Embed Size (px)
Citation preview

EFFETTO DEL RAME NEI RIVESTIMENTI A BASE Zn-Ti:
CINETICHE DI FORMAZIONE DELLE FASI E
CARATTERIZZAZIONE MECCANICA A FLESSIONE
V. Di Cocco1, F. Iacoviello
1, S. Natali
2, L. Zortea
2
1) Università di Cassino e del Lazio meridionale – D.I.C.e.M. – Via G. Di Biasio, 43 – 03043
Cassino (FR)
2) Università degli studi di Roma “Sapienza” – Dip. I.C.M.A – Via Eudossiana, 18 – 00184 ROMA
SOMMARIO
Le caratteristiche dei rivestimenti protettivi a base di zinco sono fortemente influenzate dalla
composizione dei bagni. È noto infatti, che elementi aggiunti condizionano sia la resistenza a
corrosione, sia la resistenza meccanica del rivestimento.
Tipici elementi aggiunti in passato sono stati il piombo, l’alluminio, il nichel e lo stagno. Piombo e
stagno sono stati frequentemente utilizzati per aumentare la fluidità del fuso, mentre elementi come
alluminio e nichel sono stati aggiunti per ottenere rivestimenti esteticamente più brillanti e dalle
migliorate caratteristiche protettive.
In questo lavoro è stata studiata la cinetica di formazione dei rivestimenti ottenuti da un bagno
contenente lo 0,5%wt di Ti e lo 0,5%wt di Cu. Inoltre è stata studiata la resistenza a flessione di
provini rivestiti a diverso tempo di immersione ed i risultati sono stati correlati all’analisi
morfologia e quantitativa del danno delle fasi intermetalliche.
INTRODUZIONE
I bagni tradizionali di zincatura a caldo negli ultimi anni hanno subito cambiamenti a causa della
variazione della normativa di riferimento che ha abolito alcuni elementi dannosi per la salute umana
come il piombo. Anche la necessità di ottimizzare gli aspetti peculiari dei rivestimenti, come ad
esempio l’aderenza al substrato o la resistenza alla corrosione, ha portato allo studio di diverse
soluzioni innovative che modificano anche profondamente le condizioni operative di zincatura che
erano rimaste pressoché le stesse da circa 200 anni.
Si possono distinguere tre tipologie di sviluppo:
1) sulla ottimizzazione della composizione chimica del materiale da zincare, ove questa sia
possibile, come ad esempio nei processi continui perché la tipologia di manufatto da
rivestire è pressoché la stessa;
2) sulla ottimizzazione dei trattamenti pre-zincatura, attraverso lo studio dell’influenza della
composizione chimica dei bagni di flussaggio o delle temperature di essiccazione e/o pre-
riscaldamento;
3) sul bagno di zincatura, mediante l’ottimizzazione delle caratteristiche di fluidità e di
reattività del bagno, ottenibili mediante l’aggiunta di alcuni elementi di lega.
Studi riguardanti la composizione chimica dell’acciaio da zincare hanno dimostrato che l’alta
presenza di silicio comporta un aumento della sua concentrazione sulla superficie del substrato da
zincare dovuta alla sua bassa solubilità nella fase ed alla diffusione del ferro verso la parte
esterna. Le zone di ferro, ricche in silicio, formano piccole rotture, liberando particelle che
rimangono incluse nella fase ed in essa si dissolvono (diffusione del ferro) accelerando quindi il
processo di accrescimento del rivestimento [1].

Per quanto riguarda le innovazioni introdotte nella pre-zincatura, alcuni studi hanno dimostrato che
è possibile sostituire i flussanti industriali tradizionali contenenti cloruri con oli vegetali come quelli
ottenibili dai semi di lino.
Inoltre è possibile utilizzare oli minerali in quanto hanno una funzione acidificante [1].
Altri studi, riguardanti la composizione chimica del bagno, sono stati effettuati per valutare l’effetto
di alcune leghe a base zinco sulla formazione dei rivestimenti. Ad esempio è stato osservato che la
presenza dello stronzio ha un effetto benefico sul raffinamento delle dendriti dovute a
raffreddamenti orientati (86% di raffinamento dei grani a fronte di una aggiunta dello 0,002% di
stronzio), sulla adesione al substrato (miglioramento fino al 33% della resistenza) e sulla resistenza
alla corrosione [3].
Recentemente, per modificare l’aspetto superficiale, sono stati effettuati studi sull’aggiunta del
titanio con l’obiettivo di ottenere rivestimenti colorati. In particolare è stato verificato che lo
0.5%wt di titanio permette di ottenere rivestimenti la cui superficie può assumere colorazioni
diverse. Tramite opportune temperature dei bagni ed idonee velocità di raffreddamento è stato
possibile realizzare colorazioni che vanno dal viola fino al giallo ed al blu [4].
La caratterizzazione strutturale di tali rivestimenti ha evidenziato la presenza di nuove fasi
intermetalliche del tipo ZnFeTi. Tali fasi sono distribuite nella parte esterna del rivestimento e
condizionano significativamente la morfologia tipica dei rivestimenti tradizionali.
È stato dimostrato [5] che la parte esterna del rivestimento è costituita da una zona trifasica, nella
quale una fase di elevata durezza è dispersa in una matrice bifasica. Tale matrice è costituita da una
fase estremamente compatta e da una seconda fase a morfologia lamellare. E’ stato evidenziato che
i bagni con titanio non hanno la capacità di generare rivestimenti dal grado di rugosità accettabile.
Ciò è attribuibile all’elevata reattività bagno/substrato a causa della presenza del titanio.
Studi sulla resistenza alla corrosione hanno evidenziato una resistenza in ambienti contenenti SO2
comparabile ai rivestimenti tradizionali [6].
In questo lavoro è stata studiata la cinetica di formazione delle fasi intermetalliche dei rivestimenti a
base zinco contenenti lo 0,5wt% di titanio e 0,5wt% di rame e l’influenza che tali rivestimenti
hanno sulla resistenza a flessione. Inoltre è stata effettuata un’analisi dei meccanismi di
danneggiamento delle fasi intermetalliche ed una quantificazione, ove possibile, del valore del
danneggiamento assumendo come parametro di danno il numero di cricche per lunghezza di arco
deformato.
MATERIALI E METODI
I rivestimenti a base zinco sono stati realizzati su provini in acciaio ipersandelin la cui
composizione chimica è riportata nella Tab. 1.
Tab. 1 – Composizione chimica dell’acciaio dei provini (wt%).
C Si Mn P S Al
0,090 0,167 0,540 0,010 0,004 0,051
I provini, ricavati da laminati a caldo, sono di forma rettangolare 80x25x3mm e presentano due fori
di afferraggio del diametro di 5mm alle estremità al fine di consentire un corretto montaggio sulla
macchina di prova. Le piegature sono state effettuate mediante un’attrezzatura [7] in grado di
generare un momento flettente costante su tutto l’arco utile (lunghezza di 50mm) in controllo di
deformazione.
I rivestimenti sono stati ottenuti da un bagno di zincatura contenente lo 0,5%wt di titanio e lo
0,5%wt di rame alla temperatura di 460±2°C.
Le operazioni di pre-zincatura hanno riguardato soprattutto la pulitura delle superfici dalla presenza
di prodotti di corrosione dell’acciaio mediante decapaggio in soluzione di HCl (15%) alla
temperatura ambiente. Nessun tipo di sgrassaggio si è reso necessario in quanto non erano presenti
residui di natura grassa o oleosa.
Il flussaggio è stato ottenuto mediante immersione in soluzione di sali di zinco cloruro e di zinco
cloruro ammonio e successivamente asciugati in corrente di aria alla temperatura di 50°C. Le
immersioni sono state effettuate con i provini a temperatura ambiente.
I tempi di immersione considerati sono stati di 15, 60, 180, 360 e 900 secondi, al fine di avere una
caratterizzazione dei fenomeni e delle cinetiche che portano alla formazione del rivestimento.
I provini sono stati sottoposti a flessione fino ad un semiangolo massimo di 37° e successivamente
sono stati scaricati registrandone la deformazione plastica residua. L’angolo di deformazione
massimo è stato scelto in quanto è l’angolo che, nei provini non rivestiti, determina un semiangolo
di deformazione plastica residua allo scarico di 30°.
I provini deformati sono stati successivamente sezionati secondo la direzione longitudinale per
l’osservazione al microscopio ottico delle fasi intermetalliche nelle zone deformate e per la
valutazione degli eventuali danneggiamenti.
Il danno è stato valutato in termini di numero di cricche per unità di arco deformato mediante
software di analisi di immagine.
RISULTATI E DISCUSSIONE
L’analisi delle sezioni dei rivestimenti ottenuti per tempi di immersione di 15s hanno messo in
evidenza la presenza delle fasi classiche riscontrabili nei rivestimenti tradizionali, ed in particolare
della fase δ (spessore medio di circa 23 m), della ζ (spessore medio di circa 24 m) e della fase
eterna η (spessore medio di 12 m), mentre la fase Γ non è apprezzabile al microscopio ottico. Lo
spessore totale è di circa 60 m e rappresenta un valore molto alto considerato l’esiguo tempo di
immersione. Questo risultato è attribuibile alla particolare composizione chimica del bagno, dove i
fenomeni di accrescimento per interdiffusione risultano essere molto sviluppati per la
contemporanea presenza di titanio e di rame.
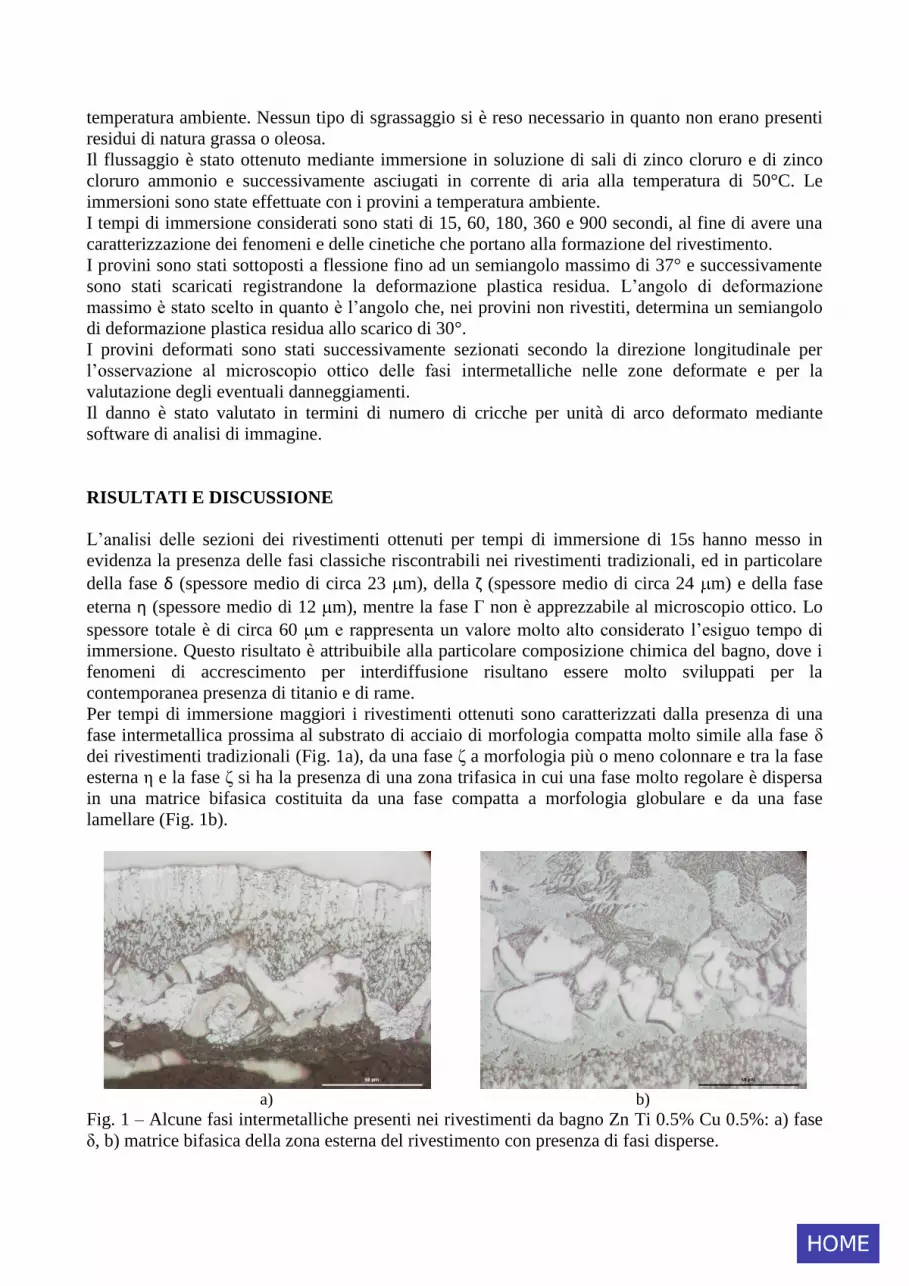
Per tempi di immersione maggiori i rivestimenti ottenuti sono caratterizzati dalla presenza di una
fase intermetallica prossima al substrato di acciaio di morfologia compatta molto simile alla fase δ
dei rivestimenti tradizionali (Fig. 1a), da una fase ζ a morfologia più o meno colonnare e tra la fase
esterna η e la fase ζ si ha la presenza di una zona trifasica in cui una fase molto regolare è dispersa
in una matrice bifasica costituita da una fase compatta a morfologia globulare e da una fase
lamellare (Fig. 1b).
a) b)
Fig. 1 – Alcune fasi intermetalliche presenti nei rivestimenti da bagno Zn Ti 0.5% Cu 0.5%: a) fase
δ, b) matrice bifasica della zona esterna del rivestimento con presenza di fasi disperse.

La fase dispersa, caratterizzata da contenuti di ferro e di titanio rispettivamente di circa il 7% ed il
3%, nasce all’estremità della fase ζ e forma una sorta di catena longitudinale che diffonde nella
matrice bifasica fino a disperdersi in essa.
Inoltre, in zone sufficientemente lontane dalla fase ζ, alcuni grani di fase dispersa si trasformano in
fase lamellare come mostrato in Fig. 2.
a) b)
Fig. 2 – Formazione della fase dispersa: a) generazione della fase in corrispondenza dell’interfaccia
ζ -zona trifasica, b) dissoluzione della fase dispersa con generazione della fase lamellare.
La crescita nel tempo dello spessore medio delle fasi intermetalliche è riportato nella Fig. 3. Si nota
la presenza di un layer trifasico a partire da 60s di immersione che costituisce la quasi totalità del
rivestimento, cresciuto soprattutto a discapito della fase δ e della fase ζ il cui spessore si riduce e
torna a crescere a partire dai 180s di immersione.
Fig. 3 – Andamento temporale dello spessore medio del rivestimento e delle fasi intermetalliche che
lo compongono.
Per alti tempi di immersione (900s) si ha una sostanziale invarianza dello spessore del layer
trifasico ed una crescita della fase ζ, principalmente a discapito della fase δ.
L’andamento dello spessore della fase esterna η, invece, non risulta essere governato da particolari
fenomeni diffusivi e pertanto potrebbe essere attribuito alla bagnabilità della lega fusa, anche in
funzione della “rugosità” del substrato trifasico.
0
100
200
300
400
500
600
0 200 400 600 800 1000
Spe
sso
re [
m]
Tempo di immersione [s]
Spessore δ Spessore ζ
Spessore η Spessore layer trifasico
Spessore totale

Gli elevati valori dello spessore raggiunto già a bassi tempi di immersione, influisce sul
comportamento meccanico a flessione come riportato nelle curve deformazione angolare-momento
flettente riportate in Fig. 4.
Fig. 4 – Andamento della resistenza a flessione dei provini rivestiti in bagno di zinco con 0,5wt% di
Titanio e di Rame.
Infatti i valori maggiori di resistenza in pieno campo plastico si hanno per i rivestimenti ottenuti a
360 e 900s di immersione, i quali presentano uno spessore totale tra di loro simile, ma maggiore
rispetto a quanto misurato per tempi di immersione più bassi (Fig. 3).
Tutti i rivestimenti presentano una deformazione plastica residua allo scarico superiore ai 30°
(valore raggiungibile sui provini non rivestiti), attribuibile allo stato di danneggiamento delle fasi
intermetalliche che costituiscono l’intero rivestimento.
L’analisi della morfologia del danneggiamento è stata eseguita mediante l’utilizzo del microscopio
ottico attraverso le osservazioni delle sezioni longitudinali del tratto utile deformato. In ogni
provino è possibile distinguere due posizioni differenti; una zona sull’extradosso degli archi
deformati, caratterizzate da uno stato di tensione a trazione, ed un intradosso, caratterizzato da uno
stato di compressione. Le principali morfologie di frattura sono riportate nella Fig. 5.
Per quanto riguarda le zone sottoposte a trazione è evidente come le fasi maggiormente danneggiate
siano le fasi più interne (δ ed ζ) con presenza di cricche di tipo radiale o di tipo inclinato di circa
45° rispetto alla direzione trasversale della sezione. La matrice bifasica si comporta da “crack
arresters” e solo in alcuni casi, soprattutto agli alti tempi di immersione, le cricche radiali riescono
a propagare attraverso la fase dispersa secondo percorsi preferenziali costituiti essenzialmente da
fasi fragili che possono arrivare fino alla superficie (Fig. 5 – Trazione – 360 e 900s).
Le zone sottoposte a compressione non presentano evidenti danneggiamenti, ed in particolare sono
assenti le cricche radiali presenti nelle zone di trazione. Tuttavia, soprattutto per gli alti tempi di
immersione, è possibile riscontrare la presenza di piccole cricche oblique in fase δ, la cui natura
però non può essere attribuita con certezza allo stato tensione indotto dalla flessione, ma potrebbero
essere il risultato di azione di origine termica, comunque presenti nei processi di formazione del
rivestimento. Più raramente è possibile osservare la formazione di cricche longitudinali
all’interfaccia tra la fase δ e la fase ζ, attribuibili al differente comportamento meccanico delle due
fasi intermetalliche e che in condizioni di deformazione imposta generano all’interfaccia sforzi di
taglio tanto più elevati quanto sono elevate le deformazioni e le differenze di elasticità e di plasticità
delle due fasi differenti.
0
5000
10000
15000
20000
25000
30000
0 10 20 30 40
Mo
me
nto
fle
tte
nte
[N·m
m]
Semiangolo di flessione [°]
TiCu 0.5% - 15 sec - 30°
TiCu 0.5% - 60 sec - 30°
TiCu 0.5% - 180 sec - 30°
TiCu 0.5% - 360 sec - 30°
TiCu 0.5% - 900 sec - 30°

Tempo [s]
Compressione
Trazione
1
5
60
180
360
90
0
Fig. 5 – Principali morfologie di danno.

L’andamento del danno in fase δ rispetta l’andamento dello spessore di tale fase che prevede un
valore massimo in corrispondenza dei 180s (valori massimi dello spessore della fase δ e del suo
danneggiamento radiale) ed un valore minimo in corrispondenza dei 900s (sia del danno, sia dello
spessore) come mostrato in Fig. 6 ed in Fig. 3.
Il danno in fase ζ, invece, è caratterizzato da un andamento crescente fino ai 180s, e da una
diminuzione tra i 360 ed i 900s. Questo comportamento non è attribuibile unicamente allo spessore
della fase stessa, ma è giustificato dall’importanza che assume il layer trifasico, che a causa della
sua natura duttile, tende ad assorbire l’energia che altrimenti sarebbe stata utilizzata dai meccanismi
di rottura della fase ζ.
Fig. 6 – Andamento del parametro di danno dopo deformazione in funzione del tempo di
immersione.
Infine la presenza di danno non nullo in zona trifasica, riscontrabile in modo non trascurabile solo
nei rivestimenti ottenuti per 900s, rappresenta il danno ottenuto nei “percorsi preferenziali” come
mostrato in Fig. 5 – Trazione – 360 e 900s.
Nelle zone a compressione non è stata effettuata la quantificazione del danno a causa dell’assenza
delle cricche radiali o oblique.
CONCLUSIONI
In questo lavoro è stato affrontato lo studio della cinetica di formazione delle fasi intermetalliche
dei rivestimenti a base zinco derivanti da un bagno contenente lo 0,5% di titanio e lo 0,5% di rame.
Le analisi al microscopio ottico delle sezioni del rivestimento hanno messo in evidenza la presenza
delle classiche fasi intermetalliche presenti nei rivestimenti tradizionali e la presenza di una zona
trifasica, posta tra la fase ζ e la fase η, composta da una matrice costituita da una fase compatta ed
una fase lamellare, e da un’ulteriore fase dispersa a morfologia regolare.
0
1
2
3
4
5
6
7
8
9
10
0 200 400 600 800 1000
De
nsi
tà d
i cri
cca
[N°/
mm
]
Tempo di immersione [s]
Danno δ
Danno zeta ζ
Danno layer trifasico

La fase dispersa si forma all’estremità della fase ζ e diffonde nella zona trifasica dove può
sciogliersi formando la fase lamellare. La fase η, la più esterna e che costituisce la superficie, è
ottenuta non tanto da fenomeni di diffusione, ma dai trascinamenti di lega fusa durante le operazioni
di estrazione dal bagno.
L’analisi degli spessori delle fasi intermetalliche ha mostrato che la fase δ, la fase η ed il layer
trifasico, sono il risultato di fenomeni diffusivi, e che a partire dai 60s il layer trifasico rappresenta
la gran parte del rivestimento.
Lo spessore del rivestimento influenza la resistenza a flessione, ed i valori maggiori di resistenza si
hanno in corrispondenza dei rivestimenti ottenuti a 360 ed a 900s. Inoltre, il minor recupero elastico
allo scarico è attribuibile alla presenza di danno delle fasi intermetalliche, danno che è stato
osservato al microscopio sotto forma di cricche radiali o oblique nelle zone sottoposte a trazione.
Nelle zone sottoposte a compressione non si sono osservati elevati danneggiamenti e la morfologia
principale è la presenza di cricche longitudinali in corrispondenza dell’interfaccia δ-ζ.
La quantificazione del danno ha mostrato un andamento in fase δ correlabile con il suo spessore,
mentre in fase ζ il danno risulta essere condizionato dallo spessore del layer trifasico che assorbe
l’energia di deformazione, diminuendone la quantità disponibile alla formazione delle cricche.
BIBLIOGRAFIA
1. Lu Jintang, Che Chunshan, Kong Gang, Xu Qiaoyu, Chen Jinhong, Influence of silicon
on the a-Fe/G interface of hot-dip galvanized steels, Surface & Coatings Technology 200
(2006) 5277 – 5281.
2. D. Balloy, J.Y. Dauphin, J.C. Tissier, Study of the comportment of fatty acids and mineral oils
on the surface of steel pieces during galvanization, Surface & Coatings Technology 202 (2007)
479-485.
3. S.T. Vagge, V.S. Raja, Influence of strontium on electrochemical corrosion behaviour of hot-
dip galvanized coating, Surface & Coatings Technology 203 (2009) 3092-3098.
4. V. Di Cocco, F. Iacoviello, L. Zortea, V. Volpe, S. Natali, “Rivestimenti zinco-titanio. Effetto
della temperatura sulla morfologia e sul colore delle superfici”, atti delle del convegno sui
Trattamenti Termici (AIM), Edizione XXIII, ISBN: 978-88-85298-85-9, Verona, 19-21
ottobre, 2011.
5. V. Di Cocco, F. Iacoviello, S.Natali, L. Zortea, “Caratterizzazione meccanica e strutturale di
rivestimenti Zn-Ti”, atti del XXXIII Convegno Nazionale AIM, ISBN: 978-88-85298-80-4,
Brescia, 10-12 novembre 2010.
6. V. Di Cocco, F. Iacoviello, S. Natali, V. Volpe, L. Zortea, “Effetto dell’aggiunta al bagno di
zincatura dello 0.5 wt% di titanio sul comportamento a corrosione in ambiente SO2”, atti delle
Giornate Nazionali sulla Corrosione e Protezione (AIM), Edizione 9, ISBN: 978-88-85298-83-
5, Monte Porzio Catone (ROMA), 6-9 luglio, 2011.
7. F. Iacoviello, S. Natali, V. Di Cocco, “Prove di flessione non tradizionale su acciai zincati:
caratterizzazione cinematica e statica del meccanismo ed identificazione dello stato di
danneggiamento dei rivestimenti”, La Metallurgia Italiana, luglio-agosto, 2004, pp. 47-55.




























