Embed Size (px)
Citation preview

CNC MACHINES
Machine Tool Market
Volume 25 No. 4JULY/AUGUST 2016
®

Machine Tool Market – July/August 2016 1
Proprietors and Publishers: MTM Publications (Pty) Ltd Reg No. 2005/030589/07
Address 78 Imbuia Street, Northcliff 2195PO Box 2434, Northcliff, 2115, South AfricaTel: (011) 476-3211/3 or 476-3240 Fax: (011) 476-3216
e-mail: [email protected]
Managing Director/EditorGerd MüllerProduction DirectorMonica MüllerProduction ManagerSue AshleyAdvertising Jason RohrsAccounts/SubscriptionsMonica De Koker
Agents – Europe:komm-ma Kommunikation und MarketingUschi Hengst e.k.Adolf-Ohm-Weg 25D 79539 Lörrach, GermanyTel: 00 49 7621 420 918Fax: 00 49 7621 420 919e-mail: [email protected]
Subscription Rates South Africa: R 430-00 (one year), V.A.T. included.
Southern African States: Airmail – R 1 140-00 (one year).
Overseas: Airmail – R 2 040-00 (one year).
Advertisements / Editorials The publisher reserves the right to refuse and/or omit any advertisement and gives no guarantees that advertisements or editorial contributions will be inserted on the date ordered.
Whilst every care is taken to ensure that information in Machine Tool Market Southern Africa is accurate and up to date the publishers cannot accept responsibility for mistakes or omissions.The views and opinions expressed in Machine Tool Market Southern Africa are not necessarily those of MTM Machine Tool Market.
Copyright
All rights reserved to MTM Publications (Pty) Ltd. No part of this publication may be re-produced, or transmitted in any form or by any means, electronic or mechanical, including photocopying, recording, storage in a retrieval system, or otherwise, without the written permission of the publisher.
SAWING 8
NEWS – INTERNATIONAL 30GERMAN MACHINE TOOL INDUSTRY IS RE-INVENTING ITSELF 30EUROPEAN MACHINE TOOL EXPORTS ARE EXPECTED TO HIT A RECORD HIGH 32AIRBUS DEMONSTRATES AIRCRAFT INSPECTION BY DRONE 34BMW GROUP EXPANDS USE OF ADDITIVE MANUFACTURING PROCESSES 38IMTS 2016 TOOLING & WORKHOLDING PAVILION 40EUROBLECH 2016 PRESENTS ONLINE COMPETITION 42RECYCLING PAVILION AT ALUMINIUM 2016 42NASA’S NEXT MARS ROVER 44
CUTTING TOOL FACTS 46
NEWS – LOCAL 50UNITY AND COMMON GOALS BETWEEN GOVERNMENT AND PRIVATE SECTOR 50SA AND FRANCE SIGN DECLARATION OF INTENT 51
RESEARCH 54BETTER QUALITY CONTROL WITH DIGITAL ASSISTANCE SYSTEMS 54CHANGES IN SOLAR CELL TECHNOLOGY 55
PRODUCTS 56
TRADE FAIRS 58
• CONTENTS • JULY/AUGUST 2016 Vol. 25 – No. 4
Machine Tool Market
Volume 24 No. 3MAY/JUNE 2015
®
E-mail: [email protected] - website: www.hitech.co.za
Tel: (011) 608-0088Fax: 086 546 9057
PO Box 931, Bedfordview 2008, South Africa
16 Nguni Drive, Longmeadow West,
Modderfontein
Scan the M CODE / QR CODE with a smart phone to view a video of the machine in
operation. Download the M CODE application from Android market™ or use the
QR CODE application.

C on tact d etails f or Southern Af rica:T el: 011 552 8265 or Ampie 083 430 9844 / R obin 082 460 4049
E-mail: [email protected] • W eb: w w w . lin d s a. com
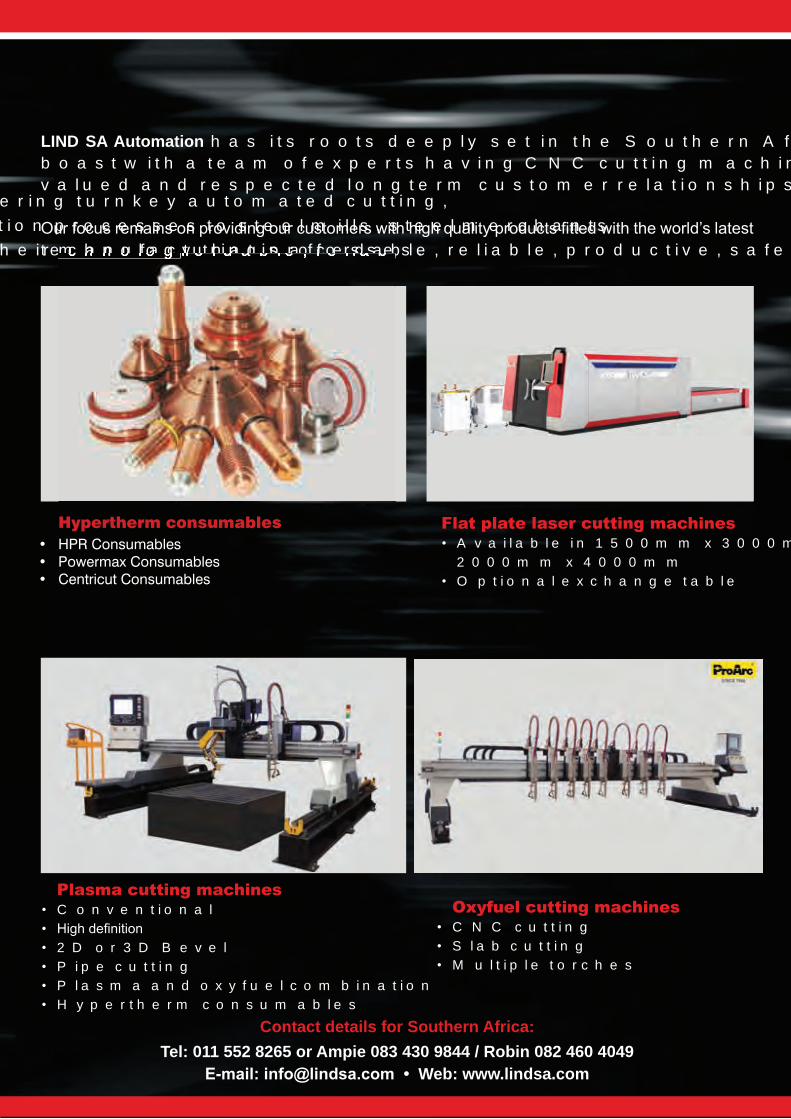
L I ND SA Automation i s t h e S o u t h e r n A f r i c a n i n d u s t r y l e a d e r i n o f f e r i n g t u r n k e y a u t o m a t e d c u t t i n g , C N C d r i l l i n g m a c h i n e a n d a u t o m a t e d w e l d i n g m a n i p u l a t i o n p r o c e s s e s t o s t e e l m i l l s , s t e e l m e r c h a n t s a n d m a n u f a c t u r i n g e n t i t i e s u s e d f o r t h e o p t i m i s a t i o n o f t h e i r m a n u f a c t u r i n g p r o c e s s e s .
L I ND SA Automation h a s i t s r o o t s d e e p l y s e t i n t h e S o u t h e r n A f r i c a s t e e l i n d u s t r y . W e p r o u d l y b o a s t w i t h a t e a m o f e x p e r t s h a v i n g C N C c u t t i n g m a c h i n e , w e l d i n g a u t o m a t i o n e x p e r i e n c e a n d m u c h v a l u e d a n d r e s p e c t e d l o n g t e r m c u s t o m e r r e l a t i o n s h i p s d a t i n g b a c k t o t h e 1 9 8 0 ’ s .
t e c h n o l o g y t h a t i s a f f o r d a b l e , r e l i a b l e , p r o d u c t i v e , s a f e t o u s e w i t h a f u l l a f t e r s a l e s s e r v i c e .
Plasma cutting machines
•
C o n v e n t i o n a l•
•
2 D o r 3 D B e v e l •
P i p e c u t t i n g•
P l a s m a a n d o x y f u e l c o m b i n a t i o n•
H y p e r t h e r m c o n s u m a b l e s
Oxyfuel cutting machines C N C c u t t i n g S l a b c u t t i n g
• M u l t i p l e t o r c h e s
••
Flat plate laser cutting machines A v a i l a b l e i n 1 5 0 0 m m x 3 0 0 0 m m o r
2 0 0 0 m m x 4 0 0 0 m m O p t i o n a l e x c h a n g e t a b l e•
•
R1 495 000 excl. VAT
FLAT SHEET AND PIPE/TUBE CUTTING COMBINATION LASER MACHINE • Flat sheets 1500mm x 3000mm • Mild steel - up to 6mm • Pipe / Tubes - 3mm wall thickness • Pipe / Tube - 320mm diameter / 3000mm long
T&C Apply
LASER CUTTING MACHINE
ON PRO
MOTION!
For flat sheet and pipe/tube cutting
From
PLASMA PIPE CUTTING
MACHINE OXYFUEL OPTIONAL
• For pipes from 100mm diameter to 1250mm diameter• Optional pipe lengths and types• Enquire for more details
NEWLY
LAUNCH
ED!
Hypertherm consumables• HPR Consumables• Powermax Consumables• Centricut Consumables
t e c h n o l o g y t h a t i s a f f o r d a b l e , r e l i a b l e , p r o d u c t i v e , s a f e t o u s e w i t h a f u l l a f t e r s a l e s s e r v i c e .f f o r d a b l e , r e l i a b l e , p r o d u c t i v e , s a f e t o u s e w i t h a f u l l a f t e r s a l e s s e r v i c e .f
C on tact d etails f or Southern Af rica:T el: 011 552 8265 or Ampie 083 430 9844 / R obin 082 460 4049
E-mail: [email protected] • W eb: w w w . lin d s a. com
L I ND SA Automation i s t h e S o u t h e r n A f r i c a n i n d u s t r y l e a d e r i n o f f e r i n g t u r n k e y a u t o m a t e d c u t t i n g , C N C d r i l l i n g m a c h i n e a n d a u t o m a t e d w e l d i n g m a n i p u l a t i o n p r o c e s s e s t o s t e e l m i l l s , s t e e l m e r c h a n t s a n d m a n u f a c t u r i n g e n t i t i e s u s e d f o r t h e o p t i m i s a t i o n o f t h e i r m a n u f a c t u r i n g p r o c e s s e s .
L I ND SA Automation h a s i t s r o o t s d e e p l y s e t i n t h e S o u t h e r n A f r i c a s t e e l i n d u s t r y . W e p r o u d l y b o a s t w i t h a t e a m o f e x p e r t s h a v i n g C N C c u t t i n g m a c h i n e , w e l d i n g a u t o m a t i o n e x p e r i e n c e a n d m u c h v a l u e d a n d r e s p e c t e d l o n g t e r m c u s t o m e r r e l a t i o n s h i p s d a t i n g b a c k t o t h e 1 9 8 0 ’ s .
t e c h n o l o g y t h a t i s a f f o r d a b l e , r e l i a b l e , p r o d u c t i v e , s a f e t o u s e w i t h a f u l l a f t e r s a l e s s e r v i c e .
Plasma cutting machines
•
C o n v e n t i o n a l•
•
2 D o r 3 D B e v e l •
P i p e c u t t i n g•
P l a s m a a n d o x y f u e l c o m b i n a t i o n•
H y p e r t h e r m c o n s u m a b l e s
Oxyfuel cutting machines C N C c u t t i n g S l a b c u t t i n g
• M u l t i p l e t o r c h e s
••
Flat plate laser cutting machines A v a i l a b l e i n 1 5 0 0 m m x 3 0 0 0 m m o r
2 0 0 0 m m x 4 0 0 0 m m O p t i o n a l e x c h a n g e t a b l e•
•
R1 495 000 excl. VAT
FLAT SHEET AND PIPE/TUBE CUTTING COMBINATION LASER MACHINE • Flat sheets 1500mm x 3000mm • Mild steel - up to 6mm • Pipe / Tubes - 3mm wall thickness • Pipe / Tube - 320mm diameter / 3000mm long
T&C Apply
LASER CUTTING MACHINE
ON PRO
MOTION!
For flat sheet and pipe/tube cutting
From
PLASMA PIPE CUTTING
MACHINE OXYFUEL OPTIONAL
• For pipes from 100mm diameter to 1250mm diameter• Optional pipe lengths and types• Enquire for more details
NEWLY
LAUNCH
ED!
Hypertherm consumables• HPR Consumables• Powermax Consumables• Centricut Consumables
t e c h n o l o g y t h a t i s a f f o r d a b l e , r e l i a b l e , p r o d u c t i v e , s a f e t o u s e w i t h a f u l l a f t e r s a l e s s e r v i c e .f f o r d a b l e , r e l i a b l e , p r o d u c t i v e , s a f e t o u s e w i t h a f u l l a f t e r s a l e s s e r v i c e .f
CNC TURRET PUNCH PRESSES, CNC LASER CUTTERS, CNC PRESSBRAKES, NC HYDRAULIC/MECHANICAL SHEARS, SOFTWARE, BANDSAWS,
BANDSAW BLADES, SALES & SERVICE.
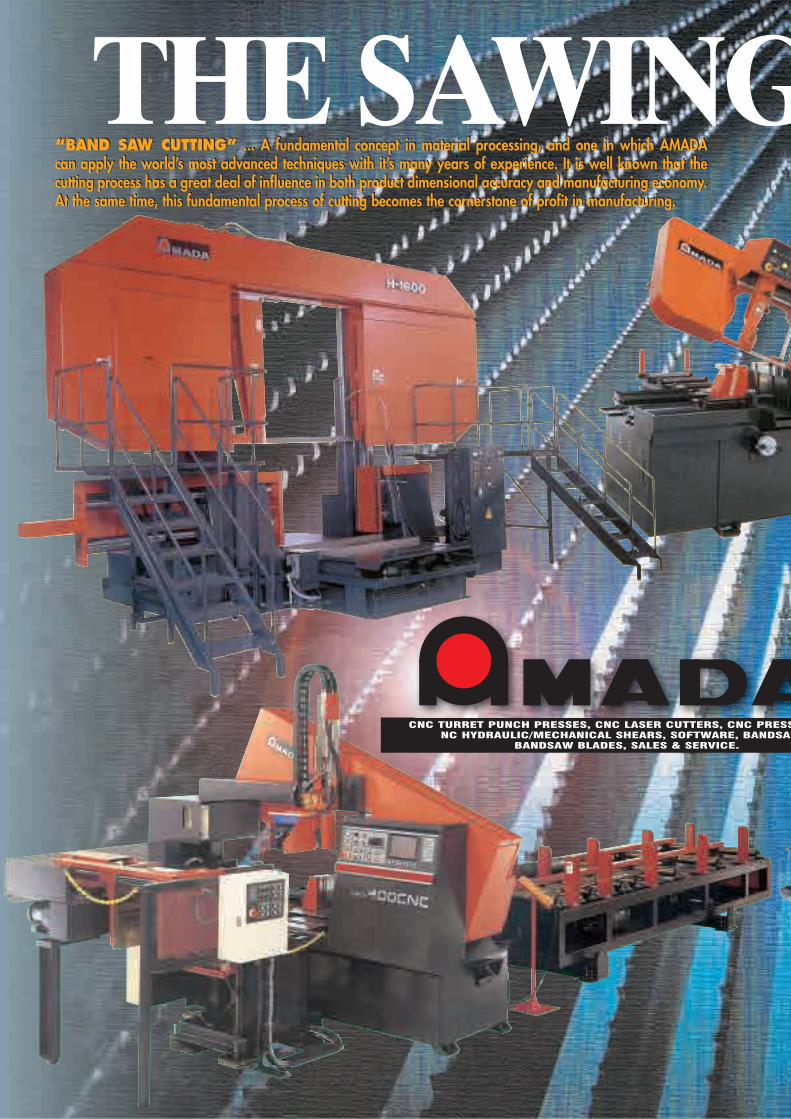
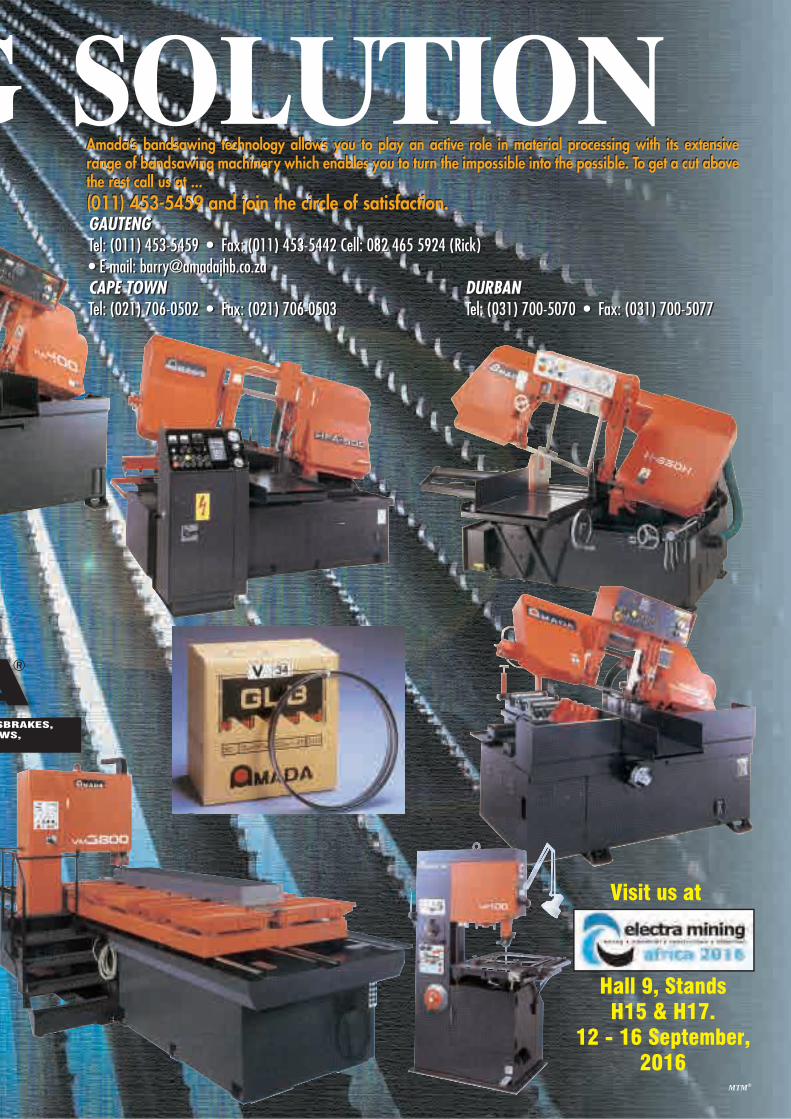
THE SAWING SOLUTION
MTM®
GAUTENGTel: (011) 453-5459 • Fax: (011) 453-5442 Cell: 082 465 5924 (Rick) • E-mail: [email protected] TOWN DURBANTel: (021) 706-0502 • Fax: (021) 706-0503 Tel: (031) 700-5070 • Fax: (031) 700-5077
GAUTENGTel: (011) 453-5459 • Fax: (011) 453-5442 Cell: 082 465 5924 (Rick) • E-mail: [email protected] TOWN DURBANTel: (021) 706-0502 • Fax: (021) 706-0503 Tel: (031) 700-5070 • Fax: (031) 700-5077
®
Amada’s bandsawing technology allows you to play an active role in material processing with its extensive range of bandsawing machinery which enables you to turn the impossible into the possible. To get a cut above the rest call us at ...(011) 453-5459 and join the circle of satisfaction.
Amada’s bandsawing technology allows you to play an active role in material processing with its extensive range of bandsawing machinery which enables you to turn the impossible into the possible. To get a cut above the rest call us at ...(011) 453-5459 and join the circle of satisfaction.
“BAND SAW CUTTING” ... A fundamental concept in material processing, and one in which AMADA can apply the world’s most advanced techniques with it’s many years of experience. It is well known that the cutting process has a great deal of influence in both product dimensional accuracy and manufacturing economy. At the same time, this fundamental process of cutting becomes the cornerstone of profit in manufacturing.
“BAND SAW CUTTING” ... A fundamental concept in material processing, and one in which AMADA can apply the world’s most advanced techniques with it’s many years of experience. It is well known that the cutting process has a great deal of influence in both product dimensional accuracy and manufacturing economy. At the same time, this fundamental process of cutting becomes the cornerstone of profit in manufacturing.
Visit us at
Hall 9, Stands H15 & H17.
12 - 16 September, 2016
CNC TURRET PUNCH PRESSES, CNC LASER CUTTERS, CNC PRESSBRAKES, NC HYDRAULIC/MECHANICAL SHEARS, SOFTWARE, BANDSAWS,
BANDSAW BLADES, SALES & SERVICE.
THE SAWING SOLUTION
MTM®
GAUTENGTel: (011) 453-5459 • Fax: (011) 453-5442 Cell: 082 465 5924 (Rick) • E-mail: [email protected] TOWN DURBANTel: (021) 706-0502 • Fax: (021) 706-0503 Tel: (031) 700-5070 • Fax: (031) 700-5077
GAUTENGTel: (011) 453-5459 • Fax: (011) 453-5442 Cell: 082 465 5924 (Rick) • E-mail: [email protected] TOWN DURBANTel: (021) 706-0502 • Fax: (021) 706-0503 Tel: (031) 700-5070 • Fax: (031) 700-5077
®
Amada’s bandsawing technology allows you to play an active role in material processing with its extensive range of bandsawing machinery which enables you to turn the impossible into the possible. To get a cut above the rest call us at ...(011) 453-5459 and join the circle of satisfaction.
Amada’s bandsawing technology allows you to play an active role in material processing with its extensive range of bandsawing machinery which enables you to turn the impossible into the possible. To get a cut above the rest call us at ...(011) 453-5459 and join the circle of satisfaction.
“BAND SAW CUTTING” ... A fundamental concept in material processing, and one in which AMADA can apply the world’s most advanced techniques with it’s many years of experience. It is well known that the cutting process has a great deal of influence in both product dimensional accuracy and manufacturing economy. At the same time, this fundamental process of cutting becomes the cornerstone of profit in manufacturing.
“BAND SAW CUTTING” ... A fundamental concept in material processing, and one in which AMADA can apply the world’s most advanced techniques with it’s many years of experience. It is well known that the cutting process has a great deal of influence in both product dimensional accuracy and manufacturing economy. At the same time, this fundamental process of cutting becomes the cornerstone of profit in manufacturing.
Visit us at
Hall 9, Stands H15 & H17.
12 - 16 September, 2016

Call or mail us for full details on these machines.
MTM®
SHEARS• VS 3010 (10mm x 3000mm Variable Rake CNC)• SBT 3006 (6mm x 3000mm Swing Beam CNC)• MS 1303 (3mm x 1,300mm) Mechanical)
IRON WORKER• IW 45 (45 Ton Single Cylinder)• IW55/110 BTD (55 Ton Double Cylinder with deep throat)• IW80/150 BTD (55 Ton Double Cylinder with deep throat)
Local: 08600 DURMA (38762)International: +27 11 865 [email protected] | Byron 083 231 1955 | www.durma.co.za
PLATE ROLLING MACHINE• MRB-S 1506 (6mm x 1500mm Asymmetrical Mechanical)• MRB 1204 (4mm x 1200mm Asymmetrical Mechanical)
BANDSAW• DCB-S 360 (Ø 360 Semi-Automatic with turn table)• DCB-S 560 (Ø 560 Semi-Automatic with turn table)
SECTION ROLLERS• PBH 60 (60mm Shaft Diameter Profile Bender)
ADS PRESS BRAKES
BANDSAW SECTION ROLLERSSECTION ROLLERSSECTION ROLLERS
Fast, stronger, accurate with new design
All in stock(Subject to prior sale)
THE FUTURE IS FORMED BY OUR MACHINES
PLASMAS
PLASMA & LASER CUTTING CONSUMABLES
PRESS BRAKE TOOLING PLASMA CUTTING SYSTEMS & CONSUMABLES
COMPRESSORS
Authorized Partner
• PBH 60 (60mm Shaft Diameter Profile Bender)
SECTION ROLLERSSECTION ROLLERS• PBH 60 (60mm Shaft Diameter Profile Bender)
SECTION ROLLERS
COMPRESSOR
FIBER LASERS
Simple, inexpensive, compact
• Variety of materials• Enhanced productivity in thin sheets • Low investment and operating costs
• Simple to operate • Simple design and short installation time
Call or mail us for full details on these machines.
MTM®
SHEARS• VS 3010 (10mm x 3000mm Variable Rake CNC)• SBT 3006 (6mm x 3000mm Swing Beam CNC)• MS 1303 (3mm x 1,300mm) Mechanical)
IRON WORKER• IW 45 (45 Ton Single Cylinder)• IW55/110 BTD (55 Ton Double Cylinder with deep throat)• IW80/150 BTD (55 Ton Double Cylinder with deep throat)
Local: 08600 DURMA (38762)International: +27 11 865 [email protected] | Byron 083 231 1955 | www.durma.co.za
PLATE ROLLING MACHINE• MRB-S 1506 (6mm x 1500mm Asymmetrical Mechanical)• MRB 1204 (4mm x 1200mm Asymmetrical Mechanical)
BANDSAW• DCB-S 360 (Ø 360 Semi-Automatic with turn table)• DCB-S 560 (Ø 560 Semi-Automatic with turn table)
SECTION ROLLERS• PBH 60 (60mm Shaft Diameter Profile Bender)
ADS PRESS BRAKES
BANDSAW SECTION ROLLERSSECTION ROLLERSSECTION ROLLERS
Fast, stronger, accurate with new design
All in stock(Subject to prior sale)
THE FUTURE IS FORMED BY OUR MACHINES
PLASMAS
PLASMA & LASER CUTTING CONSUMABLES
PRESS BRAKE TOOLING PLASMA CUTTING SYSTEMS & CONSUMABLES
COMPRESSORS
Authorized Partner
• PBH 60 (60mm Shaft Diameter Profile Bender)
SECTION ROLLERSSECTION ROLLERS• PBH 60 (60mm Shaft Diameter Profile Bender)
SECTION ROLLERS
COMPRESSOR
FIBER LASERS
Simple, inexpensive, compact
• Variety of materials• Enhanced productivity in thin sheets • Low investment and operating costs
• Simple to operate • Simple design and short installation time

Machine Tool Market – July/August 20168
Sawing
TUBES, SHEETS, INGOTS – THE RIGHT ALUMINIUM SAW FOR EVERY APPLICATION
The KASTOalu range comprises a number of floor-standing circular saws for use in workshops. They are especially suitable for aluminium, other light metals and plastics. Their high-performance carbide saw blades have trapezoidal flat teeth with a positive cutting angle, ensuring perfect results even at low cutting pressures. Users have a choice of saw blades with different numbers of teeth depending on the panel and plate thickness. This allows the creation of reproducibly precise, burr-free cut parts. Less work is required for reworking, and the parts can be further processed or installed right away.
The KASTOalu range includes the semi-automatic models E 12 / U 12, U 14 and U 20, which cover a cutting range from 100 to 200 millimetres (for tubes and profiles), as well as the fully automatic, numerically controlled KASTOalu A 13 with a cutting range of 100 millimetres (for tubes and profiles). The semi-automatic saws are capable of straight and mitre cuts with an increment-free mitre angle between ±45° and ±90° depending on the machine. The KASTOalu A 13, in contrast, is suitable only for straight cuts. All models have a hydropneumatic, infinitely adjustable saw feed plus pneumatic horizontal and vertical clamping elements. An efficient micro-spray lubrication system, an integrated air gun and a connecting sleeve for installing
a chip suction unit is supplied as standard. Various roller tracks and measuring systems are available optionally.
KASTO developed its KASTOspeed M line for low-cost, high-volume cutting of aluminium, copper and brass. This circular saw is available in two versions, with a cutting range of up to 90 millimetres or up to 152 millimetres (round stock). The robust machine construction with an obliquely meshing spur gear mechanism, combined with a hydraulically damped measuring stop and a bar pusher that can be moved rapidly into position, ensures precision cutting and very high output. Depending on the application, high-speed steel, carbide tipped or PCD saw blades are used. Material feeding and sorting can be adapted to customers’ requirements by means of a well-designed modular system.
The KASTOtec M series provides a quick, economical solution for all common aluminium materials up to a diameter of 830 millimetres (round). A spindle-driven material advance slide exactly positions the material to be sawn. Precision-balanced drive elements permit very high cutting speeds in combination with smooth running that is kind to the tools. Specially designed blade guides support the tool and form short chips that are easy
Aluminium is used for a wide range of purposes in construction, including façades, blinds and window elements. But it has applications in many other areas of manufacturing as well – ships, aircraft, motor vehicles, machines and household goods. When it comes to machining of aluminium, numerous companies rely on the sawing technology of KASTO. The company, which is a leader in sawing and storage of bar stock and sheet metal, offers a comprehensive range of machinery specially designed for aluminium and other light metals.
T h e sem i- autom atic m itre- cutting circular saw ing m ach ines in th e K AS T O alu U line are especially g ood for cutting tubes and
profiles to length.
T h e K AS T O speed M line w as dev eloped for low - cost, h ig h - v olum e cutting of
aluminium, copper and brass.
The KASTO portfolio includes a wide selection of machines in all sizes, from semi-automatic floor-standing circular saws for workshops to gantry-type band sawing machines for aluminium mills. KASTO, based in Achern, Germany, offers dependable and efficient solutions for sawing tubes, profiles and solid materials as well as sheets, plates, ingots and castings. The range includes versatile multipurpose saws for various materials plus saws that are optimized for machining aluminium.
Owing to aluminium’s special characteristics, the rules for sawing differ from those for other materials such as steel. Cutting speeds must be higher and cutting forces lower. To ensure clean, exact cuts, it is especially important to have an optimum cutting geometry along with good lubrication and cooling. Chips can easily cause problems owing to the high speeds and must be removed in an effective manner. Users who saw aluminium on a regular basis are therefore advised to purchase a machine that is specially designed for this purpose. Cont. on page 10 �

RETECON (Pty) Ltd
PRODUCTIVITY | RELIABILITY | QUALITYContact Marc
Tel: 011 976 8600 | Fax: 011 394 [email protected] | www.retecon.co.za
Cape Town: 021 555 2270/1 | Port Elizabeth: 041 453 2720 | Durban: 031 701 8149
Economic sawing and storing
of metalNo compromises
Small and versatile, up to 260 mm cutting capacity
Large production and plate saws
Storage systems for bar and sheetsStorage systems for bar and sheets
Small and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacitySmall and versatile, up to 260 mm cutting capacity
Large production and plate saws

Machine Tool Market – July/August 201610
Sawingto dispose of. The KASTOtec M also has a self-explanatory control system with a clearly structured interface that makes operation much easier and reduces set-up times.
The KASTOvertical M is the ideal machine for efficient sawing of small aluminium ingots, plates, castings and test strips with a maximum height of 600 millimetres and a length of up to 1,250 millimetres. A moveable material support table ensures quick, safe handling of stock. Precision-balanced drive elements and specially designed blade guides permit cutting speeds of up to 100 meters per minute and high cutting performance, while ensuring a smooth sawing process with minimal tool wear and an optimal operational lifetime. The bandwheel housing is designed to optimize the path of flying chips to a suction device. The cutting speed and feed rate are continuously adjustable, and the KASTO BasicControl system with colour touchscreen makes operation easy.
For material with large dimensions, KASTOmaxcut is the product of choice. This gantry-type band sawing machine is suitable for fully automatic sawing of aluminium plates with a thickness of six to 2,000 millimetres. Depending on the version, the KASTOmaxcut can handle ingots with cross-sections of up to 2,200 x 850 millimetres and lengths
of up to 4,100 millimetres. Its heavy-duty design makes it suitable for medium-scale to very-large-scale production. The cutting speed is continuously variable from 300 to 3,000 metres per minute. Nevertheless, the saw runs very quietly and without vibration. The KASTOmaxcut can be operated with both bimetallic and carbide blades.
T h e K AS T O v ertical M is perfect for efficient
saw ing of sm all alum inium ing ots,
plates, casting s and test strips.
T h e K AS T O m ax cut g antry- type band saw ing m ach ine is suitable for fully autom atic sawing of aluminium plates with a thickness of six to 2,000 millimetres.
� Cont. from page 8
This heavy-duty machine is used in aluminium mills and other facilities. For example, Gleich Aluminiumwerke Germany, uses the saw to manufacture aluminium plates from ingots measuring 2,000 x 4,000 x 800 millimetres. The company supplies customers in the mechanical engineering, tool-making, aerospace, automotive and construction industries. The machine has significantly increased saw blade lives and reduced downtimes, at the same time offering a high cutting precision. Moreover, thanks to fully automatic operation the company was able to increase its production while maintaining consistently high quality. The KASTOmaxcut is equipped with strong roller tracks and transverse conveyors plus a vacuum transfer unit to handle the ingots, which can weigh up to 15 tonnes.
T h e K AS T O tec M band saw is a quick , econom ical solution for all com m on alum inium m aterials up to a diam eter
of 830 millimetres.
For more information, please contact Retecon –
Tel: (011) 976-8600.
From machinery and equipment fi nance to cash fl ow requirements, our complete offering of solutions and expertise focuses on making a real difference to the success of your business. Let us be your partner for growth on this continent we call home.
*Terms and conditions apply.
standardbank.co.za/business
“What can I do to make my manufacturing
business go forward?”“Talk to us.”
Authorised fi nancial services and registered credit provider (NCRCP15).The Standard Bank of South Africa Limited (Reg. No. 1962/000738/06). Moving Forward is a trademark of The Standard Bank of South Africa Limited SBSA 213213 06/16.

Machine Tool Market – July/August 201612
Sawing
HIGH-PERFORMANCE CIRCULAR SAW WITH OUTSTANDING AUTOMATION POTENTIAL
Whether in press shops or forging plants, at manufacturers of fittings or electrical parts, at steel stockholders or automotive industry suppliers – in countless industries, there is a demand for sawing solutions that combine high cutting performance with efficiency and precision. With its KASTOspeed range of products, the sawing specialist KASTO has just such a solution in its portfolio – the high-performance automatic circular saws have been specially designed for economic series production and excel thanks to their reliability and excellent results, even during continuous operations. By means of the KASTOsort robot interface they can easily be integrated in a controlled, end-to-end material flow.
KASTOspeed is available in two variants, for sawing steel or non-ferrous metals. Furthermore, users can choose between two sizes, with a cutting range of 90 or 153 millimetres (for round materials). The automatic circular saws help minimize cycle times and make it possible to produce millions of high precision cut parts every year when operated for two or three shifts per day. Thanks to its outstanding reliability and precision in continuous operation, KASTOspeed is one of the most frequently purchased high-volume circular saws in the world.
Depending on ease of machining of material and production requirements, HSS full steel or disposable carbide saw blades are used on the KASTOspeed. The right cutting speed can be selected for each job. Optimum posi-
tioning of the saw drive and the four-point workpiece clamping arrangement enable an extremely short saw stroke. Robust machine construction with helical gearbox, combined with a hydraulically damped measuring stop and a bar pusher that can be moved rapidly into position, permits accurate cutting and very high output.
KASTOspeed offers many different ways of improving efficiency. The KASTOsort robot interface makes it possible to automate upstream and downstream production processes and integrate these in a controlled, end-to-end material flow that includes the sawing operation itself. Industrial robots are able to remove cut parts automatically and accomplish numerous other tasks, from deburring and chamfering, through centring, tapping, marking and printing and on to sorting, stacking and picking. This robot-saw solution can be further integrated with a container management or driverless transport system.
Depending on customers’ requirements, KASTO integrates the robot controller into the saw controller, its own KASTOlogic Warehouse Management System or an existing ERP system. As a result, users can control and monitor all processes over a single interface and benefit from a perfectly harmonized process chain. A number of different magazine variants are available to allow large quantities of raw material to be stored upstream of the machine. This means that companies can run the system fully unattended even for long periods of time.
For more information, please contact Retecon – Tel: (011) 976-8600.
T h e h ig h - perform ance autom atic circular saw K AS T O speed h as been specially
designed for economic series production.
T h e K AS T O sort robot interface allow s autom ation of upstream and dow nstream
production processes and th eir integ ration into a controlled, end-to-end material flow.
I ndustrial robots are able to rem ov e th e cut parts autom atically and accom plish num erous oth er task s, from deburring and ch am fering , th roug h centring , tapping , m ark ing and printing
and on to sorting, stacking and picking.
D epending on custom ers’ requirem ents, K AS T O integ rates th e robot controller into
th e saw controller, its ow n K AS T O log ic Wareh ouse M anag em ent S ystem or an
existing ERP system.
Lifting and Transport Equipment
THE PERFECT SOLUTION
Tel: (011) 678-0092WAK TRADING (PTY) LTDGround Floor Fairland House, 193 Smit Street, Fairland 2195E-mail: [email protected]
Simple and safe operation, standard range for loads up to 100 metric tons, special designs for specific lifting and transport problems made to order, sturdy castors for any application, adjustable and steerable
castor - trolleys for transport in workshop facilities, revolving transport trolleys.
QUALITY‘MADE IN
GERMANY’
Our strength: more ideas...

Machine Tool Market – July/August 201614
SawingKKS 463 NA FULLY-AUTOMATIC UNIVERSAL CIRCULAR MITRE SAWThe KKS 463 NA, fully automatic circular sawing machine is the jewel of the KALTENBACH KKS NA model series and, like its range siblings, a truly universal solution. For all automatic applications, whether performing straight or mitre cuts, with fewer staff or fully unmanned, KALTENBACH have the right solution to meet our customer demands.
The KKS 463 NA is specifically designed for applications involving the sawing of tubes, profiles and solid materials. The machine is able to cut flat sections, angles, solids, rectangular and round tubes, closed and open profiles with the ultimate process efficiency and reliability. Incoming stock is fed and cut at pre-programmed lengths and angles. Finished pieces are distributed to and ejected from programmed discharge positions, all fully automatic and achieved without the intervention of an operator.
A key advantage of the KKS 463 NA is the ability to execute multiple cutting operations on both incoming and outgoing pieces, with the vertical clamping device adjusting automatically for mitre cuts, allowing optimal material clamping and short remnant lengths, typically less than 15mm.
All KALTENBACH Universal Circular Saws are available with an array of options for material input and removal, including auto-matic sorting devices and magazines for material loading and pre-storage. Especially popular with many customers is the addition of an inkjet printing unit, integrated into the KKS 463 NA. This provides a user-friendly marking system for the identification of finished pieces, whilst still in the machine and without affecting process time, eliminating further operations downstream.
Modular and flexible – the primary require-ment of our materials handling options. At inception, requirements and constraints of the customer form a key part of the KALTEN-BACH consultation process. Available space, material flow routes, process direction, upstream and downstream processes are all taken into consideration, ensuring that the customer is delivered the most optimum solution for their production demands.
The KALTENBACH KKS 463 NA is available in four different versions for material handling and flow.
Material loading magazines
The KKS 463 NA is available with a choice of flat, inclined or bundle input magazine systems. The magazine forms part of the machine’s material feed system, automatically bringing incoming materials to the cutting area. Cut pieces are automatically distributed to pre-adjustable positions, waste pieces, trim cuts and remnants are ejected automatically without any operator involvement.
The magazine variants are summarised as flat magazine – for round and square materials, profiles and special sections,
inclined magazine – for round and square materials only, such as tubes and solids and bundle magazine – for round and square materials loaded as a bundle.
“We want to offer our customers not just a saw, but rather a complete solution – compe-tent and reliable system consultancy is an integral element in all of our machines”, explains Rene Eger, Head of Sales – Universal Sawing Machines. “We prepare detailed floor plans. These are prepared individually for each customer, to offer a tailor-made solution suiting their specific application and requirements. Together with the costumer, we discuss possible layout variants and thus we match the sawing equipment to the local conditions of each process environment. The highest flexibility is obviously provided via a flat material input magazine. With this, almost all profile forms can be loaded. As a special advantage, sawn bars can be automatically sent back to the magazine via a remnant return. The magazine can be loaded with different profile dimensions at the same time. We would always recommend a bundle magazine to our customers when large quantities of the same bar need to be cut, in this case the material can be loaded to the magazine in full bundles. Finally an inclined magazine provides the advantage of fast and easy loading. This is especially suitable for round and square materials.”
Optional removal unit
Alongside the different infeed magazine variants KALTENBACH also offer a range of solutions for material removal. These include tipping roll rail – this permits discharge positions to be adjusted flexibly via a “teach-in” mode, section cross distributor – provides automatic sorting of sections to positions in front of and behind the outfeed transport rollerway and automatically lowering collection units for the full support of completed sections from saw level to a collection height.
Afforadable Laser Cutting Machines
144 Lamp Road, Wadeville 1428 Tel: (011) 824-0387 (011) 869-2453
Contacts:Malcolm Moriarty - 072 834 3164 www.metalchipmachinery.co.za
SF2513 F 300/500W Fibre Laser Cutting Machine3015G - 750W, 1000W, 1200W, 1500W
LM3015H 3kWFibre Laser
E-mail: [email protected]
3015G3015G3015G

Machine Tool Market – July/August 2016 15
Sawing
New vertical drill axis for the KKS 463 NA – KDV
The fully-automatic KKS 463 NA is suitable for those customers that aspire to the highest possible level of automation for their workflow. Often however, sawn pieces are subjected to further processing operations to add holes through downstream processes, after cutting and sorting. The KALTENBACH KDV Drilling Machine for the KKS 463 NA greatly speeds up this process by including the drilling operation on the saw.
The KDV is installed ahead of the machine infeed area and has a horizontal vice, a material supply gripper and a driven roller conveyor. The KDV is equipped with a vertical drill spindle, driven by a fast and precisely controlled servo motor and ball screw feed, providing high tolerance and excellent performance. The KDV Drill has a quick change tooling system, equipped with a standard MK3 chuck insert. Tool changes are simple, effective and fast. All drill swarf falls into a chip container, designed for easy and swift removal and emptying.
“Our machines and all components are fully produced at the KALTENBACH plant and company headquarters in Lörrach, Germany. The full process of design, development, engineering, construction and assembly is undertaken there, allowing us to confidently
claim Made In Germany for our machine models,” says Eger.
“In 2012 we celebrated the 125th anniversary of KALTENBACH. Our heritage over this period provides us with strong roots and core values – stability, performance and power in every aspect of what we do uncompromising customer orientation, awareness of our values, quality and future focus,” he concludes.
For more information, please contact Metal Chip Machinery – Tel: (011) 869 2453 or +27(0)72 834 3164.
Afforadable Laser Cutting Machines
144 Lamp Road, Wadeville 1428 Tel: (011) 824-0387 (011) 869-2453
Contacts:Malcolm Moriarty - 072 834 3164 www.metalchipmachinery.co.za
SF2513 F 300/500W Fibre Laser Cutting Machine3015G - 750W, 1000W, 1200W, 1500W
LM3015H 3kWFibre Laser
E-mail: [email protected]
3015G3015G3015G

Machine Tool Market – July/August 201616
Sawing
AMADA – ON THE CUTTING-EDGE OF BANDSAW TECHNOLOGY
The history of Amada cutting-edge bandsaw technology dates back to 1946; ever since our goals have been to provide customers with increased productivity and reliability. While technology evolved, we embraced CNC automation as a core strength, thus improving throughput. Today we are uniquely positioned to help customers expand production capabilities and growing their business.
No two customers’ needs are exactly alike. Finding the right solution means thoroughly understanding objectives and configuring a solution that matches them precisely. Our engineers have decades of industry experience which promote achieving specified goals with a process that fits and enhances a customer’s work flow.
From the early beginnings of bandsaw machinery produced by Amada, (many of which are still running today), Amada has strived to offer machines that not only meet customers’ needs, but exceed them by offering features that were once considered impossible.
The technology of the bandsaw demonstrates the ability and limitations of the blade. As blades advance in technology, so do the machines utilizing them. Amada, as a proud manufacturer of both the machines and the blades, continues to research these developments and incorporates customer feedback to produce constantly evolving solutions.
Amada supplies bandsaw machinery and blades, such as the HK / HD series for mitre cutting, the semi-automatic H series, fully automatic HA / HFA series and the VM vertical series. The latest bandsaw technology is reflected in models such as the Dynasaw 430, the PCSAW with pulse cutting technology and CMB high speed circular saws.
Some features include out of square cutting detection, motion detectors to monitor the blade for jamming or breakage while cutting and quick approach arms. Add to this no work limit switches and work lights, hydraulic blade tensioning, variable blade speed control, vice pressure control units and positively driven wire brushes. 9 times feed for cutting long lengths and cut-off counters
ensure the correct number of cuts. All these features, assist semi-skilled workers in the operation of the machines.
Certain models can be left to run unmanned on larger batch runs, thus allowing staff to do other important jobs at the same time. Take-up conveyors and tripod stands are available making material handling simple during the loading and cutting process.
Models available start with the entry level of 250mm capacity, which are highly popular and favourably priced. With larger steel suppliers all utilizing Amada bandsaws daily, testimony is given to their accuracy, reliability and longevity. Cutting accuracies are obtained right down to 0,2mm. With such accuracies, the need for secondary machining processes is greatly reduced and in some cases eliminated.
The latest additions to the Amada bandsaw range is the PCSAW, with either single pulse cutting action or double pulse cutting action. The PCSAW series is designed to offer high cutting rates, high precision, low noise and long blade life.
Vibration has always been an unwanted characteristic of metal sawing when cutting too fast. It leads to decreased blade life, noise and uneven or inaccurate cutting. By introducing a controlled pulsating motion to the blade through either an induction motor or a servo motor, all unwanted vibrations are eliminated and most efficient metal cutting is achieved. Blade temperature is reduced considerably during the process, and this together with positive chip removal through a twin wire brush system and a large area chip conveyor all enhance blade life and reduce running costs. All PCSAW bandsaws are operated through the on-board user-friendly CNC control.
The Dynasaw 430 CNC, a high performance dynamic bandsaw, offers increased productivity, user-friendly controls and has been designed with ecology in mind. The machine has a highly rigid frame for stability and accuracy, including a CNC control which offers three cut control settings, eco-mode, standard-mode and power-mode.
With a longer feed rate of 700mm and shorter remnant length of 35mm, the yield out of every bar is improved. Features include a chip flusher, burr remover and weight and balance measuring of remnant material.
Circular sawing machines are the optimal
By Barry Page
Cont. on page 18 �

Wessels Plant Hire (WPH), a tool and equipment hire business in Botswana, approached FNB about their growth and expansion plan. After some in-depth meetings and consideration of all the possibilities, FNB decided to introduce WPH to Coastal Hire. Coastal Hire is South Africa’s largest equipment hire company with over 80 stores trading nationwide and in Southern Africa.
After WPH and Coastal Hire met, the idea of a franchise was born. Joining a successful brand meant that WPH would have access to a whole new world of benefits including advertising, economiesof scale in purchasing and developed training systems in and out of the borders of South Africa.
For Coastal Hire, this deal meant that they had an instant presence in Botswana with 6 co-branded stores. With FNB’s help, both WPH and Coastal Hire were able to expand their businesses and mutually benefit. We pride ourselves on being able to help businesses grow through our innovative banking solutions for both franchisors and franchisees.
Get more bank. Do more business.
the right tools to grow.
Giving a tool hire company
For all your Franchising requirements contact, Riaan Fouche on 082 334 8904 or email [email protected] more information on our business banking solutions, contact us on 087 575 9479 or email [email protected]
First National Bank - a division of FirstRand Bank Limited. An Authorised Financial Services and Credit Provider (NCRCP20).
WESSELS PLANT HIRE

Machine Tool Market – July/August 201618
Sawingtechnology for realizing reduction in cycle time and high-precision cutting needed for steel bar cutting at high speed. An automatic loading table for continued cutting operation is supported by a CNC powered cut-in control for ease of operation. In perfecting functionality of these machines, Amada has developed a unique carbide tip circular blade that cuts cleanly, generating virtually no burrs.
A full range of bi-metal bandsaw blades are produced by Amada to compliment machine technology. As mentioned previously, a bandsaw demonstrates the ability and limitations of a blade. This means that a machine is only as good as the blade being used. Amada blades have earned the reputation of extreme reliability and longevity. All blades are manufactured in Japan to the most stringent quality standards and utilizing the latest in electron beam welding methods. These measures ensure that premature blade breakage is almost unheard of. The comprehensive range of blades available is tailor-made for all types of cutting conditions on all types of steels and profiles.
Robustness of Amada machinery, combined with longevity of Amada blades and a highly dedicated backup policy provide Amada customers, with total peace of mind.
Features:
Model 330A: Capacity 90° round 330mm, rectangle 330mm x 480mm / 225mm x 530mm, capacity 45° round 255mm, rectangle 280mm x 255mm, blade size 34mm x 1.1mm x 4100mm, blade speeds (belt change) 28/40/56/78 mpm, motor 3 hp, net weight 600kg, tool box, material stopper, machine manual.
Model 250A: Capacity 90° round 250mm, rectangle 250mm x 415mm / 200mm x 450mm, capacity 45° round 190mm, rectangle 250mm x 190mm, blade size 27mm x 0.9mm x 3300mm, blade speeds step pulley 25-71 mpm, motor 2 hp, net weight 320kg, tool box, material stopper, blade speeds (belt) machine manual.
Model 918S: Capacity 90° round 225mm, rectangle 225mm x 430mm, capacity 45° round 225mm, rectangle 225mm x 295mm, blade size 27mm x 0.9mm x 3345mm, blade speeds (belt change) 82~259 mpm, motor 2 hp, net weight 420kg, swivelling saw-bow, variable speed, machine manual.
Model 916A: Capacity 90° round 225mm, rectangle 225mm x 340mm, capacity 45° round 165mm, rectangle 225mm x 165mm, blade size 27mm x 0.9mm x 3035mm, blade speeds (belt change) 25/40/51/71 mpm – motor 1½ hp, net weight 300kg, tool box, material stopper, machine manual.
Model 712A1: Capacity 90° round 180mm, rectangle 180mm x 280mm / 65mm x 300mm, capacity 45° round 110mm, rectangle 180mm x 110mm, blade size 19mm x 0.9mm x 2360mm, blade speeds (belt change) 23/33/45/ 65 mpm, motor 1 hp, net weight 130kg, tool box, material stopper, machine manual.
Harp Waytrain horizontal bandsaws are manufactured in Taiwan. The company was established in 1983, and is well known for producing high quality machines. Sizes range from 180mm diameter cutting capacity, up to 330mm diameter. Rigidly constructed, with great attention to detail, these saws are ideal for all engineering companies. Harp Waytrain horizontal bandsaws combine quality, reliability and affordability. Five models are available ex-stock, such as the UE-712A, UE916A, UE-250, UE918S and the UE-330. All machines are complete with coolant systems, blade tension control and electrics 380V/3/60.
For more information, please contact Harp Machine Tools – Tel: (011) 918-5138.
For more information, please contact Amada –
Tel: (011) 453-5459.
� Cont. from page 16
HARP WAYTRAIN HORIZONTAL BANDSAWS
H arp Waytrain H orizo ntal Bandsaw , Model 330A.
MTM®
• - • - • • S • P •
Monday-Thursday 08:00-17:00 • Friday 08:00-14:00 Saturday by appointment
www.harp.co.zae-mail: [email protected] FACILITIES AVAILABLE - ONLY 24 HOURS FOR APPROVAL
Harp Quality never lets you down
Monday-Thursday 08:00-17:00 • Friday 08:00-14:00
Harp Machine Tools
HARP WAYTRAIN HORIZONTAL BANDSAW Models: UE330A / UE250V / UE918S /
UE916A / UE712A1
HARP SMTCL DOUBLE COLUMN HORIZONTAL BANDSAW
Models: DBS280 / DBS350
HARP SMTCL DOUBLE COLUMN HARP SMTCL DOUBLE COLUMN HORIZONTAL BANDSAWHORIZONTAL BANDSAW
HARP SMTCL DOUBLE COLUMN HARP SMTCL DOUBLE COLUMN
HARP SMTCL DOUBLE COLUMN HORIZONTAL BANDSAW
Model: DBS1000
never never lets you downlets you downlets you downlets you downlets you downlets you down
HARP SMTCL DOUBLE HARP SMTCL DOUBLE HARP SMTCL DOUBLE
HARP TOPTECH CIRCULAR METAL
BANDSAWSMANUAL AND
SEMI-AUTOMATIC Models: CS315 / CS350
/ CS315SA / CS350SA
HARP SMTCL FULLY AUTOMATIC DOUBLE COLUMN
HORIZONTAL BANDSAW Models: DBS280NC / DBS350NC

Machine Tool Market – July/August 201620
SawingEVERISING, NEW TECHNOLOGY FOR FAST EFFICIENT RESULTSFirst Cut introduced Everising’s comprehensive range of bandsaw machines because of its offering of maximum productivity at minimum cost.
A specialist in medium to large bandsaws since 1982, Everising derives its techno-logical innovation from customer requests.
“This is very much in line with the First Cut philosophy of finding niche solutions to customer application requirements in order to provide long-term sustainability and productivity, while at the same time reducing maintenance and downtime,” says First Cut Director Steve Van Wyk.
“Everising bandsaw and circular sawing machines are ISO accredited and among the finest in the world, renowned for their extraordinary rigidity and accuracy, while exhibiting the most advanced cutting tool technology,” says Van Wyk.
The E530 high speed metal cutting bandsaw machine is a high capacity machine geared up for efficiency, while its high-speed cutting capabilities are guaranteed to improve productivity and output levels even on tough materials. “This machine has been successfully installed recently at one of First Cuts customers and with the new technology carbide bandsaw blades it is achieving a cut of 17 minutes for a diameter of 508mm. A smaller E460 will be released at the end of 2014,” says Van Wyk.
The P-series CNC machines are equipped with some outstanding features, such as automatic loading tables which support a large number of work-pieces. This allows for automatic feeding of bar stock during cutting operations, resulting in continuous output.
The P-series has a user friendly touch screen with clear graphics. All the cutting parameters
are represented on the controller which includes a self-diagnostic function for on-screen troubleshooting, in order to detect and resolve problems immediately.
First Cut recently installed the new and improved P100 at one of its customers who required minimum wastage and faster cutting time. A third vise which achieved a 15mm remnant piece and an indexing capability of 1000mm was added.
The P-Series range includes 50mm, 75mm, 100mm, 150mm and 180mm and the evolved and uniquely adapted P-230B can cut up to an impressive 230mm in diameter. In addition to reliability and affordability, the Everising P-230B Series CNC cutting machine brings a new level of speed and accuracy to the user. There are P-Series machines for steel as well as the PAL Series machine for cutting aluminium.
“With our national footprint First Cut offers fast reliable deliveries, installation and training. Our overseas trained technical department is responsible for installing, servicing and maintaining all machines offered by First Cut. Our call center is available to assist with queries, booking of services and scheduling maintenance contracts. We have full spares back up for all machines,” says Van Wyk.
First Cut has invested in popular machines over the past few months and can now boast an impressive stock level with high-in-demand machines ready for delivery. These machines include the smaller UE712 and 916, the BS250 range of manual and semi-automatics and semi-automatics from 300 to 700mm. Also available is the HSS circular range of machines from C275 to C370 and the full range of fully automatic machines from 250 to 560mm.
For more information, contact First Cut – Tel: (011) 614-1112.

8262 - MACHINE TOOLS AFRICA 2017 FP AD MTM_PATHS.indd 1 2015/09/14 4:02 PM

Machine Tool Market – July/August 201622
Sawing
STARRETT VERSATIX MP – NEW TOOTH DESIGN RAISES THE BAR IN CUTTING STRUCTURAL STEELSDeveloped and tested by Starrett with a patent application pending, Versatix MP bandsaw blades set new standards in cutting structural steels, sections, tubes and small solids. The new tooth design ensures that the blades can easily handle the stock loading conditions associated with intermittent cutting.
New tooth design significantly increases tooth strength and reduces stripping. The perfect choice for cutting sections, structural, tubes and small solids. Ideal for use on manual ‘pull down’ bandsaw machines where uncontrolled feed rates can overload the teeth of a standard blade. Triple-tempered, high-speed M-42 cobalt steel teeth are combined with a fatigue-resistant alloy steel backing strip.
The L.S. Starrett Company has recently launched a mobile version of its popular PowerCalc bandsaw selection tool, developed to help with the selection of the correct bandsaw blade for any specific metal cutting application and also provide guidance on the correct blade size for a huge range of popular bandsaw machines. Free to download and use from the Starrett website, the original PowerCalc software is easy to install and runs on any Windows-based computer device. Now, the free PowerCalc app has been developed to work on mobile device technology, including handsets operating Apple, Android, Windows and BlackBerry operating systems.
A spokesman for local Starrett agent First Cut explains whichever version of PowerCalc is used the data required by the software is straightforward and very user friendly.
“It requires the composition of the material to be cut to determine the hardness. From a simple table the shape and size of the raw material to be cut is selected and the details regarding any bundling are input, along with the bandsaw machine being used
and if it is a cooled cut or not. This allows the software to determine the optimum blade type that should be used as well as the blade dimensions,” he says.
As well as the Starrett bandsaw blade, the software will also display the recommended operating information relating to the number of break-in cuts, cooling recommendations, and cutting time and speeds under both break-in and normal conditions.
“Starrett produces a wide range of bi-metal and carbide bandsaw blades that offer exceptional cutting performance and extended blade life. Choosing the right blade for the job and applying the correct blade speed and feed rate are really important factors and will directly influence the performance and life of the blade. The PowerCalc software, used on a desktop PC or mobile device, takes the stress and strain out of blade selection and application cutting data,” he explains.
PowerCalc is available as a free download from the Apple App store for iPhone and iPad, Google Play for Android devices, Windows Store and Blackberry World.
For more information, contact First Cut – Tel: (011) 614-1112.
STARRETT SAW BLADE TECHNOLOGY GETS MOBILE
For more information, contact First Cut – Tel: (011) 614-1112.
STARRETT INTENSS™ PRO – OPTIMUM CUTTING EFFICIENCY IN HIGH-PRODUCTION APPLICATIONSIntenss PRO bandsaw blades are ideal for production cutting operations across a wide range of metals. They feature a tooth design with positive rake angle and variable pitch for optimal cutting efficiency in sustained, high-production applications.
The blade is ideal for production cutting of steels up to 45HRc, tool and stainless steels, nickel-based and non-ferrous alloys. It boasts easy material penetration, excellent chip clearance, reduced noise levels and high-quality surface finish for faster and straighter cuts.
Intenss PRO is made with triple-tempered, high-speed M-42 cobalt steel teeth combined with a fatigue-resistant alloy steel backing strip. It has a complete line with a wide range of widths and pitches to suit a wide variety of cutting needs. Its unique tooth geometry provides intense production cutting in ferrous and non-ferrous metals. It is ideal for production cutting across a wide range of metals, for solids and thick wall tubes.
For more information, contact First Cut – Tel: (011) 614-1112.
T H E S M A R T C H O I C ES T E E L ( P T Y ) L T DSSS T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y ) L L L L L L L T DT DT DT DT DHEUNIS Cnr. Pinnnacle Rock & Van der Hoff, Kirkney, Ext. 12
Tel: (012) 372 0021 | Fax: 012 372 0033E-mail: [email protected]
Website: www.heunis.co.za
R250 000.00 excluding VAT. Transport excluded.
FOR SALE
R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT.
8.5 Corrugated Roofsheeting
machine + Guillotine
and plc.
For further information please contact Johan Muller on 082 351 2134
T H ET H ESSSSSHHH
Gardner Denver Compressor.
R150 000.00 excluding VAT.
Transport excluded.
Specifications:Model VS45Year: 2008Max Press: 13 barCapacity: 7,85 m3/minWeight: 1450 KgPower: 51 KwEl Supply: 380/440-50 V/HzCurrent: 83 ARPD: 3292
Spec
ial P
urpo
se M
achi
nery
!
PO Box 741, Isando 1600 Cnr Nuwejaarsvoël & Element Roads, Chloorkop Ext. 1, Kempton Park
Tel: (011) 976-5570 Fax: 086 503-7256 Cell: 083 626 6216 Graham Pike
Visit our website: http://www.apdesign.co.za e-mail [email protected]
35 Years'Service to the
Industry
30 To 1000 Ton30 To 1000 Ton
HYDRAULIC PRESSES
35 Years'
Adjustable multi-spindle heads
CRADLE LEVELLER
Drilling up to 40mm
MILLING/DRILLING
MACHINING CENTRE
All units with mounting No Columns and clamps
required
• Servo Roll Feeders• Cut To Length Lines .4 To 8mm• Flying Shear• Pay Off & Recoil Equipment• Steel Strip Straightening Machines• PLC & Microprocessor Control• Automatic Assembly Machines • Drilling Machine • Jig & Tool
Tapping up to M30
SHAWN TECHNew Range
of Autofeed drills, tappers and rotary index
tables at unbeatable prices.
requiredrequiredrequiredrequired
Distributors for Rapid Air Products.
Strip Feeders & Electronic
Roll Feeders.
Cut to Length/Slit from 0.4 to 8mm Flying Shear
3D Design & FEA Services Inventor 2016
Strip Feeders & Strip Feeders & Electronic
Roll Feeders.
Strip Feeders & Strip Feeders & Electronic
Roll Feeders.
Strip Feeders for your press shop. Material 50 to 450mm width and length.
Machine Tool Market – July/August 2016 23
T H E S M A R T C H O I C ES T E E L ( P T Y ) L T DSSS T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y )T E E L ( P T Y ) L L L L L L L T DT DT DT DT DHEUNIS Cnr. Pinnnacle Rock & Van der Hoff, Kirkney, Ext. 12
Tel: (012) 372 0021 | Fax: 012 372 0033E-mail: [email protected]
Website: www.heunis.co.za
R250 000.00 excluding VAT. Transport excluded.
FOR SALE
R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT. R250 000.00 excluding VAT.
8.5 Corrugated Roofsheeting
machine + Guillotine
and plc.
For further information please contact Johan Muller on 082 351 2134
T H ET H ESSSSSHHH
Gardner Denver Compressor.
R150 000.00 excluding VAT.
Transport excluded.
Specifications:Model VS45Year: 2008Max Press: 13 barCapacity: 7,85 m3/minWeight: 1450 KgPower: 51 KwEl Supply: 380/440-50 V/HzCurrent: 83 ARPD: 3292
Spec
ial P
urpo
se M
achi
nery
!
PO Box 741, Isando 1600 Cnr Nuwejaarsvoël & Element Roads, Chloorkop Ext. 1, Kempton Park
Tel: (011) 976-5570 Fax: 086 503-7256 Cell: 083 626 6216 Graham Pike
Visit our website: http://www.apdesign.co.za e-mail [email protected]
35 Years'Service to the
Industry
30 To 1000 Ton30 To 1000 Ton
HYDRAULIC PRESSES
35 Years'
Adjustable multi-spindle heads
CRADLE LEVELLER
Drilling up to 40mm
MILLING/DRILLING
MACHINING CENTRE
All units with mounting No Columns and clamps
required
• Servo Roll Feeders• Cut To Length Lines .4 To 8mm• Flying Shear• Pay Off & Recoil Equipment• Steel Strip Straightening Machines• PLC & Microprocessor Control• Automatic Assembly Machines • Drilling Machine • Jig & Tool
Tapping up to M30
SHAWN TECHNew Range
of Autofeed drills, tappers and rotary index
tables at unbeatable prices.
requiredrequiredrequiredrequired
Distributors for Rapid Air Products.
Strip Feeders & Electronic
Roll Feeders.
Cut to Length/Slit from 0.4 to 8mm Flying Shear
3D Design & FEA Services Inventor 2016
Strip Feeders & Strip Feeders & Electronic
Roll Feeders.
Strip Feeders & Strip Feeders & Electronic
Roll Feeders.
Strip Feeders for your press shop. Material 50 to 450mm width and length.

Machine Tool Market – July/August 201624
TUBE CUTTING WITH CHAMFERING AND DEBURRING SYSTEM AUTOMATION CELLS
SOCO offers solutions for chamfering and deburring after cutting.
S A- 7 8 N C E C utting H ig h lig h t BD B- 7 0 H ig h lig h t
The SA-78NCE high tensile steel tube cutting line together with the DEF-FA/76-V chamfering system can connect to the SOCO BDB-70 deburring system by an automation cell, covering loading, cutting, end-finishing, washing, length measuring and stacking.
Cutting lines with deburring system
In general, the deburring method has been more widely used within the tubing industry. Using wire brushes, the operator can easily remove the burrs at the end of the tubes through manual and automatic systems and for single or double tube ends.
The brushes are able to reach the entire surface, both internal and external through different movements that are perpendicular to the tube, as well as remove burrs on the face of the tube. Variations of this process may include different types of brushes for specific applications, as caused by requirements such as deeper burr removal depths, tube material and deburring cycle time. Further automating
existing cutting processes, SOCO offers the SA-78NCE high speed cutting line together with the SOCO BDB-70 double tube ends deburring machine. This powerful combination is capable of cutting and deburring various tube shapes and profiles such as round, rectangular, square and oval tubing
Cutting lines with chamfering system
Tube chamfering usually involves a set of tooling made to size, clamping the part while the chamfering head moves in and out of the tube ends.
It is able to form an exact chamfering angle, allowing the tube to fit into other parts for future processing. It may also chamfer the external and internal parts of the tube, while creating a smoothened surface. It can also be executed with one or two sides of the tube at the same time. Since the stroke of the chamfering head may sometimes be controlled, so can the tube length after cutting and chamfering, as well as the chamfering depth. In SOCO, besides the standard functions of SA-76NC,
the SA-76NC in-line may also be a part of complete Automation Cells for tubing. The working process includes loading, feeding, cutting, chamfering, deburring , air clearing and tube collecting. It brings time saving as well as higher throughput and performance.
Co-existing solutions
Until recent years, the deburring process through wire brushes has been the preferred method due to its encompassing range and in general, it also required less set-up time. However, as production requirements changed, and through new developments in the chamfering field, the deburring systems have been gradually replaced by chamfering machines in high production environments for different reasons and needs.
Overall, both end finishing processes will continue to co-exist in the global market for different requirements and needs, but it is up to each company to decide and choose the most suitable and efficient method for their production environment.
S A- 7 8 N C E
For more information, contact: PIM – Tel: (011) 022-4648
F M - 7 6 V C h am fering and L eng th M easuring
Sawing
138 Pretoria Road, Rynfield, BenoniP.O.Box 17624, Benoni West, 1503Tel: 011 022 4648 | Fax: 086 576 8797www.industrialmachinery.co.za
DEBURRING & CHAMFERING MACHINES
TUBE BENDERS
CIRCULAR SAWING
Complete Solution for Tube and Pipe
LASER FOR TUBE
Africa Machine Tools Supplies, 20 Robertson Street, Knights Germiston
Tel: (011) 867-6321 Cell: 082 928 1327Fax: 086 692 8222 Email: [email protected]
• Top Quality • European Standards
• Backup Service • References obtainable
• Spares readily available
MEGA HydrabendHydraulic press brake
DS-H Series
MEGA HydrashearHydraulic swingbeam guillotine SBN Series
MEGA Gear Driven
Pedestal Drill
CNC & Conventional
Machines
• Baoji Centre Lathe500 & 660 swing, 1500, 2000, 3000 between
centres. 80mm & 105mm spindle bore.
• From 25mm to 50mm.
• Range from 4mm to 20mm.
• Range from 20 Ton to 400 Ton.
Welding Rotator Set - Self Aligned - Variable Speed
• From 5 Ton to300 Ton.Africa Machine Tools Supplies,
Gear Driven • Range from 4mm to 20mm.
Gear Driven • Range from 4mm to 20mm.
MEGA HydracropUniversal Iron Worker
• H-Series • 66 Ton Angle Iron 125 x 125 x 12mm • Punching 26mm dia x 16mm thickness • 90 Ton Angle Iron 140 x 140 x 12mm • Punching 30mm
dia x 20mm thickness.
MEGA HydracropUniversal
Iron Worker
• HIW Series • 45 Ton Angle Iron 100 x 100 x 10mm • Punching 22mm
dia x 15mm thickness.
• 1300mm x 3mm, 1500mm x 6mm, 2000mm x 6mm & 2500mm x 6mm.
MEGA Pinch Roller
• Baoji Centre Lathe• Baoji Centre Lathe
Africa Machine Tools Supplies,
MEGAGear Driven
Pedestal
• From 25mm to 50mm.
Gear Driven
• H-Series • 66 Ton Angle Iron 125 x 125 x 12mm • Punching 26mm dia x 16mm thickness • 90 Ton Angle Iron 140 x 140 x 12mm • Punching 30mm
• H-Series • 66 Ton Angle Iron 125 x 125 x 12mm • Punching 26mm dia x 16mm thickness • 90 Ton Angle Iron 140 x 140 x 12mm • Punching 30mm
20 Robertson Street, Knights Germiston
• Hydraulic Press, 50 Ton, 63 Ton
& 100 Ton.
• Horizontal Bandsaw 280mm, 380mm.
• Hydraulic Corner Notcher - Capacity: 4mm x 200mm.
• Hydraulic Press with press brake
tooling - Capacity: 50 Ton x 800mm.
• Hydraulic Press Brake with NC control - Capacity: 1300mm x 30
Ton, 1600mm x 30 Ton, 2000mm x 40 Ton.
• Motorized Plate Roller - Capacity: 1300mm x 3mm.
Self Aligned - Variable Speed
• Hydraulic Corner Notcher - • Hydraulic Corner Notcher -
50 Ton x 800mm.50 Ton x 800mm.
Self Aligned - Variable Speed
50 Ton x 800mm.
• Hydraulic Press
centres. 80mm & 105mm spindle bore.centres. 80mm & 105mm spindle bore.
Ton, 1600mm x 30 Ton, 2000mm x 40 Ton.
• Motorized Plate Roller - Capacity:
2000mm x 40 Ton.
• Hydraulic Press Brake with NC
• Range from 4mm to 20mm.• Range from 4mm to 20mm.• Range from 4mm to 20mm.
• Horizontal metal Band Saw - Capacity: 250mm with
miter cutting.
Machine Tool Market – July/August 2016 25
138 Pretoria Road, Rynfield, BenoniP.O.Box 17624, Benoni West, 1503Tel: 011 022 4648 | Fax: 086 576 8797www.industrialmachinery.co.za
DEBURRING & CHAMFERING MACHINES
TUBE BENDERS
CIRCULAR SAWING
Complete Solution for Tube and Pipe
LASER FOR TUBE
Africa Machine Tools Supplies, 20 Robertson Street, Knights Germiston
Tel: (011) 867-6321 Cell: 082 928 1327Fax: 086 692 8222 Email: [email protected]
• Top Quality • European Standards
• Backup Service • References obtainable
• Spares readily available
MEGA HydrabendHydraulic press brake
DS-H Series
MEGA HydrashearHydraulic swingbeam guillotine SBN Series
MEGA Gear Driven
Pedestal Drill
CNC & Conventional
Machines
• Baoji Centre Lathe500 & 660 swing, 1500, 2000, 3000 between
centres. 80mm & 105mm spindle bore.
• From 25mm to 50mm.
• Range from 4mm to 20mm.
• Range from 20 Ton to 400 Ton.
Welding Rotator Set - Self Aligned - Variable Speed
• From 5 Ton to300 Ton.Africa Machine Tools Supplies,
Gear Driven • Range from 4mm to 20mm.
Gear Driven • Range from 4mm to 20mm.
MEGA HydracropUniversal Iron Worker
• H-Series • 66 Ton Angle Iron 125 x 125 x 12mm • Punching 26mm dia x 16mm thickness • 90 Ton Angle Iron 140 x 140 x 12mm • Punching 30mm
dia x 20mm thickness.
MEGA HydracropUniversal
Iron Worker
• HIW Series • 45 Ton Angle Iron 100 x 100 x 10mm • Punching 22mm
dia x 15mm thickness.
• 1300mm x 3mm, 1500mm x 6mm, 2000mm x 6mm & 2500mm x 6mm.
MEGA Pinch Roller
• Baoji Centre Lathe• Baoji Centre Lathe
Africa Machine Tools Supplies,
MEGAGear Driven
Pedestal
• From 25mm to 50mm.
Gear Driven
• H-Series • 66 Ton Angle Iron 125 x 125 x 12mm • Punching 26mm dia x 16mm thickness • 90 Ton Angle Iron 140 x 140 x 12mm • Punching 30mm
• H-Series • 66 Ton Angle Iron 125 x 125 x 12mm • Punching 26mm dia x 16mm thickness • 90 Ton Angle Iron 140 x 140 x 12mm • Punching 30mm
20 Robertson Street, Knights Germiston
• Hydraulic Press, 50 Ton, 63 Ton
& 100 Ton.
• Horizontal Bandsaw 280mm, 380mm.
• Hydraulic Corner Notcher - Capacity: 4mm x 200mm.
• Hydraulic Press with press brake
tooling - Capacity: 50 Ton x 800mm.
• Hydraulic Press Brake with NC control - Capacity: 1300mm x 30
Ton, 1600mm x 30 Ton, 2000mm x 40 Ton.
• Motorized Plate Roller - Capacity: 1300mm x 3mm.
Self Aligned - Variable Speed
• Hydraulic Corner Notcher - • Hydraulic Corner Notcher -
50 Ton x 800mm.50 Ton x 800mm.
Self Aligned - Variable Speed
50 Ton x 800mm.
• Hydraulic Press
centres. 80mm & 105mm spindle bore.centres. 80mm & 105mm spindle bore.
Ton, 1600mm x 30 Ton, 2000mm x 40 Ton.
• Motorized Plate Roller - Capacity:
2000mm x 40 Ton.
• Hydraulic Press Brake with NC
• Range from 4mm to 20mm.• Range from 4mm to 20mm.• Range from 4mm to 20mm.
• Horizontal metal Band Saw - Capacity: 250mm with
miter cutting.

Machine Tool Market – July/August 201626
Sawing
Hard material like inconel, titanium and stainless steel are expensive to cut due to extensive time consumption, tool costs and demand for an experienced operator. With the Cosen CNC-430 customers are in full control by cutting hard material faster, extending blade life and eliminating guesswork or operator error.
With the CNC-430 blades and work orders can be managed from the office, while cutting with recommended rates storing favourite parameters.
The CNC-430 features a cast iron saw frame, 4 oversized linear rails, large cast iron wheels with reinforcement arms, dual vibration dampeners and extra large/wide guide arms, while a V-Drive further acts to remove harmonics and vibration.
The dual vibration dampeners enhance cutting performance by suppressing the maximum amount of blade vibration.
The heavy duty and rugged cast iron saw frame stabilizes downfeed movement; there-by ensuring the performance and accuracy of the cut and also extending blade life.
Cosen produce metal cutting band saws from the smallest versions up to CNC machines. It is an ideal tool for the machine shop, maintenance shop, metal fabricating shop, school and limited run production work. Its solid construction ensures many years of accurate and reliable performance.
For more information, please contact Forest Engineering
– Tel: (011) 397-4050.
COSEN CNC-430 PERFORMANCE BANDSAW The Cosen CNC-430 performance bandsaw machine features world-class design with technology to cut faster and smarter, while saving the user money.
Anti- V ibration Q uick Approach D ev ice
R obust G uide Arm s
D ual P ow ered C h ip Brush es
S erv o M otor D riv en Ball S crew
Adj ustable C ontrol P anel
C ast I ron S aw F ram e
D ual V ibration D am pener
D irectly driv e m otor and S pur G ear BoxC h ip C onv eyor

SH-2020DSH-2020D
CAPACITY• ROUND 2000mm• SQUARE 2000mm• RECTANGULAR 2000mmX2000mm• POWEROUTPUTBLADE 18.75kw• HYDRAULIC 3.75kw• COOLANT 0.37kw

Machine Tool Market – July/August 201628
SawingDURMA DOUBLE COLUMN AUTOMATIC BANDSAWToday, bandsaws are the easiest, the fastest and the best way to cut metal. They are used in cutting iron, copper compounds, aluminium compounds, production steel, carbon steel, hot-cold work tool steel, reform steel, pattern steel, nickel chrome compound steel, bearing steel, stainless steel, titanium compounds, foundries, construction steels and non-ferrous metals straight or angular.
For more information, contact: Durmazlar – Tel: (011) 865-4090.
D C B- A 1 1 00 D urm a D ouble C olum n Autom atic Bandsaw
It can cut one by one and also multiple. As bandsaws are fast and inexpensive, they are used commonly in steel plants, craft, aircraft, automotive industries and manufacturing, construction and aluminium sectors.
All mechanical and hydraulic systems of HB and DCB series Durma bandsaws are designed by experienced Durmazlar engineers in the R&D centre by using parametric 3D technology. Electric and electronic systems are designed in-house by computer and mechatronics engineers, while prototypes are forwarded to serial production after numerous tests.
DURMA HB, DCB series bandsaws feature a strong and heavy body design combined with high motor power and fast cutting ability; add to this longer blade life and a low sound level.
Hydraulic movements are facilitated by Rexroth valves, while all electrical control components are selected from Siemens and Schneider.
Standard features include a hydraulic vice, electric cutting speed adjustment with inverter, a bimetal bandsaw and cooling system and a bearing and carbide type blade housing. The NC control system, chip brush and a roller table complete the lineup. Extra tables can be put together to support longer materials.
Optional equipment includes a motorized chip-brush, chip conveyor, a laser marking system and hydraulic top clamping. A micro spray cooling system, automatic cutting pressure control and an extra roller table, measuring 1500 mm length is also available.
H ydraulic V ice
Bim etal Bandsaw and C ooling S ystem
Bearing and C arbide T ype Blade H ousing
PROM
OTIO
N A-SERIES
Milling Cutter Promotion
Prices subject to change
Follow us on Facebook
contact: +27 87 803 2377
AJX
ASX
APX3000
APX4000

Machine Tool Market – July/August 201630
NEWSInternational
GERMAN MACHINE TOOL INDUSTRY IS RE-INVENTING ITSELF
“From a position of strength, the German machine tool manufacturers have to utilize the changes in the markets, among the customers, in the technology and in the products themselves, in order to generate new opportunities for enhanced competitiveness,” said Dr. Heinz-Jürgen Prokop, Chairman of the VDW (German Machine Tool Builders’ Association), speaking at the anniversary press con ference in Frankfurt am Main.
400 invited guests from the business and academic communities, the media and trade associations celebrated with a ceremony and a summery gala evening themed around 125 Years of VDW under the motto valuable – dependable – worthwhile.
“The three attributes stand for the association’s performative capabilities and for the issues it has been addressing ever since it was founded in December 1891,” explained Dr. Prokop. They describe the manufacturers’ field of action, markets – machines – people. Intensive analysis of these issues has underpinned the sector’s own success story, said Prokop. At the same time, the ongoing challenges for the companies involved can also be derived from these issues.
Systematically tackling the high-growth ASEAN market
One of the major tasks for the near future is accordingly to open up new high-growth markets. At present, the sector is being confronted with substantial shifts in the export structure, reveals the VDW Chairman’s analysis. China, since 2003 by far the biggest export market for German manufacturers, accounting at times for up to one third of the total, is becoming less significant. Hopes for the re-industrialization of the USA, with high capital investment in production technology, have so far remained broadly unrealized. Russia, too, for many years the third-largest market, will in the foreseeable future no longer be assuming this role. Europe is accordingly attracting increased attention from German companies, because European customers are confronted with stringent quality requirements on the global markets, and are responding with appropriate investments.
There is definite promise, however, in the ASEAN region and India. They represent a huge potential for the machine tool industry. The task here is to gain customers by offering better products, and to purposefully wrest market shares away from Japan, the
leading competitor there. “This means more involvement, more presence, more capital investment, and where appropriate more alliances, in the event that a mid-tier company cannot put all the requisites in place from its own resources,” said VDW Chairman Prokop.
Changes in the automotive industry – a challenge for production equipment vendors
The automotive industry, too, the biggest customer grouping for machine tools, is facing a paradigm shift and a transformation of its business model, with substantial effects on production equipment vendors. Driving forces here include regulatory requirements from the politicians and the increasing urbanization of society as a whole. The paramount issues involved cover the technological transition from the internal combustion engine towards alternative drive forms, plus networked, automated driving. New competitors from outside the sector, like Tesla or Google, are entering the market. And then there are new services for customers, like car-sharing models. Digitization and networking make it possible. “We have to keep an eye on this development,” warns Prokop.
Generating new customer benefits by networking
For 125 years, German manufacturers have been progressively developing and optimizing their technologies. This is why today they are right up there with the leaders worldwide. In view of the machines’ high degree of technical maturity, however, there is a further challenge involved in expanding the range of services provided with improved customer benefits. “We shall remain successful on the global market only if our products continue to feature state-of-the-art technology and are backed up by enhanced, expanded service capabilities,” is Prokop’s firm conviction.
Industry 4.0 all at once opens up gigantic opportunities for this. “The task is to generate new customer benefits through networking. As in our private lives, this enables very many activities to be simplified or even automated,” commented Prokop. Thinking in terms of networking solutions, however, is for many companies still something new and requires an altered perspective.
From a vertical to a horizontal perspective, this is the watchword. The focus must no longer be solely on the machine itself. On the contrary, it has to be optimally embedded in a company’s intralogistics. This gives rise to questions – how, for example, will the workpieces be optimally fed into the machine? How will the machines give the workpieces an identity, or further enrich this identity? How will workpieces be assigned to orders, tracked and rendered locatable at all times? The answers will lead to products and services that create new customer benefits.
Dr. Heinz-Jürgen Prokop, Chairman of the VDW (German Machine Tool Builders’ Association).
Cont. on page 32 �

OPEN DAY14/15 September 2016
The only CNC Plasma OEM in Africa with a dedicated showroom.
Enjoy hands-on, interac�ve experience with our range of CNC plasma systems.
World class Technology.From light industry to heavy duty, high produc�on 5 axis machines.
Support South African. “CNC Clear Cut” supports local for a be�er economy.
Visit www.cncclearcut.co.za for more information.
CNC PLASMA CUTTING TABLESCNC PLASMA CUTTING TABLESCNC PLASMA CUTTING TABLES
Made in RSA
HVAC MachineNew CNC
Tel: +27 12 541 0552 [email protected]
www.cncclearcut.co.za
C
M
Y
CM
MY
CY
CMY
K
Openday_A4_ad.pdf 1 2016/07/21 9:06 AM

Machine Tool Market – July/August 201632
NEWSInternational
EUROPEAN MACHINE TOOL EXPORTS ARE EXPECTED TO HIT A RECORD HIGHDespite the global economy’s weakening growth and increasing volatility, the European machine tool industry ended the year 2015 on a positive note. Machine tool production grew 5% to 24.3 billion euro. Economic activity in Europe shows stability and growth is dominantly driven by strong consumer spending. The very accommodative monetary policy and recovering business confidence have also set the scene for a pick-up in investment in Europe. Combining this with the emerging markets’ calmer outlook, CECIMO estimates the machine tool production to stabilize this year, keeping its previous year’s level.
The developed markets were the main source of export growth in 2015. CECIMO exports posted 18.9 billion euro, just a fraction below the record year of 2012. Taking into account that Chinese government have so far demonstrated its ability to transform the economy relatively smoothly towards more consumption based growth, the European machine tool export outlook remains bright also this year. Machine tool exports are forecasted to grow to 19.0 billion euro in 2016.
Almost two thirds of CECIMO imports originate from other European countries. Therefore, machine tool imports to the region were supported by the stable economic conditions in Europe. In 2015, machines in value of 9.8 billion euro were imported. Despite the weakness of the euro causing imports of machines from outside the euro area to be more expensive, we expect the growth to reach 3% in 2016.
European machine tool consumption increased by 12% to 14.9 billion euro in 2015. The growth of consumption is expected to slow down to 1% and machines at an estimated value of 15.4 billion euro will be installed in 2016. The domestic order intake supports the forecast. The value of bookings by domestic clients increased 2% in the fourth quarter of 2015 compared to the same period a year before. For the next three years, we forecast the European machine tool consumption to grow about 3.7% annually. “We are glad to see that
machine tool consumption in Europe shows good pace. Upgrading and modernizing its production base is an essential condition to keep competitiveness of the European manufacturing sector at high levels,” added Dr Frank Brinken, Chairman of the CECIMO Economic Committee and Vice-Chairman of Starrag Holding AG.
Policy priorities – Digitization of manufacturing
Digitization re-defines the rules of global competitiveness in the advanced manufacturing sector. The use of digital technologies leads to significant gains in productivity, energy efficiency and mass customization, altogether generating great avenues for the re-industrialization of Europe. Against this background, Europe is required to move faster and generate the framework conditions needed for advanced manufacturers to tap into new opportunities.
To make Europe a centre of excellence for digital manufacturing, it needs to
They could also lead to entirely new machinery concepts, to new assistance systems or to solutions for the material flow and for part tracking. And who could be better placed to implement this than the machine tool manufacturers, who are thoroughly familiar with all parts of the production process involved? “A large field, which in some categories is as yet untilled and constitutes a massive incentive for the manufacturers’ creativity,” said Prokop.
Launching an excellence initiative for vocational training
The most valuable resource for the German machine tool industry is meticulously trained, highly qualified, optimally committed staff in all specialisms, on top of their remits and totally motivated. The rapid technical changes, in connection with Industry 4.0, however, also demand new competences from them.
Against this background, Prokop regards an excellence initiative for vocational training as an urgent necessity. This also subsumes upgrading the image of vocational training and technical job profiles. Above all, however, he sees it as imperative to assure adequate financing for the vocational colleges to cover equipment and advanced training, so that young people can be trained in the very latest state of the art.
Prokop urged the sector itself to take on board the necessity of enthusing what are called digital natives for the machine tool industry, so as to really make optimum use of the potentials offered by networking. “Quite honestly, despite high-tech in the machine tool, high-performance control systems, automation solutions, the use of artificial intelligence and much more, our sector is regarded as conservative in the world of IT. This has to change,” he urged. One first step, he said, is the Specialist for Digital Production Processes project of the VDW’s Youth Foundation.
Heinz-Jürgen Prokop’s summary was this, “the future will be no less exciting. The developments I have described all have major effects on the machine tool industry, in fact will cause definite upheavals. However, the sector has repeatedly coped with changes in the past as well. It’s always been well able to hold its own, to adapt developments from other fields for its own purposes and to re-invent itself. This has been demonstrated over the VDW’s 125 years of history. Which is why we are optimistic for the future as well!”
� Cont. from page 30
Cont. on page 34 �
Luigi Galdabini, President of CECIMO.
2016-07_SN_MCA_Grey_Istitutional(MTM).indd.indd 1 11/07/16 14:44

Machine Tool Market – July/August 201634
NEWSInternational
AIRBUS DEMONSTRATES AIRCRAFT INSPECTION BY DRONE AT FARNBOROUGH
Airbus has demonstrated aircraft visual inspection using a drone at the Farnborough Airshow. The drone, equipped with a high definition camera, performs visual inspection for the upper part of the aircraft. It is flown using an automatic flight control system supervised by a human pilot. The Unmanned Aerial Vehicle (UAV) follows a predetermined flight path and takes a series of pictures automatically. All these images and especially those showing any potential non-quality such as scratches, dents and painting defects, are compiled in a 3D digital model, recorded in a database and then analyzed. This data helps improve traceability, prevention and reduction of damage.
The benefits of this innovative tool and process are significant. Aircraft downtime for inspection is reduced. Data acquisition by drone only takes 10 to 15 minutes, instead of 2 hours using conventional methods.
“The use of this new technology offers better working conditions including improving the safety and comfort for the quality inspectors”, says Nathalie Ducombeau, Airbus head of quality.
Operators no longer need to go up on a telescopic handler to perform the visual inspection, sometimes in poor weather conditions. In addition, picture analysis can be done anytime afterwards and in an office.
Aircraft visual inspections are an important part of the production process. It is part of the Airbus quality standards. A full-scale industrial test is being conducted on A330 aircraft. Airbus is working on implementation on other programmes.
develop instruments generating new ways of collaboration between advanced manufacturers and ICT actors. In particular, manufacturing SMEs from across Europe should be well integrated in the digital manufacturing transnational value chain. Various initiatives pertaining to digitization have already been launched by regional, national and European authorities to help manufacturers generate innovative solutions, but to cope with the increasing pressures from competitors across the world, the EU must pool its resources and act in a coordinated manner.
Luigi Galdabini, President of CECIMO says: “We need large-scale initiatives launched by public authorities putting together various actors of digital manufacturing at transnational level. Digitization is a key issue for machine tool builders and our companies are the heart of the value chain. For Europe to realize its re-industrialization, policy-makers must develop a holistic approach addressing the entire manufacturing value chain. To ensure that that digitization supports Europe’s global manufacturing leadership, we need to develop forward-looking policies, instead of premature rules, underpinning the innovative character of the European machine tool builders.”
Upgrade of the machinery park
European machine tool builders are concerned that production plants in Europe are slowly becoming obsolete. According to available figures collected by some of CECIMO National Associations, the age of the machinery park in some Member States with a strong manufacturing base has reached 19.1 years while the lifespan of a machine tool, depending on its type, is around 15 years. Despite the existence of a political will to advance manufacturing in Europe, progress on investing in new machines and equipment by industrial users has been insignificant so far. Further delays in the recovery of investments in machinery and equipment weaken the entire competitiveness of the European manufacturing industry. Filip Geerts, Director General at CECIMO, adds, “the slowdown in demand for new equipment hampers the ability of developing breakthrough production technologies, as innovation is mainly driven by customer demands and cooperation between suppliers and users in the machine tool sector. We urgently need an action plan mobilizing the EU’s major policy instruments to put an end to the lack of investment in modern production equipment by end-users. If Europe wants to stay in the global race for advanced manufacturing, it needs to maintain a strong supplier base in Europe.”
� Cont. from page 32
Airbus’ drone- based v isual inspection of aircraft prior to custom er deliv eries –
dem onstrated at th e F arnboroug h Airsh ow w ith an A350 XWB on display – is in
v alidation for use on A330 j etliners after completing the final assembly process, with
future implementation on other projects.
Aircraft quality inspection by drone on A350 XWB.


Machine Tool Market – July/August 201636
NEWSInternational
ETHIOPIAN AIRLINES TAKES DELIVERY OF ITS FIRST A350 XWB
Manufacturing technology orders for May 2016 fell 18.2 percent compared to May 2015, according to the latest U.S. Manufacturing Technology Orders report from AMT – The Association For Manufacturing Technology. Through the first five months of 2016, orders are down 16.7 percent compared to the same point the prior year. However, as orders were down just 1.4 percent compared to April, this may indicate that the overall order decline is slowing.
“Overall we are seeing improved sentiment from manufacturing technology providers, as certain key industry sectors are indicating signs of growth – in particular agriculture, which has been stagnant for an extended period, and a resurgent aerospace industry,” said AMT President Douglas K. Woods. “The general economy looks healthier with an especially strong jobs report for June and improved consumer sentiment. With the latest PMI coming in at 53.2, we’re optimistic that the elements are coming together for recovery in manufacturing and the manufacturing technology market over the next several months.”
Concerns around Britain’s vote to exit the European Union and its potential impact on U.S. manufacturing also appear to be easing, as industry forecasters predict only a mild effect for the manufacturing technology market. Some economists predict it could even encourage foreign direct investment into the United States as companies look to do business in places other than the United Kingdom.
Ethiopian Airlines has taken delivery of its first Airbus A350-900 aircraft, opening a new chapter for the East African carrier, which also becomes the first African A350 XWB operator. The airline’s first aircraft, on lease from AerCap, arrived in Addis Ababa on June 29th, 2016.
A350-900s with a two class layout with a total of 343 seats comprising 30 in Business Class and 313 in Economy Class. The spaciousness, quietness, beautiful interior and mood lighting in the cabin contribute to superior levels of comfort and well-being, setting new standards in terms of flight experience for all passengers.
Altogether Ethiopian Airlines has ordered 14 Airbus A350 XWBs – the world’s most modern long-haul, wide body jetliners. Twelve of these are being directly ordered from Airbus, with the other two aircraft on lease from AerCap.
The carrier will deploy the aircraft on its expanding route network connecting Addis Ababa with destinations in Asia and America.
The A350 XWB features the latest aerodynamic design, carbon-fibre fuselage and wings, plus new fuel-efficient Rolls-Royce Trent XWB engines. Together, these latest technologies translate into unrivalled levels of operational efficiency, with a 25 percent reduction in fuel burn and emissions in addition to significantly lower maintenance costs.
To date, Airbus has recorded a total of 802 firm orders for the A350 XWB from 42 customers worldwide, already making it one of the most successful widebody aircraft ever.
DECLINES EASE FOR MANUFACTURING TECHNOLOGY ORDERS IN MAY
May 2016 manufacturing technology orders were valued at $277.74 million, compared to $339.50 million in May 2015. Year to date, total orders stand at $1,512.26 million, compared to $1,815.93 million at the same point a year ago.

Killer Prices
until end of
September!

Machine Tool Market – July/August 201638
NEWSInternational
BMW GROUP EXPANDS USE OF ADDITIVE MANUFACTURING PROCESSESWith more than 10,000 additively-manufactured parts built into the Rolls-Royce Phantom, the BMW Group has been using components from 3D printers in series production since 2012. The company will continue to expand this pioneering role in the future. The Additive Manufacturing Centre at the company’s Research and Innovation Centre (FIZ) has also been using these forming processes to produce parts for the new Rolls-Royce Dawn since the start of the year.
The BMW Group is steadily pursuing the evolution and use of advanced additive-manufacturing methods. Planar 3D printing technologies will enable much faster production times and more economical production in the future.
Udo Hänle, head of Production Strategy, Technical Integration, “additive technologies will be one of the main production methods of the future for the BMW Group – with promising potential. The integration of additively-manufactured components into Rolls-Royce series production is another important milestone for us on the road to using this method on a large-scale. By utilizing new technologies, we will be able to shorten production times further in the future and increasingly exploit the potential of tool-less manufacturing methods.”
Successful use in series production at Rolls-Royce Motor Cars
Plastic holders for hazard-warning lights, centre lock buttons, electronic parking brakes and sockets for the Rolls-Royce Phantom have been made in this way since the start of production in 2012. Mounting brackets
for fibre-optic cables used in the Rolls-Royce Dawn have also been produced by 3D printers since the start of the year, and the company will install several thousand of these clips throughout the model lifecycle. Rolls-Royce Motor Cars is a pioneer in the use of the most innovative production technologies of the future.
The advantages of additive manufacturing are visible early on, especially for components with a complicated design. Production times are significantly shorter than for conventional production methods, while still meeting the same high quality standards.
Planar processes enable shorter production times
The BMW Group is constantly working to refine additive manufacturing processes for series production. The new, planar printing technologies enable considerably faster production times than conventional point-to-point 3D printing methods. Beamers or infrared sources are used to expose the full surface, rather than point-to-point, high-priced light sources, such CO2 or UV lasers.
Jens Ertel, head of the BMW Group’s Additive Manufacturing Centre, “planar technologies are central to the use of additive processes in series production. The most recent example can be found in the preliminary trials of the HP Multi Jet Fusion technology. The process will initially be used in prototyping, but we plan to extend it into series production over the long term.” The process utilizes print heads and liquid agents, like a conventional inkjet printer.
At the start of the process, a thin layer of base powder material is applied. The print head then sprays fusing and detailing agents onto the powder bed. What is unusual is that, at virtually the same time, the respective layer of the component is fused using infrared radiation. This speeds up production time and increases flexibility.
Late last year, a breakthrough was achieved in the field of planar 3D printing process with the introduction of so-called CLIP technology (Continuous Liquid Interface Production). This method shortens production times considerably, since it works with planar exposure from a beamer. The BMW Group used the process for the first time to produce individualized side indicators for the “DriveNow” car-sharing fleet. In a social media campaign, German customers voted on names for a total of 100 MINIs in the fleet. CLIP technology was then used to integrate these in the indicator body of the vehicles being tested on the roads in Germany.
Years of experience – a wide range of applications
The BMW Group has successfully used 3D printing technologies for more than 25 years. Many areas already enjoy the benefits of additively-manufactured components. Classic examples of additive manufacturing are areas where customized and, in some cases, highly complex components are required in small quantities – mainly in pre-development, vehicle validation and testing or for concept and show cars, but also small series production. In this way, the company is constantly working to harness new additive methods for vehicles from prototypes to classic cars. However, the methods are also utilized in tool-making and manufacturing equipment. The BMW Group celebrated the first successful use of this technology in small-series production in 2010, with the additively-manufactured water pump wheel still fitted in DTM vehicles to this day.
The Additive Manufacturing Centre team at the FIZ handles nearly 25,000 prototype orders annually and delivers more than 100,000 components per year to customers within the BMW Group. The spectrum ranges from small plastic holders to design samples to metal chassis components for functional testing. Depending on the process used and size of the parts, components are often available within just a few days.

Machine Tool Market – July/August 201640
NEWSInternational
IMTS 2016 TOOLING & WORKHOLDING PAVILION SHOWCASES ADVANCES IN ACCURACY AND EFFICIENCYInnovative machinery from around the world will be on display at IMTS – The International Manufacturing Technology Show. Key to maximizing the efficiency and effectiveness of those machines are the tooling and workholding products on display in the West Building at McCormick Place.
“For every machine innovation, you’ll find a corresponding tooling and workholding technology advance at IMTS 2016,” says Jack Burley, Vice President, Sales and Engineering, BIG Kaiser Precision Tooling Inc., Hoffman Estates, Illinois. “For example, this year you’ll see the introduction of smart tooling that uses Bluetooth technology. Everyone has a smart phone on their hip, so why not develop apps that enable supervisors to wirelessly check tooling status and operators to download installation instructions and parameter settings?”
“IMTS 2016 showcases specialized providers with core competencies in unique areas,” says Peter R. Eelman, Vice President – Exhibitions & Business Development, AMT – The Association For Manufacturing Technology, the parent organization of IMTS. “By focusing intensely on one thing and doing it exceedingly well, tool and work holding companies develop products and technologies that take machine performance and accuracy to new levels.”
To put this in perspective, the newest digital technology enables moving a boring tool in increments of 50 millions of an inch (0.000050-in.), a human hair has an average diameter of 0.004-in. “Today, we can put a strand of hair in an adjustable tool holder and move it 1/50th of its diameter, as well as digitally capture and communicate the history of adjusting that tool,” says Burley.
Burley likens the relationship between machining and tooling to the one between automobile manufacturers and tire companies – each has different core competencies and the consumer
wins by obtaining the best technology from each.
“Companies can be good at everything, but they cannot be great at everything,” he states.
“While shop owners might want a single source solution, they get better results by tapping into the core competencies of many different providers. That’s why a visit to the West Building is mandatory if you want to stay on top of tooling technology.”
Trends for IMTS 2016
With spindle speeds double what they were 10 years ago (now 20,000+ rpm), look for more tool holding technologies which are stronger, more rigid and capable of running at higher speeds without unwanted vibration. The real speed issue, however, relates to tooling and workholding that reduces set-up and cycle time.
“Customers want products that are ready-to-use out of the box,” says Burley. “Further, they expect the same results whether a 20-year veteran or a recent graduate installs the tooling. That’s why you see tools with a digital display instead of an analog dial. It removes one source of potential error.”
Like it or not, mere human involvement can introduce more variables than it eliminates. As a result, tool and workholding suppliers have more recently focused on automation. Whether at IMTS 2016 or soon thereafter, expect fully automated tool change solutions that enable companies to shift human capital to where it adds more value.
Specifically on the workholding side, Burley sees a focus on flexible systems that allow multiple part configuration set-ups, accommodate multiple platforms and – of course – set up quickly and with repeatable accuracy.
“Workholding shouldn’t be considered just for cutting,” he adds. “It should follow the part through the whole process, and that includes gauging and inspection. Keeping a common datum throughout the process makes checking and inspection much more efficient, as requalifying is a painstaking process that increases cycle time.”
“The trends you see in the other pavilions are mirrored in the Tooling & Workholding Pavilion,” notes Eelman. “Look for solutions with greater connectivity, that address the issues of an aging and changing workforce and accommodate manufacturing facilities that want to run lights-out.”
At I M T S 2 01 6 , th e T ooling & Work h olding P av ilion, located in th e West Building , w ill sh ow case products and tech nolog ies th at tak e m ach ine perform ance and accuracy
to new levels.
Haas Automation Inc.
LIKE US ON FACEBOOK HAAS South Africa FOLLOW US ON TWITTER @HAASSouthAfrica
Haas Factory Outlet - South AfricaCNC Machine Tools South Africa (PTY) LTD | Johannesburg: 27 11 974 2301 | www.HaasCNC.com
Haas Automation Inc.
VF-2 FEATURED OPTIONS:10,000-rpm Spindle, Inline Direct-Drive • 30 hp (22.4 kW) Vector Drive • 40 Taper
24+1 Side-Mount Tool Changer • Through-Spindle Coolant, 300 psi (21 bar) • Auxiliary Coolant Filter System Through-Tool Air Blast • Wireless Intuitive Probing System • Chip Auger • Enclosure Exhaust System
Early Power Failure Detection Module • Coolant Tank Oil Skimmer • Internal Transformer
The Choice
is Simple VF-2VF-2

Machine Tool Market – July/August 201642
NEWSInternational
EUROBLECH 2016 PRESENTS ONLINE COMPETITION “THE NEW GENERATION OF SHEET METAL WORKING”After the great success of the first online competition in 2014, EuroBLECH 2016 is presenting this year The New Generation of Sheet Metal Working. The online competition will reward six organizations or individuals in the sheet metal working industry for best practice, innovation, excellence and outstanding performance in six categories.
Following this year’s main theme at EuroBLECH, The New Generation of Sheet Metal Working, the competition categories are focussing on recent developments and trends in the sheet metal working industry. The first category, Factory of the Future, will reward organizations or individuals for the clever implementation of smart manufacturing methods. The second category, Women and Innovations, is focussing on cutting-edge projects and accomplishments initiated by women in sheet metal working. The best university projects in science and engineering involving sheet metal technology can compete in the category Academic Excellence. The
category Original Design is open to companies producing unusual products made from sheet metal. Finally, The Young Generation is seeking for outstanding performance of junior employees and young inventors, and Clean Technology will reward eco-friendly solutions and sustainable manufacturing methods.
The six winners will be formally presented with an award during a ceremony held at EuroBLECH 2016, 24th International Sheet Metal Working Technology Exhibition, which will take place from 25 – 29 October 2016 at the Hanover Exhibition Grounds in Germany.
Detailed information about the competition and the entry requirements are now available on the show website. All organizations and individuals in the sheet metal working industry are invited to enter if their company or project is setting an extraordinary example in one of the categories. Closing date for entries is 31 August 2016. Subsequently, all entries of the participants will go live on the website on 1 September, when the online voting to
elect the winners commences. The sheet metal working community will then be able to vote for their favourite candidates in each category and determine the winners of the online competition.
EuroBLECH is renowned as a worldwide industry barometer and marketplace for the latest sheet metal working technology. Live demonstrations of machinery are a main attraction of the exhibition. Currently, a total of 1,418 exhibitors from 40 countries have booked their spaces at EuroBLECH 2016 and will present an impressive range of machines, tools and systems on a net exhibition space of some 90,000 square metres across eight halls. The exhibition covers the entire sheet metal working technology chain – sheet metal, semi-finished and finished products, handling, separation, forming, flexible sheet metal working, joining, additive manufacturing, welding and surface treatment, processing of hybrid structures, tools, quality control, CAD/CAM/CIM systems and R&D. The show targets all sheet metal working specialists at every management level in small and medium-sized companies as well as large enterprises. Visitors include engineers, production managers, quality managers, buyers, manufacturers, technical directors and experts in associations and R&D.
RECYCLING PAVILION AT ALUMINIUM 2016Aluminium scrap is an important contribution to aluminium supplies
Aluminium recycling is increasingly becoming a key factor in the aluminium value chain. Used aluminium has become a high-yield and indispensable source of raw material. Furthermore, aluminium recycling makes an important contribution to saving resources and reducing emissions. The potential and technical possibilities of recycling are demonstrated at ALUMINIUM 2016 in Düsseldorf by a Recycling Pavilion.
Cont. on page 43 �

Machine Tool Market – July/August 2016 43
NEWSInternational
With its Recycling Pavilion ALUMINIUM 2016 reflects the stronger focus of the aluminium industry on material and resource efficiency. According to information from the industry association European Aluminium, 52% of production already comes from recycled aluminium in Europe. In 2015 this figure amounted to 10.5 million tons [Source: EUROPEAN ALUMINIUM Activity Report 2015].
In Germany 620,100 tons of aluminium were produced by means of re-melting in 2015 says GDA, the German Confederation of the Aluminium Industry – 3.5% more than in the previous year. Over the same period the production of primary aluminium in Germany amounted to 541,400 tons (plus 2%).
Demand for scrap is rising
Since 2005 global demand for aluminium scrap (new scrap from aluminium production as well as capital scrap from used products) has doubled and will continue rising strongly over the coming years. As with primary aluminium, the transport industry is one of the growth engines. Automobile makers such as Ford, Mercedes, BMW and Jaguar confirm their commitment to recycled aluminium. This in turn faces the complete aluminium-processing industry with supply problems
– at present only approximately 30% of the demand for aluminium can be satisfied with scrap on a global scale. So innovations in recycling are becoming a crucial factor in the future- proofing and competitivity of aluminium in all application industries.
Aluminium industry expands recycling capacities
To satisfy the increased demand for aluminium and to use urban sources of raw materials from scrap more intensely in future, the industry is massively expanding its recycling capacities. New sorting technologies will therefore
increase in importance in the medium term. Only early May saw aluminium group Hydro, an exhibitor at ALUMINIUM 2016, commission a new plant for recycling up to 50,000 tons of waste beverage cans annually at its site in Neuss. Here the company focuses on proprietary and patented sorting technology.
Earlier this year Novelis together with Jaguar Land Rover already launched a new alloy with a recycled portion of up to 75%, which is particularly suited for structural components of car bodies in mass production.
Aluminium recycling not only closes a supply gap, but is also developing into a driver for the industry while creating employment at the same time – by European Aluminium’s account, 6,000 jobs are already directly, and 25,000 indirectly linked to aluminium recycling processes in Europe. [Source: RECYCLING ALUMINIUM A pathway to a sustainable economy].
ALUMINIUM 2016 shows potential of recycling
But the industry faces major challenges – in sorting as well as in the melting of scrap. The tasks to be performed by consumers, processers and recyclers range from the closing of material cycles to modern, efficient recycling processes. ALUMINIUM 2016 showcases the required know-how and the industry’s recycling expertise.
In Hall 11 that primarily addresses the topics of primary production and recycling, the trade fair organizers have set up a special area with a themed pavilion where companies specialized in recycling exhibit their solutions for reclaiming aluminium scrap. The Recycling Pavilion targets scrap dealers, sorting line manufacturers, shredding plants, remelters and secondary aluminium vendors, to name but a few.
WILSON TOOL CELEBRATES 50 YEARS OF WORLDWIDE TOOLING SOLUTIONSThe largest independent manufacturer of tooling systems for punch presses, press brakes and punch and die components for the stamping industry, celebrated 50 years in business on June 2 this year.
When Ken and Ruth Wilson opened The Wilson Tool Company in a basement shop in St. Paul, Minn., they never would have imagined that fifty years later, Wilson Tool would become an international leader in tooling solutions for fabricators and manufacturers around the world.
“Starting your own business was just what people did back then,” Ken recalled. Ken Wilson received his first patent in 1969 and decades of growth and expansion followed. The basement shop moved to White Bear Lake, Minn. and now houses 350,000 square feet of manufacturing space, an R&D division, business offices, an international sales desk and the Well at Work employee wellness center.
Through numerous acquisitions and expansions, Wilson Tool grew to include offices or plants in Canada, Mexico, Brazil, Argentina, England, Denmark, Germany, France, Italy and China.
Innovation naturally came in tandem with business expansion. From the first computer grinder patented before the company experienced significant growth, Wilson Tool went on to receive patents for the first
“shimless” punch assembly, the first punch press tooling with interchangeable punch tips, forming tools that rolled on, rather than penetrated the sheet and many, many others. To date, the company has been granted 56 patents.
Wilson Tool’s growth allowed the company to become a leader in industry progress, including lean manufacturing processes and application training. Emerging as a thought leader in the industry, lean seminars, webinars, training opportunities and industry forums gave Wilson Tools the opportunity to connect in meaningful ways with customers. Dedicated to delivering exceptional customer service, along with the most reliable and innovative products and solutions so our customers can be more successful, Ken and Ruth Wilson maintain that customer relationships and the company’s employees are essential elements to Wilson Tool’s success.
“Although we ultimately owe our success to our customers, we could not have become the world’s largest independent tooling manufacturer without the commitment of dedicated Wilson Tool employees,” said Ken Wilson.
� Cont. from page 42

Machine Tool Market – July/August 201644
NEWSInternational
NASA’S NEXT MARS ROVER PROGRESSES TOWARD 2020 LAUNCHAfter an extensive review process and passing a major development milestone, NASA is ready to proceed with final design and construction of its next Mars rover, currently targeted to launch in the summer of 2020 and arrive on the Red Planet in February 2021.
The Mars 2020 rover will investigate a region of Mars where the ancient environment may have been favourable for microbial life, probing the Martian rocks for evidence of past life. Throughout its investigation, it will collect samples of soil and rock and cache them on the surface for potential return to Earth by a future mission.
“The Mars 2020 rover is the first step in a potential multi-mission campaign to return carefully selected and sealed samples of Martian rocks and soil to Earth,” said Geoffrey Yoder, acting associate administrator of NASA’s Science Mission Directorate in Washington. “This mission marks a significant milestone in NASA’s Journey to Mars – to determine whether life has ever existed on Mars, and to advance our goal of sending humans to the Red Planet.”
To reduce risk and provide cost savings, the 2020 rover will look much like its six-wheeled, one-ton predecessor, Curiosity, but with an array of new science instruments and enhancements to explore Mars as never before. For example, the rover will conduct the first investigation into the usability and availability of Martian resources, including oxygen, in preparation for human missions.
Mars 2020 will carry an entirely new subsystem to collect and prepare Martian rocks and soil samples that includes a coring drill on its arm and a rack of sample tubes. About 30 of these sample tubes will be deposited at select locations for return on a potential future sample-retrieval mission. In laboratories on Earth, specimens from Mars could be analyzed for evidence of past life on Mars and possible health hazards for future human missions.
Two science instruments mounted on the rover’s robotic arm will be used to search for signs of past life and determine where to collect samples by analyzing the chemical, mineral, physical and organic characteristics of Martian rocks. On the rover’s mast, two science instruments will provide high-resolution imaging and three
types of spectroscopy for characterizing rocks and soil from a distance, also helping to determine which rock targets to explore up close.
A suite of sensors on the mast and deck will monitor weather conditions and the dust environment and a ground-penetrating radar will assess sub-surface geologic structure.
The Mars 2020 rover will use the same sky crane landing system as Curiosity, but will have the ability to land in more challenging terrain with two enhancements, making more rugged sites eligible as safe landing candidates.
“By adding what’s known as range trigger, we can specify where we want the parachute to open, not just at what velocity we want it to open,” said Allen Chen, Mars 2020 entry, descent and landing lead at NASA’s Jet Propulsion Laboratory (JPL) in Pasadena, California. “That shrinks our landing area by nearly half.”
Terrain-relative navigation on the new rover will use on-board analysis of downward-looking images taken during descent, matching them to a map that indicates zones designated unsafe for landing.
“As it is descending, the spacecraft can tell whether it is headed for one of the unsafe zones and divert to safe ground nearby,” said Chen. “With this capability, we can now consider landing areas with unsafe zones that previously would have disqualified the whole area. Also, we can land closer to a specific science destination, for less driving after landing.”
There will be a suite of cameras and a microphone that will capture the never-before-seen or heard imagery and sounds of the entry, descent and landing sequence. Information from the descent cameras and microphone will provide valuable data to assist in planning future Mars landings and make for thrilling video.
“Nobody has ever seen what a parachute looks like as it is opening in the Martian atmosphere,” said JPL’s David Gruel, assistant flight system manager for the Mars 2020 mission. “So this will provide valuable engineering information.”
Microphones have flown on previous missions to Mars, including NASA’s Phoenix Mars Lander in 2008, but never have actually been used on the surface of the Red Planet.
“This will be a great opportunity for the public to hear the sounds of Mars for the first time, and it could also provide useful engineering information,” said Mars 2020 Deputy Project Manager Matt Wallace of JPL.
Once a mission receives preliminary approval, it must go through four rigorous technical and programmatic reviews – known as Key Decision Points (KDP) — to proceed through the phases of development prior to launch. Phase A involves concept and requirements definition, Phase B is preliminary design and technology development, Phase C is final design and fabrication, and Phase D is system assembly, testing and launch. Mars 2020 has just passed its KDP-C milestone.
“Since Mars 2020 is leveraging the design and some spare hardware from Curiosity, a significant amount of the mission’s heritage components have already been built during Phases A and B,” said George Tahu, Mars 2020 program executive at NASA Headquarters in Washington. “With the KDP to enter Phase C completed, the project is proceeding with final design and construction of the new systems, as well as the rest of the heritage elements for the mission.”
The Mars 2020 mission is part of NASA’s Mars Exploration Program. Driven by scientific discovery, the program currently includes two active rovers and three NASA spacecraft orbiting Mars. NASA also plans to launch a stationary Mars lander in 2018, InSight, to study the deep interior of Mars.
JPL manages the Mars 2020 project and the Mars Exploration Program for NASA’s Science Mission Directorate in Washington.
T h is im ag e is from com puter- assisted-design work on the Mars 2020 rover. The
desig n lev erag es m any successful features of N AS A’ s C uriosity rov er, w h ich landed on
M ars in 2 01 2 , but also adds new science instrum ents and a sam pling system to carry
out new goals for the 2020 mission. Credits: NASA/JPL-Caltech
Catch us on www.hurco.co.za
Special Prices on Milling and Turning Machines, 2015 Rand prices!Other Specials available!
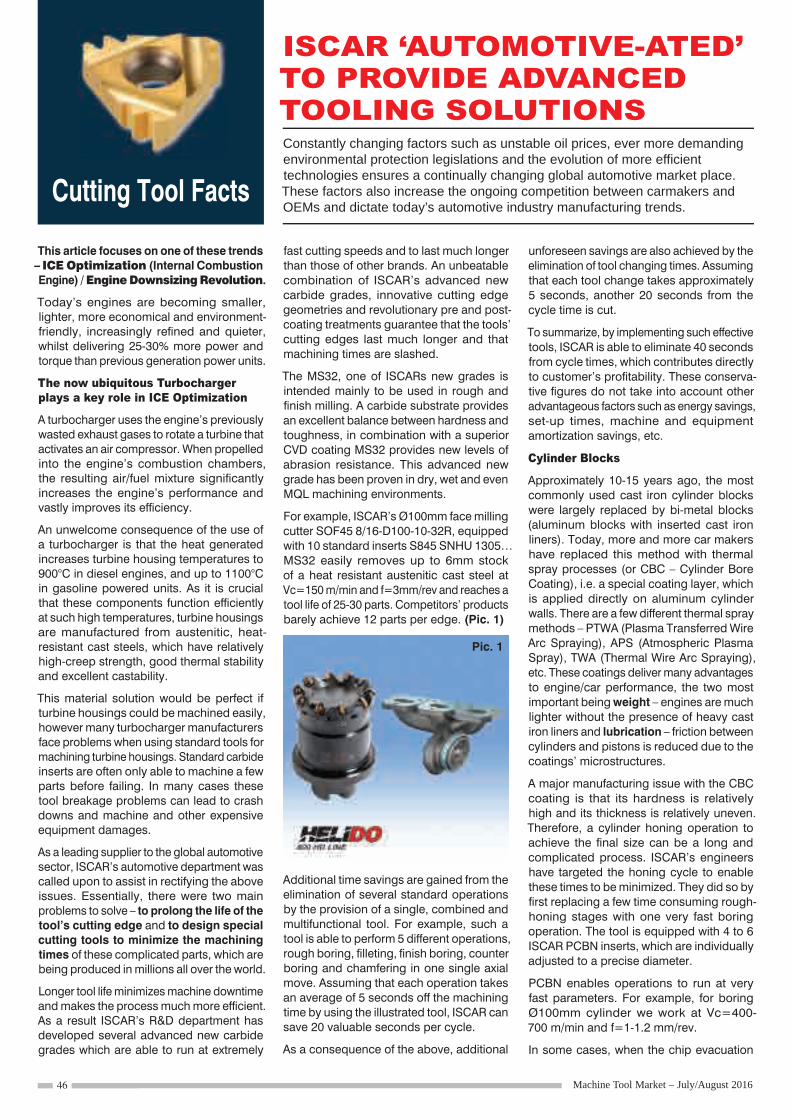
Machine Tool Market – July/August 201646
Cutting Tool Facts
ISCAR ‘AUTOMOTIVE-ATED’ TO PROVIDE ADVANCED TOOLING SOLUTIONS
This article focuses on one of these trends – ICE Optimization (Internal Combustion Engine) / Engine Downsizing Revolution.
Today’s engines are becoming smaller, lighter, more economical and environment-friendly, increasingly refined and quieter, whilst delivering 25-30% more power and torque than previous generation power units.
The now ubiquitous Turbocharger plays a key role in ICE Optimization
A turbocharger uses the engine’s previously wasted exhaust gases to rotate a turbine that activates an air compressor. When propelled into the engine’s combustion chambers, the resulting air/fuel mixture significantly increases the engine’s performance and vastly improves its efficiency.
An unwelcome consequence of the use of a turbocharger is that the heat generated increases turbine housing temperatures to 900°C in diesel engines, and up to 1100°C in gasoline powered units. As it is crucial that these components function efficiently at such high temperatures, turbine housings are manufactured from austenitic, heat-resistant cast steels, which have relatively high-creep strength, good thermal stability and excellent castability.
This material solution would be perfect if turbine housings could be machined easily, however many turbocharger manufacturers face problems when using standard tools for machining turbine housings. Standard carbide inserts are often only able to machine a few parts before failing. In many cases these tool breakage problems can lead to crash downs and machine and other expensive equipment damages.
As a leading supplier to the global automotive sector, ISCAR’s automotive department was called upon to assist in rectifying the above issues. Essentially, there were two main problems to solve – to prolong the life of the tool’s cutting edge and to design special cutting tools to minimize the machining times of these complicated parts, which are being produced in millions all over the world.
Longer tool life minimizes machine downtime and makes the process much more efficient. As a result ISCAR’s R&D department has developed several advanced new carbide grades which are able to run at extremely
fast cutting speeds and to last much longer than those of other brands. An unbeatable combination of ISCAR’s advanced new carbide grades, innovative cutting edge geometries and revolutionary pre and post-coating treatments guarantee that the tools’ cutting edges last much longer and that machining times are slashed.
The MS32, one of ISCARs new grades is intended mainly to be used in rough and finish milling. A carbide substrate provides an excellent balance between hardness and toughness, in combination with a superior CVD coating MS32 provides new levels of abrasion resistance. This advanced new grade has been proven in dry, wet and even MQL machining environments.
For example, ISCAR’s Ø100mm face milling cutter SOF45 8/16-D100-10-32R, equipped with 10 standard inserts S845 SNHU 1305…MS32 easily removes up to 6mm stock of a heat resistant austenitic cast steel at Vc=150 m/min and f=3mm/rev and reaches a tool life of 25-30 parts. Competitors’ products barely achieve 12 parts per edge. (Pic. 1)
Additional time savings are gained from the elimination of several standard operations by the provision of a single, combined and multifunctional tool. For example, such a tool is able to perform 5 different operations, rough boring, filleting, finish boring, counter boring and chamfering in one single axial move. Assuming that each operation takes an average of 5 seconds off the machining time by using the illustrated tool, ISCAR can save 20 valuable seconds per cycle.
As a consequence of the above, additional
unforeseen savings are also achieved by the elimination of tool changing times. Assuming that each tool change takes approximately 5 seconds, another 20 seconds from the cycle time is cut.
To summarize, by implementing such effective tools, ISCAR is able to eliminate 40 seconds from cycle times, which contributes directly to customer’s profitability. These conserva-tive figures do not take into account other advantageous factors such as energy savings, set-up times, machine and equipment amortization savings, etc.
Cylinder Blocks
Approximately 10-15 years ago, the most commonly used cast iron cylinder blocks were largely replaced by bi-metal blocks (aluminum blocks with inserted cast iron liners). Today, more and more car makers have replaced this method with thermal spray processes (or CBC – Cylinder Bore Coating), i.e. a special coating layer, which is applied directly on aluminum cylinder walls. There are a few different thermal spray methods – PTWA (Plasma Transferred Wire Arc Spraying), APS (Atmospheric Plasma Spray), TWA (Thermal Wire Arc Spraying), etc. These coatings deliver many advantages to engine/car performance, the two most important being weight – engines are much lighter without the presence of heavy cast iron liners and lubrication – friction between cylinders and pistons is reduced due to the coatings’ microstructures.
A major manufacturing issue with the CBC coating is that its hardness is relatively high and its thickness is relatively uneven. Therefore, a cylinder honing operation to achieve the final size can be a long and complicated process. ISCAR’s engineers have targeted the honing cycle to enable these times to be minimized. They did so by first replacing a few time consuming rough-honing stages with one very fast boring operation. The tool is equipped with 4 to 6 ISCAR PCBN inserts, which are individually adjusted to a precise diameter.
PCBN enables operations to run at very fast parameters. For example, for boring Ø100mm cylinder we work at Vc=400- 700 m/min and f=1-1.2 mm/rev.
In some cases, when the chip evacuation
Constantly changing factors such as unstable oil prices, ever more demanding environmental protection legislations and the evolution of more efficient technologies ensures a continually changing global automotive market place. These factors also increase the ongoing competition between carmakers and OEMs and dictate today’s automotive industry manufacturing trends.
Pic. 1

Machine Tool Market – July/August 2016 47
Cutting Tool Facts
becomes an issue, the PCBN insert is designed with a dedicated chipformer on its top. When the boring operation is accomplished, the cutting edges move towards the cutter’s center to prevent scratching the cylinder surface on exit. (Pic. 2)
There are two common mechanisms (de-pending on the machine), actuation by a linear draw bar, which has only 2 positions (‘on’ during the boring operation and ‘off’ during the feed out) and actuation by a fully numerically controlled rotation bar, which can change the tool diameter in real time. For example, for producing conical, barrel or other shaped holes for internal grooving or for bore diameter correction/compensation (due to the insert’s wear).
A key factor in the success of these opera-tions is the selection of the appropriate PCBN grade related to the material being machined. The correct balance between the hardness and toughness of the grade has to be considered. Although using PCBN with coolant is not recommended, some automotive manufacturers insist on a wet machining process. In these cases, the machining environment (emulsion or oil coolant, MQL, dry machining, etc.) has to be considered. The cutting edge geometry derives from the machined material, cutting parameters and a depth of cut (T-land, E-land, S-land, sharp or honed edge, etc.).
Valves
The gas exchange valves, particularly exhaust valves, are always under intensive thermal loads. As previously mentioned, the temperatures of the exhaust gases reach
more than 900°C, which constitutes a big challenge for valve materials and can lead to excessive wear and premature fatigue.
A few leading companies have developed new technologies to solve this problem. One of these solutions is to gundrill the valve stem up to its head and to fill this cavity with sodium. During the engine’s operation, the sodium absorbs the generated heat and melts. (Pic.3)
The shaking effect forces this liquid to move up and down along the stem, which dissipates the heat from the valve head to the stem and cools it. As a result, the valve head remains cooler and hence lasts much longer and the risk of valve burning, pre-ignition and detonation is reduced.
When undertaking these manufacturing operations, in order to enable the sodium to slide easily inside the valve stem, the surface finish of the internal cavity needs to be as fine as possible. For this particular application, ISCAR suggests working with gundrills with an integral tip and body made of solid carbide with either steel or a carbide driver. These drills are designed for conventional machines, machining centers, lathes and dedicated gundrill machines. They are available from Ø0.9mm, while providing superior rigidity and optimal coolant flow rates. As a result of being made of solid carbide, when compared to brazed versions, these gundrills can work with up to 100% higher feeds and speed parameters.
ISCAR’s experts offer a very wide variety of gundrill geometrical shapes, which are designated for different drilling rates, hole accuracy and surface finish quality. The drill’s shape, together with its profile must be matched to the workpiece material. In
fact, this is exactly what our specialists did in this particular case.
However, selecting the correct gundrill geo-metry is only one important step towards a successful result. A suitable cutting edge treatment (rake face polishing and edge honing to the right size) improves the surface finish even more. It also improves the drill’s performance and prolongs tool life. In addition, the gundrill body itself is being polished. It becomes very smooth and enables the chips to slide easily inside the gullet on their long evacuation. The best results in gundrilling hollow valves have been achieved by using one of ISCAR’s finest submicron carbide grades IC08 that is protected by a AlTiN nano-layer PVD coating.
Camshaft
A relatively new concept for making much lighter (up to 45%) and remarkably cheaper camshafts, in comparison to the traditional method of machining from cast or forged bar stock, is assembling camshafts from modules. This system uses thermal expansion as the process principle, some OEMs fix pre-heated individual cams on to a pre-cooled precision steel tube. Others fix individual cams on to the steel tube then, by using hot air pressure, expand the tubes diameter in the places where it engages with the cams. In both cases, the lobes of each individual cam are precisely arranged in accordance with the geometry of the camshaft.
The individual cams are produced either from pressed and sintered powder metal or from hardened steels. As there are millions of these cams produced each year, manufacturers are eager to reduce machining cycle times to a minimum. As OEMs need to remain flexible, to react immediately to the frequently changing market and when possible – to spend less money – they prefer to invest in special cutting tools rather than purchase new machine tools.
In order to minimize cycle time in this area, ISCAR has developed a revolutionary concept
– a single innovative insert that is able to complete the entire cam machining process. The remarkable insert is able to complete face turning, internal rough turning, internal finish turning and chamfering. The extremely durable, tangentially clamped insert faces all 4 operations, including cam lobe profile, at the highest possible cutting parameter with equal ease and completes the cam machining cycle within a few seconds.
For deep hole drilling in forged camshafts, ISCAR offers a different approach – a deep drill with an exchangeable carbide insert. This new idea brings many advantages to OEMs. It makes the process much more cost-effective when compared to using conventional gundrills. The standard insert is always available in stock, it has 3 cutting edges and it negates the need for re-grinding.
Cont. on page 48 �
I S C AR ’ s solid carbide g undrills deliv er outstanding surface finish, which is crucial for hollow valve applications. Diameter range: Ø0.9 – Ø16mm (full solid carbide).
• Drilling accuracy from IT7 • Excellent straightness and concentricity • Maintains high precision hole center
alig nm ent • Surface roughness of Ra 0.4 – 1.6 µm can
be easily obtained • Reboring operations are often unnecessary
Pic. 2
Pic. 3

Machine Tool Market – July/August 201648
Cutting Tool Facts
The insert has a positive pressed chipformer and serrated cutting edges that split chips into multiple small segments, which reduces the machining torque (i.e. enables it to work with higher feeds) and improves chip evacuation. In addition, a small wiper at the end of the cutting edge provides very fine hole surface. (Pic.4)
These efficient, cost effective tools are highly recommended for deep drilling camshaft applications and can be used on both lathes and dedicated gundrill machines. The GD-DH drills are available at 10, 15 and 25 drilling lengths to diameter ratios. As tailored
‘specials’, ISCAR is able to produce up to 2400 mm long TRI-DEEP drills.
Pistons
Much shorter and thin walled (sometimes friction welded) steel pistons are lighter than the conventional examples and are able to withstand much higher loads than those made from aluminium. T-piston geometry becomes more complicated and requires new and creative engineering ideas for machining difficult to access surfaces. (Pic 5)
ISCAR’s goals in machining steel pistons are to reduce the number of tools needed in order to shorten expensive cycle times. This requires a high level of creativity due to the fact that the machined areas are relatively hard to access. Although the tool has to be thin enough to penetrate into the piston without collision, it has to be strong enough to withstand high cutting forces. ISCAR’s GRIP line products provide the required rigidity and versatility. The user-friendly insert clamping concept that doesn’t have removable parts, generates very high gripping forces that secure the insert in the tool pocket even when cutting directions are being changed, i.e. the tool is able to perform
face grooving, right- and left side turning and profiling operations (without vibrations) and to leave a smooth and shiny surface.
Also, to efficiently evacuate chips from the complicated cavities, ISCAR provides a wide variety of chipbreaking geometries that split chips into small segments and allow quick removal.
To prolong the life of the cutting edge – A short tool life means a high number of machine stops, i.e. inefficient machining. However ISCAR has proven that the use of its Jet HP concept, which brings a high pressure coolant jet right to the cutting zone, has delivered much improved life per a cutting edge. In addition, the Jet HP coolant method contributes to an efficient chipbreaking process.
Automotive manufacturers’ timeframes for launching new platforms and models become shorter every year, therefore OEMs conti-nuously pressurize Tier 2 and 3 suppliers with demands for ever shorter delivery times. Although the majority of ISCAR’s automotive projects are designed at its headquarters, the company’s logistics coordination pays special attention to the requested lead times. ISCAR has production facilities all over the world, and in many cases, for the manufacturing of special tools in the shortest possible time, ISCAR chooses a facility that is closest to the customer’s location. In addition to the time and logistics aspects, this concept brings many economic advantages (less tax, lower shipment costs, etc.).
ISCAR’s skilled and experienced specialists provide outstanding support and service all over the world. Our teams accompany customer production processes until the final run-off completion and full project acceptance.
The environmental restrictions for much cleaner manufacturing play an important role in today’s market. ISCAR’s contribution to building a better world today and in the future includes offering efficient carbide recycling program, longer lasting tools, products with reduced power consumption characteristics and the supply of MQL compatible tools.
For more information, please contact Iscar South Africa – Tel: (011) 997-2700.
� Cont. from page 47
A special tool for m ach ining four piston ring grooves in one plunging operation. ISCAR’s
profiling tool with precise and easily replaceable G R I P type insert m ach ines,
h ardly accessible and a com plicated com bustion bow l on th e upper part
of a piston.
I S C AR ’ s T R I D E E P drilling line ( G D - D H … ) holds IT10 tolerance field and covers a range of Ø 16-28mm. A standard TOGT insert has th ree serrated edg es th at create th in and
short chip segments for smoother cut.
For Used Machine Tools get The Official Journal of the Used Machine Tool Merchants Association of South Africa
Established 1988
Pic. 4
Pic. 5
Turning Grooving Parting
Jet Coolant Directed to the Cutting Edge for Better Chip Control
with Superior Productivity
ISCAR's Winning Edge Grooving Innovations
Machining IntelligentlyISCAR HIGH Q LINES www.iscar.co.za
IQ Startup Ads South Africa.indd 10 2/15/16 9:09 AM
ISCAR SOUTH AFRICA (PTY) LTD Tel: (011) 997-2700 | Fax: (011) 388-6820

Machine Tool Market – July/August 201650
NEWSLocal
UNITY AND COMMON GOALS BETWEEN GOVERNMENT AND PRIVATE SECTORDay 2 of the Manufacturing Indaba in Ekurhuleni culminated in delegates sitting on the edge of their seats to hear the banter and camaraderie that flowed between various CEOs and governmental representatives at the final afternoon of the two day event.
With a well-subscribed programme, a collaborative approach between government and the private sector was emphasized by many panellists from various manufacturing interest groups.
The theme for the conference was manufacturing the future and what that future will look like, both in the globalized and South African context. The manufacturing sector is the powerhouse behind many top performing global economies.
Government is pulling out all stops to encourage and stimulate growth in manu-facturing in the face of tough headwinds anticipated in 2016 and the third annual Manufacturing Indaba was once again the platform for the public and private sector to find collaborative solutions to boosting South Africa’s manufacturing sectors.
Gauteng Premier David Makhura, who gave the closing keynote address after sitting through some of the panel discussions including The Mining Clusters, Localization in Manufacturing and Key Enabling Technologies, spoke about the importance of attending the annual Manufacturing Indaba to ‘keep us on our toes so we don’t miss the train and do things that are late, and lose time and money’.
“I regard this Manufacturing Indaba as a laboratory helping us to re-industrialize our province,” said the Premier. “It is significant that we are having this Indaba in Ekurhuleni because this is our manufacturing hub. This Indaba is a laboratory where we can reflect on and explore strategies to boost and revive this sector,” said Makhura.
The conference enjoyed high profile attendance from both government and the private sector with the Minister of Trade & Industry, Dr Rob Davies and the MMC of the City of Ekurhuleni, Cllr Thumbu Mahlangu hosting a press conference in conjunction with the private sector’s Bruce Strong from Mpact and Manufacturing Circle. Included in deliberations were CEOs of big corporations, cutting edge manufacturers and small business innovators who brainstormed the Fourth Industrial Revolution or Industry 4.0 and what that will look like in South Africa.
“Reindustrialization needs to be placed at the centre of economic policy today. If you’re not converted into a manufacturing activist yet, I hope you will be by the end of today,” said Stavros Nicolaou, Senior Executive of Strategic Trade at Aspen, who moderated sessions yesterday. “Think TMR when you go out of here – Transformation, Modernization and Reindustrialization.”
Despite tough economic times and global volatility, there were good news stories that were shared – South Africa’s thriving automotive sector, the reviving of the country’s textile sectors, the dti’s Black Industrialist Programme and Ekurhuleni’s Aerotropolis vision which sees the City leveraging its location, the presence of OR Tambo International Airport, and its existing industrial base to support rapid industrial growth and redevelopment of its communities.
“Reindustrialization is complicated and there aren’t quick wins. The Black Industrialists Incentive is to ensure that we give a leg up to emerging black industrialists and ensure people in South African local companies are being supported,” said Garth Strachan, Deputy Director General, Industrial Development Division with the Department of Trade and Industry (dti). “We’ve got to collaborate together to get it done. We’ve faced bigger battles as South Africans, we can do it together – let’s do it!” charged Strachan.
Three international manufacturing experts came to South Africa to address South Africa’s biggest manufacturing event.
Emeritus Professor of Economics at the London School of Oriental and African
Studies (SOAS), Prof. John Sender spoke about important lessons from abroad and practical tips on implementing industrial policy in South Africa. He encouraged manufacturers to “reject the prevailing concern to catalogue preconditions for successful outcomes and to focus instead on possible paths, unexpected and unintended effects and inverted sequences. Aim for a few islands of excellence and pockets of effectiveness. Build on your strengths and shoot with a rifle, not a scattergun,” said Sender.
Professor Marco Taisch, the Scientific Chairman of World Manufacturing Forum 2016, the world’s leading global manufacturing event, shared with delegates how the digitization of manufacturing is changing the world we live in. “In future, companies will need to go from mass production to customization of mass production. They will have to go from product design to usage, like car sharing and bike sharing for increased value-adds. They will also have to go from real to digital where the physical and digital worlds are synced and matched, and from industrial automation to cognitive automation,” said Taisch.
Professor David Romero spoke on the development of Industry 4.0, sharing examples and lessons from Mexico’s booming manufacturing sector and tips from those nations that are at the forefront of the Fourth Industrial Revolution. Professor Romero is Professor-researcher at the National Graduate School of Science, Engineering and Technology (part of the Tecnologico de Monterrey’s Center for Innovation in Design and Technology in Mexico) and this was his second visit to the Manufacturing Indaba. Both international speakers were brought out by the Department of Science & Technology.
Hundreds of members of the public attended the free exhibition of local manufacturing products and technical workshops which were hosted by the National Cleaner Production Centre of South Africa.
The event and its corresponding exhibition has strategic partnerships with the Department of Trade & Industry (the dti), Department of Science & Technology (DST), host City of Ekurhuleni, Department of Public Enterprises, the Manufacturing Circle and the NCPC-SA.
South Africa is living in a digital era but the country’s transition and re-industrialization will look very different from that of other nations. We are at different levels of development and we have a unique background. What was clear from the 2016 Manufacturing Indaba discussions is that we need to develop our own solutions and make smart choices that encourage innovation, constant learning and skills development. And that is exactly what the Manufacturing Indaba is all about. The 2017 Manufacturing Indaba will take place on the 27th and 28th June 2017.

Machine Tool Market – July/August 2016 51
NEWSLocal
SA AND FRANCE SIGN DECLARATION OF INTENT ON ECONOMIC AND INVESTMENT COOPERATIONSouth Africa and France have committed to boost investment and trade between the two countries. The commitment was announced during the signing of a Declaration of Intent (DOI) on Economic and Investment Cooperation, between Business France and InvestSA in Paris on the margins of President Jacob Zuma’s State Visit to the French Republic.
Business France is the Trade and Invest-ment Agency of France and InvestSA is the newly established investment division in the Department of Trade and Industry (the dti) championing the One-Stop Shop approach of South Africa.
The main objectives of the DOI are to strengthen and to assist cooperation aimed at enhancement of investment activities between the two countries. Investment Facilitation and enabling conditions for sustainable growth of economic cooperation and to develop direct contacts between business circles in the Republic of South Africa and the French Republic.
Business France and InvestSA will work together in strengthening business cooperation, advising on business opportunities and technical cooperation. According to the Head of InvestSA, Mr. Yunus Hoosen, France has been a major investor in South Africa as well
Boosting competition and promoting deeper regional trade integration are critical for restarting South Africa’s export engine to bolster economic growth, increase efficiency and productivity that would in turn create jobs and reduce poverty said Minister of Trade and Industry, Dr Rob Davies at the Manufacturing Indaba in Kempton Park recently.
Minister Davies said that the government has identified the export sector as a key driver to fastrack economic growth. He added that increasing exports, particularly in manufacturing, may be crucial for low-skilled job creation needed to substantially reduce high overall unemployment.
“It is imperative that South Africa leverages the devalued currency and the capabilities
that exist to drive a national export effort with a particular focus on Africa. It is a well-documented fact that the economic and employment multipliers which arise from exports are significant. However our export basket remains too small and concentrated on primary products. But the fact that vehicle exports now account for 14.7% of exports demonstrates what can and must be done to ensure that value-added exports break SA’s dependence on commodity exports,” said Davies.
Davies added that the country’s National Development Plan targets export volume growth of 6% a year, and tackling high unemployment is one of South Africa’s priorities.
Head of InvestSA, Mr. Yunus Hoosen (left) and the Director of Business France, Mr. Philippe Yvergeniuax
during the signing of a Declaration of Intent.
as in the rest of the African Continent.
“There are currently 365 French companies that are operating in South Africa, creating local employment for 36 000 people. French companies have a growing interest in South Africa’s industrialization and infrastructure roll-out, particularly in rail and our energy mix,” says Hoosen.
The Director of Business France, Mr Philippe Yvergeniuax says his organization is keen on working with InvestSA in attracting investment into South Africa.
“Our main focus is working with South African companies on the African Continent as well as attracting South African companies to set up in France. France is becoming a technology and innovation hub particularly for start-ups and such partnerships are encouraged with French and South African companies,” states Yvergeniuax.
The signing of the declaration has been lauded by both Minister Rob Davies and French Minister Emmanuel Macron as a positive step in the realization of increased investment and economic cooperation between the two countries.
France investments in South Africa amounted to over R24 billion last year and created more than 4 000 jobs. In 2015, the overall volume of trade totalled R33 billion.
President Zuma told business people at the France-South Africa Business Forum that French companies have acquired lucrative contracts in South Africa, in the infrastructure and energy programmes, amounting to billions of Rand.
He stated that South Africa was keen to see increased industrialization, localization, job creation and skills development linked to the large infrastructure and energy contracts acquired by French companies.
EXPORT COMPETITIVENESS, REGIONAL TRADE INTEGRATION COULD SPUR SOUTH AFRICA’S EXPORT GROWTH
Cont. on page 52 �
M inister of T rade and I ndustry, Dr Rob Davies.

Machine Tool Market – July/August 201652
NEWSLocal
“Effort should focus on global Original Equipment Manufacturers (OEM), existing exporters and those companies that can achieve export readiness, especially in key value chains such as automotive, rail, electro technical equipment, white goods and so on and so forth. It is why we are re-tooling our effort to focus on collaboration with export councils and why we are building an Africa Export Council. Our exports of automotives, mining and rail capital equipment, household consumables and agro-processed products and chemicals demonstrate important positive growth,” said Davies.
Davies further stated despite the global economic uncertainty, South Africa will realize the objectives of the National Development Plan.
“Great uncertainty and volatility will continue and a variety of headwinds are likely in the future. But this is a marathon not a sprint and we have to work together for the long haul to propel South Africa towards faster growing exports and help the country realize its goal for the higher, more inclusive, job-intensive growth outlined in the National Development Plan,” stated Davies.
Davies added that South Africa’s export market could benefit from deeper regional integration in goods and services within Africa, including creating production and service value chains that cut across national borders, and draw on all the region’s resources and capabilities.
“We see that with stronger trade relationships comes the right conditions for the emergence of a regional value chain of production that could feed into global production networks. For example, intra-regional trade has risen from US$6bn to US$24 billion in the recent period. Trade negotiations in the Tripartite Free Trade Area (TFTA) are well on track and the TFTA will combine markets of 26 countries with a population of 625 million and a GDP of US$1.6 trillion. India is now SA’s 6th largest trading partner and trade is valued at R95 billion and exports to India now make up over 4% of exports. It is imperative that in addition to our important traditional trading partners new markets are explored,” indicated Davies.
Davies indicated that red tape reduction is also key to growing exports and promoting innovation.
“Favourable conditions and greater competition at home would stimulate export companies to innovate and to become more productive, drive down the costs of inputs for the export sector, and enhance incentives for more firms to enter the export market. Resolving infrastructure bottlenecks and cutting logistic costs present an opportunity to support export growth. Cutting charges exporters incur for the use of ports, rail and telecommunications would promote competitiveness and benefit small and medium-size exporters and non-traditional export sectors,” indicated Davies.
� Cont. from page 51
AIR PRODUCTS SOUTH AFRICA – NEW MANAGING DIRECTOR
Robert (Rob) Richardson has a M.Sc. degree in engineering, and has over two decades of experience in the industrial gases industry. He has served on Air Products South Africa’s executive management committee for the last 8 years in the position of General Manager On-Sites. Prior to this, he held various operations and project management positions within Air Products, and also with the Linde Group.
Richardson will be the 4th Managing Director appointed in Air Products South Africa’s 47 year history.
Hellyar commented on his successor, “I am confident that Rob Richardson’s industry experience and knowledge, locally and abroad, will stand him in good stead as the leader to take Air Products South Africa to new heights.”
Air Products South Africa’s Board of Directors announced the appointment of Robert Richardson as the new Managing Director of Air Products South Africa (Pty) Ltd. Richardson succeeds Mike Hellyar who recently announced his retirement. Hellyar was at the helm of the industrial gas company for 9 years.
SUPPORTED AND PROTECTED MANUFACTURING SECTOR CAN GROW ECONOMY Government needs to continue with its reforms to support and protect the manufacturing sector to ensure that an enabling environment is created for local economic growth. This was said by the Chief Economist at the Department of Trade and Industry (the dti), Mr Stephen Hanival. He was speaking at the Gordon Institute of Business Science (GIBS) Economic Outlook Conference in Johannesburg recently.
According to Hanival, if supported and protected, the manufacturing sector, which had a 0.6% growth in the first quarter of 2016 and still continues to bleed, could boost the economy immensely.
“While we must make sure all economic policies are aligned to grow the manufacturing sector and the economy, we also need to put more resources on practical partnerships between government, business and the private sector. These partnerships are critical
to the growth of the economy. Government cannot change the direction of the economy alone,” said Hanival.
Hanival made an example of the Black Industrialists Programme as one intervention by government to grow and have an inclusive economy. He however warned that government was not looking for tenderpreneurs, but businesspeople who have the skills and can produce goods.
According to Hanival, policy cohesion and adequate coordination remain a key factor to grow the economy. He said though a lot is being done through the National Development Plan and the 9-point plan, a lot still remains to be done for the economy to grow and not be downgraded to junk status.
“In addition to what the government is doing to grow the economy, South Africans need to start buying local,” he said.
®
Gauteng: Tel: (011) 453-5459 Fax: (011) 453-5442 Cell: 082 465 5924 (Rick) e-mail: [email protected] Town: Tel: (021) 706-0502 Fax: (021) 706-0503 Durban: Tel: (031) 700-5070 Fax: (031) 700-5077
The Amada Product Portfolio includes:CNC TURRET PUNCH PRESSES,
CNC LASER CUTTERS, CNC PRESSBRAKES, NC HYDRAULIC/MECHANICAL SHEARS, SOFTWARE,
BANDSAWS, BANDSAW BLADES, SALES & SERVICE.
NEXT GENERATION SERVO ELECTRIC PUNCH MACHINE
EM Z 3612 MII• Set-up time reduction• Process integration
Hall 9, Stands H15 & H17.12 - 16 September, 2016
Visit us at
Global Leadership with high-tech Solutions
®
PUNCH MACHINE
Hall 9, Stands H15 & H17.12 - 16 September, 2016
®
PUNCH MACHINE

Machine Tool Market – July/August 2016 53
NEWSLocal
BOEING, SAA AND MANGO CELEBRATE AFRICA’S FIRST COMMERCIAL FLIGHTS WITH SUSTAINABLE AVIATION BIOFUEL
The SAA and Mango flights carried 300 passengers from Johannesburg to Cape Town on Boeing 737-800s using a blend of 30 percent aviation biofuel produced from Sunchem’s nicotine-free tobacco plant Solaris, refined by AltAir Fuels and supplied by SkyNRG.
“SAA is committed to a sustainable future and this flight highlights the bold steps we are taking to protect and preserve our environment while creating opportunities for the economic development of our people,” said Musa Zwane, acting CEO of SAA. “We
are pleased to join the ranks of global airlines who have made a commitment to a better and cleaner way of flying.”
“It is fitting that on our 100 year anniversary we are flying on fuels that not only power the flight, but ensure a sustainable future for our industry,” said Miguel Santos, managing director for Africa, Boeing International. “This project is a great example of environmental stewardship that delivers economic and health benefits to South Africa.”
In 2013, Boeing and SAA launched their sustainable aviation fuels collaboration and in
Boeing, South African Airways and low-cost carrier Mango recently celebrated Africa’s first passenger flights with sustainable aviation biofuel. The flights coincided with Boeing’s 100th anniversary and centennial celebrations worldwide.
2014, Project Solaris became the first focus project that converted oil from the Solaris plant seed into bio-jet fuel. In 2015, farms in Limpopo Province of South Africa, from which the biofuel for the recent flights was sourced, achieved certification from the Roundtable on Sustainable Biomaterials (RSB), one of the strongest sustainability standards in the world. RSB certification provides a model for expansion of Project Solaris to larger scale production. The initiative also focuses on South Africa’s goals for public health, rural development and economic and employment opportunities for farmers by increasing production of Solaris and other feedstocks on under-utilized land.
The partners also launched a stakeholder and sustainability plan called the Southern Africa Sustainable Fuel Initiative (SASFI) to ensure a long-term domestic fuel supply for SAA and other regional fuel users. The goal is to scale-up over the next several years to gain additional biofuel capacity. If successful, farmers will be able to tap into local and global demand for certified feedstock without adverse impact to food supplies, fresh water or land use.
Studies have shown that sustainably produced aviation biofuel emits 50 to 80 percent lower carbon emissions through its life cycle than fossil jet fuel. Airlines around the world have conducted more than 2,500 passenger flights using various forms of aviation biofuel since it was approved for commercial use in 2011.
®
Gauteng: Tel: (011) 453-5459 Fax: (011) 453-5442 Cell: 082 465 5924 (Rick) e-mail: [email protected] Town: Tel: (021) 706-0502 Fax: (021) 706-0503 Durban: Tel: (031) 700-5070 Fax: (031) 700-5077
The Amada Product Portfolio includes:CNC TURRET PUNCH PRESSES,
CNC LASER CUTTERS, CNC PRESSBRAKES, NC HYDRAULIC/MECHANICAL SHEARS, SOFTWARE,
BANDSAWS, BANDSAW BLADES, SALES & SERVICE.
NEXT GENERATION SERVO ELECTRIC PUNCH MACHINE
EM Z 3612 MII• Set-up time reduction• Process integration
Hall 9, Stands H15 & H17.12 - 16 September, 2016
Visit us at
Global Leadership with high-tech Solutions
®
PUNCH MACHINE
Hall 9, Stands H15 & H17.12 - 16 September, 2016
®
PUNCH MACHINE

Machine Tool Market – July/August 201654
Errors can be spotted early and resources can be saved when many individuals share knowledge in a company. This is the case with a honing machine used to hone crankcases at VW’s engine plant in Salzgitter. A digital assistance system developed by Fraunhofer researchers will enable significantly more workers to ensure the quality of honing in the future than now.
Every manufacturing operation, be it in the automotive industry or another sector, has to run flawlessly. If even the smallest tool is worn, finished parts may have to be rejected. Cost and resource efficiency make it essential to eliminate sources of defects and thus ensuing rejects. Since this is Volkswagen’s mission in Salzgitter, too, they want to optimize the process control of honing machines (see the box). Researchers at the Fraunhofer Institute for Factory Operation and Automation IFF in Magdeburg are helping the company improve control with a digital assistance system. The system makes it possible to share knowledge about the machine among several individuals. Any staffer working on the machine should be able to assess crankcase quality and to inspect the honing machine – and take appropriate action, e.g. change a tool, whenever necessary. Until now, quality control has been in the hands of a single expert.
Assistance system guides users through the quality check
The digital assistance system guides workers step by step through the daily quality check on the machine. A digital checklist as well as virtual models and the expert’s know-how are stored in the system. The user interface has been kept simple – staffers see a complete virtual model of the equipment to the right on a large monitor and the checklist to the left.
Any tool up for inspection on the checklist is marked by the system on the virtual model of the equipment. “The experts are informed which tool they have to inspect and where the tool is located,” says Tina Haase, a researcher at the Fraunhofer IFF. The system also provides assistance during inspection itself. Images show the user what the tool ought to look like ideally and what signs of wear preclude further use.
The system also assists staff with measured parameters, especially when they are assessing and evaluating collected data. The system compares measured values entered in the checklist by staffers with stored tolerances.
The carmaker aims to use the digital assistance system to enable every employee to analyze and correct the process him or herself. Employees should be acting, i.e. intervening preventively and rectifying errors long before rejects are produced, rather than merely
BETTER QUALITY CONTROL WITH DIGITAL ASSISTANCE SYSTEMS
How a honing machine functions
A honing machine hones crankcases – one of the most complex and expensive parts of a vehicle – before they can be installed in an engine. It finishes piston ring faces so that the parts meet specified tolerances and shapes exactly and fit well in engines. Cylinder bores are honed to obtain the required surface quality of the crankcases. This minimizes frictional losses in an engine later. Workers are unable to see how this massive machine concealed behind its housing does this specifically. All in all, staff has difficulty assessing and analyzing the machine’s relevant parameters.
The honing machine at VW’s plant in Salzgitter. Experts from the Fraunhofer IFF in M ag deburg h av e dev eloped a dig ital assistance system for quality inspection and integ rated
it in the production process. © Photo Fraunhofer IFF
T h e v irtual m odel of th e h oning m ach ine ex plains step by step w h at requires attention during visual inspection. © Photo Fraunhofer IFF
reacting to defective manufacturing.
The system is currently a prototype. The researchers at the Fraunhofer IFF intend to expand the assistance system in another stage. Workers have to correct the manufacturing process whenever a defective product, in this case a crankcase, is produced. What is the impact when certain parameters are changed? The researchers now intend to remove the housing enclosing the machine in the assistance system virtually in order to visualize the causal relationships. This will enable staff to view the honing process and test the effect of individual parameters on manufacturing in the system.

Machine Tool Market – July/August 2016 55
CHANGES IN SOLAR CELL TECHNOLOGYA laser-based manufacturing process from the Fraunhofer ISE in Freiburg, Germany is revolutionizing the photovoltaics market. For the first time point-contacted solar cells can be manufactured in series. Several million cells with significantly higher efficiency levels are already on the market.
each of these approximately 100,000 contacts per wafer with a single laser pulse. “The challenge was to coordinate the pulses in such a way that contact is completely established, while damage to the silicon is kept to minimal levels. Here it‘s crucial that the laser light effect is limited to between 50 and 2,000 nanoseconds,” explains Nekarda, group manager at the Fraunhofer ISE. An innovative system for guiding the laser beams makes it possible to create all the contacts in approximately one second.
“PERC solar cells made this way have an improved efficiency level of one percent absolute. With today’s solar cell efficiency of approximately 20 percent, that’s about five percent relative. We gain an additional two percent in the system, which means we increase the overall energy yield by seven percent,” Preu is happy to report. The efficiency level is of enormous importance since the majority of costs in photovoltaics are directly proportional to surface area.
“Where we need 100 square meters of solar cells today, in the future we’ll only need 93 square meters to produce the same amount of electricity. This not only means less silicon, but also less module material, less material in the systems and ultimately also savings in terms of planning costs.”
Successful Implementation in Industry
Solar cell manufacturers can easily and inexpensively integrate the laser procedure in existing production processes. According to company information, Hanwha Q Cells has already made 20 million cells – using LFC technology since beginning production. Companies around the world have in the meantime put PERC technology into mass production. “In the current year alone manufacturers have invested more than 200 million Euro in the implementation. This finally means the establishment of the next evolutionary stage of the silicon solar cell,” Preu is excited to report.
Ralf Preu and Jan Nekarda have received the 2016 Joseph-von-Fraunhofer prize for their role as initiators and drivers of this change. The jury based the award among other things on the fact that the researchers‘ development helps German companies continue to succeed in the highly competitive photovoltaics market.
The transformation of our energy system towards the goal of more electricity from renewable energy sources is one of the major challenges facing our society for the upcoming decades. Solar technology will play a decisive role in reaching that goal.
“The total amount of electric energy from photovoltaic sources is more than 250 tera-watt hours, approximately equivalent to the amount produced by 30 nuclear power plants. In order to help meet international climate objectives, the amount of photovoltaic power newly installed each year will have to increase by ten times over the next 15 years. On the whole, solar technology will have to become more efficient and cost-effective in order to meet the demands of this market,” explains Dr.-Ing. Ralf Preu, Director of the Division‚ PV Production Technology and Quality Assurance, at the Fraunhofer Institute for Solar Energy Systems ISE in Freiburg. The researcher and his colleague Dr. Jan Nekarda have already made an important contribution to climate protection with the development of Laser-Fired Contact (LFC) technology, enabling the manufacture of more efficient solar cells at lower cost.
Today most solar cells are equipped with a wide-surface metallic contact, covering
the entire backside of the silicon wafer and allowing electricity to flow from the cell to the electrode. This configuration however limits efficiency. A more high-performance alternative, discovered in 1989, is the Passivated Emitter and Rear Cell technology (PERC). In contrast to conventional cells, this technology includes an additional reflective layer on the backside of the cell and thousands of electric contact points. The LFC process developed by the Fraunhofer researchers has enabled the first industrial mass production of PERC solar cells.
Series Production of Highly Efficient Cells
A very thin non-conductive layer is deposited on the underside of a PERC solar cell between the contact layer and the wafer. Acting as a mirror, this layer reflects the share of sunlight not absorbed when penetrating the wafer back into the silicon wafer. Since the front side also reflects this light back into the wafer, it is also captured in the silicon wafer and the efficiency level of the solar cell increases. Drawing the electricity from the wafer requires many small apertures in the non-conductive layer in order to establish contact between the electrode metal and the silicon wafer. The LFC procedure creates
Dr. Jan Nekarda and Dr.-Ing. Ralf Preu (from the left) developed the Laser Fired Contact process for series manufacturing of highly efficient PERC solar cells. © Photo Dirk Mahler/Fraunhofer

Machine Tool Market – July/August 201656
ProductsINTERNAL GROOVING APPLICATION ADDED FOR ISCAR’S INDEXABLE MULTIFUNCTION TOOLSEven at the cutting-edge of global tooling design, ISCAR’s inventive R&D team are constantly striving to create advanced new cutting tools and inserts. Through the use of inspired new geometries, the development of advanced material grades and the application of superior coatings, a constant flow of ever more efficient ISCAR products are regularly launched.
In addition to inventing advanced new products, ISCAR’s prolific R&D team continually seeks ways to further enhance existing, popular tools and inserts. An example of this relentless quest for further product development is the recent upgrade of ISCAR’s popular multifunction DR-MF tool family by the launch of the company’s advanced new DRG-MF tools. In addition to ISCAR’s current XCMT-MF inserts, the flexible new tools can now carry the new XCMT-MG insert type that is designed for highly efficient internal grooving.
The innovative new DRG-MF tools differ from the existing DR-MF tools by the inclusion of a new secure pocket design that features a rear groove to accommodate the new inserts’ second cutting edge.
The new multifunctional ISCAR tools and inserts further extend the application range
of the current DR-MF tools by adding an efficient grooving capability to functions such as drilling, internal turning/boring, external turning and face turning usage.
The cost effective new XCMT-MG inserts, featuring two cutting edges, are made from ISCAR’s grade IC808G, which is a submicron substrate TiAlN multilayer coating. This advanced coating provides an excellent degree of reliability for cutting operations and also delivers extended cutting edge life. In addition, the multi-functional nature of the new tools allows users to save money by reducing their tooling inventories.
For more information, please contact Iscar South Africa – Tel: (011) 997-2700.
BC80: DESIGNED TO BE UNSTOPPABLE
ADIGE-SYS S.P.A. produces a wide variety of machines that are used for the mechanical processing of parts derived from tubes or bars. The BC80 is a system specifically designed for the continuous production of bushings.
BC80 is a fully automatic system with high throughput, which has been developed for continuous production of bushings, starting from either tubes or solid bars. The bushings with a diameter up to 80mm and lengths from 10 to 350mm are cut, faced and measured at a rate of up to 2,200 pieces per hour.
The fully automatic system is designed to ensure high quality part finish even on delicate bars. All machine settings for diameter changes are handled from a central location.
The control panel has a touch screen and an easy to use graphical interface which
For more information, please contact First Cut – Tel: (011) 614-1112.
simplifies the control parameters settings and the monitoring of the production status, while the entire system is designed to work 24/7, without stopping.
The tube or bar loading system with lengths up to 12.5m can be reloaded while the machine is working, thus never stopping or slowing production and end drops plus chips are collected in independent conveyors that can be easily emptied without stopping the machine.
Finished parts are discharged via a chute containing a two position mechanical separator which can be used to sort out parts that the measuring system rejects.
All finished parts are measured and certified. The dynamic washing system flushes chips from the part allowing accurate and reliable measurements. The operator has the ability to specify what to do if the parts exceed tolerance, for example he may stop the machine when the first error occurs or after a certain number of consecutive mistakes.


Machine Tool Market – July/August 201658
TRADE FAIR CALENDAR
Machine Tool Market - July/August 2016
GERMANY
BRAZIL
2017 FEIMAFE5 - 10 Jun eFEIMAFE is the main fair focused on Machine Tools and Q uality Control in L atin America. The event brings together leading companies in the industry and provides a suitable environment for business relationships.Anhembi Exhibition Pavilion, São Paulo
2016
AMB13 - 17 SeptemberAMB , the international exhibition for metalworking, is the leading industry trade fair and is one of the top five trade fairs worldwide for metal-cutting technology.New Stuttgart Trade Fair CentreEURO BLECH25 - 29 OctoberThe 24th International Sheet Metal Working Technology Exhibition will open its doors again in H anover, G ermany. As the world’s leading exhibition for the sheet metal working industry, EuroB L ECH offers a global platform for the presentation of the latest technology to a specialized audience of the industry’s key purchasers and decision makers.Exhibition Grounds, Hanover
ITALY2016 FASTENER FAIR28 - 29 SeptemberExhibition for fastener and fixing technology.MiCo - Milano CongressiBI-MU / SFORTEC4 - 8 OctoberInternational Exhibition dedicated to the Italian machine tools, robot, automation systems and ancillary products industry.Exhibition Ground, Fiera Bologna
FRANCE2016 MICRONORA27 - 30 SeptemberB iennial microtechnology and precision trade fair. The trade fair for cutting-edge technology.Besançon, France
ALUMINIUM 201629 November - 1 D ecemberAluminium is the world’s leading trade show and B 2B -platform for the aluminium industry.Düsseldorf Exhibition Centre
2017 INTEC7 - 10 MarchInternational Trade Fair for machine tools, manufacturing and automation.LeipzigMOULDING EXPO STUTTGART30 May - 2 Jun eInternational Trade Fair for Tool, Pattern and Mould Making.Messe StuttgartEMO HANNOVER18 - 23 SeptemberEMO H annover – the world’s premier trade fair for the metalworking sector.Hannover FairgroundBLECH & SCHWEISSTEC7 - 10 November13th B lechexpo - International Trade Fair for sheet metal working.Stuttgart New Exhibition Centre
INDONESIA2016 MACHINE TOOL INDONESIA30 November - 3 D ecemberThe 30th International Machine Tool, Metalworking and Allied Industries Exhibition.Jakarta International Expo
CANADA2017 WMTS15 - 17 Jun eThe Western Manufacturing Technology Show (WMTS) is Western Canada’s definitive showcase for manufacturers of products ranging from machine tools, welding equipment, designengineering and plant maintenance to process control and automation.Edmonton Expo Centre - AB Canada
INDIA
2016 IMEX10 - 12 Aug us t11th International Exhibition on the latest Machine Tools and Engineering Products.Pragati Maidan, New Delhi
2017 IMTEX 2017 and TOOLTECH 201726 Jan uary - 1 FebruaryImtex - the 18th Indian Metal Cutting Machine Tool Exhibition. Running concurrently with Imtex is Tooltech 2017 the 19 th International Exhibition of Cutting Tools, Tooling Systems, Machine Tool Accessories, Metrology and CAD/ CAM.Bangalore International Exhibition Centre
FINLAND2017 FINNTEC, TOOLTEC and JOINTEC 10 - 12 OctoberTrade Fair for the Metal and Engineering Industries.Helsinki Exhibition and Convention Centre
DENMARK2017 VTM 201728th February - 3rd MarchV TM 2017 will be the 3rd International Trade Fair for Machine Tools, Tools and Equipment for the Metal Working Industry.Exhibition Centre, Odense Congress Center
Machine Tool Market – July/August 2016 59
TRADE FAIR CALENDAR
Machine Tool Market - July/August 2016
GERMANY
BRAZIL
2017 FEIMAFE5 - 10 Jun eFEIMAFE is the main fair focused on Machine Tools and Q uality Control in L atin America. The event brings together leading companies in the industry and provides a suitable environment for business relationships.Anhembi Exhibition Pavilion, São Paulo
2016
AMB13 - 17 SeptemberAMB , the international exhibition for metalworking, is the leading industry trade fair and is one of the top five trade fairs worldwide for metal-cutting technology.New Stuttgart Trade Fair CentreEURO BLECH25 - 29 OctoberThe 24th International Sheet Metal Working Technology Exhibition will open its doors again in H anover, G ermany. As the world’s leading exhibition for the sheet metal working industry, EuroB L ECH offers a global platform for the presentation of the latest technology to a specialized audience of the industry’s key purchasers and decision makers.Exhibition Grounds, Hanover
ITALY2016 FASTENER FAIR28 - 29 SeptemberExhibition for fastener and fixing technology.MiCo - Milano CongressiBI-MU / SFORTEC4 - 8 OctoberInternational Exhibition dedicated to the Italian machine tools, robot, automation systems and ancillary products industry.Exhibition Ground, Fiera Bologna
FRANCE2016 MICRONORA27 - 30 SeptemberB iennial microtechnology and precision trade fair. The trade fair for cutting-edge technology.Besançon, France
ALUMINIUM 201629 November - 1 D ecemberAluminium is the world’s leading trade show and B 2B -platform for the aluminium industry.Düsseldorf Exhibition Centre
2017 INTEC7 - 10 MarchInternational Trade Fair for machine tools, manufacturing and automation.LeipzigMOULDING EXPO STUTTGART30 May - 2 Jun eInternational Trade Fair for Tool, Pattern and Mould Making.Messe StuttgartEMO HANNOVER18 - 23 SeptemberEMO H annover – the world’s premier trade fair for the metalworking sector.Hannover FairgroundBLECH & SCHWEISSTEC7 - 10 November13th B lechexpo - International Trade Fair for sheet metal working.Stuttgart New Exhibition Centre
INDONESIA2016 MACHINE TOOL INDONESIA30 November - 3 D ecemberThe 30th International Machine Tool, Metalworking and Allied Industries Exhibition.Jakarta International Expo
CANADA2017 WMTS15 - 17 Jun eThe Western Manufacturing Technology Show (WMTS) is Western Canada’s definitive showcase for manufacturers of products ranging from machine tools, welding equipment, designengineering and plant maintenance to process control and automation.Edmonton Expo Centre - AB Canada
INDIA
2016 IMEX10 - 12 Aug us t11th International Exhibition on the latest Machine Tools and Engineering Products.Pragati Maidan, New Delhi
2017 IMTEX 2017 and TOOLTECH 201726 Jan uary - 1 FebruaryImtex - the 18th Indian Metal Cutting Machine Tool Exhibition. Running concurrently with Imtex is Tooltech 2017 the 19 th International Exhibition of Cutting Tools, Tooling Systems, Machine Tool Accessories, Metrology and CAD/ CAM.Bangalore International Exhibition Centre
FINLAND2017 FINNTEC, TOOLTEC and JOINTEC 10 - 12 OctoberTrade Fair for the Metal and Engineering Industries.Helsinki Exhibition and Convention Centre
DENMARK2017 VTM 201728th February - 3rd MarchV TM 2017 will be the 3rd International Trade Fair for Machine Tools, Tools and Equipment for the Metal Working Industry.Exhibition Centre, Odense Congress Center
TRADE FAIR CALENDAR
Machine Tool Market - July/August 2016
UNITED STATES OF AMERICA2016IMTS12 - 17 SeptemberInternational Manufacturing Technology Show. Industrial decision-makers attend the International Manufacturing Technology Show (IMTS) to get ideas and find answers to their manufacturing problems. McCormick Place Convention Center, Chicago
SWITZERLAND2016PRODEX15 - 18 NovemberInternational Exhibition for machine tools, tools and production measurement.Messe Basel
TURKEY2017WIN EURASIA METALWORKING9 - 12 FebruaryUnique platform for the sheet metal processing industry.Tüyap Fair, Convention & Congress Centre, Istanbul
2016 ELECTRA MINING AFRICA 201612 - 16 SeptemberRanked as the second largest mining show in the world and with global recognition for its broad reach across mining, construction, industrial and power generation industry sectors, Electra Mining Africa once again proves its status as a world class event attracting high numbers of quality exhibitors and visitors, both benefiting from the platform created to showcase the latest in products, services and trends.Expo Centre Nasrec, Johannesburg
SOUTH AFRICA
SINGAPORE
2017MTA 4 - 7 AprilThis is the 21st edition of the show covering industries such as aerospace, electronics, energy, medical, oil and gas.Singapore Expo Centre
POLAND
2016TOOLEX4 - 6 OctoberInternational Fair of Machine Tools and Processing Technology.Expo Silesia Exhibition Centre
SOUTH AFRICAN AUTOMOTIVE WEEK11 - 13 OctoberSouth African Automotive Week is one of the few automotive events on the continent that focuses on component manufacturing and the opportunities for trade in the manufacturing industry.Tshwane Events Centre, Pretoria
2017MACHINE TOOLS AFRICA 2017 9 - 12 MayMachine Tools Africa 2017 will be organized by the MTMA - The Machine Tool Merchants’ Association of South Africa, together with Specialised Exhibitions.Expo Centre, Johannesburg
KZN INDUSTRIAL TECHNOLOGY EXHIBITION (KITE) 26 - 28 JulyAn industrial trade show that showcases products, services and solutions appropriate to the KwaZulu Natal region. It provides an excellent platform for trade discussions between exhibitors and visitors and a forum for business networking.Durban Exhibition Centre
TAIWAN2017TIMTOS7 - 12 March26th Taipei International Machine Tool Show.Taipei World Trade Center
VIETNAM2016MTA VIETNAM5 - 8 JulyThe 14th International Precision Engineering, Machine Tools and Metalworking Exhibition and Conference.Saigon Exhibition & Convention Centre (SECC)
MYANMAR
2016MANUFACTURING MYANMAR22 - 24 SeptemberThe 3rd International Manufacturing, Machinery, Equipment, Materials and Services Exhibition.Myanmar Event Park
PORTUGAL2016EMAF23 - 26 November16th International Fair of Machinery, Equipment and Services for Industry.Exponor Feira International do Porto, Porto Portugal
JAPAN2016 JIMTOF 201617 - 22 NovemberThe 28th Japanese International Machine Tool Fair.Tokyo Big Sight (Tokyo International Exhibition Center)
2017 LAMIERA17 - 20 MayMachines and equipment for the machining of sheet metal, pipes, sections, wire and metal structural work. Dies, welding, heat treat-ments, surface treatments and finishing.Fieramilano
ITALY (cont.)
Machine Tool Market – July/August 201660
A²C DISTRIBUTORS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
A.P. DESIGN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
ADENDORFF MACHINERY MART . . . . . . . . . . . . . . .INSERT
AFRICA MACHINE TOOLS SUPPLIES . . . . . . . . . . . . . . . . 25
AMADA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4, 5 & 53
CNC CLEARCUT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
DURMAZLAR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 & 7
EDM SHOP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
F & H MACHINE TOOLS . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
FANUC SOUTH AFRICA . . . . . . . . . . . . . . . . . . . . . . . . . . . IBC
FNB FIRST NATIONAL BANK . . . . . . . . . . . . . . . . . . . . . . . 17
FIRST CUT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . IFC
HAAS FACTORY OUTLET SOUTH AFRICA . . . . . . . . . . . . 41
HARP MACHINE TOOLS . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
HEUNIS STEEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
HI-TECH MACHINE TOOLS . . . . . . . . . . . . . . . . . . . . . . OFC
HURCO SOUTH AFRICA . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
ISCAR SOUTH AFRICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
LIND S.A. AUTOMATION . . . . . . . . . . . . . . . . . . . . . . . . . 2 & 3
METAL CHIP MACHINERY . . . . . . . . . . . . . . . . . . . . . . . . . 15
MJH MACHINE TOOLS . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
MULTITRADE DISTRIBUTORS . . . . . . . . . . . . . . . . . . . . . . 29
PBS MACHINE TOOLS . . . . . . . . . . . . . . . . . . . . . . . . . . OBC
PIM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
RETECON . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
STANDARD BANK . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
TH MACHINE TOOLS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
WAK TRADING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
WALKER MACHINE TOOLS . . . . . . . . . . . . . . . . . . . . . . . . 33
W.D. HEARN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
ADVERTISERS INDEX
Standard Cutting Oil “S2S”
210 Litre Drum R6 622,81 ea
25 Litre Container R789,48 ea
VAT excluded
Dilute with water 20:1Does not go “OFF” even when standing
23 Wright Road Extension Nuffield, Springs 1559 Tel: (011) 363-1766Fax: (011) 363-2404
E-mail: [email protected] [email protected]
SOLUBLECUTTING
OIL
For advertising in this
magazine, callJason Rohrs
(011) 476-3211/3

South Africa (Pty) Ltd
High Precision Wire EDM
FANUC 31iB5, 5 axis Nano CNC Control AI Contour Control look ahead as standard Simplified operation with Manual Guide i Optional high speed Direct Drive 4th axis 1.4 second tool change (cut to cut) 10,000 RPM Spindle as standard 54 m/min Rapid Traverse Full 2 Year Mechanical & Electrical Warranty
5 axis wire EDM Latest FANUC 31iWB CNC control Large 15 inch touch panel with USB I/O New power conservation functions Faster cutting & better surface finish Fast air jet Automatic Wire Feed Full 2 Year Mechanical & Electrical Warranty
FANUC South Africa (Pty) Ltd. Tel 011 392 3610 Fax 011 392 3615 www.fanucsa.co.za [email protected]
17 Loper Ave, Aeroport Industrial Estate, Spartan, Johannesburg
i Series Robots Intelligent robots for any application, including: Arc & Spot Welding Machine Tending Palletizing Materials Handling Sealing
High Speed Machining Centre
FA & ROBOT & ROBOMACHINE
FANUC
12 - 16 SEPTEMBER 2016 HALL 6, STAND C6
Visit us at:
NOW OPEN
CAPE BRANCH
Call 073 557 5155
PBS ERCOLINA FP MAM APRIL/MAY AD 210X297.indd 1 2016/04/12 4:24 PM





























