Evolutionary thermodynamic synthesis of zeotropic distillation sequences
J. Koehler*, P. Aguirre** and E. Blass Lehrstuhl A fuer Vetfahrenstechnik, Technical University of Munich, Arcisstrasse 21, D-8000 Munich 2, Germany
The objective of this paper is to present a new evolutionary strategy for the synthesis of simple and complex distillation sequences. The initial flowsheet is the reversible multicomponent distillation scheme, which includes as the thermodynamically optimum superstructure many of the possible separation configurations. Assumptions with respect to ideal boiling behaviour or constant molar over- flow are not required, but azeotropic systems are excluded. The computation time requirement is extremely low, because only flash-type calculations and no rigorous column simulations are involved. In this approach columns and heat exchangers are successively removed from the initial flowsheet by using thermodynamic information on splits. In this way not only simple sequences, but also sidestream withdrawals, sidestream strippers and sidestream enrichers can be created. The evolutionary strategy and the underlying modification criteria will be illustrated by several examples. Some comments on common heuristic rules and heat-integration possibilities are made in conclusion,
Keywords: distillation sequences; process design; thermodynamics
Nomenclature B,D,F C h hL, h”
Column streams (mol) Number of components Molar enthalpy (kJ mol-‘) Molar enthalpy. liquid and vapour phase (kJ mol-‘) Enthalpy (kJ) Liquid flow (mol) Number of columns Pressure (kPa)
Energy (k-0 Reboiler duty (kJ) Energy addition or withdrawal (kJ) Entropy (kJ K-‘) Temperature (K) Reference temperature (K) Vapour flow (mol) Thermodynamic minimum work (kW) Work of separation (kW) Liquid phase composition (mol mol-‘)
Greek letters
aF
A
o,
Relative volatility at column feed stage Difference Product recovery of component i
(e.g. CJB., = (XB.;BV(XF.;F))
Q, Decision parameters
1
Subscripts
B, D, F Bottom, distillate, feed h Low(est) boiling component i Component index 1 Light(est) boiling component min Minimum value r, s Rectifying or stripping section, respectively
Introduction in the-chemical and allied industries. Today’s increasing
The synthesis of multicomponent distillation sequences is a frequent and difficult task in process design with signifi- cant impact on the commercial success of many processes
energy costs and environmental regulations more than ever require the continuous improvement of equipment for an efficient use of energy. Apart from optimizing column nerformance with resnect to column internals
*Now at Hoechst AG, TKR - Technische Berechnungen, D-6230 FrankfurVMain 80, Germany. Author to whom correspondence should be addressed **INTEC (CONICET - Universidad National del Litoral), Santa Fe, Argentina
and heat exchangers, the selection of favourable sequences and thermal coupling schemes has always been of key interest, and several methods have been developed to support the design of distillation schemes in pioneering situations. The fundamental literature can be found in
0950-4214/92/030153-15 0 1992 Butterworth-Heinemann Ltd Gas Separation 8 Purification 1992 Vol 6 No 3 153
Evolutionary synthesis of distillation sequences: J. Koehler et al.
review articles’-3 and will not be discussed in depth. In spite of some overlap, the synthesis methods are usually classified according to the underlying search-strategy as heuristic, heuristic-evolutionary and algorithmic. Floquet et a1.3 also list related references on mixed-integer programming approaches and continuous variable optimization algorithms.
However, it has to be noted that the majority of research papers have addressed ideal mixtures (constant relative volatility and constant molar overflow), nearly sharp separations between neighbouring key components and simple distillation columns, which split the feed mixture into two product streams. Nevertheless, it is also known that more complex distillation arrangements including, for example, intermediate condensers and reboilers, heat pumps, multieffect columns and sidestream strippers and enrichers might offer considerable savings in terms of annualized costs. But still, the synthesis procedure and its success largely depend on personal engineering experience and intuition. Since the number of possible sequences to be considered is extraordinarily high, a risk of overlooking promising alternatives remains and powerful computer-based preselection tools are needed4, 5.
This paper presents a new evolutionary synthesis concept where the sequences evolve systematically through successive modifications of the initial, thermodynamically optimum flowsheet, the so-called reversible multicomponent distillation scheme. It will be introduced in the first part of the paper focusing on its intrinsic information content. At the present stage of development structural modifications in sequences are the elimination of columns or heat exchangers and the addition of sidestream withdrawals. The algorithm thus also leads to sequences incorporating prefractionations (distributed intermediate-boiling components), sidestream strippers and sidestream enrichers. The core of the algorithm comprises only few modification rules, which are assumed to ensure that thermodynamically favourable and, obviously, econo- mically attractive modifications are made. The complete synthesis procedure will be presented, its advantages and drawbacks discussed, and experience gained with it summarized.
The fundamental aspects and general properties of evolutionary synthesis methods have already been treated by Stephanopoulos and Westerberg6. Advantages of successively improving an initial flowsheet are (a) that the search path is quite well-defined, (b) that the concept is close to the usual engineering approach’, and (c) that the effort to develop good solutions is affordable even for larger problems8.9. However, these strategies cannot guarantee optimality.
The reversible multicomponent distillation scheme
Reversible distillation columns
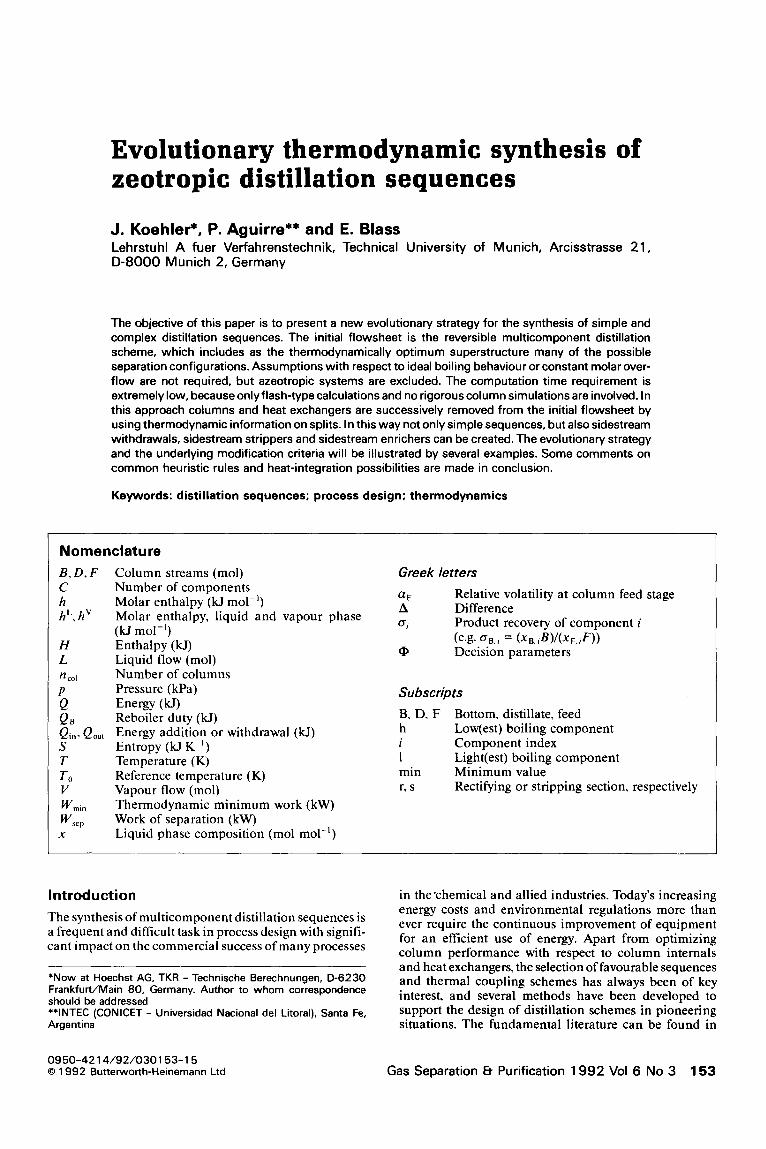
A hypothetical distillation column to perform a reversible separation is shown in Figure 1. To avoid entropy production equilibrium must prevail throughout the column between contacting countercurrent liquid and vapour streams, and the driving forces for heat and mass transfer processes become zero. To meet this goal vapour and liquid flows have to be adjusted continuously in infinitesimal steps. Hence, a reversible column consists of
154 Gas Separation B Purification 1992 Vol 6 No 3
hii Distillate
--- ----- --__
--- ----_ -___
Feed
in --- ----- -___
--- ----- --__
45 Bottoms
Figure 1 The reversible distillation column model
an infinite number of stages and heat exchangers, and it cannot operate adiabatically. The first descriptions of this hypothetical-column type date back to 1923-1932’“-‘2 and emerged from low-temperature separation problems.
The mathematical model of the reversible multi- component distillation is quite easy and has been treated several times for ideal mixtures in the literature’3-‘5. The flash-type system of equations to model a cross-section in a reversible column is given in its general form by Koehler et a1.‘6, who also present a specific algorithm to solve it.
The reversibility condition requires the feed to be intro- duced without entropy of mixing, i.e. the composition and temperature of the feed must exactly match the stream states on the feed stage. This ultimately leads to the main restriction of reversible columns, namely that product purities are limited. A reversible column can only separate between the most and the least volatile component of the feed stream. The best separation possible is where the most volatile component does not appear in the bottom product and the least volatile is not in the distillate. For instance, the ideal four-component mixture abed can be separated by maximum reversible distillation into the two products abc and bed, the recoveries of the two extreme boiling components being specified to o,(a) = a,(d) = 1.0. (Recovery o is defined as the amount of a component in the product divided by the amount in the column feed stream.) The two intermediate components must then distribute to fultil the feed stage equilibrium requirement. In other words, sharper splits, e.g. between adjacent key components of the multicomponent mixture (albcd, ablcd, abcld), are not possible in reversible columns.
Evolutionary synthesis of distillation sequences: J. Koehler et al.
The reversible distillation scheme and minimum column triplets can be combined to a single column with a energy profiles vertical partitionz3.
Based on the reversible separation restriction a general reversible multicomponent distillation scheme (RMDS) can be derived for the separation of a mixture into its constituents. Grunberg” was the first to describe character- istics of this scheme, but he did not give equations. Other important publications on its fundamental aspects stem from references 13 and 18-21.
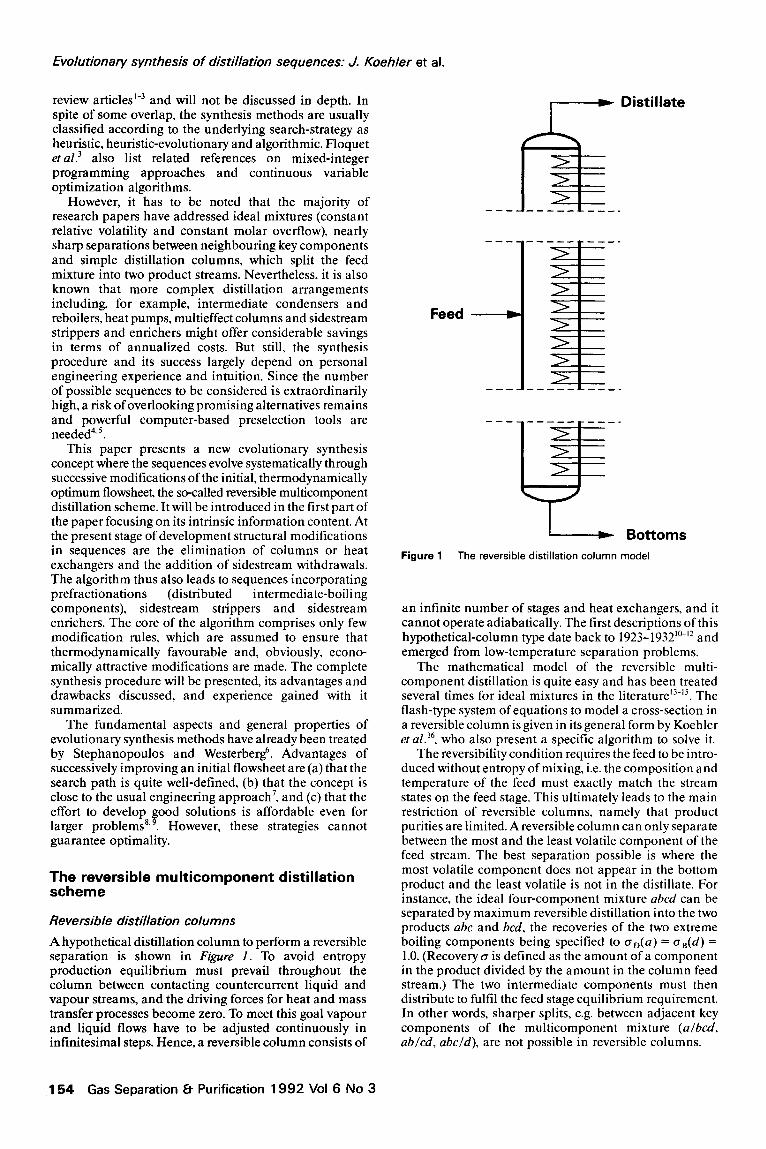
An example of a four-component RMDS is shown in Figure2a, the components again being denoted a, b, c and d. As outlined before, splits are only performed between the least and the most volatile component ofthe respective feed streams, and each component is separated individually from any other component. Broken lines indicate vapour distillates. The number of columns to produce essentially pure components from a given multicomponent mixture (Ccomponents) is n,,,, = 2’ - ’ - 1 .‘I But even for reversible multicomponent distillation there is a variety of possible separation arrangements (Figure26). Top products can be boiling liquid or saturated vapour. Some reflux liquid and reboil vapour can be taken directly from the immediately following column. Columns can be combined, if the liquid and vapour streams at the connection point have the same temperatures and compositions. Furthermore, binary mixtures of the same components but different composition may be fed to one single column, and
Sargent and Gaminibandara24 pointed out that the RMDS contains all fundamentally distinct configurations, including the complex ones. This is true if separation sequences for strongly non-ideal systems such as azeotropic and immiscible mixtures are neglected. Specific sequences can be generated by deletion of structural elements. They also indicated that a completely general superstructure, however, would have to account for multiple feeds and for interconnections from each stage to any other stage in the system, but a needlessly complicated system would result.
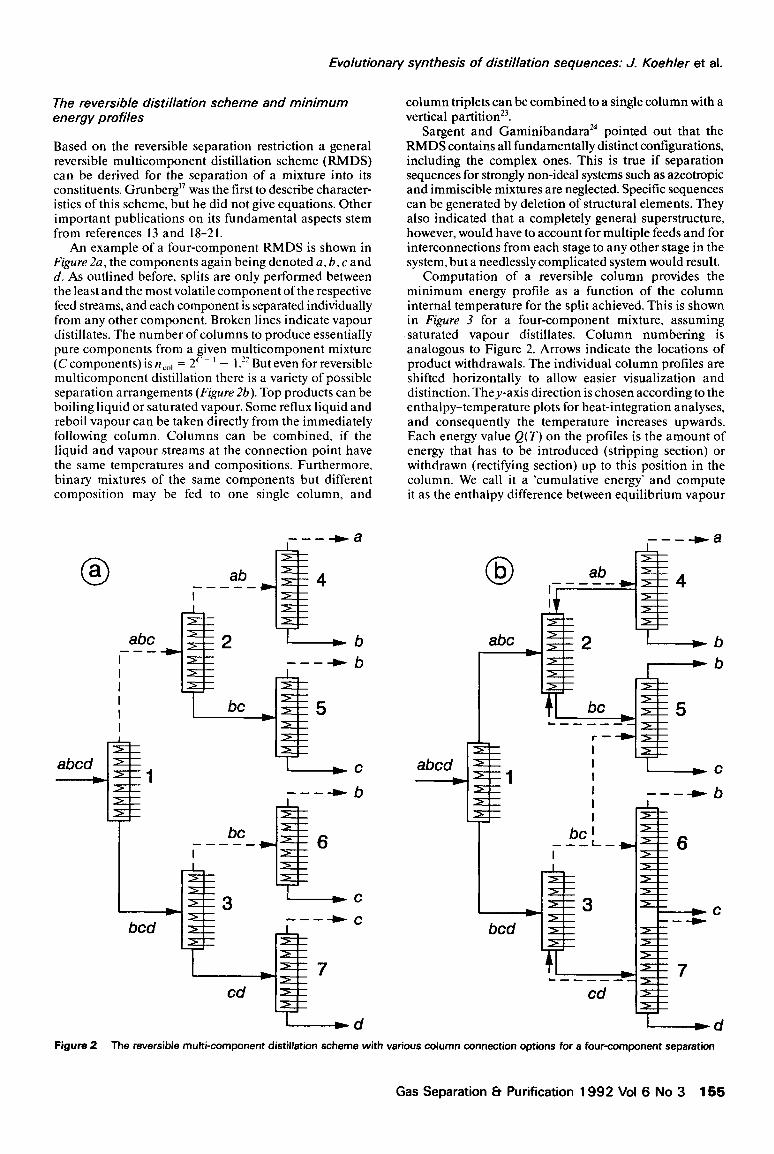
Computation of a reversible column provides the minimum energy profile as a function of the column internal temperature for the split achieved. This is shown in Figure 3 for a four-component mixture, assuming saturated vapour distillates. Column numbering is analogous to Figure 2. Arrows indicate the locations of product withdrawals. The individual column profiles are shifted horizontally to allow easier visualization and distinction. They-axis direction is chosen according to the enthalpy-temperature plots for heat-integration analyses, and consequently the temperature increases upwards. Each energy value Q(T) on the protiles is the amount of energy that has to be introduced (stripping section) or withdrawn (rectifying section) up to this position in the column. We call it a ‘cumulative energy’ and compute it as the enthalpy difference between equilibrium vapour
--
B --- I
-ta
0 a ab ----- I
4
abc _-_-* I I I I I I
Lb b
b -+b
5
--
4 -c
bc
r- I I I 1 1
--- +b I
I I
bci --- I
-wb
6
~
6
4
bed
bc ---
I d
bed
7 cd
-d -d Figure 2 The reversible multi-component distillation scheme with various column connection options for a four-component separation
Gas Separation 8 Purification 1992 Vol 6 No 3 155
Evolutionary synthesis of distillation sequences: J. Koehler et al.
and liquid streams”: Q,(T) = Vh” - Lh L + Bh B. Q,(T) = Vh”- LhL - Dh,. If the convention that energy values are set to zero at column ends is assumed. the discontinuities (jumps) in the energy profiles at the feed locations will reflect the respective overall column enthalpy balance: Q,(T) = Q,(T) + AH, AH = HD + H, - HF.
Figure 3 clarifies, for example, that column 3 is the largest energy consumer and spans the widest temperature range. Column4 requires expensive cooling. Theoretically, if energy exchange with an infinite reservoir at temperature T,, is managed according to these profiles using reversible Carnot engines, the multicomponent separation will be achieved with the thermodynamic minimum amount of work Wsep = W,,(T,) = AH- T,AS, AS = S, + SB - S, (see references 18 and 19, for example).
It is easily recognized that this type of energy line representation reveals in a convenient way much of the thermodynamic characteristics of a given multicomponent distillation problem. The reason is that the graphical appearance of the heat distribution diagram is determined uniquely by the following factors:
1. the boiling properties of components and mixtures: 2. the enthalpy behaviour; 3. the material flow distribution based on the initial
composition, the specified product purities and thermal states.
Literally, such energy line diagrams can be considered ‘fingerprints’ of separation problems. They will indicate which sub-separation of the overall task is particularly important due to large flows, small volatility differences, extreme temperature levels or a combination thereof. We do not yet know of any other graphic representation mode that would be able to convey and to condense that much information in a single plot. It is clear that utility levels can be added to the diagram to get an idea of the best temperature matches between column energy demands and utilities.
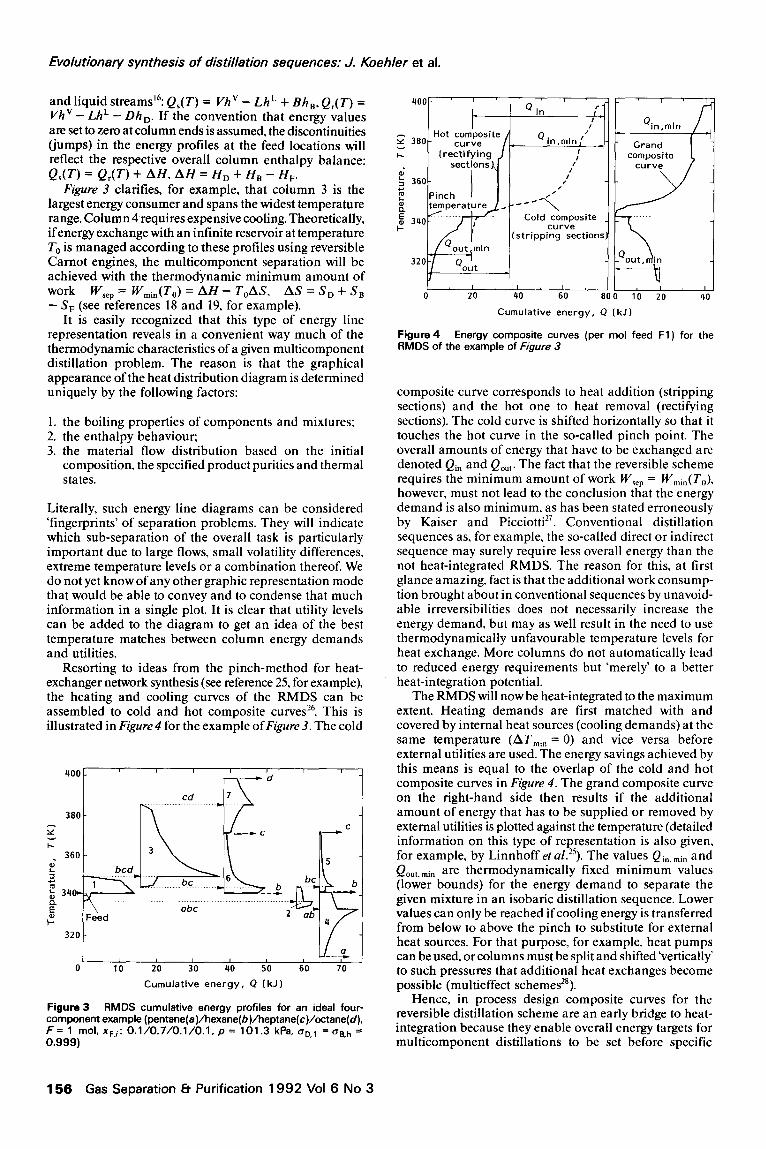
Resorting to ideas from the pinch-method for heat- exchanger network synthesis (see reference 25, for example), the heating and cooling curves of the RMDS can be assembled to cold and hot composite curves2? This is illustrated in Figure 4 for the example ofFigure 3. The cold
2
I I I
0 10 20 30 40 50 60 70
Cumulative energy, Q (kJ)
Figure 3 RMDS cumulative energy profiles for an ideal four- component example (pentane(a)/hexane(b)/heptane(c)/octane(d), F= 1 mol. x~,~: 0.1/0.7/0.1/0.1. p = 101.3 kPa, uD,, =‘~s.~ = 0.999)
400: ’ ’ ’ ’ ’ ’ ’ _- ’ in ,‘_ ,
2 380- Hot composite
curve _ ‘in,min/” -
L (rectifying I - I’
/I
Cold composite _ t”r”e
(stripping sections)
- Grand
II I I II 0 20 40 60 800 10 20 40
Cumulative energy, Q [kJ)
Figure4 Energy composite curves (per mot feed Fl) for the RMDS of the example of Figure 3
composite curve corresponds to heat addition (stripping sections) and the hot one to heat removal (rectifying sections). The cold curve is shifted horizontally so that it touches the hot curve in the so-called pinch point. The overall amounts of energy that have to be exchanged are denoted Qin and Q,,, . The fact that the reversible scheme requires the minimum amount of work Wsep = W,i”(T”), however, must not lead to the conclusion that the energy demand is also minimum, as has been stated erroneously by Kaiser and Picciotti27. Conventional distillation sequences as, for example, the so-called direct or indirect sequence may surely require less overall energy than the not heat-integrated RMDS. The reason for this, at first glance amazing, fact is that the additional work consump- tion brought about in conventional sequences by unavoid- able irreversibilities does not necessarily increase the energy demand, but may as well result in the need to use thermodynamically unfavourable temperature levels for heat exchange. More columns do not automatically lead to reduced energy requirements but ‘merely’ to a better heat-integration potential.
The RMDS will now be heat-integrated to the maximum extent. Heating demands are first matched with and covered by internal heat sources (cooling demands) at the same temperature (AT,i, = 0) and vice versa before external utilities are used. The energy savings achieved by this means is equal to the overlap of the cold and hot composite curves in Figure 4. The grand composite curve on the right-hand side then results if the additional amount of energy that has to be supplied or removed by external utilities is plotted against the temperature (detailed information on this type of representation is also given, for example, by Linnhoff et al.“). The values Qi”, min and
Q out. min are thermodynamically fixed minimum values (lower bounds) for the energy demand to separate the given mixture in an isobaric distillation sequence. Lower values can only be reached if cooling energy is transferred from below to above the pinch to substitute for external heat sources. For that purpose, for example, heat pumps can be used, or columns must be split and shifted ‘vertically’ to such pressures that additional heat exchanges become possible (multieffect schemes**).
Hence, in process design composite curves for the reversible distillation scheme are an early bridge to heat- integration because they enable overall energy targets for multicomponent distillations to be set before specific
156 Gas Separation & Purification 1992 Vol 6 No 3
Evolutionary synthesis of distillation sequences: J. Koehler et al.
sequences have been selected. We have not yet examined in further detail the possibilities of using the reversible composite curves for the synthesis of distillation sequences, but we do strongly believe that they constitute a valuable tool. An easy way of investigating the presumed features would be to compare the reversible profiles to processes that are known to be ‘near-optimum’.
Adiabatic approximation to reversi&la multi~omponen t distillation
Up to this point the thermodynamically optimum scheme, which required an infinite number of heat exchangers in each column, has been dealt with. For the new synthesis method, however, the structure of the scheme is important in the first place, and not the reversibility condition. Relaxing this assumption leads to the so-called ‘adiabatic approximation of the RMDS’19, where each column still performs the easiest sharp separation, but now the columns are equipped with only one heat exchanger at both ends and the energy exchange is not distributed. This neither changes product compositions nor column overall energy demands, but affects the column internal concen- tration profile and the external heating and cooling levels.
The adiabatic approximation of the RMDS has been the basis for several attempts to develop sequences via nonlinear programming (NLP) algorithms22.24.29. The objective was to decide by optimizations which elements of the superstructure should be kept and which should be eliminated to obtain near-optimal sequences. Nevertheless, the synthesis problem is a large-scale mixed-integer nonlinear problem (MINLP), because discrete variables must be considered, like the presence or absence of separators and connecting streams or the number of stages in columns. Since it is a tough task to handle the enormous number of variables and nonlinear equations in terms of finding an efficient problem formulation and achieving convergence, substantially more research is required and currently underway to develop powerful algo~thms for this problem3’. A different RMDS-based synthesis approach emerged from research by Kaiser3’. Kaibeli5, Kaiser and Picciotti” and Kaibel eta/.” These authors propose to modify the given RMDS-superstructure without complex optimization calculations, but instead by using qualitative arguments after some preliminary calculations. However, they did not develop a systematic synthesis strategy. It is the work by Kaibel that will be continued here.
Synthesis method
Flowsheet modifications
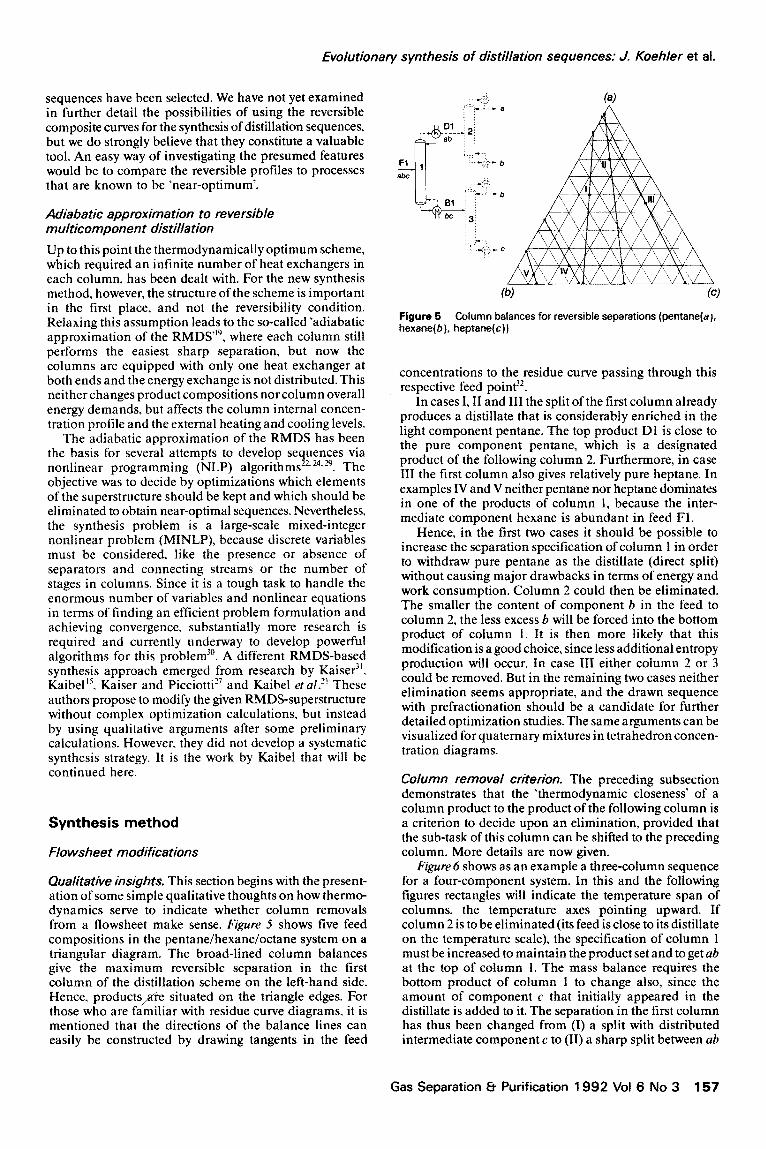
Qualitative insights. This section begins with the present- ation of some simple qualitative thoughts on how thermo- dynamics serve to indicate whether column removals from a flowsheet make sense. Figure 5 shows live feed compositions in the pentane/hexane/octane system on a triangular diagram. The broad-lined column balances give the maximum reversible separation in the first column of the distillation scheme on the left-hand side. Hence, products,&e situated on the triangle edges. For those who are familiar with residue curve diagrams, it is mentioned that the directions of the balance lines can easily be constructed by drawing tangents in the feed
(4 (4
Figure 5 Column balances for reversible separations (pentanefa), hexane(~), heptane(c))
concentrations to the residue curve passing through this respective feed point32.
In cases I, II and III the split of the first column already produces a distillate that is considerably enriched in the light component pentane. The top product Dl is close to the pure component pentane, which is a designated product of the following column 2. Furthermore, in case III the first column also gives relatively pure heptane. In examples IV and V neither pentane nor heptane dominates in one of the products of column 1, because the inter- mediate component hexane is abundant in feed Fl.
Hence, in the lirst two cases it should be possible to increase the separation spe~i~cation of column 1 in order to withdraw pure pentane as the distillate (direct split) without causing major drawbacks in terms of energy and work consumption. Column 2 could then be eliminated. The smaller the content of component b in the feed to column 2, the less excess b will be forced into the bottom product of column 1. It is then more likely that this modi~~ation is a good choice, since less additional entropy production will occur. In case III either column 2 or 3 could be removed. But in the remaining two cases neither elimination seems appropriate, and the drawn sequence with prefractionation should be a candidate for further detailed optimization studies. The same arguments can be visualized for quaternary mixtures in tetrahedron concen- tration diagrams.
Column removal criterion. The preceding subsection demonstrates that the ‘thermodynamic closeness’ of a column product to the product of the following column is a criterion to decide upon an elimination, provided that the sub-task of this column can be shifted to the preceding column. More details are now given.
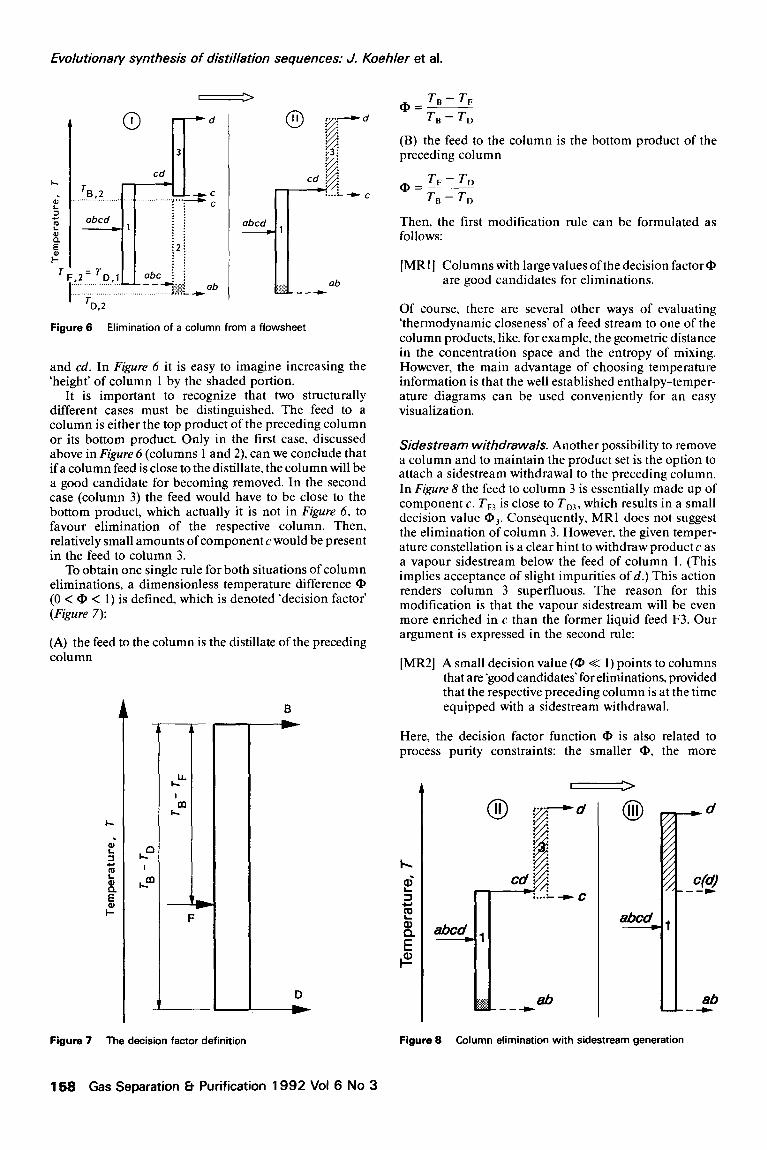
Figure 6 shows as an example a three-column sequence for a four-component system. In this and the following figures rectangles will indicate the temperature span of columns, the temperature axes pointing upward. If column 2 is to be eliminated (its feed is close to its distillate on the temperature scale), the specification of column 1 must be increased to maintain the product set and to get ab at the top of column 1. The mass balance requires the bottom product of column I to change also, since the amount of component c that initially appeared in the distillate is added to it. The separation in the first column has thus been changed from (I) a split with distributed intermediate component c to (II) a sharp split between ab
Gas Separation Et Purification 1992 Vol 6 No 3 157
Evolutionary synthesis of distillation sequences: J. Koehler et al.
. TB,2
cd 4
-WC :...L + c E
i : C
42 abed Lm -1
: i : i abed
$ ; : 1
E :
i2i i i
TF,2= TD 1 i ;
c
. ..‘... _I- -6
abc : : ---k;$i ab E” ab
.*i”L -) --+
‘D.2
Figure 6 Elimination of a column from a flowsheet
and cd. In Figure 6 it is easy to imagine increasing the ‘height’ of column 1 by the shaded portion.
It is important to recognize that two structurally different cases must be distinguished. The feed to a column is either the top product of the preceding column or its bottom product. Only in the first case, discussed above in Figure 6 (columns 1 and 2), can we conclude that if a column feed is close to the distillate, the column will be a good candidate for becoming removed. In the second case (column 3) the feed would have to be close to the bottom product, which actually it is not in Figure 6, to favour elimination of the respective column. Then, relatively small amounts of component c would be present in the feed to column 3.
To obtain one single rule for both situations of column eliminations, a dimensionless temperature difference 0 (0 < @ < 1) is defined, which is denoted ‘decision factor’ (Figure 7):
(A) the feed to the column is the distillate of the preceding column
I-!! I
I-!!
IL L
I m
h
B
D
b
Q, Ta - TF =- Ta - TD
(B) the feed to the column is the bottom product of the preceding column
TF- TD cp=- 7-a - T,
Then, the first modification rule can be formulated as follows:
[MRl] Columns with large values of the decision factor@ are good candidates for eliminations.
Of course, there are several other ways of evaluating ‘thermodynamic closeness’ of a feed stream to one of the column products, like, for example, the geometric distance in the concentration space and the entropy of mixing. However, the main advantage of choosing temperature information is that the well established enthalpy-temper- ature diagrams can be used conveniently for an easy visualization.
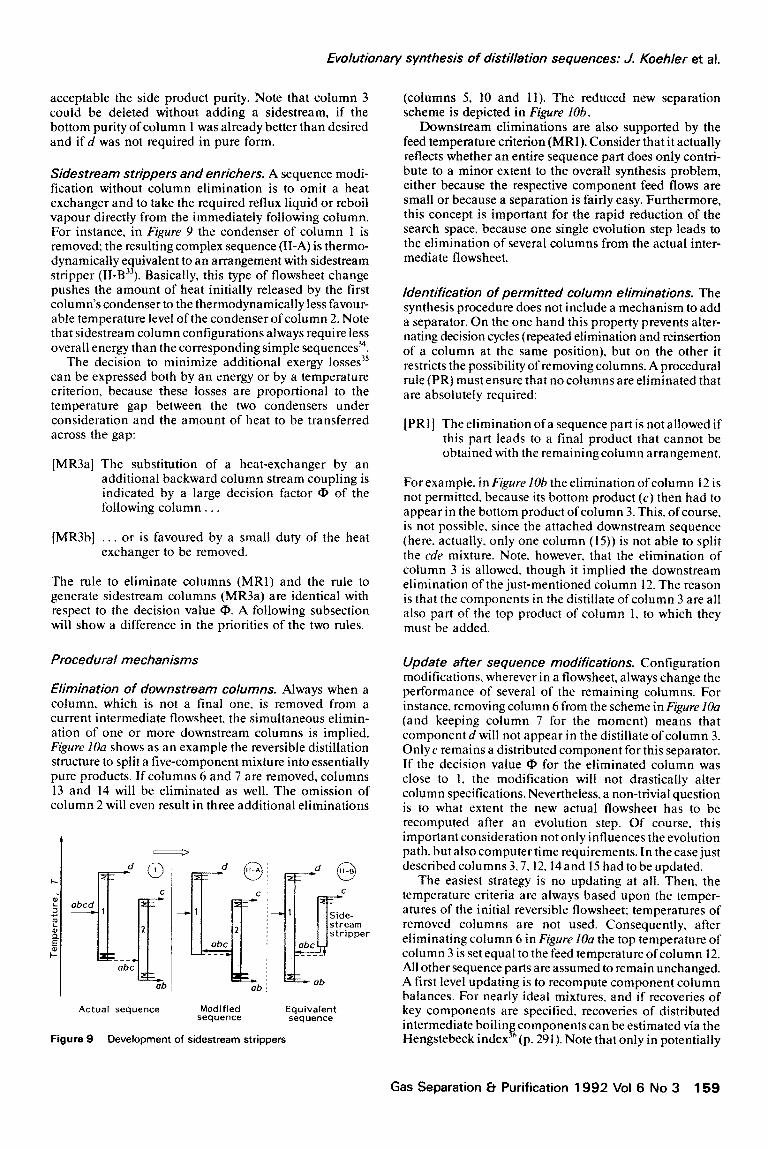
Sidestream withdrawals. Another possibility to remove a column and to maintain the product set is the option to attach a sidestream withdrawal to the preceding column. In Figure 8 the feed to column 3 is essentially made up of component c. T,, is close to T,,, which results in a small decision value Dj. Consequently, MRl does not suggest the elimination of column 3. However, the given temper- ature constellation is a clear hint to withdraw product c as a vapour sidestream below the feed of column 1. (This implies acceptance of slight impurities of d.) This action renders column 3 superfluous. The reason for this modification is that the vapour sidestream will be even more enriched in c than the former liquid feed F3. Our argument is expressed in the second rule:
[MR2] A small decision value (@ < I) points to columns that are ‘good candidates’ for eliminations, provided that the respective preceding column is at the time equipped with a sidestream withdrawal.
Here, the decision factor function Q is also related to process purity constraints: the smaller a,, the more
a& ---c
+d
cfd --_)
ab -+
Figure 7 The decision factor definition Figure 8 Column elimination with sidestream generation
158 Gas Separation & Purification 1992 Vol 6 No 3
Evolutionary synthesis of distillation sequences: J. Koehler et al.
acceptable the side product purity. Note that column 3 could be deleted without adding a sidestream, if the bottom purity of column 1 was already better than desired and if d was not required in pure form.
Sidestream strippers and enrichers. A sequence modi- fication without column elimination is to omit a heat exchanger and to take the required reflux liquid or reboil vapour directly from the immediateIy follo~ng column. For instance, in Figure 9 the condenser of column 1 is removed; the resulting complex sequence (II-A) is thermo- dynamically equivalent to an arrangement with sidestream stripper (II-B3’). Basically, this type of flowsheet change pushes the amount of heat initially released by the first column’s condenser to the thermodynamically less favour- able temperature level of the condenser of column 2. Note that sidestream column configurations afways require less overall energy than the corresponding simple sequences”.
The decision to minimize additional exergy losses3’ can be expressed both by an energy or by a temperature criterion, because these losses are proportional to the temperature gap between the two condensers under consideration and the amount of heat to be transferred across the gap:
[MR3a]
(MR3b]
The substitution of a heat-exchanger by an additional backward column stream coupling is indicated by a large decision factor cf, of the following column . . .
. . . or is favoured by a small duty of the heat exchanger to be removed.
The rule to eliminate columns (MRl) and the rule to generate sidestream columns (MR3a) are identical with respect to the decision value @. A following subsection will show a difference in the priorities of the two rules.
procedural mechanisms
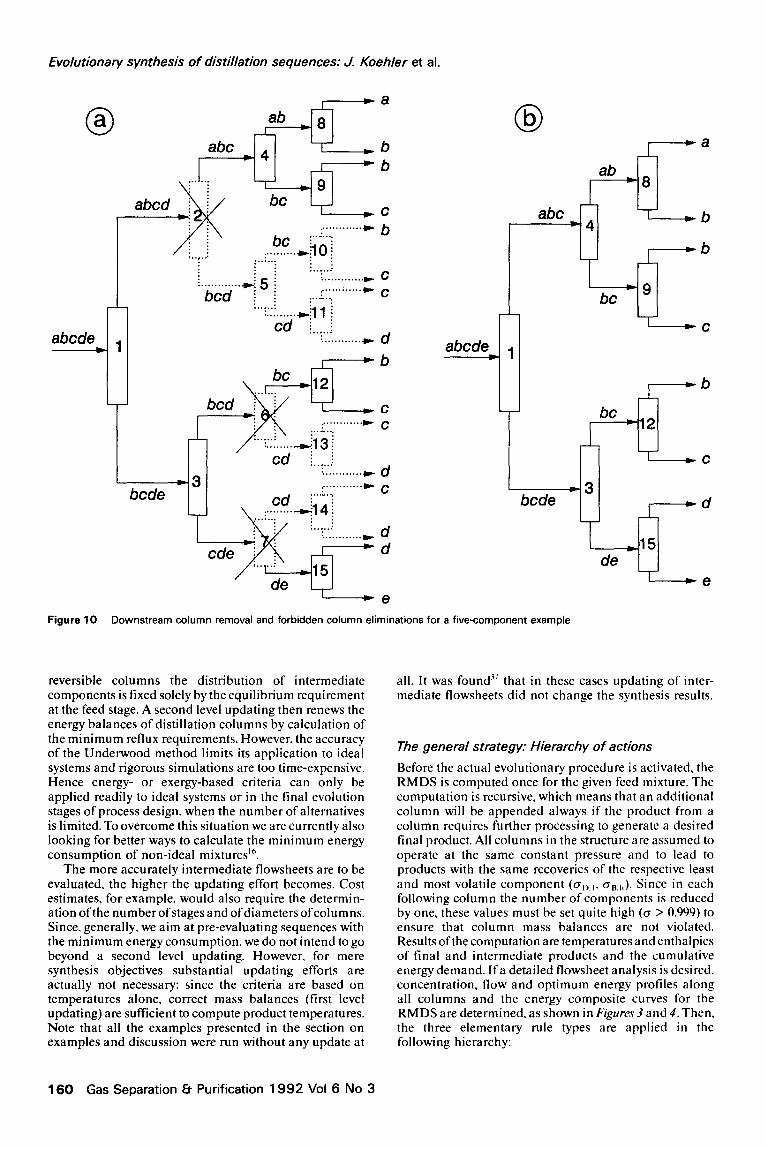
Elimination of downstream columns. Always when a column, which is not a final one, is removed from a current intermediate flowsheet, the simuItaneous elimin- ation of one or more downstream columns is implied. Figure 1Oa shows as an example the reversible distillation structure to split a five-component mixture into essentially pure products. If columns 6 and 7 are removed, columns 13 and 14 will be eliminated as well. The omission of column 2 will even result in three additional eliminations
ob &b
Actual sequence
I.&. ab
Modified sequence
Equivalent sequence
Figure 9 Development of sidestream strippers
(columns 5, 10 and 11). The reduced new separation scheme is depicted in Figure If%.
Downstream eliminations are also supported by the feed temperature criterion (MRl). Consider that it actually reflects whether an entire sequence part does only contri- bute to a minor extent to the overall synthesis problem, either because the respective component feed flows are small or because a separation is fairly easy. Furthermore, this concept is impo~ant for the rapid reduction of the search space, because one single evolution step leads to the elimination of several columns from the actual inter- mediate flowsheet.
Identification of permitted column eliminations. The synthesis procedure does not include a mechanism to add a separator. On the one hand this property prevents alter- nating decision cycles (repeated elimination and reinsertion of a column at the same position), but on the other it restricts the possibility of removing columns. A procedural rule (PR) must ensure that no columns are eliminated that are absolutely required:
[PR I] The elimination of a sequence part is not allowed if this part leads to a final product that cannot be obtained with the remaining column arrangement.
For example. in Figure IOb the elimination of column 12 is not permitted, because its bottom product(c) then had to appear in the bottom product of column 3. This, of course. is not possible, since the attached downstream sequence (here, actually, only one column (15)) is not able to split the cde mixture. Note, however. that the elimination of column 3 is allowed. though it implied the downstream elimination of the just-mentioned column 12. The reason is that the components in the distillate of column 3 are all also part of the top product of column I. to which they must be added.
Update after sequence modi~cations. Configuration modifications. wherever in a flowsheet, always change the performance of several of the remaining columns. For instance. removing column 6 from the scheme in Figure IOa (and keeping column 7 for the moment) means that component d will not appear in the distillate of column 3. Onlyc remains a distributed component for this separator. If the decision value (D for the eliminated column was close to 1. the modification will not drastically alter column specifications. Nevertheless, a non-trivial question is to what extent the new actual flowsheet has to be recomputed after an evolution step. Of course. this important consideration not only influences the evolution path, but also computer time requirements. In the case just described columns 3,7,12,14 and 1.5 had to be updated.
The easiest strategy is no updating at all. Then, the temperature criteria are always based upon the temper- atures of the initial reversible flowsheet; temperatures of removed columns are not used. Consequently, after eliminating column 6 in Figure IOa the top temperature of column 3 is set equal to the feed temperature ofcolumn 12. All other sequence parts are assumed to remain unchanged. A first level updating is to recompute component column balances. For nearly ideal mixtures. and if recoveries of key components are specified. recoveries of distributed intermediate boilin
8 components can be estimated via the
Hengstebeck index (p. 291). Note that only in potentially
Gas Separation 9 Purification 1992 Vol 6 No 3 159
Evolutionary synthesis of distillation sequences: J. Koehler et al.
-a
0 a
abed
b
3-3
‘cde
:..........., d
bcde . . . . . . . . . . ...) c
d d
abcde
0 b
-
ab )8
abc l- *4
w
I * b
bcde w
,15 de
t -e
Figure 10 Downstream column removal and forbidden column eliminations for a five-component example
reversible columns the distribution of intermediate components is fixed solely by the equilibrium requirement at the feed stage. A second level updating then renews the energy balances of distillation columns by calculation of the minimum reflux requirements. However, the accuracy of the Underwood method limits its application to ideal systems and rigorous simulations are too time-expensive. Hence energy- or exergy-based criteria can only be applied readily to ideal systems or in the final evolution stages of process design, when the number of alternatives is limited. To overcome this situation we are currently also looking for better ways to calculate the minimum energy consumption of non-ideal mixtures”.
The more accurately intermediate flowsheets are to be evaluated, the higher the updating effort becomes. Cost estimates, for example, would also require the determin- ation of the number of stages and of diameters of columns. Since, generally, we aim at pre-evaluating sequences with the minimum energy consumption, we do not intend to go beyond a second level updating. However. for mere synthesis objectives substantial updating efforts are actually not necessary: since the criteria are based on temperatures alone, correct mass balances (first level updating) are sufficient to compute product temperatures. Note that all the examples presented in the section on examples and discussion were run without any update at
b
b
C
d
e
all. It was foundj’ that in these cases updating of inter- mediate flowsheets did not change the synthesis results.
The general strategy: Hierarchy of actions
Before the actual evolutionary procedure is activated. the RMDS is computed once for the given feed mixture. The computation is recursive, which means that an additional column will be appended always if the product from a column requires further processing to generate a desired final product. All columns in the structure are assumed to operate at the same constant pressure and to lead to products with the same recoveries of the respective least and most volatile component (o,).,, ~a.~). Since in each following column the number of components is reduced by one, these values must be set quite high (a > 0.999) to ensure that column mass balances are not violated. Results ofthe computation are temperatures and enthalpies of final and intermediate products and the cumulative energy demand. If a detailed flowsheet analysis is desired, concentration. flow and optimum energy profiles along all columns and the energy composite curves for the RMDS are determined. as shown in Figuws 3 and 4. Then. the three elementary rule types are applied in the following hierarchy:
160 Gas Separation Et Purification 1992 Vol 6 No 3

Evolutionary synthesis of distillation sequences: J. Koehler et al.
[PR2] (I) column eliminations (MRI): (2) sidestream column synthesis (MR3); (3) sidestream withdrawal decisions (MR2).
In the synthesis procedure only one type of modification is considered at a time in the order given above and repeated until no more decisions of this type are possible. The main advantage of an ordered approach is that structurally different decision types do not compete in an actual flowsheet situation and weighing factors are not required. It is quite logical to place column removals opportunistically at the beginning of a systematic evolution procedure, because downstream eliminations will quickly reduce the number of sequence alternatives. Each modifi- cation itself consists of four parts:
ident$cation. The columns in the actual flowsheet that allow the considered type of modification are identified (e.g. which columns are candidates for being removed?). Selection. The decision values @ are computed to rate all columns that are allowed to be tackled. If the user does not enforce a particular modification (to which (s)he is entitled to), the decision will be made on the basis of the ranked @list (‘best first’ strategy). ModiJcation. The distillation sequence is modified (including downstream eliminations). Updating. If requested by the user. the columns in the sequence with affected component distributions and mass balances will be recomputed to obtain the new actual flowsheet in updated form.
Both the ‘best-tirst’ algorithm and the successive appli- cation of different modification types are not a compulsory strategy. but merely suggestions. A system could as well be designed that handles all modification types simul- taneously by picking a ‘convenient’ one. Of course, a problem is then to decide by ranking functions which type of modification is a good choice.
Examples and discussion
Computer program implementation. The entire proto- type program is written in ‘C’ and runs on IBM- compatible PCs. Depending on the selected accuracy the execution time to compute a five-component RMDS is around IO son 386-PCs equipped with a maths-coprocessor. The computer time for a complete evolution without user interference is less than I s. because only IO-20 decisions are required. Vapour-liquid equilibria are computed by assuming an ideal vapour phase and. if available. by using Wilson activity coefficients for the liquid phase. Molar enthalpies are calculated according to reference 38. The program is equipped with menu and window features and allows interactive graphic presentation of the results. including column energy-temperature profiles. composite curves for sequences. and sequence flowsheets. Upon request all program decisions are displayed and a user- interaction option is activated: the user is then entitled to overwrite flowsheet modifications in order to generate sequences ‘according to his own philosophy’. Note that this is important for close decisions. because user-forced modifications in repeated synthesis runs are a method of incorporating ‘manual’ backtracking: several evolution paths can be followed one after the other. Furthermore.
the user can interrupt the evolution before the final flow- sheet is generated. This is also an important feature, because the actual intermediate flowsheet is then a super- structure that contains several good alternatives (see Figures 13 and 15).
Example I: four-component separation
This first example is based on the mixture treated in [email protected] 3 and serves to introduce the synthesis strategy. The decision factors @ of the seven columns are given below in decreasing order:
column no: 6 2 I 4 3 5 decision factor: 0.91 0.67 0.51 0.26 0.13 0.09
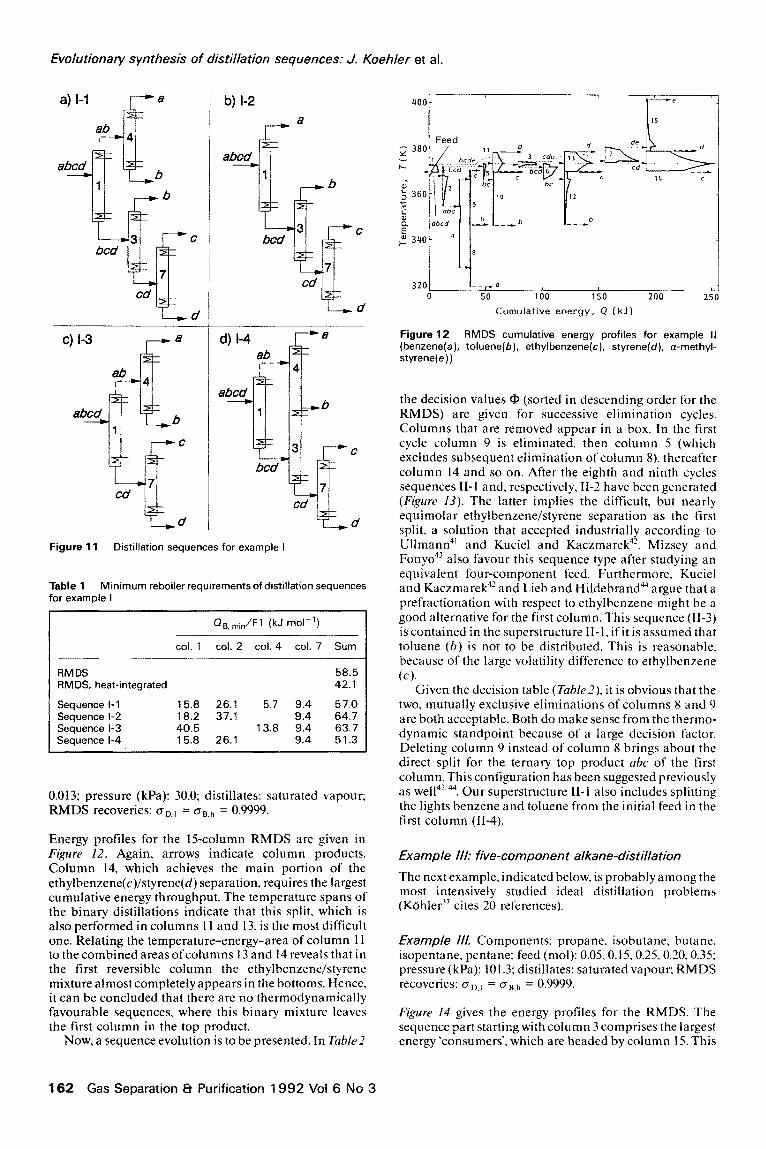
Accordingly, columns 6 and 2 are preferred candidates for eliminations (MRl). Simultaneously downstream column 5 is removed. In the remaining flowsheet (I-l, Figure II) the first column performs a prefractionation with respect to hexane, which is the most abundant component. This result agrees well with the heuristic that prefractionations might be a good choice when intermediate boiling components dominate a feedstream. Note that a separate rule to generate preseparations is not needed. If one wishes to reduce further the number of columns by not considering prefractionations, columns 3 or 4 can be deleted; the elimination of column 7 is not allowed. In one case the so-called direct separation sequence is obtained (I-2) in the second case column 1 performs a split between the two intermediate boiling components (ablcd, I-3). These results are easily verified by heuristics.
Elaahi and Luyber? studied splitting the same feed composition assuming constant relative volatilities (a r,;: 8/4/2/l) and demonstrated that the two simple sequences just developed (Figure I I, I-2, I-3) have the lowest energy demands. Their even better complex schemes always begin with a prefractionation column, where either component b or both intermediates are distributed. An analogous investigation of our first example is presented in Table I. Assuming saturated-vapour distillates, the overall minimum reboiler demand of the RMDS amounts to 58.5 kJ mol-’ feed, which can be reduced by thermo- dynamic optimum heat-integration to 42.1 kJ mol-‘. Both values can be taken directly from Figure 4. Naturally, of the developed configurations the one with prefractionation (I-l) has the lowest overall reboiler duty. Sequences I-2 and I-3 nearly come out equal. Combining columns 3 and 4 for a direct heat exchange (I-4) will further reduce the minimum energy requirements and the number of heat exchangers. In all four cases the heat released by the condenser of the c/d split (9.2 kJ mol-’ feed Fl, for boiling liquid distillate) may be used in another reboiler in the sequences.
Example II: styrene distillation
Styrene is produced by catalytic dehydration of ethyl- benzene. For a typical reaction effluent, which contains non-reacted ethylbenzene and the byproducts benzene and toluene, a distillation sequence is to be designed. Data are given below. where a-methylstyrene represents high boiling components4’.
Example Il. Components: benzene, toluene, ethylbenzene, styrene, a-methylstyrene; feed (mol): 0.02,0.027,0.54,0.40,
Gas Separation & Purification 1992 Vol 6 No 3 161
Evolutional synthesj~ of d~sti~tation sequences: J. Koehfer et al.
a) I-1
,~
a
ab -- 4
b
b) l-2
abed
cd
d
d) i-4 a
ab -- *4
abed -
d
Figure 11 Distillation sequences for example I
Table 1 Minimum reboiler requirements of distillation sequences for example I
0 e, ,,,/Fl (kJ mol-‘)
601. I col. 2 col. 4 col. 7 Sum
RM DS 58.5 RMDS, heat-integrated 42.1
Sequence I- 1 15.8 26.1 5.7 9.4 57.0 Sequence l-2 18.2 37.1 9.4 64.7 Sequence l-3 40.5 13.8 9.4 63.7 Sequence l-4 15.8 26.1 9.4 51.3
0.013; pressure (kPa): 30.0; distillates: saturated vapour: RMDS recoveries: oo,, = oa,h = 0.9999.
Energy profiles for the 1.5~column RMDS arc given in Figure 12. Again, arrows indicate column products. Column 14, which achieves the main portion of the ethylbenzene(c)lstyrene(d) separation. requires the largest cumulative energy throughput. The temperature spans of the binary distillations indicate that this split, which is also performed in columns 11 and 13. is the most difficult one. Relating the temperature-energy-area of column 11 to the combined areasofcolumns 13 and 14reveals that in the first reversible column the ethylbenzene/s~rene mixture almost completely appears in the bottoms. Hence, it can be concluded that there are no thermodynamically favourable sequences, where this binary mixture leaves the first column in the top product.
Now, a sequence evolution is to be presented. In Table2
3201 I__,0 L
0 50 100 150 200 25
Cumulative energy, Q (kJ1
Figure 12 RMDS cumulative energy profiles for example II (benzene(a), toluene(b), ethylbenzene( styrene(d), a-methyl- styrene(e))
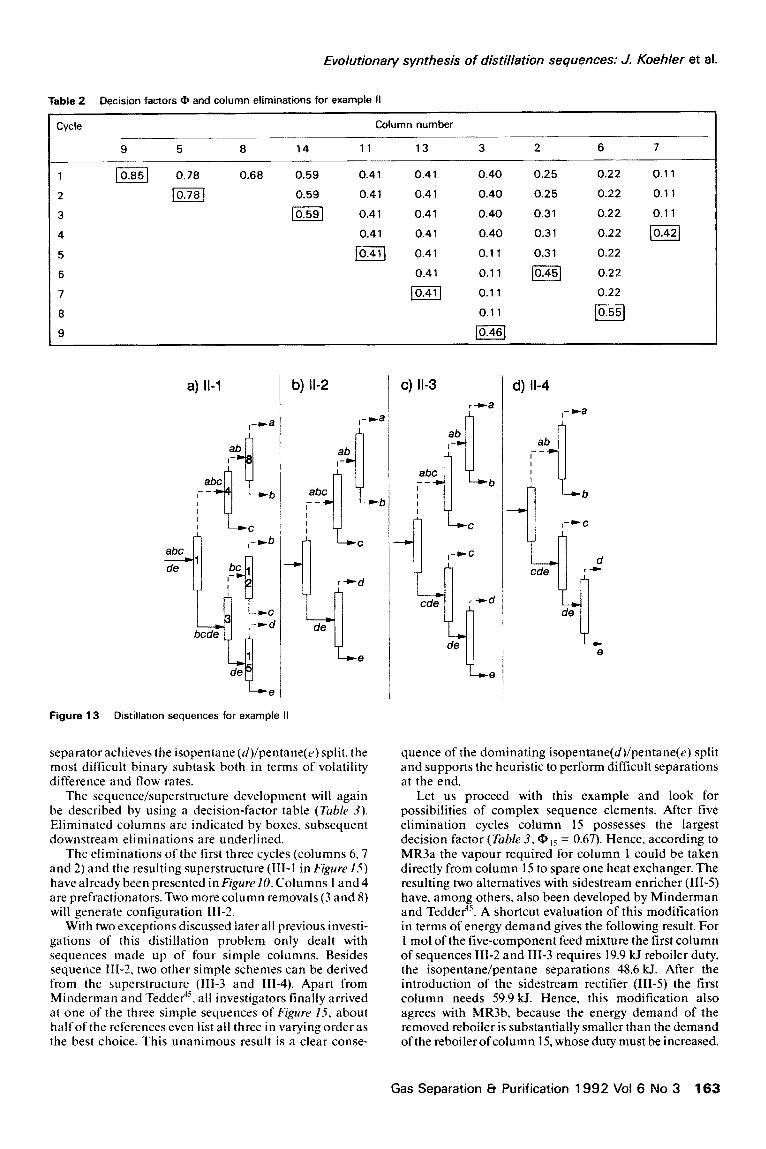
the decision values Q, (sorted in descending order for the RMDS) are given for successive elimination cycles. Columns that are removed appear in a box. In the first cycle column 9 is eliminated, then column 5 (which excludes subsequent elimination of column 8). thereafter column 14 and so on. After the eighth and ninth cycles sequences II-1 and, respectively. 11-2 have been generated (Figure 1.3). The latter implies the difficult, but nearly equimolar ethylbenzene/s~rene separation as the first split, a solution that accepted industrially according to Ullmann” and Kuciel and Kaczmarek4’. Mizsey and FonyoA3 also favour this sequence type after studying an equivalent four-component feed. Fu~hermore. Kuciel and Kaczmarek4’ and Lieb and HildebrandM argue that a prefractionation with respect to ethylbenzene might be a good alternative for the first column. This sequence (11-3) is contained in the superstructure II-l, if it is assumed that toluene (b) is not to be distributed. This is reasonable, because of the large volatility difference to ethylbenzene
(cl. Given the decision table (Table2). it is obvious that the
two, mutually exclusive eliminations of columns 8 and 9 are both acceptable. Both do make sense from the thermo- dynamic standpoint because of a large decision factor. Deleting column 9 instead of column 8 brings about the direct split for the ternary top product abc of the first column. This con~guration has been suggested previously as we114’.44. Our superstructure II-1 also includes splitting the lights benzene and toluene from the initial feed in the first column (11-4).
Example ill: five-component alkane-distillation
The next example, indicated below, is probably among the most intensively studied ideal distillation problems (Kohlef’ cites 20 references).
Example Ill. Components: propane, isobutane, butane. isopentane, pentane; feed (mol): 0.05,0.15,0.25.0.20.0.35; pressure (kPa): 101.3; distillates: saturated vapour; RMDS recoveries: on,, = (T~,~ = 0.9999.
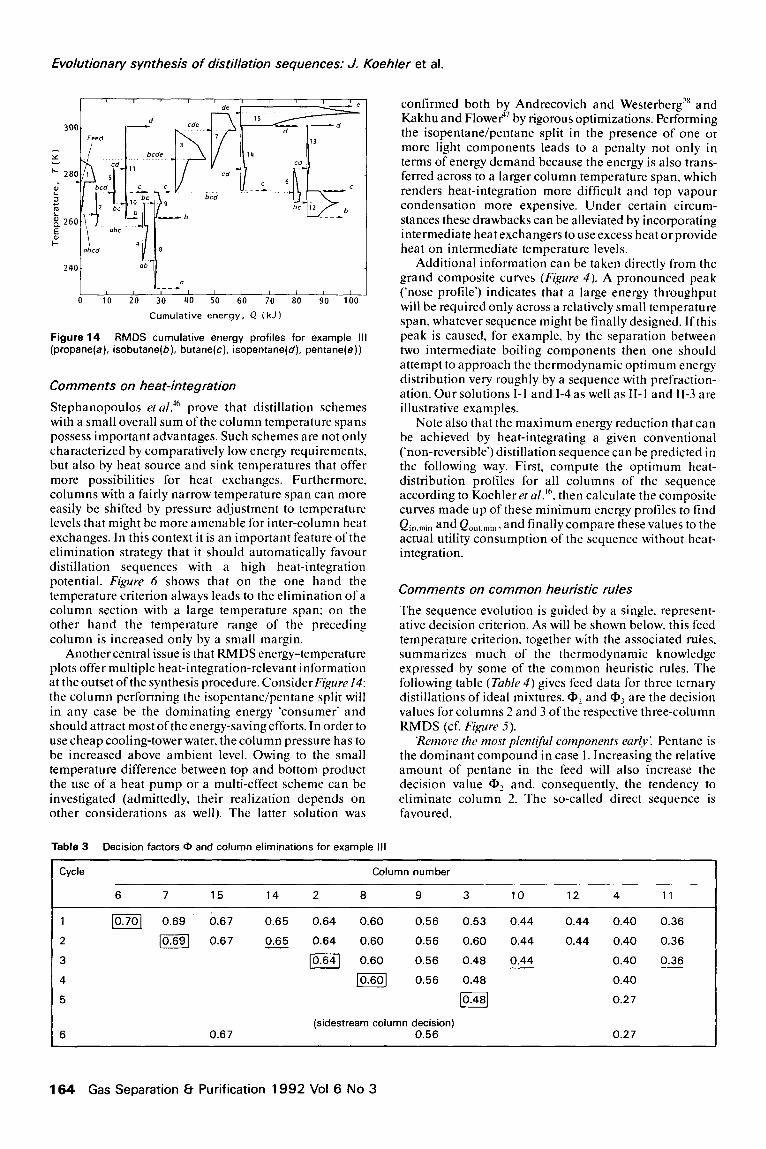
Figure 14 gives the energy profiles for the RMDS. The sequence part starting with column 3 comprises the largest energy ‘consumers’, which are headed by column 15. This
162 Gas Separation & Purification 1992 Vol 6 No 3
Evolutionary synthesis of distillation sequences: J. Koehler et al.
Fable 2 Decision factors @ and column eliminatjons for example II
Cycle Column number
5 8 14 11 13 3 2 6 7
1 0.78 0.68 0.59 0.41 0.41 0.40 0.25 0.22 0.1 1
2 /0.781 0.59 0.41 0.41 0.40 0.25 0.22 0.1 1
3 10.591 0.41 0.41 0.40 0.31 0.22 0.1 1
4 0.41 0.41 0.40 0.31 0.22 10.421
5 Jzi!J 0.41 0.1 1 0.31 0.22
6 0.41 0.11 /0.451 0.22
7 10.411 0.1 1 0.22
8 0.11 Lo.551
9 10.461
a) II-1 b) II-2
abc ---I 1 r I
b
r-d -I de
e
Figure 13 Distillation sequences for example II
separator achieves the isopentane (~)/pentane(e) split, the most dif~cult binary subtask both in terms of volatility difference and flow rates.
The sequence/superstructure development will again be described by using a decision-factor table (Table 3). Eliminated columns are indicated by boxes, subsequent downstream eliminations are underlined.
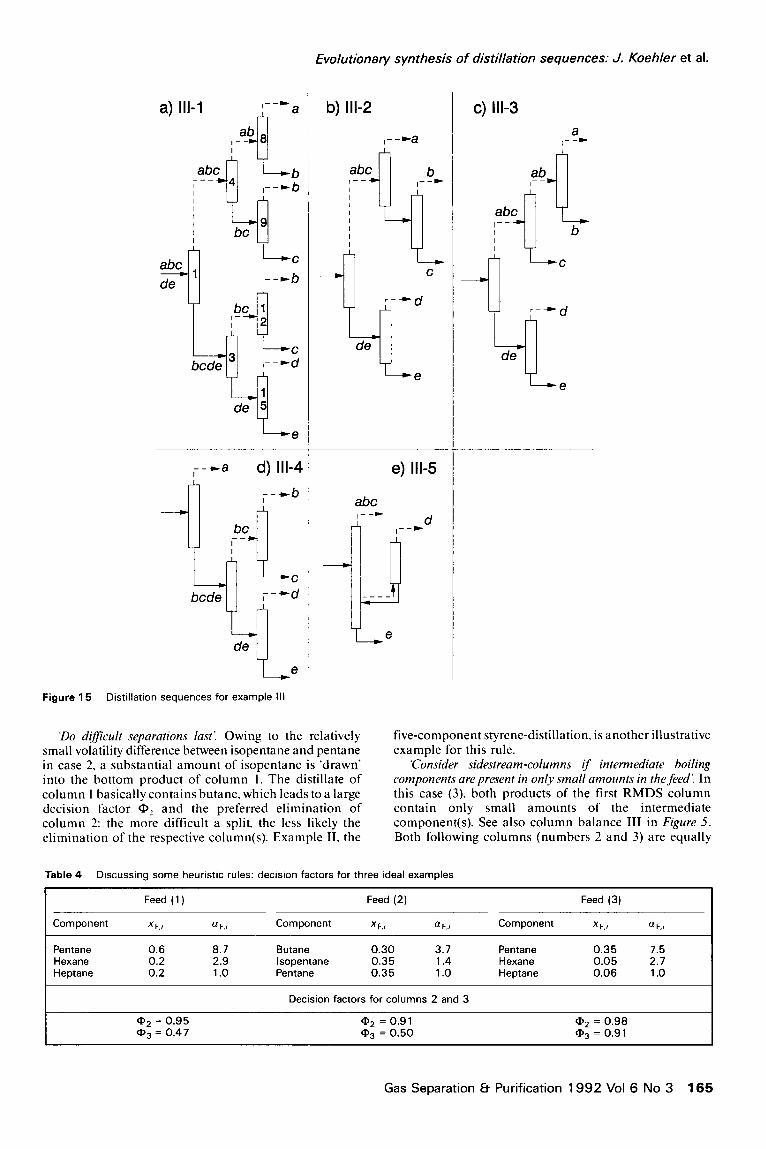
The eliminations ofthe first three cycles (columns 6,7 and 2) and the resulting superstructure (III-l in Figure 1.5) have already been presented in Figure 10. Columns 1 and 4 are prefractionators. Two more column removals (3 and 8) will generate configuration 111-2.
With two exceptions discussed Iater all previous investi- gations of this distillation problem only dealt with sequences made up of four simple columns. Besides sequence 111-2, two other simple schemes can be derived from the superstructure (III-3 and 111-4). Apart from Minderman and Tedder4’, all investigators finally arrived at one of the three simple sequences of Figure f.5, about halfof the references even list all three in varying order as the best choice. This unanimous result is a clear conse-
c) II-3
,+a
Le
d) II-4
,-*a
i. cde
quence of the dominating isopentane(~)/pentane(e) split and supports the heuristic to perform difficult separations at the end.
Let us proceed with this example and look for possibilities of complex sequence elements. After five elimination cycles column 15 possesses the largest decision factor (E&e 3, Q;, 15 = 0.67). Hence, according to MR3a the vapour required for column 1 could be taken directly from column 15 to spare one heat exchanger. The resulting two alternatives with sidestream enricher (III-S) have, among others, also been developed by Minderman and Tedder4”. A shortcut evaluation of this modification in terms of energy demand gives the follo~ng result. For I mol of the five-component feed mixture the first column of sequences III-2 and III-3 requires 19.9 kJ reboiler duty, the isopentane/pentane separations 48.6 kJ. After the introduction of the sidestream rectifier (111-5) the first column needs 59.9 kJ. Hence, this modification also agrees with MR3b, because the energy demand of the removed reboiler is substantially smaller than the demand of the reboiler of column 1.5, whose duty must be increased.
d r-w
3.
de
e
Gas Separation & Purification 1992 Vol 6 No 3 163
Evolutionary synthesis of distillation sequences: J. Koehler et al.
c- d\ ,i
240. ib I , 1/p, , , , , , , 1
0 10 20 30 40 50 60 70 80 90 100
Cumulative energy, Q (kJ1
Figure 14 RMDS cumulative energy profiles for example Ill (propane(a), isobutane(b), butane(c), isopentane(d), pentane(e))
Comments on heat-integration
Stephanopoulos et al.“6 prove that distillation schemes with a small overall sum of the column temperature spans possess important advantages. Such schemes are not only characterized by comparatively low energy requirements, but also by heat source and sink temperatures that offer more possibilities for heat exchanges. Furthermore, columns with a fairly narrow temperature span can more easily be shifted by pressure adjustment to temperature levels that might be more amenable for inter-column heat exchanges. In this context it is an important feature of the elimination strategy that it should automatically favour distillation sequences with a high heat-integration potential. Figure 6 shows that on the one hand the temperature criterion always leads to the elimination of a column section with a large temperature span: on the other hand the temperature range of the preceding column is increased only by a small margin.
Another central issue is that RMDS energy-temperature plots offer multiple heat-integration-relevant information at the outset of the synthesis procedure. ConsiderFigure 14: the column performing the isopentane/pentane split will in any case be the dominating energy ‘consumer’ and should attract most of the energy-saving efforts. In order to use cheap cooling-tower water, the column pressure has to be increased above ambient level. Owing to the small temperature difference between top and bottom product the use of a heat pump or a multi-effect scheme can be investigated (admittedly, their realization depends on other considerations as well). The latter solution was
confirmed both by Andrecovich and Westerberg’x and Kakhu and Flower4’ by rigorous optimizations. Performing the isopentane/pentane split in the presence of one or more light components leads to a penalty not only in terms of energy demand because the energy is also trans- ferred across to a larger column temperature span, which renders heat-integration more difficult and top vapour condensation more expensive. Under certain circum- stances these drawbacks can be alleviated by incorporating intermediate heat exchangers to use excess heat orprovide heat on intermediate temperature levels.
Additional information can be taken directly from the grand composite curves (Figure 4). A pronounced peak (‘nose profile’) indicates that a large energy throughput will be required only across a relatively small temperature span, whatever sequence might be finally designed. Ifthis peak is caused, for example, by the separation between two intermediate boiling components then one should attempt to approach the thermodynamic optimum energy distribution very roughly by a sequence with prefraction- ation. Our solutions I-1 and I-4 as well as II-1 and II-3 are illustrative examples.
Note also that the maximum energy reduction that can be achieved by heat-integrating a given conventional (‘non-reversible’) distillation sequence can be predicted in the following way. First, compute the optimum heat- distribution profiles for all columns of the sequence according to Koehler et al. I’, then calculate the composite curves made up of these minimum energy profiles to find
Qio.min and Qout.min. and finally compare these values to the actual utility consumption of the sequence without heat- integration.
Comments on common heuristic rules
The sequence evolution is guided by a single. represent- ative decision criterion. As will be shown below, this feed temperature criterion. together with the associated rules. summarizes much of the thermodynamic knowledge expressed by some of the common heuristic rules. The following table (Table 4) gives feed data for three ternary distillations of ideal mixtures. a2 and Qz are the decision values for columns 2 and 3 of the respective three-column RMDS (cf. Figure 5).
‘Remove the most plentiful components early: Pentane is the dominant compound in case 1. Increasing the relative amount of pentane in the feed will also increase the decision value 0: and, consequently, the tendency to eliminate column 2. The so-called direct sequence is favoured.
Table 3 Decision factors @ and column eliminations for example III
Cycle Column number
6 7 15 14 2 8 9 3 10 12 4 11
1 10.701 0.69 b.67 0.65 0.64 0.60 0.56 0.53 0.44 0.44 0.40 0.36
2 10.69( 0.67 0.65 0.64 0.60 0.56 0.60 0.44 0.44 0.40 0.36
3 10.641 0.60 0.56 0.48 0.44 0.40 0.36
4 lo.soJ 0.56 0.48
5 10.48] 0.27
6 0.67 (sidestream column decision)
0.56 0.27
164 Gas Separation & Purification 1992 Vol 6 No 3
Evolutionary synthesis of distillation sequences: J. Koehler et al.
a) III-1 ,--c
Jl a
ab 8 I-
Figure 15 Distillation
-- +a d) Ill-4
- -cb
-C
-*d
de
e
sequences for example III
b) Ill-2
,--,a
b ,--)
e) Ill-5
abc ,--c
I
d ,--w
‘Do difficult separations last’. Owing to the relatively small volatility difference between isopentane and pentane in case 2, a substantial amount of isopentane is ‘drawn’ into the bottom product of column 1. The distillate of column 1 basically contains butane, which leads to a large decision factor Q2 and the preferred elimination of column 2: the more difficult a split. the less likely the elimination of the respective column(s). Example II. the
a --w
J r-* d
-L de
e
five-component styrene-distillation, is another illustrative example for this rule.
‘Consider sidestream-columns ij’ intermediate boiling components arepresent in only small amounts in thefeed’. In this case (3), both products of the first RMDS column contain only small amounts of the intermediate component(s). See also column balance III in Figure 5. Both following columns (numbers 2 and 3) are equally
Table 4 Discussing some heuristic rules: decision factors for three ideal examples
Feed (1) Feed (2) Feed (3)
Component XF./ a F.i Component x F./ Cl F.i Component x F., a F,I
Pentane 0.6 8.7 Butane 0.30 3.7 Pentane 0.35 7.5 Hexane 0.2 2.9 lsopentane 0.35 1.4 Hexane 0.05 2.7 Heptane 0.2 1 .o Pentane 0.35 1 .o Heptane 0.06 1 .o
Decision factors for columns 2 and 3
@2 = 0.95 @2 = 0.91 a2 = 0.98 @‘3 = 0.47 @s = 0.50 @s = 0.91
Gas Separation & Purification 1992 Vol 6 No 3 165

Evolutionary synthesis of distillation sequences: J. Koehler et al.
good candidates for being eliminated. Owing to the large decision factor of the remaining column, the sidestream- column rule (MR3a) will in the next evolution step recommend the elimination of a heat exchanger.
This case demonstrates that, of course, the feed- temperature criterion cannot avoid decision conflicts, when indeed several alternatives are good choices. However, the ambiguities that commonly lead to contra- dicting heuristic rules based on different property types now find expression in approximately equal decision values for the promising modifications.
‘Favour nearly equimolar splits’. The three test problems (examples I, II, and III) should suffice to demonstrate that the criterion follows this rule as well.
Conclusions
In this investigation the reversible multicomponent distil- lation scheme was used as the starting point for the systematic synthesis of zeotropic distillation sequences. Separation trains are generated through successive modili- cations of the initial, thermodynamically optimum, but economically unaffordable, flowsheet. The evolution is directed. This means that each modification should lead to a smaller number of structural elements (capital costs) but simultaneously to an increased entropy production. To achieve this goal and to guide the synthesis procedure a set of operators and criteria were developed on the basis ofthe temperatures of the column-connecting streams in a current flowsheet.
At the present stage the thermodynamic selection strategy is rather a complementary design support than a final selection tool. However, published sequence suggest- ions illustrated that the new synthesis concept is able to reduce efficiently the number of alternatives that have to be screened in detail for a given separation task. Included are several special configurations like, for example, side- stream withdrawals, sloppy splits and sidestream strippers and enrichers. It is also argued that the criteria specifically favour column arrangements with a good heat-integration potential.
Acknowledgements
This investigation was sponsored by the German National Research Agency (DFG-Deutsche Forschungsgemein- schaft). Dr P. Aguirre would like to thank DAAD (German Academic Exchange Service) and CONICET (Consejo National de Investigaciones Cientificas y Tkcnicas de Argentina) for financial support.
References Nishida, N., Stephanopoulos, G. and Westerberg, A.W. A review of orocess svnthesis AIChE J (1981) 27(3) 321-351 Westerbek, A.W. ?he synthesis of d&ill&on-based separation systems Camp Chem Eng (I 985) 9(5) 42 I-429 Floquet, P., Pibouleau, L. and Domenech, S. Mathematical tools for chemical engineering process design synthesis Chem Eng Process (1988) 23 99-113 Glinos, K. and Malone, M.F. Optimality regions for complex column alternatives in distillation systems Chem Eng Re.s Des (1988) 66 229-240 BlaB, E. Die Entwicklung ve+hrenstechnischer Prozex~e Verlag Salle und Sauerlander, Frankfurt (1989) Stephanopoulos, G. and Westerberg, A.W. Studies in process synthesis - II: Evolutionary synthesis of optimal process flow- sheets Chem Eng Sci (1976) 31 195-204 Seader, J.D. and Westerberg, A.W. Combined heuristic and
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36 37
38
evolutionary strategy for the synthesis of simple separation schemes AIChE J (19771 23(6) 951-954 Nath, R. and Mot&d, d.L. Evolutionary synthesis ofseparation processes AIChE J (1981) 27(4) 578-587 Lu, M.D. and Motard, R.L. A strategy for the synthesis of separation sequenceslnsr Chem EngSvmp Ser (1982) 74 141-151 Nuys, C.C. van The conditions for reversible rectification Chem Metal Eng ( 1923) 28(9) 408-4 I3 Dodge, B.F. and Housum, Ch. Thermodynamics of air seoaration Tram AIChE (1927) 19 117-151 Hgusen, H. Verlustfreie‘Zerlegung von Gasgemischen durch umkehrbare RektitikationZftechn Ph.v.& (1932) 13(6)271-277 Petlyuk, F.B., Platonov, V.M. and Slavinskii, D.M. Thermo- dynamically optimum method for separating multicomponent mixtures Int Chem Eng (1965) S(3) 555-561 Fonyo, Z. Thermodynamic analysis of rectification: I. Revers- ible model of rectification In? Chem Eng (1974) 14(I) 18-27 Kaibel, G. Gestaltung destillativer Trennsequenzen unter Einbeziehung thermodynamischer Gesichtspunkte Doctoral Thesis Technical University of Munich (1987) Koehler, J., Aguirre, P. and Biass, E. Minimum reflux calculations for nonideal mixtures using the reversible distillation model Chem Eng Sci (1991) 46( 12) 3007-302 1 Grunberg. J.F. The Reversible Senaration of Multicomnonent Mixtures:>& Qvo Engng Vol2 (Ed. ‘K.D. Timmerhaus). Plenum Press. NY (1960) Flower, J.R. and Jackson, R. Energy requirements in the separation of mixtures by distillation Tram Inst Chem Eng (1964) 42 T249-T258 Fitzmonis, R.E. and Mah, R.S.H. Approaches to reversible multicomponent distillation. AlChE Meeting. Chicago (16-20 November 1980) Session la. paper 4440 Naka, Y., Terashita, M., Hayashiguchi, S. and Takamatsu, T. An intermediate heating and cool&g method for a distillation column JChem EngJapan (1980) 13(2) 123-129 Kaibel, G., Biass, E. and K6hIer, J. Thermodynamics - Guideline for the development of distillation column arrange- ments Gas Sen Purif (1990) 4 109-l 14 Pibouleau, i. and Domenech, S. Discrete and continuous approaches to the optimal synthesis of distillation sequences Camp Chem Eng (1986) lO(5) 479-491 Kaibel, G. Distillation columns with vertical partitions Chem Eng Technol (1987) 10 92-98 Sargent, R.W.H. and Gaminibandara, K. Optimum design of plate distillation columns In (Ed. L. Dixon) Optimization in Action Academic Press. London (1976) Linnhoff, B. et al. A User Guide on Process Integration for the EfJicient L!!eofEnergv Inst Chem Engineers. Rugby. LJK( 1382) Franklin. N.L. and Wilkinson, M.B. Reversibilitv in the separation of multicomponent mjxtures Tram Inst Chem Eng (1982) 60 276-282 Kaiser, V. and Picciotti, M. Better ethylene separation unit Hydroc Proc (November 1988) 57-61 Andrecovich, M.J. and Westerberg, A.W. A MILP formul- ation for heat-integrated distillation sequence synthesis AIChE J (1985) 31(9) 1461-1474 Eliceche, A.M. and Sargent, R.W.H. Synthesis and design of distillation systems Inst Chem Eng Symp Ser (1981) 61 l-26 Viswanathan, J. and Grossman, I. Personal communication. unpublished manuscript. Carnegie Mellon University. Pitts- burgh. USA Kaiser, V. Thermodynamische Modelle in der Verfahren- soptimierung Swi.ss Chem (1986) 8(2a) II-15 Pidyuk, F.5. Thermodinamicaily ‘reversible fractionation process of multicomponent azeotropic mixtures Theor Found Chem Eng (Engl transl) (1978) 12(3) 270-276 Glinos, K. and Malone, M.F. Minimum vapor flows in a distillation column with a sidestream-stripper Ind Eq Chem Process Des Dev (1985) 24 1078-1090 Carlberg, N.A. and Westerberg, A.W. Temperature-heat diagrams for complex columns: 2. Underwood’s method for side strippersandenrichersIndEngChem Res(l989)28(9) 1379-1397 Finn, A.J. A new approach to distillation sequence synthesis Inst Chem Eng Symp Ser (1988) 105 139- 154 Winkle, M. Van Distillation McGraw-Hill. New York (1967) KBhler, J. Struktursynthese und minimaler Energiebedarf nichtidealer Rektilikationen Doctoral Thesi.c Technical University of Munich. Germany (1991) Prausnitz, J.M., Anderson, T.F., Grens, E.A., Eckert, C.A., Hsieh, R., O’Connell, J.P. Computer Calculations ,jbr Multi-
166 Gas Separation 8 Purification 1992 Vol 6 No 3

Evolutionary synthesis of distillation sequences: J. Koehler et al.
c’omponent Vapor-Liquid and Liquid-Liquid Equilihtia Prentice- Hall. Englewood Cliffs, NJ (1980)
39 Koehler, J. and Blass, E. Synthesis of distillation sequences using the reversible multicomponent distillation scheme. AIChE Spring National Meeting. Houston (7-l I April 1991) Session 18, paper l8F
40 Elaahi, A. and Luyben, W. Synthesis and design of distillation configurations for energy conservation in four-component separations Ind Eng Chum Process De.s Dev (1983) 22 80-86
41 Ullmann~v Enzvklopddie der technischen Chemie 3rd Edn. Vol 16. p 460 ff. Verlag Chemie. Weinheim (1965)
42 Kuciel, E. and Kaczmarek, A. Die Computersimulation des Styrenrektifikationsprozesses Chem Techn (1990) 42(6) 249- 252
43 Mizsey, P. and Fonyo, Z. Design of integrated total flowsheets:
A combined approach In (Eds. Th. Bussemaker and P.D. Idema) Computer Applications in Chemical Engineering Elsevier. Amsterdam 87-91
44 Lieb, M. and Hildebrand, B. Styrol Ullmann :y Enzyklopiidieder techni.xhen Chemie 4th Edn. Vol 22. p 293 ff. Verlag Chemie. Weinheim
45 Mindennan, P.A. and Tedder, D.W. Comparisons of distil- lation networks: Extensively state optimized vs. extensively energy integrated AIChE Symp Ser (1982) 78(214) 69-84
46 Stephanopoulos, G., Linnhoff, B. and Sophos, A. Synthesis of heat-integrated distillation sequences Inst Chem E77g S.vmp Ser (1982) 74 I I I-130
47 Kakhu, A.I. and Flower, J.R. Synthesizing heat-integrated distillation sequences using mixed-integer programming Chem Eng Res Des (1988) 66(3) 241/254
Gas Separation & Purification 1992 Vol 6 No 3 167
Recommended

















