Embed Size (px)
Citation preview
ARTICLE IN PRESS
Available at www.sciencedirect.com
journal homepage: www.elsevier.com/locate/he
I N T E R N A T I O N A L J O U R N A L O F H Y D R O G E N E N E R G Y 3 3 ( 2 0 0 8 ) 3 6 2 5 – 3 6 3 1
0360-3199/$ - see frodoi:10.1016/j.ijhyde
�Corresponding auE-mail address:
A fossil-fuel based recipe for clean energy
Surendra K Saxena�, Vadym Drozd, Andriy Durygin
CeSMEC (Center for the Study of Matter at Extreme Conditions), College of Engineering and Computing, Florida International University,
Miami, FL 33199, USA
a r t i c l e i n f o
Article history:
Received 15 December 2007
Received in revised form
27 April 2008
Accepted 28 April 2008
Available online 17 June 2008
Keywords:
Hydrogen
Carbon-sequestration
Coal-burning power plant
nt matter & 2008 Internane.2008.04.050
[email protected] (S.K. Sa
a b s t r a c t
A zero-emission process of hydrogen production from fossil fuel through a system of
reactions involving hydroxide, carbon, CO, CO2 and water is described here. It provides for a
complete sequestration of carbon (CO2 and CO) from coal/natural-gas burning plants. The
CO and or CO2 produced in coal or natural gas burning power plants and the heat may be
used for producing hydrogen. Economically hydrogen production cost is less than the
current price of fossil-fuel produced hydrogen with the added benefit of carbon
sequestration. The reduced cost of the hydrogen may aid in making a hydrogen fueled
automobile economically viable.
& 2008 International Association for Hydrogen Energy. Published by Elsevier Ltd. All rights
reserved.
1. Introduction
Steam methane reforming is the most common and the least
expensive method to produce hydrogen at present [1]. Coal
can also be reformed to produce hydrogen, through gasifica-
tion. Hydrogen production by CO2-emitting-free methods are
either more expensive compared to those using fossil fuel or
are in the very early stages of development. Examples are the
methods proposed by Gupta et al. [2], the zero-emission coal
technology (ZEC) by Zlock et al. [3,4], GE’s fuel-flexible
technology [6] and several others [7–9]. Since United States
has vast proven coal reserves, coal based technology of
hydrogen production is very attractive. However, effective
and low cost carbon sequestration technology has yet to be
developed.
Hydrogen is regarded as the energy for future but to
produce and use hydrogen either by direct combustion or in
a fuel cell, we need to use other sources of energy. Thus
hydrogen or use of any material in producing energy cannot
be an environmentally clean and economically viable solution
unless we sequester carbon. We may eventually have the
hydrogen solution for our transportation and other energy
tional Association for Hyxena).
uses. However, such energy will continue to be dependent on
the use of fossil fuel for long time and may not be economic.
To turn things around, we have to use alternate methods of
using coal, producing hydrogen and hydrides. Many hydrides
are currently under consideration for use in on-board
generation of hydrogen and the cost of producing the hydride
is an important consideration.
Coal is used extensively in producing synthetic fuels [1].
Use of coal in gasifiers is well established and hydrogen may
be produced by the reaction: C+2H2O ¼ CO2+2H2. Gasifiers are
operated between 500 and 1200 1C, and use steam, oxygen
and/or air and produce a mixture of CO2, CO, H2, CH4 and
water. The CO produced can be further processed by the shift-
gas reaction to produce H2 with production of CO2: CO+-
H2O ¼ CO2+H2. The following is an extract from a report by
National Academy of Engineering, Board on Energy and
Environmental Systems [5] and shows the importance of the
present study: ‘‘At the present time, global crude hydrogen
production relies almost exclusively on processes that extract
hydrogen from fossil fuel feedstock. It is not current practice
to capture and store the by-product CO2 that results from the
production of hydrogen from these feed stocks. Consequently,
drogen Energy. Published by Elsevier Ltd. All rights reserved.
ARTICLE IN PRESS
I N T E R N AT I O N A L J O U R N A L O F H Y D R O G E N E N E R G Y 3 3 ( 2 0 0 8 ) 3 6 2 5 – 3 6 3 13626
more than 100 Mt C/yr are vented to the atmosphere as
part of the global production of roughly 38 Mt of hydrogen
per year.’’
It would then appear that when coal is used in gasifiers or
in direct burning in power- and other manufacturing-plants,
CO2 and CO are prominent among other gases released to
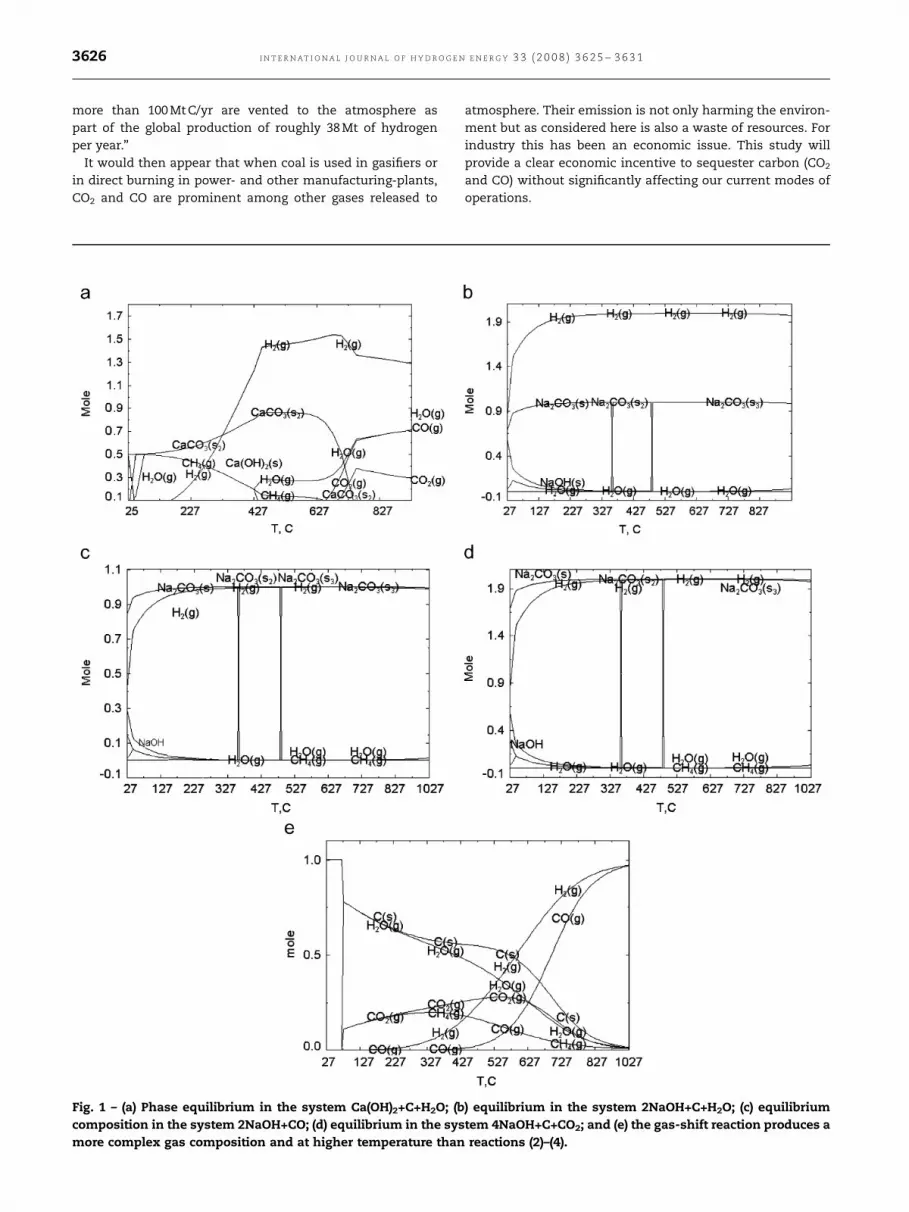
Fig. 1 – (a) Phase equilibrium in the system Ca(OH)2+C+H2O; (b
composition in the system 2NaOH+CO; (d) equilibrium in the sys
more complex gas composition and at higher temperature than
atmosphere. Their emission is not only harming the environ-
ment but as considered here is also a waste of resources. For
industry this has been an economic issue. This study will
provide a clear economic incentive to sequester carbon (CO2
and CO) without significantly affecting our current modes of
operations.
) equilibrium in the system 2NaOH+C+H2O; (c) equilibrium
tem 4NaOH+C+CO2; and (e) the gas-shift reaction produces a
reactions (2)–(4).
ARTICLE IN PRESS
I N T E R N A T I O N A L J O U R N A L O F H Y D R O G E N E N E R G Y 3 3 ( 2 0 0 8 ) 3 6 2 5 – 3 6 3 1 3627
2. Reactions
We may divide the hydrogen producing reactions in two
categories. The first category reactions are for the gasification
process unrelated to coal-burning power plants. These are:
CaðOHÞ2ðsÞ þ CðsÞ þH2OðgÞ ! CaCO3ðsÞ
þ 2H2ðgÞ; DH ¼ �606 kJð627 �CÞ (1)
2NaOHðsÞ þ CðsÞ þH2OðgÞ ! Na2CO3ðsÞ
þ 2H2ðgÞ; DH ¼ 645:8 kJð600 �CÞ (2)
The use of the following reactions may be considered in
relation to coal-burning power and other industrial plants:
2NaOHðsÞ þ COðgÞ ! Na2CO3ðsÞ
þH2ðgÞ; DH ¼ �119 kJð600 �CÞ (3)
4NaOHðsÞ þ CðsÞ þ CO2ðgÞ ! 2Na2CO3ðsÞ
þ 2H2ðgÞ; DH ¼ �662 kJð600 �CÞ (4)
Sodium in the above reactions may be replaced by potassium.
We performed both thermodynamic equilibrium calcula-
tions using the software FACTSAGE and the databases therein
and conducted several experiments for verification. Reaction
(1) was considered by Saxena [10] and Xu et al. [11]. In the
reaction, the gas is multicomponent and hydrogen yield is
only partial (see Fig. 1a) (Moles H2:H2O:CH4:CO ¼ 1.5:.27:.
113:.044). Reaction (2) was proposed by Saxena [6] and
although endothermic, it produces a much cleaner hydrogen
yield than reaction (1) (Fig. 1b) and over a wider temperature
range. Reactions (3) and (4) are exothermic. Reaction (4) can
be considered as a combination of the Boudouard reaction:
Cþ CO2 ! 2CO (5)
and reaction (3). Reaction (4) may also be considered as a
combination of
2NaOHþ CO2 ! Na2CO3 þH2O (6)
and
2NaOHþ CþH2O! Na2CO3 þ 2H2 (2)
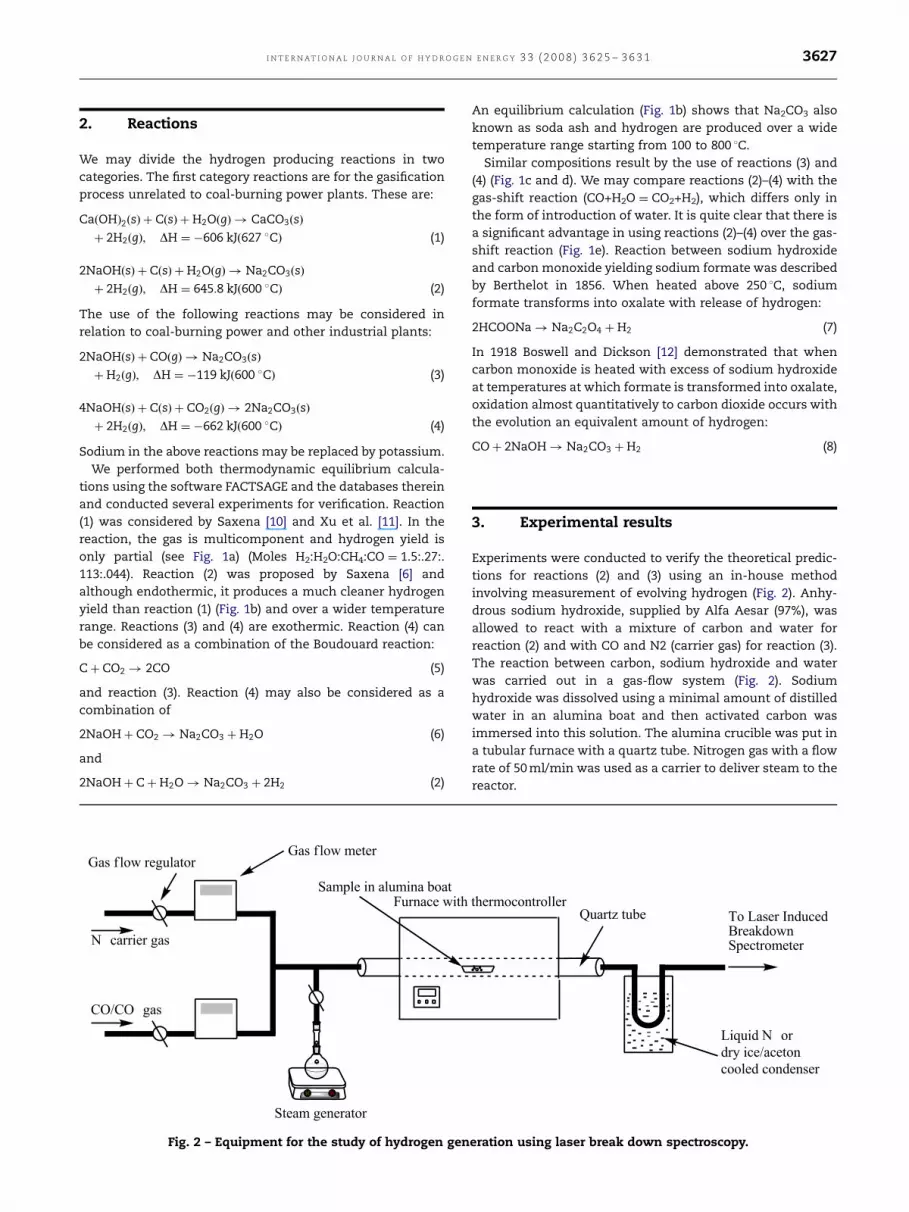
Fig. 2 – Equipment for the study of hydrogen gen
An equilibrium calculation (Fig. 1b) shows that Na2CO3 also
known as soda ash and hydrogen are produced over a wide
temperature range starting from 100 to 800 1C.
Similar compositions result by the use of reactions (3) and
(4) (Fig. 1c and d). We may compare reactions (2)–(4) with the
gas-shift reaction (CO+H2O ¼ CO2+H2), which differs only in
the form of introduction of water. It is quite clear that there is
a significant advantage in using reactions (2)–(4) over the gas-
shift reaction (Fig. 1e). Reaction between sodium hydroxide
and carbon monoxide yielding sodium formate was described
by Berthelot in 1856. When heated above 250 1C, sodium
formate transforms into oxalate with release of hydrogen:
2HCOONa! Na2C2O4 þH2 (7)
In 1918 Boswell and Dickson [12] demonstrated that when
carbon monoxide is heated with excess of sodium hydroxide
at temperatures at which formate is transformed into oxalate,
oxidation almost quantitatively to carbon dioxide occurs with
the evolution an equivalent amount of hydrogen:
COþ 2NaOH! Na2CO3 þH2 (8)
3. Experimental results
Experiments were conducted to verify the theoretical predic-
tions for reactions (2) and (3) using an in-house method
involving measurement of evolving hydrogen (Fig. 2). Anhy-
drous sodium hydroxide, supplied by Alfa Aesar (97%), was
allowed to react with a mixture of carbon and water for
reaction (2) and with CO and N2 (carrier gas) for reaction (3).
The reaction between carbon, sodium hydroxide and water
was carried out in a gas-flow system (Fig. 2). Sodium
hydroxide was dissolved using a minimal amount of distilled
water in an alumina boat and then activated carbon was
immersed into this solution. The alumina crucible was put in
a tubular furnace with a quartz tube. Nitrogen gas with a flow
rate of 50 ml/min was used as a carrier to deliver steam to the
reactor.
eration using laser break down spectroscopy.
ARTICLE IN PRESS
0
20
40
60
80
100
100
200
300
400
500
600
700
0
2
4
6
8
10
12
Hyd
roge
n yi
eld
(%)
Time (min)
Hyd
roge
n Fl
ow (m
L/m
in)
Tem
pera
ture
(°C
)
HFR
T
HY
0
20
40
60
80
100
Hyd
roge
n yi
eld
(%)
Time (min)
10 mL/min
20 mL/min
100
150
200
250
300
350
400
Tem
pera
ture
(°C
)
0.0
0.5
1.0
1.5
20mL/min H
ydro
gen
flow
rate
(mL/
min
)
T
HFR
HY
10mL/min
200175150100 12550250 75
200500 100 150
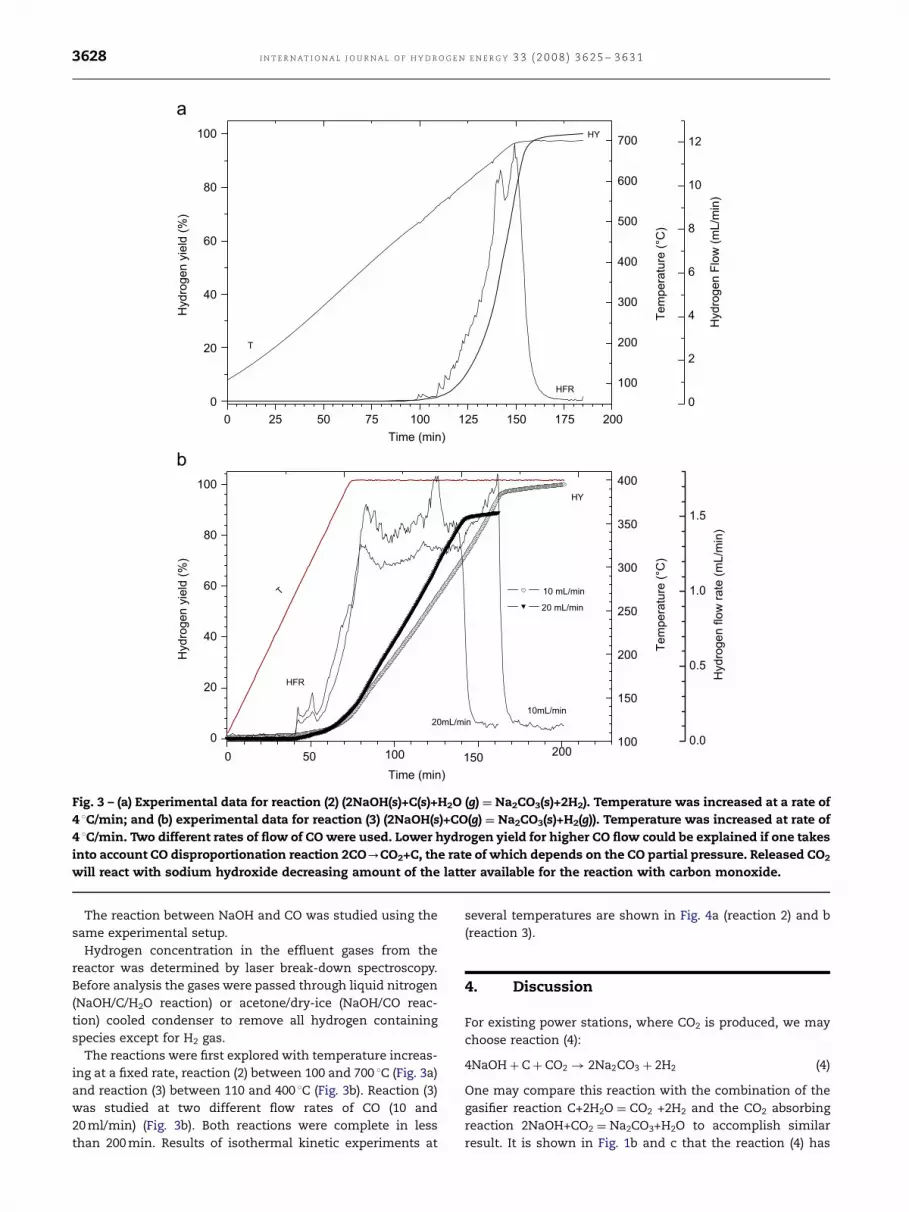
Fig. 3 – (a) Experimental data for reaction (2) (2NaOH(s)+C(s)+H2O (g) ¼ Na2CO3(s)+2H2). Temperature was increased at a rate of
4 1C/min; and (b) experimental data for reaction (3) (2NaOH(s)+CO(g) ¼ Na2CO3(s)+H2(g)). Temperature was increased at rate of
4 1C/min. Two different rates of flow of CO were used. Lower hydrogen yield for higher CO flow could be explained if one takes
into account CO disproportionation reaction 2CO-CO2+C, the rate of which depends on the CO partial pressure. Released CO2
will react with sodium hydroxide decreasing amount of the latter available for the reaction with carbon monoxide.
I N T E R N AT I O N A L J O U R N A L O F H Y D R O G E N E N E R G Y 3 3 ( 2 0 0 8 ) 3 6 2 5 – 3 6 3 13628
The reaction between NaOH and CO was studied using the
same experimental setup.
Hydrogen concentration in the effluent gases from the
reactor was determined by laser break-down spectroscopy.
Before analysis the gases were passed through liquid nitrogen
(NaOH/C/H2O reaction) or acetone/dry-ice (NaOH/CO reac-
tion) cooled condenser to remove all hydrogen containing
species except for H2 gas.
The reactions were first explored with temperature increas-
ing at a fixed rate, reaction (2) between 100 and 700 1C (Fig. 3a)
and reaction (3) between 110 and 400 1C (Fig. 3b). Reaction (3)
was studied at two different flow rates of CO (10 and
20 ml/min) (Fig. 3b). Both reactions were complete in less
than 200 min. Results of isothermal kinetic experiments at
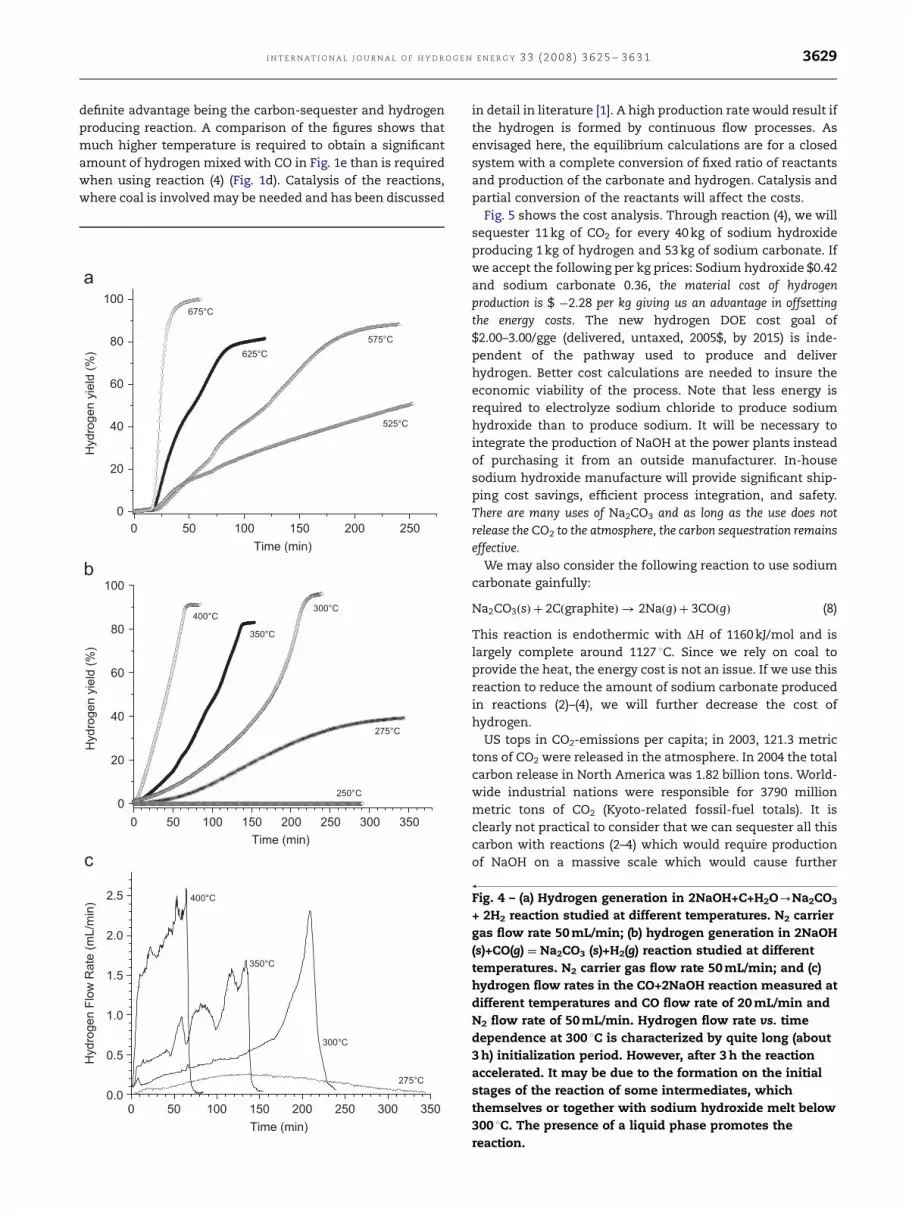
several temperatures are shown in Fig. 4a (reaction 2) and b
(reaction 3).
4. Discussion
For existing power stations, where CO2 is produced, we may
choose reaction (4):
4NaOHþ Cþ CO2 ! 2Na2CO3 þ 2H2 (4)
One may compare this reaction with the combination of the
gasifier reaction C+2H2O ¼ CO2 +2H2 and the CO2 absorbing
reaction 2NaOH+CO2 ¼ Na2CO3+H2O to accomplish similar
result. It is shown in Fig. 1b and c that the reaction (4) has
ARTICLE IN PRESS
I N T E R N A T I O N A L J O U R N A L O F H Y D R O G E N E N E R G Y 3 3 ( 2 0 0 8 ) 3 6 2 5 – 3 6 3 1 3629
definite advantage being the carbon-sequester and hydrogen
producing reaction. A comparison of the figures shows that
much higher temperature is required to obtain a significant
amount of hydrogen mixed with CO in Fig. 1e than is required
when using reaction (4) (Fig. 1d). Catalysis of the reactions,
where coal is involved may be needed and has been discussed
00
20
40
60
80
100675°C
625°C575°C
525°C
Hyd
roge
n yi
eld
(%)
Time (min)
0
20
40
60
80
100
400°C
350°C
300°C
275°C
250°C
Hyd
roge
n yi
eld
(%)
Time (min)
0.0
0.5
1.0
1.5
2.0
2.5 400°C
350°C
300°C
275°C
Hyd
roge
n Fl
ow R
ate
(mL/
min
)
Time (min)
250150 20050 100
0 250 300 350150 20050 100
0 250 300 350150 20050 100
in detail in literature [1]. A high production rate would result if
the hydrogen is formed by continuous flow processes. As
envisaged here, the equilibrium calculations are for a closed
system with a complete conversion of fixed ratio of reactants
and production of the carbonate and hydrogen. Catalysis and
partial conversion of the reactants will affect the costs.
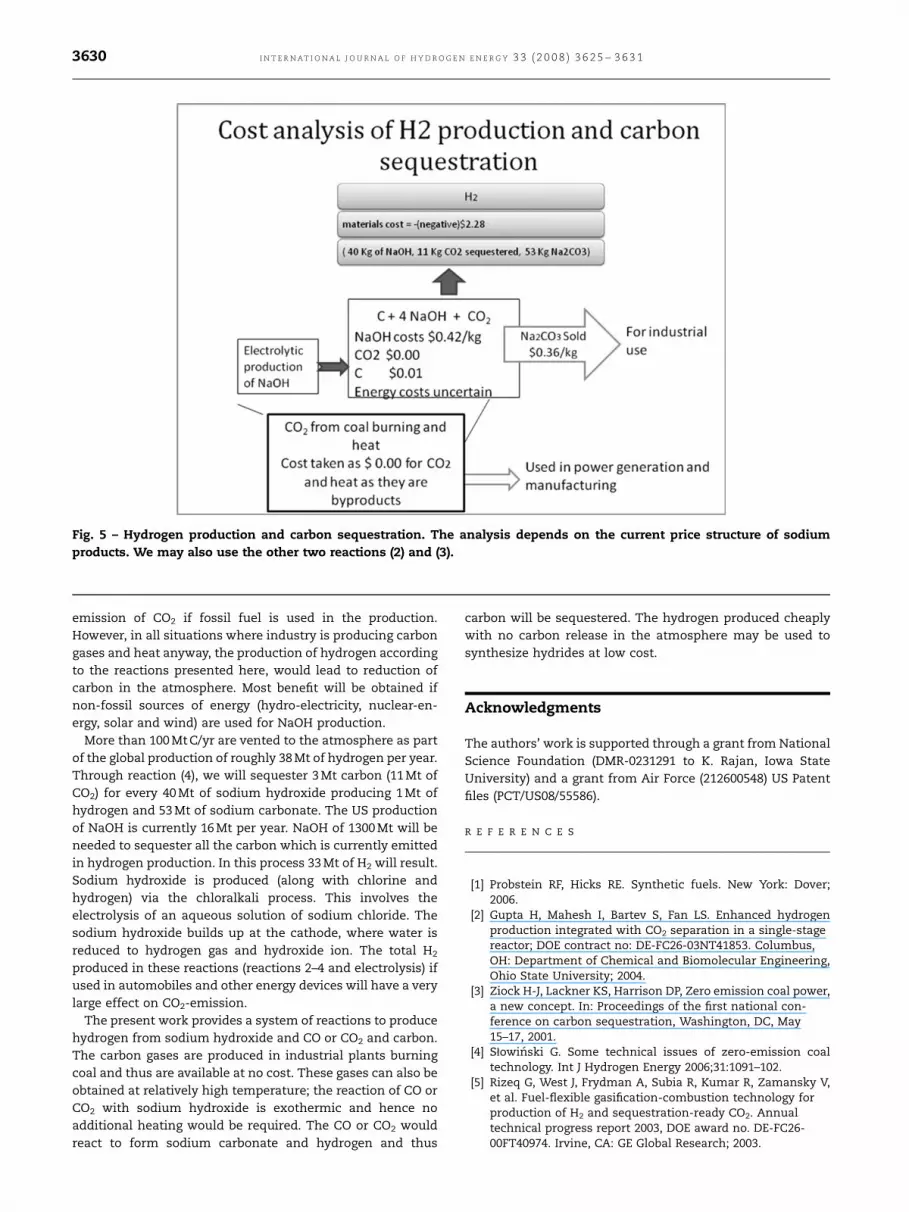
Fig. 5 shows the cost analysis. Through reaction (4), we will
sequester 11 kg of CO2 for every 40 kg of sodium hydroxide
producing 1 kg of hydrogen and 53 kg of sodium carbonate. If
we accept the following per kg prices: Sodium hydroxide $0.42
and sodium carbonate 0.36, the material cost of hydrogen
production is $ �2.28 per kg giving us an advantage in offsetting
the energy costs. The new hydrogen DOE cost goal of
$2.00–3.00/gge (delivered, untaxed, 2005$, by 2015) is inde-
pendent of the pathway used to produce and deliver
hydrogen. Better cost calculations are needed to insure the
economic viability of the process. Note that less energy is
required to electrolyze sodium chloride to produce sodium
hydroxide than to produce sodium. It will be necessary to
integrate the production of NaOH at the power plants instead
of purchasing it from an outside manufacturer. In-house
sodium hydroxide manufacture will provide significant ship-
ping cost savings, efficient process integration, and safety.
There are many uses of Na2CO3 and as long as the use does not
release the CO2 to the atmosphere, the carbon sequestration remains
effective.
We may also consider the following reaction to use sodium
carbonate gainfully:
Na2CO3ðsÞ þ 2CðgraphiteÞ ! 2NaðgÞ þ 3COðgÞ (8)
This reaction is endothermic with DH of 1160 kJ/mol and is
largely complete around 1127 1C. Since we rely on coal to
provide the heat, the energy cost is not an issue. If we use this
reaction to reduce the amount of sodium carbonate produced
in reactions (2)–(4), we will further decrease the cost of
hydrogen.
US tops in CO2-emissions per capita; in 2003, 121.3 metric
tons of CO2 were released in the atmosphere. In 2004 the total
carbon release in North America was 1.82 billion tons. World-
wide industrial nations were responsible for 3790 million
metric tons of CO2 (Kyoto-related fossil-fuel totals). It is
clearly not practical to consider that we can sequester all this
carbon with reactions (2–4) which would require production
of NaOH on a massive scale which would cause further
Fig. 4 – (a) Hydrogen generation in 2NaOH+C+H2O-Na2CO3
+ 2H2 reaction studied at different temperatures. N2 carrier
gas flow rate 50 mL/min; (b) hydrogen generation in 2NaOH
(s)+CO(g) ¼ Na2CO3 (s)+H2(g) reaction studied at different
temperatures. N2 carrier gas flow rate 50 mL/min; and (c)
hydrogen flow rates in the CO+2NaOH reaction measured at
different temperatures and CO flow rate of 20 mL/min and
N2 flow rate of 50 mL/min. Hydrogen flow rate vs. time
dependence at 300 1C is characterized by quite long (about
3 h) initialization period. However, after 3 h the reaction
accelerated. It may be due to the formation on the initial
stages of the reaction of some intermediates, which
themselves or together with sodium hydroxide melt below
300 1C. The presence of a liquid phase promotes the
reaction.
ARTICLE IN PRESS
Fig. 5 – Hydrogen production and carbon sequestration. The analysis depends on the current price structure of sodium
products. We may also use the other two reactions (2) and (3).
I N T E R N AT I O N A L J O U R N A L O F H Y D R O G E N E N E R G Y 3 3 ( 2 0 0 8 ) 3 6 2 5 – 3 6 3 13630
emission of CO2 if fossil fuel is used in the production.
However, in all situations where industry is producing carbon
gases and heat anyway, the production of hydrogen according
to the reactions presented here, would lead to reduction of
carbon in the atmosphere. Most benefit will be obtained if
non-fossil sources of energy (hydro-electricity, nuclear-en-
ergy, solar and wind) are used for NaOH production.
More than 100 Mt C/yr are vented to the atmosphere as part
of the global production of roughly 38 Mt of hydrogen per year.
Through reaction (4), we will sequester 3 Mt carbon (11 Mt of
CO2) for every 40 Mt of sodium hydroxide producing 1 Mt of
hydrogen and 53 Mt of sodium carbonate. The US production
of NaOH is currently 16 Mt per year. NaOH of 1300 Mt will be
needed to sequester all the carbon which is currently emitted
in hydrogen production. In this process 33 Mt of H2 will result.
Sodium hydroxide is produced (along with chlorine and
hydrogen) via the chloralkali process. This involves the
electrolysis of an aqueous solution of sodium chloride. The
sodium hydroxide builds up at the cathode, where water is
reduced to hydrogen gas and hydroxide ion. The total H2
produced in these reactions (reactions 2–4 and electrolysis) if
used in automobiles and other energy devices will have a very
large effect on CO2-emission.
The present work provides a system of reactions to produce
hydrogen from sodium hydroxide and CO or CO2 and carbon.
The carbon gases are produced in industrial plants burning
coal and thus are available at no cost. These gases can also be
obtained at relatively high temperature; the reaction of CO or
CO2 with sodium hydroxide is exothermic and hence no
additional heating would be required. The CO or CO2 would
react to form sodium carbonate and hydrogen and thus
carbon will be sequestered. The hydrogen produced cheaply
with no carbon release in the atmosphere may be used to
synthesize hydrides at low cost.
Acknowledgments
The authors’ work is supported through a grant from National
Science Foundation (DMR-0231291 to K. Rajan, Iowa State
University) and a grant from Air Force (212600548) US Patent
files (PCT/US08/55586).
R E F E R E N C E S
[1] Probstein RF, Hicks RE. Synthetic fuels. New York: Dover;2006.
[2] Gupta H, Mahesh I, Bartev S, Fan LS. Enhanced hydrogenproduction integrated with CO2 separation in a single-stagereactor; DOE contract no: DE-FC26-03NT41853. Columbus,OH: Department of Chemical and Biomolecular Engineering,Ohio State University; 2004.
[3] Ziock H-J, Lackner KS, Harrison DP, Zero emission coal power,a new concept. In: Proceedings of the first national con-ference on carbon sequestration, Washington, DC, May15–17, 2001.
[4] S"owinski G. Some technical issues of zero-emission coaltechnology. Int J Hydrogen Energy 2006;31:1091–102.
[5] Rizeq G, West J, Frydman A, Subia R, Kumar R, Zamansky V,et al. Fuel-flexible gasification-combustion technology forproduction of H2 and sequestration-ready CO2. Annualtechnical progress report 2003, DOE award no. DE-FC26-00FT40974. Irvine, CA: GE Global Research; 2003.

ARTICLE IN PRESS
I N T E R N A T I O N A L J O U R N A L O F H Y D R O G E N E N E R G Y 3 3 ( 2 0 0 8 ) 3 6 2 5 – 3 6 3 1 3631
[6] The hydrogen economy: opportunities, costs, barriers, andR&D needs. Carbon emissions associated with current hydro-gen production. National Academy of Engineering (NAE), Boardon Energy and Environmental Systems (BEES), 2004.
[7] Cormos CC, Starr F, Tzimas E, Peteves S. Inovative concept forhydrogen production processes based on coal gasificationwith CO2 capture. Int J Hydrogen Energy 2008;33:1286–94.
[8] Chiesa P, Consonni S, Kreutz T, Williams R. Co-production ofhydrogen, electricity and CO2 from coal with commerciallyready technology. Part A: performance and emissions. Int JHydrogen Energy 2005;30:747–67.
[9] Wang Z, Zhou J, Wang Q, Fan J, Cen K. Thermodynamicequilibrium analysis of hydrogen production by coal basedon Coal/CaO/H2O gasification system. Int J Hydrogen Energy2006;31:945–52.
[10] Saxena SK. Hydrogen production by chemically reactingspecies. Int J Hydrogen Energy 2003;28:49–53.
[11] Xu X, Xiao Y, Quaio C. System design and analysis of a directhydrogen from coal system with CO2 capture. Energy Fuels2007;21:1688–94.
[12] Boswell MC, Dickson JV. J Am Chem Soc 1918;40:1779–86.


























![[RECIPE] Korean Potato Pancake](https://img.pdfslide.net/doc/110x75/63136f91fc260b71020f1802/recipe-korean-potato-pancake.jpg)