Embed Size (px)
Citation preview

Materials and Design 36 (2012) 470–476
Contents lists available at SciVerse ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
An investigation to the hot deformation characteristics of AZ31 alloy throughcontinuous cooling compression testing method
Z. Shahri a, A. Zarei-Hanzaki a, H.R. Abedi b,⇑, S.M. Fatemi-Varzaneh a
a School of Metallurgy and Materials Engineering, College of Engineering, University of Tehran, Tehran, Iranb SAIPA Automotive Industries Research & Innovation Center (AIRIC), Tehran, Iran
a r t i c l e i n f o a b s t r a c t
Article history:Received 25 August 2011Accepted 26 October 2011Available online 3 November 2011
Keywords:A. Non-ferrous metals and alloysE. MechanicalF. Microstructure
0261-3069/$ - see front matter � 2011 Published bydoi:10.1016/j.matdes.2011.10.050
⇑ Corresponding author. Tel.: +98 21 61114167; faxE-mail addresses: [email protected], abedi.h@airic-i
The design and control of thermomechanical processing (TMP) schedule are substantially facilitated by athorough understanding of the dominant deformation mechanisms and phase transformations whichoccur in the alloy system under consideration. In this regards due to the effects of deformation history,the results of conventional methods such as dilatometry and thermal analysis are insufficient. In the pres-ent work, the hot deformation characteristics of AZ31 magnesium alloy has been studied through apply-ing a series of continuous cooling compression (CCC) tests. The compression tests were conducted as thetemperature was continuously reduced from 500 �C to 100 �C. The variations of true stress with truestrain (or temperature) were extracted and the critical temperatures were determined. The derived truestress-true strain curves revealed five deviations at 440 ± 5 �C, 350 ± 5 �C, 300 ± 5 �C, 215 ± 5 �C and150 ± 5 �C, which were properly addressed considering the related microstructural evolutions.
� 2011 Published by Elsevier Ltd.
1. Introduction
Magnesium alloys generally exhibit low ductility at room tem-perature. This is attributed to their hexagonal close-packed crystalstructure with only two independent operative basal slip systems[1,2]. The formability of magnesium alloys is dramaticallyimproved by increasing the temperature due to the activation ofextra slip systems such as pyramidal and prismatic [3–5]. Accord-ingly a thorough investigation of high temperature deformationbehavior of magnesium alloys has been the subject of many re-searches to date [1–5]. The acquired results would play an essen-tial role in the industrialization of component fabrication.
The products mechanical properties are directly dependent ontheir final microstructure. This in turn is dictated by the appliedthermomechanical processing (TMP) cycle and its heat-deforma-tion related history. Consequently, through a proper control ofthe processing conditions, it is possible to produce desired combi-nations of mechanical properties [6]. Furthermore, the effectivecontrol of microstructure during TMP is dependent on the com-plete understanding of the dominant deformation mechanismsand phase transformations which occur in the alloy system underconsideration [6,7]. However, the results of conventional methodssuch as dilatometry and thermal analysis are insufficient to findthe effects of TMP parameters (e.g. prior grain size, strain, strainrate, deformation temperature and cooling rate) on the critical
Elsevier Ltd.
: +98 21 88006076.r.com (H.R. Abedi).
temperatures and final microstructures [7–9]. The values obtainedin this way are only precisely applicable to one particular micro-structure whereas the most industrial alloy processing operationsadditionally involve several stages of high temperature deforma-tion leading to changes in the microstructure emerging from thefinal pass [9]. This demand was led to the elaboration of a novellaboratory method based on continuous cooling compression test-ing which has been thoroughly discussed elsewhere [6–13]. Con-sidering the continuous cooling generally occurs during hightemperature forming processes such as rolling, extrusion and forg-ing, the continuous cooling deformation tests can be employed as auseful method to simulate the forming conditions, even though itmay have its own drawbacks [9].
Referring to the general form of the constitutive equation andthe expression for the calculation of high temperature flowstrength, the flow stress is defined by the following equation[14,15]:
r ¼ A _em expmQRT
� �ð1Þ
where r is flow stress, A and m are constant values (dependent onalloy characteristics), _e is strain rate, R is the universal gas constant,Q is activation energy of deformation and T is absolute temperature.This relationship indicates that in a CCC test, the stress will increasesmoothly in response to the decreasing temperature (Fig. 1), provid-ing the microstructure does not change. Any deviation from thisbehavior that appears in an actual CCC curve may then be relatedto a microstructural change such as phase transformation and/or
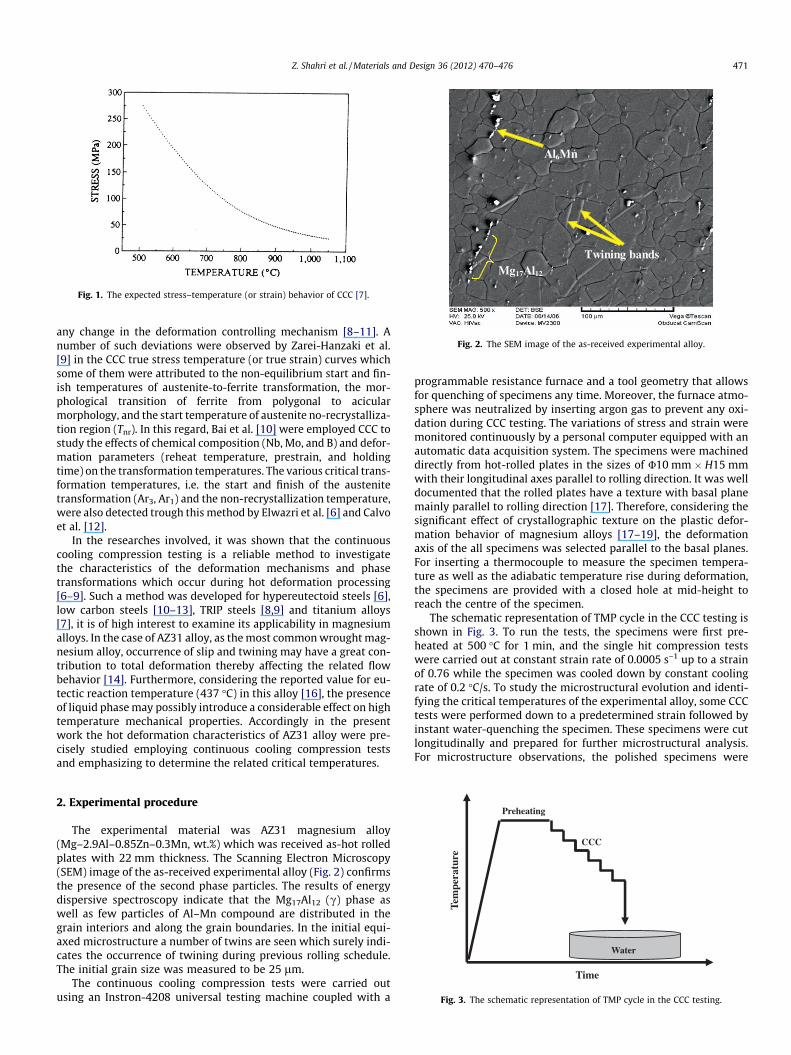
Fig. 1. The expected stress–temperature (or strain) behavior of CCC [7].
Al6Mn
Mg17Al12
Twining bands
µ
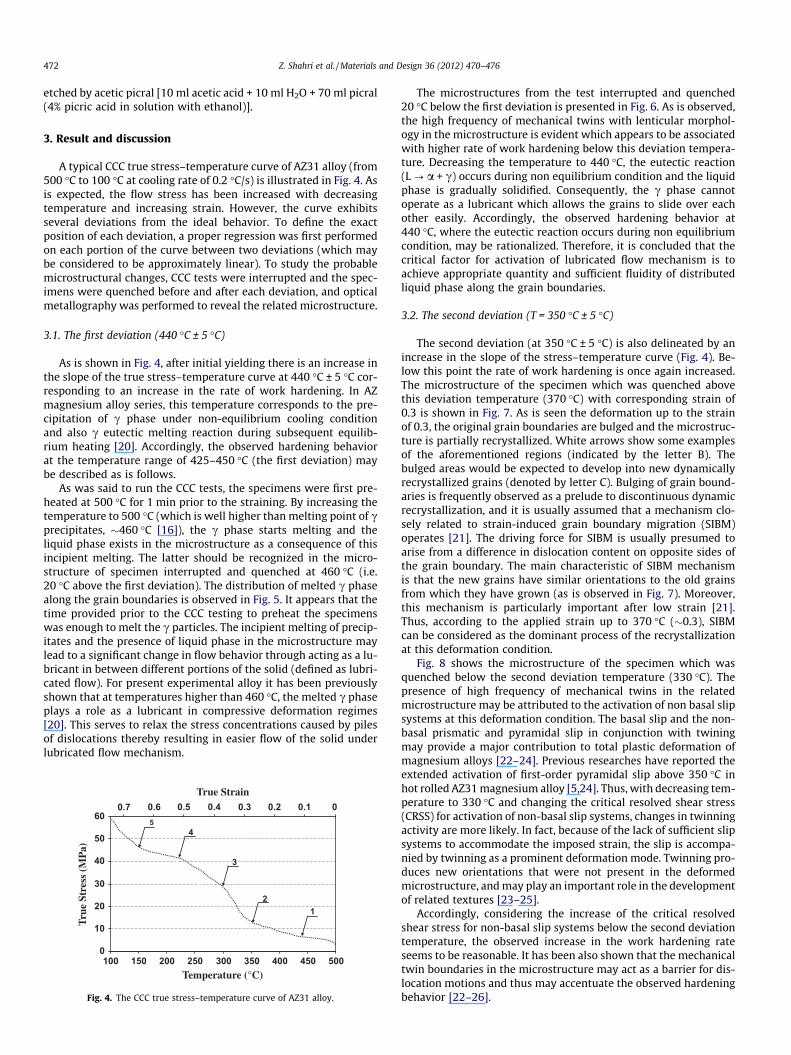
Fig. 2. The SEM image of the as-received experimental alloy.
Z. Shahri et al. / Materials and Design 36 (2012) 470–476 471
any change in the deformation controlling mechanism [8–11]. Anumber of such deviations were observed by Zarei-Hanzaki et al.[9] in the CCC true stress temperature (or true strain) curves whichsome of them were attributed to the non-equilibrium start and fin-ish temperatures of austenite-to-ferrite transformation, the mor-phological transition of ferrite from polygonal to acicularmorphology, and the start temperature of austenite no-recrystalliza-tion region (Tnr). In this regard, Bai et al. [10] were employed CCC tostudy the effects of chemical composition (Nb, Mo, and B) and defor-mation parameters (reheat temperature, prestrain, and holdingtime) on the transformation temperatures. The various critical trans-formation temperatures, i.e. the start and finish of the austenitetransformation (Ar3, Ar1) and the non-recrystallization temperature,were also detected trough this method by Elwazri et al. [6] and Calvoet al. [12].
In the researches involved, it was shown that the continuouscooling compression testing is a reliable method to investigatethe characteristics of the deformation mechanisms and phasetransformations which occur during hot deformation processing[6–9]. Such a method was developed for hypereutectoid steels [6],low carbon steels [10–13], TRIP steels [8,9] and titanium alloys[7], it is of high interest to examine its applicability in magnesiumalloys. In the case of AZ31 alloy, as the most common wrought mag-nesium alloy, occurrence of slip and twining may have a great con-tribution to total deformation thereby affecting the related flowbehavior [14]. Furthermore, considering the reported value for eu-tectic reaction temperature (437 �C) in this alloy [16], the presenceof liquid phase may possibly introduce a considerable effect on hightemperature mechanical properties. Accordingly in the presentwork the hot deformation characteristics of AZ31 alloy were pre-cisely studied employing continuous cooling compression testsand emphasizing to determine the related critical temperatures.
CCC
Preheating
Tem
pera
ture
Time
Water
Fig. 3. The schematic representation of TMP cycle in the CCC testing.
2. Experimental procedure
The experimental material was AZ31 magnesium alloy(Mg–2.9Al–0.85Zn–0.3Mn, wt.%) which was received as-hot rolledplates with 22 mm thickness. The Scanning Electron Microscopy(SEM) image of the as-received experimental alloy (Fig. 2) confirmsthe presence of the second phase particles. The results of energydispersive spectroscopy indicate that the Mg17Al12 (c) phase aswell as few particles of Al–Mn compound are distributed in thegrain interiors and along the grain boundaries. In the initial equi-axed microstructure a number of twins are seen which surely indi-cates the occurrence of twining during previous rolling schedule.The initial grain size was measured to be 25 lm.
The continuous cooling compression tests were carried outusing an Instron-4208 universal testing machine coupled with a
programmable resistance furnace and a tool geometry that allowsfor quenching of specimens any time. Moreover, the furnace atmo-sphere was neutralized by inserting argon gas to prevent any oxi-dation during CCC testing. The variations of stress and strain weremonitored continuously by a personal computer equipped with anautomatic data acquisition system. The specimens were machineddirectly from hot-rolled plates in the sizes of U10 mm � H15 mmwith their longitudinal axes parallel to rolling direction. It was welldocumented that the rolled plates have a texture with basal planemainly parallel to rolling direction [17]. Therefore, considering thesignificant effect of crystallographic texture on the plastic defor-mation behavior of magnesium alloys [17–19], the deformationaxis of the all specimens was selected parallel to the basal planes.For inserting a thermocouple to measure the specimen tempera-ture as well as the adiabatic temperature rise during deformation,the specimens are provided with a closed hole at mid-height toreach the centre of the specimen.
The schematic representation of TMP cycle in the CCC testing isshown in Fig. 3. To run the tests, the specimens were first pre-heated at 500 �C for 1 min, and the single hit compression testswere carried out at constant strain rate of 0.0005 s–1 up to a strainof 0.76 while the specimen was cooled down by constant coolingrate of 0.2 �C/s. To study the microstructural evolution and identi-fying the critical temperatures of the experimental alloy, some CCCtests were performed down to a predetermined strain followed byinstant water-quenching the specimen. These specimens were cutlongitudinally and prepared for further microstructural analysis.For microstructure observations, the polished specimens were
472 Z. Shahri et al. / Materials and Design 36 (2012) 470–476
etched by acetic picral [10 ml acetic acid + 10 ml H2O + 70 ml picral(4% picric acid in solution with ethanol)].
3. Result and discussion
A typical CCC true stress–temperature curve of AZ31 alloy (from500 �C to 100 �C at cooling rate of 0.2 �C/s) is illustrated in Fig. 4. Asis expected, the flow stress has been increased with decreasingtemperature and increasing strain. However, the curve exhibitsseveral deviations from the ideal behavior. To define the exactposition of each deviation, a proper regression was first performedon each portion of the curve between two deviations (which maybe considered to be approximately linear). To study the probablemicrostructural changes, CCC tests were interrupted and the spec-imens were quenched before and after each deviation, and opticalmetallography was performed to reveal the related microstructure.
3.1. The first deviation (440 �C ± 5 �C)
As is shown in Fig. 4, after initial yielding there is an increase inthe slope of the true stress–temperature curve at 440 �C ± 5 �C cor-responding to an increase in the rate of work hardening. In AZmagnesium alloy series, this temperature corresponds to the pre-cipitation of c phase under non-equilibrium cooling conditionand also c eutectic melting reaction during subsequent equilib-rium heating [20]. Accordingly, the observed hardening behaviorat the temperature range of 425–450 �C (the first deviation) maybe described as is follows.
As was said to run the CCC tests, the specimens were first pre-heated at 500 �C for 1 min prior to the straining. By increasing thetemperature to 500 �C (which is well higher than melting point of cprecipitates, �460 �C [16]), the c phase starts melting and theliquid phase exists in the microstructure as a consequence of thisincipient melting. The latter should be recognized in the micro-structure of specimen interrupted and quenched at 460 �C (i.e.20 �C above the first deviation). The distribution of melted c phasealong the grain boundaries is observed in Fig. 5. It appears that thetime provided prior to the CCC testing to preheat the specimenswas enough to melt the c particles. The incipient melting of precip-itates and the presence of liquid phase in the microstructure maylead to a significant change in flow behavior through acting as a lu-bricant in between different portions of the solid (defined as lubri-cated flow). For present experimental alloy it has been previouslyshown that at temperatures higher than 460 �C, the melted c phaseplays a role as a lubricant in compressive deformation regimes[20]. This serves to relax the stress concentrations caused by pilesof dislocations thereby resulting in easier flow of the solid underlubricated flow mechanism.
0
10
20
30
40
50
60
100 150 200 250 300 350 400 450 500Temperature (°C)
Tru
e St
ress
(M
Pa)
0.10.20.30.40.50.6 0True Strain
12
3
45
0.7
Fig. 4. The CCC true stress–temperature curve of AZ31 alloy.
The microstructures from the test interrupted and quenched20 �C below the first deviation is presented in Fig. 6. As is observed,the high frequency of mechanical twins with lenticular morphol-ogy in the microstructure is evident which appears to be associatedwith higher rate of work hardening below this deviation tempera-ture. Decreasing the temperature to 440 �C, the eutectic reaction(L ? a + c) occurs during non equilibrium condition and the liquidphase is gradually solidified. Consequently, the c phase cannotoperate as a lubricant which allows the grains to slide over eachother easily. Accordingly, the observed hardening behavior at440 �C, where the eutectic reaction occurs during non equilibriumcondition, may be rationalized. Therefore, it is concluded that thecritical factor for activation of lubricated flow mechanism is toachieve appropriate quantity and sufficient fluidity of distributedliquid phase along the grain boundaries.
3.2. The second deviation (T = 350 �C ± 5 �C)
The second deviation (at 350 �C ± 5 �C) is also delineated by anincrease in the slope of the stress–temperature curve (Fig. 4). Be-low this point the rate of work hardening is once again increased.The microstructure of the specimen which was quenched abovethis deviation temperature (370 �C) with corresponding strain of0.3 is shown in Fig. 7. As is seen the deformation up to the strainof 0.3, the original grain boundaries are bulged and the microstruc-ture is partially recrystallized. White arrows show some examplesof the aforementioned regions (indicated by the letter B). Thebulged areas would be expected to develop into new dynamicallyrecrystallized grains (denoted by letter C). Bulging of grain bound-aries is frequently observed as a prelude to discontinuous dynamicrecrystallization, and it is usually assumed that a mechanism clo-sely related to strain-induced grain boundary migration (SIBM)operates [21]. The driving force for SIBM is usually presumed toarise from a difference in dislocation content on opposite sides ofthe grain boundary. The main characteristic of SIBM mechanismis that the new grains have similar orientations to the old grainsfrom which they have grown (as is observed in Fig. 7). Moreover,this mechanism is particularly important after low strain [21].Thus, according to the applied strain up to 370 �C (�0.3), SIBMcan be considered as the dominant process of the recrystallizationat this deformation condition.
Fig. 8 shows the microstructure of the specimen which wasquenched below the second deviation temperature (330 �C). Thepresence of high frequency of mechanical twins in the relatedmicrostructure may be attributed to the activation of non basal slipsystems at this deformation condition. The basal slip and the non-basal prismatic and pyramidal slip in conjunction with twiningmay provide a major contribution to total plastic deformation ofmagnesium alloys [22–24]. Previous researches have reported theextended activation of first-order pyramidal slip above 350 �C inhot rolled AZ31 magnesium alloy [5,24]. Thus, with decreasing tem-perature to 330 �C and changing the critical resolved shear stress(CRSS) for activation of non-basal slip systems, changes in twinningactivity are more likely. In fact, because of the lack of sufficient slipsystems to accommodate the imposed strain, the slip is accompa-nied by twinning as a prominent deformation mode. Twinning pro-duces new orientations that were not present in the deformedmicrostructure, and may play an important role in the developmentof related textures [23–25].
Accordingly, considering the increase of the critical resolvedshear stress for non-basal slip systems below the second deviationtemperature, the observed increase in the work hardening rateseems to be reasonable. It has been also shown that the mechanicaltwin boundaries in the microstructure may act as a barrier for dis-location motions and thus may accentuate the observed hardeningbehavior [22–26].
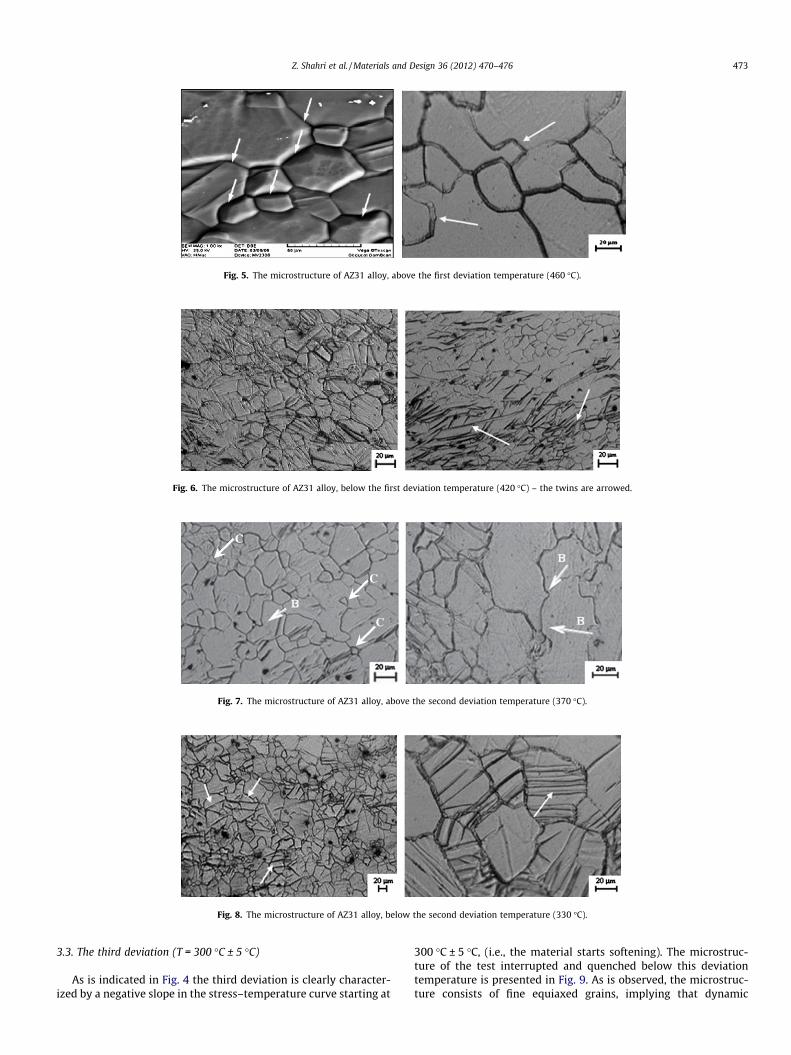
Fig. 5. The microstructure of AZ31 alloy, above the first deviation temperature (460 �C).
Fig. 6. The microstructure of AZ31 alloy, below the first deviation temperature (420 �C) – the twins are arrowed.
C
C
C
Fig. 7. The microstructure of AZ31 alloy, above the second deviation temperature (370 �C).
Fig. 8. The microstructure of AZ31 alloy, below the second deviation temperature (330 �C).
Z. Shahri et al. / Materials and Design 36 (2012) 470–476 473
3.3. The third deviation (T = 300 �C ± 5 �C)
As is indicated in Fig. 4 the third deviation is clearly character-ized by a negative slope in the stress–temperature curve starting at
300 �C ± 5 �C, (i.e., the material starts softening). The microstruc-ture of the test interrupted and quenched below this deviationtemperature is presented in Fig. 9. As is observed, the microstruc-ture consists of fine equiaxed grains, implying that dynamic
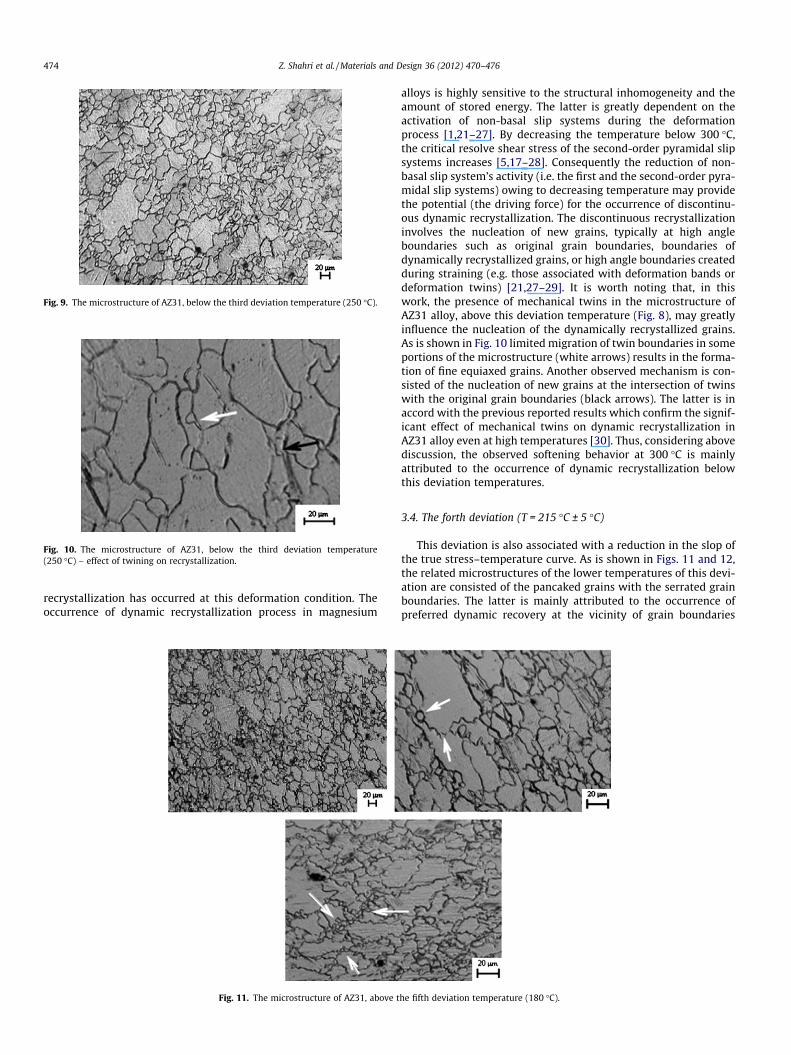
Fig. 9. The microstructure of AZ31, below the third deviation temperature (250 �C).
Fig. 10. The microstructure of AZ31, below the third deviation temperature(250 �C) – effect of twining on recrystallization.
474 Z. Shahri et al. / Materials and Design 36 (2012) 470–476
recrystallization has occurred at this deformation condition. Theoccurrence of dynamic recrystallization process in magnesium
Fig. 11. The microstructure of AZ31, above t
alloys is highly sensitive to the structural inhomogeneity and theamount of stored energy. The latter is greatly dependent on theactivation of non-basal slip systems during the deformationprocess [1,21–27]. By decreasing the temperature below 300 �C,the critical resolve shear stress of the second-order pyramidal slipsystems increases [5,17–28]. Consequently the reduction of non-basal slip system’s activity (i.e. the first and the second-order pyra-midal slip systems) owing to decreasing temperature may providethe potential (the driving force) for the occurrence of discontinu-ous dynamic recrystallization. The discontinuous recrystallizationinvolves the nucleation of new grains, typically at high angleboundaries such as original grain boundaries, boundaries ofdynamically recrystallized grains, or high angle boundaries createdduring straining (e.g. those associated with deformation bands ordeformation twins) [21,27–29]. It is worth noting that, in thiswork, the presence of mechanical twins in the microstructure ofAZ31 alloy, above this deviation temperature (Fig. 8), may greatlyinfluence the nucleation of the dynamically recrystallized grains.As is shown in Fig. 10 limited migration of twin boundaries in someportions of the microstructure (white arrows) results in the forma-tion of fine equiaxed grains. Another observed mechanism is con-sisted of the nucleation of new grains at the intersection of twinswith the original grain boundaries (black arrows). The latter is inaccord with the previous reported results which confirm the signif-icant effect of mechanical twins on dynamic recrystallization inAZ31 alloy even at high temperatures [30]. Thus, considering abovediscussion, the observed softening behavior at 300 �C is mainlyattributed to the occurrence of dynamic recrystallization belowthis deviation temperatures.
3.4. The forth deviation (T = 215 �C ± 5 �C)
This deviation is also associated with a reduction in the slop ofthe true stress–temperature curve. As is shown in Figs. 11 and 12,the related microstructures of the lower temperatures of this devi-ation are consisted of the pancaked grains with the serrated grainboundaries. The latter is mainly attributed to the occurrence ofpreferred dynamic recovery at the vicinity of grain boundaries
he fifth deviation temperature (180 �C).
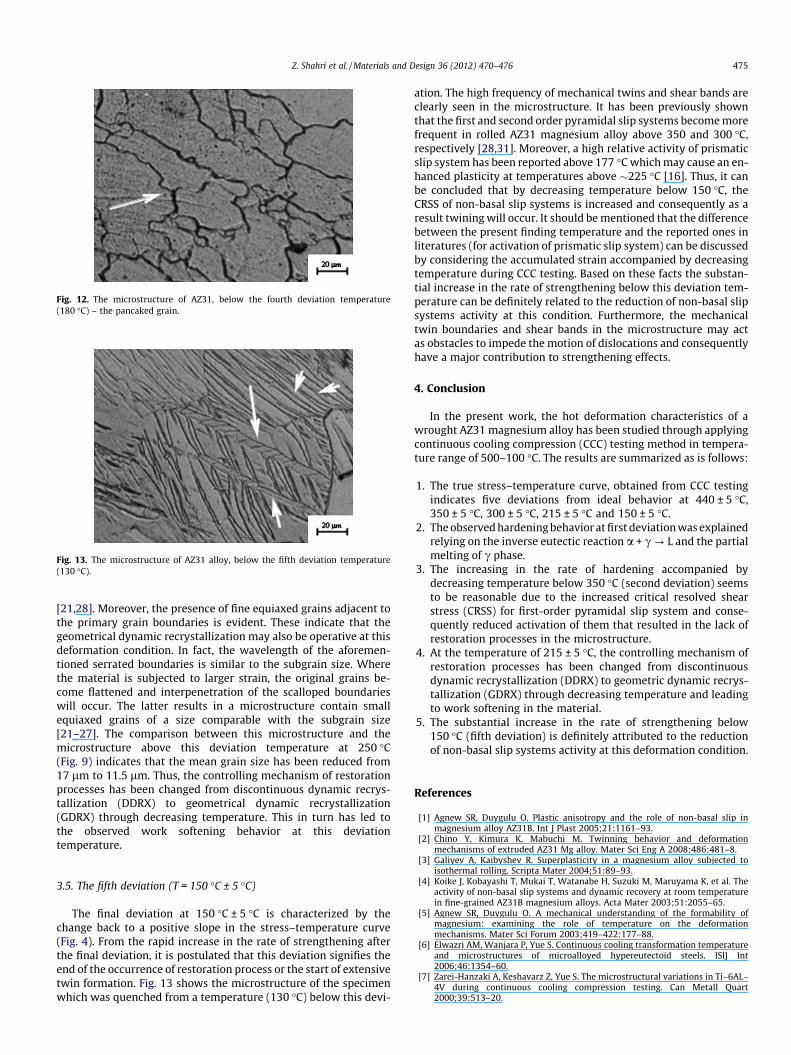
Fig. 12. The microstructure of AZ31, below the fourth deviation temperature(180 �C) – the pancaked grain.
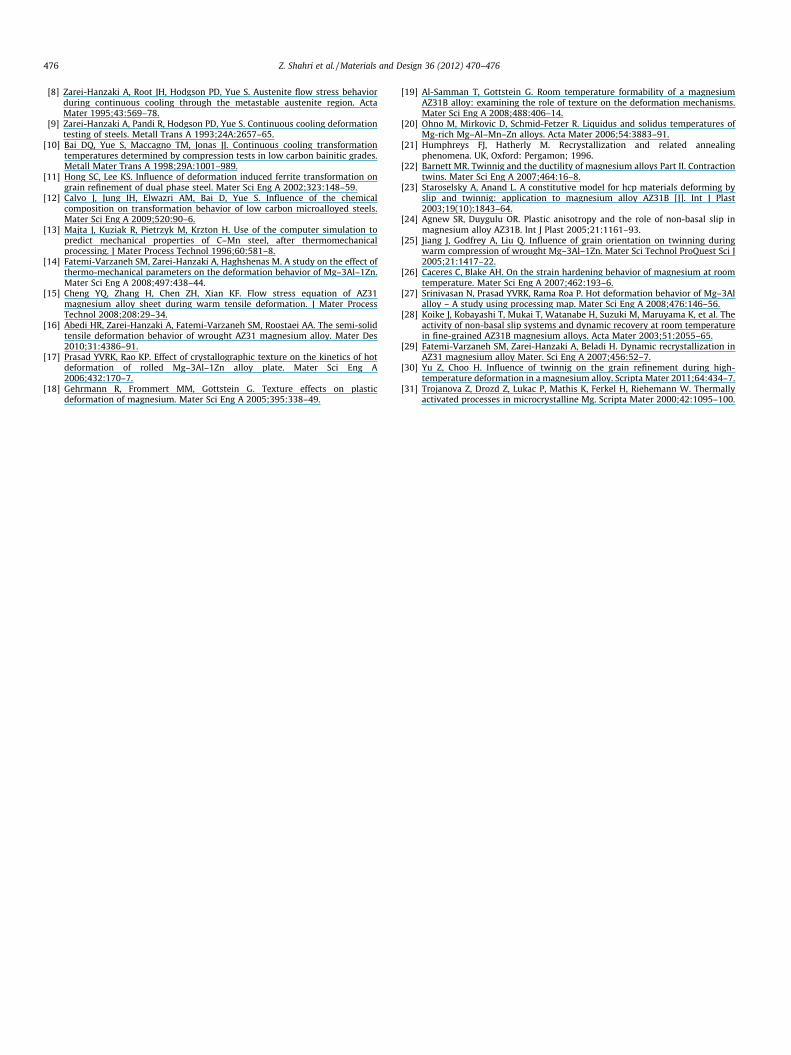
Fig. 13. The microstructure of AZ31 alloy, below the fifth deviation temperature(130 �C).
Z. Shahri et al. / Materials and Design 36 (2012) 470–476 475
[21,28]. Moreover, the presence of fine equiaxed grains adjacent tothe primary grain boundaries is evident. These indicate that thegeometrical dynamic recrystallization may also be operative at thisdeformation condition. In fact, the wavelength of the aforemen-tioned serrated boundaries is similar to the subgrain size. Wherethe material is subjected to larger strain, the original grains be-come flattened and interpenetration of the scalloped boundarieswill occur. The latter results in a microstructure contain smallequiaxed grains of a size comparable with the subgrain size[21–27]. The comparison between this microstructure and themicrostructure above this deviation temperature at 250 �C(Fig. 9) indicates that the mean grain size has been reduced from17 lm to 11.5 lm. Thus, the controlling mechanism of restorationprocesses has been changed from discontinuous dynamic recrys-tallization (DDRX) to geometrical dynamic recrystallization(GDRX) through decreasing temperature. This in turn has led tothe observed work softening behavior at this deviationtemperature.
3.5. The fifth deviation (T = 150 �C ± 5 �C)
The final deviation at 150 �C ± 5 �C is characterized by thechange back to a positive slope in the stress–temperature curve(Fig. 4). From the rapid increase in the rate of strengthening afterthe final deviation, it is postulated that this deviation signifies theend of the occurrence of restoration process or the start of extensivetwin formation. Fig. 13 shows the microstructure of the specimenwhich was quenched from a temperature (130 �C) below this devi-
ation. The high frequency of mechanical twins and shear bands areclearly seen in the microstructure. It has been previously shownthat the first and second order pyramidal slip systems become morefrequent in rolled AZ31 magnesium alloy above 350 and 300 �C,respectively [28,31]. Moreover, a high relative activity of prismaticslip system has been reported above 177 �C which may cause an en-hanced plasticity at temperatures above �225 �C [16]. Thus, it canbe concluded that by decreasing temperature below 150 �C, theCRSS of non-basal slip systems is increased and consequently as aresult twining will occur. It should be mentioned that the differencebetween the present finding temperature and the reported ones inliteratures (for activation of prismatic slip system) can be discussedby considering the accumulated strain accompanied by decreasingtemperature during CCC testing. Based on these facts the substan-tial increase in the rate of strengthening below this deviation tem-perature can be definitely related to the reduction of non-basal slipsystems activity at this condition. Furthermore, the mechanicaltwin boundaries and shear bands in the microstructure may actas obstacles to impede the motion of dislocations and consequentlyhave a major contribution to strengthening effects.
4. Conclusion
In the present work, the hot deformation characteristics of awrought AZ31 magnesium alloy has been studied through applyingcontinuous cooling compression (CCC) testing method in tempera-ture range of 500–100 �C. The results are summarized as is follows:
1. The true stress–temperature curve, obtained from CCC testingindicates five deviations from ideal behavior at 440 ± 5 �C,350 ± 5 �C, 300 ± 5 �C, 215 ± 5 �C and 150 ± 5 �C.
2. The observed hardening behavior at first deviation was explainedrelying on the inverse eutectic reaction a + c ? L and the partialmelting of c phase.
3. The increasing in the rate of hardening accompanied bydecreasing temperature below 350 �C (second deviation) seemsto be reasonable due to the increased critical resolved shearstress (CRSS) for first-order pyramidal slip system and conse-quently reduced activation of them that resulted in the lack ofrestoration processes in the microstructure.
4. At the temperature of 215 ± 5 �C, the controlling mechanism ofrestoration processes has been changed from discontinuousdynamic recrystallization (DDRX) to geometric dynamic recrys-tallization (GDRX) through decreasing temperature and leadingto work softening in the material.
5. The substantial increase in the rate of strengthening below150 �C (fifth deviation) is definitely attributed to the reductionof non-basal slip systems activity at this deformation condition.
References
[1] Agnew SR, Duygulu O. Plastic anisotropy and the role of non-basal slip inmagnesium alloy AZ31B. Int J Plast 2005;21:1161–93.
[2] Chino Y, Kimura K, Mabuchi M. Twinning behavior and deformationmechanisms of extruded AZ31 Mg alloy. Mater Sci Eng A 2008;486:481–8.
[3] Galiyev A, Kaibyshev R. Superplasticity in a magnesium alloy subjected toisothermal rolling. Scripta Mater 2004;51:89–93.
[4] Koike J, Kobayashi T, Mukai T, Watanabe H, Suzuki M, Maruyama K, et al. Theactivity of non-basal slip systems and dynamic recovery at room temperaturein fine-grained AZ31B magnesium alloys. Acta Mater 2003;51:2055–65.
[5] Agnew SR, Duygulu O. A mechanical understanding of the formability ofmagnesium: examining the role of temperature on the deformationmechanisms. Mater Sci Forum 2003;419–422:177–88.
[6] Elwazri AM, Wanjara P, Yue S. Continuous cooling transformation temperatureand microstructures of microalloyed hypereutectoid steels. ISIJ Int2006;46:1354–60.
[7] Zarei-Hanzaki A, Keshavarz Z, Yue S. The microstructural variations in Ti–6AL–4V during continuous cooling compression testing. Can Metall Quart2000;39:513–20.
476 Z. Shahri et al. / Materials and Design 36 (2012) 470–476
[8] Zarei-Hanzaki A, Root JH, Hodgson PD, Yue S. Austenite flow stress behaviorduring continuous cooling through the metastable austenite region. ActaMater 1995;43:569–78.
[9] Zarei-Hanzaki A, Pandi R, Hodgson PD, Yue S. Continuous cooling deformationtesting of steels. Metall Trans A 1993;24A:2657–65.
[10] Bai DQ, Yue S, Maccagno TM, Jonas JJ. Continuous cooling transformationtemperatures determined by compression tests in low carbon bainitic grades.Metall Mater Trans A 1998;29A:1001–989.
[11] Hong SC, Lee KS. Influence of deformation induced ferrite transformation ongrain refinement of dual phase steel. Mater Sci Eng A 2002;323:148–59.
[12] Calvo J, Jung IH, Elwazri AM, Bai D, Yue S. Influence of the chemicalcomposition on transformation behavior of low carbon microalloyed steels.Mater Sci Eng A 2009;520:90–6.
[13] Majta J, Kuziak R, Pietrzyk M, Krzton H. Use of the computer simulation topredict mechanical properties of C–Mn steel, after thermomechanicalprocessing. J Mater Process Technol 1996;60:581–8.
[14] Fatemi-Varzaneh SM, Zarei-Hanzaki A, Haghshenas M. A study on the effect ofthermo-mechanical parameters on the deformation behavior of Mg–3Al–1Zn.Mater Sci Eng A 2008;497:438–44.
[15] Cheng YQ, Zhang H, Chen ZH, Xian KF. Flow stress equation of AZ31magnesium alloy sheet during warm tensile deformation. J Mater ProcessTechnol 2008;208:29–34.
[16] Abedi HR, Zarei-Hanzaki A, Fatemi-Varzaneh SM, Roostaei AA. The semi-solidtensile deformation behavior of wrought AZ31 magnesium alloy. Mater Des2010;31:4386–91.
[17] Prasad YVRK, Rao KP. Effect of crystallographic texture on the kinetics of hotdeformation of rolled Mg–3Al–1Zn alloy plate. Mater Sci Eng A2006;432:170–7.
[18] Gehrmann R, Frommert MM, Gottstein G. Texture effects on plasticdeformation of magnesium. Mater Sci Eng A 2005;395:338–49.
[19] Al-Samman T, Gottstein G. Room temperature formability of a magnesiumAZ31B alloy: examining the role of texture on the deformation mechanisms.Mater Sci Eng A 2008;488:406–14.
[20] Ohno M, Mirkovic D, Schmid-Fetzer R. Liquidus and solidus temperatures ofMg-rich Mg–Al–Mn–Zn alloys. Acta Mater 2006;54:3883–91.
[21] Humphreys FJ, Hatherly M. Recrystallization and related annealingphenomena. UK, Oxford: Pergamon; 1996.
[22] Barnett MR. Twinnig and the ductility of magnesium alloys Part II. Contractiontwins. Mater Sci Eng A 2007;464:16–8.
[23] Staroselsky A, Anand L. A constitutive model for hcp materials deforming byslip and twinnig: application to magnesium alloy AZ31B [J]. Int J Plast2003;19(10):1843–64.
[24] Agnew SR, Duygulu OR. Plastic anisotropy and the role of non-basal slip inmagnesium alloy AZ31B. Int J Plast 2005;21:1161–93.
[25] Jiang J, Godfrey A, Liu Q. Influence of grain orientation on twinning duringwarm compression of wrought Mg–3Al–1Zn. Mater Sci Technol ProQuest Sci J2005;21:1417–22.
[26] Caceres C, Blake AH. On the strain hardening behavior of magnesium at roomtemperature. Mater Sci Eng A 2007;462:193–6.
[27] Srinivasan N, Prasad YVRK, Rama Roa P. Hot deformation behavior of Mg–3Alalloy – A study using processing map. Mater Sci Eng A 2008;476:146–56.
[28] Koike J, Kobayashi T, Mukai T, Watanabe H, Suzuki M, Maruyama K, et al. Theactivity of non-basal slip systems and dynamic recovery at room temperaturein fine-grained AZ31B magnesium alloys. Acta Mater 2003;51:2055–65.
[29] Fatemi-Varzaneh SM, Zarei-Hanzaki A, Beladi H. Dynamic recrystallization inAZ31 magnesium alloy Mater. Sci Eng A 2007;456:52–7.
[30] Yu Z, Choo H. Influence of twinnig on the grain refinement during high-temperature deformation in a magnesium alloy. Scripta Mater 2011;64:434–7.
[31] Trojanova Z, Drozd Z, Lukac P, Mathis K, Ferkel H, Riehemann W. Thermallyactivated processes in microcrystalline Mg. Scripta Mater 2000;42:1095–100.





























