Embed Size (px)
Citation preview

AT THE IIOT CROSSROADS
LIVING WITH LEGACY SYSTEMS
WIRELESS SWEET SPOTS
SUPPORT GENDER DIVERSITY
FE
BR
UA
RY
20
19
Computing power at the
device level is transforming
process applications

the #1 value in automationOrder Today, Ships Today!
* See our Web site for details and restrictions. © Copyright 2019 AutomationDirect, Cumming, GA USA. All rights reserved. 1-800-633-0405
Automation is easy and aff ordable...
...when using a controller designed that way. The CLICK
PLC family provides the right amount of control for small
systems and beginner projects without unnecessary
cost and complexity. Low-cost hardware and FREE
software with straightforward ladder instructions and
a user-friendly programming environment make CLICK
the go-to choice for simple control.
Automate the easy waywith CLICK PLCs
www.CLICKPLCs.com
STAND-ALONE PLCW/ BUILT-IN I/O
starting at:
$69.00(C0-00DD1-D)
PLC SOFTWARE WITH EASY-TO-USE
INSTRUCTIONS
FREE!
NOW WITH HIGH-SPEED INPUTS!
With CLICK PLC’s added high-speed functionality, tracking encoder pulses or dedicated high-speed input signals (up to 100kHz) has never been easier or more aff ordable. See how easy high speed can be in this short How-to video:
www.go2adc.com/CLICK-HSC
STAND-ALONE PLCW/ HIGH-SPEED INPUTS
starting at:
$131.00(C0-10DD1E-D)
—Empowering operatorsis good business.
One of the great opportunities of the digital revolution is enabling industrial workers with the right information at the right time in the right context. ABB AbilityTM System 800xA supplements operational knowledge and helps workers to be safer, more productive and to make informed decisions. abb.com/800xA
—CONNECT. LEARN. LEAD
ABB Customer WorldMARCH 4-7, 2019 | HOUSTON, TEX AS

CONTROL (ISSN 1049-5541) is published monthly by PUTMAN MEDIA COMPANY (also publishers of CONTROL DESIGN, CHEMICAL PROCESSING, FOOD PROCESSING, PHARMACEUTICAL MANUFACTURING, PLANT SERVICES and
SMART INDUSTRY), 1501 E. Woodfield Rd., Ste. 400N, Schaumburg, IL 60173. (Phone 630/467-1300; Fax 630/467-1124.) Address all correspondence to Editorial and Executive Offices, same address. Periodicals Postage
Paid at Schaumburg, IL, and at additional mailing offices. Printed in the United States. © Putman Media 2019. All rights reserved. The contents of this publication may not be reproduced in whole or part without
consent of the copyright owner. Postmaster: Please send change of address to Putman Media, PO Box 1888, Cedar Rapids IA 52406-1888; 1-800-553-8878 ext. 5020. SUBSCRIPTIONS: Qualified-reader subscriptions are
accepted from Operating Management in the control industry at no charge. To apply for a free subscription, email [email protected]. To non-qualified subscribers in the Unites States and its possessions, subscriptions
are $96.00 per year. Single copies are $15. International subscriptions are accepted at $200 (Airmail only.) CONTROL assumes no responsibility for validity of claims in items reported. Canada Post International Publications
Mail Product Sales Agreement No. 40028661. Canadian Mail Distributor Information: Frontier/BWI,PO Box 1051,Fort Erie,Ontario, Canada, L2A 5N8.
www.controlglobal.com FEBRUARY 2019 • 5
FEBRUARY 2019 • VOLUME 32 • NUMBER 2
Features
36PROCESS OPTIMIZATION
At the IIoT crossroadsA look from the trenches at digitalization, big data
and Industry 4.0.
by Gregory K. McMillan
40INDUSTRIAL ETHERNET
Smarter polymer blendingA new Otto Bock plant uses Profinet and 18 smart drives
to blend plastics properly.
by Jeanne Schweder
26COVER STORY
On the edgeComputing power at the device level
is transforming process applications
by Jm Montague
SUPPORTYou optimize your process for maximum safety, reliability
Do you want to learn more?www.us.endress.com
Customers around the world trust us when it comes to process automation. Our shared goal is plant safety, availability
People for Process Automation
www.controlglobal.com FEBRUARY 2019 • 7
Departments
CIRCULATION
Food & Kindred Products ............................................................................... 10,106
Chemicals & Allied Products ............................................................................ 8,919
Systems Integrators & Engineering Design Firms .............................................. 8,681
Primary Metal Industries .................................................................................. 4,657
Electric, Gas & Sanitary Services ...................................................................... 3,481
Petroleum Refining & Related Industries .......................................................... 4,016
Miscellaneous Manufacturers ........................................................................... 6,982
Paper & Allied Products ................................................................................... 2,856
Pharmaceuticals .............................................................................................. 3,945
Rubber & Miscellaneous Plastic Products ......................................................... 3,762
Stone, Clay, Glass & Concrete Products ............................................................ 1,686
Textile Mill Products ............................................................................................ 802
Tobacco Products ............................................................................................... 110
Total Circulation ............................................................................................. 60,003
9 EDITOR’S PAGE
A new aristocracy
The robot revolution is poised to put automation
professionals in control.
15 CONTROL ONLINE
Our most recent, valuable and popular offerings at
ControlGlobal.com
16 FEEDBACK
We still need fossil fuels; Focus on solutions, not FUD;
Why wasn’t Lenze in the Top 50?
18 OTHER VOICES
Living with legacy systems
Line up sources of obsolete components before failures
cause unplanned downtime.
20 ON THE BUS
Grandpappy of device diagnostics
Modbus gave us our first “open” communications
between analyzers and controllers.
22 WITHOUT WIRES
Wireless sensor sweet spots
How battery life interacts with update rate to define
the most practical applications.
23 IN PROCESS
OPAF launches O-PAS standard; Pepperl+Fuchs
buys Comtrol
25 RESOURCES
Level leverage
A monthly topical guide to web-hosted papers, tutorials,
videos and other educational materials.
43 DEVELOP YOUR POTENTIAL
The elephant
To bridge it, understand the rationale behind the
academic-practice gap.
45 ASK THE EXPERTS
Compressor rod position detection
And how quickly we need to bring global warming
under control.
47 ROUNDUP
Enclosures, workstations and purge systems
Recent and interesting products under the topic of
the month.
49 EXCLUSIVE
SCADA goes mobile-responsive
Induction Automation's Ignition 8 handles larger systems
and adds a module for interface-building and visualization.
50 EXCLUSIVE
Combined controller paves way for IIoT
Rockwell Automation's Allen-Bradley CompactLogix 5480
runs control and Windows on the same chip.
51 CONTROL TALK
How to support gender diversity
Things we can do to improve our profession by advocating
women engineers.
53 CLASSIFIED/AD INDEX
Find your favorite advertisers listed neatly in
alphabetical order.
54 CONTROL REPORT
Text to talk
Control Amplified turns conversation into content—if you
can listen instead of read.
CONTENTS
© Allied Electronics & Automation, 2019 alliedelec.com 1.800.433.5700
We stock enough power to brew a 12 oz. cup of coffee
for the entire populationof New Orleans.
Put that in your mug and drink it.
POWER
© Allied Electronics & A& A& AAutommutoutou atioatioatio 22n, 2n, 2n, 201019019019019 alliedelec.com 1
Put that in your mug a

EDITOR’S PAGE
PAUL STUDEBAKER
Editor in Chief
www.controlglobal.com FEBRUARY 2019 • 9
You can serve as a check
and balance, doing all
you can to help those
millionaires see the
wisdom of retraining,
elevating and leveraging
the value of the human
workforce.
MY son the political theorist likes to remind me
of Aristotle’s model of society, where people fall
into one of three classes: the aristocracy, the
craftsmen and the slaves. “The aristocrats have
leisure and education, and therefore use their
time to pursue the good. They are ‘the virtuous.’
The craftsmen or artisans have less leisure and
less education, and therefore use their time to
pursue wealth and/or status. They are ‘the vulgar.’
The slaves have very little leisure and education,
and therefore are used as tools to create leisure
and education for other people. They are ‘the
slavish,’” he writes (https://benjaminstudebaker.
com/2018/12/08/are-we-trying-to-make-every-
one-an-aristocrat-or-a-peasant).
You can argue about the details, but few Ameri-
cans wouldn't see the reason behind this notion of
three classes based on social status and wealth.
Over the past few years, we’ve been barraged
with news about increased levels of automation,
and dreaded or enjoyed the potential of robots to
free the slavish (or take our jobs) by doing drudg-
ery and producing the essentials of life. Robots
will clean our houses, drive our cars, and certainly
become the brains and muscle of production in
manufacturing. We’ve salved our concerns by lis-
tening to reports that automation doesn’t replace
the slaves, that it elevates their work and creates a
new demand for qualified craftsmen and artisans,
and all will be well if we can just change our pri-
orities and education system (STEM!) to feed the
new beasts.
We admire the people we see as modern aristo-
crats—the rich and sometimes famous—for being
role models and engines that make possible the
capitalism that lets us be (more or less) comfort-
able. We imagine them as decent human beings,
motivated at least as much by their need to live in
a contented, stable society as by their hunger for
ever more money, real estate and power.
But, that American dream took a significant hit
at the recent World Economic Forum global meet-
ing of the politically and financially well-endowed
in Davos, Switzerland, where The New York Times
(NYT) reported, “In public, many executives wring
their hands over the negative consequences that
artificial intelligence and automation could have
for workers…But in private settings, including
meetings with the leaders of the many consulting
and technology firms whose pop-up storefronts
line the Davos Promenade, these executives tell
a different story: They're racing to automate their
own workforces to stay ahead of the competition,
with little regard for the impact on workers.
The NYT article also quoted Mohit Joshi, presi-
dent, Infosys, who said, “Earlier, they had incre-
mental, 5% to 10% goals in reducing their work-
force. Now they’re saying, ‘Why can’t we do it with
1% of the people we have?”
As the experts in automation whom the Davos
billionaires must enlist to transform our society by
shifting work from people to capital equipment,
allowing them to literally own the machines that
generate wealth instead of renting pesky people
by the hour, you’re uniquely positioned to guide
this transition. You can toady up, turn your back
on the newly jobless, and just be thankful you
have the skills to survive.
Or, you can serve as a check and balance, do-
ing all you can to help those millionaires see the
wisdom of expanding their wealth and influence
by retraining, elevating and leveraging the value of
the human workforce.
In the end, as economic inequality grows and
discontent makes the world more dangerous, the
rich, their friends and families will thrive behind
walls, armed guards and the governments they
purchase by proxy. The merely comfortable will be
more vulnerable to a society with the deteriorating
infrastructure, poor education and third-world ser-
vices of societies where the economic security of
the bottom 90% becomes more precarious.
You’ll probably never be welcome in Davos, but
you can bring your automation expertise to the
people who deserve it most.
The new aristocracyThe robot revolution is poised to put automation professionals in control.

www.controlglobal.com FEBRUARY 2019 • 15
CONTROL ONLINE
NEWS & BLOGS
ControlGlobal E-News
Multimedia Alerts
White Paper Alerts
Go to www.controlglobal.com and
follow instructions to register for our
free weekly e-newsletters.
E-NEWSLETTERS
NEWS & BLOGS
Missed opportunities
in process control
The disparity between theory and
practice is growing because of leaders
in process control leaving the stage
and users not being given the time to
explore and innovate. Greg McMillan
addresses this situation with a spe-
cific and comprehensive list.
www.controlglobal.com/blogs/
controltalkblog/missed-opportunities-
in-process-control-part-1
2019 S4 Conference:
Observations and challenges
especially for engineering
Joe Weiss offers his observations from
the 2019 S4 Conference, noting the
heavy focus on OT networks and IT/OT
convergence.
www.controlglobal.com/blogs/
unfettered/2019-s4-conference-
observations-and-challenges-especially-
for-engineering
A faster way to monitor
radiation damage
Researchers at MIT and Sandia
National Laboratories develop a sys-
tem to continuously monitor radiation-
induced changes to materials.
www.controlglobal.com/blogs/off-
site-insights/a-faster-way-to-monitor-
radiation-damage-to-materials
Top 10 articles of 2018
Here are the Top 10 most viewed ar-
ticles on ControlGlobal.com in 2018.
www.controlglobal.com/articles/2019/
top-10-articles-of-2018
Control Amplified on the edgeIn the latest Control Amplified podcast, "Computing at the edge,"
executive editor Jim Montague is joined by Peter Zornio, CTO at
Emerson Automation Solutions, to discuss computing at the edge
of process automation and control systems. They talk about how to-
day's edge computing differs from former distributed control efforts,
how edge computing works, and how users can take advantage of it.
Download and subscribe to Control Amplified on your smart device
now to keep up with this great supplemental content.
www.controlglobal.com/podcasts/control-amplified
How to add nonincendive to existing wiring practices
In addition to explaining the two contrasting nonincendive ap-
proaches—energy-limited and non-arcing—this whitepaper offers
guidance about how combining nonincendive circuits, components
and equipment with other Division 2 protection methods can ben-
efit engineers and installers of equipment and devices. Download this
whitepaper to learn about the energy-limited approach, the non-arcing
approach, combining nonincendive with other wiring methods, and
replacing explosion-proof with nonincendive circuits, components and
equipment.
https://info.controlglobal.com/white-paper-2018-turck-nonincendive-
existing-wireless-practices
IWiM nominations open through March 31
Putman Media is accepting nominations for the 2019 class of Influen-
tial Women in Manufacturing through March 31. The IWiM program
is focused on recognizing women who are making a difference in the
manufacturing space. Nominate a woman from your organization who
demonstrates thought leadership, fosters growth in other women in
manufacturing, and has helped her team move forward through her
achievements. Nominees can be from any manufacturing industry, at
any level and in any country.
http://bit.ly/2rwG63W
2019 Readers' Choice Awards
Engineering, installing and maintaining automation systems for safe, ef-
ficient, quality production takes many talents. One of the most impor-
tant tools in your belt is your hard-won knowledge of what works. But
no single automation professional is expert in every category of process
control hardware, software and systems necessary to support today's
plant. Where do you turn when it's time to find a new source for a less
familiar need of your facility? Who do you consult? Why not look to fellow
professionals? That's who we poll to determine the annual Readers' Choice
Awards. Download your copy of the awards list now to have a repository of
the best solution providers for all of your facility's needs.
https://info.controlglobal.com/readers-choice-awards-2019
FEATURE EYEBROWFEATURE EYEBROFEATURE EYEBROFEATURE EYEFEATURE EYEATURE EYEBREATURATUATURE EYEBRFEATUFEATUUEATURE EYEBROTURE EYFEATURE EYEBRFEATURE EYEBREATURE EYEBFEATURE EYEBRFEATURE EYEBROROROOOEFEATURE ETURE EYUEATURE EYEBREATURE EYEBRROF AFF REATURE EYEBROFE E EYEBROWWWWWWWWWWW
26 • JANUARY 2019 www.controlglobal.com
TAP VINTAGE EXPERTISE
ENGINEERING, installing and maintaining automation
systems for safe, efficient, quality production takes many
talents. Along with a real grip on the technologies and
techniques of process control, you must have a good
understanding of manufacturing principles, finances,
people and more.
One of the most important tools in your belt is your
hard-won knowledge of what works. Through real-world
experience, you’ve found products and brands you can
rely on to give the best combination of performance,
ease of use, reliability and reasonable cost.
But no single automation professional is expert in
every one of the myriad categories of process control
hardware, software and systems necessary to properly
support today’s plant. Where do you turn when it’s time
to identify a new source for one of the less familiar needs
of your facility? Who do you want to consult—your pur-
chasing department? Your local reps? Magazine editors?
The web?
How about your fellow professionals who read Control? That’s who we poll to determine our annual Readers’
Choice Awards.
A veritable who’s who
The professionals who took the time and made the ef-
fort to complete our lengthy, fill-in-the-blank surveys
worked hard at it. For each of more than 80 categories,
they decided whether or not they had the experience
to name up to three suppliers who, in their opinion, de-
liver the best technology. If so, they decided who those
suppliers would be, ranked them one to three, typed in
their names, and moved on.
End users toast the companies that provide the best in process control. by Control staff
Reduce Wiring Costs in Hazardous Areas: How to Add Nonincendive to Existing Wiring Practices
White Paper - W1022
Your Global Automation Partner

FEEDBACK
1501 E. Woodfield Road, Suite 400N
Schaumburg, Illinois 60173
In Memory of Julie Cappelletti-Lange,
Vice President 1984-2012
EDITORIAL TEAM
Editor in Chief
Paul Studebaker, [email protected]
Executive Editor
Jim Montague, [email protected]
Digital Engagement Manager
Amanda Del Buono, [email protected]
Contributing Editor
John Rezabek
Columnists
Béla Lipták, Greg McMillan, Ian Verhappen
Editorial Assistant
Lori Goldberg
DESIGN & PRODUCTION TEAM
VP, Creative & Production
Steve Herner, [email protected]
Art Director
Jennifer Dakas, [email protected]
Senior Production Manager
Anetta Gauthier, [email protected]
PUBLISHING TEAM
Group Publisher/VP Content
Keith Larson, [email protected]
Midwest/Southeast Regional Sales Manager
Greg Zamin, [email protected]
704/256-5433, Fax: 704/256-5434
Northeast/Mid-Atlantic Regional Sales Manager
Dave Fisher, [email protected]
508/543-5172, Fax 508/543-3061
West Coast/Mountain Regional Sales Manager
Jeff Mylin, [email protected]
847/516-5879, Fax: 630/625-1124
Classifieds Manager
Lori Goldberg, [email protected]
Subscriptions/Circulation:
Patricia Donatiu. Circulation Manager,
888/644-1803
EXECUTIVE TEAM
President & CEO
John M. Cappelletti
VP, CFO
Rick Kasper
Foster Reprints
Corporate Account Executive
Jill Kaletha, [email protected]
219-878-6094
Finalist Jesse H. Neal Award, 2013 and 2016
Jesse H. Neal Award Winner
Eleven ASBPE Editorial Excellence Awards
Twenty-five ASBPE Excellence in Graphics Awards
ASBPE Magazine of the Year Finalist, 2009 and 2016
Four Ozzie awards for graphics excellence
16 • FEBRUARY 2019
We still need fossil fuels
I enjoyed your January column (“Elec-
tricity in the air,” Jan. ’19, p. 9, www.
controlglobal.com/articles/2019/would-
you-trade-in-your-fossil-fuel-powered-
car-for-an-electric). Yes, all this rhetoric
about electric vehicles is getting a bit
complicated and specious, with kilowatt-
hours per 100 miles, equivalent gasoline,
CO2 emissions per mile, etc.
Yes, electric cars have zero emis-
sions in operation—sorta. Nobody says
much about where the electricity comes
from. Whether it be fossil, natural gas,
nuclear, etc., there is an environmental
cost in terms of air pollution and global
warming.
I had my students take the general ef-
ficiency of internal combustion engines
(gas and diesel), gas turbines, all types
of fuel at steam generator plants, etc., to
determine the ultimate overall efficiency for
operation of an electric-powered vehicle.
Some interesting numbers.
No doubt the future is a bunch of elec-
tric vehicles, especially for the "last mile"
and other applications, but to write off fos-
sil fuels is a bit much.
Keep Béla Lipták involved, his monthly
columns are great.
KIRK ROSENHAN
Focus on solutions, not FUD
Regarding Joe Weiss’ “Unfettered” blog
post (www.controlglobal.com/blogs/
unfettered/sensor-security-issues-are-
a-global-issue-yet-they-are-not-being-
addressed-and-people-are-dying), every
cyber assessment report of reputable
operations technology security has ad-
dressed the sensor issues for many
years. There are multiple issues and
some compensating controls. Sensor in-
tegrity is of key importance, and we are
fully aware of this.
But let us not create fear, uncertainty
and doubt (FUD) by mixing up cyber
security issues with not-security-related
accidents such as LionAir, Turkish Air-
lines flight 1951, or even Bhopal (which
was caused by much more than a single
sensor failure). The issues are clear, we
should focus on solutions.
SINCLAIR KOELEMIJ
Why wasn’t Lenze in the Top 50?
We just had a quick look at the current Top
50 list (Oct. ’18, p. 60, www.controlglobal.
com/articles/2018/top-50-automation-com-
panies-of-2017-digitalization-takes-over)
and were very surprised to not see Lenze
included. Is it possible that our numbers we
sent out too early and maybe got lost in the
time before publication? If it was a timing
problem, what would be the best time for our
numbers to be sent, so we don't miss this
opportunity in the next publication?
MATTHEW VARNEY
Manager, Manufacturing Operations EL
Lenze Americas
Matthew, as you imagine, we mistakenly
overlooked the revenue report from Lenze.
For the 2017 calendar year reported in
October, 2018, Lenze's North America rev-
enue of $84.9 million would have placed
the company at 47th; its global revenue of
$739.5 million would put it 37th. We have
communicated with our contacts at ARC
Advisory Group who verify and compile our
Top 50. They vetted these figures and will
strive to consider Lenze in the future. We
regret the error.
—Paul Studebaker, editor in chief
CONNECTING THE UNCONNECTABLE
EMPATHY’S ROLE IN HMI DESIGN
MCMILLAN’S PERSONALITY SPLITS
LISTEN TO WEAK SIGNALS

Connect with the level measurementexperts at magnetrol.com©2019 Magnetrol International, Inc.
This is whylevel matters.
Rag layers, foam and mud tanks. Scrubbers, shakers and steam. There are no excuses when you need the toughest level measurements. That’s why Magnetrol® matters. We have the deepest experience in your applications and the broadest portfolio of level instruments for your industry.
improve production and reduce downtime. It all matters. Because in your world, level matters.
Reliability matters.
Safety matters.
In your world,it all matters.

OTHER VOICES
18 • FEBRUARY 2019 www.controlglobal.com
JONATHAN WILKINS
Director, EU Automation
Living with legacy systemsLine up sources of obsolete components before failures cause unplanned downtime.
THERE’S a knack to sourcing used and obsolete
automation components for process control, and
infrastructure in place to ensure discontinued
parts such as PLCs, human machine interfaces
(HMIs) and motors, aren’t completely eradicated.
Downtime of one part can result in downtime of
many parts. For example, if a long-standing PLC
takes a turn for the worse, plant managers may
find that entire production lines go down. The situ-
ation is far from ideal and needs resolving fast.
For legacy equipment, obsolescence takes
away the luxury of ordering a replacement straight
from the original parts manufacturer’s catalog.
Discontinued automation is testing even the stron-
gest supply chains across the world. Without the
right obsolete parts supplier on tap, plant manag-
ers are faced with trying to source new machines
that are compatible with old technology. In the
worst-case scenario, this sometimes results in
overhauling entire systems to bring a production
line back up. This is a costly approach, not only
in terms of capital expenditure, but also the time
taken to install the parts and train the workforce
on operating this new machinery.
It’s important to note that while this theoretical
case appears to modernize a factory, that’s often a
fallacy. If legacy equipment has been working ef-
fectively for 50 years, what's really been gained by
upgrading the production line to brand new equip-
ment? Wouldn't it make more sense to source an
exact match for the part, and live out another few
decades of reliability and predictability?
Testing components: Concerns over sourcing
reconditioned obsolete parts are common, but
are soon quashed by the right supplier. The main
concern is whether the part is up to standard. Ask
your obsolete part supplier about the testing and
checking processes that take place before a part
is dispatched—they should be thorough.
By choosing a reputable industrial parts sup-
plier, reconditioned equipment will always be
cleaned, serviced and upgraded to optimum
working order before it is put back onto the mar-
ket. A reconditioned motor, for instance, would be
tested extensively to ensure it functions properly
and is free of defects, and the supplier should be
able to prove this testing has taken place.
Similarly, the supplier should provide a guar-
antee for the product’s reliability. EU Automation,
for instance, offers a 12-month guarantee on its
reconditioned parts.
No country limits: When the hunt is on for a
specific process control part, obsolete part suppli-
ers should be willing to go to the end of the earth
to help customers. An extensive in-house stock
certainly makes it more likely to have a part avail-
able for immediate dispatch, but there may be
situations where the parts supplier needs to work
harder to find a specific part. For example, a U.S.
parts supplier may need to import a rare part from
as far as Europe, Asia or Africa.
In these cases, make sure there are no hidden
rush fees, handling fees or other hidden charges.
Ask the questions upfront so there is less likely to
be uncertainty when the invoice arrives.
Plan ahead: So far, the aforementioned ex-
amples have been somewhat reactive, waiting for
parts to break down before sourcing the replace-
ment. As parts in a factory or processing plant get
older, it becomes more important to think ahead
of time. This means building the relationship with
an obsolete part supplier now to discuss the po-
tential availability of specific legacy parts. After
all, knowing who to call could mean the difference
between a day of downtime, and a week.
Similarly, advancements in condition monitor-
ing are helping maintenance managers gain real-
time insight into the condition of parts. Not only
is this enabling more effective maintenance, for
example, replacing a bearing before catastrophic
failure of an entire machine ensues, it means that
obsolete machines that will need replacing in the
next year can be sourced now.
The infrastructure is in place to keep downtime
attributed to part obsolescence to a minimum.
Find an obsolete part supplier that has the sheer
determination to find the right part, no matter how
rare it may be.
By choosing a reputable
industrial parts supplier,
reconditioned
equipment will always
be cleaned, serviced
and upgraded to
optimum working order
before it is put back
onto the market.
— MARCH 4-7, 2019 | GEORGE R. BROWN CONVENTION CENTER | HOUSTON, TEXAS
ABB Customer World Connect. Learn. Lead.
ABB Customer World (ACW) addresses the most pressing issues you face, from increasing productivity to meeting rising customer expectations. The event provides an unparalleled opportunity to engage with your peers and our experts to discuss the future of industry, mobility, work, energy and cities – and how it impacts your business.
Choose from hundreds of workshops, including expanded hands-on training sessions, keynotes and panel discussions. Explore more than 120,000 square feet of exhibits that will showcase the latest digital technologies. See and experience the broadest showcase of ABB solutions and talk directly to the people behind the technologies. Event registration is FREE for all ABB customers and industry professionals.
Learn more and register today at: events.abb/acw
JOHN REZABEK
Contributing Editor
ON THE BUS
20 • FEBRUARY 2019 www.controlglobal.com
Grandpappy of device diagnosticsModbus gave us our first “open” communications between analyzers and controllers.
IT was 1983, and detailed engineering for the
project was in full swing. The goal: to extract then-
valuable aromatic hydrocarbons—molecules con-
taining the benzene ring—from a gasoline stream.
The project required a significant number of gas
chromatographs (GC): online analyzers for sepa-
rating and quantifying individual components of a
process stream. These complex, online instru-
ments were necessary for the licensor (the inven-
tor and developer of the aromatics processing
technology) to make crucial process adjustments,
as well as prove that their design was meeting the
client’s specifications.
Complex analyzers created a few challenges
for instrument designers and engineers of that
day, as well as the end users who had to maintain
them. In the case of the aromatics project, one
of the first challenges was bringing the numer-
ous 4-20 mA outputs into the first-generation
DCS. The four to eight outputs from each GC
required a lot of DCS analog inputs, which was
costly and consumed a lot of capacity, including
physical space, in the early DCS. Both the GC’s
Optichrome 2100 system and the TDC-2000 DCS
were microprocessor-based, but each used its
own unique network interface, protocol and physi-
cal layer (typically coaxial cable). What we called
a PC wasn’t necessarily a personal computer, as
that had only recently entered the vernacular. The
original PC, the programmable controller from
Modicon (now part of Schneider Electric), had
only recently introduced Modbus for interconnect-
ing its controllers. This open standard was only
beginning to be explored for connecting disparate
digital devices.
Within a few years, programmable controllers
became PLCs, and the Modbus interface for both
process GCs and DCSs became a routinely touted
feature—in fact, the path by which many systems
of the day proclaimed “openness.” It was not inex-
pensive nor especially easy to exploit the technol-
ogy for getting data digitally from the GC network
(or other systems, for example, PLCs). But it was
well worth it. Not only did it eliminate the need for
scores of analog loops (and all the associated wir-
ing, loop diagrams, checkout, etc.), but it also al-
lowed the controls engineer to actively monitor the
health of every GC.
Each GC was tied to a unique Modbus ID, so
rudimentary checks by those who configured the
interface were enough to validate the loops. Op-
tichrome GCs, for example, included the sample
time of each result as a standard feature, and
later versions even included some error checking
based on flatline detection (e.g., are new results
identical to the last set). This meant that data
validation could be incorporated in closed-loop
control schemes. Rather than placing advanced
control loops in manual (and thereafter left in that
state) whenever the results were driving the pro-
cess somewhere clearly unreasonable (such as
cutting column reflux to nil), the loop could shed
to some more conservative mode (local auto, for
example), and the operator could be alerted to a
measurement issue.
Having a measurement device report its results
digitally—frequently with little loss of significant
digits for the 16-bit systems of the day—was one
benefit. A huge reduction in wiring and all the as-
sociated engineering was another. And having a
time stamp of sorts provided by the measuring
device along with its health is something we take
for granted where bussed communications are
exploited. Controllers don’t use measurements
unless they are “good.” When the use of micro-
processors in everyday instruments like valve po-
sitioners and transmitters became commonplace,
it was natural to start thinking that all computer-
based field devices should communicate digitally,
and the same benefits and more would ensue. It
took a decade or two, but today, they do.
Controls specialists seeking to employ analyz-
ers should avoid the rut of analog communica-
tions. Modern systems support numerous buses
as well as Ethernet and OPC (not necessarily the
simplest, least expensive, or most reliable choice).
Design your controls to make use of digitally inte-
grated analyzers and associated diagnostics.
Rather than placing
advanced control loops
in manual whenever
the results were driving
the process somewhere
clearly unreasonable,
the loop could shed to
some more conservative
mode, and the operator
could be alerted.
The new Fluke 710 Valve Testing Loop Calibrator lets you quickly and easily test your HART smart control valves in under 5 minutes, helping you determine which valves need further maintenance, without wasting resources.
• Easy-to-use, intuitive tester with pre-configured valve tests
• Clear, at-a-glance measurement results
• 2-in-1: Valve tester with precision loop calibrator
• Included software for recording tests, comparing and plotting results, and diagnosing root cause

IAN VERHAPPEN
Senior Project Manager,
Automation, CIMA+
WITHOUT WIRES
22 • FEBRUARY 2019 www.controlglobal.com
Wireless sensor sweet spotsHow battery life interacts with update rate to define the most practical applications.
THOUGH the majority of instrument and controls
engineers have an electrical background (con-
firmed by the surprise people still have when I tell
them I was trained as a chemical engineer and,
like them, “fell” into this profession), we all need
to remember that the reason we are installing all
our sensors, control elements and control systems
is to control and manage the process. The point of
this message is that process dynamics need to be
part of the design process.
With wired devices that are not power-con-
strained, the update rate is decided by the I/O
card and controller. Battery-powered wireless
devices, however, do need to manage their energy
consumption, and the most common way of doing
so is by configuration settings of the update rate.
Though update rates for wireless sensor net-
works (WSN), WirelessHART and ISA100.11a can
be as short as 0.5 sec., as the update frequency
is increased, there is an associated exponential
decrease in battery life. As expected, the largest
impact is at the faster update rates that might be
required for closed-loop control. Longer update
periods (beyond 60 sec.) are constrained by basic
battery life physics more than the update rate,
thus setting the limit on the slower-update-rate
side of the equations.
So how do we balance the update rate and bat-
tery life? Basic control theory recommends that
the update rate of the measurement shall be a
minimum of three times faster than the process
time constant. I personally prefer an update rate
of six times the process time constant, if possible,
because then I am sure to observe all stages of
an oscillatory process. However, using the three-
times-faster basis for a temperature loop (where
measured temperature changes with a sensor in-
side a thermowell can be 16 sec. or longer, given
how much time is required for heat to penetrate
the thermowell and its mass), the required wire-
less update rate would be roughly 5 sec. Since
WSN cycles increase by doubling each time, the
closest approximation for this loop is a 4-sec. up-
date rate.
Industry practice and experience also recom-
mend the update rate should be four to 10 times
faster than the time constant of the process for
regulatory closed-loop control, so though it’s at
the low end, the 4 sec. update rate would also
work in this example.
Another, non-process-related consideration in
addition to battery life is the impact traffic may
have on the network itself, and in particular, the
access point or gateway. One WSN manufacturer
recommends keeping update rates no faster than
4 sec. since doing so can impact the total number
of wireless devices that can be put on a gateway.
Therefore, the 4 sec. update rate for this example
works well by meeting all three minimum criteria.
Temperature is one example of a slow process.
Level measurement, especially in large tanks, is
another. These sorts of measurements are well
suited to wireless sensing because they can oper-
ate with slower update rates, and when you con-
sider that large tanks and tank farms are widely
distributed, not having to install cable infrastruc-
ture makes a lot of sense.
With today’s computing power, the smart
people working in our industry have developed
a number of fancy tricks, such as custom P&ID
algorithms for wireless networks that consider lag,
other control algorithms (such as Smith Predic-
tors, developed in 1957), or other math to com-
pensate for the effects of delayed measurements.
(Some would say mask rather than compensate,
especially if they are used improperly by a person
not understanding and applying first principles
correctly.)
Despite all the advances we have made and
continue to make with our control systems, it is
always good to remember why we are implement-
ing the application, as well as the underlying as-
sociated engineering principles, and basic laws of
physics and chemistry that need to be followed.
Not everyone makes a good controls engineer,
technician or practitioner, however, if you remem-
ber the basic laws of physics and chemistry, the
chances of succeeding going up significantly.
With today’s computing
power, the smart
people working in our
industry have developed
a number of fancy tricks
to compensate for the
effects of delayed
measurements.
www.controlglobal.com FEBRUARY 2019 • 23
IN PROCESS
THE Open Group (www.opengroup.org) vendor-neutral technol-
ogy consortium reported on Feb. 5 at the ARC Industry Forum in
Orlando, Fla., that it's launched its new Open-Process Automa-
tion Standard (O-PAS), Version 1.0. It's being published as a
preliminary that addresses emerging technology, and may incor-
porate some changes before it's published as a full Open Group
standard. Developed by the Open Process Automation Forum
(OPAF, www.opengroup.org/open-process-automation/forum),
the standard will provide a vendor-neutral reference architecture
to enable the construction of scalable, reliable, interoperable and
secure process automation systems.
O-PAS 1.0 is focused on meeting the minimum standard and
specification requirements for federated process automation
systems, using an open and interoperable reference architec-
ture. A key tenet of O-PAS is to adopt "fit-for-purpose" industry
standards that presently exist in the marketplace. As a result, the
standard will incorporate a variety of functional elements already
provided by multiple vendors, including security with ANSI/ISA
62443 (adopted by IEC as IEC 62443), connectivity with OPC
UA, and systems management with DMTF Redfish.
O-PAS 1.0 includes five main parts:
• Part 1—Technical architecture overview that's an architec-
tural overview of the current release and how it fits with the
overall targeted standard. It provides an overall perspective
of the vision to be attained by the standard.
• Part 2—Security that uses ANSI/ISA 62443 to form the basis
for compliance with the security requirements of the Open
Process Automation (OPA) Ecosystem and provides direction
and consistency, from a security perspective, for the develop-
ment of the other parts, particularly Part 4 and Part 5.
• Part 3—Profiles, which specifies the primary profiles for
O-PAS conformant components and how they contribute,
along with Version 1.0, to the interoperability required for
component connectivity and systems management.
• Part 4--Connectivity Framework (OCF) that specifies inter-
faces necessary for base connectivity for client-server and
publish-subscribe environments.
• Part 5—System Management of a process automation sys-
tem that covers different management functions, includ-
ing managing hardware, operating systems and platform
software, applications and networks. Its scope addresses
hardware management only. Future versions will address the
other system management functions.
“The publication of O-PAS 1.0 represents a significant
achievement by the Open Group and OPAF in a very short space
of time,” says Steve Nunn, CEO of the Open Group. “End user
demand for standards enabling interoperability is increasing due
to the business need to reduce capital costs for process control,
along with making scalability and cybersecurity capabilities an
inherent part of these systems. This new standard will address
both business and technical challenges in process automation,
and will resonate with many different vertical industries. My con-
gratulations to the members of the forum for all their hard work
and commitment to success in this initiative.”
Ed Harrington, forum director for OPAF at the Open Group,
added that, “The launch of the first OPAF standard demon-
strates the growing need for practical guidance in the develop-
ment of process control systems. Since the launch of the forum,
we've seen more than 80 member organizations become directly
involved with the development of this new reference architec-
ture. The resulting O-PAS will be a ‘standard of standards’ to
bring greater unity and consistency in how process automation
is achieved.”
Pepperl+Fuchs buys ComtrolPepperl+Fuchs announced Feb. 1 that it has acquired Comtrol
Corp. (www.comtrol.com) effective the same day. Comtrol will
become part of Pepperl+Fuchs' Factory Automation Division,
and will remain in Minneapolis, Minn., so its customers can
source products and conduct business as usual. Comtrol cus-
tomers will benefit from the division's global reach, and gain ac-
cess to added automation technologies.
Comtrol is a 38-year-old pioneer in industrial Ethernet com-
munications and IO-Link gateway products, and is known for its
RocketPort and other products. Its technologies will complement
Pepperl+Fuchs’ portfolio of Sensorik 4.0 sensor solutions and in-
terfaces, which include AS-Interface, IO-Link masters and indus-
trial connectors. Expanding its Ethernet communication products
and field-interfacing devices helps fulfill Pepperl+Fuchs’ Industry
4.0 strategy, and will enable it to provide more solutions that
close the gap between field devices and the control level.
“An enhanced Pepperl+Fuchs IO-Link product range will help
our customers improve the flow of data from field devices to the
control level and the cloud," says Reiner Müller, president of the
Factory Automation Division at Pepperl+Fuchs. "Customers will
be able to turn to a single, trusted partner to help develop their
newest digital business processes.”
Bradford Beale, president of Comtrol, adds that, “Comtrol
thanks it’s loyal customers for their support and business over
the past 38 years, and we look forward to continuing our great
technology leadership and innovation in serial, Ethernet and IO-
Link solutions. Comtrol is excited to join Pepperl+Fuchs in creat-
ing new IoT and Industry 4.0 innovations.”
OPAF launches O-PAS standardThe Open Process Automation Forum launches preliminary Open-Process Automation Standard (O-PAS)

24 • FEBRUARY 2019 www.controlglobal.com
IN PROCESS
• Indegy (www.indegy.com) announced Jan. 31 that it's integrated
Indegy Industrial Cybersecurity Suite with IBM’s (www.ibm.com)
QRadar Security Intelligence Platform to bridges the visibility gap
between enterprise information technology (IT) environments and
industrial and operations technology (OT) environments. They add
that combining Indegy Industrial Cybersecurity Suite and IBM QRa-
dar will provide the deep visibility, security and control required
to close the blind spot between enterprise IT and industrial ICS
networks.
• Bedrock Automation (https://bedrockautomation.com) reported
Jan. 31 that Temblor Petroleum is implementing Bedrock Open
Secure Automation (OSA) for a cloud-based wellhead control and
data-sharing application. The application enables Temblor to
monitor and operate wellheads remotely, providing secure real-
time production data while minimizing the requirements for onsite
operators. Bedrock OSA provides the control infrastructure auto-
mating operation at two wellheads, but will also scale to operate
more wells in the future. It controls tank levels, pumps, compres-
sors, separators, duct valves and other devices, and is cyber
hardened by the Bedrock Cybershield security designed into to its
electronics.
• Harting Technology Group (www.harting.com) reported Jan.
16 that it's opened a production facility near the Polish city of
Bydgoszcz, Poland, where its subsidiary Harting Customised Solu-
tions (HCS) presently manufactures tailor-made solutions in its
500-square-meter facility. These products and solutions are pri-
marily intended for mechanical and plant engineering.
• Schneider Electric (www.schneider-electric.com) announced Jan.
15 that it's signed a global partnership agreement with Nozomi
Networks (www.nozominetworks.com) to collaborate, and provide
customers with advanced anomaly detection, vulnerability as-
sessment and other cybersecurity solutions and services, helping
them to control, prevent and mitigate risks to their operations and
business performance. They report their partnership will enable
Schneider Electric to respond more aggressively to immediate de-
mand for operational technology cybersecurity services
SIGNALS AND INDICATORS

If you know of any tools and resources we didn’t include, send them to [email protected] with
“Resource” in the subject line, and we’ll add them to the website.
www.controlglobal.com FEBRUARY 2019 • 25
RESOURCES
BASIC TYPES EDUCATION
The 10-minute video, "Process control
basics: level measurement," is presented
by Control editor-in-chief Paul Stude-
baker, and is part of its Educational Video
Series. It covers the difficulties of sensing
levels, application issues, advantages
and disadvantages of common technolo-
gies, such as mechanical, magnetostric-
tive, capacitance/RF admittance, ultra-
sonic, differential pressure, radar and
guided wave radar, laser level, nuclear,
radar and other methods. It's at www.
youtube.com/watch?v=UHUi0FjhojM
CONTROL
www.controlglobal.com m
12 WAYS TO MEASURE FLUIDS
This online article, "A dozens ways to
measure fluid level," details all the es-
sential level measurement methods, their
history, how they've evolved, and more
recent innovations. The three main cat-
egories include established, hydrostatic
and modern technologies. It's at https://
new.abb.com/products/measurement-
products/level/a-dozen-ways-to-mea-
sure-fluid-level
ABB
www.abb.com
INTRODUCTION AND SELECTION
This online article, "Introduction to level
measurement," covers float switches,
non-contact and contact ultrasonic and
capacitance technologies; offers links
to applications including storage tanks,
cooling towers and life sciences; and
gves a list of questions users should an-
swer to pick the right level measurement
device. It's at www.omega.com/prodinfo/
levelmeasurement.html
OMEGA ENGINEERING
www.omega.com
PRODUCTS PLAYLIST
This YouTube playlist of more than 40
short product videos on level measure-
ment technologies begins with "Fo-
cusing radar level measurement" and
includes handling foam, condensate,
buildup and other conditions. They're
at www.youtube.com/results?search_
query=level+measurement+vega
VEGA AMERICAS INC.
www.vega.com/en/home_us
MEASUREMENT, INSTRUMENT
SELECTION
Two articles, "Level measurement" by
Donald Gillum and "The art of level in-
strument selection" by Hunter Vegas,
cover essential level measurement meth-
ods, and how to decide which to specify
for particular applications. The first is at
www.isa.org/standards-publications/isa-
publications/intech-magazine/2013/feb/
special-section-level-measurement/ The
second is at www.isa.org/standards-and-
publications/isa-publications/intech-mag-
azine/2014/may-jun/automation-basics-
the-art-of-instrument-selection/
ISA
www.isa.org
MAGNETIC LEVEL WEBINAR
The 58-minute video, "Basics of Mag-
netic Level Measurement," by Mike
DeLacluyse of Lesman Instrtument Co.,
and Jim Linahan of Wika, defines mag-
netic level indicators; shows how they
work and how they're used; compares
single- and dual-chamber configuration
options; covers measurement technol-
ogy options; and presents sample ap-
plications. It's at www.youtube.com/
watch?v=Z3bcCmfktiU
LESMAN INSTRUMENT CO.
www.lesman.com
ULTRASONIC VS. GUIDED
WAVE RADAR
The 17-minute video, "Ultrasonic
level versus guided wave radar level,"
is presented by Jason Beck of Flo-
Corp, who compares and contrasts
the pros and cons of these two well-
known level measurement technolo-
gies. It's located at www.youtube.com/
watch?v=siAMerrbpPU
FLO-CORP.
www.flo-corp.com
CAPACITANCE SUMMARIES
This four-page article, "Thinking caps:
understanding capacitance level mea-
surement," shows how to understand
and apply capacitance technologies, as
well as their advantages and limitations.
It's at https://w3.siemens.com/mcms/
sensor-systems/CaseStudies/pi_00302_
en.pdf. A second article, "Capacitance
level measurement," also covers basic
principles, and offers a selection guide.
It's at https://www.omega.de/green/pdf/
CAP_LEV_MEAS.PDF
SIEMENS
www.siemens.com
OMEGA ENGINEERING
www.omega.com
ANIMATED COLLECTION
This playlist of 43 short, slickly ani-
mated product videos on level measure-
ment technologies begins with "Vibronic
measuring principle animation" and
includes vivid representations of tank
gauging, gamma modular, radiomet-
ric measurement, time of flight and
many other useful principles. They're
at www.youtube.com/results?search_
query=level+measurement+endress
ENDRESS+HAUSER
www.us.endress.com
Level leverageControl's monthly resource guide

26 • FEBRUARY 2019
ITS name sounds slightly exotic and dangerous, probably because
of all the cutting and bleeding attributed to it. Buzzwords aside, the
"edge" is just another place to crunch numbers.
It's this portability—the fact that microprocessors can perform
their calculations almost anywhere—that gives edge networking,
computing, monitoring, automation and control its true value. For
awhile, it appeared that all production information was on its way
to the cloud, but those services and their developers and users have
since realized there was far too much data for them to handle, while
many networks still face connectivity, latency and reliability hurdles.
Fortunately, edge computing in or close to sensors, instruments,
analyzers, I/O, controls and other plant-floor devices is enabling rou-
tine data gathering, storage on databases and latency-reducing data
processing in many process applications, while also delivering less bur-
densome reports-by-exception, anomalies and longer-term trends
for analysis to the cloud and other enterprise-level users (Figure 1).
Computing power at the device level is transforming process applications | by Jim Montague
FEBRUARY 2019 • 27
Beyond distributed
"The edge means using general-pur-
pose computing power as close as
possible to the physical world where
data is generated," says Benson Houg-
land, vice president of marketing and
product strategy at Opto 22 (www.
opto22.com). "This is different from
the distributed control of the past
because, while we're moving some
of the same decision-making ability
to the edge, distributed control was
run by a large CPU that managed all
its nodes, but had less horsepower,
and relied more on networking con-
nections. Edge computing spreads its
intelligence, CPUs and memory more
widely, can operate more autono-
mously, pre-processes data, and can
initiate communications to get data
where it needs to go."
For instance, Plummer's Environ-
mental Services (https://plummersenv.
com) in Byron Center, Mich., collects
and disposes of non-hazardous, liquid
waste, usually containing detergents
and solvents from industrial cleaning
and degreasing applications. However,
its operators recently had difficulty
pumping from their tanker truck to
Plummer's 65,000-gallon holding tank
because the only way to tell if there
was enough room was to visually in-
spect it, which led to misestimates,
spills into a containment area, and
costly cleanups.
As a result, Plummer's enlisted
system integrator Perceptive Con-
trols (www.perceptivecontrols.com) in
Plainwell, Mich., which implemented
an ultrasonic level sensor at the top of
the tank and connected it to a SNAP
PAC R-series controller from Opto 22.
It triggers alert lights, alarms horns,
and emails when the tank reaches ca-
pacity, while an Internet protocol (IP)
camera mounted at the top provides
a real-time view of the tank level. Opto
22's groov mobile interface makes
tank level data and live video available
on operators' smart phones and tablet
PCs. Subsequent project phases were
expected to add pump controls and
automatic shutoffs, as well as real-
time tank monitoring at clients' holding
tanks for dispatching trucks before the
tanks could be too full and possibly
hinder production.
Steffen Ochsenreither, business
development manager for prod-
ucts and solutions including IIoT,
Endress+Hauser (www.us.endress.
com), adds, "There are many similari-
ties between distributed control and
edge computing, such as remote con-
nectivity and decentralization, but we
believe they're not exactly the same
because distributed control is always
supervised. While the edge is just do-
ing monitoring for now, its future might
become more and more autonomous
control by local intelligence that runs
operations, and synchs with super-
visory systems periodically via IIoT
protocols such as message queuing
telemetry transport (MQTT) or narrow-
and low-bandwidth, long-range, wide-
area network (LoRaWAN) wireless."
Definitions and databases
Once initial exposure to edge comput-
ing indicates how it might be applied
on the plant floor, potential users seek
to fit its concepts into their industries.
However, because so many edge de-
vices like network gateways and even
their microprocessors come from the
information technology (IT) side, many
process industry users are learning its
language, as well as developing their
own lingo to describe how those func-
tions are deployed.
"As digital transformation has come
into the forefront, we're seeing a new
vocabulary emerge for it," says Peter
Zornio, CTO at Emerson Automation
Solutions (www.emerson.com). "For
example, an edge gateway used to be
just a gateway, RTU or controller, while
the Industrial Internet of Things (IIoT)
is really just SCADA over the Internet.
However, as the IT community discov-
ered IoT and digital transformation
technologies, they started coming up
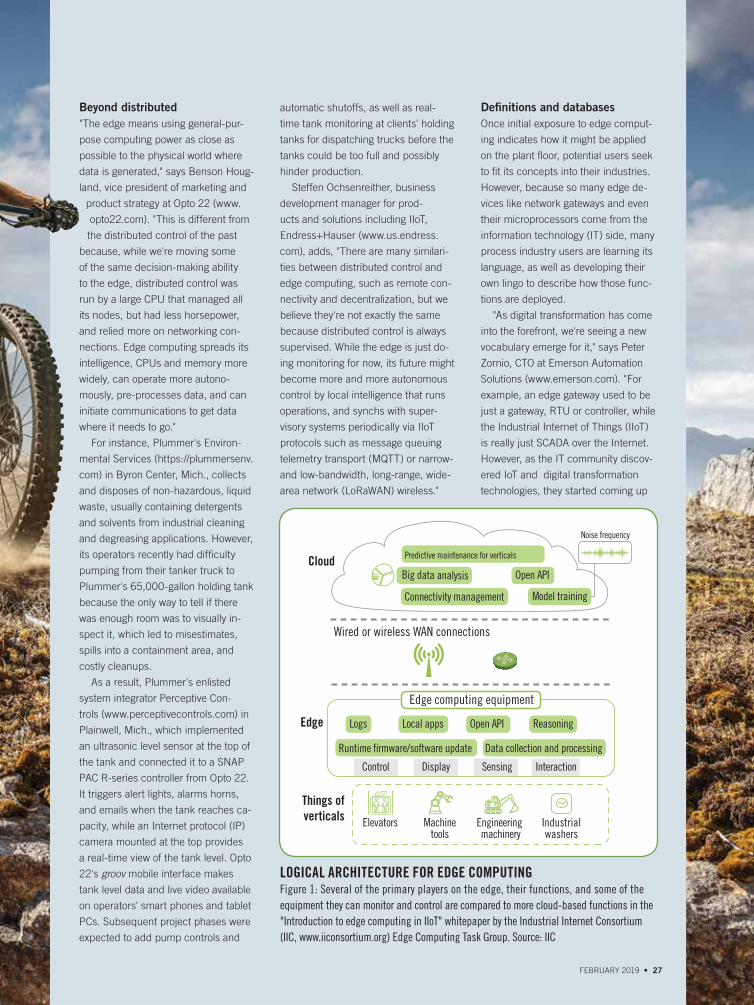
LOGICAL ARCHITECTURE FOR EDGE COMPUTINGFigure 1: Several of the primary players on the edge, their functions, and some of the
equipment they can monitor and control are compared to more cloud-based functions in the
"Introduction to edge computing in IIoT" whitepaper by the Industrial Internet Consortium
(IIC, www.iiconsortium.org) Edge Computing Task Group. Source: IIC
CloudPredictive maintenance for verticals
Runtime firmware/software update Data collection and processing
Big data analysis Open API
Local apps Open API
Control Display Sensing Interaction
ReasoningLogs
Connectivity management Model training
Noise frequency
Wired or wireless WAN connections
Edge
Things of
verticalsElevators Machine
toolsEngineering machinery
Industrialwashers
Edge computing equipment

EDGE COMPUTING
28 • FEBRUARY 2019 www.controlglobal.com
with sexier terms for what we'd already been doing in process
automation for 30 or 40 years. These are used to explain opera-
tions technology (OT) to IT's bigger audience and community
that aren't familiar with it. Even the term "OT" that describes
technology and systems at the plant level was created for this
transition. So now the "edge" is where process data, analytics
and results are done at the OT or plant layer, rather than send-
ing it to a control room, off premise, or to the cloud. As a result,
edge computing is another new generation of plant-level systems
for taking data from sensors and automation systems, and using
it to generate new, valuable, action-oriented information, such as
energy consumption for optimization, reliability and failure pre-
diction, and better process safety.
To contribute to increasing edge efforts, Emerson Plantweb
Insight software presently runs in PCs at the network level of
sensors and wireless gateways, but Zornio reports it will soon
also run inside those gateways directly, where it will continue to
do jobs like predicting and reporting pump performance, advis-
ing users when to clean equipment, and alerting about upcom-
ing failures. "It's just a choice of where you want to run your data
processing. This usually depends on how much latency you're
prepared to accept or other factors, for example, maybe your
application needs fast analysis of vibration data," adds Zornio.
"This is why Emerson's solutions can run at the sensor or control
network layer, a server at an integrated operations center, or the
cloud. We'll always have a natural split between what happens
at the edge or in the cloud for a lot of applications, but I don't
think process control itself is going to leave the edge. It will still
be done at the plant or device level, even as indirect, high-level
analysis happens elsewhere."
Organizing at the precipice
One snag with the edge computing idea is it's hard to decide
what's on the edge or not. "From the cloud computing perspec-
tive, everything below it is on the periphery," says Bob McIlvride,
communications director at Skkynet (www.skkynet.com). "How-
ever, from the control room's point of view, everything outside it
is on the edge, while even on the plant floor, the edge may not
be viewed as beginning until the production level sensors and
other devices. The edge is just putting computing power where
it's needed, and filtering and reducing how much data goes to
the cloud."
It seems everyone has to think of themselves as at the center.
However, once enough edge-related concepts, terminology and
comparisons have been at least partly agreed on, developers
and users report that edge computing starts to impact the basic
structures of their plant- and device-level systems.
"Edge computing also enables a more loosely coupled archi-
tecture, which allows users to build solutions that are unique
to the needs of their applications," adds Opto 22's Hougland.
"The issue is always network latency, but now much of it can be
taken out because not every reading has to be sent to a mas-
DATABASE SAVES FOR RAINY DAYSIt's hard to get more on the edge than out in the ocean, but
that's where edge computing devices can really prove their
worth. For example, among its operations in the Austral and
San Jorge basins, state-run Empresa Nacional del Petróleo
(www.ENAP.com.ar) Argentina operates five offshore oil
and gas platforms near Magallenes. These production plat-
forms report data from close to 146,000 tags and measure-
ments, and 69 devices running Modbus RTU, Modbus TCP
and other protocols to five individual servers and a local
supervisory server, which retransmits the data to a remote
server onshore at ENAP's Magallenes Reception Battery
(MRB). The operation also includes 15 clients, 80 screens,
six MySQL servers and one SQL server.
However, due to bad weather, communication between the
platform-based servers and the MRB is sometimes interrupted
and data is lost, according to Gabriel Alejandro Acuña, elec-
trical engineer at Weisz Bolivia SRL (www.weisz.com), which
helped ENAP resolve its network issues. "All control points
were isolated during these interruptions," said Acuña. "The su-
pervisory staff had difficulty reviewing the information, and the
management staff was totally isolated in obtaining information."
In a phased upgrade, Weisz and ENAP integrated the
controls at the five platforms with web- and Java-based Ig-
nition SCADA software from Inductive Automation (https://
inductiveautomation.com). Each Ignition server was also
given its own, independent database, enabled "transaction
groups" to send data, and was configured with a hub-and-
spoke topology to help ensure delivery. The Ignition server
has double redundancy, so the SCADA system won't be out
of service when a server is being maintained.
"On the ground, a cluster of three servers was installed,"
explained Acuña. "These host a virtualized Ignition server,
which contains the 'supervision' application that allows
navigation between all applications from any location in
the corporate network. This server has two projects, one
for controlling the reception battery, and another applica-
tion that allows supervisors and management personnel to
navigate through all the applications at sea and on land as
their user level allows. This configuration allows personnel
in Buenos Aires to access information in Rio Gallegos.”
Besides improved availability and better monitoring and
control of the five platforms and MRB, Acuña reports that Igni-
tion's more capable and independent servers also let ENAP
access corporate information in real time; publish according
to requirements of Argentina's Secretariat of Energy; generate
reports for analytics required by other ENAP departments; ac-
cess more asset management data; perform event auditing to
register all accesses and modifications to the SCADA system;
and move between applications without changing users.

© 2019 by AMETEK Inc. All rights reserved.
The best just got better
And smarter. And safer. The AMETEK 888 tail gas analyzer was designed with safety in mind. With a web-enabled interface, smart diagnostics
while its advanced electronics resist overheating, reducing
Modbus and Ethernet connections.
AMETEK has been the leader in tail gas analysis for more than 40 years.
Visit our website now to learn more. www.ametekpi.com

EDGE COMPUTING
30 • FEBRUARY 2019 www.controlglobal.com
ter, and the edge device can look at the
data points and send back just what's
needed. This approach also helps secu-
rity because tightly coupled architectures
use dumb, distributed devices that aren't
secure by definition, while smarter edge
devices can decide who gets to connect
according to what parameters. This is like
comparing an old telephone to a smart
phone, which is the classic example of
an edge device that's mobile, has more
memory and an array of built-in sensors,
and can deliver computing power and
run software including PLC programs and
custom code wherever needed.
"The edge flattens the usual, stitched-
together architecture of HMIs, gateways,
OPC UA, historians/databases and other
tasks into one manageable and secure
thing (Figure 2). A regular PC can do
general-purpose computing, but then
users must pay to manage, license,
maintain updates, and secure it. Once
they get an edge device doing these jobs,
users are saying, 'Hey, I can get rid of
my PC," plus they're also easier for IT to
manage. Just as many people use their
smart phones and other mobile device
more than their laptops and other PCs
for office and personal tasks, the same is
happening in process automation."
Travis Cox, co-director of sales engi-
neering at Inductive, adds that, "Edge
computing can be broken up into three
categories. The first is using edge de-
vices to bridge gaps between legacy
networking protocols and fieldbuses
to newer, publish-subscribe ones like
MQTT. Edge devices can be embedded
in PCs like those from Advantech, gate-
ways like Opto 22's groov, Raspberry Pi
boards, or any fog computing platform
such as modern switches and routers.
There's so much legacy equipment and
protocols out there that they can't all be
replaced, so gateways and other edge
devices are critically important."
Cox adds that adopting an open-
standard protocol like MQTT creates an
enterprise service bus for the industrial
world. "This is a common area that also
allows auto-discovery of data without
mapping and without having to know
whose end devices are used," explains
Cox. "This allows for plug-and-play on
any platform. For example, the legacy
equipment needed to talk to 1,000 oil
and gas wells would include a complex
polling engineer, 900-MHz telemetry,
and slow polling devices from the con-
trol system. However, Freewave is now
providing its 900-MHz devices with fog
computing, which means if PLCs and

www.controlglobal.com FEBRUARY 2019 • 31
EDGE COMPUTING
radios are already at the wells, then the
user can run SCADA software such as Ig-
nition, talk to PLCs and poll them locally,
store and forward data, publish by excep-
tion, eliminate legacy polling engines, not
need to add a PC at each well, and get
more useful data faster."
Cox's second edge computing cate-
gory is local operating interfaces that can
run with minimal hardware, which allows
more local HMIs and greater production
visibility, especially during network fail-
ures. "Previously, HMIs were physically
wired to PLCs, but this was costly, usually
dedicated to only one purpose, and users
didn't like it because they couldn't add
different software to any device like they
can with apps on tablet PCs and smart
phones," Cox explains. "This is why our
Ignition Edge Panel is low-cost and al-
lows unlimited tags, so users can put an
Globally certified Type Z/Ex pzc system for Div. 2 and Zone 2/22 applications
Fully automatic control and pressure compensation in a low-cost, compact housing
Touch screen display and pre-set purge programs for easy system setup
www.pepperl-fuchs.com/purge7500
Bebco EPS® 7500 Series
Automating functions.Simplifying operations.Modernizing protection.
FLATTEN THE IOT ARCHITECTUREFigure 2: An essential advantage of edge computing is it can collapse several layers of traditional
control and communication networks, such as PLCs, PCs, OPC servers and edge gateways, and
combine them into one streamlined, optimized and secured architecture that can input physical
signals and output IoT-ready data with TCP/IP, HTTP, MQTT and RESTful APIs, according to the "Edge
Computing Primer" whitepaper by Opto 22 (www.opto22.com). Source: Opto 22
The problem: complex current IoT architecture
The solution: flatten the IoT architecture
Cloudapplications
Cloudapplications
*Programmable automation controller
Sensor
Sensor
PLC PCOPC server
Edgegateway
PAC* with edge computing

EDGE COMPUTING
HMI anywhere. But it isn't just an island
because it can network to a corporate
or central control system to send and
manage data. This common, standard
software and networking like MQTT is a
big shift from proprietary because users
can add other software without having to
change their infrastructure."
Thanks to joining network protocols
and enabling local interfaces, Cox adds
his third edge category is the ROI and
value it can deliver by running algorithms,
models and machine learning close to
where production data is generated.
"This means local analytics enabling
instant tuning of processes using more
sophisticated models, better production
forecasts, and improved equipment fail-
ure models and predictions," says Cox.
Wireless extends edge
Of course, just as it helps other networks
make previously unworkable leaps,
Polyester
Die-cast
Aluminum
Stainless
Steel
Industrial
Wall-mount
Polycarbonate
ENABLING THE EDGEEven though gateways and other edge components are increasingly easy to use, it
still requires a learning curve to migrate from legacy networking to devices that are
simpler and smarter, but still represent a substantial change for individual applica-
tions. Tom Buckley, IoT global business development manager at Iconics (www.
iconics.com), has several suggestions for getting edge devices up and running,
and giving them the best chance for success:
• Enlist OT and IT personnel to communicate and collaborate on any edge
project. OT knows the process application and its requirement, while IT likely
knows the most about which edge devices to use.
• Develop requirements and specifications with input from everyone, including
latency of the application, whether real-time response is needed, and adding
time to reach the cloud and back in latency calculations.
• Decide what information needs to go to the cloud and other enterprise levels,
and on what schedule it needs to be sent.
• Determine what specific types of support technology will meet the project's
specifications, such as wired or wireless, or will connecting to sensors be done
via Bluetooth, radio frequency or local wiring?
• Because device drivers are still needed to reach many legacy components,
check if planned edge devices need gate translators for protocols like OPC
UA, BACnet, SNMP and others.

www.controlglobal.com FEBRUARY 2019 • 33
EDGE COMPUTING
wireless is also helping edge comput-
ing devices, Industrial Internet of Things
(IIoT) applications and cloud services
reach components, signals and data they
couldn't acquire otherwise.
For instance, to reduce overhead costs
and increase efficiency, safety and report-
ing accuracy at the same time, Fairfield Oil
and Gas Corp. in Oklahoma City, Okla., re-
cently worked with Freewave Technologies
Inc. (www.freewave.com) to implement its
ZumDash Small SCADA app in conjunc-
tion with Amazon Web Services (AWS)
cloud-computing service. ZumDash uses
Freewave's ZumIQ application environment
platform, and is deployed on its app-host-
ing and app-programmable ZumLink 900
series radios. Together, they allow users
to monitor operations remotely, execute
logic, visualize trends and generate reports,
which in Fairfield's case means minimizing
trips by vehicle for manual sensor inspec-
tions, which can exceed $20,000 per year.
Initial implementation by Fairfield in-
cluded automating and monitoring five
wells, each with a maximum of three
tanks and three pressure sensors. The
edge solution had to be vendor-neutral
because it was too costly for Fairfield
to remove existing sensors and meters.
Alarm, tank-level and pressure sensor
data had to be accessible from web-en-
abled devices. Fairfield also wanted to:
• Access and control production from
any device;
• Automate reporting with 24/7 access
to real-time reports, daily reporting of
pumper accuracy vs. automation ac-
curacy, monthly reports of run tickets
vs. production runs, and annual re-
porting of real-time decline curves;
• Implement proactive maintenance by
identifying problems before they occur;
• View historical data and trends;
• Automate alarms and alert protocols
to web-based PC, Mac, Android or
iOS devices, and provide: high-level
alerts to crude purchasers; no-flow
alerts after six hours of no flow; sud-
den drop alerts due to tank leaks,
thefts or purchaser pick up; separa-
tion alerts of high bottoms due to too
much water in crude vessels; high-
pressure alerts; and flow alerts due
to increases, decreases or stops.
To avoid disrupting any of Fairfield's
operations, Freewave software engineers
also set up a Modbus-based simulator to
validate the ZumDash solution as part of
the development process. Next, a 900-
MHz ZumLink Z9-PE radio was added
at each well to pull in sensor data from

34 • FEBRUARY 2019 www.controlglobal.com
existing OleumTech gateways via Modbus, and deliver via cell
modem. Each Z9-PE radio was preloaded with ZumIQ software
for app programmability, and has 512 MB of RAM and 1 GB of
flash memory to store up to 30 days of data.
In addition, with a ZumIQ-developed app, each radio also
converts Modbus data to MQTT for publishing real-time data to
AWS in the cloud. Because status and trend data from the wells
is visible and accessible on web-based devices, staff trips to the
sites were reduced, as well as the cost of sending every data
packet to a PLC network or the cloud.
Brian Joe, global product manager for Emerson's wireless
group, reports its Plantweb Insight software can run standalone,
on a server or in an edge gateway, take data wirelessly from mul-
tiple sensors, and run it through analysis models to give users
better data for more-informed decisions. "Similar data was gath-
ered for decades, but most was done manually and periodically,
so it wasn't consistent or reliable, and couldn't help improve
decisions," says Joe. "With wireless, it makes economic sense
to collect more datapoints and monitor equipment continuously.
Instead of getting one measurement per month, we can now get
hundreds per hour, and get vastly better trends and analysis."
Joe reports that 3M (www.3M.com) recently implemented
Plantweb Insight software for steam traps and pumps at its
chemical plant in Decatur, Ala. Personnel at 3M implemented
the software on five problematic steam traps at its boiler house,
and within weeks, the software alerted them to four failed traps,
representing $100,000 in excess energy costs if the steam traps
had been left unrepaired. Likewise, 3M also added Plantweb
Insight to two chiller water pumps, and now receives continu-
ous measurements and reliable, consistent, holistic informa-
tion about their health, allowing the company to reduce costly
manual inspection rounds, while staffers can view their condition
on an intuitive dashboard.
"Users can run edge devices and software close to their pro-
cesses, and get results in minutes or seconds instead of hours
or days," adds Joe. "This lets them identify abnormal situations
as they occur. For example, heat exchangers foul, so they're usu-
ally cleaned on a schedule. Now, our models can recognize foul-
ing rates using continuous temperature, flow and pressure data
to determine more accurately if they need to be cleaned or not,
and send alerts when they do. This can save a lot in terms of ef-
ficiency and maintenance costs."
Highest EfficiencyLongest LifetimeSmallest Size
CP10 vs. Best CompetitorsWidth (mm)Lifetime (hours)
72,000
69,000
45,000
#2
#3
#4
130,000 CP10#1
504942
39
CP10#2
#3 #4#1
Scan code to see more
Efficiency (%)
95.2
CP10
#2 #3 #4
94.0
94.5
94.3
#1
EDGE COMPUTING
www.controlglobal.com
Aids and aided by IT-OT convergence
One unexpected benefit of edge computing is that it can apparently enable
OT and IT professionals to collaborate more effectively.
"Edge devices bring IT and OT together for common goals like predic-
tive maintenance because they can push more data from field devices to
higher-level systems more often," says Endress+Hauser's Ochsenreither.
"Much of this data was already in many instruments, but it was locked in,
and could only be downloaded manually or with added effort. For example,
when it comes to self-diagnostics of the instruments, users would have
to write down the diagnostic code from the display, look it up in manuals,
learn what to do, and go back and make adjustments. Now we have edge
devices like our SGC 500 gateway that can get more and better informa-
tion automatically. The process still runs as before, but now users have
in-depth diagnostics, and can learn what needs to be done before they go
out. SGC 500 does analytics, health diagnostics and predictive tasks, but
all its software applications use data from other edge devices. These appli-
cations will be launched in the U.S. later this year.''
Because remote and/or limited-connectivity operations must prioritize
the data they send to the enterprise or cloud, Endress+Hauser has devel-
oped its Smart System, which combines sensing, measurement and gate-
way functions to collect, aggregate and store information before sending it
to the cloud, reports Ochsenreither. It was recently released in Europe and
is expected to be released this year in the U.S. "Smart System measures
continuously, and users decide whether it updates the data to the cloud ev-
ery 15, 30 or 60 minutes," says Ochsenreither. "It also takes a snapshot of
data just before sending it to the cloud, and checks the diagnostics of con-
nected sensors and reports on their health or if anything is wrong."
Step up, jump in
Getting involved with edge computing and automation is designed to be
relatively simple and straightforward, but it does require redefining some
traditional relationships with legacy devices and networks—and the willing-
ness to change some mindsets, too.
"Data processing is heading towards more distributed hardware and
software, where users don't have to stick with one vendor, but can instead
employ best-in-class devices," says Inductive's Cox. "This means leverag-
ing open, secure standards like OPC UA, MQTT and RESTful API. This is
different than networking via EtherNet/IP and Profinet, and is more like
the Internet where HTML is transmitted over HTTP. This is where open-
standard, plug-and-play networking can unlock some real power for the
industrial world. For instance, MQTT is like HTTP because it uses Spark-
plug messaging that defines data before it's transferred. This is what allows
two different systems to access and understand data from each other, and
know whose devices are being used and what their data means without the
mapping that used to be required.
"Anyone can say their network protocol is open, but if it's not truly in-
teroperable and easy to understand, then it's not open. Openness means
plug-and-play access, inspection and data transfers between two systems
or devices that doesn't require users to write mapping and translate proto-
cols. This is what's enabling data science, machine learning, and building
and applying models to be combined with operations. This is where real IT-
OT convergence happens."
fact
More facts about the OPTIMASS series:
us.krohne.com/egm
Continuous flow
measurement with air
or gas entrainments
in the medium
OPTIMASS series –
technology driven by KROHNE
• Coriolis mass flowmeters with Entrained Gas Management (EGMTM): no loss of measurement with gas and air entrainments up to 100%
• Considerable improvements with: - Plant start-up and shut-down - Air-containing products - Troubleshooting in the process
• Measurement of mass, volume, density, temperature and flow velocity as well as concentration with one device
• Ex, SIL2/3, EHEDG, 3A, FDA, CIP/SIP; CT: MID 2014/32/EU, OIML, API&AGA compliant
°F
t/h
lb⁄hlb⁄cf
°Brix
36 • FEBRUARY 2019 www.controlglobal.com
WE are at a crucial junction. Yoga Berra
famously said, “When you come to a fork
in the road, take it.” When it comes to
IIoT, we will, and there may be no looking
back if we continue on what seems to be
the more appealing path. Judging by the
number of articles and even university
programs with IIoT in the title, it’s being
regarded as not only as the next best
thing, but perhaps the all-time best thing
and the only thing. It’s interesting that I
found the content of one online university
program and article with IIoT in the title
actually had nothing much to do with
IIoT. Here, we try to address some of the
practical issues of IIoT, digitalization, big
data and Industry 4.0 to give realistic and
useful guidance.
Executives may not understand pro-
cess control, but can relate to informa-
tion technology (IT) because their world
is governed by IT. They may be thinking,
why do we need all those engineers in
hardhats? Fortunately, we see them ask-
ing experienced automation professionals
in the ISA Mentor program to take IIoT on
the right road. To see how important this
is, let’s learn from the past.
IIoT is the future, one way or another.
The following stories are just a warning
to make sure we take the right road. The
mistakes I saw led to many of the later
recommendations for a successful future
with IIoT, where engineers and techni-
cians are empowered and enlightened.
We are at the crossroads.
Lessons from the past
I survived the era of expert systems, neu-
ral networks and fuzzy logic. I dabbled in
them, and had a few small productive ap-
plications. It turns out that the level alarm
and dryer moisture prediction could have
been done by material and energy bal-
ances, and pH control by a model pre-
dictive control. Fortunately, most of my
time was spent on first-principal dynamic
modeling, and improving valve response
and PID control strategies. The dozen
or so people who were working on these
leading-edge technologies were all gone
after about 15 years as was $25 million
worth of engineering time and software,
with few lasting successes. They were all
given packages, so maybe it turned out
OK for them. I never got a package. The
company wanted me to stay, but I even-
tually retired to avoid putting my retire-
ment at risk due to bankruptcy.
In the 1990s, I witnessed a specialist
from the leading supplier of multivariate
statistical process control (MVSPC) come
into a plant I supported. He had no plant
experience, but was a highly educated
data scientist. After a couple of weeks,
he was extremely excited about all the
great predictions in continuous sheet line
quality he developed by simply dump-
ing all the plant data into his software,
including the far upstream batch opera-
tions. All of the predictions were bogus
and bizarre to the point of being comi-
cal. We could laugh because his time
was free in the hope we would buy the
software.
Remember the promise of a “lights
out” control room over 30 years ago with
the introduction of the DCS? I saw one 20
years ago. The plant was shut down after
the total solution to long-retired expertise
was an emulation that had little to do with
actual plant or its control system, and no
documentation or training by people with
plant knowledge.
Threats and promises
IIoT can provide a synergy of accoun-
tants, data scientists, process engineers,
analyzer specialists, automation profes-
sionals, operators and maintenance
technicians working together, eliminating
silos. This sense of community can spur
creativity and deeper involvement. The
many layers of automation and expertise
can be exploited.
I think back on the opportunity as-
sessments, when we had all of these
people in the same room looking at
historical data and opportunity sizing
sheets. The insights and solutions we
quickly gained led to process control
improvements with yearly benefits that
averaged 5% of the cost of goods. IIoT
can potentially put us all functionally in
the same virtual room with much more
intelligent access to knowledge with an
eye on better alarm management, HMI,
procedure automation, batch control,
instrumentation, basic and advanced
A look from the trenches
at digitalization, big data
and Industry 4.0.
by Gregory K. McMillan
At the IIoT
crossroads

www.controlglobal.com FEBRUARY 2019 • 37
IIOT CROSSROADS
control, and operator performance. If we
take the wrong road, the room may only
have a data scientist, potentially resulting
in a “lights out” plant.
Too much data that doesn’t include
changes in the process inputs and
consequential changes in the process
outputs, covering the possible range of
operation, can result in tight models with
false alerts and conclusions. For batch
operations, 50 batches might be about
right for data analytics, making sure they
cover the full range of the quality assur-
ance (QA) value (e.g., end-of-batch lab
quality result).
Know your process and what measure-
ments are important for that stage of pro-
cessing. Take into account when control-
lers are not in service. Eliminate outliers.
Strip off measurements that are obviously
not applicable. For tight control, look at
changes in the manipulated variable. If
the flow measurement does not have suf-
ficient rangeability, the knowledge is in
the controller output. Batch operations
require incredible ranges of utility flows as
they progress from starting conditions, low
level and no conversion to final operating
conditions, high level and high conversion.
Avoid flow measurements that are only rel-
evant for a short period or are shared by
other equipment units.
When an operator sees something
unusual, the first question often asked
is: what maintenance is being done?
Maintenance records need to be timely
and integrated into and accounted for
in-system analysis. Simple calibration
checks (a common occurrence for pH
electrodes) can lead to false alerts.
Delve into data analytics
Data analytics are valuable for show-
ing a batch is different. I personally see
the worm plot of a QA value versus two
principal components as useful, where
the head of the worm is the most recent
batch and the tail is the oldest batch.
Outliers must be eliminated, of course.
Ideally, you want the worm to be tightly
coiling around the best QA value.
While the incentive is greater for
high-value, biologic products, there are
challenges with models of biological pro-
cesses due to multiplicative effects (neu-
ral networks and data analytic models
assume additive effects). Almost every
first-principle model (FPM) has specific
growth and product formation rates,
which are the result of a multiplication of
factors each between 0 and 1 to detail
the effect of temperature, pH, dissolved
oxygen, glucose, amino acid (e.g., glu-
tamine) and inhibitors (e.g., lactic acid).
Thus, each factor changes the effect of
every other factor. You can understand
this by realizing that, if the temperature
is too high, cells are not going to grow
and may die. It doesn’t matter if there's
enough oxygen or glucose. Similarly, if
there isn’t enough oxygen, it doesn’t mat-
ter if the other conditions are fine. One
way to address this problem is to make
all factors as close to 1 and as constant
as possible, except for the one of interest.
It's been shown that data analytics can
identify the limitation and/or inhibition
FPM parameter for one condition, such
as the effect of glucose concentration via
the Michaelis-Menten equation, if other
factors are constant and nearly 1.
Process control is about changes in
process inputs and changes in process
outputs. If there's no change, you can’t
identify the process gain or dynamics.
We know this is necessary in the identi-
fication of models for MPC, and for PID
tuning and feedforward control. We often
forget this in the datasets used to develop
data models. A smart Design of Experi-
ments (DOE) is really best to get datasets
that show changes in process outputs for
changes in process inputs, and to cover
the range of interest.
If setpoints are changed for different
production rates and products, exist-
ing historical data may be rich enough if
carefully pruned. Remember, neural net-
work models, like statistical models, are
correlations and not cause-and-effect.
Review by people knowledgeable in the
process and control system is essential.
Time synchronization of process in-
puts with process outputs is needed for
continuous models, but not necessarily
for batch models, explaining the notable
successes in predicting batch endpoints.
Often, delays are inserted on continu-
ous process inputs. This is sufficient for
plug flow volumes such as dryers, where
the dynamics are principally a transport
delay. For back mixed volumes, such as
vessels and columns, a time lag and de-
lay should be used that's dependent on
production rate.
Neural network models are more dif-
ficult to troubleshoot than data analytic
models, and are vulnerable to correlated
inputs (data analytics benefits from prin-
cipal component analysis and drill-down
to contributors). Neural network models
can introduce localized reversal of slope
and bizarre extrapolation beyond train-
ing data not seen in data analytics. Their
DISRUPTIVE TECHNOLOGY CAN SOLVE OLD PROBLEMSThe Industrial Internet of Things (IIoT) is at its best when it solves the ancient problem of
breaking down silos and bringing to bear the combined knowledge and perspectives of local,
corporate and third-party experts.
Local expertsAutomation network
Centralized expertiseOn-premise or cloud-hosted
Your own centerIntegrated operations centerMonitoring and diagnostics center
Third-party expert servicesCloud-hosted
Third-party monitoring
and analysis platform
Equipmentdata
Equipment dataSite
Diagnosisor work
instructions

38 • FEBRUARY 2019 www.controlglobal.com
piecewise linear fit can successfully model nonlinear batch profiles.
To me, this is similar in principle to using signal characterizers to
provide a piecewise fit of titration curves.
Cover the basics
Recycle can cause a snowballing effect unless there's a flow loop
with a fixed setpoint in the recycle path. Contaminants and inerts
are often not measured and can accumulate. Unmeasured distur-
bances are a general, pervasive problem. Limit cycles, interactions
and resonance cause confusing situations, often best deciphered
using power spectrum analysis and selectively putting loops in
manual. What happened first may also be a timely clue, as proven
by the age-old value of the first-out sequence.
More extensive and better measurements and automation (e.g.,
PID control and procedure automation) increases process repeat-
ability and knowledge. Portable wireless transmitters can track
down problems and monitor plant performance. Temperature trans-
mitters with clamp-on sensors on coil, jacket or heat exchanger
inlet and outlet piping can be used to detect fouling. Passing the
inlet temperature through a dead time block with the dead time
set equal to the transportation delay can synchronize the inlet with
the outlet temperature. For reactors, conversion can be computed,
enabling progression of batch or accumulation of contaminants
or inerts. There are also significant opportunities in using wireless
measurements for pipe corrosion, spill detection, pump vibration
and steam trap operation.
News from the front
Danaca Jordan, an original protégée of the ISA Mentor Program
with more than eight years of plant experience in process control,
offers the following perspective as she moves into her new IIoT role:
“We're realizing greater data integration between business and
production systems than ever before. By pulling information from
sources other than just process instruments, like schedules, orders,
raw materials, work history, etc., and combining it with process
data, we're able to develop and put near-real-time, business-related
metrics in front of chemical plant operators and front-line supervi-
sion. This empowers them to control, optimize and make decisions
on information that they previously would have only seen the results
of in a monthly static report. This is requiring data scientists to
learn new ways to handle time series data, and engineers to design
and determine what metrics are actionable with data they couldn’t
previously access.”
Process/Industrial Instruments and Controls Handbook, Sixth Edi-
tion, 2019, by Hunter Vegas and I, offers focused guidance on how
to improve and measure process performance. A key insight is that
myriad improvements can be categorized as increases in process
efficiency, capacity, flexibility and safety. Increases in process ef-
ficiency show up primarily as decreases in the ratio of the running
average of raw material mass or energy used to the running average
of product mass produced.
Increases in process capacity show up as an increased running
BACnet Tools for BACnet Experts
• BACnet IOT Gateway
• BACnet Router
• EZ BACnet Gateway
The new FieldServer is here!All of the industry leading features of FieldServer, in a smaller package
• QuickServer Protocol Gateway
MoreStorage
FasterProcessing
Smaller Footprint
Bfor
• BA
• BA
• EZ
• Qu Ga
M S ll
Visit www.SierraMonitor.com/Fieldserver-Bacnet-Suite to learn more.

www.controlglobal.com FEBRUARY 2019 • 39
IIOT CROSSROADS
average of product mass produced. In addition, process capac-
ity increases can be the result of higher production rates, faster
startups, better ability to deal with abnormal operation, and
greater onstream time. In all cases, product mass must meet
customer specifications.
Flexibility shows up as the ability to meet different production
rates or different product requirements. Safety shows up as mini-
mizing activations of the safety instrumented system (SIS) be-
sides the obvious metric of minimizing the number of incidents
including near misses.
Measure progress
The period for metrics must be large enough to eliminate noise
and inverse response, and to provide the ability to make deci-
sions based on objective and process type. For evaluating opera-
tor and control system actions, the period is normally the cycle
time and operator shift for batch and continuous processes,
respectively. The period is a month for correlation with account-
ing metrics. For alerting operators as fast as possible to the con-
sequence of actions taken (e.g., changing controller setpoint or
mode), the period can be reduced to be as short as six times the
total loop dead time. The metrics at the end of a month, batch or
shift is historized.
Especially important is the translation of online metrics to the
bottom line effect on production unit profitability in the plant
accounting system. This means that benefits must be reported
on a monthly basis, and presented per accounting format and
procedures. Obvious but often not addressed is the buy-in by
the plant accounting department and plant management. This is
best done by real-time accounting.
A digital twin as part of a virtual plant offers considerable
knowledge, including experimentation. Online metrics can be
developed that can moved to the actual plant to provide indica-
tions of plant efficiency and capacity in dollars with intelligent
time frames (e.g., shift, batch and accounting month).
The proper use of IIoT should increase the performance of
engineers and technicians, freeing them up to focus on higher
levels of accomplishment.
We are at the IIoT crossroads. Let’s all work together to take
the right road to a more intelligent future.
Level Plus®
Liquid Level Transmitters
Not all hazardous area approvals are the same. Special conditions of
use allow inferior products to be approved with caveats. These
inferior products have safety approvals but the burden is
on the end user to make sure the installation is safe and
the special conditions have been accounted for. Level
Plus® Tank Slayer® flexible level transmitter is SAFE
by design and only uses a 100% stainless steel braided
hose and offset weighted floats. The design is a SAFE
system that does not require caveats. MTS mandates
the robust metal hose not because it is the cheapest
option but because it is the SAFEST option.
SAFETY By Design,
NOT Safety by Approval
MTS Systems Corporation, Sensors Division • 3001 Sheldon Drive Cary, NC • Tel. 800-633-7609 • www.mtssensors.com • [email protected]
itions of
se S a f e t y I n t e g r i t y L e v e l
IEC 61508
40 • FEBRUARY 2019 www.controlglobal.com
UNTIL the 1950s, the Otto Bock company focused on fabricat-
ing prostheses, which were still made of wood. However, even
as supplies of appropriate wood became scarce, the firm was
already considering more suitable materials, which turned out to
be synthetics such as plastics.
Founded by Mr. Otto Bock in Germany in 1919, following
World War I, the company has marketed polyurethane foam
products and systems for more than 60 years. Otto Bock Kunst-
stoff GmbH is headquartered in Duderstadt, while its North
American headquarters were established in 1958 in Minneapo-
lis, Minn. More recently, it was wholly acquired by FoamPartner/
Conzzeta AG (www.foampartner.com/en/home) based in Wolf-
hausen, Switzerland.
Otto Bock reports its 5,000 employees focus on efficient,
high-quality manufacturing at all its facilities in Germany, the
U.S. and China. That efficiency, whether it's on the production
line or in engineering design, is the primary goal, but achieving it
requires an integrated approach where every element contrib-
utes to the greater whole.
This big-picture view was the driving force for engineering rec-
ommendations made by system integrator Process Automation
Solutions (PAS, https://pa-ats.com/en-en) for a new Otto Bock
plant in Rochester Mills, Mich., near Detroit. Located in Atkin-
son, N.H., PAS is an associate member of the Control System
Integrators Association (CSIA, www.controlsys.org).
Built in 2018 next to the company's production facility, work-
stations at the new plant blend liquid polymers for the soft, non-
flammable, sound-absorbing plastic parts used inside vehicles
or similar applications. The result of PAS' input was a state-of-
the-art controls system built on a foundation of Profinet and 18
smart drives from Siemens (Figure 1).
"Our thought is to always save as much money for clients
as possible, though that doesn't always mean the lowest initial
cost," says Ingo Magura, senior project manager at PAS. "We
tend to review with clients all aspects. For instance, using a
reputable electrical installation contractor with a history of such
projects may be a better long-term fit than a subcontractor that
is less expensive at first, but has no experience with control sys-
tem installations."
Polymer blending process
To begin its batch process, Otto Bock receives truck deliveries of
different polymers, which are transferred by automated pumps
into one of four storage tanks. Operators then start one of their
20 recipes, and add different polymers in varying quantities to
one of three mixing tanks, which circulate and mix the raw ma-
terials before the operators manually add quantities of special
additives. When a batch is approved by the quality assurance/
control department (QA/QC), the final liquid polymer product is
automatically pumped into 1,000-kg totes, smaller storage bins,
or into other trucks for delivery to customers.
Tight batch process control is critical for ensuring final prod-
uct quality, and requires controlling setpoints, current flow and
motor speeds, as well as monitoring equipment status to detect
potential faults. This process criticality helped underscore the
case for using networked smart drives for Otto Bock's new con-
trol system, which would allow online diagnostics from the engi-
neering station as well as remote accessibility.
A new Otto Bock plant uses
Profinet and smart drives to mix
liquid plastics more accurately

www.controlglobal.com FEBRUARY 2019 • 41
"Exact quantities are key to this polymer blending application,
including the amount pumped from a storage tank into a mixing
tank, and also the quantity of finished product transferred into
the totes before shipping," says Magura. "In this case, tight batch
control means speed for agitation while mixing product, so exact
quantities are pumped. Upgrading to automated systems from
the company's former manual procedures has labor efficiencies
and increases accuracy."
The smart approach
Although Otto Bock originally intended to use a traditional, mo-
tor-mounted drive system, PAS calculated that using networked
smart drives would significantly reduce engineering, hardware
and commissioning time and costs, as well as contribute addi-
tional information needed for measuring system performance.
"In the old facility, there was an old control system by a little
known brand with limited capabilities and pretty much no sup-
port," adds Magura. "The new system is energy-efficient, auto-
mated (reducing manual intervention), allows automatic reports,
and is remote-accessible through a secure connection."
Control components in the polymer blending solution by PAS
include Siemens TIA Portal v15 software, WinCC SCADA system,
S7-1515 CPU and remote I/O rack, as well as 18 Siemens Sin-
amics G120 drives and two Siemens Comfort panel field HMIs—
all networked with Profinet. The drives work with 460-V, 3-phase
NEMA motors, ranging from 1.25 kw to 11 kW, which serve the
blending application's pumps and agitators (Figure 2).
"Having the smart drives, Profinet and the control system allows
for seamless integration," says Magura, who was confident that this
integrated approach would achieve the goals set for the new blend-
ing facility, and details how using smart drives networked by Profi-
net reduced Otto Bock's hardware and commissioning expenses.
"Since Profinet already connects all the components, com-
missioning time is drastically reduced compared to using tradi-
tional drives, which require that a dedicated cable be hooked up
to each drive from an engineering laptop PC for commissioning,"
he explains. "In contrast, with smart drives connected by Profinet
to the PLC, there's just one Ethernet cable, compared to eight
that would have been needed if Ethernet wasn't used."
SMART DRIVE CABINET Figure 1: To control the accuracy and quality of its liquid polymer
blending process, Otto Bock worked with system integrator PAS to
design a control system built on a foundation of Profinet and 18
smart drives from Siemens. Source: PAS
by Jeanne Schweder
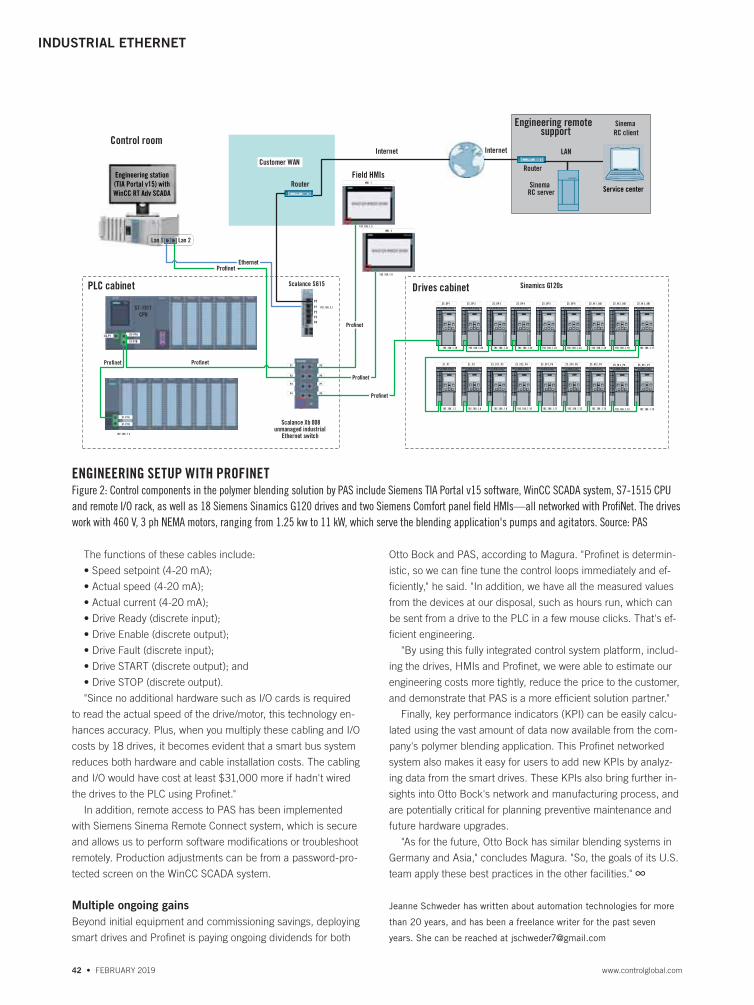
INDUSTRIAL ETHERNET
42 • FEBRUARY 2019 www.controlglobal.com
The functions of these cables include:
• Speed setpoint (4-20 mA);
• Actual speed (4-20 mA);
• Actual current (4-20 mA);
• Drive Ready (discrete input);
• Drive Enable (discrete output);
• Drive Fault (discrete input);
• Drive START (discrete output); and
• Drive STOP (discrete output).
"Since no additional hardware such as I/O cards is required
to read the actual speed of the drive/motor, this technology en-
hances accuracy. Plus, when you multiply these cabling and I/O
costs by 18 drives, it becomes evident that a smart bus system
reduces both hardware and cable installation costs. The cabling
and I/O would have cost at least $31,000 more if hadn't wired
the drives to the PLC using Profinet."
In addition, remote access to PAS has been implemented
with Siemens Sinema Remote Connect system, which is secure
and allows us to perform software modifications or troubleshoot
remotely. Production adjustments can be from a password-pro-
tected screen on the WinCC SCADA system.
Multiple ongoing gains
Beyond initial equipment and commissioning savings, deploying
smart drives and Profinet is paying ongoing dividends for both
Otto Bock and PAS, according to Magura. "Profinet is determin-
istic, so we can fine tune the control loops immediately and ef-
ficiently," he said. "In addition, we have all the measured values
from the devices at our disposal, such as hours run, which can
be sent from a drive to the PLC in a few mouse clicks. That's ef-
ficient engineering.
"By using this fully integrated control system platform, includ-
ing the drives, HMIs and Profinet, we were able to estimate our
engineering costs more tightly, reduce the price to the customer,
and demonstrate that PAS is a more efficient solution partner."
Finally, key performance indicators (KPI) can be easily calcu-
lated using the vast amount of data now available from the com-
pany's polymer blending application. This Profinet networked
system also makes it easy for users to add new KPIs by analyz-
ing data from the smart drives. These KPIs also bring further in-
sights into Otto Bock's network and manufacturing process, and
are potentially critical for planning preventive maintenance and
future hardware upgrades.
"As for the future, Otto Bock has similar blending systems in
Germany and Asia," concludes Magura. "So, the goals of its U.S.
team apply these best practices in the other facilities."
Jeanne Schweder has written about automation technologies for more
than 20 years, and has been a freelance writer for the past seven
years. She can be reached at [email protected]
ENGINEERING SETUP WITH PROFINETFigure 2: Control components in the polymer blending solution by PAS include Siemens TIA Portal v15 software, WinCC SCADA system, S7-1515 CPU
and remote I/O rack, as well as 18 Siemens Sinamics G120 drives and two Siemens Comfort panel field HMIs—all networked with ProfiNet. The drives
work with 460 V, 3 ph NEMA motors, ranging from 1.25 kw to 11 kW, which serve the blending application's pumps and agitators. Source: PAS
PLC cabinet Drives cabinet Sinamics G120s
Field HMIs
Scalance Xb 008 unmanaged industrial
Ethernet switch
Sinema
RC client
Engineering remote support
Internet
Lan 1 Lan 2
Z5_DP 1
192 .168 .1.19
P1
P2
P3
P4
P5
P6
P7
P8
Profinet
Profinet
Internet
S7-1517
CPU
X1-P1AX2-P1
X1-P1B
Profinet
X1-P1A
X1-P1B
Profinet
Z5_DP 2 Z5_DP 3 Z5_DP 4 Z5_DP 5 Z5_DP 6
192 .168 .1.20 192 .168 .1.21 192 .168 .1.22 192 .168 .1.23
Z5_M 1_AGI Z5_M 2_AGI
192 .168 .1.24 192 .168 .1.18 192 .168 .1.16
Z5_M 3_AGI
192 .168 .1.17
Z1_P1
192 .168 .1.7
Z1_P2
192 .168 .1.8
Z3_ST1_P3
192 .168 .1.9
Z3_ST2_P4
192 .168 .1.10
Z3_ST3_P5
192 .168 .1.11
Z3_ST4_P6
192 .168 .1.12
Z5_M 2_P8
192 .168 .1.13
Z5_M 3_P9
192 .168 .1.14
Z5_M 1_P7
192 .168 .1.15
Profinet
192 .168 .1.4
Scalance S615
P5
P1
P2
P3
P4
192 .168 .1.6
HMI 2
192 .168 .1.5
HMI 1
Control room
Router
SinemaRC server
LAN
Router
192 .168 .2.1
Customer WAN
Engineering station
(TIA Portal v15) with
WinCC RT Adv SCADA
EthernetProfinet
Service center

DEVELOP YOUR POTENTIAL
R. RUSSELL RHINEHART
www.controlglobal.com FEBRUARY 2019 • 43
It’s not the
professor’s fault. It’s
not the program’s fault.
Their ancestry evolved
today’s academic
process based on
survival of the program
and professor within the
academic environment.
ELEPHANTS are awesome. But even washed be-
fore a parade, as the beasts lumber by, it’s not a
desirable odor for those in the front row.
The particular elephant is not responsible. It's
an elephant because its DNA is elephant DNA,
which has evolved to be best suited for the an-
cient elephant environment. Whether you want to
think the present elephant is the result of natural
selection from random DNA perturbations, or
creative DNA designed by an intelligence beyond
us, is irrelevant. Today’s elephant is right for the
elephant’s environment. Its attributes (size, speed,
lifespan, drivers to care for babies, the food it
eats, how it acquires food, how it digests food,
defense against predators, etc.) all combine to
create an animal that's successful in the tropical
environment.
The particular elephant can't be blamed for
choosing a body that I find malodorous. Its an-
cestry didn't consider me when it was becoming
today’s elephant, an entity best suited to its an-
cestors’ environment.
If we discover that the undesirable odor is the
result of their diet and digestion processes, and
decide to feed all elephants fish, or change the
biotic balance in their digestion, they may not
survive. If we decide to move all the elephants to
a colder environment, they may not survive. If we
change the natural environment from the complex
aspects for which they were designed to be suc-
cessful, they may not survive.
This, of course, is not about elephants. It is
about the academic-practice gap.
There is a common complaint from the practice
community that college courses in process control
don’t teach the right topics. It’s often called the
gap. Industry has often tried to relay to academe
the body of knowledge that's important for pro-
cess control, but something makes engineering
instructors ignore that. They still shape the course
to be about differential equations and Laplace
transforms. Like elephants in their habitat, players
within the academic environment have evolved
practices and procedures to best survive in the
academic environment. If we gave an elephant a
choice to eat plants or fish, it will choose to eat the
plants. If we give the professor a choice of what to
teach, they choose topics for their well-being.
Instructors choose the books for the course,
and a successful author is one who writes a text
that will be chosen. Authors know that closed-
form mathematical analysis provides academic
stature, and it’s a familiar and useful skill to the
instructor. By contrast, practice-relevant methods
for choosing cascade; expedient and online tun-
ing of controllers; selecting filtering; designing a
cross-limiting structure; specifying where to locate
a valve and which valve Cv and characteristic to
choose; selecting sensor type and location; ad-
justing pump capacity to be compatible with the
instrument system; calculating SIL and such are
substantially grounded in heuristics and judge-
ment about the context.
Although this knowledge is essential to be-
come a process control technologist, this means
that any of many student answers to an exercise
could be right, or that a student’s solution ap-
proach could have partially undesirable aspects.
A grader must have significant practice experi-
ence to relay to the student the nuances that led
to point deductions. This makes grading difficult.
By contrast, if the professor assigns a mathemati-
cal derivation with one right answer, and every
other answer wrong because of concept or deriva-
tion errors, then it's simple, convenient and safe
to grade. And, the grading can then be off-loaded
to a teaching assistant! The student can’t argue
that the Laplace transform of an integral could be
"s". But, the student could argue that cross-limit-
ing control was not the right answer because the
professor didn't adequately describe the impact
of one variable not following-up and not leading-
down another variable relative to the complexity
and cost issues of a cross-limiting solution. It's
difficult to completely include context in test ques-
tions, and context is important.
Further, most faculty members aren’t hired be-
cause they have practice expertise. They're hired
The elephantTo bridge it, understand the rationale behind the academic-practice gap.

DEVELOP YOUR POTENTIAL
44 • FEBRUARY 2019 www.controlglobal.com
because of their potential to bring in science-based funding to
support the graduate research program, and their potential gen-
eration of publications leading to perceived intellectual leader-
ship among the world academic community. It would be rare for
an academic program to have a control practice expert teach-
ing the course. More likely, the instructor will have had the one
academic process control course, years prior, and think that it’s
about mathematics.
And, if they happen to look at a practice-oriented book, they
will recognize that other style that, for them, leads to unsafe as-
sessment of student learning. They will choose a book that ap-
peals to their interest, embodies their knowledge, has academic
stature and affirmation, and permits TAs to do the grading on
defensible black-or-white answers. Already working 60 hours a
week for tenure, striving to find research funding to fill the salary
void of summer funding, and trying to meet family obligations,
you can’t blame a professor for making and rationalizing expedi-
ent choices for managing a course.
It’s not the professor’s fault. It is not the program’s fault. Their
ancestry evolved today’s academic process based on survival of
the program and professor in the academic environment. Even if
the professor wishes to provide a career-relevant course, the ex-
periment will lead to the instructor’s unwellness, and return the
course to mathematical science.
I think differential equations and Laplace notation should be
included in the process control course, but those topics should
be taught as needed to provide the grounding for the important
topics, not as the key content of the course. It’s not that the cur-
rent courses teach wrong things; it’s just that the environment
shapes professors who place too much focus on things of minor
need in practice.
Contrasting industrial attempts to guide process control
courses, there are also academic surveys of instructors about
what they choose for course content to identify a consensus of
best practices. If the elephant was told elements of the best diet
for a bird, would the elephant eat it? Or would the elephant follow
best practices of the elephant community?
If we want to change what is taught in the classroom, then
we need to change the environment in which current practices
have evolved. But then, the instructional practices and faculty
persona that evolved academically would not be suitable. If we
change the academic environment, the faculty members will
have to evolve.
Fortunately, humans can adapt their behavior to changes in
their political-economic system. Changing behavior is different
from changing the machine. Primitive villagers learn better ways
to manage life with training from Peace Corps and similar orga-
nizations. People can survive after a political revolution in their
country. Children can address their parents on a first-name basis
in the presence of customers, when they grow up and become a
partner in the family business. And professors can teach the de-
sign courses, where the students’ subjective choices need to be
defended. Many programs hire instructors with the title of clini-
cal, adjunct or professor of practice to provide practice-relevant
expertise. Though this is often very difficult to defend within the
academic environment, it can happen.
Don’t blame the gap on the instructor or the program. Hu-
mans designed the game rules of the university environment,
and that environment is the reason we have a gap. The situa-
tion is not exclusive to engineering. It's common professionally
and worldwide. Search the Internet for “seeking to bridge the
academic-practice gap,” I found much about the gap, but no or-
ganizations seeking to bridge it.
What can you do? Bridge your personal theory-to-practice gap
with information in periodicals, product bulletins, industry spon-
sored training courses and books written by practitioners. Don’t
study more academic theory, but also don’t reject the fundamen-
tals from your college courses. There's a right set of topics that
enable you to understand the rational for best practices. Build
your bridge, the one you need to connect the fundamentals to
the practice.
In school, you were told to learn what the teachers provided.
But now, you must look elsewhere to develop your potential.
PROTECT PUMPSMONITOR PUMP POWER
TWO ADJUSTABLE SET POINTS
4-20 MILLIAMP ANALOG OUTPUT
COMPACT EASY MOUNTING
UNIQUE RANGE FINDER SENSOR
888-600-3247WWW.LOADCONTROLS.COM
ASK THE EXPERTS
www.controlglobal.com FEBRUARY 2019 • 45
This column is moderated
by Béla Lipták
(http://belaliptakpe.com/),
automation and safety
consultant and editor of the
Instrument and Automation
Engineers’ Handbook
(IAEH). If you have an
automation-related question
for this column, write to
Q: We're facing a problem of high readings
of rod position in four-cylinder reciprocating
compressors. The probes are GE in XY con-
figuration for each cylinder. The probes have
been verified for linearity and installed. On
starting the compressors, the value of position
magnitude crossed more than 1,300 microns
with position angle of 14°.
We've experienced unreliable readings of
rod positions, and when alarm conditions
caused the machine to stop, no wear been
found on the rider ring. This has occurred
many times. Please suggest what could be
causing the false readings.
BHARTENDU NAYAK
A: You mentioned rod drop sensor and XY. For
clear understanding, please send me the P&ID
or general arrangement, so I can understand
exact positions.
Further, when you checked linearity and fac-
tor using a wobulator, did you also use target
material that was the same as that of the shaft?
A wobulator has typical target material which
must be replaced by materials that are similar to
that of the shaft.
Also, did you check the 3500 rack configura-
tion software to ensure the probe factor is the
same as you calculated via the wobulator?
DEBASIS GUHA
[The specialized nature of proximity probe mea-
surements requires a specialized calibration in-
strument, capable of introducing fixed gap (i.e.,
position), changing gap (i.e., vibration), and rotative
speed signals into the transducer for verification
and testing purposes. One example is the Bently
Nevada TK-3, where a fixed gap is provided by
clamping the probe into a stationery position, while
a movable target on a spindle micrometer is ad-
justed. Simulated vibration is provided by clamp-
ing the probe into a movable swing arm, observing
a precision-machined wobble plate that rotates,
and introducing a known amount of changing gap
with each rotation. Finally, shaft rotative speed is
simulated by observing a notch on the side of the
rotating wobble plate.
TK-3 wobulator provides all of these functions
in a portable kit that allows users to test and
verify the entire measurement path, from the tip
of the probe all the way through to the monitor’s
visual indicators, relay contacts, and digital/ana-
log interfaces.–Ed.]
Q: In your column, "Is global warming like
level control?" (Dec. ’18, p. 46, www.control-
global.com/articles/2018/is-global-warming-
like-level-control), you explained that global
temperature will continue to rise even after we
cut back on our carbon emission. You com-
pared this process to that of a tank of water,
in which the level will contonue to rise even
if we start filling it slower. That logic makes
good sense, but you did not give numbers on
when will our "tank" (the carbon concentra-
tion in the atmosphere) will get to the level set
as a limit by the Paris Agreement—how much
time do we have to make this "control loop"
function?
Z. FRIEDMANN
A: Excellent question. To answer it, I prepared
Figure 1, in which the values of the four key
variables of this process are shown over about
a century. I simplified the plot by substituting
straight lines for the nonlinear curves and dis-
tinguished them by color. Green is the weight
in gigatons of the accumulated carbon in the
atmosphere (GTC), brown is the CO2 concentra-
tion in the air in parts per million (CO2 ppm),
blue is the weight in gigatons of the yearly emit-
ted carbon (DTyC), and red is the total rise of
global temperature in °C. At the top, I've shown
the temperature rise limit set by the Paris
Agreement (1.5 °C).
Compressor rod position detectionAnd how quickly we need to bring global warming under control.
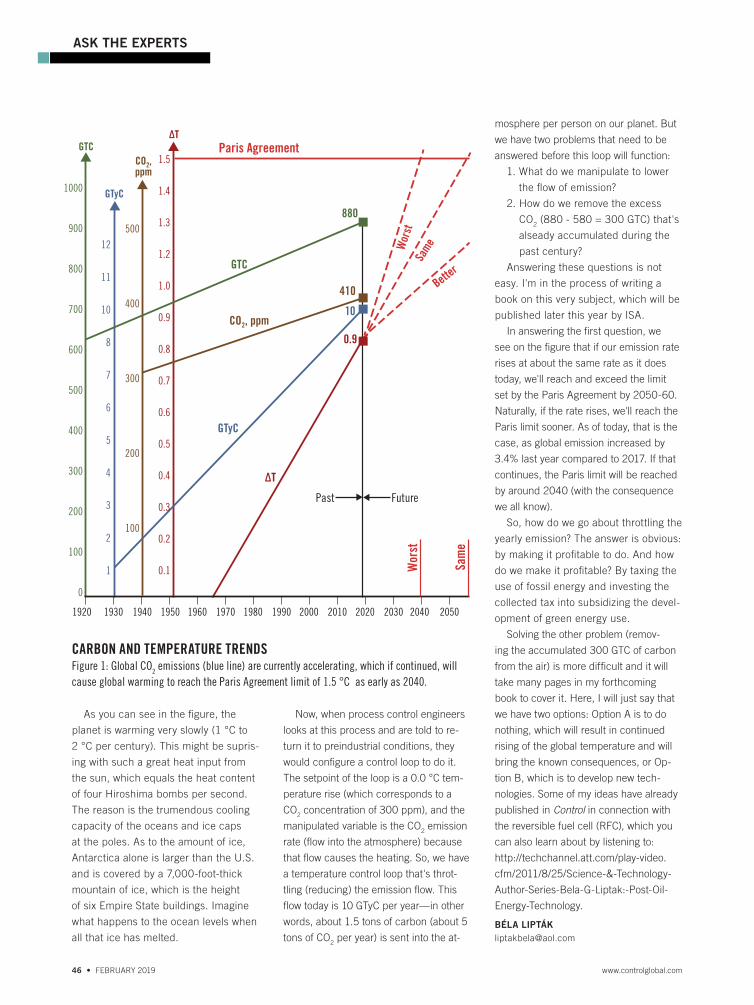
46 • FEBRUARY 2019 www.controlglobal.com
ASK THE EXPERTS
As you can see in the figure, the
planet is warming very slowly (1 °C to
2 °C per century). This might be supris-
ing with such a great heat input from
the sun, which equals the heat content
of four Hiroshima bombs per second.
The reason is the trumendous cooling
capacity of the oceans and ice caps
at the poles. As to the amount of ice,
Antarctica alone is larger than the U.S.
and is covered by a 7,000-foot-thick
mountain of ice, which is the height
of six Empire State buildings. Imagine
what happens to the ocean levels when
all that ice has melted.
Now, when process control engineers
looks at this process and are told to re-
turn it to preindustrial conditions, they
would configure a control loop to do it.
The setpoint of the loop is a 0.0 °C tem-
perature rise (which corresponds to a
CO2 concentration of 300 ppm), and the
manipulated variable is the CO2 emission
rate (flow into the atmosphere) because
that flow causes the heating. So, we have
a temperature control loop that's throt-
tling (reducing) the emission flow. This
flow today is 10 GTyC per year—in other
words, about 1.5 tons of carbon (about 5
tons of CO2 per year) is sent into the at-
mosphere per person on our planet. But
we have two problems that need to be
answered before this loop will function:
1. What do we manipulate to lower
the flow of emission?
2. How do we remove the excess
CO2 (880 - 580 = 300 GTC) that's
alseady accumulated during the
past century?
Answering these questions is not
easy. I'm in the process of writing a
book on this very subject, which will be
published later this year by ISA.
In answering the first question, we
see on the figure that if our emission rate
rises at about the same rate as it does
today, we'll reach and exceed the limit
set by the Paris Agreement by 2050-60.
Naturally, if the rate rises, we'll reach the
Paris limit sooner. As of today, that is the
case, as global emission increased by
3.4% last year compared to 2017. If that
continues, the Paris limit will be reached
by around 2040 (with the consequence
we all know).
So, how do we go about throttling the
yearly emission? The answer is obvious:
by making it profitable to do. And how
do we make it profitable? By taxing the
use of fossil energy and investing the
collected tax into subsidizing the devel-
opment of green energy use.
Solving the other problem (remov-
ing the accumulated 300 GTC of carbon
from the air) is more difficult and it will
take many pages in my forthcoming
book to cover it. Here, I will just say that
we have two options: Option A is to do
nothing, which will result in continued
rising of the global temperature and will
bring the known consequences, or Op-
tion B, which is to develop new tech-
nologies. Some of my ideas have already
published in Control in connection with
the reversible fuel cell (RFC), which you
can also learn about by listening to:
http://techchannel.att.com/play-video.
cfm/2011/8/25/Science-&-Technology-
Author-Series-Bela-G-Liptak:-Post-Oil-
Energy-Technology.
BÉLA LIPTÁK
1000
900
800
700
600
500
400
300
200
100
0
GTC
12
11
10
8
7
6
5
4
3
2
1
GTyC
CO2,ppm
500
400
300
200
100
1.5
1.4
1.3
1.2
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
ΔT
Paris Agreement
GTC
880
CO2, ppm
410
GTyC
10
ΔT
0.9
Past Future
Wor
st
Sa
me
1920 1930 1940 1950 1960 1970 1980 1990 2000 2010 2020 2030 2040 2050
Wor
stSa
me
Better
CARBON AND TEMPERATURE TRENDSFigure 1: Global CO
2 emissions (blue line) are currently accelerating, which if continued, will
cause global warming to reach the Paris Agreement limit of 1.5 °C as early as 2040.
ROUNDUP
FLEXIBILITY IN MODULAR DESIGN
SE 8 modular enclosure comes in
16-gauge carbon or stainless-steel,
and features a reversible TS 8 door.
For larger systems, it's available
with a double-door starting at 39
in. Both the carbon and stainless
steel versions of the single door
model are UL-rated Type 12, Type
4 and 3R, while in both materials, the double-door models are
rated Type 12. SE 8 interchangeable accessories include base;
plinth, cable base and flex-block; locking system; and comfort
handle inserts.
RITTAL
www.rittal.us
STAINLESS-STEEL STATION
Designed for washdown environments,
NEMA 4X IceStation Titan (IS603027-4X)
enclosure body is made of 14-gauge, type
304 stainless steel, and has 12-gauge
doors with a #3F vertical finish. This en-
closure is 60-in. high x 28-in. wide x 27-
in. deep, and has a sloped top for easier
cleaning and water run-off. Titan can be
customized with sliding shelf brackets, 19-
in. rack-mount rails, dual waterproof USB
ports for outside connections, sealed cable entry glands, power
strips, sub-panels and various thermal management options.
ITSENCLOSURES
800-423-9911; www.itsenclosures.com
SHELTERS SIMPLIFY OUTDOOR UPGRADES
PeriShelter outdoor shelters
have externally accessible
touchscreen HMIs, panels
that provide access to electri-
cal connections, I/O termina-
tions, and hybrid passive/
active cooling based on a
combination of unpowered passive and active powered technol-
ogies that can ensure stable and reliable operating environments
for control and instrumentation electronics. If an active cooling
element should fail, the passive cooling system retains enough
capacity to keep the shelter cool for days.
INTERTEC INSTRUMENTATION INC.
832-554-1150; www.intertec.info
EXTRUDED ALUMINUM WITH INTERNAL SLOTS
Hammond 1455 Series
enclosure is for equipment
interfacing or housing PC
boards that mount horizon-
tally by sliding into internal
slots extruded into the enclo-
sure body. Its rugged body is made of extruded aluminum with
a minimum thickness of 0.06 in. (1.5mm) and sizing capabili-
ties for standard Eurocards. Other features of 1455 include a
slide-removable “belly” plate in the extruded housing (except in
smaller sizes ‘A’ through ‘D’); choice of clear, black, blue or red
anodized finish; and self-adhesive rubber feet.
NEWARK ELEMENT 14
800-463-9275; www.newark.com
Enclosures get their close-upBoxes, workstations and purge systems deliver protection in deversifying shapes and sizes.
FIBERGLASS AND POLYCARBONATE
AttaBox brand from Robroy
Enclosures are non-metallic,
corrosion-resistant, polycar-
bonate, fiberglass-reinforced
polyester and polyvinyl chloride
(PVC) enclosures available
in pushbutton, window and
clear cover; keylocking; fiberglass; and NEMA 1, 3, 3R, 3S, 4X,
6P, 12, 13 formats. AttaBox Freedom, Commander, Centurion,
MachoBox and Triton enclosures feature Robroy's SolarGuard
fiberglass-reinforced polyester formulation for maximum UV re-
sistance in a corrosion-resistant, non-metallic enclosure.
AUTOMATIONDIRECT
www.automationdirect.com/fiberglass-enclosures
NEXT-GENERATION PURGE, PRESSURIZE
Bebco EPS 7500 Series Ex pzc/Type
Z compact purge and pressurization
system is designed for Class I or II/Div.
2 and Zone 2/22 locations. It can run
fully automatic or manual, and purges
a common enclosure of hazardous gas
or dust to maintain positive pressure.
Bebco EPS 7500 effectively reduces
the classification in a protected enclo-
sure to a non-hazardous area. It car-
ries ATEX and IECEx certifications, is UL listed, and operates in
an extremely small footprint of only 5.8 x 3.8 x 1.9 in.
PEPPERL+FUCHS
www.pepperl-fuchs.com
www.controlglobal.com FEBRUARY 2019 • 47

ROUNDUP
GENERAL-PURPOSE, JUNCTION OR REPLACEMENT
Bulletin 598 enclosures have
general-purpose, junction box and
replacement options for indoors and
outdoors. They include UL Type 3R,
4, 4X, 12 and 13 rainproof, water-
tight, corrosion-resistant, dust-tight
and IP66 protection ratings. Metal
NEMA motor starter boxes are avail-
able in multiple configurations and ratings, while pushbutton
enclosures are available in one- to four-hole configurations for
indoors and outdoors, and also come in UL Type 4, 4x, 12 and
13 watertight, corrosion-resistant, dust-tight and IP66.
ROCKWELL AUTOMATION
https://ab.rockwellautomation.com/Motor-Control/Enclosures
PAD-LOCKABLE SWING HANDLE
NEMA 4X ARCA-IEC Series enclosure
has added a pad-lockable swing han-
dle option. Available in portrait or land-
scape orientation, it's watertight and
made of high-impact, UV-resistant,
WiFi-friendly polycarbonate that won't
dent, rust, crack or bloom like steel or
fiberglass. ARCA-IEC also weighs less
and is easier to modify than metal or
fiberglass. Its thermoplastic composition flexes and returns to
shape. It also has a formed-in-place PUR gasket that makes an
airtight fit to keep components dust-free and dry.
FIBOX
410-760-9696; www.fiboxusa.com
PROTECTION SIMPLIFIES MAINTENANCE
HyShed sanitary enclosures prevent mois-
ture or chemical entry with a replace-
able, FDA-grade, blue silicone gasket.
They also comply with IP69K (DIN) and
IP69 (IEC), and are certified to comply
with NSF and Type 4X. HyShed is also
reported to be the first enclosure to hold a
3-A System Component Qualification cer-
tificate. HyShed is made of 304 stainless
steel, has a No. 4 Dairy protective finish, and offers 18 hinge
cover models, five screw cover models, and a variety of new
IP69K-rated accessories.
NVENT HOFFMAN
https://hoffman.nvent.com
VENTED FOR SENSORS AND BOARDS
Using a vented design to protect
electronics from hands or tools, but
allow entry of air and moisture for ap-
plications that need environmental
exposure, 1551V series ABS plastic
miniature sensor enclosures feature
wall-mounting slots on the base, snap-
fit closure assembly for repeated open-
ing, four PC board standoffs molded
into the interior, and a wire entry knockout on the base that can
be removed with a screwdriver. Available four sizes, 1551Vs
come in in three colors (black, gray, and white).
HAMMOND MANUFACTURING CO.
716-630-7030; www.hammfg.com/1151V
FLEXIBLE HOUSINGS FOR IOT DEVICES
Industrial Case System (ICS) housings
come in nine widths, six heights and
five depths. They feature standard-
ized device connections, such as
RJ45, D-SUB, and USB, and a vari-
ety of PCB terminal block or connec-
tion options, making them suitable for
communication interfaces, controllers
and power supplies. ICS is designed
for use in IP20 control cabinets, and can be mounted on a DIN
rail. They operate between -40 and 100 °C, making them suit-
able for use in process industries and other harsh environments.
PHOENIX CONTACT
www.phoenixcontact.com/ICS
DUAL SIT/STAND CONSOLES
Impulse dual sit/stand con-
soles include two indepen-
dently adjustable work sur-
faces for the most adaptability
to give the widest range of us-
ers the ergonomic benefits of
a sit/stand system. Work sur-
faces are finished in durable,
high-pressure laminate, and feature Safeguard Edge protective
bumpers. Impulse's electric-lift legs have a load capacity of 520
pounds to raise or lower the work surface height between 30 in.
and 46 in., and offer three user-configurable presets.
WINSTED
www.winsted.com
48 • FEBRUARY 2019 www.controlglobal.com
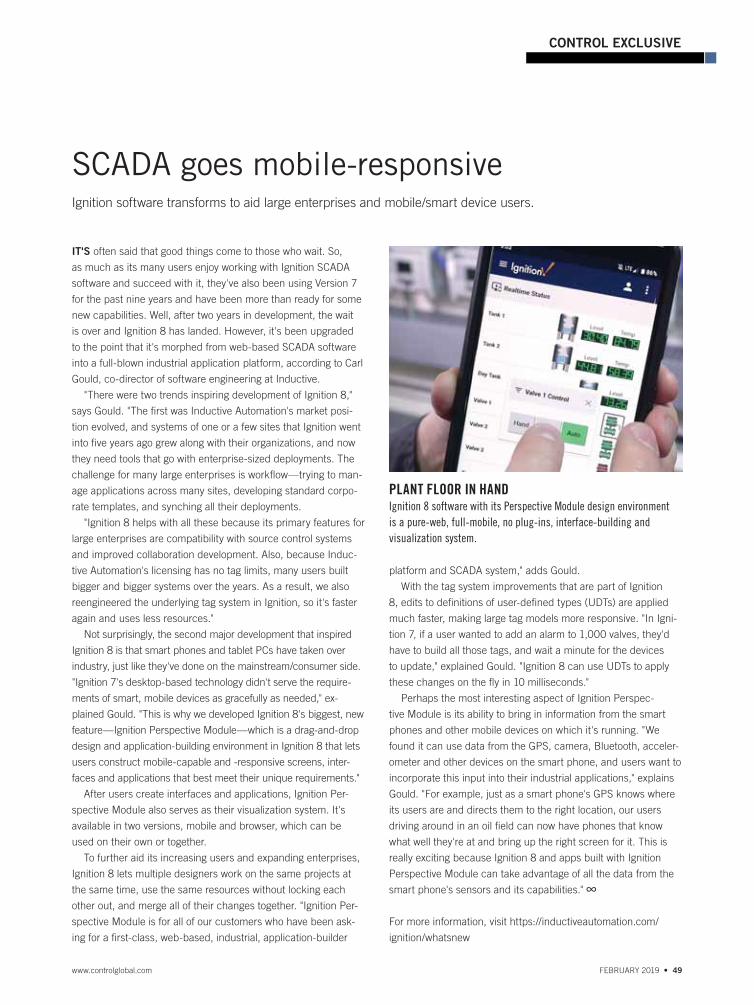
CONTROL EXCLUSIVE
www.controlglobal.com FEBRUARY 2019 • 49
IT'S often said that good things come to those who wait. So,
as much as its many users enjoy working with Ignition SCADA
software and succeed with it, they've also been using Version 7
for the past nine years and have been more than ready for some
new capabilities. Well, after two years in development, the wait
is over and Ignition 8 has landed. However, it's been upgraded
to the point that it's morphed from web-based SCADA software
into a full-blown industrial application platform, according to Carl
Gould, co-director of software engineering at Inductive.
"There were two trends inspiring development of Ignition 8,"
says Gould. "The first was Inductive Automation's market posi-
tion evolved, and systems of one or a few sites that Ignition went
into five years ago grew along with their organizations, and now
they need tools that go with enterprise-sized deployments. The
challenge for many large enterprises is workflow—trying to man-
age applications across many sites, developing standard corpo-
rate templates, and synching all their deployments.
"Ignition 8 helps with all these because its primary features for
large enterprises are compatibility with source control systems
and improved collaboration development. Also, because Induc-
tive Automation's licensing has no tag limits, many users built
bigger and bigger systems over the years. As a result, we also
reengineered the underlying tag system in Ignition, so it's faster
again and uses less resources."
Not surprisingly, the second major development that inspired
Ignition 8 is that smart phones and tablet PCs have taken over
industry, just like they've done on the mainstream/consumer side.
"Ignition 7's desktop-based technology didn't serve the require-
ments of smart, mobile devices as gracefully as needed," ex-
plained Gould. "This is why we developed Ignition 8's biggest, new
feature—Ignition Perspective Module—which is a drag-and-drop
design and application-building environment in Ignition 8 that lets
users construct mobile-capable and -responsive screens, inter-
faces and applications that best meet their unique requirements."
After users create interfaces and applications, Ignition Per-
spective Module also serves as their visualization system. It's
available in two versions, mobile and browser, which can be
used on their own or together.
To further aid its increasing users and expanding enterprises,
Ignition 8 lets multiple designers work on the same projects at
the same time, use the same resources without locking each
other out, and merge all of their changes together. "Ignition Per-
spective Module is for all of our customers who have been ask-
ing for a first-class, web-based, industrial, application-builder
platform and SCADA system," adds Gould.
With the tag system improvements that are part of Ignition
8, edits to definitions of user-defined types (UDTs) are applied
much faster, making large tag models more responsive. "In Igni-
tion 7, if a user wanted to add an alarm to 1,000 valves, they'd
have to build all those tags, and wait a minute for the devices
to update," explained Gould. "Ignition 8 can use UDTs to apply
these changes on the fly in 10 milliseconds."
Perhaps the most interesting aspect of Ignition Perspec-
tive Module is its ability to bring in information from the smart
phones and other mobile devices on which it's running. "We
found it can use data from the GPS, camera, Bluetooth, acceler-
ometer and other devices on the smart phone, and users want to
incorporate this input into their industrial applications," explains
Gould. "For example, just as a smart phone's GPS knows where
its users are and directs them to the right location, our users
driving around in an oil field can now have phones that know
what well they're at and bring up the right screen for it. This is
really exciting because Ignition 8 and apps built with Ignition
Perspective Module can take advantage of all the data from the
smart phone's sensors and its capabilities."
For more information, visit https://inductiveautomation.com/
ignition/whatsnew
SCADA goes mobile-responsiveIgnition software transforms to aid large enterprises and mobile/smart device users.
PLANT FLOOR IN HANDIgnition 8 software with its Perspective Module design environment
is a pure-web, full-mobile, no plug-ins, interface-building and
visualization system.

CONTROL EXCLUSIVE
50 • FEBRUARY 2019 www.controlglobal.com
Combined controller paves way for IIoTLogix control engine and Windows 10 IoT Enterprise operating system run on same Intel Quad Core i7 CPU.
WHEN you have a good foundation, you
can construct something cool on it, es-
pecially if your community really needs
it. In the case of Rockwell Automation's
ControlLogix and CompactLogix control-
lers and software, building on their long
experience is enabling the company to
start filling the persistent gap between
traditional, proprietary control architec-
tures and CPUs and more recent, third-
party, commercial-off-the-shelf (COTS)
microprocessors and devices.
The result is the new Allen-Bradley
CompactLogix 5480 programmable con-
troller, which combines a Logix control
engine and Microsoft Windows 10 IoT
Enterprise operating system in an Intel
CPU-based platform, according to Jason
Shaw, global product manager for con-
trollers at Rockwell Automation. This new
programmable controller runs Logix con-
trol and Windows 10 in parallel, allowing
users to view equipment and application
data at their source.
"In the past, if users wanted to run
PLCs, PACs and other devices in con-
junction with COTS CPUs and other com-
ponents, it required a lot of integration to
provide the value of the Industrial Inter-
net of Things (IIoT) in the manufacturing
space," says Shaw. "CompactLogix 5480
addresses this performance gap because
it's a true IIoT device that uses an Intel
Quad Core i7 CPU to run Rockwell Au-
tomation's high-performance, real-time
control engine and a COTS operating
system at the same time. This provides
insights close to where they’re produced,
enabling users to make smarter, faster
operating decisions, react better to is-
sues, and increase productivity."
Though it was challenging to combine
the Logix architecture and technology
with Intel i7 and Microsoft for the first
time, Shaw explains, "We relied heavily
on the design engineers and our other
partners at Intel and Microsoft to learn
what would be happening in this chipset,
and integrate their IP under the hood.
This was a different design, so we had to
be cautious at the outset, and make cer-
tain it was developed correctly."
Consequently, from a functional stand-
point, CompactLogix 5480 can reduce
latency by performing real-time data col-
lection at the device level, and users can
view control information at its source,
while other data can be sent on up to
the enterprise or cloud. Its ability to run
Windows applications on-premise can
also reduce the need for a separate PC
on the plant floor and shrink equipment
footprints. The controller also incorpo-
rates multiple security functions, includ-
ing user authentication and authorization,
role-based access, and digitally signed
encryption. And, because its Windows
operating system runs independently
from the control engine, any disruptions
to the operating system won't affect ma-
chine or line control.
"The CompactLogix 5480 can be used
for line control and supervisory con-
trol," adds Shaw. "It can run software
packages like Rockwell Automation's
FactoryTalk software or Windows-based
ThinManager software. This controller
supports up to 250 nodes of components
networked by EtherNet/IP, as well as up
to 150 axes of motion."
On its hardware and communications
side, CompactLogix 5480 possesses four
Gigabit Ethernet ports, including three
EtherNet/IP ports for real-time Logix and
one for dedicated network interfacing by
Windows 10 IoT. These interfaces can
display industrial monitoring connections,
while its two USB 3.0 ports allow con-
nections to computing peripherals and
other devices. The CompactLogix 5480
is also equipped with Rockwell Automa-
tion's standard 0-60 °C temperature op-
erating range for its controllers.
"Overall, the CompactLogix 5480 pro-
vides true information technology/opera-
tions technology (IT/OT) functionality at
the device and production levels where
their information is first generated and
resides," concludes Shaw. "We believe
this is the best, most efficient way to turn
data into valuable, actionable knowl-
edge for users and their enterprises. The
CompactLogix 5480 is a true expression
of Rockwell Automation's vision for The
Connected Enterprise."
For more information, visit http://
ab.rockwellautomation.com/programma-
ble-controllers/compactlogix-5480
UNIFIED CONTROLLERAllen-Bradley CompactLogix 5480 controller
runs a Logix control engine and Windows 10
IoT Enterprise operating system simultane-
ously on an Intel Quad Core i7 microproces-
sor to make it a true IIoT device, which gives
users better data at its source to enable bet-
ter decisions. Source: Rockwell Automation
CONTROL TALK
www.controlglobal.com FEBRUARY 2019 • 51
GREG MCMILLAN
Gregory K. McMillan captures the
wisdom of talented leaders in
process control, and adds his
perspective based on more than
50 years of experience, cartoons
by Ted Williams, and (web-only)
Top 10 lists. Find more of Greg's
conceptual and principle-based
knowledge in his Control Talk blog.
Greg welcomes comments and col-
umn suggestions at ControlTalk@
putman.net
GREG: Over my 50-year career in the automa-
tion profession, the best performers in terms of
communication skill complementing technical
capability were mainly women. However, many of
them moved on to other professions where they
felt more at home, and their verbal aptitude was
more valued.
As I was standing in the Mimic simulation soft-
ware booth at a user group's exhibition hall, Diane
Doise, a very experienced automation engineer at
a major plant, stopped by and started an interest-
ing and humorous dialog. Diane is the Outreach
Chair for the Society of Woman Engineers, Baton
Rouge, La. I thought she would be a great per-
son to feature in a Control Talk column. This first
column focuses on neglecting the opportunity to
benefit from the contributions of more women in
the workplace. Future columns with Diane will fo-
cus on technical problems and solutions.
What are the percentages of women engineers?
DIANE: About 20% of engineering graduates are
women—of course, it varies with types of engi-
neering degrees. However, only about 12% of
practicing engineers are women. Many women
leave engineering because of the workplace cul-
ture. We have “Outreach” and “Women in STEM”
programs, but many females don’t see engineer-
ing as a desirable career for women. Science
shows women with high math scores also have
high verbal scores. This gives them a lot of career
options outside of engineering.
GREG: What is making the engineering workplace
undesirable?
DIANE: Unconscious bias plays a large role in
our organizational culture. This bias is engrained
into how our brains work—a universal, deeply en-
grained stereotype. We like people who are similar
to ourselves. The workplace was designed by men
with men in mind. This is seen in little things we
don’t even realize we're doing. It’s not malicious;
it’s the way we were raised and trained. So, the
approach to helping women succeed is often to
“fix” the women, effectively turning them into
men. There is recognition of the value of diversity
and inclusivity in the workplace, but we haven’t
been successful in achieving gender equality in
the workplace.
GREG: How can we turn this around and take ad-
vantage of the perspectives and skills of women?
DIANE: We need men to help women make this
cultural change in the workplace (12% can’t
change 88%). For example, men had to vote to
give women the right to vote. Men must become
advocates for more gender diversity. One way to
do this is by addressing their unconscious biases.
The problem is not just at the beginning of the
career pipeline, but at the end. Unless there is
change, women will continue to leave the engi-
neering field, and engineering will continue to not
be seen as a women-friendly career. This causes
not just loss of talent, but the company investment
in an employee.
Men can watch for biases and take actions
to make the workplace more inclusive. Diversity
doesn’t work unless there is inclusion.
GREG: What are the biases?
DIANE: I recently went out to lunch with some
women who are all engineers—two in their 20s,
one in her 30s and in middle management, and
two in their 40s—and discussed several gender
biases. It’s important to realize that these biases
are generally not malicious, but are mostly due to
our culture and a lack of awareness. We talked
about three different types of gender bias:
Bro talk: The use of objectifying language, such
as “chick,” “girl,” “sissy,” “honey,” “sweetie”
and “babe.” If you wouldn’t say it to a man, you
shouldn’t say it to a woman. I’m trying to stop us-
ing “girl” to refer to an adult woman. Generally,
when a man calls another man a “boy,” it’s in a
How to support gender diversityThings we can do to improve our profession by advocating women engineers.
CONTROL TALK
52 • FEBRUARY 2019 www.controlglobal.com
negative context. This language makes a
woman feel less than her male counter-
parts. Gender should also not be inserted
into an accolade. For example Instead of
saying “great job for a woman,” simply
say “great job.” Additionally, our lan-
guage uses male plural references like
“you guys,” which is gender-exclusive.
For once, the South is doing something
right—we use “y’all,” which is gender-
neutral. We need to be more conscious
of what we say and how it affects others.
Interrupting: Women are interrupted,
ignored or shut down at an alarming rate
in the workplace. Women are coached
to speak up, but then when we do, we're
then told to “turn it down.” The problem
is largely unintentional. Women being
told to disengage is not good for the bot-
tom line. We need to seek women’s in-
put despite sounding different. We need
to encourage women to speak up, and
actively engage them. Saying “no inter-
ruptions” as an upfront rule in a meeting
can be helpful to everyone, and if you
see it, help out by stopping the inter-
rupter and asking them to wait for the
speaker to finish.
Tightrope: Women constantly walk a
tightrope at work. Do we want to be com-
petent or to be liked? Women are pushed
back for behavior seen as too masculine.
The more successful a man, the more
the man is liked, but it’s not the same
for women. The difference between be-
ing assertive and aggressive is not as
wide for women. I have experienced the
need in expressing and employing my
confidence to not be too bold. And, men
seem to have less empathy if a woman is
being held back or disvalued.
Being seen as not feminine enough has
affected our ability. Ask if a woman be-
ing categorized as “aggressive” is doing
something different than a male coworker.
If women are getting the same results, they
should get the same promotions. Ambitious
women in the engineering culture are being
pushed back rather than being pulled up
into leadership. We need to change how
we see behavior. Gender shouldn’t matter.
I don’t want to be a “lady.” I don’t want to
give up the floor. This unconscious bias is
very damaging to the success of women
engineers in the workplace. By increasing
our awareness, we can change and benefit
from inclusivity.
People who are most successful as
business leaders have high emotional
awareness. We need to realize that if a
person rubs you the wrong way, it may
be because you have opposite personali-
ties. So, how do I change my behavior
and like them and then they like me? It
becomes a tightrope. How do we get the
full benefit of people’s skills and knowl-
edge if there are different sets of rules for
women and men?
GREG: I had a personality test that
showed my personality can be catego-
rized foremost as being sympathetic and
open, next as analytical, then as being
social (largely through humor) and very
little as being assertive. My verbal SAT
scores were as high as my math scores.
This explains why I do the Control Talk
column, many articles and books, plus
the Mentor Program to share knowledge
and advance the profession. It also ex-
plains why the knowledge is not being
directly used as much as anticipated. I
learned to change my “checklists” ask-
ing people to consider an extensive list of
problems and solutions to be “best prac-
tices” stating directly what needs to be
done. Knowing your personality can be
quite helpful. You can make corrections
and address your limitations.
DIANE: I’m extroverted. I speak a sec-
ond or so ahead of my thoughts. I find
it better to jot down my ideas instead of
injecting them spontaneously. Recog-
nizing who you are and your strengths
and weaknesses is helpful. It might be
a natural reaction, but as humans we
have the logic and ability to change. My
natural tendency is big-picture thinking,
but I’ve had to learn how to be more de-
tail-oriented to be a successful controls
engineer.
Read more about influential women in
manufacturing or nominate one who de-
serves recognition at www.controlglobal.
com/industrynews/2018/putman-media-
announces-inaugural-class-of-influential-
women-in-manufacturing.
For what went wrong here and the rest of the top 10 things we can all do to welcome women
engineers, visit www.controlglobal.com/articles/2019/how-to-support-gender-diversity.

CLASSIFIED
www.controlglobal.com FEBRUARY 2019 • 53
EQUIPMENT & MATERIALS
REPRINTS ARE IDEAL FOR:
New Product Announcements
Sales Aid For Your Field Force
PR Materials & Media Kits
Direct Mail Enclosures
Customer & Prospect Communications/Presentations
Trade Shows/Promotional Events
Conferences & Speaking Engagements
Recruitment & Training Packages
Call 866.879.9144 or [email protected]
CUSTOM REPRINTSUse reprints to maximize your marketing initiatives and strengthen your brand’s value.
For additional information, please contact Foster Printing Service, the official reprint provider for Control.
AD INDEX
ABB .............................................................4
ABB Motors & Mechanical .........................19
Allied Electronics and Automation ...............8
Ametek Photometric Division .....................29
AutomationDirect ........................................2
Digi-Key Corporation .................................10
Emerson Mynah .........................................56
Endress+Hauser ....................................6, 55
Flowline .....................................................30
Fluke Corporation ......................................21
Hammond Manufacturing ..........................32
Krohne .......................................................35
Load Controls ........................................... 44
Magnetrol International .............................17
Massa Products .........................................38
MTS Systems .............................................39
OSCO Controls ...........................................33
Pepperl+Fuchs ..........................................31
PULS ........................................................ 34
Sierra Monitor Corporation ........................38
Vega ....................................................11-14
The Winsted Corporation ...........................24
Yokogawa Electric Corporation ....................3
Download and subscribe:
Control Amplified The Control Amplified Podcast offers
in-depth interviews and discussions
with industry experts about important
topics in the process control and auto-
mation field, going beyond our print
and online coverage to explore under-
lying issues affecting users, system
integrators, suppliers and others in
these industries. Download and sub-
scribe in Google Play and iTunes.
Listen and download on
ControlGlobal.com at
www.controlglobal.com/ podcasts/control-amplified
http://bit.ly/2rwG63W
2019 class of Influential Women in Manufacturing
Nominate a woman from your organization who is making a
difference in the manufacturing space.
Nominations are open through March 31.
JIM MONTAGUE
Executive Editor
CONTROL REPORT
54 • FEBRUARY 2019 www.controlglobal.com
They're basically the
same as the interviews
I do with all willing
participants. The only
difference is I'm
trying to ask much
better questions, like
Dick Cavett, if you
remember his long-ago
TV show.
BACK when we started doing some videos about
machine builders for Control Design magazine,
somebody tossed me a handheld microphone,
and I wondered, "What am I supposed to do with
this thing?" So I stared at it for a little while, and
then a longer while, and even panicked slightly
before realizing that 1) I have little or no shame
and 2) I could ask the same questions in audio
and video that I've always asked in print. Whew!
What a relief!
This was a very helpful realization because it
freed my mind from another of the little mental
prisons we can get stuck in when faced with the
unexpected or hard to understand, or when we
have too little information or too much.
Anyway, we went on to do something like
a dozen or more videos, which I think are still
watchable somewhere at www.controldesign.com.
Lined up on one webpage, their only glaring error
was that I wore the same, old sport coat in every
single one! Terrific. How professional.
We contemplated doing similar in-the trenches
videos for Control, but understandably, pretty
much zero plant managers engineers were inter-
ested in video shoots of their process applications.
More recently, we've done many podcasts
with the friendly analysts at ARC Advisory Group,
who examine our monthly cover article topics in
greater detail. I thought these were great talks, but
much like the videos, they languished with a few
dozen listeners/viewers, until we suspended ef-
forts because they didn't look like they could gen-
erate at least some interest in the long run. We're
not doing this as a hobby, after all.
Undaunted, or likely too foolish to quit, we've
been giving audio another shot lately. This is
mainly because our new digital engagement
manager Amanda Del Buono assures me that
podcasts are definitely a thing, and got us signed
up to make them available at the iTunes Store,
Google Play and on Control's YouTube channel,
where they can hopefully reach more listeners.
Apparently, many people like to listen to them dur-
ing commutes or exercise sessions. I know many
non-fiction and fiction podcasts, like NPR's Serial
and other true-crime dramas are very popular,
but I didn't consider that this phenomenon would
reach us.
As a result, I've recorded four new podcasts
over the past several weeks for our new series that
we're calling Control Amplified (www.controlglobal.
com/podcasts/control-amplified). So far, I've in-
terviewed ARC's Craig Resnick and Larry O'Brien
about their October 2018 cover article on the
Control/ARC Top 50 global and North American
automation vendors, and Emerson's Bob Karshnia
and Peter Zornio about the December feature on
wireless and this issue's edge computing cover
article, respectively.
They're basically the same as the interviews
I do with all willing participants, as I struggle to
learn what's new and useful about the topics I'm
covering, and they strive to explain them to me.
The only difference is that I'm trying to ask much
better questions, like Dick Cavett, if you remem-
ber his long-ago TV show. I'm also trying to take
better notes, so I don't have to ask subjects to
repeat themselves. Plus, just like any good con-
versation, I've discovered my sources and I need
to talk about what we're going to talk about before
recording, so we can balance controlling our dis-
cussion without being boring, while also keeping
our exchanges lively without any of my free as-
sociations sending it off the tracks. I suspect this
is an occupational hazard that many audio and
video presenters have to deal with regularly.
Of course, this balancing act is another reason
I hesitated and stared again when the idea of pod-
casts was revived. On second thought, I'd recom-
mend a little staring, panicking and puzzling. It's
great for getting the gears moving.
Starting with the best-quality questions I can
formulate, and ending with interview subjects,
who I'm certain are cornerstone experts in their
fields, we'll try to make Control Amplified into a
series of podcasts that are worthy of being down-
loaded. As usual, any questions or suggestions
are welcome. You know where to find me.
Text to talkControl Amplified turns conversation into content—if you can listen instead of read.
Thank you for voting us #1 in seven Readers’ Choice Awards categories
Find out more about our award-winning products, services and solutions at www.us.endress.com
Our plant’s new process unit will be starting up soon and there is no room for production downtime or safety issues. It can’t be derailed by operators that are not trained.
Your operators will be ready for startup with Emerson’s Digital Twin solutions. Operator training begins at the completion of or concurrent with the FAT. Operators begin developing competency well before start up of the plant and commissioning of the process automation system. Learn more about Emerson’s Digital Twin solutions for operator training: www.emerson.com/digitaltwin.
The Emerson logo is a trademark and a service mark of Emerson Electric Co. © 2019 Emerson Electric Co.





























