, plates,
and bars o f structural qua l i t y f o r use i n r iveted, bol ted, o rwelded construction o f bridges and buildings, and for generalstructural purposes.
1.2 Supplemental requirements are prov ided where i m -proved internal qual i ty and notch toughness are important .These shall apply only when specified by the purchaser in theorder.
1.3 W h e n the steel is to be welded, i t is presupposed that awelding procedure sui table f o r the grade o f steel a n d i n -tended use o r service w i l l be ut i l ized. See Append ix X 3 o fSpecification A 6 / A 6 M fo r in format ion on weldabi l i tv.
1.4 T h e purchaser s h o u l d cons ide r spec i fy ing supp le -mental requirements, such as f ine austenit ic grain size andCharpy V- N o t c h I m p a c t requirements. w h e n G r o u p 4 o rGroup 5 w ide f lange shapes are specified f o r use i n o therthan co lumn or compression applications.
1.5 T h e values stated i n e i the r inch-pound u n i t s o r S I(metric) u n i t s a re t o b e regarded separately as standard.Wi th in t h e text , t h e S I u n i t s are shown i n brackets. T h evalues stated i n each sys tem a r e n o t exac t equivalents,therefore, each system m u s t b e used independent o f theother. Combin ing values f rom the two systems may result innonconformance wi th this specification.
2, Referenced Documents
2.1 A S T M Standards.-
TA B L E 1 A p p u r t e n a n t Ma te r i a l Spec i f i ca t i onsNOTE—The speci f ier shou ld De sat isf ied o f the suitabil i ty o f these mater ia ls for
true i n t e n d e d app l i ca t i on . C o m p o s i t i o n a n d / o r mechan ica l p r o p e r t i e s m a y b edifferent than speci f ied i n A 3 6 / A 36M.
Mater ial A S T M Designat ion
Steel r ivetsBoltsHigh-strength b o n sSteel nu tsCast s teelForgings (carbon steel)Hot-rol led sheets and s t r ipCold- lo rmedHot - fo rmec tub ing
A 502, Grade 1A 307, Grade A or F 568 C l a s s 4.6A 325 o r A 3 2 5 MA 563 o r A 5 6 3 MA 2 7 / A 27M. Grade 6 5 - 3 5 [450-2401A 668, Class DA 5 7 0 / A 570M. Grade 36A 500, Grade BA 501
A 500 Specif ication f o r Cold-Formed Welded and Seam-less Ca rbon Steel S t ruc tu ra l Tu b i n g i n R o u n d s a n dShapes°
A 50 I Specif icat ion fo r Hot-Formed Welded and SeamlessCarbon Steel Structural Tubing6 •
A 502 Specif ication f o r Steel Structural Rivets5A 563 Specif ication f o r Carbon and A l l oy Steel Nuts5A 563M Speci f icat ion f o r Carbon a n d A l l o y Steel N u t s
[Metric]5A 570/A 5 7 0 M Speci f icat ion f o r Steel, Sheet and St r ip ,
Carbon, Hot -Rol led, Structural Quality7A 668 Specif ication f o r Steel Forgings, Carbon and A l loy,
for General Industr ia l UsesF 568 Specif ication f o r Carbon and A l loy Steel External ly
Threaded Met r i c Fasteners5
I n t

Aerospace Materials
Specifications
Chronological order of
acceptance • The number normally means nothing

-
INITg The Engineering Society— F o r Advanc ing Il itobility
- L a n d Sea Ai r and Space®: ) i N T E R N A T I O N A L M A T E R I A L
AEROSPACE / t D . g i U •
IsSued400 Commonwealth Drive, Warrendale, PA 15096-0001 SPECIFICATION
Submitted for recognition as an American National Standard 1
Aluminum Allay Alclad 7075, Plate and Sheet
NOTICE
ANIS-W.-A-250M 3
AUG 1997
UNS A87075
This document has been taken directly from Federal Specification QQ-A-250113E, Amendment 1, andcontains only minor editorial and format changes required to bring it into conformance with thepublishing requirements of SAE technical standards.
The original Federal Specification was adopted as an SAE standard under the provisions of the SAETechnical Standards Board (TSB) Rules and Regulations (TSB 001) pertaining to accelerated adoptionof government specifications and standards. TSB rules provide for (a) the publication of portions ofunrevised government specifications and standards without consensus voting at the SAE Committeelevel, (b) the use of the existing government specification or standard format; and (c) the exclusion ofany qualified product list (QPL) sections.
The complete requirements for procuring 7075 aluminum alloy alclad plate and sheet described hereinshall consist of this document and the latest issue of AMS-QQ-A-250.
1. S C O P E AND CLASSIFICATION:
1.1 S c o p e :
r h i s s p e c i f i c a t i o n L o v e r s t h e speLATic r e c l u i r e m , , n t s f o r 7 0 7 5 a i u m i n u m a u o y Hicia,..1 p l a t e a n d s h e e t
1

Developed by ASTM, SAE, and several other technical societies, trade associations, and U.S. Government agencies.
Consists of a letter and five numerals. • The letter indicates the class of alloy • The numerals define specific alloys within
the class • Most carbon and alloy steels start with “G”,
stainless steels start with “S”, tool steels start with “T”.

Most widely used system.
Carbon & Alloy Steels – four digits - numbers actually mean something!!
• First two digits = alloy system
• Second two digits = carbon content in hundredths percent
• ie. 1018, 1040, 4140, 4340, 8620, 52100
• Other letters are added in for different reasons L, B, H, etc

Handout #1S E R I E S
D E S I G N AT I O N10XX11X
2.xx5xx
13xx40xx41xx43xx46xx47xx48xx51xx51xxx5'2xxx61xx86xx87xx88xx92xx50Bxx5lBxx8 lBxx94Bxx
T Y P E A N D A P P R O X I M AT E P E R C E N TA G E S O FIDENTIFY ING E L E M E N T S
Nonresururized, Manganese 1.00 per cent maximumResulturizedRephosphonzed and ResultunzedNonresulturized, Marga lese maximum over 1 00 per cent
Manganese 1.75Molybdenum 0.25Chromium 0.50, 0.80 or 0.95. Molybdenum 0.12, 0,16, 0.20 or 0.30Nickel 1.83, Chromium 0.50 or 0.80, Molybdenum 0.25Nickel 0.85 or 1.83, Molybdenum 0.20 or 0.25Nickel 0.85 or 1.05, Chromium 0.55 or 0.45. Molybdenum 0.20, 0.35 or 0.52Nickel 3.40, Molybdenum 0.25Chromium 0.80, 0.88, 0.93, 0.95 or 1.00Chromium 1.03Chromium 1.45Chromium 0.60, or 0.95, Vanadium 0.13 or min. 0.15Nickel 0.55, Chromium 0.50, Molybdenum 0.20Nickel 0.55, Chromium 0.50, Molybdenum 0.25Nickel 0.55, Chromium 0.50, Molybdenum 0.35Silicon 2.00, Silicon 1.00 or 1.40 8, Chromium 0.55Chromium 0.28 or 0.50Chromium 0,80Nickel 0.30, Chromium 0.45, Molybdenum 0.12Nickel 0.45, Chromium 0.40, Molybdenum 0.12
B denotes Boron Steel,..1111F

Handout #2IRON AND STEELSAE-AISI system of designationsNumerals T y p e of steel andand digits n o m i n a l alloy content, %Carbon steels10xx(a) P l a i n carbon (Mn 1.00 max)11)0( R e s u l t u r i z e d12>c< • • Resulfurized and rephosphorized15xx P l a i n carbon (max Mn 1.00-1.65)Manganese steels13xx M n 1.75Nickel steels23)0( N i 3.5025xx N i 5.00Nickel-chromium steels31)o( N i 1.25; Cr 0,65 and 0.8032)0( N i 1 . 7 5 ; Cr 1.0733xx N i 3.50; Cr 1.50 and 1.5734x x N i 3.00; Cr 077Molybdenum steels40xx M o 0,20 and 0.2544xx M o 0.40 and 0.52Chromium-molybdenum steels41xx C r 0.50, 0.80, and 0.95;
Mo 0 12, 0.20, 025, and 0.30
Numerals T y p e of steel andand digits n o m i n a l alloy content, %Nickel-chromium-molybdenum steels43xx N i 1.82; Cr 0.50 and 0.80; Mo 0.2543BVxx N i 1.82; Cr 0.50; Mo 0.12 and
0.25; V 0.03 min47)0( N i 1.05; Cr 0.45; Mo 020 and
• 0 .3581)0( N i 0.30; Cr 0.40;Mo 0.1286xx N i 0.55; Cr 0.50; Mo 0.2087xx N i 0.55; Cr 0.50; Mo 02588xx N i 0.55; Cr 0.50; Mo 03593)0( N i 325; Cr 1.20; Mo 0.1294xx N i 0.45; Cr 0.40; Mo 0.1297)0( N i 0.55; Cr 020; Mo 0.2098xx N i 1.00; Cr 0.80; Mo 0.25Nickel-molybdenum steels46xx N i 0•85 and 1.82; Mo 020 and 0.2548xx N i 3,50; Mo 0.25Chromium steels50xx C r 0.27, 0.40, 0.50, and 0.6551xx C r 0.80, 0.87, 0.92,095, 1.00, and 1.05
(a)The xx in the last two digits of these designations indicates that the carbon content (in hundredths of a percent) is to be inserted.
Numerals T y p e of steel andand digits n o m i n a l alloy content,Chromium (bearing) steels50)0(x C r 0.50, C 1.00 min51)00( C r 1.02, C 1.00 min52)0(x C r 1 . 4 5 , C1.00 minChromium-vanadium steels61xx Cr 0.60, 0.80, 0.95; V 0.10 and 0.15 minTungsten-chromium steel72xx W 1.75; Cr 0.75Silicon-manganese steels92xx S i 1.40 and 2.00; Mn 0.65, 0.82,
and 0.85; Cr 0 and 0.65High-strength low-alloy steels9xx V a r i o u s SAE gradesBoron steels)0(Bxx B denotes boron steelLeaded steelsxxLxx L denotes leaded steel
1,:oxcccoxccccoxcccox4ccox•xccox•xcco:oxcco:oxcox•xccox•xccox•xccox•xccox•xcco:oxcco:oxcox•xccox•xccox•xccox•xccox•xco:4:

Normally 3 numerals
Austenitic Stainless Steels – non-magnetic, not heat-treatable, work-harden only
• Chrome and nickel • 304, 316, 321
Ferritic Stainless Steels – magnetic, not heat-treatable • Chrome, no nickel • 405, 409, 430
Martensitic Stainless Steels – magnetic, heat-treatable • Lower chrome than Ferritic, higher carbon, no nickel • 410, 416, 420, 440A, 440B, 440C
Precipitation Hardenable Stainless Steels – magnetic, heat-treatable.
• Chrome and nickel • 17-4, 15-5, 13-8, 17-7 • Different hardening mechanism than most steels

•,.
Table 1 Composition of Standard Grades of Wrought Austenitic Stainless SteelsTypeNo.
UNSNo.
Chemical composition(a), %C M n P 5 Si C r N i M o Other elements
201 S20100 0.15 5.50-7.50 0.060 0.030 1.00 16.00-18.00 3.50-5.50 0.'25 N202 S20200 0.15 7.50-10,00 0.060 0.030 1.00 17.00-19.00 4,00-6,00 0.25 N205 S20500 0.12-0.25 14.00-15.50 0.060 0.030 1.00 16.50-18.00 1.00-1.75 0.32-0.40N301 S30100 0.15 2.00 0.045 0.030 1.00 16.00-18.00 6.00-8.00302 S30200 0.15 2.00 0.045 0.030 1.00 17.00-19.00 8.00 10,00302B S30215 0.15 2.00 0.045 0.030 2.00-3.00 17.00-19.00 8.00-10.00 ...303 S30300 0.15 2,00 0.200 0 150111in 1 , 0 0 1 7 . 0 0 - 1 9 . 0 0 8.00-10.00 0.60(6) ....303Se S30323 0.15 2.00 0.200 0.060 1.00 17.00-19,00 8.00-10.00 0.15 Se min304 S30400 0.08 2.00 0.045 0.030 1.00 18.00-20.00 8.00-10_50 ...304H 530409 0.04-0.10 2.00 0.045 0.030 1.00 18.00-20.00 8.00-1050304L S30403 0.03 2.00 0.045 0.030 1.00 18.00-20.00 8.00-12.00 ...304LN 530453 0.03 2.00 0.045 0.030 1.00 18.00-20.00 8.00-12.00 0.10-0.16N304N S30451 0.08 2.00 0.045 0.030 1.00 18.00-20.00 8.00-10.50 0.10-0.16 N305 S30500 0.12 2.00 0.045 0.030 1.00 17.00-19.00 10.50-13.00 ...308 S30800 0.08 1,00 0.045 0.030 1.00 19.00-21.00 10.00-12.00309 S30900 0.20 2.00 0.045 0.030 1.00 22.00-24.00 12.00-15.00309S S30908 0.08 2.00 0.045 0.030 1.00 22.00-24.00 12.00-15.00310 S31000 0.25 2.00 0.045 0.030 1.50 24.00-26.00 19.00-22_00310S S31008 0.08 2.00 0.045 0.030 1.50 24.00-26.00 19.00-22.00314 S31400 0.25 2.00 0.045 0.030 1.50-3.00 23.00-26.00 19.00-22.00 ...316 S31600 0.08 2.00 0.045 0.030 1.00 16.00-18.00 10.00-14.00 2.00-3.0031611 S31620 0.08 2,00 0.200 0 100 min 1.00 16.00-18.00 10.00-14.00 1.75-2.50316H ... 0.04-0.10 2,00 0.045 0_035 1_00 16.00-18.00 10.00-14.00 2.00-3.00316L S31 603 0.03 2.00 0.045 0.030 1,00 16.00-18.00 10.00-14.00 2.00-3.00 ...316LN ... 0.03 2.00 0.045 0.035 1.00 16.00-18.00 10,00-14.00 2.00-3.00 0.10-0.16N316N S31651 0.08 2.00 0.045 0.030 1.00 16.00-18.00 10.00-14.00 2.00-3.00 0.10-0.16 N317 S31700 0.08 2,00 0.045 0,030 1.00 18.00-20.00 11.00-15.00 3.00-4.00317L S31703 0.03 2.00 0.045 0.030 1.00 18.00-20.00 11.00-15.00 3.00-4.00 ...321 S32100 0.08 2.00 0.045 0.030 1.00 17,00-19.00 9.00-12.00 ... 5 x C T I min32111 S32109 0.04-0.10 2.00 0.045 0.030 1.00 17.00-19.00 9.00-12.00 ... 5 x % C Ti m i n329 S32900 0.10 2.00 0.040 0.030 1.00 25.00-30.00 3.00-6.00 1.00-2.00 . -330 N08330 0.08 2.00 0.040 0.030 0.75-1.50 17.00-20.00 34.00-37.00 ... ...347 S34700 0.08 2.00 0.045 0.030 1.00 17.00-19.00 9.00-13.00 10 ><CC134-Tamin347H S34709 0.04-0.10 2.00 0_045 0_030 1,00 I 7.00-19.00 9.00-13_00 8 x %C min to 1.00 max Nb348 S34800 0.08 2.00 0.045 0.030 1.00 17.00-19.00 9.00-13.00 10 x C O I + Ta min, 0.10 Ta
max, 0.20 Co max348H S34809 0.04-0.10 2.00 0.045 0.030 1,00 17.00-19.00 9.00-13.00 8 x %C min to 1.0 max Nb,
0.10 Ta384 S38400 0.08 2.00 0.045 0.030 1.00 15.00-17.00 17.00-19.00
(a) Maximum, unless otherwise noted. (D) May be added at the manufacturer's option. Source: AISI Steel Products Manual

Table 2 C o m p o s i t i o n o f S t a n d a r d G r a d e s o f W r o u g h t F e r r i t i c S t a i n l e s s S t e e l s
TYPeU N S C h e m i c a l c o m p o s i t i o n t a l , %N o .
M n
M n S i C r M o O t h e r e l e m e n t s
405 S 4 0 5 0 0 0 . 0 8 1_00 0 . 0 4 0 0 _ 0 3 0 1 . 0 0 11 . 5 0 - 1 4 . 5 0
11 . 5 0 - 1 3 . 0 0
0 . 1 0 - 0 _ 3 0 A l409 S 4 0 9 0 0 0 . 0 8 1_00 0_045 0 . 0 4 5 1 . 0 0 1 0 . 5 0 - 11 . 7 5
1 , 0 0
6 x C Ti m i n . 0 . 7 5 m a x429 S 4 2 9 0 0 0_ 12 1 . 0 0 0 _ 0 4 0 0 . 0 3 0 1 . 0 0 1 4 . 0 0 - 1 6 . 0 0
0 . 0 3 0 1 . 0 0
430 S 4 3 0 0 0 0 . 1 2 1 . 0 0 0 . 0 4 0 0 _ 0 3 0 1 . 0 0 1 6 _ 0 0 - 1 8 . 0 0
0 . 0 6 0 0 . 1 5 0 m i n
430F S 4 3 0 2 0 0 . 1 2 1_25 0 . 0 6 0 0 . 1 5 0 m i n 1_00 1 6 . 0 0 - 1 8 . 0 0 0 . 6 0 ( b )
0 . 0 6 0
430FSe S 4 3 0 2 3 0 - 1 2 1 .25 0 - 0 6 0 0 . 0 6 0 1_00 1 6 . 0 0 - 1 8 . 0 0
O v e r 0 . 1 5
0 . 1 5 S e m i n434 S 4 3 4 0 0 0 . 1 2 1 . 0 0 0 _ 0 4 0 0 . 0 3 0 1 . 0 0 1 6 _ 0 0 - 1 8 _ 0 0 0 _ 7 5 - 1 . 2 5 _ -436 S 4 3 6 0 0 0 . 1 2 1 . 0 0 0 _ 0 4 0 0 . 0 3 0 1_00 1 6 _ 0 0 - 1 8 . 0 0 0 . 7 5 - 1 . 2 5 5 C C b ' F a m i n .
0 . 2 0 - 0 . 2 5 1 . 0 0 0 . 0 2 5 0 . 0 2 5 0 - 7 5 11 . 0 0 - 1 3 . 0 0 0 . 5 0 - 1 _ 0 0 0 _ 7 5 - 1 . 2 5 0 . 1 5 - 0 . 3 0 V
0 . 7 0 m a x439 S 4 3 0 3 5 0 . 0 7 1_00 0 _ 0 4 0 0 _ 0 3 0 1_00 1 7 . 0 0 - 1 9 . 0 0 0 . 5 0 N1 ,0_15 A l , 12 x
431 S 4 3 1 0 0 0_20 1 . 0 0 0 . 0 4 0 0 . 0 3 0 1_00 1 5 . 0 0 - 1 7 . 0 0 1 . 2 5 - 2 _ 5 0
% C r u i n - 1 - 1 0 T i442 5 4 4 2 0 0 0 . 2 0 1 . 0 0 0 . 0 4 0 0 . 0 3 0 1-00 1 8 . 0 0 - 2 3 . 0 0
1 6 . 0 0 - 1 8 . 0 0 _..
446 5 4 4 6 0 0 0 . 2 0 1 . 5 0 0 . 0 4 0 0 . 0 3 0 1 . 0 0 2 3 . 0 0 - 2 7 _ 0 0
1_00
0 . 2 5 N
Ty-pcU N SN o .
C h e m i c a l conap,osi t ionta l . , %M n S i C r N i M o O t h e r e l e m e n t s
403 S 4 0 3 0 0 0 . 1 5 1 . 0 0 0 . 0 4 0 0 . 0 3 0 0 5 0 11 . 5 0 - 1 3 . 0 0410 S 4 1 0 0 0 0 . 1 5 1 . 0 0 0 . 0 4 0 0 _ 0 3 0 1 , 0 0 11 . 5 0 - 1 3 . 5 0414 S 4 1 4 0 0 0_15 1 . 0 0 0 . 0 4 0 0 . 0 3 0 1 . 0 0 1 1 5 0 - 1 3 . 5 0 1 . 2 5 - 2 . 5 0 . . .416 S 4 1 6 0 0 0 . 1 5 1 . 2 5 0 . 0 6 0 0 . 1 5 0 m i n 1 . 0 0 1 2 . 0 0 - 1 4 . 0 0 . . . 0 .60 (1 , ) . . .416Se S 4 1 6 2 3 0 . 1 5 1 .25 0 . 0 6 0 0 . 0 6 0 1 . 0 0 1 2 . 0 0 - 1 4 _ 0 0 0 . 1 5 Se m i n420 S 4 2 0 0 0 O v e r 0 . 1 5 1 . 0 0 0 . 0 4 0 0 . 0 3 0 1 . 0 0 1 2 . 0 0 - 1 4 . 0 0 _ ._ . . .420F S 4 2 0 2 0 O v e r 0 . 1 5 1.25 0 . 0 6 0 0 . 1 5 0 m i n 11 ) 0 1 2 . 0 0 - 1 4 . 0 0 0 . 6 0 ( b )422 S 4 2 2 0 0 0 . 2 0 - 0 . 2 5 1 . 0 0 0 . 0 2 5 0 . 0 2 5 0 - 7 5 11 . 0 0 - 1 3 . 0 0 0 . 5 0 - 1 _ 0 0 0 _ 7 5 - 1 . 2 5 0 . 1 5 - 0 . 3 0 V
0 _ 7 5 - 1 . 2 5 W431 S 4 3 1 0 0 0_20 1 . 0 0 0 . 0 4 0 0 . 0 3 0 1_00 1 5 . 0 0 - 1 7 . 0 0 1 . 2 5 - 2 _ 5 0440A S 4 4 0 0 2 0 . 6 0 - 0 . 7 5 1 . 0 0 0 . 0 4 0 0 . 0 3 0 1 . 0 0 1 6 . 0 0 - 1 8 . 0 0 _.. 0 . 7 5440B S 4 4 0 0 3 0 . 7 5 - 0 . 9 5 1 . 0 0 0 , 0 4 0 0 . 0 3 0 1_00 1 6 . 0 0 - 1 8 . 0 0 0_75440C S 4 4 0 0 4 0 . 9 5 - 1 . 2 0 1 . 0 0 0 . 0 4 0 0 . 0 3 0 1 . 0 0 1 6 . 0 0 - 1 8 . 0 0 0 . 7 5
3 l a r t , s i I i e t y p e6l 0
Se tn ians ten i t i e t y p e s
A l s i U N S
(a) M a x i m u m , un less o t h e r w i s e n o t e d . ( b ) M a y h e a d d e d a t the m a n u f a c t u r e r ' s o p t i o n . S o u r c e : A I S 1 S tee l P r o d u c t s M a n u a l
Table 3 C o m p o s i t i o n o f S t a n d a r d W r o u g h t G r a d e s o f M a r t e n s i t i c S t a i n l e s s S t e e l s
Table 4 C o m p o s i t i o n o f S t a n d a r d G r a d e s o f P r e c i p i t a t i o n - H a r d e n i n g S t a i n l e s s S t e e l s
No. N o . C M a S i C r N i M o O t h e r e l e m e n t s
S I 7 4 0 0
(a) M a x i m u m , u n l e s s o t h e r w i s e n o t e d
0 . 0 7 1 . 0
C h e m i c a l c o m p o s i t i o n t a l . %
1 .0 1 7 . 0 4 . 0 4 _ 0 C u , 0 _ 1 5 - 0 . 4 5 C b T a
631 S 1 7 7 0 0 0 _ 0 9 1 _ 0 1 . 0 1 7 . 0 7 . 0 . . _ 1 . 0 A l632 S 1 5 7 0 0 0 . 0 9 1 . 0 1 . 0 1 5 . 0 7 . 0 2 _ 2 1 . 2 A l533 S 3 5 0 0 0 0 _ 0 g 0 _ 8 0 . 2 5 1 6 . 5 4 . 3 2 _ 7 5 0 . 1 N634 S 3 5 5 0 0 0 _ 1 3 0 _ 9 5 0 . 2 5 1 5 . 5 4 _ 3 2 _ 7 5 0 . 1 NAustenitic t y p e660 1 ( 6 6 2 8 6 0 . 0 8 1 . 4 0 . 4 1 5 . 0 2 6 . 0 1 . 3 0 . 3 V . 2 O l t 0 .35 A 1 , 0 . 0 0 3 Et

Tool Steels – letter followed by a number • Letter = application or heat treatment method • Number = chronological sequence of acceptance
Water-Hardening W1 Oil-Hardening O1, 02, 06 Air-Hardening A2, A6, A10 High-C, High-Cr D2 (air-harden), D3 (oil-harden) Shock Resisting S1, S2, S5, S7 Hot Working H11, H13 Plastic Mold P6, P20 (pre-hardened) High Speed Tungsten T1, T15 High Speed Molybdenum M2, M4, M42
There are literally “thousands” of proprietary grades

z44 4 44wr ;Nw08
p p o p p p
88888:L U-8888U•
N i d . - . 0 1 . b0 0 , A 0 0 0
' 0 ° °88 g E 8 8 8 t
oN x , 1 ; 4!A• !-• •88 8 888888 •
9 0 0 0 0 0 0 p p o p p p o o p p o p o.ifiN.46L4 N i d . - . 0 1 . b0 0 , A 0 0 0
t 4 , , W w w 400(111.40 O V 0 0 - 4 0 , 1OV
x3 xxxxx :xxxxxn m.o,roA grit,. 232N0 >>>>>>> q u o , mv2; “ “4 , w w w w w 0 . . , , , . 0 , 0 . - , . . , O N , 1 7 4 ( , ) , 4 , M N , - 0
Z Q - CMJ14,,WW..0 C 4 W W - 0 1 2 . 41 u 1 0 7 7 0 7 7 ;
0 ; l i • g = ; ' - '0 I 0 r ; 7 rt o ,, o o 4 9 0 0 , g 00 0 0--• 0 0 ' 0 7 E z 0 , , : a,, 9 , v 4 P E ' E e 0n cr F :1 r % 5 ' , a E ! n of0 r r . . , •'18 9 c • , , , a$ t 4 E i -
8 n.-i-i a $ r F0 J = E , = ; j t ' , , t , ,W j j d d d ; = J d d i d d d Z - J = qr i 0 F.9,09.9,29, o i ci F, ici oi : , 0 , Ofs0,C,C, N N N ' - '0 0 E 4 . Nf lo00.)v) r , r , ; i R ? ? ? 2 0 9 0 0 9 0 0 0 5 . „ L t . , „ 8 1 www,a0
cp,.-0,7 i.')8 ,vu,s 8,9 R 29,2,9t9,5,.82,9,92Eg - 7 0 r o
ro $ ort
R , 4o 2 . 7ri
7 ; 7 s r , t hi0 0 0 0 0
0 ? * N . . . N N . . , . ' 0 0NO!-. . . . . . 0 0 0 00 r 0 0 : . ? ?.. ..1- 7 i d i m i o i c L , JAb l i s )04 ; i J c l id,:p:0 „.. .„0 , . L 4 O V I V I O , u 1 0 0 1 A 0 0 0 , u , 0 , - , 1 0 0 O V 1 0 0 0 0 i , 4 , .
R r r c cAA -' . -
n. „ . ,o v l o o0 0 0 0
0
0 0 ( A 0 0 0
-P•, v s :L40 0
• . P N: 88
0 7 , ?,O1A7'!-,!-', P . P , • Pt o t o :,18 88888 8 8 H 8 8 8 o : , N),!.00o
1."8i-8 '8 8tU,816,'888
. . . . .bobiCO
A, O . .
•0 ) .o0 0 0
0: t o
-P•op
to
!-9PP•t t8 :
:

Classification and approximate compositions of principal types of tool steels (continued)UNS Identifying elements, %
AISI N o . Mn Si Cr Mo Co Ni
Tungsten high-speed tool steels14 T 1 2 0 0 4 0.75 •.., 4.00 1.00 18.00 5.00T5 T 1 2 0 0 5 0.80 4.00 2.00 18.00 8.00T6 1 1 2 0 0 6 0.80 4.50 1.50 20.00 12.00T8 T 1 - 2 0 0 8 0.75 • • • 4,00 2.00 14.00 5.00T15 T 1 2 0 1 5 1.50 4.00 5.00 12.00 5.00
Molybdenum high-speed tool steelsMI 1 I I 3 0 1 0.80(a) 4.00 1.00 1.50 8.00M2 1 1 1 3 0 2 0.85-1.00(a) 4.00 2.00 6.00 5.00M3, class 1 T 1 1 3 1 3 1.05 4.00 2.40 6.00 5.00M3, class 2 T 1 1 3 2 3 1.20 4.00 3.00 6.00 5.00M4 T I 1304 1.30 4.00 4.00 5.50 4.50M6 1 1 1 3 0 6 0.80 • • • 4.00 2.00 4.00 5.00 12.00M7 T 1 1 3 0 7 1.00 4.00 7.00 1.75 8.75MIO T 1 1 3 1 0 0.85-1.00(a) 4.00 2.00 ... 8.00M30 T 1 1 3 3 0 0.80 4.00 1.25 2.00 8.00 5.00M33 1 1 1 3 3 3 0.90 4.00 1.15 1.50 9.50 8.00M34 T 1 1 3 3 4 0.90 4.00 2.00 2..00 8.00 8,00 ...M35 1 1 1 3 3 5 0.82-0.88 0.15-0.40 0.20-0.45 3.75-4,50 1.75-2.20 5.50-6.75 ... 4.50-5.50 0.30 maxM36 T 1 1 3 3 6 0.80 ... 4.00 2.00 6.00 5.00 8.00
Ultrahard high-speed tool steelsM41 1 1 1 3 4 1 1.10 ...• 4.25 2.00 6.75 3.75 5,00M42 T 1 1 3 4 2 1.10 3.75 1.15 1.50 9.50 8.00M43 T 1 1 3 4 3 1.20 • • • 3.75 1.60 2.75 8.00 8.25M44 1 1 1 3 4 4 1.15 4.25 2.00 5.25 6.25 12,00M46 T 1 1 3 4 6 1.25 4.00 3.20 2.00 8.25 8.25M47 T 1 1 3 4 7 1.10 ... 3.75 1.25 1.50 9.50 5.00 ...M48 1 1 1 3 4 8 1.42-1.52 0.15-040 0.15-0,40 3.50-4.00 2.75-3,25 9.50-10.50 0.15-0,40 8.00-10.00 0.30 maxM50 1 1 1 3 5 0 0.78-0,88 0.15-0.45 0.20-0,60 3,75-4.50 0.80-1.25 ... 3.90-4.75 0.30 maxM52 1 1 1 3 5 2 0.85-0.95 0.15-0.45 0.20-0.60 3.50-4.30 1.65-2.25 0.75-1,50 4.00-4.90 0.30 maxM62 T 1 1 3 6 2 1.25-1.35 0.15-0.40 0.15-0.40 3.50-4,00 1,80-2.00 5.75-6.50 10.00-11.00 0.30 max
(a) Available with different carbon contents. (b) Contains graphite. (c) Optional

The heating and cooling of a solid
metal or alloy in such a way as to
obtain desired conditions or
properties.
Temperatures and cooling rates are
the main determining factors that
affect properties (ie. annealing,
hardening).

At room temperature, the iron is body-centered
cubic.

When we heat it up above a critical
temperature (~1400ºF), it transforms to face-
centered cubic.

If we continue to heat it, it will transform
back to body-centered cubic, and then it
will melt at ~2800ºF.

Because it exists in two forms, it is considered to be
ALLOTROPIC.

Heat the steel up to convert the BCC structure to the FCC structure, then quench it.

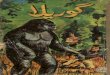
Iron-Carbon Phase Diagram Handout #7Iron/Carbon Al loy P h a s e D i a g r a m
Te m p e r a t u r e (F )3 0 0 0
2 8 0 22 8 0 02 7 2 0
2 6 0 0255-2
2 4 0 0
2 2 0 0
2 0 6 62 0 0 0
1 8 0 0
1 6 7 01 6 0 0
1 4 0 01 3 3 3
1 2 0 0
1 0 0 0
4 1 0
0 . 5 0 % 0 . 8 3 % 1 % 2 %4 1 - - - 1 - H y p o - E u t e c t o l d - - - 0 . 1 1 — H y p e r - E u t e c t o i d — o •S T E E L
C a r b o n C o n t e n t P r e s e n t ( b y w e i g h t )
Tempera tu re (C)
a+
M a g n e t i c P o i n t( 1 4 1 4 F )
A ,
Aus ten i te So l id So lu t ion o fCa rbon in G a m m a Iron
Austenitein Liquid
, a•••••••;\ A l
0 .025 P e a r l i t e• a n d• F e r r i t eI A oI NI- - 1 - I„....-1-0.008%
Pearl i te a n d C e m e n t i t e
a+
L = L i q u i dy = A u s t e n i t e
= F e r r i t e= D e l t a I r o n
C M = C e m e n t i t e
2 0 5 5 F
M i rCM b e g i n s #to sol id i fy - . 1 -P r imary
Austen i te \ 10 0 / b e g i n s to ,
sol idi fy
Fe3C
Austent i te , L e d e b u r i t eand C e m e n t i t e
A1.2,3
Austen i te to/ P e a r l i t e
Cement i te , Pear l i te a n dt r a n s f o r m e d Ledebu r i t e
Fe3C
,•e•—•••• M aan etic C h a r a e o f F e 3 C
Fe3C.,„%lik
4 .3 6 . 6 7• • • • • • • • • „ 1 a . . Z • 4 1 a .
Cemen t i t e a n dLedebur i te
15391492
1400
1130
910
760723
210
3 % 4 % 5 % 6 % 6 5 %
C A S T I R O N

The attempt by the steel to get back to BCC is what creates the hardness.
The carbon atoms create stresses in the lattice and form a structure called martensite, which is body-centered tetragonal, very hard, and very brittle.
The steel is then tempered to soften it to a hardness acceptable for the application.

AS QUENCHED (BCT) STRAINED
0 F e a toms• C atoms
( R a n g e o fI F e - a t o m1 i ) d isp lacements

Carbon content determines
achievable hardness (up to a
point).
1018 vs. 1040 vs. 1075 vs.
1095

As-Quenched
Untempered Martensite
Quenched &
Tempered
Tempered Martensite

Heat the BCC steel up above
the critical temperature and
transform it to austenite,
creating solid solution, then
slowly cool it down below the
critical temperature.

Annealed Steel
Ferrite/Pearlite

Hardness is the material’s resistance to
plastic deformation, usually by
indentation. • ie. Rockwell, Brinell, Knoop, Vickers
Hardenability is the relative ability of
steel to harden. • ie. depth of hardness

Brinell Hardness (HBW)
• 3000 Kg load, 10mm tungsten carbide ball, 10 seconds
dwell – standard conditions.
• Also can be used with 1500 Kg and 500 Kg loads,
different sized balls, different dwell times.
• 150 HBW (1500/10/30)
Stands for 150 brinell hardness using a 1500 Kg load, a 10 mm
tungsten carbide ball, and a dwell time of 30 seconds.

Rockwell Hardness
(HRA, HRB, HRC, etc)
• HRC scale – hard steels
Diamond indentor – 150 Kg load
• HRB scale – soft steels
1/16” steel ball indentor – 100 Kg load
• HRA – covers both scales
Diamond indentor – 60 Kg load

Rockwell Superficial Hardness (lighter loads)
• HR15N, HR30N, HR45N – hard steels Diamond indentor – 15, 30, 45 Kg loads
• HR15T, HR30T, HR45T – soft steels 1/16” steel ball indentor – 15, 30, 45 Kg loads
• Used for thin parts/materials or thin hard layers (case hardening) where regular Rockwell testing will push through.


Knoop and Vickers Microhardness (really light loads)
• Knoop – 25 grams to
1000 grams – diamond indentor 500 grams is standard Designated as xxxHK500
• Vickers – 25 grams to 1000 grams – diamond indentor 500 grams is standard Designated as xxxHV500


2odU.60..R2c2
0 b 1 2 1 'a tol'Zm
1-1,,58z2 I , h 2 E ta z z,J.Esco 0 0 !t /LI)
z2 v 8
0 , z i Fo4w2iT.,0 z 3 l A c
0 0 a ,m 0 -
00 i v 80AE0z ao D o !
_0 . J 0 E
0m c c ( . 0 ' 'S 14 cIc3
mthci o m
-m=0 0 0 0= 0 J M
T o ,i 0 0
mz
0 - t H52
C.Et.
0.T0.6= o E , .01mc,a1
. ( )) 0Mc1V-coj
00p0000000900000Q000cz000czcz000 0 0 0 0 0 0 0 0 0 0 0 zNol-oN,omcsiwovoNmmm.tomolcol.e.mon-C 0 0 0 0 N k 0 0 0 . 4 - / M M O N N , , O C O O ' " n 2 ° ° " C " - " s *0 0 0 0 N t , r ,
N O M q 0 0 0 2 M , 0 0 , - 0 0 1 V . , - o , ( 0 6 0 0 : 9 4 3 , 7 , 2 1 - - O N OO M N , - 0 M 0 N w O r m 6 N , 0 0 M 0 M r - N 0 0 0 0 q q , " - - , -C I M V ) M M N N O 4 N N N N N N N N N
6 6 , 0 0 0 N O O I M N O M 0 k 0 O M N - a M 1 , 0 0 / 0 , - Q 0 0 r , C I M N , O M N 0 W 1 O c N O MN - 1 , 1 , - N r . . 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 t I / / / / . T / O M O O M M O M n O , I N N N N N N 6 ,
, r . , , o m m , , - 0 / 0 0 N 0 M O O N W I O O N W O O , N 0 1 0 0 N O M O N M , M / O O N C O M O O N M O-: • , • , . , • • • • • , •6 6 O t t ) Co 6 0 1 C6 CI 0 0 ) 0 1 , , T r C 9 6 0 0 ) OP I , 0 IT 0 1 ' CO C O N - 0 0 0
0 0 0 0 0 0 N N I , • 1 , N N N t , N 1 , 1 , 0 0 0 0 0 0 0 0 0 0 0 0 0 0 M 0 0 0 0 0 1 0 , 1 7 / 4 1 / 1 / . . 1 / / /
6 6 L q N 6 I . , - . N N 0 m o n c ) , T 6 1 0 , 0 o o m o o m 4 0 ) 7 q m r - t p 0 0 0 0 ) 0 N 0 0 0 0 16 6 0 4 0 4 1 - 1 - 4 - 6 6 0 0 i C 6 6 H , : 6 6 M , 6 6 , - 6 0 6 M 0 ) . 6 h - N W ( 6 0 6 4 ( 6 0 i 6 6 , , - 0 a i 60 0 0 0 0 0 0 0 0 ( M M M O M M O D M M C O M M M W O M O O D O W N r , h r , r , N t , N N I N N N 0 0
O O M M . 1 0 n 6 1 , , , , , D O L T . O . V , 0 6 M N r . . . , 0 1 0 0 0 0 . 1 . M t M / 0 6 6 M ( 0 ( 9 0 ) / 0 0 C H T6 6 1 ' 6 6 , w 0 C 4 6 0 0 r . 6 0 6 0 4 4 6 6 6 6 6 6 6 6 N N 6 C T 0 6 : , t / 6 6 6 , 6M O W 0 0 0 0 0 0 0 0 1 , 1 , N N N N I , N N N N I , N N N N N 0 0 0 0 0 0 0 0 0 0 w W 0 0 0 0 0 0 0 0
•
0 0 0 0 N M O q N 0 0 ° 0 0 C \ I t O W N 0 0 0 0 0 N 0 0 0 / 6 , - 0 0 4 Q , N 1 0 0 , - 1 " N O W N ( p , 0 ,N o t , . / N M N 0 6 , - m N 0 6 , - M N 0 n 0 1 , - M M O O M N , - O M O N W O 4 O N , , - 0 0 0 M N N W 0 0 0(I) 0 0) o) t , N • T ) W ET 0 0 0 0 0 0 0 , r 1 - CI CO VD CO CO C O ( 1 0 1 0 ( 1 0 . 1 0 3 N C , I N N O J 0.1
M N 0 0 0 / / 0 0 N C M 0 6 0 N O O N N , M 0 0 , , N M - 1 0 1 , M - , - / 0 0 , / M O N - O N , 0, M N O M N 0 6 , 1 6 , 0 0 0 0 4 M 6 0 0 0 0 N M 0 / M N , - , - O M O N N . 0 0 0 / 6 M 6 6. N N 1 , 0 0 0 0 0 0 0 0 0 0 0 1 - 1 q / / t / t / n n 6 M 6 m 6 6 6 0 6 6 N O I N N O I N O I N N N N
0 0 O N O N 0 0 1 , 6 . 6 0 ) M M N T I 4 0 0 ) . 0 4 , 0 0 . 1 0 ) 6 N N N N 0 ) I O T E , 0 0 6 . 1 0 0 0 4 0 9 , 1 0 0 ) 6
;SSI3S'IS,N61,SS•ZT,LitSIZLTaTt'44'44(4',',4.0),go0)l,..)c(9)0)0)0)0)0)0)0)0404 04Ic',iO4040404042
O r , 0 0 4 0 ) N , - 2 m 0 0 0 6 , 0 M M N 0 0 / r 9 N , - 0 M 0 N 0 0 / Y , 0 1 , - 0 a 0 N 0 0 1 . c 1 6 , 00 0 0 0 0 0 0 0 0 0 0 , 0 0 0 0 0 0 0 W 0 0 0 I 4 v 4 4 I I 0 ) M O 0 ) 0 ) 0 ) M O M M 6 N N N N N O I N N N
T O - 0C a )
8'4?O"0004
8 0 qD W M
To)0T,2.3tujP.(1)2
oT o >.2 t t ' 8= . 0 0
. 0 0
8t4e09,2E
2P,!P.26
2P1
R-g'72DE'e
ma2O0-,E> p D
' t R 5 5
22.'4 -0.
CC z2.:§5
f.10cc.-E0m0.,-z-amm,'nm2220-.1%222°0-c3'8E00..c7)-Fot0-00.Lio›),DEga.:8, - , 022.5ww L - 6 01J 0 , -vg1-42
T f l i
aTi,m
•• • • • • • • • • • • • • • • •

n iE,2•60-7'2S2P81
0
U.J
A -80t.125mz
n S P I P C 6 2 . 6 0 6 n 6 6 8 . 1 r U n a a n n E n a nomo,-omNomol,oGots,o N c o o N N o m m / m w N - 2 0 q 0
(, '271H(J8V48,12Wna=MT2Vaz8M8
N r O Z 0 1 , 0 0 / M N , 0 0 0 1 , , 0 0 l O N , - 0 0 , o , j N , Q 4 4 0 N , O M M N O M I N C O - O m o N o w N - O M O M O / M N , O M o l t , 0 61 , 1 , 1 0 0 c 1 ; 0 ( 0 0 0 0 W M 0 0 0 0 0 0 0 4 W / n t v / 7 / / V / M M O N O M M M N M N I N N N I N N N N N I N , , , . . . . .
6 6 , : , ' 6 0 k 6 0 ( 6 6 ) 6 4 6 , - , 0 6 6 6 6 , 6 6 4 1 0 6 0 ) , - , - 0 0 6 6 1 , 6 6 6 1 0 - , 0 0 6 0 6 1 , 6 6 6 1 , i v i 0 - , - 6 0 0 6 c 60 0 ) 0 0 0 M N I N N N N N N N N N N t . N N N O 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 LO0)0O 0 ) 0 ) 0 )O 0 w 0 ) 0 4 M 0 t , t 1 I I t , t t / 0 T t I 0 , t 0 ) n 0 ) 0)
, M 1 0 , N O O N O O N I O O N 0 0 ( 1 0 0 M O W M O N , t 1 O N / O N I , M 4 , 0 0 N O O N O O N M O N M 0 1 0 0 0 0 W M O N M O N /6 6 c , i 6 , — ( 5 6 6 6 6 0 0 6 , 6 0 6 , 6 6 6 6 6 6 6 4 / 4 ( 6 , 2 6 6 6 6 6 0 , 6 6 0 6 1 6 6 6 6 6 L 0 4 i 1 , 4 6 6 c 6 6 6 0 .01010 ) 010)10)0)0 )000)0 )0 ) M 0 M O 0 M 0 0 0 0 0 0 0 ) O 0 1 ' 0 0)O 0 M 0 ) MC00 0 ) M M 0 ) M N t , N N t N N N N N I , r , N N N N I , N N . N N N N R
0 0 1 C O M N I - 0 0 0 0 ) 0 ) Nl l l l l l l . . . . . . . . . . . .6 6 6 , 6 N : 6 0 0 6 1 M r 6 6 1 6 1 1 , 1 , 6 6 0 6 6 0 W W / I M M N N , . . 0 0 0 0 M M N U O 6
C O M O M M M M O N O M O M M M O M O O O M M M M w o u M M C O M O M M N I , O , N N N N N
C D N I O N N , 0 0 1 0 P, N T 9 1 0 . q t - . 7 0 . 0 . M M V O . M O O R C I M M C C . O M M C O 3 1 0 ) , t 0 0 f l O n n , - N N O D . M O M C q l - N M ( > 1 . 0 0 . N I N M M O , N N Q,cicioio506 u ) , ' l o N N , , 00606 c6t,1,:o(onn,i4t,?(666,,ociOmm64ii,:t,o(66,667,14W W W O O n n W O M O O M 4 0 0 0 0 0 0 t I V 0 ) I 0 ) 0 I 0 I I I I I < 0 ) I 0 I M O 0 1 0 O N O M 0 M M N O M M 0 M O M M M M N N 1 N N 0 1
' 0 , 4 , 0 , - ( 0 , 0 , - 0 0 1 0 / 0 0 M O N I , M M N O N O c I r M N O M , M N 4 t N O M N O / N , O O M N 0 4 . / M N , - O M M t , 0 0 / M N - 00 0 0 0 0 0 0 0 0 0 M 0 0 0 0 w O M M M, 0 0 m o n co cONNN(OnnUnDLO M t / T r , : n 01 C I N C , I N C I N N
N N N N N N N N N N N
0 I O 0 0 0 0 . 0 0 0 0 0 0 0 J 0 4 0 0 ) O 0 0 N t r 0 ) N 0 0 ) 0 1 , 0 0 , - 0 N W I N 0 0 N o t n , g ,/ C I N N I - 1 - 0 0 M M M O O N . N 0 0 0 W M W W V V V M M M M M N N U I N 0 0 0 0 0 0 . 0N N N N N N N N
p 0 0 6 1 0 0 1 0 0 0 0 0 0 O 0 0 0 ( 0 0 J M O 1 0 0 0 , 0 , O N Q N 0 N 0 0 , - 0 0 - 0 0 0 0 M N O t 0 , 0T M N N , , O N O M M O N N 0 0 0 0 0 M 0 / V / m M N C O M N N N I N 0 0 0 0 0 0 0N N N N N N N N
8 g M g I H ; 8 2 2 n 2 1 , 2 M 9 M M P M M W I T M S L U M I M 0 0 4 1 4 ' g Ta ; U M 8 A n

Alloying elements are the ingredients
that improve steel’s hardenability.
Hardenability is measured by standard
Jominy hardenability tests.
Graphs are then developed to signify
data.








Handout #13Diameters of rounds with
same as-quenched hardness (I-IIRC), in. Location in round Quench
2 4 Surface Mildwater
quench1 2 3 4 3/4 radius from center
0.5 1 1 . 5 2 2 , 5 ( I ) 3 . 5 4 Center1 1 i i 1 --1 1 11 2 3 4 Surface Mild
oilquench
0.5 1 1 . 5 2 2 . 5 1 3 3 . 5 4 3/4 radius from center0.5 1 1 . 5 2 2 . 5 0 - ) 3 . 5 4 Center
,, , , , , • • , • • • ,
,, ' ,
„„,,,
,
' . : : : : . .
- _,„,„„,„,„w,..,,.,S
i/ • i i , , , •i• 1
1t tti
, ,3•F.,333.333- . 3 --1;-'33,,, , , , , - ' - 3 7 - - - - , . . ,
4! l i N pE
„ i i . •u . 4 , . . . . . . . . . .
0V V . . V zi
33 E l,,„„,,A1?„,„t,„,„,„,,,,,4„,,,„,„,„,,,„ ,„7„..7,•..„7“4,,,,,,g, t t l . „ , „ „ , , , , , ,---p,-
ii 1 irg i i;E, , F : : •
ik: ' . . ; • -
3333,3. , . 33 i , ' ,333, ,333. .33M33,V3,33.3,333.3, ,4. . . . . ,3 . • ' ,31.3.392, , ,11,nii , I f i . •il13 1 1 1 ..
-3.--13.3313.33.3. . .c . , ,303.3331,531,, , , _ , , , , , , , , , , , m , , , , , 3fi 1 Eii I I I , u4
,.; R 1 V ii. k v i l l , . . 1 . . ,,, r . . . . s i i n s . . . . . . . . . . l i n t r : r t n . ,,, , , , V : g . , , , ,,,,,,333,3, . . ,
V 1 3 3d 1 , , . I f i i i !FP i f : - , • • • q5.
Jfrfft.liu.ti333.33i.1,34553,1,33.33,...., , 33.3.333.3.3 , 3 3 3 , 1 3 3 3 , 3 3 . , 3 3 3 3 ,L„, 3 . V. 3 •
i , i,.,., . . : i,.,---,,,, ,.„!.,-,,,.„„,,,,..,„,,„,ii,„,.„ .,,,,,,,4;,:.,,,.,,..- i I i 3 . . .-Ff t ! E
11 ”
/ ,, " , , ,'E'..„ E 4 ! I q
! .t l : : g t i i'41 dI, 0 i i . „ , P t
4 q : r i , I fA• f7,,,,,,,,,,..,p,-,,,,,,-„----,,i,,,,,,,,F,,,,,,,,,r,,t, ,,,,, ,,,,,,-,1E• i ti!i! i i i t : I E i t
33 , I 1 1 , t :il 1 #!?' l i E , i . i . ' E 1 ! „ ,if 3 :,i; ! ! l i ' f
- - ' -.JP,',!,:".4" , : , , - . : , . r . . m t ! :1i i 'ss.. . i .s. . . .7.. . . . ,,,,,,,,,, " 4 , , , , , :3 ,553.04. i . 3 , . , • -S.3, V V ,V 3 3 • • n : ' 3 : 1
..,: f i i i i 5ii zla! 40 ! .•• 2 . . l i
,,,,,,,,,,,,,, ,74..t.,,,,,,,,,,,,!! , z - - - - - , , -i....i2....nrns„74„„„„„„:„„.„„ti.„7,,,,,„,„„,.14,,,, ,,,,,,,,,,,, , ri-0: I t ! i 1 1 l i
. „ ,!IE:,• " P E , ,, a 3 3 ' ' : , , 1 -
,,, ,' - • • r a a , , a 5 . , , , = • - i r f m t f . k r , A ,,, F t q l • F r q , , , , i 4 7 , , , x i i . 5 . . . , , , , , , , , . . , s , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , . . a . . . . , . . , " • , , 4 4 4 , • • , . . . . . . , 4 r , , , . . . . , ,
... i 3 ' V . . . .• p , . ,111 i i , , „ ,., •• uf.i/
1 4 0 I 3 1 1 3 i i3.33.31.33,,F. , iiV,3,3,,.',33i.3,333,33.3 . 3 , - . . ' . . . . . k 3 , 3 1 , , , V . 3 , , t , t , , , , , ' , 3 4 . , . , 3 9 3 3 . , . . . . 3 3 3 1 i 3 S 3 k , 3 3 , i 3 i i , 3 3 1 3 , , t , 3 3 , . . . . . . . . . ,
li a : 4 ; i i t 3 1 P33 i 3, 3 3 V l i V53
F11 i l ,EI i t
, . . . . . 3 3 3 . 3 . 4 3 - t t , , 3 3 3 , 3 4 k . 3 , , , , i 3 . , , , , , , . . „ . , , „ , . . S . , 3 4 2 . . . 3 . 0 f i k 4 i i 3 , ' ,,,Z3,51!„ + . 3 f tt3333,3 , . 4 - . 3 , 3 3 , 3 . 3 p 3 A , , 0riV i 1 : ' : V, . , f i V,c T ! E
ri t , E 4 i i i - T i i ra , , Nm E l L ' : ' ? - ' 2 ! i i t i O •4 P i i - i i , - . .
.4, , . . . . . , ,333.3. . . ,11, , , , , , , , ,,,, ,33.3,3334,,,.,„ 3,3333333, ,,„ , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,,,, V,X55,k,r3S3.3333313,345.313233.9.3.1313.1.,.5.& 3 5 1 4 5 i 333 .3 .13 .333 .432 ,3 .335525 . . .V , V - L i ! V
, f i
4; . .,. , , • , , ;,- g f i P,,ii 1 1 i , ! I t i L , , k ..:iii,".,:=,,,,,,,-if- ,,,, -,,,,,,,,:4,,,, , . ,, .,..„4„„---,,-16, „.„„„,,,,,,4,:,„,,,„ ,,,,,,, .,v,, • , --,,,,,k,,,,p,....,,.„•„„4,,i . , , , .. 1 4 - , „ , , i i ,1, i l • i if, . . I
1 i t E lt! , , 1 L ' 1 1 Eii t i t ! , , : t i i 5:
65
60
55
50
45
40
35
30
25
200 2 4 6 8 1 0 1 2 1 4 1 6 18 2 0
Distance from cluenched end, 1116 in.
22 24 26 28 30 32 34
Hardn

SME International
www.sme.org
SME Spokane
www.sme248.org


A destructive test to determine strength and
ductility.
Material is machined into various test bar
configurations.
Test bar is put into a machine and it is pulled
apart.
Ultimate Tensile Strength, Yield Strength,
Elongation, and Reduction of Area.
Strength and ductility contradict one another. As
one goes up, the other goes down.

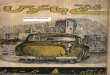
Stress/Strain Diagrams Handout #14
St r
Strain, e S t r a i n , e
(1)
() 101" / 0
True
/ k 1)Nominal
8 17-7 1V
Strain, e
(c
Strain, e
Fig. 1-2.1 Stress-strain diagrams. (a) Nonductile material with no plastic deformation(example: cast iron). (b) Ductile material with yield point (example: low-carbon steel).(c) Ductile material without marked yield point (example: aluminum). (d) True stress-straincurve versus nominal stress-strain curve. S„ - breaking strength: S, - tensile strength:S y i e l d strength. ef •-• elongation (strain before fracture) X fracture: YP y i e l d point.

Ultimate Tensile Strength • The maximum stress that a material can withstand. • Direct relationship to hardness. (UTS ~ 1000 x HBW/2)
Yield Strength
• The stress at which there is a specified deviation from proportionality of stress and strain.
Elongation
• Total change in length of a test bar during the test. (measurement of ductility)
Reduction of Area • Total change in diameter of a test bar during the test.
(measurement of ductility)

Most mis-used and mis-understood
material property. A material’s ability to absorb energy and
deform plastically before fracturing. Combination of strength and ductility. Charpy and Izod impact testing. Also represented by the area under the
stress/strain curve. Affected by chemistry, microstructure, and
processing history.




Dependent upon chemical composition
of the material.
The “alloying elements” determine the
transformation properties.
T-T-T (time-temperature-transformation)
curves tell the story.



When steel is heated up above the “critical”
temperature in air, decarb will occur.
Furnace atmospheres are necessary to
eliminate the oxygen from reacting with the
steel.
Endothermic
• Separate piece of equipment – endo generator.
• Natural gas & air are mixed and sent through a high
temperature nickel catalyst to create a chemical
reaction creating CO, H2, and N2.




Vacuum • Air is removed by a series of mechanical and
diffusion pumps.
• Vacuum level capable of <1 micron.


Disassociated Ammonia
Exothermic
Nitrogen or other inert
gasses.
Others
Stainless Steel Foil • For “redneck” heat treaters!

In addition to the endothermic
carrier gas in the atmosphere,
we must also be able to control
the amount of carbon in the
atmosphere.
Additions of natural gas through
a flow meter allow us to do so.

Performed in a neutral atmosphere. Through hardening is normally desired. For endothermic (oil-hardening)
equipment, carbon is controlled in the atmosphere to be equal to the carbon content of the steel.
For vacuum equipment, oxygen is not present at all…no worries!
Quenching can be done with water, oil, polymer, nitrogen gas, argon gas, etc….depending upon the alloy.
Always followed by tempering!

Also referred to as “drawing”. Temperatures below transformation (critical)
temperature, so it doesn’t matter how we cool…normally air or fan cool.
Tempering is usually only done once, however some tool steels are tempered twice or three times…the first time to transform retained austenite to martensite, the second time to soften.
In medium carbon steels, “blue brittleness” occurs when tempering between 400ºF and 700ºF…toughness is sacrificed in this region…try to avoid it.





Surface Hardening
Carburizing versus Induction Hardening
Aka: “Case Hardening”
Carburizing = modify the steel so that it
has more carbon at the surface.
Induction = leave the steel alone, but only
heat up the areas you want hardened.

Carburizing
Performed in an endothermic atmosphere furnace (gas carburizing).
Low carbon steel (<.25%C) placed in a high-carbon atmosphere (.90%C or higher)
Carbon diffuses into the surface of the steel.
ie. 8620 in the core, 8670 on the surface. Part is quenched, only the area with higher
carbon content will harden. Should always temper after quenching.

Depths can be as low as .005” deep and as high as .250” deep.
Case depth is temperature and time dependent. The deeper the case, the more expensive the process.
There are different methods for measuring case depth.
Areas where machining and/or welding are to be done can be masked.




Advantages • Through-hardening equipment can be used.
• Relatively inexpensive.
• No special tooling required.
• Shallow case depths can be achieved.
Disadvantages • Entire part must be heated and quenched, core
hardness can not be controlled.
• Carburizing beyond ~0.060” deep can be time consuming and expensive.

Use a steel with enough carbon to produce desired hardness.
Localized hardening – only one area is heated up and quenched.
No chemical changes are made. The carbon that is already in the steel is sufficient.




Advantages • Uses less energy
• Causes less distortion
• Allows for stronger core strengths
• Deeper case depths than carburizing
Disadvantages • Tooling can be expensive.
• Shallow case depths are difficult to achieve.
• Equipment is specialized.

Annealing • Heat up to austenite range, let it slowly cool in the furnace at a
specified rate to below critical temp.
• Results in very soft material, softer than stress relieving.
Normalizing • Heat up to austenite range, let it cool in still air or fanned air.
Stress Relieving
• Normally done in the 1000ºF to 1200ºF range.
• Relieves stresses that remain locked in a structure as a consequence of a manufacturing sequence.
• Rate of heating and cooling only important if you are following welding code specs.

Cracking often occurs due to geometry.
Avoid sharp corners and stress risers.
Consider using air-hardening vs. oil-hardening.
Liquid quenchants are more severe and cause more
cracking.

Parts can be racked, strung, nested, etc.
Vertical is almost always better.
Consider using air-hardening vs. oil-hardening.
Liquid quenchants are more severe and cause more
distortion.








It will either shrink, grow, or stay the
same!
Published data tells us what “should”
happen.
Leave as much material on the part as
economically possible.


In general, the material most suitable for a given use will be that material which most nearly supplies the necessary properties and durability with a satisfactory appearance at the lowest cost.
Mechanical Properties – strength, hardness, ductility
Design Configuration Material availability Fabricability Corrosion resistance Stability Cost