Embed Size (px)
Citation preview

THE UNIVERSITY OF ZAMBIASCHOOL OF MINES
DEPARTMENT OF MINING ENGINEERING
PROJECT TITLEOPTIMIZATION OF STOPE RECOVERY AND DILUTION AT MUFULIRA MINE THROUGH APPLICATION OF APPROPRIATE DESIGNS AND PRACTICES
PRESENTATION BYNG’AMBI IMMANUELSUPERVISORDR. VICTOR MUTAMBO
1

2PRESENTATION LAYOUT
• INTRODUCTION
• PROBLEM STATEMENT
• PROJECT IMPORTANCE
• OBJECTIVES
• LITERATURE REVIEW
• METHODOLOGY
• DATA COLLECTION
• DATA ANALYSIS
• CONCLUSION
• RECOMMENDATIONS

3INTRODUCTION
• Mopani Mufulira mine is an underground mine capable of producing 35000tonnes of contained copper in ore each year
• The mine is located in Mufulira town about 50kilometres from Kitwe on the Copper belt province
• It produces copper ore through variants of Mechanized Continuous Retreat (MCR) methods
• The methods are essentially a Sublevel Open Stoping(SLOS) mining method• The underground mine comprises of 9 (nine) sections

4INTRODUCTION CONT’D

5PROBLEM STATEMENT
Mopani Mufulira mine has been recording relatively low monthly stope recovery compared to the planned monthly targets and increased monthly dilutions compared to the planned monthly dilutions
The low recoveries and increased dilutions have led to a reduction in production levels and consequently the mine has incurred major financial loses
A study of the 2014 reconciliation statistics indicated that low recovery and increased dilution caused the mine to produced a total of 558,875tonnes of ore compared to the planned total blasted ore tonnage of 598,387 and recovered a total of 10,836tonnes of copper compared to the total planned blasted copper of 15,757tonnes

6PROJECT IMPORTANCE
The project is very important because it helps in the following Investigation of the causes of low stope recovery and
increased dilution at the mine Improvement of stope designs Improvement of stoping practices

7OBJECTIVES
MAIN OBJECTIVES1. To investigate the causes of low stope recovery and dilution at Mufulira mine
through designs and practices
2. Make recommendations that will optimize stope recovery and dilution based on the results from the investigation
SUB OBJECTIVESi. To review stope designs and development
ii. To review stope drilling and charging
iii. To review stope blasting and drawing

8LITERATURE REVIEW
In order to fulfill the objectives of this project, a desktop study was conducted and a literature review involved the following Textbooks Production schedules Reports
Previously published journals

9LITERATURE REVIEW CONT’D
• A stope is an underground excavation from which ore has been removed or is being removed
• Stope Recovery is × 100%• Mineral content is
• Low stope recovery is caused by1. Ore losses which occur as a result of poor extraction2. Qualitative losses which occur as a result of dilutiono Dilution is the undesired mixing of waste with oreo Dilution is expressed as
- 1 × 100%

10METHODOLOGY
Methodology of data collection involved1. Literature review of mine plans and production reports
2. Actual field work to gather information on the; Stope designs and developments Stope drilling and charging Stope blasting and drawing
Actual field work was done also to verify the actual stoping procedures and compare with the theoretical standards and to determine actual tonnes and grades drawn from stopes and investigate the causes of low recovery and increased dilution

11DATA COLLECTION Stope design Stopes are 50m long Stope width depends on the true
thickness of the ore body and varies across the length of the stope
Stopes are approximately 14m high Stopes have a chain pillar of about
3m thickness Stopes have a slot raise of diameter
2m mined at one of its ends Slot is mined 1m from the geological
hanging wall contact of the orebody

12DATA COLLECTION CONT’D
Stope development Stopes are developed in a mining drive A mining drive is a 4mx4m excavation
developed at the geological footwall contact
It is developed 50m from a footwall drive
Footwall drive is an access drive mined 50m the main access ramp or decline
There are crosscuts mined in the footwall drive at every 50m interval
The crosscuts are used as access to the mining drive and the stopes.

13DATA COLLECTION CONT’D STOPE DRILLING
Drilling operation done for stopes is longhole drilling and it is designed in Surpac
It is done using electro hydraulic rigs Longholes are drilled perpendicular in
a radial pattern around the mining drive
The ring burden is 1.8m and the toe burden is 2.1m
Longholes are drilled up to the bottom of the chain pillar for MCR1
For MCR2 longholes are drilled up to the adjacent above drilling level

14DATA COLLECTION CONT’D
STOPE CHARGING Charging operation done for stopes is longhole charging Surpac calculates the powder factors for each ring Longholes are charged with bulk emulsion explosives It is done using AEL manufactured mobile charging units Primer is pushed to the toe of the longhole using a charging horse Emulsion is pumped into the longhole until the required charge length is
attained A plastic spider is pushed into the hole to retain the emulsion

15DATA COLLECTION CONT’D
STOPE BLASTING Stope blasting is initiated by creating
a slot cut The slot cut extends across the
orebody width from the position of the slot raise
It is initiated by firing rings positioned in the cross cut using a slot as a breaking face
The slot cut is created as a breaking face for longhole blasting
Longhole blasting direction is always in retreat

16DATA COLLECTION CONT’D
STOPE DRAWING Ore is extracted from stopes through
the crosscuts Its is extracted using LHD loaders Depending on the proximity of the ore
pass the loaders either haul the ore to an ore pass
Or load it into a dump truck that hauls the ore to the nearest tip
LHDs used have various bucket capacity ranging from 4.6 tonnes to 5.3tonnes
Dump trucks used have a capacity of 20.8tonnes

172014 TOTAL STOPING STATISTCS
Jan Feb Mar Apr May Jun July Aug Sept Oct Nov Dec YTD
Tonnes blasted4554
5 37508 48644 49720 642495638
65554
7 47426 48555 53918 46252 44637598387
Tonnes trammed/delivered3819
3 45828 52928 53000 481754649
06077
3 42637 50056 38410 33687 48701558875
Copper Blasted 1287 1140 1336 1443 1740 1380 1430 1240 1252 1282 1153 1075 15757
Copper trammed/delivered 632 848 1109 981 954 1002 1206 899 951 770 632 850 10836
Stoping Recovery 49 74 83 68 55 73 84 73 76 60 55 79 69
Planned Recovery 81 81 81 81 81 81 81 81 81 81 81 81 81
Planned Extraction 124 124 124 124 124 124 124 124 124 124 124 124 124
Stoping Extraction 84 122 109 107 75 82 109 90 103 71 73 109 93
Planned Dilution 30 30 30 30 30 30 30 30 30 30 30 30 30
Stoping Dilution 66 60 26 50 29 13 23 15 22 11 22 34 36

2014 TOTAL STOPING STATISTCS CONT’D18

192014 TOTAL STOPING STATISTCS
CONT’D

202015 STOPING STATISTCS
Jan Feb Mar Apr May Jun July Aug Sept Oct YTD
Tonnes blasted 65114 57968 60596 50101 51438 50429 72332 47780 34648 852749893
3
Tonnes trammed/delivered 54739 60624 56082 42917 46765 67907 61912 43946 39174 23432
497499
Copper Blasted 1696 1556 1421 1208 1238 1108 1620 1099 744 228 11918
Copper trammed/delivered 1049 1063 1036 810 743 957 952 670 561 389 8229
Planned Recovery 80 80 80 80 80 80 80 80 80 80 80
Stoping Recovery 62 68 73 67 60 86 59 61 75 170 69
Planned Extraction 90 93 95 100 100 101 87 86 91 91 93
Stoping Extraction 84 105 93 86 91 135 86 92 113 275 100
Planned Dilution 31 34 32 30 28 28 31 27 44 51 34
Stoping Dilution 36 53 27 28 51 56 46 51 50 61 44

212015 STOPING STATISTCS CONT’D
Jan Feb Mar Apr May Jun July Aug Sept Oct0
10000
20000
30000
40000
50000
60000
70000
80000
0
200
400
600
800
1000
1200
1400
1600
1800MUFULIRA MAIN_ STOPING ORE & COPPER TRENDS_2015
Copper Blasted Copper trammed/delivered Tonnes blasted Tonnes trammed/delivered
Ore Tonnes
Copper tonnes

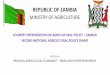
222015 STOPING STATISTCS CONT’D
Jan Feb Mar Apr May Jun July Aug Sept Oct0
50
100
150
200
250
300
MUFULIRA MAIN_ STOPING DILUTION & EXTRACTION TRENDS_2015% Dil
& Extn

23DATA ANALSIS: CAUSES OF LOW RECOVERY
AND DILUTION STOPE DESIGN AND DEVELOPMENT FACTORS
1. Use of orebody of orebody limits as stope boundary limits
Mufulira stopes have Mathew stability number (N)= 21.92
The stopes have roofs with an average hydraulic radius of (HR)=4.8
Mufulira stopes fall in the stable region of Mathews stability graph
Rock type RMR RMS (MPA) Class
Footwall quartzite 61 112 GOODC quartzite 81 164 G/V.GOODInter B-C 64 94 GOODB quartzite 81 164 G/V.GOODLower dolomite 49 15 FAIRInter A-B 68 126 GOODA quartzite 81 164 G/V.GOOD

24CAUSES OF LOW RECOVERY AND DILUTION
CONT’D

25CAUSES OF LOW RECOVERY AND DILUTION
CONT’D
STOPE DESIGN AND DEVELOPMENT FACTORS CONT.2. Position of mining drive not optimized3. Lack and poor mining of slot raises4. Presence of remnant pillars and abandoned dewatering
sites5. Standard mining echelon not followed6. Delayed development of footwall drives

26CAUSES OF LOW RECOVERY AND DILUTION
CONT’D
STOPE DRILLING AND CHARGING FACTORS1. Poor longhole ring marking
2. Longhole deviations
3. Longholes not drilled to planned lengths and in the planned plane
4. Incorrect number of longholes drilled in a ring
5. Few longholes from the draw level holing into the adjacent above mining level
6. Use of inaccurate longhole measuring equipment
7. Longholes not remeasured and flashed before charging
8. Some longholes are not charged
9. Emulsion cup mass and density not measured after it has gassed
10. Pumping of wrong quantities of explosives into the longholes

27CAUSES OF LOW RECOVERY AND DILUTION
CONT’D

28CAUSES OF LOW RECOVERY AND DILUTION CONT’D

29CAUSES OF LOW RECOVERY AND DILUTION CONT’D
STOPE BLASTING AND DRAWING FACTORS1. Longholes not timed during
blasting2. Blasting of more than 1 ring
at once3. Lack of equipment to
measure post blast profile of stopes
4. Stope overdraw

30CAUSES OF LOW RECOVERY AND DILUTION CONT’D
OTHER CAUSES OF LOW RECOVERY AND DILUTION1. Effect of geological
structures such as fissures, bedding planes and Schistocity plane
2. Effect of chain pillar size3. Biased ore sampling 4. Effects of Insitu and
induced stresses

31CAUSES OF LOW RECOVERY AND DILUTION
CONT’D

32CONCLUSION
From the investigations carried out in various sections of the mine
Improper placement of the mining drive due to delayed footwall drive development
Complex stope limits that depend on orebody extents and lack of proper equipment to monitor stope boundaries
Operation crew’s inability to adequately implement design standards such as development of slot raises,
following of mining echelon and demolishing of remnant pillars
Poor implementation of drilling and charging standards by the drilling and charging crew
Bad blasting practices such as not timed longholes
Lack of proper equipment to monitor stopes during the stoping operation
are the major causes of low stope recovery and increased dilution at the mine

33RECOMMENDATIONS Management must prioritize footwall drive development The mine technical department must create a schedule for the inspection of stopes for the
presence of slot raises and sensitize the operations crew on the importance of slots Rock mechanics engineers must start inspecting all dewatering sites and make sure that all sites
that have been abandoned are demolished on time before stresses damage the excavations mined below
For each block along the mining drive, rock mechanics engineers must:1. Carry out thorough rock mass characterization
2. Develop a model of stress conditions
3. Develop an appropriate mining echelon
4. Review stope designs using Mathews stope stability method
5. Advice planners on the size of ore barrier to be left on the geological hanging wall contact
Rock mechanics must create weekly meetings to sensitize the operations crew on importance of adhering to developed standards

34RECOMMENDATIONS CONT’D Mine must acquire cavity monitoring equipments Rock mechanics section with the help of survey must get more involved in the
stoping operations. They must start quantifying amounts of over breaks. Equivalent linear overbreak/slough (ELOS) method can be employed to quantify overbreak amounts. It is expressed as
Ring marking, longhole length and inclination measurements must be done by survey section and not by the planners
The blasting section must employ a Mopani blasting officer to accompany the stope charging crew during charging operations just like they have employed blasting officers to accompany development charging crews

35RECOMMENDATIONS CONT’D
The senior AEL personnel must start working with the blasting engineer to carry out inspections on the condition of the batching systems on the mobile charging units
The blasting and rock mechanics sections must be provided with a blasting simulation software (such as AEGIS from CAE mining suppliers)
The sampling methods must be revised The technical services department must create stope clearing
checklists

36
ENDTHANK YOU