Embed Size (px)
Citation preview

VALIDATIONQuality Control II
Validation
• Defined as the verification, by data and analysis that the design objectives of a given facility, system, apparatus or procedures are reliably fulfilled in routine operation.
A validated product is one that has been shown by appropriate scientific means to be uniform within a lot, consistent between lots and meeting design criteria defined limits.

Validation involvesthe ff steps:1. Choosing the desired attributes of
the product.2. Determining specifications for
those attributes.3. Selecting appropriate processes
and equipment.4. Monitoring and testing processes,
equipment and personnel while in operation

Validation involvesthe ff steps:
5. Examining test procedures themselves to ensure their accuracy and reliability.
Scope of validation workto embrace:
1. Process validation
2. Assay validation
3. Qualification of manufacturing equipments
4. Validation of existing products by statistical evaluation.
5. Cleaning validation

Process Validation
• Process of gathering and documenting of sufficient evidence to give reasonable assurance that the process under review does what is purports and is expected to do.

For instance,
TABLETS
1. Blending operations
a. Optimal blending time
b. Objective of blending
c. Time when mixing does occur
d. Physical characteristics of powder blend
e. Effect of load on blending
f. Influence of process on dissolution

TABLETS
2. Wet granulationa. Evaluation of binderb. Concentration required vs. solubility in
granulating solution3. Evaluation of mixed granulationc. Optimal density for powder flowd. How much granulating solution is
requirede. Compactibility of wet granulationf. Optimal mixing time
TABLETS
e. Effect of granulation on dissolution4. Evaluation of the drying step and
dried granulation.a. Optimal moisture contentb. Particle size distributionc. Any requirement for millingd. What conditions are required for
optimal drying?

TABLET
5. Evaluation of milling the granulationa. Moisture pickupb. Compression qualitiesc. Granule disintegration
characteristics6. Tablet compressiond. Compression force requirede. Ejection characteristics

TABLET
c. Dissolution
d. Powder flow from hopper
e. Powder behavior
f. Powder moisture
7. Tablet coating
a. Purpose of coating
b. Solubility of core’s ingredients

TABLET
c. Effect of sealing on tablet core
d. Integrity of seal coat
e. Drying conditions
f. Effect of coating on dissolution or disintegration.
The essential tools that will generate necessary information not only of the final product but also about the process are three-fold.
1. Valid sampling
2. Accurate and precise test methodologies
3. Statistical interpretation of data
BACK TO MAIN PAGE

ASSAY VALIDATION
AO no. 220 s. 1974“laboratory controls shall include the
establishment of scientifically sound and appropriate specifications, standards and test procedures to assure that components, drug preparations in the course of processing, and finished products conform to appropriate standards of identity, strength, quality and purity.”

IMPORTANCE:
• It can lead the way to a scientifically sound test procedures and is therefore fundamental to the quality control release function

IMPORTANCE
• In the evaluation of stability and for the establishment of expiration dates.
• The need for validated control procedures for monitoring output and process variability
• Can be used for routine monitoring.
ASSAY VALIDATION
• Method that provides an estimate of assay accuracy and precision.
• Precision or reproducibility is a characteristic that refers to the agreement among repeated measurements.
• Accuracy is a characteristic that refers to the closeness of such measurements to the “ true” magnitude concerned.

Precision vs Accuracy

Precision vs Accuracy

To challenge the assay problem, the ff steps are done:1. Preparation of sample2. Analysis of sample3. Calculation of percent relative
deviation4. Calculation of percent relative
deviation5. Disposition6. Characteristics
Preparation of sample:
1.Prepare two samples to contain the nominal product formula quantity of the substance to be assayed.
2. Prepare two samples to contain an amount equal to the nominal product formula minus 1.5 times the difference between the nominal formula quantity and the lower assay specification limit.

Preparation of sample3. Prepare two samples to contain an
amount equal to the nominal product formula plus 1.5 times the difference between the nominal formula quantity and the upper assay specification limit.

Drug levels corresponding to different monograph specifications.
Specifications % formula quantity of active ingredient
A B C
85-115% 77.5 100 122.5
90-110% 85.0 100 115
95-105% 93.5 100 107.5
90-120% 85 100 130

Analysis
• Two different analysts should carry out a single determination on each of the three drug levels by the assay method prescribed for the product.
Calculation
• Error• Percent Error• Deviation• Percent deviation
-Since assay specification is 90% to 110%, active ingredients incorporated into the samples were 85%, 100% and 115% of the claim.
Criteria for assay suitability
% Relative Deviation (Precision)
%Relative error (Accuracy)
-lower values, better the method.
Most modern analytical procedures should have an accuracy and precision in the range of 1 to 2 percent.

Criteria for assay suitability
• If a value greater than 2.0 is obtained when the monograph limits are 90% and 110%, a problem with the assay method is indicated.
• A value of 1.0 is used if the monograph limits are 95% and105%
Disposition
• When the estimates for assay accuracy and precision are not satisfactory, it will be necessary to subject the procedure to appropriate review, designed-study, revision or replacement.
• When validation results are satisfactory, the assay method should be left alone.

Documentation
• The evidence that an assay method works can be provided in the form of a written validation profile.
BACK TO MAIN PAGE
VALIDATION (Qualification) or Manufacturing Equipments
• GMP stress the significance of calibration of equipments at regular intervals of time to maintain its efficiency.
Facility or equipment validation is the confirmation that the specified process conditions are reliably fulfilled in a given apparatus.
Validation priorities are established to reflect:
1. Sterile products
2. Solid dosage forms
3. Liquid products
4. Pacakging facilities
Manufacturing equipments
1. Scales and balances
2. Thermometers and temperature probes
3. In process moisture tester
4. Blenders and mixing equipment
5. Tablet hardness tester
6. Disintegration apparatus

Manufacturing equipments

Manufacturing equipments
Manufacturing equipments
7. Tablet friabilator8. Dissolution appratus9. Dryer10. Mills11. Homogenizer12. Filters-normal clarification, sterilization filtersHEPA filters

Manufacturing equipments
Manufacturing equipments
13. Viscometer
a. Rotor speed vs setting
b. Thermometer certification

Phases of validation
1. Installation qualifications
2. Operational qualifications
3. Actual validation
Installation qualification
1. Utilities connections
(steam, water, electrical)
2. Equipment features and characteristics description
3. Sanitation program- SOPs and logs
4. Maintenance
5. Drawings

Installation qualification
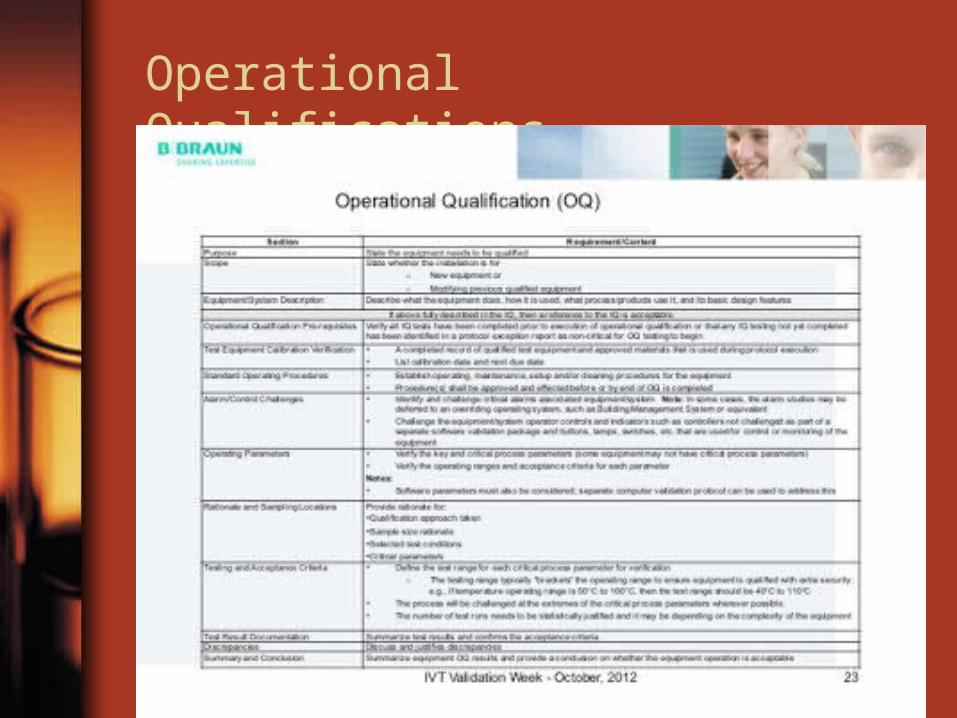
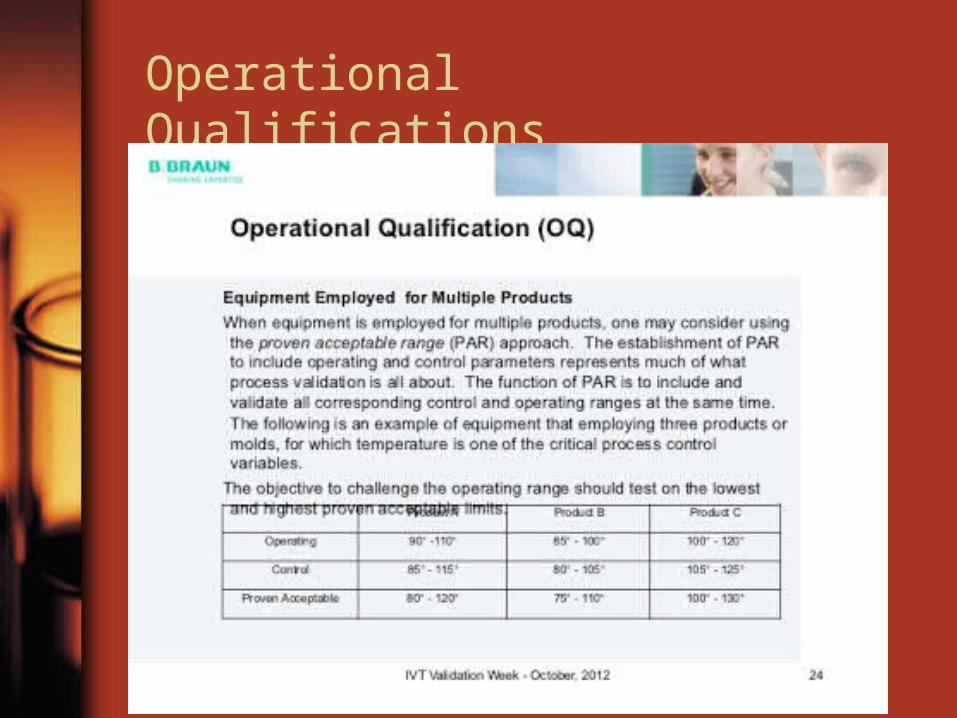
Operational Qualifications
• To obtain adequate assurance that the equipment when operated by the approved SOPs.
Operational Qualifications
Operational Qualifications

Operational Qualifications
1. Applicable SOPs
2. Utilization list
3. Process description
4. Key process variables (heat cycle, cycle length)
5. Test functions
Examples:
• Steam sterilizer: Heat distribution study
a. Objective: to determine uniformity of heat distribution within the empty chamber.
b. Acceptance criteria: +/-4C of operating temperature for the duration of the cycle
Steam sterilizer
Cont.
c. Test procedureUsing a minimum of ten
thermocouples, distribute them uniformly throughout the chamber. Operate the unit in accordance with the SOP taking readings of the thermocouple once per min. complete three consecutive runs that meet the criteria.
Cont.
d. Conclusion
Data that indicates upon completion of 3 consecutive runs, temperature within the chamber were maintained at +/-4C around opertaing temperature for the duration of the cycle.
Objective has been reached.
6. Test instruments
-pressure gauges, recorders, velocity meters
7. Test instrument calibration
Operational Qualifications

Actual Validation
1. State objective
2. Indicate procedure
3. Perform tests
4. Evaluate data and draw conclusions.
BACK TO MAIN PAGE

VALIDATION OF EXISTING PRODUCTS• For financial reasons, some quarters
in the manufacturing industry hesitate to implement validation exercises, more so for existing products.

1. Those data that are directly related to the efficiency of the product, such as:
a. Potency
b. Content uniformity
c. Dissolution (bioavailability)

2. Those data concerned in the processing characteristics such as:
a. Moisture content
b. Weight variation

Statistical tools that have been found useful:
1. Graphical presentations
a. Control charts for averages and variability
b. Cumulative difference charts
2. Quantitative techniques
c. Analysis of variance
d. Tolerance limits
BACK TO MAIN PAGE

CLEANING VALIDATION
• Contamination is a critical factor leading to product failure.
Three phrases:1. Pre-validation- evaluate the
cleaning, sampling, and analytical testing procedures
2. Validation- to establish that the cleaning results are repeatedly acceptable.
CLEANING VALIDATION
1. Pre-validation
-to evaluate the cleaning, sampling and analytical testing procedures.
2. Validation
- To establish that the cleaning results are repeatedly acceptable.
CLEANING VALIDATION
3. Re-validation
- To ensure continuing validity of the cleaning procedures.
Some approaches to validation of cleaning procedures are:1. Product line
- Which is based on the assumption that the active ingredient is the most deleterious contamination and that the mix ratio of active to excipients is indicative of excipients residue levels.

Some approaches to validation of cleaning procedures are:2. Detergent residue levels
-which are assumed to be independent of the product and are validated by equipment piece and detergent.
POST-VALIDATION
• Post-validation efforts are required whenever there is a change in the formulation, processing conditions, analytical methods, cleaning procedures or materials.