Embed Size (px)
Citation preview

AIAS – ASSOCIAZIONE ITALIANA PER L’ANALISI DELLE SOLLECITAZIONI
XXXVIII CONVEGNO NAZIONALE, 9-11 SETTEMBRE 2009, POLITECNICO DI TORINO
CARATTERIZZAZIONE MECCANICA DI NUOVI MATERIALI
COMPOSITI “STITCHED/RFI”
C. Barile1, C. Casavola
1, C. Pappalettere
1, F. Tursi
1
M. Raffone2, M Riccio
2
1Politecnico di Bari, Dipartimento di Ingegneria Meccanica e Gestionale,
Viale Japigia, 182 – 70126 Bari, e-mail: [email protected] 2Alenia Aeronautica S.p.A.
Sommario Scopo del presente lavoro è individuare le prestazioni meccaniche di un nuovo materiale
composito costituito da fibre lunghe a modulo standard e resina epossidica termoindurente
tenacizzata. Tale composito è tessuto con vari layer, ciascuno contenente fasci di fibre
paralleli ed affiancati tra loro secondo l’orientazione propria del layer stesso, sovrapposti e
tenuti uniti mediante processo di cucitura delle preforme, successivamente impregnate con
resina a caldo e sotto pressione (RFI). Al fine di simulare le condizioni di esercizio del
materiale è stata condotta una campagna di prove meccaniche a caldo e ad elevata umidità
relativa (71°C) per simulare un invecchiamento accelerato del materiale e le condizioni di
lavoro delle parti di composito vicine ai motori, a freddo (-54°C) per simulare le condizioni
di lavoro in volo, e a temperatura ambiente (23°C). Sono state eseguite diverse tipologie di
prova: trazione, trazione open hole e filled hole, compressione, compressione open hole e
filled hole, taglio, flessione, bearing con 1 e 2 fastners. Il confronto dei risultati tra le
diverse temperature ha evidenziato gli effetti benefici del raffreddamento del materiale a
-54°C, rispetto ai test condotti alle altre due temperature di prova ed ha inoltre mostrato che
le caratteristiche di resistenza, contrariamente alle aspettative, non hanno risentito
dell’aumentare della temperatura per via del comportamento stabile delle fibre di carbonio.
L’analisi delle differenti tipologie di prova ha inoltre messo in evidenza che una maggiore
percentuale di fibre lungo la direzione di prova conferisce al materiale migliori
caratteristiche di resistenza.
Parole chiave: caratterizzazione meccanica, materiali compositi “stitched/RFI”
1. INTRODUZIONE La combinazione di bassa densità, basso coefficiente di espansione termica lineare e alti
indici di resistenza ed elasticità, ha permesso ai polimeri rinforzati con fibra di carbonio di
occupare una posizione di rilievo tra i moderni materiali compositi [1,2]. Il livello di questi
parametri infatti, è prevalentemente determinato dalle proprietà meccaniche delle suddette
fibre.
L’utilizzo di materiali compositi e, in particolare di polimeri rinforzati con fibre di carbonio
intessute (textiles o fabrics) ad alta resistenza, è in crescente aumento in svariati campi
dell’ingegneria, in particolar modo nelle applicazioni aerospaziali [3].
Le caratteristiche di deformazione e rottura di materiali di questo tipo sia a temperatura
ambiente che ad alte temperature sono descritte in numerose ricerche e riviste [4], ma per
una maggiore diffusione di questo materiale in applicazioni a basse temperature risulta
necessario uno studio più ampio e approfondito, finalizzato alla caratterizzazione
meccanica in condizioni di raffreddamento.
Nell’ambito di un progetto di collaborazione con l’Alenia Aeronautica s.p.a., presso i
laboratori di Meccanica Sperimentale del dipartimento di Ingegneria Meccanica e
Gestionale del Politecnico di Bari è stata effettuata una campagna di prove di
caratterizzazione meccanica a diverse temperature, di un nuovo materiale composito
costituito da fibre lunghe a modulo standard e resina epossidica termoindurente tenacizzata,
mediante processo di cucitura delle preforme e infusione per RFI.
L’interesse per questo tipo di materiale nasce dai recenti progressi nella tessitura: rispetto
all’attuale tecnologia di stratificazione dei laminati tradizionali, le moderne tecnologie per
la manipolazione delle fibre di carbonio e l’impregnazione delle fibre con la resina
consentono di realizzare una produzione con velocità maggiori e costi ridotti [5,6].
Sono state eseguite prove statiche su 232 provini, differenziati tra loro per direzione delle
fibre delle lamine superficiali a 0° e 90° e per composizione percentuale delle stesse lungo
tre direzioni principali (0°/±45°/90°) in modo da definire 4 classi di provini: 33/33/33,
40/40/20, 25/50/25, 100/0/0. La pianificazione delle prove è avvenuta in modo tale da poter
testare i provini non solo a temperatura ambiente, ma anche in modo da simulare le
condizioni di lavoro delle parti del composito vicine ai motori (71°C) e le condizioni di
lavoro in volo (-54°C). Durante le prove di resistenza, al fine di simulare l’esposizione
all’umidità durante il ciclo di vita e la temperatura di lavoro, tutti i provini testati a caldo
sono stati tenuti in acqua ad una temperatura di 71°C sulla base di una norma di riferimento
[7] e, secondo esplicita richiesta della società produttrice Alenia Aeronautica, tale
permanenza si è protratta per 15 giorni. La permeabilità all’acqua da parte delle matrici
plastiche infatti, dà luogo al fenomeno del rigonfiamento della matrice ed accelera il lento
processo di deterioramento. In particolare più è alta la temperatura e più è rapido
l’assorbimento, per tale ragione per ciascun provino testato a caldo, è stata riscontrata una
variazione percentuale di peso. I provini testati a temperatura ambiente come quelli a
freddo invece, non hanno subito alcun trattamento specifico, in particolare però questi
ultimi sono stati testati in camera climatica alimentata ad azoto liquido.
In particolare sono state svolte prove di trazione, trazione open hole e filled hole,
compressione, compressione open hole e filled hole, taglio, flessione, bearing con 1 e 2
fastners così da investigare il comportamento di provini forati, non forati e rivettati nelle
diverse condizioni di esercizio.
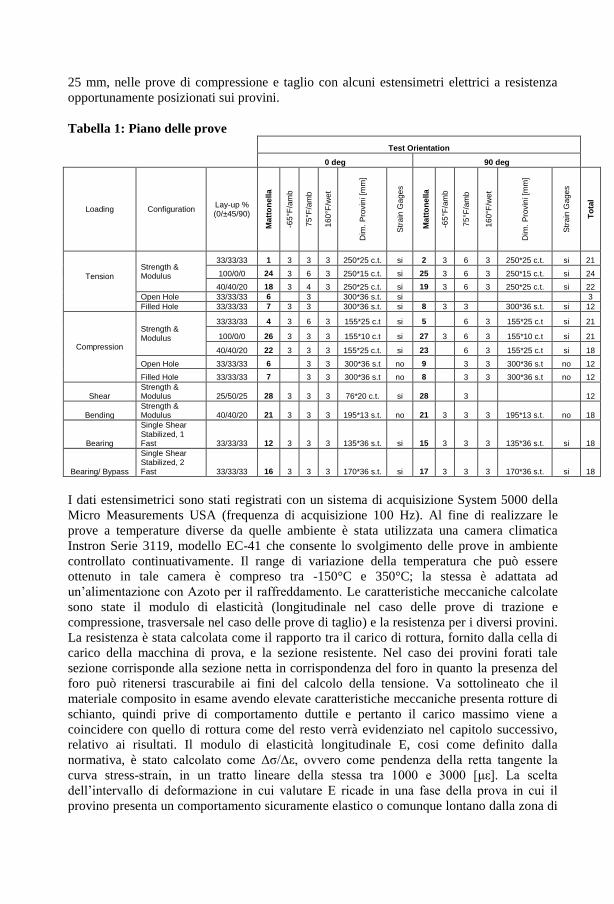
2. PIANO DELLE PROVE Le prove sperimentali eseguite sono riassunte in Tabella 1. I test sono stati eseguiti in
controllo di posizione su una macchina di prova Instron servoidraulica modello 1342 con
capacità 100 kN facendo riferimento alle norme ASTM [8-15]. Le misure di deformazione
nelle prove di trazione sono state acquisite con due estensometri Lonos con base di misura
25 mm, nelle prove di compressione e taglio con alcuni estensimetri elettrici a resistenza
opportunamente posizionati sui provini.
Tabella 1: Piano delle prove
Test Orientation
0 deg 90 deg
Loading Configuration Lay-up % (0/±45/90)
Ma
tto
ne
lla
-65
°F/a
mb
75
°F/a
mb
16
0°F
/we
t
Dim
. P
rovin
i [m
m]
Str
ain
Ga
ge
s
Ma
tto
ne
lla
-65
°F/a
mb
75
°F/a
mb
16
0°F
/we
t
Dim
. P
rovin
i [m
m]
Str
ain
Ga
ge
s
To
tal
Tension
Strength & Modulus
33/33/33 1 3 3 3 250*25 c.t. si 2 3 6 3 250*25 c.t. si 21
100/0/0 24 3 6 3 250*15 c.t. si 25 3 6 3 250*15 c.t. si 24
40/40/20 18 3 4 3 250*25 c.t. si 19 3 6 3 250*25 c.t. si 22
Open Hole 33/33/33 6 3 300*36 s.t. si 3
Filled Hole 33/33/33 7 3 3 300*36 s.t. si 8 3 3 300*36 s.t. si 12
Compression
Strength & Modulus
33/33/33 4 3 6 3 155*25 c.t si 5 6 3 155*25 c.t si 21
100/0/0 26 3 3 3 155*10 c.t si 27 3 6 3 155*10 c.t si 21
40/40/20 22 3 3 3 155*25 c.t. si 23 6 3 155*25 c.t si 18
Open Hole 33/33/33 6 3 3 300*36 s.t no 9 3 3 300*36 s.t no 12
Filled Hole 33/33/33 7 3 3 300*36 s.t no 8 3 3 300*36 s.t no 12
Shear Strength & Modulus 25/50/25 28 3 3 3 76*20 c.t. si 28 3 12
Bending Strength & Modulus 40/40/20 21 3 3 3 195*13 s.t. no 21 3 3 3 195*13 s.t. no 18
Bearing
Single Shear Stabilized, 1 Fast 33/33/33 12 3 3 3 135*36 s.t. si 15 3 3 3 135*36 s.t. si 18
Bearing/ Bypass
Single Shear Stabilized, 2 Fast 33/33/33 16 3 3 3 170*36 s.t. si 17 3 3 3 170*36 s.t. si 18
I dati estensimetrici sono stati registrati con un sistema di acquisizione System 5000 della
Micro Measurements USA (frequenza di acquisizione 100 Hz). Al fine di realizzare le
prove a temperature diverse da quelle ambiente è stata utilizzata una camera climatica
Instron Serie 3119, modello EC-41 che consente lo svolgimento delle prove in ambiente
controllato continuativamente. Il range di variazione della temperatura che può essere
ottenuto in tale camera è compreso tra -150°C e 350°C; la stessa è adattata ad
un’alimentazione con Azoto per il raffreddamento. Le caratteristiche meccaniche calcolate
sono state il modulo di elasticità (longitudinale nel caso delle prove di trazione e
compressione, trasversale nel caso delle prove di taglio) e la resistenza per i diversi provini.
La resistenza è stata calcolata come il rapporto tra il carico di rottura, fornito dalla cella di
carico della macchina di prova, e la sezione resistente. Nel caso dei provini forati tale
sezione corrisponde alla sezione netta in corrispondenza del foro in quanto la presenza del
foro può ritenersi trascurabile ai fini del calcolo della tensione. Va sottolineato che il
materiale composito in esame avendo elevate caratteristiche meccaniche presenta rotture di
schianto, quindi prive di comportamento duttile e pertanto il carico massimo viene a
coincidere con quello di rottura come del resto verrà evidenziato nel capitolo successivo,
relativo ai risultati. Il modulo di elasticità longitudinale E, cosi come definito dalla
normativa, è stato calcolato come Δσ/Δε, ovvero come pendenza della retta tangente la
curva stress-strain, in un tratto lineare della stessa tra 1000 e 3000 [με]. La scelta
dell’intervallo di deformazione in cui valutare E ricade in una fase della prova in cui il
provino presenta un comportamento sicuramente elastico o comunque lontano dalla zona di
rottura. Alla fine della prova si provvede ad annotare anche la modalità di rottura e la zona
del provino in cui si verifica, in conformità alla schematizzazione proposta in normativa.
3. RISULTATI SPERIMENTALI 3.1. Prove di Trazione
Il provino è stato afferrato direttamente nella macchina di prova (Figura 2). La prova è stata
condotta in modo tale che l’asse longitudinale del provino coincidesse con l’asse di carico
della macchina. A tal fine si è proceduto al centraggio geometrico del provino sia in
larghezza che in lunghezza, tramite l’ausilio di un calibro e di squadre di riferimento. Al
fine di ridurre il rischio di rotture indotte dagli afferraggi, sono stati utilizzati dei tabs,
strisce sottili di materiale opportunamente scelto, incollate all’estremità del provino che
addolciscono il trasferimento del carico di trazione, prevenendone i danneggiamenti
superficiali. Per determinare il modulo di elasticità è stato necessario misurare
simultaneamente la deformazione longitudinale su entrambe le facce del provino in modo
da consentire la correzione dei risultati dagli effetti di flessione come suggerito dalla
norma. Pertanto sono stati installati due estensometri, uno su ciascuna faccia del provino,
centrati in lunghezza e larghezza in modo da coprire la regione dove con molta probabilità
si innescherà la rottura. Il carico del provino avviene in controllo di spostamento con una
velocità dell’attuatore impostata su 2 mm/min, come da normativa [8].
Figura 2: Set up della prova di Trazione.
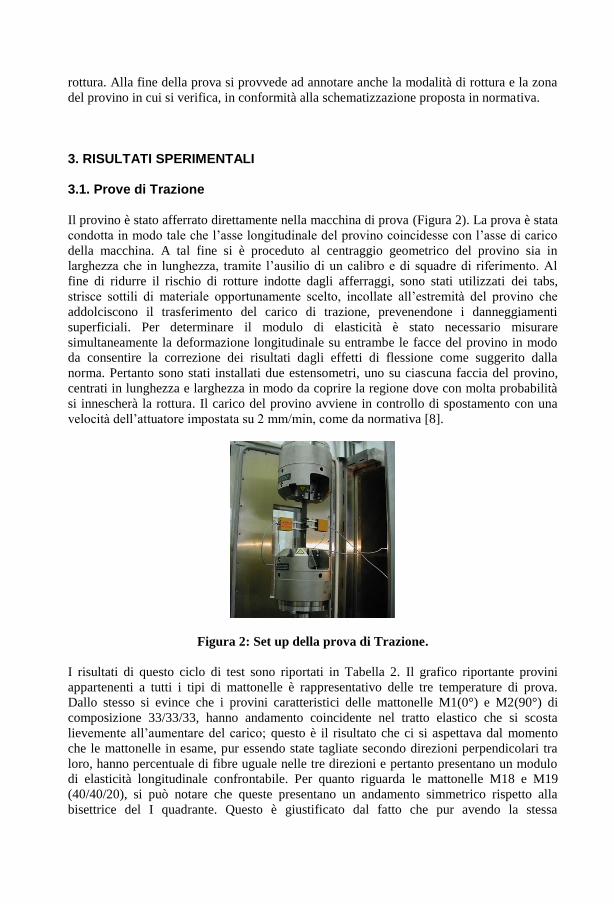
I risultati di questo ciclo di test sono riportati in Tabella 2. Il grafico riportante provini
appartenenti a tutti i tipi di mattonelle è rappresentativo delle tre temperature di prova.
Dallo stesso si evince che i provini caratteristici delle mattonelle M1(0°) e M2(90°) di
composizione 33/33/33, hanno andamento coincidente nel tratto elastico che si scosta
lievemente all’aumentare del carico; questo è il risultato che ci si aspettava dal momento
che le mattonelle in esame, pur essendo state tagliate secondo direzioni perpendicolari tra
loro, hanno percentuale di fibre uguale nelle tre direzioni e pertanto presentano un modulo
di elasticità longitudinale confrontabile. Per quanto riguarda le mattonelle M18 e M19
(40/40/20), si può notare che queste presentano un andamento simmetrico rispetto alla
bisettrice del I quadrante. Questo è giustificato dal fatto che pur avendo la stessa
percentuale di fibre e lo stesso lay-up, la prima mattonella ha il 40% delle fibre orientate
secondo la direzione di prova (0°), mentre la seconda ha solo il 20% delle fibre orientate
lungo la direzione di prova (90°). Pertanto era auspicabile che il modulo di elasticità
longitudinale così come la tensione di rottura della mattonella M18 avessero valori
maggiori rispetto a quelli valutati per la mattonella M19. Le mattonelle M24 e M25
(100/0/0) infine, presentano un andamento del tutto differente poiché, a conferma di quanto
precedentemente descritto per le mattonelle M18 e M19, pur avendo la stessa percentuale di
fibre e lo stesso lay-up, la mattonella M24 ha il 100% delle fibre orientate secondo la
direzione di prova (0°), mentre la M25 ha lo 0% delle fibre orientate secondo la direzione
di prova (90°). Per questo è ovvio che la mattonella testata a 0° presenti una resistenza
maggiore rispetto a quella testata a 90°, in termini di modulo di elasticità longitudinale e
tensione di rottura.
Tabella 2: Risultati della prova di Trazione.
CALDO (71°C) FREDDO (-54°C)
TEMPERATURA AMBIENTE (24°C)
Mattonella Tensione di
rottura [MPa]
Modulo di elasticità
[Mpa]
Tensione di rottura [MPa]
Modulo di elasticità
[Mpa]
Tensione di rottura [MPa]
Modulo di elasticità
[Mpa]
M1_0° 605 53900 637 109767 540 52500
M2_90° 496 51700 545 105633 539 54600
M18_0° 984 88000 748 137600 790 71038
M19_90° 605 45967 509 84333 555 43567
M24_0° 789 155133 767 213067 773 89225
M25_0° 27 4933 31 14767 43 5640
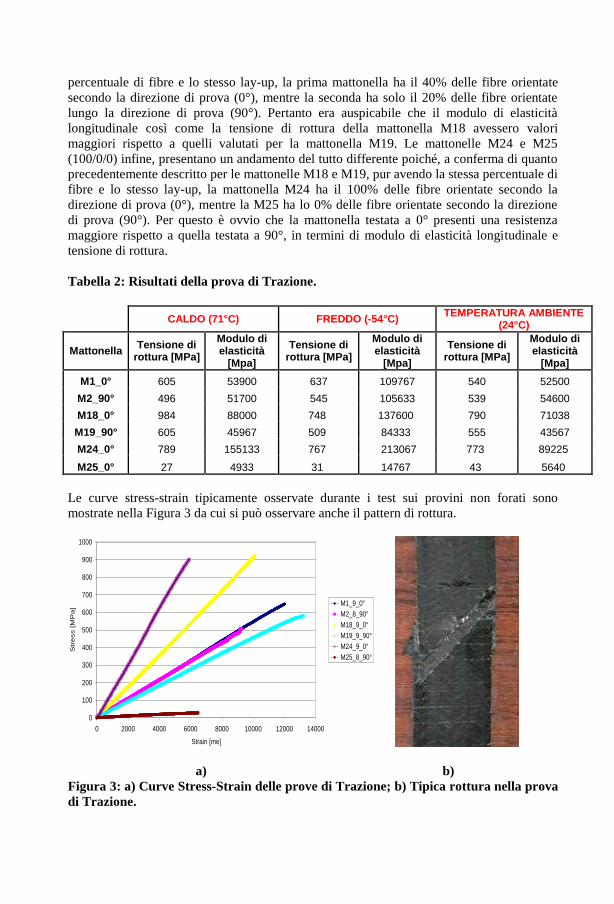
Le curve stress-strain tipicamente osservate durante i test sui provini non forati sono
mostrate nella Figura 3 da cui si può osservare anche il pattern di rottura.
TRAZIONE A CALDO
0
100
200
300
400
500
600
700
800
900
1000
0 2000 4000 6000 8000 10000 12000 14000
Strain [me]
Str
ess [
MP
a]
M1_9_0°
M2_8_90°
M18_9_0°
M19_9_90°
M24_9_0°
M25_8_90°
a) b)
Figura 3: a) Curve Stress-Strain delle prove di Trazione; b) Tipica rottura nella prova
di Trazione.
Il confronto dei risultati tra le diverse temperature (Tabella 2) ha evidenziato gli effetti
benefici del raffreddamento a -54°C del materiale, rispetto ai test condotti a temperatura
ambiente e a 71°C, soprattutto in riferimento al modulo di elasticità longitudinale. Nei
compositi a matrice polimerica, questa proprietà è conferita dalle fibre di rinforzo, dal
momento che le resine sintetiche tendono a diventare fragili quando vengono esposte alle
basse temperature. Le caratteristiche di resistenza, contrariamente alle aspettative, non
hanno risentito dell’aumentare della temperatura per via del comportamento stabile delle
fibre di carbonio che presentano coefficienti di dilatazione lineare 10 volte inferiori a quelli
di materiali di natura metallica.
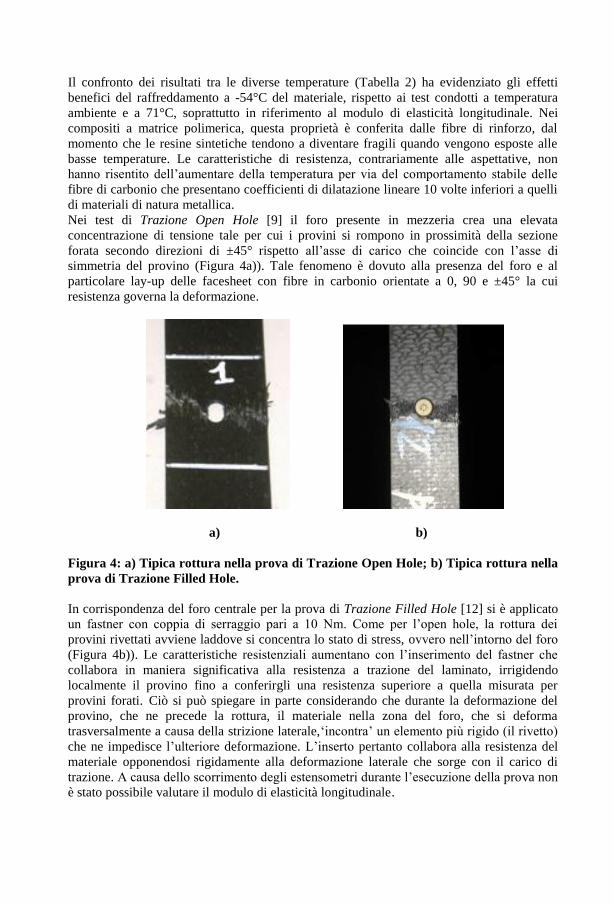
Nei test di Trazione Open Hole [9] il foro presente in mezzeria crea una elevata
concentrazione di tensione tale per cui i provini si rompono in prossimità della sezione
forata secondo direzioni di ±45° rispetto all’asse di carico che coincide con l’asse di
simmetria del provino (Figura 4a)). Tale fenomeno è dovuto alla presenza del foro e al
particolare lay-up delle facesheet con fibre in carbonio orientate a 0, 90 e ±45° la cui
resistenza governa la deformazione.
a) b)
Figura 4: a) Tipica rottura nella prova di Trazione Open Hole; b) Tipica rottura nella
prova di Trazione Filled Hole.
In corrispondenza del foro centrale per la prova di Trazione Filled Hole [12] si è applicato
un fastner con coppia di serraggio pari a 10 Nm. Come per l’open hole, la rottura dei
provini rivettati avviene laddove si concentra lo stato di stress, ovvero nell’intorno del foro
(Figura 4b)). Le caratteristiche resistenziali aumentano con l’inserimento del fastner che
collabora in maniera significativa alla resistenza a trazione del laminato, irrigidendo
localmente il provino fino a conferirgli una resistenza superiore a quella misurata per
provini forati. Ciò si può spiegare in parte considerando che durante la deformazione del
provino, che ne precede la rottura, il materiale nella zona del foro, che si deforma
trasversalmente a causa della strizione laterale,‘incontra’ un elemento più rigido (il rivetto)
che ne impedisce l’ulteriore deformazione. L’inserto pertanto collabora alla resistenza del
materiale opponendosi rigidamente alla deformazione laterale che sorge con il carico di
trazione. A causa dello scorrimento degli estensometri durante l’esecuzione della prova non
è stato possibile valutare il modulo di elasticità longitudinale.
Effettuando un confronto tra i valori di tensione e di modulo di elasticità longitudinale di
provini forati, non forati e forati ma con fastener, ricavati da mattonelle con stessa
composizione percentuale (33/33/33) è facile verificare come la presenza del foro faccia
decadere le caratteristiche meccaniche del materiale, rappresentando una sorta di difettosità
del provino (Tabella 3). L’esecuzione delle prove a basse temperature inoltre, ha
evidenziato un miglioramento delle prestazioni del materiale nel caso di trazione semplice
(*
nella trazione filled hole tale comportamento è invertito, ma il dato è relativo a soli 2
test).
Tabella 3: Riepilogo dei risultati delle prove di Trazione, Trazione Open Hole e
Trazione Filled Hole.
AMBIENTE (24°C) FREDDO (-54°C)
Mattonella Tensione di
rottura [MPa] Modulo di
elasticità [Mpa] Tensione di
rottura [MPa] Modulo di
elasticità [Mpa]
M1_0° T. 540 52500 637 109767
M2_90° T. 539 54600 545 105633
M6_0° T.O.H. 402 41967
M7_0° T.F.H. 465 434 *
M8_90° T.F.H. 488 455 *
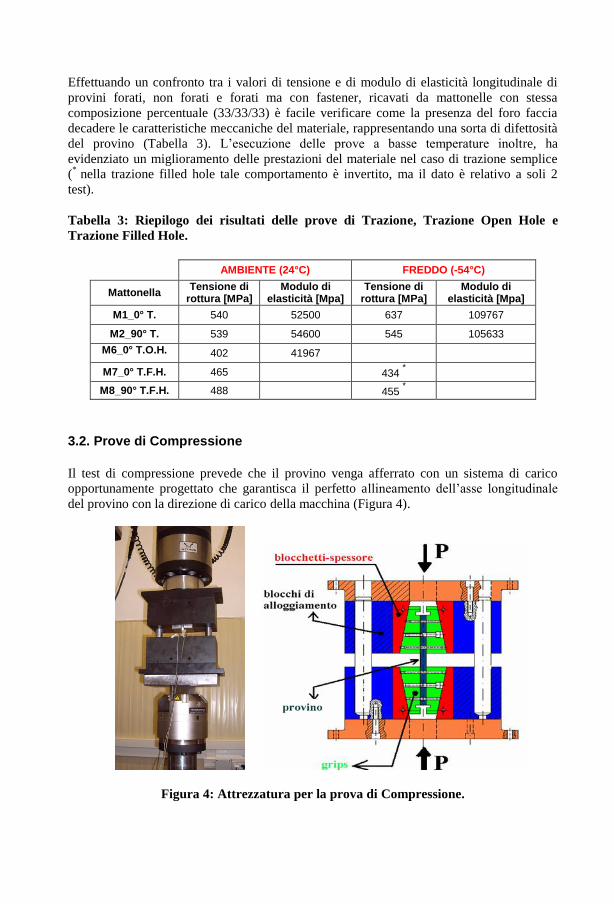
3.2. Prove di Compressione
Il test di compressione prevede che il provino venga afferrato con un sistema di carico
opportunamente progettato che garantisca il perfetto allineamento dell’asse longitudinale
del provino con la direzione di carico della macchina (Figura 4).
Figura 4: Attrezzatura per la prova di Compressione.
Il blocco inferiore dell’attrezzatura è stato poggiato su un piattello a ”T”, mentre il blocco
superiore è stato direttamente fissato alla cella di carico della macchina. Il sistema di carico
risulta composto da:
• due coppie di cunei, all’interno dei quali viene inserito il provino;
• due coppie di blocchetti spessore per ciascuna coppia di cunei;
• un blocco di alloggiamento superiore collegato alla traversa mobile;
• un blocco di alloggiamento inferiore collegato alla traversa fissa.
L’effetto di compressione durante l’avvicinamento delle traverse, si stabilisce tramite
un’azione di taglio tra grips e blocchetti spessore. La corretta applicazione del carico, al
fine di ridurre il rischio di impuntamento, ha imposto il controllo del parallelismo dei grossi
blocchi e del corretto centraggio dell’asse dell’attrezzatura con l’asse di carico della
macchina di prova. E’ stato importante inoltre controllare che le superfici di scorrimento
(fori-perni di allineamento, superfici inclinate dei grips e degli alloggiamenti) fossero
sufficientemente lubrificate e, nel caso dei grips, esenti da eventuali particelle o impurità
derivanti dalla rottura dei provini nelle prove precedenti. La prova è stata condotta in modo
tale che l’asse longitudinale del provino coincidesse con l’asse di carico della macchina. A
tal fine si è proceduto al centraggio geometrico del provino sia in larghezza che in
lunghezza, tramite l’utilizzo di un conveniente distanziale. Per determinare il modulo di
elasticità è stato necessario misurare simultaneamente la deformazione longitudinale su
entrambe le facce del provino in modo da consentire la correzione dei risultati dagli effetti
di flessione come suggerito dalla norma. Pertanto sono stati installati due estensimetri
unidirezionali, uno su ciascuna faccia del provino, centrati in lunghezza e larghezza in
modo da coprire il tratto utile del provino. Il carico del provino avviene in controllo di
spostamento con una velocità dell’attuatore impostata su 1.5 mm/min, come da normativa
[10]. I risultati di questo ciclo di test sono riportati in Tabella 4.
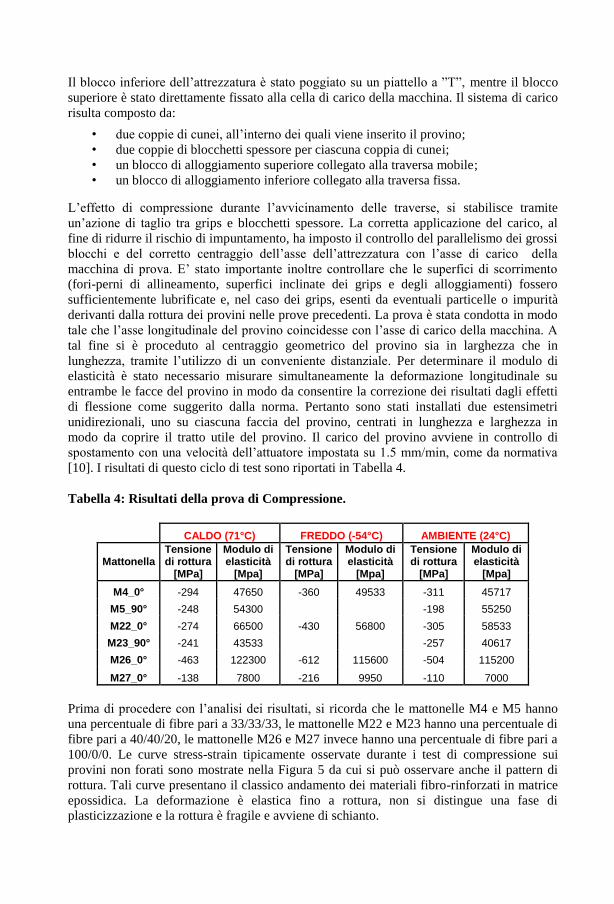
Tabella 4: Risultati della prova di Compressione.
CALDO (71°C) FREDDO (-54°C) AMBIENTE (24°C)
Mattonella Tensione di rottura
[MPa]
Modulo di elasticità
[Mpa]
Tensione di rottura
[MPa]
Modulo di elasticità
[Mpa]
Tensione di rottura
[MPa]
Modulo di elasticità
[Mpa]
M4_0° -294 47650 -360 49533 -311 45717
M5_90° -248 54300 -198 55250
M22_0° -274 66500 -430 56800 -305 58533
M23_90° -241 43533 -257 40617
M26_0° -463 122300 -612 115600 -504 115200
M27_0° -138 7800 -216 9950 -110 7000
Prima di procedere con l’analisi dei risultati, si ricorda che le mattonelle M4 e M5 hanno
una percentuale di fibre pari a 33/33/33, le mattonelle M22 e M23 hanno una percentuale di
fibre pari a 40/40/20, le mattonelle M26 e M27 invece hanno una percentuale di fibre pari a
100/0/0. Le curve stress-strain tipicamente osservate durante i test di compressione sui
provini non forati sono mostrate nella Figura 5 da cui si può osservare anche il pattern di
rottura. Tali curve presentano il classico andamento dei materiali fibro-rinforzati in matrice
epossidica. La deformazione è elastica fino a rottura, non si distingue una fase di
plasticizzazione e la rottura è fragile e avviene di schianto.
COMPRESSIONE A CALDO
-400
-350
-300
-250
-200
-150
-100
-50
0
-18000 -16000 -14000 -12000 -10000 -8000 -6000 -4000 -2000 0
Strain [me]
Str
ess [
MP
a]
M4_8_0°
M5_9_90°
M22_7_0°
M23_8_90°
M26_9_0°
M27_9_90°
COMPRESSIONE A CALDO
-400
-350
-300
-250
-200
-150
-100
-50
0
-18000 -16000 -14000 -12000 -10000 -8000 -6000 -4000 -2000 0
Strain [me]
Str
ess [
MP
a]
M4_8_0°
M5_9_90°
M22_7_0°
M23_8_90°
M26_9_0°
M27_9_90°
a) b)
Figura 5: a) Curve Stress-Strain delle prove di Compressione; b) Tipica rottura nella
prova di Compressione.
Il grafico riportato è rappresentativo delle tre temperature di prova e le considerazioni circa
l’andamento delle curve sia in relazione alle temperature che alla composizione percentuale
sono analoghe a quelle già descritte per la prova di trazione.
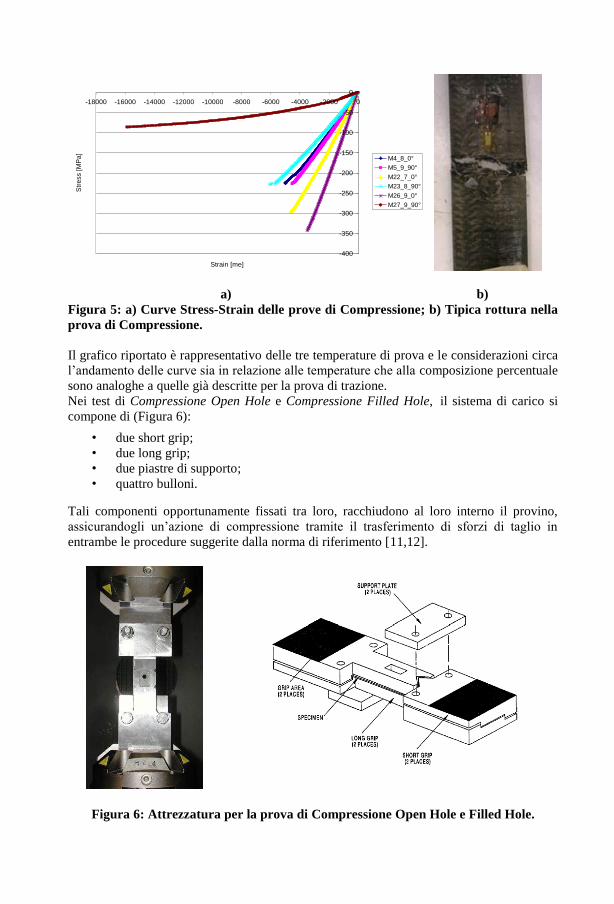
Nei test di Compressione Open Hole e Compressione Filled Hole, il sistema di carico si
compone di (Figura 6):
• due short grip;
• due long grip;
• due piastre di supporto;
• quattro bulloni.
Tali componenti opportunamente fissati tra loro, racchiudono al loro interno il provino,
assicurandogli un’azione di compressione tramite il trasferimento di sforzi di taglio in
entrambe le procedure suggerite dalla norma di riferimento [11,12].
Figura 6: Attrezzatura per la prova di Compressione Open Hole e Filled Hole.
Come in tutte le prove precedentemente descritte, anche in questo caso è stato
fondamentale per una buona riuscita del test posizionare correttamente il sistema, facendo
coincidere l’asse di applicazione del carico con l’asse longitudinale del sistema e la
porzione di attrezzatura ammorsata nella parte superiore con quella ammorsata nella parte
inferiore. Il carico del provino avviene in controllo di spostamento con una velocità
dell’attuatore impostata su 2 mm/min, come da normativa.
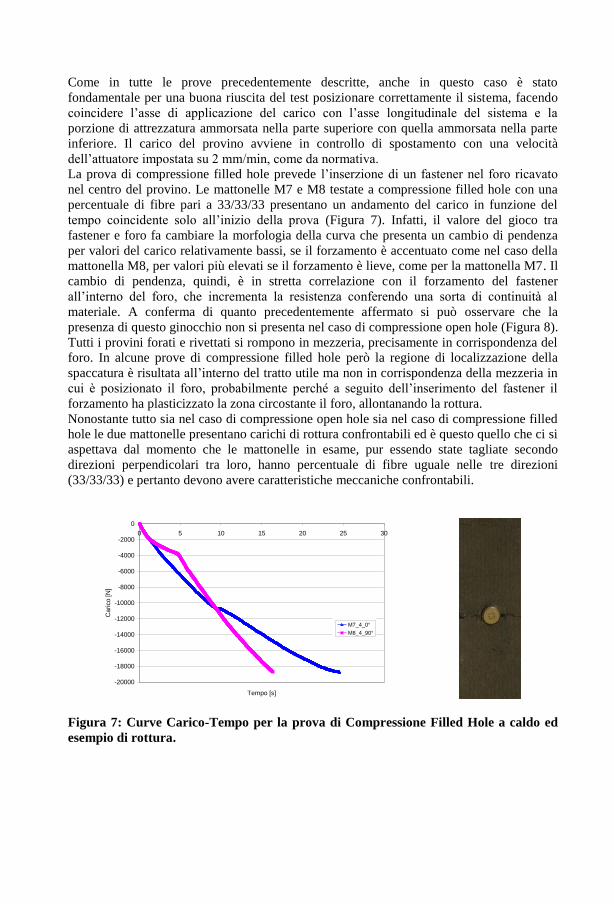
La prova di compressione filled hole prevede l’inserzione di un fastener nel foro ricavato
nel centro del provino. Le mattonelle M7 e M8 testate a compressione filled hole con una
percentuale di fibre pari a 33/33/33 presentano un andamento del carico in funzione del
tempo coincidente solo all’inizio della prova (Figura 7). Infatti, il valore del gioco tra
fastener e foro fa cambiare la morfologia della curva che presenta un cambio di pendenza
per valori del carico relativamente bassi, se il forzamento è accentuato come nel caso della
mattonella M8, per valori più elevati se il forzamento è lieve, come per la mattonella M7. Il
cambio di pendenza, quindi, è in stretta correlazione con il forzamento del fastener
all’interno del foro, che incrementa la resistenza conferendo una sorta di continuità al
materiale. A conferma di quanto precedentemente affermato si può osservare che la
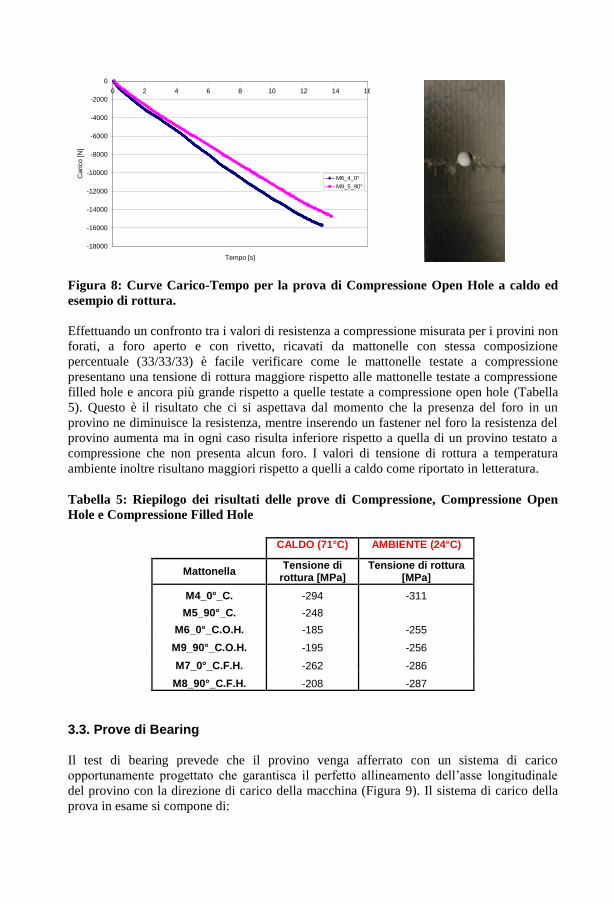
presenza di questo ginocchio non si presenta nel caso di compressione open hole (Figura 8).
Tutti i provini forati e rivettati si rompono in mezzeria, precisamente in corrispondenza del
foro. In alcune prove di compressione filled hole però la regione di localizzazione della
spaccatura è risultata all’interno del tratto utile ma non in corrispondenza della mezzeria in
cui è posizionato il foro, probabilmente perché a seguito dell’inserimento del fastener il
forzamento ha plasticizzato la zona circostante il foro, allontanando la rottura.
Nonostante tutto sia nel caso di compressione open hole sia nel caso di compressione filled
hole le due mattonelle presentano carichi di rottura confrontabili ed è questo quello che ci si
aspettava dal momento che le mattonelle in esame, pur essendo state tagliate secondo
direzioni perpendicolari tra loro, hanno percentuale di fibre uguale nelle tre direzioni
(33/33/33) e pertanto devono avere caratteristiche meccaniche confrontabili.
COMPR. FILLED HOLE A CALDO
-20000
-18000
-16000
-14000
-12000
-10000
-8000
-6000
-4000
-2000
0
0 5 10 15 20 25 30
Tempo [s]
Carico [N
]
M7_4_0°
M8_4_90°
COMPR. FILLED HOLE A CALDO
-20000
-18000
-16000
-14000
-12000
-10000
-8000
-6000
-4000
-2000
0
0 5 10 15 20 25 30
Tempo [s]
Ca
rico
[N
]
M7_4_0°
M8_4_90°
Figura 7: Curve Carico-Tempo per la prova di Compressione Filled Hole a caldo ed
esempio di rottura.
COMPR. OPEN HOLE A CALDO
-18000
-16000
-14000
-12000
-10000
-8000
-6000
-4000
-2000
0
0 2 4 6 8 10 12 14 16
Tempo [s]
Ca
rico
[N
]
M6_4_0°
M9_5_90°
COMPR. OPEN HOLE A CALDO
-18000
-16000
-14000
-12000
-10000
-8000
-6000
-4000
-2000
0
0 2 4 6 8 10 12 14 16
Tempo [s]
Carico [N
]
M6_4_0°
M9_5_90°
Figura 8: Curve Carico-Tempo per la prova di Compressione Open Hole a caldo ed
esempio di rottura.
Effettuando un confronto tra i valori di resistenza a compressione misurata per i provini non
forati, a foro aperto e con rivetto, ricavati da mattonelle con stessa composizione
percentuale (33/33/33) è facile verificare come le mattonelle testate a compressione
presentano una tensione di rottura maggiore rispetto alle mattonelle testate a compressione
filled hole e ancora più grande rispetto a quelle testate a compressione open hole (Tabella
5). Questo è il risultato che ci si aspettava dal momento che la presenza del foro in un
provino ne diminuisce la resistenza, mentre inserendo un fastener nel foro la resistenza del
provino aumenta ma in ogni caso risulta inferiore rispetto a quella di un provino testato a
compressione che non presenta alcun foro. I valori di tensione di rottura a temperatura
ambiente inoltre risultano maggiori rispetto a quelli a caldo come riportato in letteratura.
Tabella 5: Riepilogo dei risultati delle prove di Compressione, Compressione Open
Hole e Compressione Filled Hole
CALDO (71°C) AMBIENTE (24°C)
Mattonella Tensione di
rottura [MPa] Tensione di rottura
[MPa]
M4_0°_C. -294 -311
M5_90°_C. -248
M6_0°_C.O.H. -185 -255
M9_90°_C.O.H. -195 -256
M7_0°_C.F.H. -262 -286
M8_90°_C.F.H. -208 -287
3.3. Prove di Bearing
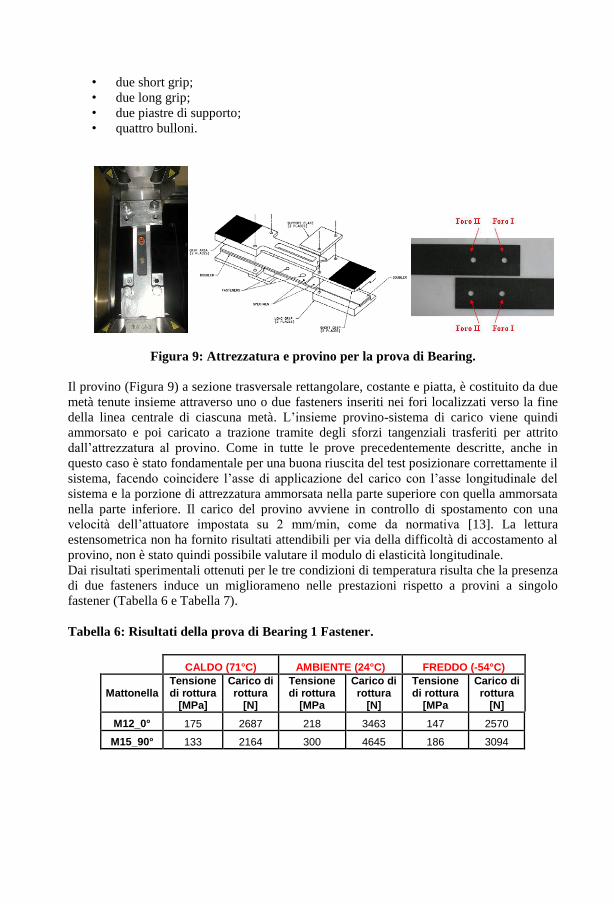
Il test di bearing prevede che il provino venga afferrato con un sistema di carico
opportunamente progettato che garantisca il perfetto allineamento dell’asse longitudinale
del provino con la direzione di carico della macchina (Figura 9). Il sistema di carico della
prova in esame si compone di:
• due short grip;
• due long grip;
• due piastre di supporto;
• quattro bulloni.
Figura 9: Attrezzatura e provino per la prova di Bearing.
Il provino (Figura 9) a sezione trasversale rettangolare, costante e piatta, è costituito da due
metà tenute insieme attraverso uno o due fasteners inseriti nei fori localizzati verso la fine
della linea centrale di ciascuna metà. L’insieme provino-sistema di carico viene quindi
ammorsato e poi caricato a trazione tramite degli sforzi tangenziali trasferiti per attrito
dall’attrezzatura al provino. Come in tutte le prove precedentemente descritte, anche in
questo caso è stato fondamentale per una buona riuscita del test posizionare correttamente il
sistema, facendo coincidere l’asse di applicazione del carico con l’asse longitudinale del
sistema e la porzione di attrezzatura ammorsata nella parte superiore con quella ammorsata
nella parte inferiore. Il carico del provino avviene in controllo di spostamento con una
velocità dell’attuatore impostata su 2 mm/min, come da normativa [13]. La lettura
estensometrica non ha fornito risultati attendibili per via della difficoltà di accostamento al
provino, non è stato quindi possibile valutare il modulo di elasticità longitudinale.
Dai risultati sperimentali ottenuti per le tre condizioni di temperatura risulta che la presenza
di due fasteners induce un migliorameno nelle prestazioni rispetto a provini a singolo
fastener (Tabella 6 e Tabella 7).
Tabella 6: Risultati della prova di Bearing 1 Fastener.
CALDO (71°C) AMBIENTE (24°C) FREDDO (-54°C)
Mattonella Tensione di rottura
[MPa]
Carico di rottura
[N]
Tensione di rottura
[MPa
Carico di rottura
[N]
Tensione di rottura
[MPa
Carico di rottura
[N]
M12_0° 175 2687 218 3463 147 2570
M15_90° 133 2164 300 4645 186 3094
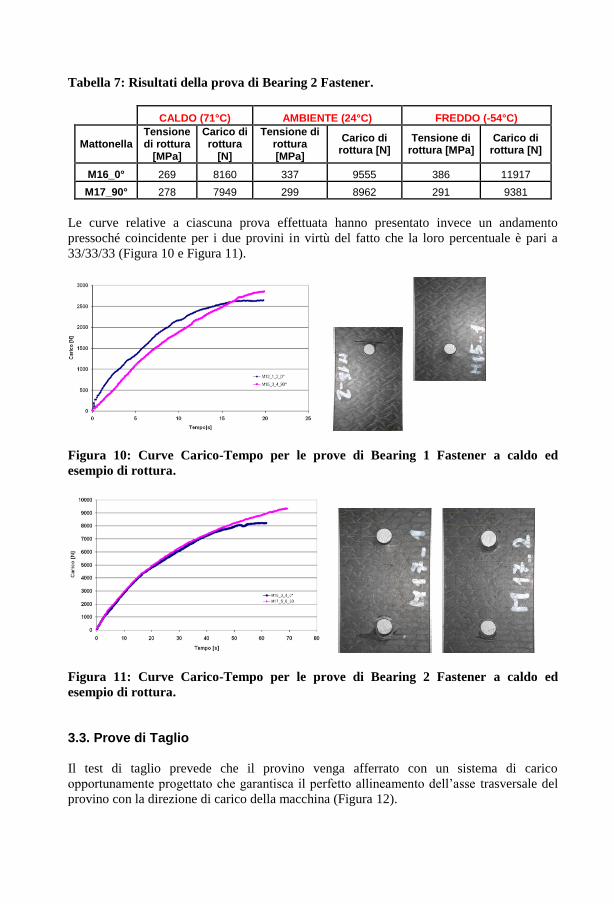
Tabella 7: Risultati della prova di Bearing 2 Fastener.
CALDO (71°C) AMBIENTE (24°C) FREDDO (-54°C)
Mattonella Tensione di rottura
[MPa]
Carico di rottura
[N]
Tensione di rottura [MPa]
Carico di rottura [N]
Tensione di rottura [MPa]
Carico di rottura [N]
M16_0° 269 8160 337 9555 386 11917
M17_90° 278 7949 299 8962 291 9381
Le curve relative a ciascuna prova effettuata hanno presentato invece un andamento
pressoché coincidente per i due provini in virtù del fatto che la loro percentuale è pari a
33/33/33 (Figura 10 e Figura 11).
Figura 10: Curve Carico-Tempo per le prove di Bearing 1 Fastener a caldo ed
esempio di rottura.
Figura 11: Curve Carico-Tempo per le prove di Bearing 2 Fastener a caldo ed
esempio di rottura.
3.3. Prove di Taglio
Il test di taglio prevede che il provino venga afferrato con un sistema di carico
opportunamente progettato che garantisca il perfetto allineamento dell’asse trasversale del
provino con la direzione di carico della macchina (Figura 12).
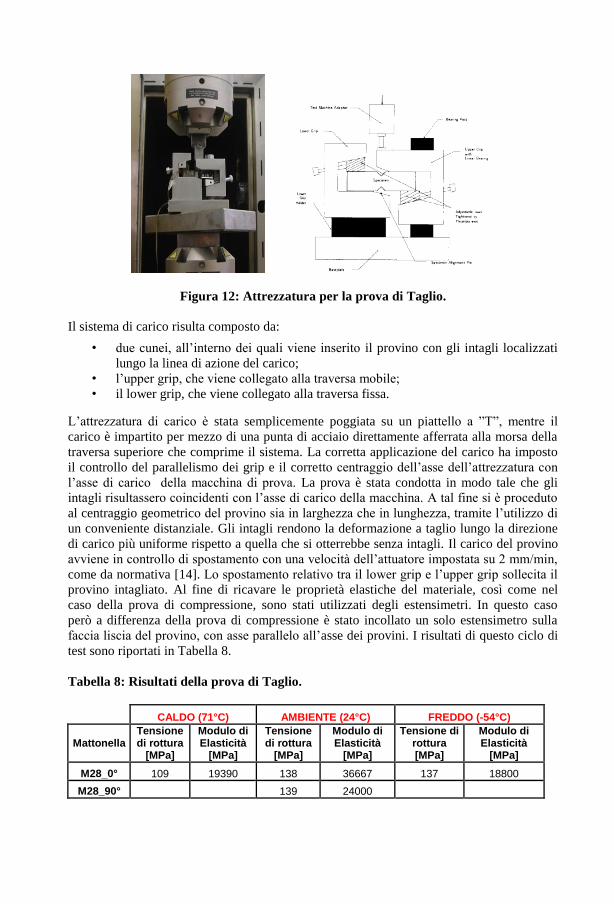
Figura 12: Attrezzatura per la prova di Taglio.
Il sistema di carico risulta composto da:
• due cunei, all’interno dei quali viene inserito il provino con gli intagli localizzati
lungo la linea di azione del carico;
• l’upper grip, che viene collegato alla traversa mobile;
• il lower grip, che viene collegato alla traversa fissa.
L’attrezzatura di carico è stata semplicemente poggiata su un piattello a ”T”, mentre il
carico è impartito per mezzo di una punta di acciaio direttamente afferrata alla morsa della
traversa superiore che comprime il sistema. La corretta applicazione del carico ha imposto
il controllo del parallelismo dei grip e il corretto centraggio dell’asse dell’attrezzatura con
l’asse di carico della macchina di prova. La prova è stata condotta in modo tale che gli
intagli risultassero coincidenti con l’asse di carico della macchina. A tal fine si è proceduto
al centraggio geometrico del provino sia in larghezza che in lunghezza, tramite l’utilizzo di
un conveniente distanziale. Gli intagli rendono la deformazione a taglio lungo la direzione
di carico più uniforme rispetto a quella che si otterrebbe senza intagli. Il carico del provino
avviene in controllo di spostamento con una velocità dell’attuatore impostata su 2 mm/min,
come da normativa [14]. Lo spostamento relativo tra il lower grip e l’upper grip sollecita il
provino intagliato. Al fine di ricavare le proprietà elastiche del materiale, così come nel
caso della prova di compressione, sono stati utilizzati degli estensimetri. In questo caso
però a differenza della prova di compressione è stato incollato un solo estensimetro sulla
faccia liscia del provino, con asse parallelo all’asse dei provini. I risultati di questo ciclo di
test sono riportati in Tabella 8.
Tabella 8: Risultati della prova di Taglio.
CALDO (71°C) AMBIENTE (24°C) FREDDO (-54°C)
Mattonella Tensione di rottura
[MPa]
Modulo di Elasticità
[MPa]
Tensione di rottura
[MPa]
Modulo di Elasticità
[MPa]
Tensione di rottura [MPa]
Modulo di Elasticità
[MPa]
M28_0° 109 19390 138 36667 137 18800
M28_90° 139 24000
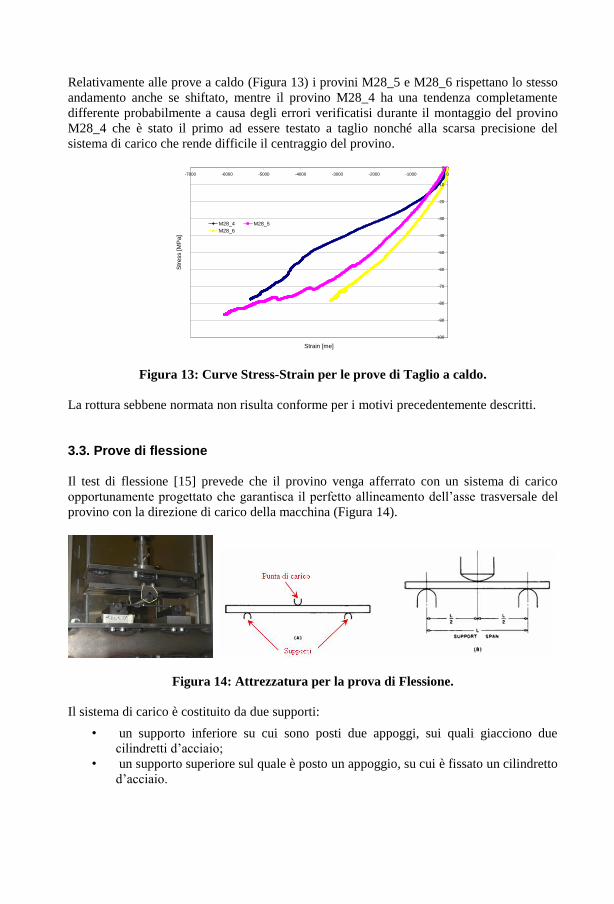
Relativamente alle prove a caldo (Figura 13) i provini M28_5 e M28_6 rispettano lo stesso
andamento anche se shiftato, mentre il provino M28_4 ha una tendenza completamente
differente probabilmente a causa degli errori verificatisi durante il montaggio del provino
M28_4 che è stato il primo ad essere testato a taglio nonché alla scarsa precisione del
sistema di carico che rende difficile il centraggio del provino.
Figura 13: Curve Stress-Strain per le prove di Taglio a caldo.
La rottura sebbene normata non risulta conforme per i motivi precedentemente descritti.
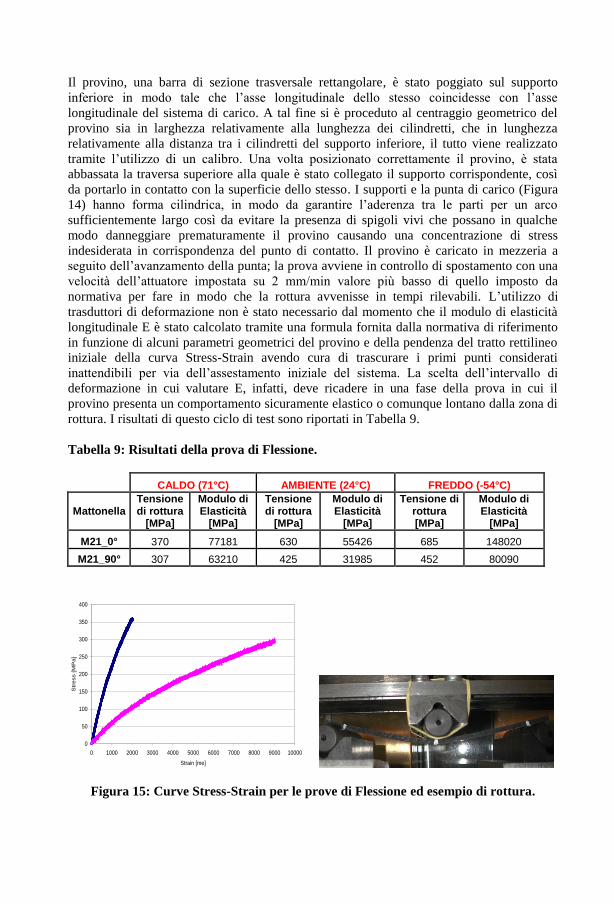
3.3. Prove di flessione
Il test di flessione [15] prevede che il provino venga afferrato con un sistema di carico
opportunamente progettato che garantisca il perfetto allineamento dell’asse trasversale del
provino con la direzione di carico della macchina (Figura 14).
Figura 14: Attrezzatura per la prova di Flessione.
Il sistema di carico è costituito da due supporti:
• un supporto inferiore su cui sono posti due appoggi, sui quali giacciono due
cilindretti d’acciaio;
• un supporto superiore sul quale è posto un appoggio, su cui è fissato un cilindretto
d’acciaio.
-100
-90
-80
-70
-60
-50
-40
-30
-20
-10
0
-7000 -6000 -5000 -4000 -3000 -2000 -1000 0
Strain [me]
Str
ess [M
Pa]
M28_4 M28_5
M28_6
Il provino, una barra di sezione trasversale rettangolare, è stato poggiato sul supporto
inferiore in modo tale che l’asse longitudinale dello stesso coincidesse con l’asse
longitudinale del sistema di carico. A tal fine si è proceduto al centraggio geometrico del
provino sia in larghezza relativamente alla lunghezza dei cilindretti, che in lunghezza
relativamente alla distanza tra i cilindretti del supporto inferiore, il tutto viene realizzato
tramite l’utilizzo di un calibro. Una volta posizionato correttamente il provino, è stata
abbassata la traversa superiore alla quale è stato collegato il supporto corrispondente, così
da portarlo in contatto con la superficie dello stesso. I supporti e la punta di carico (Figura
14) hanno forma cilindrica, in modo da garantire l’aderenza tra le parti per un arco
sufficientemente largo così da evitare la presenza di spigoli vivi che possano in qualche
modo danneggiare prematuramente il provino causando una concentrazione di stress
indesiderata in corrispondenza del punto di contatto. Il provino è caricato in mezzeria a
seguito dell’avanzamento della punta; la prova avviene in controllo di spostamento con una
velocità dell’attuatore impostata su 2 mm/min valore più basso di quello imposto da
normativa per fare in modo che la rottura avvenisse in tempi rilevabili. L’utilizzo di
trasduttori di deformazione non è stato necessario dal momento che il modulo di elasticità
longitudinale E è stato calcolato tramite una formula fornita dalla normativa di riferimento
in funzione di alcuni parametri geometrici del provino e della pendenza del tratto rettilineo
iniziale della curva Stress-Strain avendo cura di trascurare i primi punti considerati
inattendibili per via dell’assestamento iniziale del sistema. La scelta dell’intervallo di
deformazione in cui valutare E, infatti, deve ricadere in una fase della prova in cui il
provino presenta un comportamento sicuramente elastico o comunque lontano dalla zona di
rottura. I risultati di questo ciclo di test sono riportati in Tabella 9.
Tabella 9: Risultati della prova di Flessione.
CALDO (71°C) AMBIENTE (24°C) FREDDO (-54°C)
Mattonella Tensione di rottura
[MPa]
Modulo di Elasticità
[MPa]
Tensione di rottura
[MPa]
Modulo di Elasticità
[MPa]
Tensione di rottura [MPa]
Modulo di Elasticità
[MPa]
M21_0° 370 77181 630 55426 685 148020
M21_90° 307 63210 425 31985 452 80090
FLESSIONE A CALDO
0
50
100
150
200
250
300
350
400
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 10000
Strain [me]
Str
ess [M
Pa]
M21_6_0°
M21_5_90°
FLESSIONE A CALDO
0
50
100
150
200
250
300
350
400
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 10000
Strain [me]
Str
ess [M
Pa]
M21_6_0°
M21_5_90°
Figura 15: Curve Stress-Strain per le prove di Flessione ed esempio di rottura.
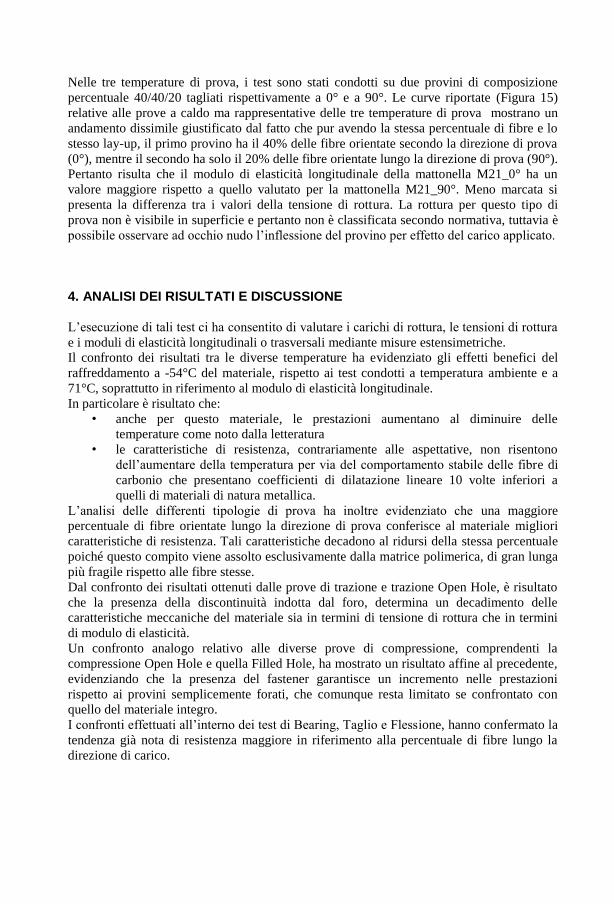
Nelle tre temperature di prova, i test sono stati condotti su due provini di composizione
percentuale 40/40/20 tagliati rispettivamente a 0° e a 90°. Le curve riportate (Figura 15)
relative alle prove a caldo ma rappresentative delle tre temperature di prova mostrano un
andamento dissimile giustificato dal fatto che pur avendo la stessa percentuale di fibre e lo
stesso lay-up, il primo provino ha il 40% delle fibre orientate secondo la direzione di prova
(0°), mentre il secondo ha solo il 20% delle fibre orientate lungo la direzione di prova (90°).
Pertanto risulta che il modulo di elasticità longitudinale della mattonella M21_0° ha un
valore maggiore rispetto a quello valutato per la mattonella M21_90°. Meno marcata si
presenta la differenza tra i valori della tensione di rottura. La rottura per questo tipo di
prova non è visibile in superficie e pertanto non è classificata secondo normativa, tuttavia è
possibile osservare ad occhio nudo l’inflessione del provino per effetto del carico applicato.
4. ANALISI DEI RISULTATI E DISCUSSIONE
L’esecuzione di tali test ci ha consentito di valutare i carichi di rottura, le tensioni di rottura
e i moduli di elasticità longitudinali o trasversali mediante misure estensimetriche.
Il confronto dei risultati tra le diverse temperature ha evidenziato gli effetti benefici del
raffreddamento a -54°C del materiale, rispetto ai test condotti a temperatura ambiente e a
71°C, soprattutto in riferimento al modulo di elasticità longitudinale.
In particolare è risultato che:
• anche per questo materiale, le prestazioni aumentano al diminuire delle
temperature come noto dalla letteratura
• le caratteristiche di resistenza, contrariamente alle aspettative, non risentono
dell’aumentare della temperatura per via del comportamento stabile delle fibre di
carbonio che presentano coefficienti di dilatazione lineare 10 volte inferiori a
quelli di materiali di natura metallica.
L’analisi delle differenti tipologie di prova ha inoltre evidenziato che una maggiore
percentuale di fibre orientate lungo la direzione di prova conferisce al materiale migliori
caratteristiche di resistenza. Tali caratteristiche decadono al ridursi della stessa percentuale
poiché questo compito viene assolto esclusivamente dalla matrice polimerica, di gran lunga
più fragile rispetto alle fibre stesse.
Dal confronto dei risultati ottenuti dalle prove di trazione e trazione Open Hole, è risultato
che la presenza della discontinuità indotta dal foro, determina un decadimento delle
caratteristiche meccaniche del materiale sia in termini di tensione di rottura che in termini
di modulo di elasticità.
Un confronto analogo relativo alle diverse prove di compressione, comprendenti la
compressione Open Hole e quella Filled Hole, ha mostrato un risultato affine al precedente,
evidenziando che la presenza del fastener garantisce un incremento nelle prestazioni
rispetto ai provini semplicemente forati, che comunque resta limitato se confrontato con
quello del materiale integro.
I confronti effettuati all’interno dei test di Bearing, Taglio e Flessione, hanno confermato la
tendenza già nota di resistenza maggiore in riferimento alla percentuale di fibre lungo la
direzione di carico.
Bibliografia
1. V. U. Novikov, L. P. Kobets, and I.S. Deev, “Multifractal Parametrization of the
Structure of deformed Carbon Fibers”, Mechanics of Composite Materials,
Vol.40, No. 1, 2004.
2. S.T. Peters "Handbook of composites", Chapman & Hall (1998).
3. L. Tong, A.P. Mouritz, M.K. Bannister “3D Fibre Reinforced Polymer
Composites” Ed. Elsevier.
4. N. K. Kucher, M.P. Zemtsov, and M.N. Zarazovskii, “Deformation Behavior and
Strength of Unidirectional Carbon Fiber Laminates”, Mechanics of Composite
Materials, Vol. 42, No. 5, 2006.
5. NASA Contractor Report 4750; B. Cox, G. Flanagan: “Handbook of analytical
methods for textile composites”, Langley Research Center, 1997.
6. Goran Demboski, Gordana Bogoeva “Textile structures for technical textiles”
Bulletin of the Chemists and Technologists of Macedonia, Vol. 24, No. 1, pp. 77–
86 (2005).
7. ASTM D 5229/D 5229M, “Standard Test Methods for Moisture Absorption
Properties and Equilibrium Conditioning of Polymer Matrix Composite
Materials”, Marzo 2004.
8. ASTM D 3039/D 3039M, “Standard Test Method for Tensile Properties of
Polymer Matrix Composite Material”, Luglio 2000.
9. ASTM D 5766/D 5766M, “Standard Test Method for Open Hole Tensile Strength
of Polymer Matrix Composite Laminates”, Febbraio 2003.
10. ASTM D 3410/D 3410M, “ Standard Test Method for Compressive Properties of
Polymer Matrix Composite Materials with Unsupported Gage Section by Shear
Loading”, Agosto 2003.
11. ASTM D 6484/D 6484M, “Standard Test Method for Open-Hole Compressive
Strength of Polymer Matrix Composite Laminates”, Aprile 2004.
12. ASTM D 6742/D 6742M, “Standard Practice for Filled-Hole Tension and
Compression Testing of Polymer Matrix Composite Laminates”, Novembre 2002.
13. ASTM D 5961/D 5961M, “Standard Test Method for Bearing Response of
Polymer Matrix Composite Laminates”, Novembre 2001.
14. ASTM D 5379/D 5379M, “Standard Test Method for Shear Properties of
Composite Materials by the V-Notched Beam Method”, Aprile 1999.
15. ASTM D 790-02, “Standard Test Methods for Flexural Properties of
Unreinforced and Reinforced Plastics and Electrical Insulating Materials”,
Giugno 2002.




























