1. Handbook of FARM, DAIRY AND FOOD MACHINERY ENGINEERING
SECOND EDITION
2. Handbook of FARM, DAIRY AND FOOD MACHINERY ENGINEERING
SECOND EDITION MYER KUTZ Myer Kutz Associates, Inc., Delmar, New
York Amsterdam Boston Heidelberg London New York Oxford Paris San
Diego San Francisco Singapore Sydney Tokyo Academic Press is an
imprint of Elsevier
3. Academic Press is an imprint of Elsevier 32 Jamestown Road,
London NW1 7BY, UK 225 Wyman Street, Waltham, MA 02451, USA 525 B
Street, Suite 1800, San Diego, CA 92101-4495, USA First edition
2010 Second edition 2013 Copyright r 2013 Elsevier Inc. All rights
reserved No other part of this publication may be reproduced,
stored in a retrieval system or transmitted in any form or by any
means electronic, mechanical, photocopying, recording or otherwise
without the prior written permission of the publisher Permissions
may be sought directly from Elseviers Science & Technology
Rights Department in Oxford, UK: phone (144) (0) 1865 843830; fax
(144) (0) 1865 853333; email: [email protected].
Alternatively, visit the Science and Technology Books website at
www.elsevierdirect.com/rights for further information Notice No
responsibility is assumed by the publisher for any injury and/or
damage to persons or property as a matter of products liability,
negligence or otherwise, or from any use or operation of any
methods, products, instructions or ideas contained in the material
herein. Because of rapid advances in the medical sciences, in
particular, independent verification of diagnoses and drug dosages
should be made British Library Cataloguing-in-Publication Data A
catalogue record for this book is available from the British
Library Library of Congress Cataloging-in-Publication Data A
catalog record for this book is available from the Library of
Congress ISBN: 978-0-12-385881-8 For information on all Academic
Press publications visit our website at elsevierdirect.com Typeset
by MPS Limited, Chennai, India www.adi-mps.com Printed in the
United States of America 13 14 15 16 17 10 9 8 7 6 5 4 3 2 1
4. To Alan for all the good times at Ichiban
5. This page intentionally left blank
6. CONTENTS Preface to the Second Edition xv Preface to the
First Edition xvii List of Contributors xxi 1. The Food Engineer 1
Felix H. Barron 1. Nature of Work and Necessary Skills 1 2.
Academic and Industry Preparation 2 3. Work Opportunities for a
Food Engineer 5 4. Engineering Jobs 9 5. Future Opportunities 9 6.
Conclusions 10 Reference 12 Further Reading 12 2. Food Regulations
13 Kevin M. Keener 1. Background 13 2. Federal Register 14 3. Code
of Federal Regulations 15 4. United States Code 15 5. State and
Local Regulations 16 6. USDAFSIS Sanitation Programs 16 7. FDA
Sanitation Programs 18 8. Food Safety Modernization Act 20 9.
Hazard Analyses and Critical Control Point Program (HACCP) 22 10.
Meat Processing 24 11. Shell Eggs 26 12. Seafood Processing 27 13.
Fruits, Vegetables, and Nuts 29 14. Beverages 30 15. Canned Foods
34 16. Food Service/Restaurants 35 17. Export Foods 35 18. Imported
Foods 37 19. Conclusions 38 20. Acronyms 38 References 39 vii
7. 3. Food Safety Engineering 43 Raghupathy Ramaswamy, Juhee
Ahn, V.M. Balasubramaniam, Luis Rodriguez Saona and Ahmed E. Yousef
1. Introduction 43 2. Intervention Technologies 44 3.
Control/Monitoring/Identification Techniques 52 4. Packaging
Applications in Food Safety 57 5. Tracking and Traceability 58 6.
Byproducts of Processing 59 7. Conclusions 61 Acknowledgment 61
References 61 4. Farm Machinery Automation for Tillage, Planting
Cultivation, and Harvesting 67 Brian T. Adams 1. Introduction 67 2.
Vehicle Guidance 68 3. Implement Guidance Systems 75 4. Guidance
Methods 75 5. Challenges Facing Autonomous Vehicles 81 6. Summary
83 References 84 Other Contacts 85 5. Air Seeders for Conservation
Tillage Crop Production 87 John Nowatzki 1. Opener Design Options
87 2. Managing Crop Residue 89 3. Soil Disturbance and
Environmental Impacts 93 4. Seed/Fertilizer Placement, Row Spacing
94 5. Depth Control and Packing 97 6. Varying Conditions 98 7.
Precision Agriculture 99 8. Energy Requirements 101 9. Commercial
Options 101 Reference 101 Further Reading 101 6. Grain Harvesting
Machinery 103 H. Mark Hanna and Graeme R. Quick 1. General 103 2.
History 103 viii Contents
8. 3. Pre-Harvest Issues that Affect Machine Design 104 4.
Performance Factors 105 5. Heads: Grain Platforms, Corn Heads, and
Strippers 106 6. Feederhouse 109 7. Cylinder or Rotor and Concave
109 8. Separation: Straw Walkers or Rotary Separation 112 9.
Cleaning Shoe 114 10. Elevators: Clean Grain and Tailings 116 11.
Grain Bin and Unloading Auger 116 12. Other Attachments 118 13.
Operators Station, Adjustments, and Monitoring Systems 118 14.
Field Performance 119 15. Grain Damage 120 16. Combine Trends 120
References 121 7. Grain Storage Systems Design 123 Ray Bucklin, Sid
Thompson, Michael Montross and Ali Abdel-Hadi 1. Materials 124 2.
Drying 126 3. Structural Loads 132 4. Grain Handling 153 5. Testers
for Measuring Flow Properties 165 References 171 8. Milking
Machines and Milking Parlors 177 Douglas J. Reinemann 1.
Introduction 177 2. The Milking Machine 178 3. Milking Parlors 189
References 197 9. Dairy Product Processing Equipment 199 H. Douglas
Goff 1. Introduction 199 2. Clarification, Separation, and
Standardization 200 3. Pasteurization 202 4. UHT Sterilization 208
5. Homogenization 209 6. Membrane Processing 211 7. Evaporation 212
ixContents
9. 8. Drying 213 9. Ice Cream Manufacturing Equipment 216 10.
Butter Manufacturing Equipment 218 11. Cheese Manufacturing
Equipment 219 References 220 10. Grain Process Engineering 223
Imran Ahmad and Athapol Noomhorm 1. Drying 223 2. Pre-Storage Grain
Treatments 228 3. Post-Harvest Value Addition 233 4. Cooking and
Processing 239 5. Quality Evaluation 246 References 251 11.
Technology of Processing of Horticultural Crops 259 Conrad O.
Perera and Bronwen Smith 1. Introduction 259 2. Properties of
Fruits and Vegetables 261 3. Biological Deterioration and Control
269 4. Methods for Minimizing Deterioration 272 5. General Methods
of Fruit and Vegetable Preservation 275 6. Some Important Methods
of Processing of Fruits and Vegetables 282 7. Quality
Control/Assurance 301 8. Fruit and Vegetable Processing Units 303
References 309 12. Food Drying and Evaporation Processing
Operations 317 William L. Kerr 1. Introduction 317 2. Water in
Foods 317 3. Types of Water in Foods 319 4. Food Stability and
Moisture Relationships 321 5. Drying: Describing the Process 323 6.
Types of Dryers 329 7. Quality Changes During Drying 340 8.
Evaporation 342 9. The Basic Evaporator 344 10. Tube Evaporators
345 11. Single Effect Evaporators 348 12. Multi-Effect Evaporators
350 x Contents
10. 13. Mechanical Vapor Recompression 351 14. Quality Changes
During Evaporation 352 15. Conclusion 352 Further Reading 353 13.
Food Freezing Technology 355 Chenchaiah Marella and Kasiviswanathan
Muthukumarappan 1. Introduction 355 2. Freezing Point Depression
356 3. Freezing Process 356 4. Phase Change and Ice Crystal
Formation 359 5. Product Heat Load 360 6. Freezing Time Estimations
361 7. Freezing Equipment 364 8. Effect of Freezing and Frozen
Storage on Foods 372 9. Developments in Freezing Techniques 375 10.
Energy Conservation in Freezing 376 11. Scope for Future Work 376
References 377 14. Heat and Mass Transfer in Food Processing 379
Mohammed Farid 1. Basic Concepts of Heat and Mass Transfer 379 2.
Case Study 1: Thermal Sterilization Using Computational Fluid
Dynamics 384 3. Case Study 2: New Approach to the Analysis of Heat
and Mass Transfer in Drying and Frying 389 4. Case Study 3:
Microwave Thawing of Frozen Meat 393 Nomenclature 397 Greek Symbols
400 References 400 15. Food Rheology 403 Qixin Zhong and
Christopher R. Daubert 1. Introduction 403 2. Basic Concepts in
Rheology 403 3. Rheology of Fluids 407 4. Rheology of Semi-Solid
Materials 414 5. Interfacial Rheology 422 6. Conclusions 425
References 425 xiContents
11. 16. Food Extruders 427 Mian N. Riaz 1. Role of an Extruder
429 2. Typical Components of an Extruder 430 3. Types of Extruders
431 4. Sources for More Information for Extrusion Technology 439
References 439 Further Reading 440 17. Thermal Processing for Food
Sterilization and Preservation 441 Arthur A. Teixeira 1.
Introduction 441 2. Retort Systems 441 3. Automated Materials
Handling Systems 454 4. Aseptic Process Equipment Systems 457 5.
Low-Acid Canned Food Regulations 459 References 466 18. Artificial
Neural Network (ANN) Based Process Modeling 467 Gauri Shankar
Mittal 1. Basics 467 2. Examples 468 3. Meatball Cooking Example in
Detail 469 References 472 19. Design of Food Process Controls
Systems 475 Mark T. Morgan and Timothy A. Haley 1. Introduction 475
2. Benefits of Automation 475 3. Computer Integrated Manufacturing
476 4. Automation Components and Terminology 478 5. Control System
Objectives 480 6. Controllers 493 7. Sensor Fundamentals 502 8.
Actuators 531 Further Reading 540 xii Contents
12. 20. Ohmic Pasteurization of Meat and Meat Products 541
James G. Lyng and Brian M. McKenna 1. Introduction 541 2.
Conventional Thermal Methods for the Preservation of Meats 543 3.
Basic Principle of Ohmic Heating 544 4. Microbial Inactivation
during Ohmic Heating 552 5. Quality of Ohmically Heated Meat
Products 553 6. Economics of Ohmic Processing 557 7. Ohmic Heating
for Commercial Scale Production of Cooked Meats 559 8. Conclusion
and Future Work 564 Acknowledgements 564 Abbreviations 565
References 565 21. Food Processing Facility Design 571 Timothy J.
Bowser 1. Introduction 571 2. Background 571 3. Key Facility Issues
572 4. Project Phases 579 5. Conclusion 595 References 595 22.
Sanitary Pump Selection and Use 599 Timothy J. Bowser 1.
Introduction 599 2. Sanitation Standards for Pumps 600 3. Sanitary
Pump Classification 600 4. Selecting Sanitary Pump Type 604 5.
Installation 614 6. Cleaning and Maintenance 615 7. Conclusion 617
References 617 23. Agricultural Waste Management in Food Processing
619 Conly L. Hansen and Dae Yeol Cheong 1. Introduction 619 2.
Common Unit Processes Employed in Food Waste Treatment 621
xiiiContents
13. 3. Characteristics of Wastes and Treatment Types 623 4.
Physical-Chemical Treatment Process 628 5. Biological Treatment
Process 639 6. Land Treatment of Waste 650 7. Bioprocess Technology
from Waste 652 8. Conclusions 659 References 662 Further Reading
666 24. Food Packaging Machinery 667 Harold A. Hughes 1.
Introduction 667 2. Filling Machines 670 3. Volumetric Fillers 670
4. Weight Filling 673 5. In-Line or Rotary Fillers 676 6. Cap
Application Machines 677 7. Induction Cap Sealing 680 8. Flexible
Packaging 681 9. FormFillSeal Equipment 681 10. Canning Machinery
684 11. Carton Filling and Closing Machinery 687 12. Metal
Detectors 689 25. Damage Reduction to Food Products During
Transportation and Handling 691 Jay Singh and S. Paul Singh 1.
Introduction 691 2. Functions of Packaging 691 3. Food Product
Categories 696 4. Food Product Distribution Environment 702 5.
Major Causes of Food Spoilage/Damage in Supply Chain 704 6.
Packaging Materials 705 7. Smart Packaging 711 8. Trends in
Protective Food Packaging of 2000 and Beyond 713 References 719
Index 721 xiv Contents
14. PREFACE TO THE SECOND EDITION The Preface (reprinted here)
to the First Edition of the Handbook of Farm, Dairy, and Food
Machinery, published in 2007, made the case for the handbooks
importance. The case remains as forceful now as it did then, so I
will not update it in this Preface. Instead, I will focus on the
changes made for the new edition. While the changes are
substantial, the overall arrangement of the Second Edition follows
the arrangement of the First Edition. As in the First Edition, the
Second Edition begins with three introductory chapters on The Food
Engineer, Food Regulations, and Food Safety Engineering. The first
two chapters have been updated, while the third remains unchanged.
The handbooks next section, on Farm Machinery Design, now has five
chapters, one more than in the first edition. The new chapter
covers Air Seed Openers for Proper Seed & Fertilizer Placement.
Three chapters have been updated-Grain Harvesting Machinery Design,
Grain Harvesting Machinery Design, and Milking Machines and Milking
Parlors. One chapter remains unchanged-Farm Machinery Automation.
The handbooks third and by far largest section, on Food Processing
Operating Systems and Machinery Design, has been expanded from 13
to 15 chapters. The two new chapters cover Food Extruders and
Sanitary Pump Selection/Application. Ten chapters have been
updated: Dairy Product Processing Equipment, Grain Processing
Engineering, Technology of Processing of Horticultural Crops, Food
Drying and Evaporation Processing Operations, Food Freezing
Technology, Food Rheology, Thermal Processing for Food
Sterilization and Preservation, Food Process Modeling, Simulation
and Optimization, Ohmic Pasteurization of Meat and Meat Products,
and Food Processing Facility Design. Just three chapters remain
unchanged-Heat and Mass Transfer in Food Processing, Design of Food
Processing Controls Systems, and Agricultural Waste Management in
Food Processing. The two chapters comprising the handbooks final
section, Food Packaging Systems and Machinery Design, are
unchanged. I would like to thank all contributors to both editions
of the handbook for their efforts. I know how busy their lives are,
and it is a miracle that they could find the time to write their
erudite and comprehensive chapters. I salute them. xv
15. Thanks also to my editor, Nancy Maragioglio, and to Carrie
Bolger, the editorial project manager, for shepherding the new
edition from concept through to publication. And to my wife,
Arlene: thank you for keeping me healthy and hearty. Myer Kutz
Delmar, NY October, 2012 xvi Preface to the Second Edition
16. PREFACE TO THE FIRST EDITION The food industry, which
includes farming and food production, packaging and distribution,
and retail and catering, is enormous. The Wikipedia states that in
the United States, consumers spend approximately US$1 trillion
annually for food, or nearly 10% of the Gross Domestic Product
(GDP). Over 16.5 million people are employed in the food industry.
In 2004, processed food sales worldwide were approxi- mately US$3.2
trillion. According to Reuters, food processing is one of the
largest manufacturing sectors in the United States, accounting for
approximately 10% of all manufacturing shipments (by value). The
processed food industry has grown by over 10% between 1998 and
2004, and in 2004, the value of processed food shipments was
approximately $470 billion. The largest sectors of the industry, in
terms of value, are meat, dairy, fruit and vegetable preservation,
and specialty foods. Other niche sectors include bakeries and
tortilla manufacturing, grain and oilseed milling, sugar and con-
fectionery, animal food manufacturing, and seafood products. The
size of the machinery component of the food processing industry is
hardly static, and it is an area where engineers can have a major
effect. The U.S. Department of Labor, Bureau of Labor Statistics,
states: Fierce competition has led food manufacturing plants to
invest in technologically advanced machinery to be more pro-
ductive. The new machines have been applied to tasks as varied as
packaging, inspec- tion, and inventory control. . . . Computers
also are being widely implemented throughout the industry. . . .
Food manufacturing firms will be able to use this new automation to
better meet the changing demands of a growing and increasingly
diverse population. As convenience becomes more important,
consumers increasingly demand highly-processed foods such as
pre-marinated pork loins, peeled and cut car- rots, microwaveable
soups, or ready-to-heat dinners. Such a shift in consump- tion. .
.will lead to the development of thousands of new processed foods.
Domestic producers also will attempt to market these goods abroad
as the volume of interna- tional trade continues to grow. The
increasing size and diversity of the American pop- ulation has
driven demand for a greater variety of foods, including more ethnic
foods. The combination of expanding export markets and shifting and
increasing domestic consumption. . .will lead to significant
changes throughout the food manufacturing industry. During 2004,
according to data compiled by the U.S. Census Bureau, factory
shipments of farm equipment and machinery, including parts and
attachments, pro- duced by original equipment manufacturers (OEM)
totaled US$6.9 billion. The total includes dairy, planting,
seeding, fertilizing, harvesting, and haying machinery, among
xvii
17. other products. It seems safe to say that the farm
machinery component of the food industry is in the same growth and
development mode as the food processing component. Clearly, these
two components of the food industryfarm machinery and food
processing machineryare of great interest to engineers in a variety
of disciplines, including food and agricultural, mechanical,
chemical, materials, and computer engi- neering. At least four
major technical publishers address food engineering, with as many
as several dozen titles in their lists. But when my editor at
William Andrew Publishing, Millicent Treloar, and I reviewed these
lists, none of the titles appeared to us to take the broad approach
that we were interested inan approach that her infor- mal market
research at industry meetings seemed to justify. So one of the main
ideas that drove development of the Handbook of Farm, Dairy, and
Food Machinery to con- form to the needs of engineers, was to
provide coverage from farm to market. Our intent from the outset
was to cover, in a single comprehensive volume, those aspects of
the food industry of interest to engineers who design and build
farm machinery, food storage facilities, food processing machinery,
and food packaging machinery. This is a handbook written for
engineers by engineers. Most of the contributors are based in the
United States. Of the handbooks 22 chapters, 16 are from U.S.
Contributors. But over a quarter of the chapters are from
contributors based else- wheretwo in Canada, one in Ireland, one in
Thailand, and two in New Zealand. The targeted audience for the
handbook is practising engineers. Because the hand- book is not
only practical, but is also instructive, students in upper-level
undergradu- ate and graduate courses will also benefit. While some
chapters deal with the design of farm and food processing machinery
and facilities, other chapters provide the theo- retical basis for
determining and predicting the behavior of foods as they are
handled and processed. In order for the handbook to be useful to
engineers, coverage of each topic is comprehensive enough to serve
as an overview of the most recent and rele- vant research and
technology. Numerous references are included at the ends of most
chapters. Like any of my handbooks (I am also the editor of the
Mechanical Engineers Handbook, which is now in its third edition,
the Handbook of Materials Selection, the Standard Handbook of
Biomedical Engineering and Design, the Transportation Engineers
Handbook, and the Handbook of Environmental Degradation of
Materials), the Handbook of Farm, Dairy, and Food Machinery is
meant not only to be used as a print reference, but also to serve
as the core of a knowledge spectrum. In this Internet age, a
broad-based publication, such as this handbook, does not exist in
isolation. Instead, each part of iteach sentence, paragraph, item
of data, reference, etc.may be linked to informa- tion on a
multiplicity of web sites. So this handbook, with its own store of
knowl- edge, is also a gateway to a wider world of knowledge about
farm and food processing machinery and facilities. xviii Preface to
the First Edition
18. The handbook opens with three introductory chaptersFelix
Barrons chapter about food engineering curricula; a chapter on food
regulations by Kevin Keener; and a chapter on food safety
engineering by V.M. (Bala) Balasubramaniam and collea- gues
Raghupathy Ramaswamy, Juhee Ahn, Luis Rodriguez Saona, and Ahmed E.
Yousef. There are then four chapters about farm machinery,
facilities, and processes, including Brian Adams chapter on
automating planting machinery, Graeme Quick and Mark Hannas chapter
on designing grain harvesting machinery, a chapter by Ray Bucklin
and colleagues Sidney Thompson, Ali Abdel-Hadi, and Michael
Montross on designing grain storage facilities, and a chapter by
Conley Hansen and Dae-Yeol Cheong on managing agricultural waste.
The next section of the handbook deals with milk and dairy
products. There are two chapters, the first on milking machines and
milking parlors by Douglas Reinemann, and the second on dairy
product processing equipment by Doug Goff, from Canada. (Unless
otherwise noted, contributors are from the United States.) The
largest section of the handbook, with a dozen chapters, covers food
proces- sing. This section begins with a chapter on rice processing
by Athapol Noomhorm and Imran Ahmad, both from Thailand. The next
chapter, by Conrad Perera and Bronwen Smith, both from New Zealand,
is an overview of food processing opera- tions. These operations
are covered in more detail in the next half-dozen chapters food
drying and evaporation by William Kerr; food freezing by
Kasiviswanathan Muthukumarappan and Chenchaiah Marella; heat and
mass transfer by Mohammed Farid, from New Zealand; rheology by
Qixin Zhong; thermal processing by Arthur Teixeira; and food
process modeling, simulation, and optimization by Gauri Mittal,
from Canada. The section continues with a chapter on designing food
process controls by Mark Morgan; a forward-looking chapter on ohmic
pasteurization of meat and meat products by James Lyng and Brian
McKenna, both from Ireland; a chapter on food safety engineering by
V.M. (Bala) Balasubramaniam and colleagues Raghupathy Ramaswamy,
Juhee Ahn, Luis Rodriguez Saona, and Ahmed E. Yousef; and, finally,
a chapter on food processing facilities design by Timothy Bowser.
The final section of the handbook contains two chapters on
packaging, the first on packaging materials and processing by Jay
Singh and Paul Singh (who are not related and are at different
universities), and the second on packaging machinery by Harold
Hughes. While my own training as a mechanical engineer was crucial
in conceiving the Handbook of Farm, Dairy, and Food Machinery, and
while my publishing history with engineering handbooks in a wide
variety of disciplines was certainly useful in bringing the
handbook to fruition, it was the contributors who did the real
heavy lifting. It is a miracle, as it is for any handbook with many
contributors, that so many found the time and energy to create
their scholarly and practical chapters. xixPreface to the First
Edition
19. Their professionalism is remarkable, and they have my
utmost appreciation and admi- ration. My thanks also to my wife
Arlene, whose love. encouragement, and patience help me
immeasurably. Myer Kutz Delmar, NY xx Preface to the First
Edition
20. LIST OF CONTRIBUTORS Ali Abdel-Hadi Tuskegee University,
AL, USA Brian T. Adams University of Missouri-Columbia, MO, USA
Imran Ahmad Asian Institute of Technology, Thailand Juhee Ahn Ohio
State University, OH, USA V.M. Balasubramaniam Ohio State
University, OH, USA Felix H. Barron Clemson University, SC, USA
Timothy J. Bowser Oklahoma State University, OK, USA Ray Bucklin
University of Florida, FL, USA Christopher R. Daubert North
Carolina State University, NC, USA Mohammed Farid University of
Auckland, Auckland, New Zealand H. Douglas Goff University of
Guelph, ON, Canada Timothy A. Haley Iowa State University, Ames,
IA, USA H. Mark Hanna Iowa State University, IA, USA Conly L.
Hansen Utah State University, UT, USA Harold A. Hughes Michigan
State University, MI, USA Kevin M. Keener Purdue University, NY,
USA xxi
21. William L. Kerr University of Georgia, GA, USA James G.
Lyng University College Dublin, Ireland Chenchaiah Marella South
Dakota State University, SD, USA Brian M. McKenna University
College Dublin, Ireland Gauri Shankar Mittal University of Guelph,
Ontario, Canada Michael Montross University of Kentucky, KY, USA
Mark T. Morgan Purdue University, West Lafayette, IN, USA
Kasiviswanathan Muthukumarappan South Dakota State University, SD,
USA Athapol Noomhorm Asian Institute of Technology, Pathum Thani,
Thailand John Nowatzki North Dakota State University, Fargo, ND,
USA S. Paul Singh Michigan State University, MI USA Conrad O.
Perera University of Auckland, Auckland, New Zealand Graeme R.
Quick Fellow ASABE, Fellow IEAust., Peachester, Queensland,
Australia Raghupathy Ramaswamy Ohio State University, OH, USA
Douglas J. Reinemann University of Wisconsin, Madison, WI, USA Mian
N. Riaz Texas A&M University College Station, TX, USA Luis
Rodriguez Saona Ohio State University, OH, USA Jay Singh California
Polytechnic State University, CA, USA xxii List of
Contributors
22. Bronwen Smith University of Auckland, Auckland, New Zealand
Arthur A. Teixeira University of Florida, FL, USA Sid Thompson
University of Georgia, GA, USA Dae Yeol Cheong Utah State
University, UT, USA Ahmed E. Yousef Ohio State University, OH, USA
Qixin Zhong University of Tennessee, TN, USA xxiiiList of
Contributors
23. This page intentionally left blank
24. CHAPTER 11 The Food Engineer Felix H. Barron Clemson
University, SC, USA 1. NATURE OF WORK AND NECESSARY SKILLS Food
engineering is considered a specialized engineering field. In
general, engineers are trained in the application of science
principles and mathematics in order to pro- vide economical
solutions to technical problems; usually fulfilling social,
commercial, or similar needs. Product design and development are
typical activities that an engineer may be asked to perform. The
engineer must specify the functional requirements of the prod- uct,
design, and testing and final evaluation to check for overall
efficiency, cost, safety, and reliability if necessary. Overall,
these principles may be applied to product design, no matter what
the product is, for example a machine, a food, or a chemical.
Engineers may also work in testing, production, or maintenance
areas, supervising production in factories, determining the causes
of component failure, and testing manufactured products to maintain
quality. Costing and scheduling for project com- pletion are other
duties typical of an engineer. Some engineers may become managers
or salespersons. A background in sales engineering gives an
individual the knowledge and experience required to discuss
technical aspects and assist in product planning, installation, and
use of equipment. A supervising engineer is responsible for major
components or entire projects. Food engineers use computers
extensively to produce and analyze products, pro- cesses, or plant
designs; to simulate and test how a machine or food system
operates; and to generate specifications for foods, machinery, or
packaging. Food engineers may also use computers to monitor product
quality, safety, and to control process effi- ciency. Food
nanotechnology, which involves control or manipulation of a product
on the atomic scale, is introducing innovative principles to
product and process design. Seventeen engineering related
specialties are covered in the Federal Governments Standard
Occupational Classification system. Food engineering is recognized
by 1 Handbook of Farm, Dairy and Food Machinery Engineering DOI:
http://dx.doi.org/10.1016/B978-0-12-385881-8.00001-X 2013 Elsevier
Inc. All rights reserved.
25. professional societies such as the Institute of Food
Technologists, the American Society of Agricultural Engineers, and
the American Institute of Chemical Engineers. 2. ACADEMIC AND
INDUSTRY PREPARATION As a specialized professional, the food
engineer obtains his/her skills mainly through a university degree
or industrial experience. Several universities across the USA offer
formal academic training in food engineering. Agricultural
engineering departments are a common avenue to specialization in
the engineering aspects of food processing; however, it is not
uncommon for graduates in food science to pursue the engineering
specialization also. In fact, it is a requirement that food science
students take a course in the principles of food process
engineering; however, food scientists generally lack rigorous
training in applied mathematics such as the use of differential
equations to solve heat and mass transfer problems, plant design,
or simulation of systems. Internationally, food engineering
training may be obtained through colleges of agriculture, chemical
engineering departments, or schools of applied sciences.
International degrees obtained through engineering programs, which
also offer tradi- tional engineering degrees such as chemical or
mechanical, likely are the most similar to the typical USA degree,
especially with regards to mathematical training. Table 1.1 shows a
typical course work program to obtain an engineering degree
specializing in food engineering. Tables 1.2 and 1.3 show typical
course work in chemical and mechanical engineering, respectively.
Comparing the three programs, it can be con- cluded that the major
academic preparation difference lies in the specialized topics or
Table 1.1 A Typical List of Courses for an International B.S.
Program in Food Engineering Food Engineering B. S. Program: an
International Example Mathematics I, II, III Food Analysis Physics
I, II Food Biotechnology Chemistry Heat Transfer Organic Chemistry
Product Development Computer Science Milk and Milk Products
Thermodynamics for the Food Industry Mass Transfer Food Chemistry
Meat Processing Transport Phenomena Fruits and Vegetables
Processing Numerical Methods Cereal Processing Human Nutrition
Quality Assurance Food Technology Food Plant Design Microbiology
Design of Experiments Food Microbiology Differential Equations
Other electives Biochemistry Probability and Statistics Other
Electives and Laboratories 2 Felix H. Barron
26. Table 1.2 Chemical Engineering; a Curriculum (USA) Example
First Semester Second Semester Freshman Year 2Engineering
Disciplines and Skills 3Chemical Engineering Tools 4General
Chemistry 4General Chemistry 3Accelerated Composition 3Physics with
Calculus I 4Calculus of One Variable I 4Calculus of One Variable II
3Arts and Humanities Requirement or 3Social Science Requirement
3Arts and Humanities Requirement or 3Social Science Requirement
Total: 16 hours Total: 17 hours Sophomore Year 3Organic Chemistry
3Organic Chemistry 4Intro. to Chemical Engineering 1Organic
Chemistry Lab 4Calculus of Several Variables 4Intro. to Ord. Diff.
Equations 3Physics with Calculus II 4Fluids/Heat Transfer 3Arts and
Humanities Requirement 3Chemical Engineering Thermodynamics I
Total: 17 hours Total: 15 hours Junior Year 3Molecular Biochemistry
3Physical Chemistry 1Physical Chemistry Lab 1Physical Chemistry Lab
3Unit Operations Lab I 4Mass Transfer and Separation Processes
3Engineering Materials 3Chemical Engineering Thermodynamics II
2Basic Electrical Engineering 3Emphasis Area 1Electrical
Engineering Lab I 3Arts and Humanities Requirement or 3Social
Science Requirement3Arts and Humanities Requirement or 3Social
Science Requirement Total: 16 hours Total: 17 hours Senior Year
3Unit Operations Lab II 3Process Dynamics and Control 3Process
Development, Design, and Optimization of Chemical Engineering
Systems I 3Process Design II 1Chemical Engineering Senior Seminar I
1Chemical Engineering Senior Seminar II 3Chemical Reaction
Engineering 3Industrial Microbiology 3Emphasis Area 3Emphasis Area
3Arts and Humanities Requirement or 3Social Science Requirement
Total: 16 hours Total: 13 hours 127 total semester hours. 3The Food
Engineer
27. areas of fundamentals of food processing and food
microbiology. Other areas such as food chemistry, applied mass and
energy balances to foods, or food unit operations can be learned
from a general engineering degree such as chemical engineering.
Table 1.3 Mechanical Engineering; a Curriculum (USA) Example First
Semester Second Semester Freshman year 2Engineering Disciplines and
Skills 2Engr. Graphics with Computer Appl. 3General Chemistry
3Programming and Problem Solving in Mechanical Engineering
3Accelerated Composition 4Calculus of One Variable II 4Calculus of
One Variable I 3Physics with Calculus I 1Physics Lab. I
3Humanities/Social Science Requirement or 3Social Science
Requirement 3Humanities/Social Science Requirement or 3Social
Science Requirement Total: 16 hours Total: 16 hours Sophomore Year
5Statics and Dynamics for Mech. Engr 2Basic Electrical Engineering
2Mechanical Engineering Lab. I 1Electrical Engineering Lab. I
4Calculus of Several Variables 3Engineering Mechanics: Dynamics
3Physics with Calculus II 3Foundations of Thermal and Fluid Systems
35Science Requirement 4Intro. To Ord. Diff. Equations 3Numerical
Analysis Requirement Total: 1719 hours Total: 16 hours Junior Year
3Mechanics of Materials 3Heat Transfer 3Thermodynamics
3Fundamentals of Machine Design 3Model. And Analysis of Dynamics
Syst. 3Manufacturing Proc. And Their Appl. 3Fluid Mechanics
3Advanced Writing Requirement 2Mechanical Engineering Lab. II
3Statistics Requirement 3Arts and Humanities Requirement or 3Social
Science Requirement Total: 17 hours Total: 15 hours Senior Year
3Mechanical Engineering Design 1Senior Seminar 3Control and
Integration of Multi-Domain Dynamic Systems 3Internship in
Engineering Design 2Mechanical Engineering Lab. III 6Arts and
Humanities Requirement or 3Social Science Requirement 6Technical
Requirement 3Technical Requirement Total: 14 hours Total: 13 hours
124126 total semester hours. 4 Felix H. Barron
28. A mechanical or electrical engineer requires training in
mass balances and unit opera- tions for easier adaptation to the
food engineering area. Bachelors degree programs in engineering
typically are designed to last 4 years, but many students find that
it takes between 4 and 5 years to complete their studies. In a
typical 4-year college curriculum, the first 2 years are spent
studying mathematics, basic sciences, introductory engineering,
humanities, and social sciences. During the last 2 years, most
courses are in engineering, usually with a concentration in one
spe- cialty, such as food engineering or biotechnology. Some
programs offer a general engineering curriculum; students then
specialize on the job or in graduate school. Some 5-year or even
6-year cooperative plans combine classroom study and practi- cal
work, permitting students to gain valuable experience and to
finance part of their education. 3. WORK OPPORTUNITIES FOR A FOOD
ENGINEER All 50 US states and the District of Columbia require
licensure for engineers who offer their services directly to the
public. Engineers who are licensed are called profes- sional
engineers (PE). This licensure generally requires a degree from an
Accreditation Board for Engineering and Technology (ABET)
accredited engineering program, 4 years of relevant work
experience, and successful completion of a state examination. An
informal collection of job descriptions for engineers gathered
through the years (20092011) from various resources including:
http://www.engineers.com, http:// www.indeed.com, and
http://www.foodrecruiters.com reveals some of the necessary skills
companies, universities, or government agencies are looking for in
a food engineer. 3.1 Job Description Sample 1 A Process Design
Engineering Manager has engineering responsibility for root cause
analysis and correcting process issues within a beverage,
pharmaceutical, or food plant. This includes existing plant
opportunities and new state of the art solutions to process
packaging in a high speed plant. It is important that the candidate
can demon- strate, with examples, his/her strength in visualizing
complete projects at the concep- tual stage. Specific
accountabilities include: Conducting fundamental research related
to optimization of a process and product. Independently designing
and performing laboratory testing directed at problem solving with
commercial scale-up capability. Planning and executing medium-term
research and development activities of mod- erate to complex scope.
5The Food Engineer
29. Demonstrating technical competence in several areas of
food-related chemistry and engineering practice. Specific skills
and qualifications include: Ph.D. in Food Science or Food
Engineering. Expertise in areas of natural organic polymers,
carbohydrate chemistry, physical science, food science, and food
process engineering. The ability to apply scientific/engineering
theory to the execution of projects related to process or product
development. Sound problem solving and project leadership skills,
with emphasis on designing or conducting laboratory testing and
pilot scale simulations. The ability to conduct literature searches
and compile comprehensive, clear sum- maries of findings. Working
knowledge of applied statistics and statistical design of
experiments. Good oral, written, technical, and general
communication skills. 3.2 Job Description Sample 2 3.2.1 Essential
Functions Develop written policies and procedures for the organized
and profitable development of new meat products. Such procedures
should have distinct mechanisms for the timely completion of: new
product concept approval, development, shelf-life testing, package
design, and final product approval. Follow concepts identified by
sales and marketing: work closely with sales, market- ing, quality
assurance, operations, finance, purchasing, and engineering to
develop new meat products that meet internal and/or external
specifications. Develop and implement cost reduction products to
improve operating efficiency and maximize profitability. Write
project protocols, collect and analyze data, prepare reports. 3.3
Job Description Sample 3 This position will manage the engineering
functions needed to support manufactur- ing, R&D, quality
assurance, and logistics. The Project Engineer will manage
contractors and in-plant personnel in the com- pletion of capital
projects, and also manage the capital plan. 3.4 Job Description
Sample 4 3.4.1 Food Engineering Research This facility is a
high-speed/high-volume, 24/7 operation, which is currently going
through an expansion. This position will support the production of
newly developed 6 Felix H. Barron
30. products, and current production lines, purchase and
install new equipment, upgrade existing equipment, and develop
efficiency improvements. Working in a team-based manufacturing
environment, process engineers lead, develop, and execute solutions
to improve process system performance and product quality. Serving
as a dedicated technical system resource, process engineers also
lead problem solving and problem prevention efforts directed at
current and future pro- cesses and products, assure that new
product and process tests and start-ups are designed and executed
effectively, and develop and direct training in system operations.
3.4.2 Requirements B.S. in Engineering (Chemical, Mechanical,
Electrical, or Food Engineering pre- ferred), and 48 years of
process or packaging engineering experience in a food, con- sumer
products, pharmaceutical, chemical, or other continuous process
manufacturing environment. Strong technical skills are required,
including demonstrated understand- ing of unit operations,
analytical methods, and statistical process control, as well as
troubleshooting skills. 3.5 Job Description Sample 5 Our client
seeks a process improvement engineer with food manufacturing
experience for their dynamic company. In this role, you will
analyze new product formulations and pilot plant productions and
provide recommendations for process flow modifica- tions, equipment
modifications, operations changes, and new equipment require-
ments. You will define issues, collect data, establish facts, and
draw valid conclusions as well as manage teams to ensure effective
transition from product conception to full- scale production. The
position requires a degree in engineering and 5 or more years of
work experi- ence. Of this work experience, 3 years must be within
the food industry. Experience in product development is desired.
Experience as a process engineer, production man- ager, production
supervisor or research and development engineer is highly
desirable. Up to 50% domestic travel is required. Based on these
job descriptions, the following engineering key words were found
with major frequency in descending order: engineering, development,
manage, design, analysis, concept, solving and scale. These key
words can be compared with knowledge and skills to be taught at
uni- versities offering engineering degree majors, including food
engineering. Take for example the following: Students specializing
in food engineering learn to apply engineering principles and
concepts to handling, storing, processing, packaging, and
distributing food and related products. 7The Food Engineer
31. Students specializing in agricultural engineering integrate
engineering analysis and design with applied biology to solve
problems in production, transportation, and processing of
agricultural products. Agricultural engineers design machinery,
pro- cesses, and systems for managing the environment, nutrients,
and waste associated with productive plant and animal culture.
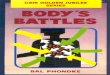
Figure 1.1 demonstrates a general flow diagram illustrating unit
operations or pro- cessing steps typical of a food processing
facility. The knowledge and skills of a food Liquid Foods in Solid
Foods in Fluid flow Solid transport Separation Separation Grinding
Heating Mixing Evaporation Dehydration Concentrated liquid Dried
solid Liquid Cooling Solid Freezing Packaging Packaging materials
Storage Distribution Figure 1.1 General flow in a food processing
plant. (Adapted from Heldman and Singh, 1981) 8 Felix H.
Barron
32. engineer can be applied in an integrated approach or in a
more specific way such as heat transfer in heating and cooling
operations. As food is received into the food processing plant, it
may be in a liquid or solid form; if it is a liquid, one of the
primary considerations may be its classifica- tion as a Newtonian
or non-Newtonian liquid; therefore the field of rheology should be
part of the knowledge base of the food engineer. Rheological
studies could provide information necessary for the design of
mixing machinery, piping, and even cleaning and sanitation of tubes
and pipes used in transporting a fluid from one location to
another. Dehydration and evaporation of foods involve heat and mass
transfer. The food engineer, with his/her knowledge in the theory
of diffusion, mass and energy bal- ances, would be capable of
designing processes, equipment, and even costing in feasi- bility
studies. In addition to the heating and cooling section (Figure
1.1), the canning operation can be placed into the category of
thermal processing. Thermal processing gives engi- neers and food
scientists the opportunity to make significant contributions to the
safety of processing canned products. Typical engineering skills
required by a thermal processor include knowledge of
thermobacteriology and mathematical calculations in order to design
a safe thermal- sterilization process. The thermal-sterilization
process is industrially recognized as a commercial sterilization
process. A Process Authority is a federally recognized food
professional who is typically responsible for creating a thermal
process. 4. ENGINEERING JOBS According to a 2008 survey
distribution of employment by the Department of Labor (Table 1.4),
engineers specialize within key industries, for example, 40% of
agricul- tural engineers specialize in food manufacturing, and 29%
of chemical engineers spe- cialize in chemical manufacturing.
Overall, job opportunities for engineers are expected to increase
(Table 1.5) over the next 5 years. Biomedical engineers should
experience the highest growth by 2018, while electronics engineers,
except computer engineers, should experience zero growth. 5. FUTURE
OPPORTUNITIES The food processing industry may be facing a
challenge by consumers and health care government agencies to
provide healthy foods that can contribute to a decrease in the
obesity problem in the USA and around the world. In general,
designing such 9The Food Engineer
33. foods could become a critical factor for the food industry
in order to expand markets and profitability. It may be necessary
for food engineers to work more closely with molecular
nutritionists in order to design so-called medical foods. Food
biotechnology and food nanotechnology and their applications to
food safety are areas in which food engineers may find new
opportunities. 6. CONCLUSIONS Overall, it appears that specialism
in food engineering is becoming more common via on-the-job training
in the food industry, rather than being an entry-level requirement
Table 1.4 Percent Concentration of Engineering Specialty Employment
in Key Industries, 2008 Specialty Industry Percent Aerospace
Aerospace product and parts manufacturing 49 Agricultural Food
manufacturing and other engineering 40 Biomedical Scientific
research and development services 20 Medical supplies 20 Chemical
Chemical manufacturing 29 Architectural, engineering, and related
services 15 Civil Architectural, engineering, and related services
49 Computer hardware Computer and electronic product manufacturing
41 Computer systems design and related services 19 Electrical
Architectural, engineering, and related services 21 Navigational,
measuring, electromedical, and control instruments manufacturing 10
Electronics, except computer Manufacturing 26 Telecommunications 15
Environmental Architectural, engineering, and related services 29
State and local government 21 Health and safety, except mining
safety State and local government 10 Industrial Machinery
manufacturing 8 Transportation equipment manufacturing 18 Marine
engineers and naval architects Architectural, engineering, and
related services 29 Materials Primary metal and semiconductor
manufacturing 20 Mechanical Architectural, engineering, and related
services 22 Machinery manufacturing 14 Mining and geological,
including mining safety Mining 58 Nuclear Electric power
generation, transmission and distribution 57 Petroleum Oil and gas
extraction 43 10 Felix H. Barron
34. by food processing companies. This may be the reason some
universities have modi- fied their curricula by decreasing the
number of food engineering-related courses and changing instead to
areas considered hot such as biotechnology, bioengineering, or
biomedical engineering. Non-food engineers, such as mechanical,
electrical, or chemical engineers who wish to work in the food
processing industry can obtain the necessary training on- the-job
or through professional development workshops, which are abundant.
Many universities and consulting groups offer this type of
training. Basic food microbiology, food safety, food quality, and
food processing form a good knowledge base for non- food engineers.
Table 1.5 Projections Data from the National Employment Matrix
Occupational Title SOC Code Employment 2008 Project Employment 2018
Change 20082018 Number Percent Engineers 172000 1,571,900 1,750,300
178,300 11 Aerospace engineer 172011 71,600 79,100 7,400 10
Agricultural engineers 172021 2,700 3,000 300 12 Biomedical
engineers 172031 16,000 27,600 11,600 72 Chemical engineers 172041
31,700 31,000 2600 22 Civil engineers 172051 278,400 345,900 67,600
24 Computer hardware engineers 172061 74,700 77,500 2,800 4
Electrical and electronics engineers 172070 301,500 304,600 3,100 1
Electrical engineers 172071 157,800 160,500 2,700 2 Electronics
engineers, except computer 172072 143,700 144,100 400 0
Environmental engineers 172081 54,300 70,900 16,600 31 Industrial
engineers, including health and safety 172110 240,400 273,700
33,200 14 Marine engineers and naval architects 172121 8,500 9,000
500 6 Materials engineers 172131 24,400 26,600 2,300 9 Mechanical
engineers 172141 238,700 253,100 14,400 6 Mining and geological
engineers, including mining safety engineers 172151 7,100 8,200
1,100 15 Nuclear engineers 172161 16,900 18,800 1,900 11 Petroleum
engineers 172171 21,900 25,900 4,000 18 (NOTE) Data in this table
are rounded. 11The Food Engineer
35. REFERENCE Heldman, D.R., Singh, P.R., 1981. Food Process
Engineering, second ed. Van Nostrand Reinhold, New York. FURTHER
READING Bureau of Labor Statistics, US Department of Labor,
Occupational Outlook Handbook, 20082009 Edition, Engineers.
,http://www.bls.gov/oco/ocos027.htm/. (Last accessed 28.03.12.).
Clemson University, on the internet at ,http://www.clemson.edu..
Food and Drug Administration. ,http://fda.cfsan.gov.. Institute of
Food Technologists. ,http://ift.org.. Instituto Tecnologico de
Monterrey. ,http://cmportal.itesm.mx/wps/portal.. 12 Felix H.
Barron
36. CHAPTER 22 Food Regulations Kevin M. Keener Purdue
University, NY, USA 1. BACKGROUND In the USA an estimated 48
million illnesses (one in six), 128,000 hospitalizations, and 3,000
deaths are caused by foodborne disease. Three pathogenic bacteria
Salmonella, Listeria, and Toxoplasma are responsible for
approximately 30% of deaths (CDC, 2011). Foodborne illness and
disease is a major cause of morbidity worldwide, resulting in
substantial costs to individuals, food processors, national, and
international economics. Thus, there is a need to ensure that food
processing is conducted in a san- itary environment, performed in a
sanitary manner, and every appropriate consider- ation given to
produce safe food of high quality. The purpose of this chapter is
to provide process engineers with an understanding of food
regulations in the USA. This chapter is by no means comprehensive,
and reg- ulations are constantly changing as a result of advances
in science and changes in per- ceived threats. Therefore, it is
recommended that individuals interested in producing food
machinery, starting a food business, or producing a food product
contact the appropriate regulatory agencies prior to commencing
production. Food produced and sold without proper regulatory
inspection is not in compliance with federal, state, and local
laws, and may be deemed adulterated. Producing adulterated food is
a serious crime and persons found guilty may be subject to civil
and criminal penalties, includ- ing prison. Food regulations in the
USA are a patchwork of rules and regulations that have developed
over time. For a single food, there are numerous government
agencies that have inspection roles. At the federal level, the
primary agencies with regulatory responsibilities are the Food and
Drug Administration (FDA), an agency within the Department of
Health and Human Services, and the Food Safety Inspection Service
(FSIS) an agency within the United States Department of
Agriculture. The FDA has responsibility to ensure safety of all
foods under the Federal Food Drug and Cosmetic Act (FFDCA) of 1938
with the exceptions of meat, poultry, and egg products. The FFDCA
Section 201(f) defines food as articles used for food or drink for
man or other animals, chewing gum, and articles used for components
of any such articles. 13 Handbook of Farm, Dairy and Food Machinery
Engineering DOI:
http://dx.doi.org/10.1016/B978-0-12-385881-8.00002-1 2013 Elsevier
Inc. All rights reserved.
37. The FSIS has primary responsibility for meat, poultry, and
egg products under the Meat Product Inspection Act (1906) (FSIS,
2011a), Poultry Product Inspection Act (1957) (FSIS, 2011b) and Egg
Product Inspection Act (1970) (FSIS, 2010a). Other agencies have
supporting roles in various commodities and provide grading and
export inspection services. These will be identified in the
proceeding commodity sections as appropriate. Prior to producing
any food it is recommended that one contact the local health
department and/or state health department to ensure compliance with
food regula- tions. FDA notification is required of any individuals
producing low-acid or acidified canned foods. This notification is
referred to as a process filing, which will contain a description
of the food, packaging, and the proposed manufacturing process. FDA
will review the submitted information and may respond with a letter
asking additional questions. Historically, FDA has provided a
non-rejection letter for filings. A non- rejection letter is where
FDA acknowledges in writing that they have reviewed the proposed
food manufacturing process including equipment, packaging, etc.,
and do not have any concerns (e.g. objection) at that point in
time. Recent communications with FDA indicate that they no longer
provide non-rejection letters except for new processes and
equipment. If a food manufacturer needs documentation regarding
out- come of a filing review they must contact FDA. Further details
on process filings may be found on the FDA website (FDA, 2011a).
Additionally, any company that produces or distributes foods must
register with FDA as required in the Public Health Security and
Bioterrorism Preparedness and Response Act of 2002 (the
Bioterrorism Act) (FDA, 2010). 2. FEDERAL REGISTER The Federal
Register is the daily newspaper of the US government. It publishes
all proposed, interim, and final rules on federal regulations from
all federal agencies (Federal Register, 2011). Development of new
regulations starts with the US Congress. In general the US Congress
passes a bill (Act), e.g. the Meat Product Inspection Act. The
President agrees and signs this bill into a new law. This Act
assigns regulatory responsibility to a specific person or
department, e.g. the Secretary of the United States Department of
Agriculture (USDA). The Secretary (USDA) then determines what
federal agency within their department will oversee regulatory
inspection, e.g. the FSIS. That agency is responsible for proposing
rules (regulations) regarding the assigned regulatory
responsibility. Initially, the designated agency will announce a
proposed rule and a comment period, e.g. 30, 60, or 90 days, in
which interested parties (consumers, processors, industry
associations, etc.) will provide 14 Kevin M. Keener
38. feedback to the designated agency on the proposed rule.
These comments will include both the technical merits and
scientific merits. The federal agency will then respond, as
required by law, to all comments received, and modify or abandon
the proposed rule, or issue a final rule. Final rules usually have
an implementation period after which enforcement will begin. It is
very important that affected parties participate in this rule
making process because non-response is treated as acceptance of the
proposed rule. 3. CODE OF FEDERAL REGULATIONS Federal agencies
compile and publish current regulatory requirements every year in
the Code of Federal Regulations. This compendium of federal
regulations is published and maintained by the United States
Government Printing Office and can be pur- chased in hard copy or
viewed in electronic form at their website (CFR, 2011a). This
document contains 50 volumes (referred to as Titles) and includes
all federal agencies. For example, USDA-Agricultural Marketing
Service (AMS) Regulations are listed in Title 7; USDA-FSIS Animal
and Animal Products Regulations are listed in Title 9; HHS-FDA Food
and Drug Regulations are listed in Title 21; and US-Environmental
Protection Agency (EPA) Protection of Environment Regulations are
listed in Title 40. 4. UNITED STATES CODE The United States Code is
the codification by subject matter of the general and per- manent
laws (Acts) of the USA. It is meant to be an organized, logical
compilation of the laws passed by Congress. At its highest level,
it divides the legislation into 50 topic areas called Titles. Each
Title is further subdivided into any number of logical subto- pics.
The United States Code is published every 6 years, with the most
recent being the 2006 version with annual updates added (US Code,
2011a). Any law or individual provisions within a law passed by
Congress are classified in the Code. However, legis- lation often
contains many unrelated provisions that collectively respond to a
particu- lar public need or problem. For example, a Farm Bill,
might contain provisions that affect the tax status of farmers,
their land management practices, and a system of price supports.
Each of these individual provisions would belong to a different
section in the Code. Thus, different parts of a law will be found
within different Titles. Typically, an explanatory note will
indicate how a particular law has been classified into the Code. It
is usually found in the Note section attached to a relevant section
of the Code, usually under a paragraph identified as the Short
Title. 15Food Regulations
39. 5. STATE AND LOCAL REGULATIONS Many states have a
department of agriculture and/or an environmental and natural
resources departments that regulate many aspects of food processing
facilities. Many states have an administrative code similar to the
Code of Federal Regulations (usually adopted by reference) that
states requirements for administrative responsibilities, inspection
frequency, and permitting requirements for food processors
operating in a particular state. In addition, some states allow
local regulations/zoning requirements to be developed that can also
impact food processing facilities. The local rules are not usually
on-line, but can be located by contacting the county and/or city
services department for the respective location of the food
processing facility. These local rules often deal with waste
discharges, noise, and odors, and other neighbor concerns. 6.
USDAFSIS SANITATION PROGRAMS All meat, poultry, and egg processing
plants are required to have a written sanitation program.
Sanitation is the creation and maintenance of hygienic and
healthful condi- tions in food processing plants. Sanitation
involves an applied science that has the overall goal of providing
a clean environment and preventing food product contami- nation
during processing. The universal goal of sanitation is to protect
the food supply. An effective sanitation program includes benefits
such as: 1. Microbial and chemical monitoring. 2. Control of food
spoilage and lower consumer complaints. 3. Increased storage life
of the product. 4. Improved employee morale. 5. Reduced public
health risks. Specific sanitation requirements vary for each
commodity. FSIS has sanitation requirements for meat poultry and
egg products in Title 9 Part 416 of the Code of Federal Regulations
(CFR, 2011b). 6.1 Sanitation Sanitation requirements for meat,
poultry and egg products are listed in Title 9 Part 416 and
subdivided into two parts. Sections 416.1416.6 are referred to as
the Sanitation Performance Standards (SPS) and Sections
416.11416.17 are referred to as the Sanitation Standard Operating
Procedures (SSOPs). Note: There are no sections between 416.7 and
416.10. 6.1.1 Sanitation Performance Standards Sanitation
performance standards describe specific areas evaluated by
inspection per- sonnel regarding sanitation performance.
Establishments must comply with the 16 Kevin M. Keener
40. regulatory performance standards for sanitation cited
below, but may do so by what- ever means they determine to be
appropriate. No specific sanitary practices are required; FSIS
inspection personnel will verify that official establishments
comply with the performance standards. Section 416.1 is known as
the General Rules and requires that each official establishment
must be operated and maintained in a man- ner sufficient to prevent
the creation of insanitary conditions and to ensure that prod- uct
is not adulterated. Section 416.2 describes specific concerns
regarding buildings and grounds and pest control. The information
on buildings and grounds includes cri- teria for construction,
ventilation, lighting, plumbing, sewage disposal, and water. In
addition, the facility must be designed to allow management of
pests (flies, rodents, birds, etc.). It should be noted that pest
control substances must be approved by EPA for use in food
processing environments and be used in a manner that does not adul-
terate the product or create insanitation. Under the Federal
Insecticide, Fungicide, and Rodenticide Act (FIFRA), EPA reviews
pesticides, cleaners, sanitizers, antimicro- bials, etc.,
formulations, intended use, and other information; registers all
pesticides, sanitizers, antimicrobials, etc., for use in the USA;
and prescribes labeling, use, and other regulatory requirements to
prevent unreasonable adverse effects on the environ- ment,
including humans, wildlife, plants, and property. Any meat or
poultry establish- ment using a pesticide, cleaner, sanitizer,
antimicrobial, etc., must follow the FIFRA requirements. Section
416.3 describes the appropriate selection of equipment and
utensils, and their respective installation and maintenance.
Section 416.4 details the requirements for cleaning and sanitizing
of food contact, non-food contact, and uten- sils. Section 416.5
describes the requirements for management of employee hygiene
practices including the person and their respective practices to
prevent product adulteration. If any equipment, utensils, rooms, or
compartments are found to be insanitary, then the inspector
(FSIS/state) will place a tag on the equipment (US rejected). The
equipment, utensil, room, or compartment cannot be used until
corrective action has taken place to produce sanitary conditions.
6.1.2 Sanitation Standard Operating Procedures (SSOPs) Minimum
requirements for sanitation operating procedures are stated in
Title 9 Sections 416.11416.17 (CFR, 2011b). Each official
establishment is required (shall) to develop, implement, and
maintain written standard operating procedures for sanita- tion
(Section 416.11). The SSOPs shall describe all procedures an
official establish- ment will conduct daily, before and during
operations, sufficient to prevent direct contamination or
adulteration of product(s) (Section 416.12). The SSOPs cover the
entire establishment and all shifts of operation. These procedures
include at a mini- mum frequency of cleaning, cleaning procedures,
and designated plant personnel. SSOPs must be signed and dated by
the overall authority usually the owner or plant 17Food
Regulations
41. manager. The FSIS also requires (shall) perform
preoperational SSOPs prior to pro- duction and other SSOPs as
written. Monitoring procedures will be established by plant
personnel to verify implemen- tation of the SSOPs (Section 416.13).
The written SSOPs must be routinely reviewed and effectiveness
assessed. Revision is required (shall) as necessary to keep them
effec- tive and current with respect to changes in facilities,
equipment, utensils, operations, or personnel (Section 416.14). The
establishment must also maintain daily records sufficient to
document the implementation and monitoring of the SSOPs and any
corrective action taken (416.16). The establishment is required to
maintain 6 months of written records, and they must be available to
FSIS upon request, if within last 48 hours of plant operation, or
within 24 hours. It is the establishments responsibility to
implement the procedures as they are written in the SSOPs. If the
establishment or FSIS determines that the SSOPs fail to prevent
direct contamination or adulteration of product, the establishment
must implement corrective actions that include the appropriate
disposition of product, res- toration of sanitary conditions, and
measures to prevent recurrence. It is also required that SSOPs
should describe the procedures that the establishment will take to
prevent direct contamination or adulteration of product (Section
416.15). FSIS has responsibility to verify that the establishment
is conducting the SSOPs as written. Specifically they will verify
the adequacy and effectiveness of the SSOPs and the procedures
specified therein by determining that they meet the requirements of
this part (416). Such verification may include: 1. Reviewing the
SSOPs. 2. Reviewing the daily records documenting the
implementation of the SSOPs and the procedures specified therein,
and any corrective actions taken or required to be taken. 3. Direct
observation of the implementation of the SSOPs and the procedures
speci- fied therein, and any corrective actions taken or required
to be taken. 4. Direct observation or testing to assess the
sanitary conditions in the establishment. 7. FDA SANITATION
PROGRAMS For FDA inspected food processors (all foods excluding
meat, poultry, and egg pro- ducts) there are also sanitation
requirements. These are detailed in the current Good Manufacturing
Practices (cGMP). The cGMP regulations are printed in Title 21 Part
110 of the Code of Federal Regulations (CFR, 2011c). In addition,
FDA has devel- oped specific GMPs for some food processing such as
bottled water, baby food, and seafood. These regulations are
minimum sanitation requirements and many food processors exceed
these requirements. 18 Kevin M. Keener
42. The cGMP regulations are general sanitation requirements
that apply to all foods. They are subdivided into specific plant
requirements. Within Title 21 CFR 110, defi- nitions of food
processes and products (Section 110.3) along with the specific
defini- tion of adulteration are stated. Specific requirements for
plant personnel are found in Section 110.10, and plant and grounds
in Section 110.20. In brief, these specific regu- lations dictate
that plant personnel, plant (building) and grounds, must be
constructed and managed in a sanitary manner so as not to lead to
adulteration of food processed in the facility. Section 110.35
describes sanitary operation requirements for the facility such as
required cleaning of food contact and non-food contact surfaces,
cleaners, and sanitizers. Sanitary facilities and controls (Section
110.39) describes requirements for sanitary water, plumbing, toilet
and hand washing station requirements, floor drain requirements,
and placement of signs instructing employees in required hygiene
prac- tices. Design of equipment and utensils (Section 110.40) for
food contact are required to be constructed of non-toxic,
corrosive-resistant materials. The design, construc- tion, and use
of equipment and utensils shall preclude the adulteration of food
with lubricants, fuel, metal fragments, contaminated water, or any
other contaminants. Each freezer and cold storage cooler is
required to have a thermometer with an auto- matic control system
or alarm system if under manual operation. All instruments and
controls must be designed and maintained so as to not adulterate
food. Any gases (air, nitrogen, etc.) introduced into the food or
used to clean food contact surfaces or equipment must be
appropriately treated so as to not adulterate the food. All
operations in the receiving, inspecting, transporting, segregating,
preparing, manufacturing, packaging, and storing of food shall be
conducted in accordance with adequate sanitation principles
(Section 110.80). Appropriate quality control operations shall be
employed to ensure that food is suitable for human consumption and
that food-packaging materials are safe and suitable. Overall
sanitation of the plant shall be under the supervision of one or
more competent individuals assigned responsibility for this
function. All reasonable precautions shall be taken to ensure that
production procedures do not contribute contamination from any
source. Chemical, microbial, or extraneous-material testing
procedures shall be used where necessary to identify sanitation
failures or possible food contamination. (CFR, 2011c) All food that
has become contaminated to the extent that it is adulterated shall
be rejected, or if permissible, treated or processed to eliminate
the contamination. Finished food products should be stored and
transported appropriately so as to protect against product
adulteration or container damage (Section 110.93). Some foods when
processed under cGMP contain natural or unavoidable defects that
are at low levels and are not hazardous to health. FDA establishes
a maximum level of each defect in a food produced under cGMP that
is called the defect action level (DAL) (Section 110.110). DALs are
established as needed and change as new technol- ogy and processing
practices become available. DALs do not excuse the food from 19Food
Regulations
43. being adulterated by non-compliance with cGMP, even when
their effects produce defects below the DAL. In addition, mixing of
food exceeding a DAL with food below the DAL is not allowed; even
if the final product does not exceed the DAL, it would be deemed
adulterated (CFSAN, 2000). A complete list of current DALs for
natural or unavoidable defects in food for human use that present
no health hazard may be obtained upon request from the Center for
Food Safety and Applied Nutrition, Food and Drug Administration,
5100 Paint Branch Pkwy., College Park, MD 20740. Note that maximum
levels for pesticide residues in raw agricultural products are
determined by the EPA under FIFRA. FDAs DAL for pesticide residues
follow EPAs limits, unless an allowance for a higher level is made.
Many food processes concentrate food products, and thus pesticides
may cause the product to be considered adulterated if the DAL of
pesticide residue is exceeded in the finished product. In addition,
if the product is a ready-to-eat product, it may not be blended to
lower the pesticide resi- due. For example, the DAL for aflatoxin
(a carcinogen produced by certain molds) in peanuts and peanut
products is 20 ppb. A finished peanut or peanut product must
contain less than 20 ppb aflatoxin if it is to be sold for human
consumption. If the amount of aflatoxin exceeds 20 ppb in dry
roasted peanuts, they cannot be sold for human consumption. Also,
these dry roasted peanuts cannot be blended with dry roasted
peanuts containing a lower level of aflatoxin to lower the overall
level of afla- toxin. In addition, if peanuts containing less than
20 ppb aflatoxin were used to pro- duce peanut butter and the
peanut butter (finished product) had an aflatoxin level above 20
ppb then this product could not be sold for human consumption.
Also, this peanut butter could not be blended with peanut butter
containing less than 20 ppb aflatoxin to lower the overall
concentration below 20 ppb. 8. FOOD SAFETY MODERNIZATION ACT The
signing of the Food Safety Modernization Act by the President on
January 4, 2011 provides increased regulatory authority to FDA. FDA
is currently developing new regulations based on this increased
authority. Although the complete scope of these new regulations and
their impact on food safety is unknown, it is apparent that
additional requirements on food manufacturers will result. Five key
areas of emphasis in the FSMA include: prevention, inspection and
compliance, response, imports, and enhanced partnerships (FDA,
2011b). 8.1 Prevention Under the FSMA, FDA has authority to mandate
companies across the entire food supply to implement comprehensive,
preventive control systems including establishing science-based,
minimum standards for safe production and harvest of food. These
standards will take into consideration naturally occurring hazards
and those that may 20 Kevin M. Keener
44. be unintentionally or intentionally introduced. Factors
such as soil contact, employee hygiene, packaging processes,
temperature controls, water quality, and animal access to fields or
growing areas will be considered. Implementation of these
preventive controls requires development of a (HACCP- like) written
plan that includes the following: 1. Evaluation of hazards that
could affect food safety in the processing plant. 2. Specific
identification of preventive steps and/or controls that will be put
in place to prevent or significantly reduce the hazards identified.
3. Indication of how the preventive steps and controls will be
monitored to ensure effectiveness. 4. Routine record-keeping of
previously identified monitoring procedures. 5. Detailed actions
that will be taken to correct any problems that arise. Additional
regulations will be issued to establish mitigation strategies to
prepare and protect the food supply for intentional adulteration of
food at points of vulnera- bility in the supply chain. 8.2
Inspection and Compliance Under the FSMA, FDA will be increasing
inspection and monitoring using the following methods: Mandated
inspection frequencyFDA will determine for each food facility (both
domestic and foreign) an inspection frequency based on the food
safety risk of all products handled or manufactured. Access to
recordsFDA will have access to all records related to the
preventive controls system put in place. Accredited laboratory
testingFDA is working to establish a laboratory accredita- tion
program. 8.3 Response Under FSMA, FDA has the following new
authorities: Mandatory recallFDA has the authority to issue
mandatory food safety recalls. Previously, FDA would strongly
request that companies make voluntary recalls of products. Product
detentionFDA has the authority to detain (prevent movement or ship-
ment) products that are believed to be adulterated or misbranded
for up to 30 days. Registration suspensionif FDA determines that a
food product has reasonable probability of serious adverse health
consequences or death, FDA has the authority to suspend the
registration of a facility to prevent product distribution.
Enhanced product traceabilityFDA has the authority to develop and
implement a food product traceability system to track and trace
domestic and imported foods. 21Food Regulations
45. 8.4 Imports Under FSMA, FDA has the following new
authorities for imported products: Importer
accountabilityverification of food importers adequacy in preventive
controls in their foreign suppliers and assurance of the safety of
the imported product. Third party certificationFDA will establish a
program to identify qualified third parties that will be able to
certify compliance of foreign food facilities to US standards.
Certification for high-risk foodsFDA has the authority to require
all imported high-risk foods have certification by one of the
identified third parties mentioned above as a requirement of entry
to the USA. Authority to deny entryFDA has the authority to deny
entry of products from any foreign facility that denies FDA access
to the facility or the country in which the facility is located. It
should be noted that until specific regulations are developed,
vetted, and pub- lished by FDA as final rules in the Federal
Register no specific guidance can be pro- vided on compliance. In
addition, there will likely be phased implementation over a number
of years based on company size. 9. HAZARD ANALYSES AND CRITICAL
CONTROL POINT PROGRAM (HACCP) HACCP is a systematic approach to the
identification, evaluation, and control of food safety hazards. It
is a regulatory requirement for many areas of food processing
includ- ing meat (FSIS), poultry (FSIS), egg products (FSIS),
seafood (FDA), and juice proces- sing (FDA). With the passage of
the FSMA, HACCP or HACCP-like programs will likely be developed by
FDA to cover all manufactured food. HACCP requirements are unique
for each food process. The unique requirements are dictated by the
responsible regulatory agency. From a scientific perspective, HACCP
is a proactive approach to food safety and is based on seven
principles: Principle 1: Conduct a hazard analysis. Principle 2:
Determine the critical control points (CCP). Principle 3: Establish
critical limits. Principle 4: Establish monitoring procedures.
Principle 5: Establish corrective action. Principle 6: Establish
verification procedures. Principle 7: Establish record-keeping and
documentation procedures. When combined, these principles form a
flexible food safety program that is adjustable as processing
conditions change. The goal of HACCP is to eliminate, con- trol,
and/or prevent food safety hazards at the processing plant with an
ultimate goal of protecting the consumer. 22 Kevin M. Keener
46. 9.1 Prerequisite Programs The production of safe food
products requires that the HACCP system be built on a solid
foundation of prerequisite programs. Prerequisite programs provide
the basic environmental and operating conditions that are necessary
for the production of safe, wholesome food. These programs include
sanitation (GMPs), preventative maintenance, ingredient receiving,
recall, biosecurity, etc. Many of the require- ments for these
programs are specified in federal, state, and local regulations and
guidelines. The HACCP program is built on the prerequisite
programs. In developing a HACCP program, preliminary information on
the products, processes, and prerequi- site programs must be
collected and a process flow diagram developed detailing spe- cific
practices within the food processing facility. The preliminary
steps must be completed before development of the HACCP plan.
Principle 1: Conduct a hazard analysis. Each process step is
assessed for potential physical, chemical, and biological hazards.
Hazards are defined as those things that cause injury or illness.
Physical hazards may include broken glass, wood, or bone shards.
Chemical hazards may include cleaner, sanitizer, and pesticide
residues. Biological hazards include patho- genic bacteria such as
Salmonella enteritidis (SE) or E. coli 0157:H7. Principle 2:
Determine the critical control points (CCP). For each process step
in which potential hazards exist there is an assessment of existing
control measures. If control measures exist that prevent the
introduction of a potential hazard (e.g. prerequisite programs),
then no CCP is needed. But, when a potential hazard exists and no
control measures are present, then a CCP must be implemented.
Principle 3: Establish critical limits. Once a CCP has been
identified then critical limits must be developed based on
scientific evidence. The critical limits are the conditions under
which one can control, reduce, or eliminate the potential hazard.
For example, if it was deter- mined that SE might be present in
ready-to-eat (RTE) chicken breast and no existing control measures
prevented its introduction, then a CCP might consist of specifying
a minimum cooking time and temperature to eliminate any potential
SE from RTE chicken breast. Principle 4: Establish monitoring
procedures. Once a CCP has been established with appropriate
critical limits, it is necessary to ensure proper operation. This
requires establishment of monitoring procedures and generation of
records that document that critical limits have been met. For
example, if one were required to cook chicken breast for a minimum
time and a minimum temperature to eliminate any potential SE
present, then records would document oven temperature and cooking
time for each batch of chicken breast. 23Food Regulations
47. Principle 5: Establish corrective action. If a deviation
(not meeting critical limit or monitoring procedures inadequate)
has been found to occur in the CCP, corrective action must be
taken. Corrective action requires an assessment of what went wrong,
what to do with the suspect product (product produced when the
deviation occurred), how to fix the problem, and how to prevent the
problem happening again. Principle 6: Establish verification
procedures. These are established practices periodically performed
to ensure that the hazard analysis, established CCP, established
critical limits, and established corrective actions are appropriate
to ensure elimination, reduction, and/or control of all known
hazards for the particular food product in question. Principle 7:
Establish record-keeping and documentation procedures. Written
records of all HACCP activities must be kept and provided as appro-
priate for regulatory inspection of the food processing facility.
Further details on HACCP requirements for particular food
processing may be found in the Code of Federal Regulations and
under the appropriate regulatory agency. Further information on the
scientific approach of HACCP can be located in the National
Advisory Committee Microbiological Criteria in Food Document
(NACMCF, 2009). 10. MEAT PROCESSING Meat processing includes
animals such as beef, pork, chicken, turkey, goat, and other minor
animal species. Responsibility of meat inspection is delegated to
the Secretary of the USDA under the Meat Products Inspection Act
(1906) and Poultry Products Inspection Act (1968). Within USDA, the
enforcement of meat processing regulations is the sole
responsibility of the FSIS. Many states also have (federal
equivalent) state inspection programs that enforce federal food
processing regulations (adopted by refer- ence) for products
produced and sold within a state. If a company ships product over
state lines, it must be inspected by federal inspectors. Federal
regulations (FSIS) for all meat processors are listed under Title 9
of the Code of Federal Regulations (CFR, 2011b). Since 2000, all
meat processing facilities are required to have a written
sanitation program and a HACCP program. The goal of the sanitation
and HACCP program is to prevent adulterated product from enter- ing
the food supply. A food is adulterated under Section 601(m) of the
FMIA If it bears or contains any poisonous or deleterious substance
which may render it injuri- ous to health; but in case the
substance is not an added substance, such article shall not be
considered adulterated under this clause if the quantity of such
substance does not ordinarily render it injurious to health. . ..
There are a total of nine parts to this 24 Kevin M. Keener
48. definition. Adulteration under FDA inspection is similarly
defined under Section 402 of the FFDCA. Meat slaughter plants are
required by regulation to have an FSIS/state inspector on-site
during processing to ensure that the product is being produced in a
sanitary manner and no unfit (diseased or contaminated) meat is
being processed. Further meat processing facilities (ready-to-eat
meat, hot dogs, hamburger, etc.) are required to have all processed
meat products inspected to ensure the sanitary conditions of the
facility and that only wholesome food products are being produced.
In addition to the required inspection, optional product grading
may be requested. Grading of meat products is done by the USDA-AMS
Meat Grading and Services Branch. The grading service is a
voluntary, fee-based service, although is required for many
customers including hospitals, schools, and public institutions.
Product grading is a visual assessment of qualities such as
tenderness, juiciness, and flavor. Quality grades for beef, veal,
and lamb are word labels such as prime, choice, good, etc., and
vary slightly for each product, although the grades are based on
nationally uniform standards within a product category. Beef
carcasses also are graded indicating the yield from the carcass.
Pork is not graded. Poultry is graded A, B, or C, where B and C are
usually used in further processed products. The mandatory
inspections by FSIS have no relationship to the AMS voluntary meat
grading service. Product labels for meat products include the name
of the product, ingredients, quantity, inspection insignia, the
companys name and address, and qualifying phrases such as cereal
added or artificially colored. Product dating is voluntary, but if
included must identify what the date means, stated as sell by, use
by, best if used before, or expiration date. The Fair Packaging and
Labeling act of 1967 makes it illegal to mislead or mislabel the
product (FTC, 2011). Standards of identity for meat products are
prescribed by regulation (USDA) so that the common or usual name
for a product can only be used for products of that standard. The
FSIS and FDA collaborate on the standards for meat and meat
products. Some are defined easily in a couple of sentences, whereas
others are complicated by involved ingredients, formulations, or
preparation processes. For example, the defini- tion of a hotdog
(skinless variety): . . . have been stripped of their casings after
cook- ing. Water or ice, or both, may be used to facilitate
chopping or mixing or to dissolve curing ingredients. The finished
products may not contain more than 30% fat or no more than 10%
water, or a combination of 40% fat and added water. Up to 3.5%
non-meat binders and extenders (such as non-fat dry milk, cereal or
dried whole milk) or 2% isolated soy protein may be used, but must
be shown in the ingredients statement on the products label by its
common name. Beef franks or pork franks are cooked and/or smoked
sausage products made according to the specifications above, but
with meat from a single species and do not include byproducts.
Turkey franks or chicken franks can contain turkey or chicken and
turkey or chicken skin and fat in 25Food Regulations
49. proportion to a turkey or chicken carcass. Mechanically
separated meat (beef, pork, turkey, or chicken) may be used in
hotdogs, and must be so labeled. MSM is minced meat paste produced
from meat scraps removed from bones (FSIS, 2010b). 11. SHELL EGGS
FDA and agencies of the USDA (FSIS, AMS, APHIS) carry out
regulation, safety efforts, inspection, and grading of eggs in
cooperation. FSIS and FDA share authority for egg safety. FDA has
authority for shell egg production and processing facilities, and
FSIS has responsibility for egg product inspection. FDA also has
responsibility for res- taurant and foodservice and is working to
strengthen egg handling requirements in the Food Code (food service
regulations) and encourage its adoption by states and local
jurisdictions. FDA and FSIS work together on the Egg Safety Action
Plan to identify the systems and practices that must be carried out
to meet the goal of elimi- nating Salmonella illnesses associated
with the consumption of eggs (FSIS, 2011c). USDA works to educate
consumers on the safe handling of egg products. The Animal and
Plant Health Inspection Service (APHIS) conducts activities to
reduce the risk of disease in flocks of laying hens. APHIS
administers the voluntary National Poultry Improvement Plan (NPIP)
which certifies that poultry breeding stock and hatcheries are free
of certain diseases. Participation is required for producers that
ship interstate or internationally. The APHIS National Animal
Health Monitoring System monitors the prevalence of Salmonella in
layer flocks. Egg production and egg processing facilities are
inspected by FDA under the authority of the Secretary of Health and
Human Services to inspect food manufactur- ing facilities.
Inspections of premises (including farms), storage facilities,
inventory, manufacturing operations, and required records are done
as deemed appropriate. Shell egg packers are inspected at least
once per calendar quarter. In addition, eggs must be packaged
according to the Fair Packaging and Labeling Act. AMS administers
voluntary egg-quality grading programs for shell eggs paid for by
processing plants. AMS is responsible for the shell egg
surveillance program to assure that eggs in the marketplace are
equal to the assigned grade by visiting egg handlers and hatcheries
four times per year. A USDA shield on the egg carton means that the
plant processed the eggs according to AMS sanitation requirements
and that the eggs were graded for quality and weight. Sanitation
regulations require that eggs be washed and sanitized, and the egg
coated with a tasteless natural mineral oil to protect it (AMS,
2007). State Departments of Agriculture monitor compliance with
official US standards, grades, and weight classes by packers not
using the voluntary AMS shell egg grading service. Eggs monitored
by a state agency will not have the USDA shield, but will be marked
with a grade. State and local regulations (quality, condition,
weight, quantity 26 Kevin M. Keener
50. or grade, or labeling) are required to be at least equal to
federal regulations, and often have increased requirements. There
are three shell egg grades: Grade AA have whites that are thick and
firm; yolks that are high, round, and practically free from
defects; clean unbroken shells; and Haugh unit measurement above
72. Grade A have the same characteristics as Grade AA except that
the whites are reasonably firm and the Haugh unit measure- ment is
above 60. Grade A is the quality most often sold in stores. Grade B
eggs have whites that may be thinner and yolks that may be wider
and flatter than eggs of higher grades. The shells must be
unbroken, but may show slight stains. Grade B eggs are usually used
to make liquid, frozen, and dried egg products. Eggs are weighed
individ- ually and grouped based on weight. Egg weights per dozen
are identified on the pack- age: Jumbo (30 oz/doz), Extra Large (27
oz/doz), Large (24 oz/doz), Medium (21 oz/doz), Small (18 oz/doz),
and Peewee (15 oz/doz). Shell Egg cartons with the USDA shield must
display the pack date in a three digit code starting with January 1
as 001 through December 31