Embed Size (px)
Citation preview

CNC – Comando Numérico
Computadorizado
CNC - Comando Numérico Computadorizado Prof: José Francisco
2
1 - Histórico
�Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores.
�Principal fator: 2ª Guerra Mundial – produção em massa (a guerra consumia tudo, até mão-de-obra).
CNC - Comando Numérico Computadorizado Prof: José Francisco
3
�Primeira ação para criação do CNC surgiu em 1949 no laboratório de servomecanismo do Instituto de Tecnologia de Massachusetts (MIT) e a empresa Parsons Corporation of TraverseCity em Michigan.
OBS.: servomecanismo – é um dispositivo automático para controlar grandes quantidades de força mediante uma quantidade de força muito pequena.
1 - Histórico
CNC - Comando Numérico Computadorizado Prof: José Francisco
4
�Demonstração prática ocorreu em março de 1952.
�Relatório final do novo sistema foi publicado em maio de 1953.
EX.: Força Aérea Norte-Americana
1 - Histórico
CNC - Comando Numérico Computadorizado Prof: José Francisco
5
�Em 1958, por intermédio da EIA (EletronicIndustries Association) foram realizados estudos para padronizar os tipos de linguagem. Foi a partir daí que surgiu o meio mais usado de entrada de dados para o CNC até hoje: via computador.
�Em 1967 surgiram no Brasil as primeiras máquinas, importadas dos Estados Unidos, controladas numericamente.
1 - Histórico
CNC - Comando Numérico Computadorizado Prof: José Francisco
6
�Já no início da década de 70 surgiram no mundo as primeiras máquinas CNC (comando
numérico computadorizado). Hoje a confiabilidade nos componentes eletrônicos tem aumentado, crescendo a confiança em todo sistema.
1 - Histórico

CNC - Comando Numérico Computadorizado Prof: José Francisco
7

CNC - Comando Numérico Computadorizado Prof: José Francisco
8
CNC - Comando Numérico Computadorizado Prof: José Francisco
9
�Fabricação de peças com geometrias complexas, com menores tolerâncias dimensionais e melhor acabamento;
�Repetibilidade maior sobre as características do produto, sendo idênticas umas às outras;
2 - Vantagens
CNC - Comando Numérico Computadorizado Prof: José Francisco
10
�Redução de tarefas repetitivas para os operadores – esses agora responsáveis pela preparação, programação e controle das máquinas;
�Flexibilidade da produção, pequenos lotes e grande variedade de produtos, tudo isso com ajustes rápidos nas máquinas.
2 - Vantagens
CNC - Comando Numérico Computadorizado Prof: José Francisco
11
3 - Desvantagens
�Mão-de-obra especializada para programação;
�Manutenção;
�Uso de ferramental específico.
CNC - Comando Numérico Computadorizado Prof: José Francisco
12
4 - Norma ISO 6983
A Norma ISO 6983 descreve o formato das instruções do programa para máquinas de Controle Numérico. Trata-se de um formato geral de programação e não um formato para um tipo de máquina específica. A flexibilidade desta norma não garante intercambiabilidadede programas entre máquinas. Os objetivos desta norma são:
CNC - Comando Numérico Computadorizado Prof: José Francisco
13
4 - Norma ISO 6983
�Unificar os formatos-padrão anteriores numa Norma Internacional para sistemas de controle de posicionamento, movimento linear e contorno;
�Introduzir um formato-padrão para novas funções, não descritas nas normas anteriores;
CNC - Comando Numérico Computadorizado Prof: José Francisco
14
4 - Norma ISO 6983
�Reduzir a diferença de programação entre diferentes máquinas ou unidades de controle, uniformizando técnicas de programação;
�Incluir os códigos das funções preparatórias e miscelâneas.
CNC - Comando Numérico Computadorizado Prof: José Francisco
15
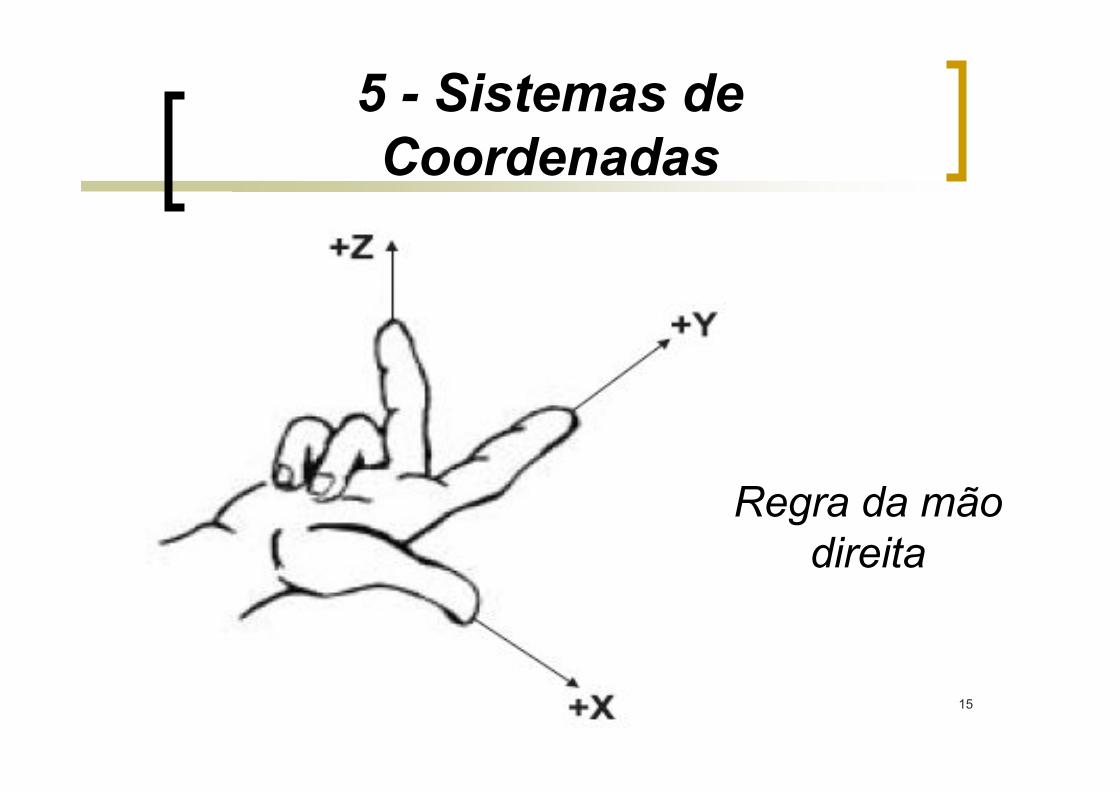
5 - Sistemas de
Coordenadas
Regra da mão direita
CNC - Comando Numérico Computadorizado Prof: José Francisco
16
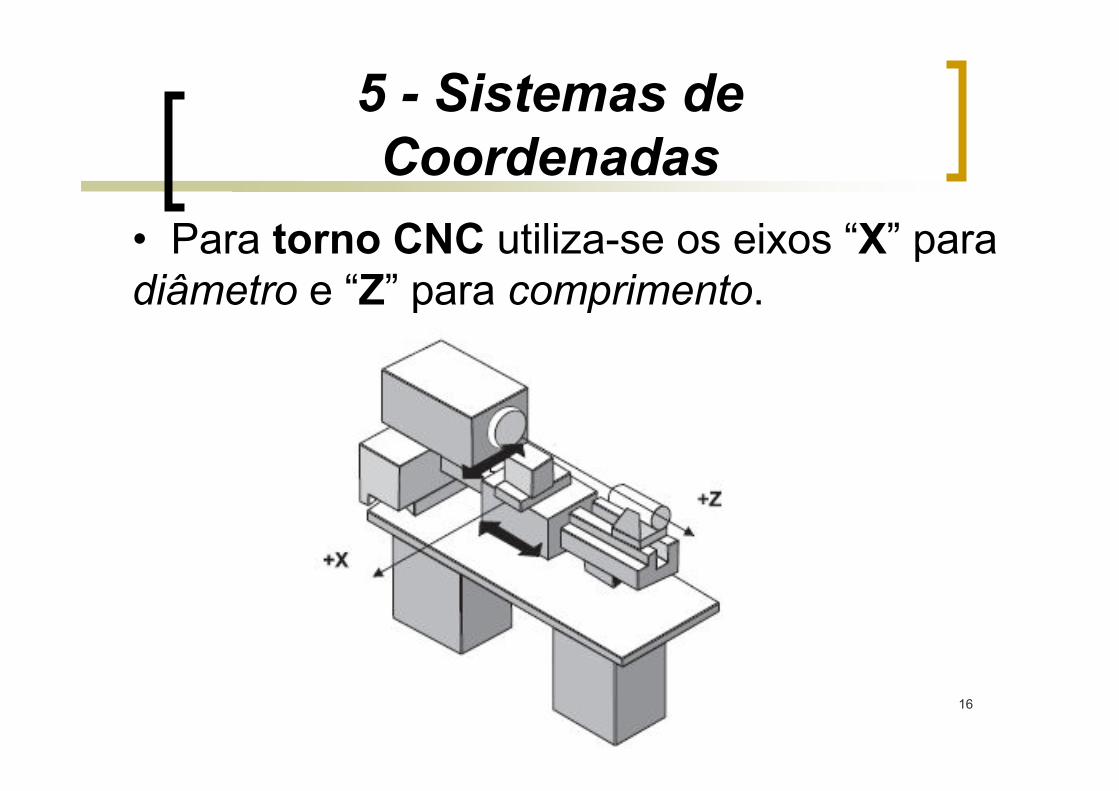
5 - Sistemas de
Coordenadas
• Para torno CNC utiliza-se os eixos “X” para diâmetro e “Z” para comprimento.
CNC - Comando Numérico Computadorizado Prof: José Francisco
17
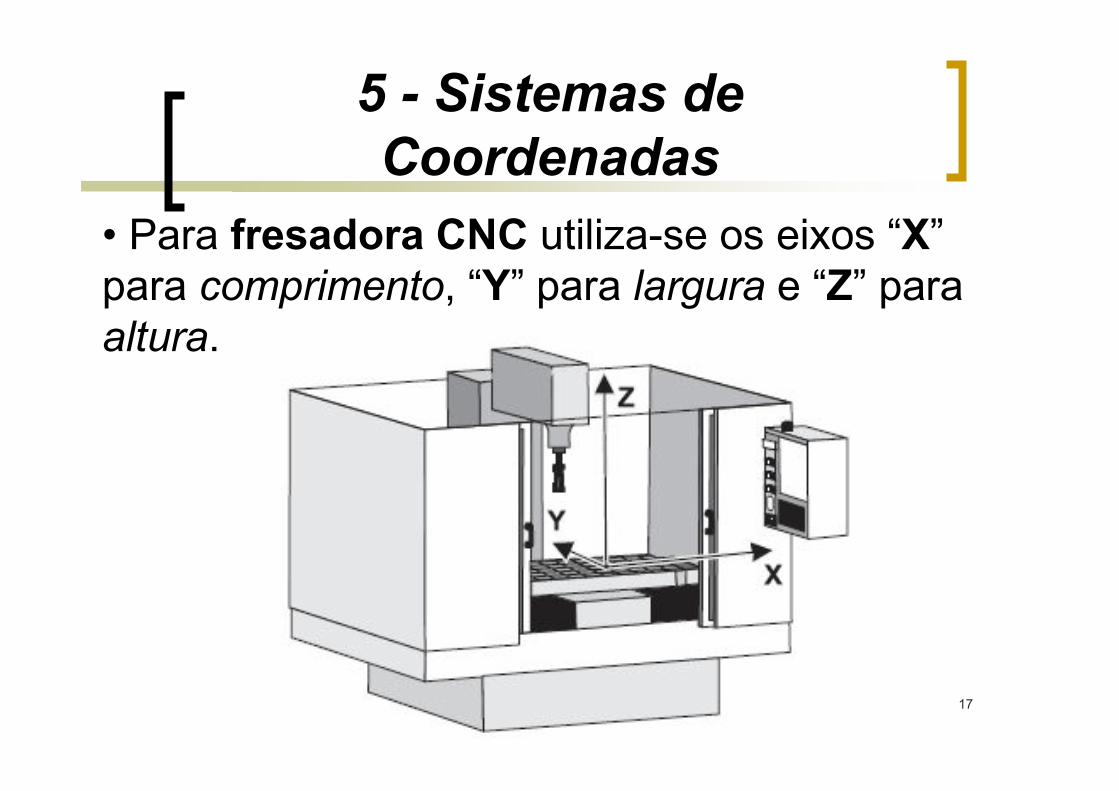
• Para fresadora CNC utiliza-se os eixos “X”para comprimento, “Y” para largura e “Z” para altura.
5 - Sistemas de
Coordenadas
CNC - Comando Numérico Computadorizado Prof: José Francisco
18
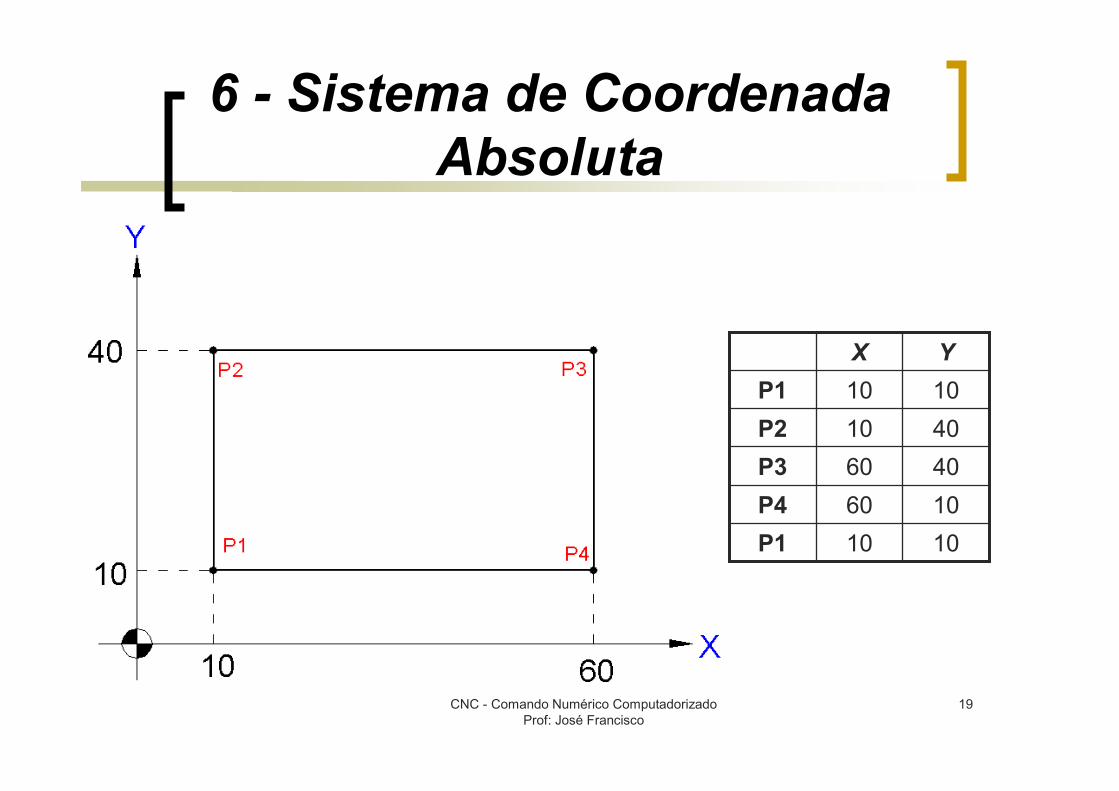
6 - Sistema de Coordenada
Absoluta
Nesse sistema de coordenada é a partir do ponto zero que se define por onde a ferramenta fará o percurso, sendo as coordenadas da própria ferramenta sempre relacionadas ao ponto, ou seja, o ponto zero é fixo.
CNC - Comando Numérico Computadorizado Prof: José Francisco
19
1010P1
1060P4
4060P3
4010P2
1010P1
YX
6 - Sistema de Coordenada
Absoluta
CNC - Comando Numérico Computadorizado Prof: José Francisco
20
7 - Sistema de Coordenada
Incremental
Nesse sistema de coordenadas, a origem estará sempre no ponto que está a ferramenta. As medidas são feitas por meio da origem com o ponto mais próximo, sendo que esse ponto será sempre a origem futura, ou seja, o ponto zero éflutuante.
CNC - Comando Numérico Computadorizado Prof: José Francisco
21
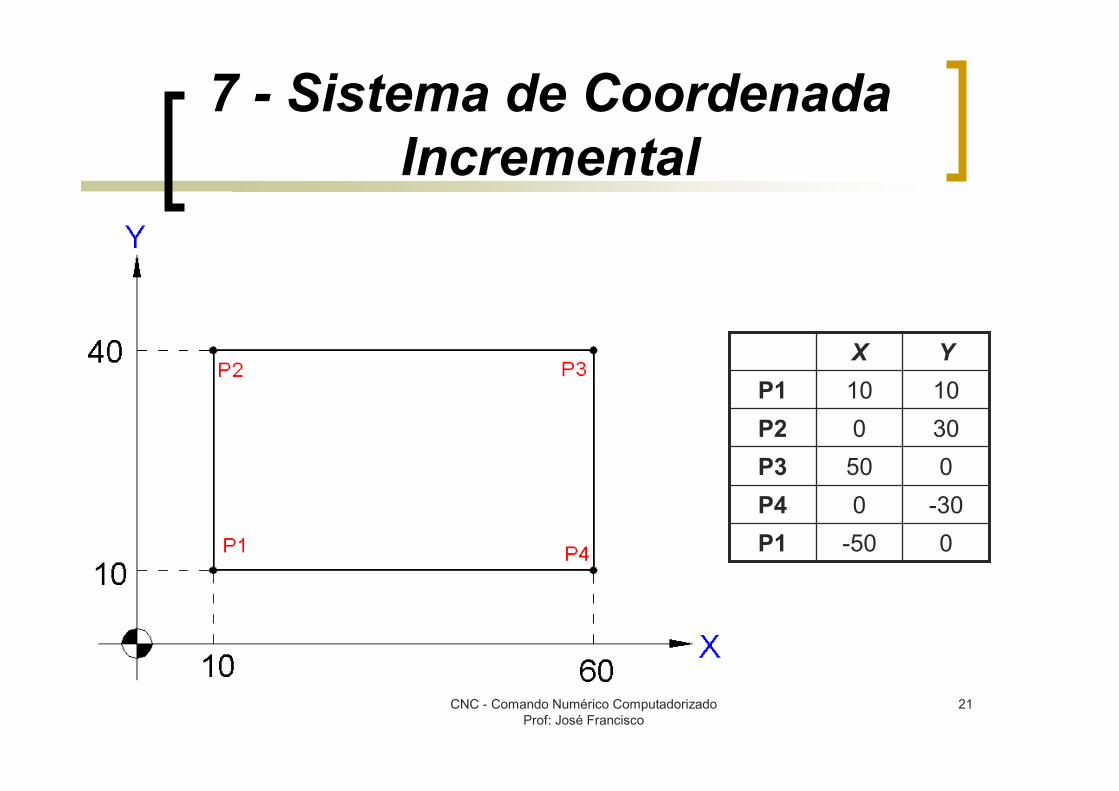
0-50P1
-300P4
050P3
300P2
1010P1
YX
7 - Sistema de Coordenada
Incremental
CNC - Comando Numérico Computadorizado Prof: José Francisco
22
8 - Função
É o código (palavra apropriada) compreensível pelo comando, que predispõe a máquina ou o próprio comando a funcionar de determinado modo. A função se divide em:
• Função Modal
• Função Não-modal
CNC - Comando Numérico Computadorizado Prof: José Francisco
23
8 - Função
1.FUNÇÃO MODAL: é aquela que, depois de memorizada, somente será cancelada com a memorização de outra função que a cancela.
2.FUNÇÃO NÃO-MODAL: é aquela que tem validade somente no bloco programado.
CNC - Comando Numérico Computadorizado Prof: José Francisco
24
9 - Tipos de Funções
Quanto ao tipo, as funções são divididas em quatro grupos:
• Função Seqüencial – N (não-modal)• Função Preparatória – G (modal e não-modal)• Função de Posicionamento – X, Y e Z (não-modal)• Função Complementar – M, T, S e F (modal e não-modal)
CNC - Comando Numérico Computadorizado Prof: José Francisco
25
10 - Função Seqüencial
Tem a finalidade de numerar, em ordem crescente, os blocos de um programa para facilitar o acompanhamento do mesmo. O valor numérico de N não tem influência para o comando.
Ex.: N01, N02, ...
CNC - Comando Numérico Computadorizado Prof: José Francisco
26
11 - Função Preparatória
É a função que definem ao comando e a máquina “o que fazer”, preparando-a para uma determinada operação (deslocamento linear, circular, etc.)
Ex.: G00, G01, G33, G90
CNC - Comando Numérico Computadorizado Prof: José Francisco
27
11 - Função Preparatória
G00 – AVANÇO RÁPIDO DA FERRAMENTAG01 – AVANÇO LINEAR DE TRABALHOG02 – INTERPOLAÇÃO CIRCULAR NO SENTIDO HORÁRIOG03 – INTERPOLAÇÃO CIRCULAR NO SENTIDO ANTI-HORÁRIOG04 – TEMPO DE PERMANÊNCIAG33 – CORTE DE ROSCA PASSO CONSTANTE
CNC - Comando Numérico Computadorizado Prof: José Francisco
28
11 - Função Preparatória
G40 – CANCELA CORREÇÃO DO RAIO DE CORTE DA FERRAMENTAG41 – SELECIONA CORREÇÃO DE RAIO DE CORTE À ESQUERDA DA PEÇAG42 – SELECIONA CORREÇÃO DE RAIO DE CORTE À DIREITA DA PEÇAG54 – TRANFERÊNCIA DO ZERO MÁQUINA PARA A ZERO PLACA
CNC - Comando Numérico Computadorizado Prof: José Francisco
29
11 - Função Preparatória
G58 – TRANFERÊNCIA DO ZERO PLACA PARA A ZERO PEÇAG70 – SELECIONA MEDIDAS EM POLEGADASG71 – SELECIONA MEDIDAS EM MILÍMETROSG90 – SELECIONA MEDIDAS EM COORDENADAS ABSOLUTAS
CNC - Comando Numérico Computadorizado Prof: José Francisco
30
11 - Função Preparatória
G91 – SELECIONA MEDIDAS EM COORDENADAS INCREMENTAISG92 – LIMITE DE ROTAÇÃO DA PLACAG96 – ATIVA VELOCIDADE DE CORTE CONSTANTEG97 – CANCELA G96, PERMANECE A ÚLTIMA ROTAÇÃO CALCULADA
CNC - Comando Numérico Computadorizado Prof: José Francisco
31
12 - Função de
PosicionamentoDefinem ao comando “onde fazer”, ou seja, as coordenadas do ponto que se deseja alcançar e são programadas com a indicação do sinal algébrico, de acordo com sua posição em relação ao sistema de referência.
Ex.: X25 Z30 ; X18.5 Z-38
CNC - Comando Numérico Computadorizado Prof: José Francisco
32
13 - Função
Complementar
Definem ao comando “com o que fazer”
determinada operação, complementando as informações dos blocos na programação.
Ex.: M30, T04, S2000, F0.15
CNC - Comando Numérico Computadorizado Prof: José Francisco
33
14 - Função Miscelânea
M00 – PARADA DE PROGRAMAM01 – PARADA OPCIONAL DO PROGRAMAM02 – FIM DE PROGRAMAM03 – SENTIDO HORÁRIO DE ROTAÇÃO DO EIXO-ÁRVOREM04 – SENTIDO ANTI-HORÁRIO DE ROTAÇÃO DO EIXO-ÁRVORE
CNC - Comando Numérico Computadorizado Prof: José Francisco
34
M05 – DESLIGA O EIXO ÁRVOREM08 – LIGA O ÓLEO REFRIGERANTEM09 – DESLIGA O ÓLEO REFRIGERANTEM17 – FIM DE SUBPROGRAMAM30 – FIM DE PROGRAMA PRINCIPAL
14 - Função Miscelânea
CNC - Comando Numérico Computadorizado Prof: José Francisco
35
15 - Elementos da Linguagem
de Programação
Todo comando acoplado a máquina CNC necessita de um meio de comunicação entre o programador e a máquina. Essa comunicação, feita por meio de códigos ou símbolos padronizados, recebe o nome de linguagem de programação.
CNC - Comando Numérico Computadorizado Prof: José Francisco
36
15 - Elementos da Linguagem
de Programação
• Caractere: é um número, letra ou símbolo utilizado para exprimir uma informação.Ex.: I, G, %, LF,...
• Endereço: é representado por uma letra que identifica um tipo de instrução.Ex.: G, X, Y, Z, F,...
CNC - Comando Numérico Computadorizado Prof: José Francisco
37
15 - Elementos da Linguagem
de Programação
• Palavra: uma palavra é constituída de um endereço seguido de um valor numérico.Ex.: G01, X50, F.15, T02,...
• Bloco ou Sentença: é um conjunto de palavras que identificam uma operação.Ex.: N10 G01 X120 F200 LF
CNC - Comando Numérico Computadorizado Prof: José Francisco
38
15 - Elementos da Linguagem
de Programação
Uma operação é expressa por meio de blocos necessários para definir completamente uma fase. Assim podemos dizer que um programa é formado por blocos numerados seqüencialmente. Com isso um programa de comando numérico pode ser definido como uma “seqüência lógica de informações para a usinagem de uma peça.
CNC - Comando Numérico Computadorizado Prof: José Francisco
39
15 - Elementos da Linguagem
de Programação
• Programa – consiste de sentenças ou blocos
• Sentença – consiste de palavras ou funções
• Palavra – consiste de um endereço e um número
CNC - Comando Numérico Computadorizado Prof: José Francisco
40
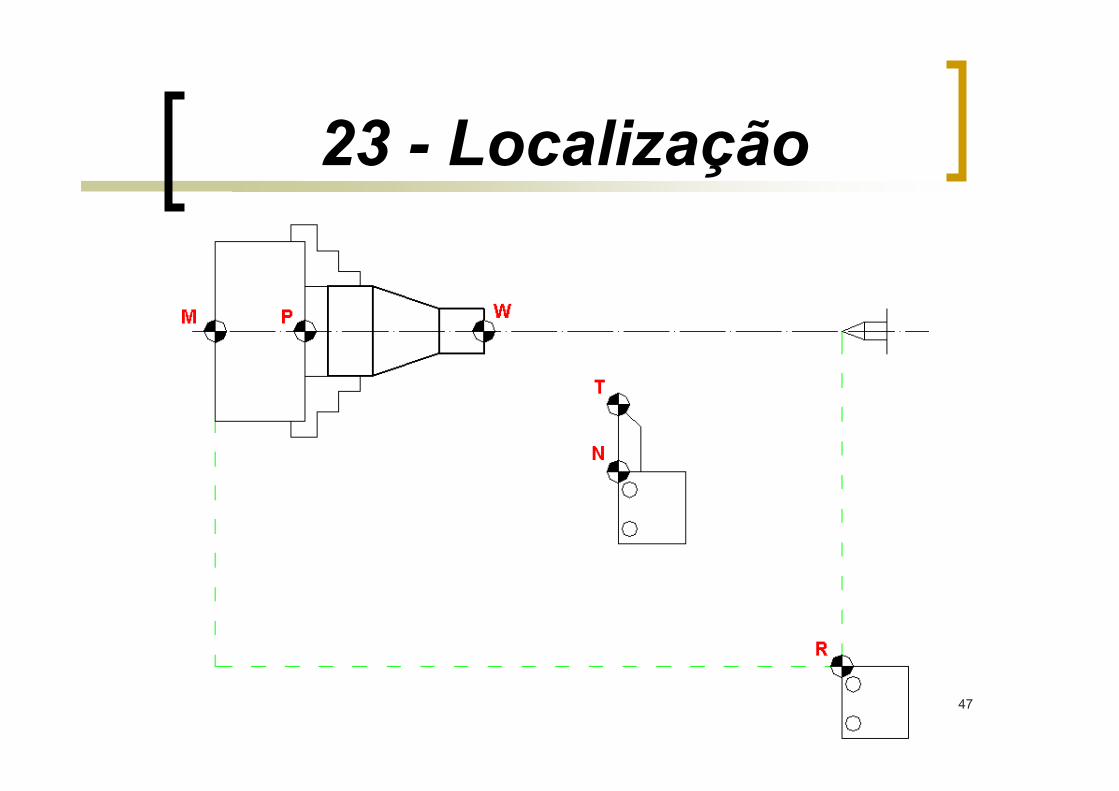
16 - Pontos Zero
São pontos de referência da máquina, atuantes dentro do campo de trabalho. Os principais são:
• Ponto zero referência (R)• Ponto zero máquina (M)• Ponto zero trajetória (N)• Ponto zero ferramenta (T)• Ponto zero peça (W)
CNC - Comando Numérico Computadorizado Prof: José Francisco
41
17 - Ponto Zero
Referência (R)
O ponto de referenciamento é uma coordenada definida na área de trabalho através de chaves limites e cames, que servem para à aferição e controle do sistema de medição dos eixos de movimento da máquina. Tal coordenada édeterminada pelo fabricante da máquina.
CNC - Comando Numérico Computadorizado Prof: José Francisco
42
18 - Ponto Zero
Máquina (M)
O ponto zero da máquina é o ponto zero para o sistema de coordenadas da máquina (X0, Z0), e também o ponto inicial para todos os demais sistemas de coordenadas e pontos de referência existentes. Geralmente é determinado após o referenciamento da máquina.
CNC - Comando Numérico Computadorizado Prof: José Francisco
43
19 - Ponto Zero
Trajetória (N)
O ponto de trajetória “N” é um ponto de espaço. Porém, uma vez referenciada a máquina suas coordenadas de posicionamento dentro da área de trabalho são reconhecidas pelo comando, e servirá como referência na obtenção dos balanços das ferramentas (bX, bZ), quando montadas na máquina durante a preparação da mesma.
CNC - Comando Numérico Computadorizado Prof: José Francisco
44
20 - Ponto Zero
Ferramenta (T)
É o ponto de atuação da ferramenta no perfil programado. Porém para que isso ocorra énecessário definir os valores de balanço em X e Z das ferramentas operantes.
CNC - Comando Numérico Computadorizado Prof: José Francisco
45
21 - Ponto Zero Peça (W)
O ponto zero peça “W”, é o ponto que define a origem (X0, Z0) do sistema de coordenadas da peça. Este ponto é definido pelo programador através de um código de função preparatória (G54 ou G55), e determinado na máquina pelooperador na preparação da mesma (preset), levando em consideração apenas a medida de comprimento no eixo “Z”.
CNC - Comando Numérico Computadorizado Prof: José Francisco
46
22 - Ponto Zero Placa (P)
É o ponto de referência obtido através do deslocamento do zero máquina de acordo com a espessura da placa.
CNC - Comando Numérico Computadorizado Prof: José Francisco
47
23 - Localização
CNC - Comando Numérico Computadorizado Prof: José Francisco
48





























