Embed Size (px)
Citation preview

Estimation of Stresses Required for Exfoliation of ClayParticles in Polymer Nanocomposites
Nitin K. Borse,1 Musa R. Kamal21 NOVA Chemicals Technical Centre, 3620 32 Street N.E., Calgary, Alberta, Canada T1Y 6G7
2 Department of Chemical Engineering, McGill University, 3610 University Street, Montreal, Quebec,Canada H3A 2B2
The dispersion of clay in a polymer matrix is influencedby two factors: the choice of organic treatment for theclay and the processing or mixing method. Maximumbenefits are achieved when the platelets are well dis-persed or exfoliated. Exfoliated nanocomposites areformed when the individual clay layers break off theagglomerated particles or tactoids and are either ran-domly dispersed in the polymer (a disordered nano-composite) or left in an ordered array. It is suggestedthat size reduction of clay particles and plateletdelamination occur by erosion or surface peeling. Amodel based on the classical theories of interparticleinteractions was formulated for the exfoliation of theclay platelets in a polymer matrix. The model involvesthe estimation of the binding energy and the adhesiveforce between the platelets in a clay particle, whichindicate the forces required for breaking apart ordelamination of clay particles. Then, the shear forcerequired for breakup or delamination of the tactoids isestimated and compared to the hydrodynamic shearforces available during processing. POLYM. ENG. SCI.,49:641–650, 2009. ª 2008 Society of Plastics Engineers
INTRODUCTION
Polymer/clay nanocomposites are materials composed
of a polymer matrix and nanometer size clay particles.
They exhibit significant improvements in tensile modulus
and strength and reduced permeability to gases and
liquids, in comparison with the pure polymer. These prop-
erty improvements can be realized, while retaining clarity
of the material with a little increase in density, since the
typical clay loading is 2–5 wt%. It is well known that
some polymers interact with montmorillonite and that the
clay surface can act as an initiator for polymerization [1,
2]. However, clay/polyamide-6 (PA-6) nanocomposites
were commercialized mainly after practical methods were
developed for appropriate dispersion of the clays at the
nanometer scale [3].
The first step in achieving nanoscale dispersion of clays
in polymers is to expand the galleries and to match the po-
larity of the polymer or monomer, so that it will interca-
late between the layers [4]. This is done by exchanging an
inorganic cation, generally sodium cation present in the
clay, with an organic cation of a quaternary ammonium
compound. The larger organic cations swell the layers and
increase the hydrophobic (or organophilic) properties of
the clay [5], resulting in an organically modified clay. The
organically modified clay can then be intercalated with
polymer by several routes. Highly polar polymers, such as
polyamides and polyimides, are more easily intercalated
than nonpolar polymers, such as polypropylene and poly-
ethylene [6, 7]. Melt intercalation involves mixing the clay
and polymer melt, with or without shear. Nanocomposites
can have several structures. Intercalated nanocomposites
usually appear as tactoids with expanded interlayer spac-
ing, but the clay basal spacing remains in the few nanome-
ter range. Exfoliated nanocomposites are formed when the
individual clay layers break off the tactoid and are either
randomly dispersed in the polymer (a disordered nano-
composite) or left in an ordered array.
This article presents a method to estimate the binding
energy or adhesive force between the platelets in clay par-
ticles and the required shear stresses for breaking or
delaminating the clay particles. The estimated shear
stresses are compared to the hydrodynamic stresses avail-
able during processing. The methodology may be used to
help in the selection or design of nanocomposite melt
processing equipment.
BACKGROUND
Dispersion, Rupture, and Erosion
Tadmor [8] analyzed dispersive mixing in polymer
processing by modeling agglomerates as dumbbells
Correspondence to: Musa R. Kamal; e-mail: [email protected]
Contract grant sponsors: Natural Sciences and Engineering Research
Council of Canada (NSERC), McGill University.
DOI 10.1002/pen.21211
Published online in Wiley InterScience (www.interscience.wiley.com).
VVC 2008 Society of Plastics Engineers
POLYMER ENGINEERING AND SCIENCE—-2009

consisting of two unequal beads connected by a rigid
connector. In a general homogeneous velocity field of a
Newtonian fluid, the rupture occurs when the force in the
connector exceeds a certain threshold value. In simple
shearing flow and steady elongational flow, the maximum
force in the connector is proportional to the local shear
stress and the product of bead radii. Under shear, the
maximum value is obtained when the dumbbell is oriented
458 to the direction of flow, while in elongational flow it
occurs when the dumbbell is aligned in the direction of
flow. Cho and Kamal [9] proposed a hydrodynamic analy-
sis, for the separation of platelets in a liquid. They showed
that for simple shear flow, in addition to factors such as
applied shear stress and viscosity of the polymer matrix,
the delamination depends upon the angle that the platelets
make with the flow direction. The stretching stress, experi-
enced by the connector between the centers of two adja-
cent platelets, is highest at an angle of 458.Manas-Zloczower and Feke [10, 11] developed a dis-
persive mixing model for rupture of agglomerates. The
dispersion process was analyzed by considering the rela-
tive motion of fragments subject to the effective van der
Waals and hydrodynamic forces through fragment trajec-
tory analysis. The results show that agglomerate size does
not influence the kinetics of the separation process.
Smaller agglomerates separate earlier and break to a
greater extent than larger agglomerates. A pure elonga-
tional flow field is the most efficient in particle separa-
tion, followed by simple shear.
Coury and Aguiar [12] reviewed two classical theories
for rupture of agglomerates. According to Rumpf’s theory
[13], the limiting strength of an agglomerate is reached
when the separation forces imposed by the normal stress
equal the adhesion forces. Therefore, it is assumed that
the agglomerate rupture occurs with simultaneous collapse
of the interparticle links at the rupture surface. Kendall
[14, 15] argued that the assumption of rupture of the ag-
glomerate as suggested by Rumpf overestimates its
strength. Thus, he proposed a mechanism similar to the
failure of brittle materials, where the rupture occurs from
the build-up of tensions in defects already present in the
brittle solid. This involves much smaller energy consump-
tion than that implicit in Rumpf’s model. Kendall
explained the phenomenon of adhesion in agglomerates
[16] and composites [17] based on the above theory. The
relation between molecular adhesion at the nanometer
scale and the treatment of elastic deformation of solids by
Kendall [18] could be employed to describe exfoliation of
clay particles. Kinloch et al. [19] modeled the fracture
behavior of adhesive joints using Kendall’s approach.
Steven-Fountain et al. [20] used a similar approach to
explain the effect of a flexible substrate on pressure-sensi-
tive adhesive performance. Garrivier et al. [21] presented
a peeling model for cell detachment from cytoplasmic
membranes, using the analogy of adhesion and fracture.
Ciccotti et al. [22] modeled the complex dynamics of peeling
adhesive tape as two-dimensional fracture propagation.
Niedballa and Husemann [23] modeled deagglomera-
tion of fine aggregate particles in an air stream. For deag-
glomeration, it is necessary that the van der Waals forces
are smaller than the dispersion force. The derived disper-
sion model predicts whether the flow stresses are
sufficient to cause deagglomeration. Serville et al. [24]
reviewed the role of interparticle forces in fluidization
and agglomeration, including consideration of van der
Waals forces, liquid bridges, and sintering.
Endo and Kousaka [25] showed that in a shear flow
field, both dispersion and shear coagulation occur simulta-
neously. Schaefer’s [26] study on the growth mechanism
in melt agglomeration in a high shear mixer indicates that
agglomeration is controlled by the balance between the
agglomerate strength and the shearing forces.
Reddi and Bonala [27] considered clusters of clay
platelets as particles similar to spherical sand grains. A
critical hydrodynamic shear stress would be required to
overcome the cohesive forces. Fedodeyev [28] modeled
molecular interactions of a disc-shaped, flat body and cal-
culated attraction force between the clay platelets.
The Role of Intercalation and Diffusion
Park and Jana [29] investigated the mechanism of
exfoliation of nanoclay particles in epoxy-clay nanocom-
posites. They suggested that the elastic force exerted by
crosslinked epoxy molecules in the clay galleries were re-
sponsible for exfoliation of clay layers from the interca-
lated tactoids. Ginzburg et al. [30] proposed a Kink model
to describe the dynamics of polymer melt intercalation in
the galleries between the adjacent clay layers. According
to the model, the intercalation process is driven by the
motion of localized excitations (kinks) which open up the
tip between the clay sheets. Kinks appear due to the inter-
play between double-well potential of the clay–clay long
range interactions, bending elasticity of the sheets, and
the external shear force. This model was used to describe
the structural transitions in polymer-clay nanocomposites
[31].
In a thermodynamically compatible polymer/clay sys-
tem, formation of nanocomposites can be greatly
enhanced by appropriate choice of the mixing system and
processing parameters. Dennis et al. [32, 33], Cho and
Paul [34], and Fornes et al. [35] demonstrated the impor-
tance of processing conditions in the preparation of nano-
composites by melt compounding. They proposed two
mechanisms for the exfoliation of clay platelets: (i) the
height of the stacks of platelets is reduced by sliding pla-
telets apart from each other; this process requires shear
intensity and (ii) the polymer chains enter the clay gal-
leries, thus pushing the ends of the platelets apart; this
pathway does not require high shear intensity but involves
diffusion of polymer into the clay galleries, which is
driven by physical or chemical affinity of the polymer for
the organoclay surface. The diffusion process is facilitated
by residence time in the mixer.
642 POLYMER ENGINEERING AND SCIENCE—-2009 DOI 10.1002/pen

Ko and coworkers [36, 37] studied the effects of shear
on melt exfoliation of clay in a polyamide matrix. They
observed that, although the diffusion of polymer chains
into the silicate layers played a primary role, exfoliation
took place in a much shorter time, when shear stress was
applied. Dolgovskij et al. [38] observed that vertical twin-
screw mixers and multilayer extruders showed the highest
intercalation. Meharabzadeh and Kamal [39–42] reported
that exfoliation in PA-6/HDPE/organoclay nanocompo-
sites obtained by melt processing in a twin-screw extruder
was enhanced by the incorporation of mixing and shear-
ing elements and high residence time.
THE PROPOSED MODEL
Estimation of Energy and Forces Between the Platelets ina Clay Particle
Agglomerates are ruptured when the force acting on
the agglomerate by the surrounding polymer is larger than
the adhesive forces between the agglomerate [43]. The
adhesive force between platelets in a clay particle is esti-
mated by calculating the van der Waals adhesive forces.
The layered silicates used in nanocomposites belong to
the same structural family of minerals as talc and mica
[44]. Their crystal lattice consists of 1-nm thick layers
called platelets. The lateral dimensions of these platelets
vary from 30 nm to several microns. The average size of
a clay particle is 6–13 lm [45]. Stacking of the layers
leads to a regular van der Waals gap between them called
the interlayer or gallery. A clay particle may be treated as
a bundle of flat platelets stacked together, having some
imperfections at the edges as shown in Fig. 1. The gallery
spaces in pristine montmorillonite have Naþ cations.
Organically modified clay or organoclay commonly has a
quaternary ammonium modifier between the platelets,
replacing Naþ cations.
Adhesion is the interparticle force causing aggregation.
It can be defined as the force required to pull two particles
apart. The intermolecular interaction energy is considered
as the sum of two contributions [46]: one is due to the
electromagnetic effects of electron clouds and leads to van
der Waals interactions, the other is due to the surface
charge effects and leads to electrostatic interactions. These
two contributions are additive. The van der Waals contri-
bution is universal and exists in all systems. The electro-
static contribution depends on the polarity of the liquid
medium and density of ions. Usually, short-range forces
originating from molecular forces, such as van der Waals
attractions of the particle surfaces [47], are prevalent in
dry particles and in polymeric systems. Maugis [48] gives
an account of van der Waals forces between solids.
Breitmeier and Bailey [49] measured interaction forces
between mica surfaces at small separations in polar and
nonpolar liquids. The interactions are due to dispersion
forces and the electrostatic attraction arising from the ions
in the cleavage plane. The intermolecular attraction acting
in the gap causes the thin sheets to be drawn toward each
other. Although ionic forces make the major contribution
to the total energy, after a separation of 6–8 A, the van
der Waals forces dominate and are most effective at large
separations. Assuming that van der Waals forces are addi-
tive, de Boer [50] and Hamaker [51] computed, by simple
integration, the energy and the interaction force between
two parallel plates, two spheres, or a sphere and a plane.
For the platelets in a clay particle, the geometry may
be represented by two plates of equal thickness. If the
thickness of the platelet is d and the distance between the
platelets is d, then the adhesive force, F, and interaction
energy, U, are as given below [52, 53]:
F ¼ A11
6p1
d3þ 1
ðd þ dÞ3 �2
ðd þ dÞ3 !
(1)
U ¼ � A11
12p1
d2þ 1
ðd þ dÞ2 �2
ðd þ dÞ2 !
(2)
In this case, A11 is the Hamaker constant between the
platelets of unmodified clay. Medout-Marere [46] meas-
ured values of the Hamaker constant for different materi-
als by immersion calorimetry in apolar liquids. The
Hamaker constant for Montmorillonite is given as 7.8 310220 J.
In the case of modified clay, the effective Hamaker
constant between the platelets with an organic modifier
between them can be written as [52, 53]:
A121 ¼ffiffiffiffiffiffiffiA11
p�
ffiffiffiffiffiffiffiA22
p� �2(3)
where A22 is the Hamaker constant of the organic modifier.
FIG. 1. Model clay particle.
DOI 10.1002/pen POLYMER ENGINEERING AND SCIENCE—-2009 643

The Hamaker constant for saturated long chain
hydrocarbons like tallow is around 5 3 10220 J [52]. The
effective Hamaker constant between the platelets of
organically modified clay is then, A121 � 0.31 3 10220 J.
It should be noted that the effective Hamaker constant
between two bodies is reduced significantly, because of
the presence of a medium between them.
The interaction energy is negative for attraction. Fig-
ure 2 shows that the attractive energy between the plate-
lets, estimated by using Eq. 2, decreases with an increase
in gallery spacing. Attractive interaction is much higher
between the platelets of unmodified clay. For the organi-
cally modified clay, the attraction between the platelets
does not change significantly, and it is very small beyond
a gallery spacing of 3 nm, which is usually the gallery
spacing for the modified clays. Gallery spacing for
unmodified montmorillonite clay particles is usually
around 1 nm, and the attractive interaction is very high at
this spacing.
Figure 3 shows a plot of van der Waals forces between
the platelets with respect to the gallery spacing, estimated
using Eq. 1. The attractive forces between the platelets of
unmodified clay are much higher than those of organically
modified clay. These results will be used in the next sec-
tion to predict the forces required for breaking of clay
particle into tactoids and platelets.
Breaking Clay Particles into Tactoids and Platelets
The process of dispersion of solids in polymeric melts
occurs by the rupture of solid agglomerates, the separa-
tion of fresh fragments away from each other, and the dis-
tribution of the separated solids throughout the melt [10].
Depending on the physical characteristics of the solid/liq-
uid system and on the flow fields in the mixing system,
one or more of these steps may be critical in determining
the quality of the mixing operation.
According to Rumpf [13], the limiting strength of an
agglomerate is reached, when forces imposed by the nor-
mal stress equal the adhesion forces. Thus, agglomerate
rupture occurs with the simultaneous collapse of interpar-
ticle links at the rupture surface. The rupture stress rrmay be expressed as:
sr ¼ nF (4)
where F is a particle–particle adhesion force and n is the
average number of contact points per unit area in the cross
section of the agglomerate. For spherical particles, Rumpf
proposed the following expression for estimating n:
n ¼ 1:1ð1� eÞe�1d�2p (5)
where e is the agglomerate porosity and dp is the diameter
of the particle.
Kendall [15] argued that Rumpf overestimated the
strength and proposed a mechanism similar to the failure
of brittle materials, assuming that the rupture occurs from
the buildup of tensions in defects already present in the
brittle solid. In the case of agglomerates, these defects
would be small cracks within the structure. Once
nucleated at these points, the cracks propagate through
the agglomerate, consuming the energy necessary to
create new surfaces. This requires much smaller energy
consumption than implied in Rumpf’s model. Kendall
proposed an expression for the rupture stress in terms of
elastic modulus and crack length for spherical particles.
Coury and Aguiar [12] used two different kinds of dry
agglomerates of the same material, filtration cakes and
tumbling drum granules, and evaluated their rupture
stresses experimentally. These values were then used for
comparing the theories of Rumpf and Kendall. The results
indicated that neither theoretical approach could represent
the two practical situations. They used the peeling model
derived by Kendall [54] to estimate the width of filter
cake removed from the cloth. The theoretical calculations
agreed with the experimental results.
FIG. 2. van der Waals attractive interaction energy between platelets of
unmodified and organically modified clay platelets vs. gallery spacing.
FIG. 3. van der Waals attractive forces per unit area between platelets
of unmodified and organically modified clay.
644 POLYMER ENGINEERING AND SCIENCE—-2009 DOI 10.1002/pen

Manas-Zloczower and Feke [10, 11] extended Tad-
mor’s model [8] of dispersive mixing and showed that,
even after long times in simple shear flow, all agglomer-
ates were not broken. They further investigated the influ-
ence of agglomerate structure on the rupture process,
using computer simulation [55, 56]. The results showed
that the structure of the agglomerates had a considerable
influence on the fracture behavior. The critical shear
stresses that must be exceeded in order to break down the
agglomerates were generally overestimated using the pla-
nar model.
Following the approach of Powell and Mason [57],
Manas-Zloczower and coworkers [58, 59] developed a
model for the description of erosion. It was observed that
the erosion process is more gradual and initiates at lower
applied shear stresses than rupture. The erosion process is
characterized by the continuous detachment of small frag-
ments from the outer surface of the agglomerate. The
strength of the flow field does not affect the kinetics of
the dispersion process. These results are similar to those
obtained by Dennis et al. [32, 33], Cho and Paul [34],
and Fornes et al. [35] for the exfoliation of nanoclay in
PA-6 matrix. The process of erosion is similar to the peel-
ing mechanism proposed by Cho and Paul [34] and For-
nes et al. [35]. A quantitative model similar to erosion
will be presented in the following section for the exfolia-
tion of nanoclay in a polymer matrix.
Exfoliation of nanoclay can be schematically repre-
sented as shown in Fig. 4. When polymer chains have
strong affinity (i.e. tendency to form hydrogen bonds) to-
ward the organic modifier between the platelets, polymer
chains will enter the gallery space. This initiates peeling
of platelets from clay particles at an angle y (Fig. 4a). In
the absence of strong affinity, the platelets might be
sheared and the peeling angle is 08 (Fig. 4b). We may
call this ‘‘lap shearing,’’ which can be considered as a
special case of peeling.
Peeling can be modeled as shown in Fig. 5. The width
and the thickness of the platelet being peeled are b and d,respectively. The platelet is pulled by force F at an angle
y from the clay particle. The peeled length of platelet is l.The adhesive fracture energy G per unit crack extension
may be derived from the energy balance [19, 20], such
that:
G ¼ 1
b
dUext
dl� dUs
dl� dUk
dl� dUd
dl
� �(6)
where Uext is the external work, Us is the stored strain
energy, Uk is the kinetic energy, and Ud is the energy dis-
sipated during bending or stretching of the peeling arm. If
the peel rate is slow, increments of kinetic energy are
assumed to be negligible. If the peeling angle and the
thickness of the platelet do not vary, the energy stored in
bending remains constant and its contribution to G is neg-
ligible.
Under the action of force F, the platelet of width bextends by Dl. If Young’s modulus of the platelet is E,then:
E ¼ Fl
dbDl(7)
and Dl ¼ Fl
Edb(8)
The stored strain energy is thus,
Us ¼ 1
2FDl ¼ F2l
2Edb(9)
FIG. 4. Schematic representation of exfoliation process (a) peeling (b) lap shearing.
FIG. 5. Peeling model.
DOI 10.1002/pen POLYMER ENGINEERING AND SCIENCE—-2009 645

anddUs
dl¼ F2
2Edb(10)
Compared to the original position (before peeling), the
load F has moved by the distance (l þ Dl – l cos y) andthe external work or its potential energy is given as:
Uext ¼ Fl 1� cos yþ Dll
� �(11)
Uext ¼ Fl 1� cos yþ F
Edb
� �(12)
anddUext
dl¼ F 1� cos yþ F
Edb
� �(13)
Combining Eqs. 6, 10, and 13:
G ¼ 1
b
dUext
dl� dUs
dl
� �¼ F
b1� cos yþ F
Edb
� �� F2l
2Edb2
(14)
G ¼ F
b1� cos yð Þ þ F2
2Edb2(15)
It can be noted that the adhesive fracture energy given
by Eq. 15 is independent of the length of the platelet but
depends on its width. This means that the energy required
to start peeling is independent of the area of the platelet
but depends upon its width and the thickness.
At equilibrium the attractive interaction energy and the
adhesive fracture energy between the platelets will be
equal, and peeling or exfoliation will result only if the
adhesive fracture energy is greater than the attractive
interaction energy. Using Eqs. 2 and 15, it is possible to
estimate F, the shear force required to break the clay par-
ticles into tactoids or to exfoliate the clay particle. This
shear force can be compared with the available shear
force during processing.
When polymer chains have low or no affinity toward
the organic modifier between the gallery spaces, polymer
chains may not diffuse between the platelets. In this case,
it can be considered as lap shearing, where peeling occurs
at 08 as shown in Fig. 4b. In this case, the adhesive frac-
ture energy is given by:
G ¼ F2
2Edb2(16)
RESULTS AND DISCUSSION
Figure 6 provides a schematic representation of a clay
particle in a polymer melt, under the influence of shear.
The lateral dimensions L and b are the length and the
width, respectively, of the particle or platelet. For simpli-
fication, we assume that L and b are equal. The thickness
of an individual platelet is 1 nm. The thickness of the tac-
toid being peeled or broken away from the particle sur-
face is d. In the following calculations, L and b vary from
10 to 10,000 nm (0.01 to 10 lm), and d varies from 1 to
5000 nm (0.001 to 5 lm). The gallery spacing d varies
from 1 to 10 nm. The peeling angle y varies from 0 to
108. Young’s modulus for a montmorillonite clay platelet
is taken as 170 GPa [60].
Using Eqs. 2 and 16, it is possible to estimate the force
F required to peel a tactoid of thickness d and area bL.This force is directly proportional to the Hamaker con-
stant between the platelets, elastic modulus of platelets,
width b and thickness d of the tactoid, and it is inversely
proportional to the gallery spacing d. When divided by
the area of the tactoid (bL), it gives the shear stress
required for exfoliation. Unless mentioned otherwise, the
peeling angle is taken as 08.Clay particles can be broken into tactoids by the two
mechanisms shown in Fig. 7. The mechanism shown
in Fig. 7a suggests that the particle breaks into halves
FIG. 6. Schematic representation of clay particle consisting of layers of
platelets stacked together.
FIG. 7. Mechanisms of breaking clay particle into smaller tactoids.
646 POLYMER ENGINEERING AND SCIENCE—-2009 DOI 10.1002/pen

consecutively, and thereby the size is reduced. In Fig. 7b,
size reduction is by surface erosion or peeling of tactoids
from the surface.
To illustrate the first mechanism, consider the breaking
of a clay particle of thickness 1000 nm into two halves.
In this case, d, the thickness of tactoids, is 500 nm. The
width and the length of the particle are 1000 nm each.
The shear stresses required for this process can be calcu-
lated by using Eqs. 2 and 16 at peeling angle 08. The
interaction energy can be calculated using Eq. 2, whichcan be substituted in Eq. 16 as adhesive fracture energy
G. By knowing clay particle dimensions and elastic mod-
ulus E, the force F required to break the particle can be
calculated. The shear stresses required can then be esti-
mated by taking the ratio of the force F and the surface
area of clay particle (1000 3 1000 nm2). Figure 8 shows
the shear stresses required for breaking the particle by the
mechanism shown in Fig. 7a, as a function of the gallery
spacing. The dotted line shows the maximum shear stress
that may be available in extrusion processing. Hiemenz
and Rajagopalan [61] indicated that typical shear rates in
polymer extrusion are in the range 1 to 100 s21. The vis-
cosity of most polymers during extrusion is between 1000
and 2000 Pa s. This suggests that the maximum available
shear stress is 2 3 105 N/m2. It can be seen that the shear
stress required to break the organoclay particle into two
halves is much smaller than the shear stress required to
break unmodified clay particles. However, in both cases,
the required shear stress is much higher than the available
shear stress. This means that the clay particle cannot be
broken by the mechanism shown in Fig. 7a.
We shall now consider the mechanism shown in Fig.
7b and calculate the shear stress required to remove tac-
toids of variable thickness from the particle surface. The
dimensions of the clay particle are the same as before.
The gallery spacings for unmodified clay and organoclay
are 1 and 3 nm, respectively. The results are shown in
Figs. 9 and 10. The results in Fig. 9 indicate that unmodi-
fied clay particles cannot be reduced in size by surface
peeling, since the required shear stresses are higher than
those available in the extruder. However, for organoclay
particles, depending upon the width b of the clay par-
ticles, tactoids of 15 nm or less in thickness can be peeled
from the surface of the clay particles during extrusion
processing.
Figure 10 shows the shear stresses required to peel 1-,
5-, and 50-nm thick clay platelets or tactoids from the
surfaces of the particles, as a function of the width b of
clay particles. The required shear stress decreases with
the increase in width b, and in turn, the surface area of
the particles. In the case of unmodified clay, a platelet
cannot be peeled off, unless the width of the particle is
more than 3000 nm (3 lm). On the other hand, for orga-
noclay, the peeling occurs even if the width b of the parti-
cle is as small as 150 nm.
Generally the clay particles have lateral dimensions of
500 to 1000 nm. Therefore, platelets cannot be peeled off
from an unmodified clay particle, since the model shows
FIG. 8. Shear stress required to break 1000-nm thick clay particle into
two halves.FIG. 9. Peeling of tactoids of variable thickness from the surface of the
clay particle with surface areas 200 3 200 nm2, 500 3 500 nm2, and
1000 3 1000 nm2.
FIG. 10. Peeling clay platelets of different thicknesses and areas from
the clay surface.
DOI 10.1002/pen POLYMER ENGINEERING AND SCIENCE—-2009 647
that the required lateral dimensions for an unmodified
clay particle are in the range of 3000 nm. However, it is
possible to peel platelets from the organoclay particle sur-
face. The model predicts that the shear stress required for
peeling increases with the increase in tactoid thickness
and decreases with the increase of surface area of the par-
ticle. These results show that the likely mechanism of size
reduction in organoclay is that of surface peeling or ero-
sion, as shown in Fig. 7b.
For a compatible system of polymer/organoclay, where
there is tendency to form hydrogen bonds between the or-
ganic modifier and the polymer matrix, polymer chains
have strong affinity toward the organic modifier. In this
case, the peeling of platelets at some angle may take
place, as shown in Fig. 4. The shear stress required for
peeling can also be calculated in terms of the peeling
angle.
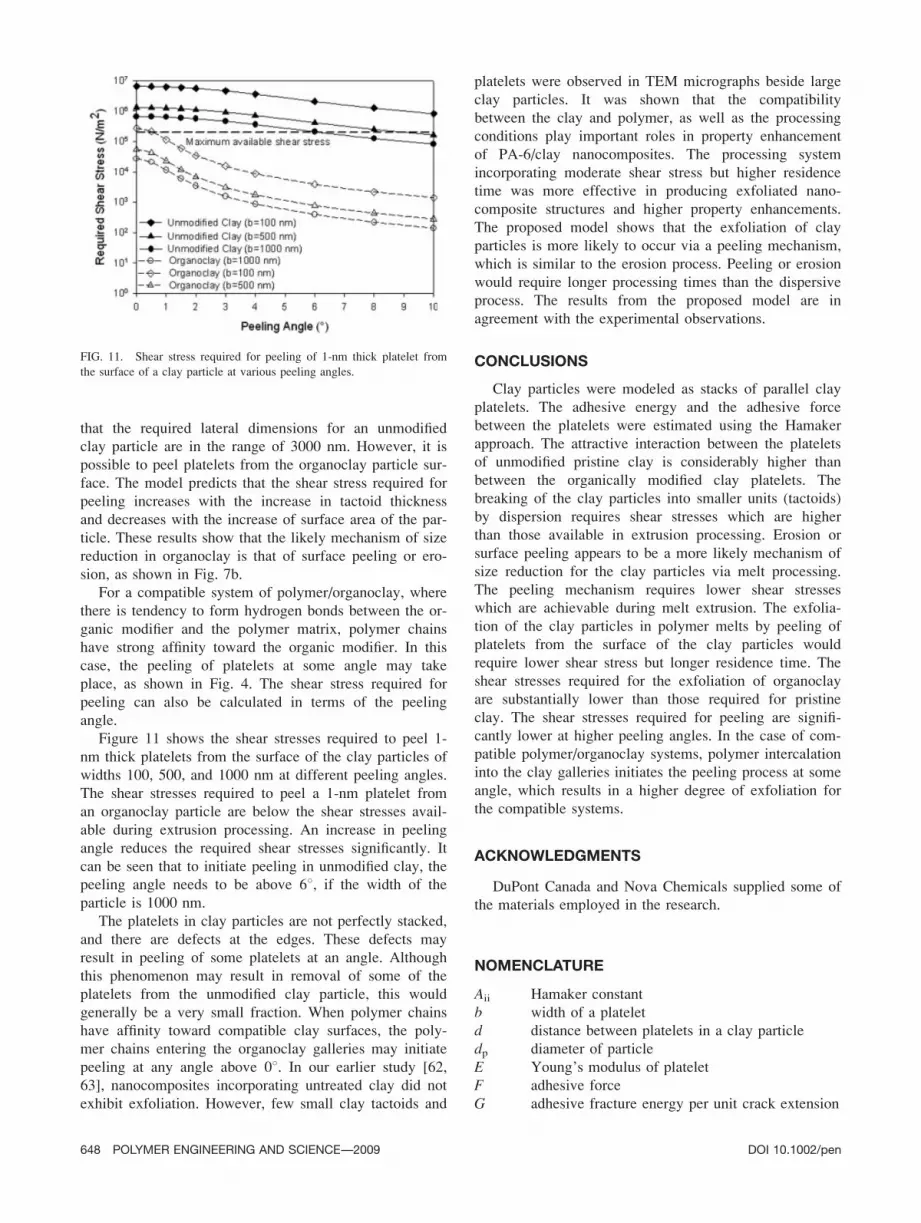
Figure 11 shows the shear stresses required to peel 1-
nm thick platelets from the surface of the clay particles of
widths 100, 500, and 1000 nm at different peeling angles.
The shear stresses required to peel a 1-nm platelet from
an organoclay particle are below the shear stresses avail-
able during extrusion processing. An increase in peeling
angle reduces the required shear stresses significantly. It
can be seen that to initiate peeling in unmodified clay, the
peeling angle needs to be above 68, if the width of the
particle is 1000 nm.
The platelets in clay particles are not perfectly stacked,
and there are defects at the edges. These defects may
result in peeling of some platelets at an angle. Although
this phenomenon may result in removal of some of the
platelets from the unmodified clay particle, this would
generally be a very small fraction. When polymer chains
have affinity toward compatible clay surfaces, the poly-
mer chains entering the organoclay galleries may initiate
peeling at any angle above 08. In our earlier study [62,
63], nanocomposites incorporating untreated clay did not
exhibit exfoliation. However, few small clay tactoids and
platelets were observed in TEM micrographs beside large
clay particles. It was shown that the compatibility
between the clay and polymer, as well as the processing
conditions play important roles in property enhancement
of PA-6/clay nanocomposites. The processing system
incorporating moderate shear stress but higher residence
time was more effective in producing exfoliated nano-
composite structures and higher property enhancements.
The proposed model shows that the exfoliation of clay
particles is more likely to occur via a peeling mechanism,
which is similar to the erosion process. Peeling or erosion
would require longer processing times than the dispersive
process. The results from the proposed model are in
agreement with the experimental observations.
CONCLUSIONS
Clay particles were modeled as stacks of parallel clay
platelets. The adhesive energy and the adhesive force
between the platelets were estimated using the Hamaker
approach. The attractive interaction between the platelets
of unmodified pristine clay is considerably higher than
between the organically modified clay platelets. The
breaking of the clay particles into smaller units (tactoids)
by dispersion requires shear stresses which are higher
than those available in extrusion processing. Erosion or
surface peeling appears to be a more likely mechanism of
size reduction for the clay particles via melt processing.
The peeling mechanism requires lower shear stresses
which are achievable during melt extrusion. The exfolia-
tion of the clay particles in polymer melts by peeling of
platelets from the surface of the clay particles would
require lower shear stress but longer residence time. The
shear stresses required for the exfoliation of organoclay
are substantially lower than those required for pristine
clay. The shear stresses required for peeling are signifi-
cantly lower at higher peeling angles. In the case of com-
patible polymer/organoclay systems, polymer intercalation
into the clay galleries initiates the peeling process at some
angle, which results in a higher degree of exfoliation for
the compatible systems.
ACKNOWLEDGMENTS
DuPont Canada and Nova Chemicals supplied some of
the materials employed in the research.
NOMENCLATURE
Aii Hamaker constant
b width of a platelet
d distance between platelets in a clay particle
dp diameter of particle
E Young’s modulus of platelet
F adhesive force
G adhesive fracture energy per unit crack extension
FIG. 11. Shear stress required for peeling of 1-nm thick platelet from
the surface of a clay particle at various peeling angles.
648 POLYMER ENGINEERING AND SCIENCE—-2009 DOI 10.1002/pen

l peeled length of platelet
n average number of contact points
U interaction energy
d thickness of a platelet
e agglomerate porosity
y peeling angle
rr rupture stress of agglomerate
REFERENCES
1. E.A. Hauser, U.S. Patent 2,951,087 (1960).
2. H.Z. Friedlander, Polym. Prepr., 4, 301 (1963).
3. A. Okada, Y. Fukushima, M. Kawasumi, S. Inagaki, A.
Usuki, S. Sugiyama, T. Kurauchi, and O. Kamigaito, U.S.
Patent 4,739,007 (1988).
4. P.M. Ajayan, L.S. Schadler, and P.V. Braun, NanocompositeScience and Technology, Wiley-VCH, Weinheim (2003).
5. A. Okada, A. Usuki, T. Karauchi, and O. Kamigaito, ‘‘Poly-
mer-Clay Hybrids,’’ in Hybrid Organic-Inorganic Compo-sites, ACS Symposium Series, Vol. 585, J.E. Mark, C.Y.-C.
Lee, and P.A. Bianconi, Eds., American Chemical Society,
Washington, DC, 55 (1995).
6. K. Yano, A. Usuki, T. Karauchi, and O. Kamigaito, J. Polym.Sci. Part A: Polym. Chem., 31, 2493 (1993).
7. Y. Kojima, A. Usuki, M. Kawasumi, A. Okada, T. Karauchi,
and O. Kamigaito, J. Polym. Sci. Part A: Polym. Chem., 31,983 (1993).
8. Z. Tadmor, Ind. Eng. Chem. Fundam., 15, 346 (1976).
9. Y.G. Cho and M.R. Kamal, Polym. Eng. Sci., 44, 1187
(2004).
10. I. Manas-Zloczower and D.L. Feke, Int. Polym. Process., 2,185 (1988).
11. I. Manas-Zloczower and D.L. Feke, Int. Polym. Process., 4,3 (1989).
12. J.R. Coury and M.L. Aguiar, Powder Technol., 85, 37
(1995).
13. H. Rumpf, ‘‘The Strength of Granules and Agglomerates,’’
in Agglomeration, W.A. Knepper, Ed., Wiley-Interscience,
New York, 379 (1962).
14. K. Kendall, N. Alford, and J.D. Birchall, Spec. Ceram., 8,225 (1986).
15. K. Kendall, Powder Metall., 31, 28 (1988).
16. K. Kendall and C. Stainton, Powder Technol., 121, 223
(2001).
17. K. Kendall, Compos. Interfaces, 4, 299 (1997).
18. K. Kendall, Proc. Annu. Meeting Adhes. Soc., 25, 11 (2002).
19. A.J. Kinloch, C.C. Lau, and J.G. Williams, J. Adhes., 59,217 (1996).
20. A.J. Steven-Fountain, A.G. Atkins, G. Jeronimidis, J.F.V.
Vincent, D.F. Farrar, and R.A. Chivers, Int. J. Adhes.Adhes., 22, 423 (2002).
21. D. Garrivier, E. Decave, Y. Brechet, F. Bruckert, and B.
Fourcade, Eur. Phys. J. E, 8, 79 (2002).
22. M. Ciccotti, B. Giorgini, D. Vallet, and M. Barquins, Int. J.Adhes. Adhes., 24, 143 (2004).
23. S. Niedballa and K. Husemann, Chem. Eng. Technol., 23,795 (2000).
24. J.P.K. Seville, C.D. Willett, and P.C. Knight, Powder Tech-nol., 113, 261 (2000).
25. Y. Endo and Y. Kousaka, Colloids Surf. A: Physiochem.Eng. Aspects, 109, 109 (1996).
26. T. Schaefer, Powder Technol., 117, 68 (2001).
27. L.N. Reddi and M.V.S. Bonala, Can. Geotech. J., 34, 26
(1997).
28. V.I. Fedodeyev, Colloids Surf. A: Physiochem. Eng. Aspects,160, 129 (1999).
29. J. Park and S. Jana, Macromolecules, 36, 2758 (2003).
30. V.V. Ginzburg, O.V. Gendelman, and L.I. Manevitch, Phys.Rev. Lett., 86, 5073 (2001).
31. O.V. Gendelman, L.I. Manevitch, and O.L. Manevitch,
J. Chem. Phys., 119, 1066 (2003).
32. H.R. Dennis, D.L. Hunter, D. Chang, S. Kim, J.L. White,
J.W. Cho, and D.R. Paul, ANTEC-SPE, 58, 42 (2000).
33. H.R. Dennis, D.L. Hunter, D. Chang, S. Kim, J.L. White,
J.W. Cho, and D.R. Paul, Polymer, 42, 9513 (2001).
34. J.W. Cho and D.R. Paul, Polymer, 42, 1083 (2001).
35. T.D. Fornes, P.J. Yoon, H. Keskkula, and D.R. Paul, Poly-mer, 42, 9929 (2001).
36. S.W. Kim, W.H. Jo, M.S. Lee, M.B. Ko, and J.Y. Zho,
Polym. J., 34, 103 (2002).
37. M.B. Ko, J.Y. Zho, W.H. Jo, and M.S. Lee, Fibers Polym.,3, 103 (2002).
38. M.K. Dolgovskij, P.D. Fasulo, F. Lortie, C.W. Mokosko,
R.A. Ottaviani, and W.R. Rodgers, ANTEC-SPE, 61, 2255(2003).
39. M. Mehrabzadeh and M.R. Kamal, Can. J. Chem. Eng., 80,1083 (2002).
40. M. Mehrabzadeh and M.R. Kamal, ANTEC-SPE, 61, 2260(2003).
41. M. Mehrabzadeh and M.R. Kamal, Polym. Eng. Sci., 44,1152 (2004).
42. M. Mehrabzadeh and M.R. Kamal, ANTEC-SPE, 62, 1330(2004).
43. H. Potente and K. Kretschmer, Polym. Eng. Sci., 42, 19 (2002).
44. H.H. Murray, Clay Miner., 34, 39 (1999).
45. Data Sheet—Montmorillonite clay ‘‘Southern Clay Products
Inc.’’
46. V. Medout-Marere, J. Colloid Interface Sci., 228, 434
(2000).
47. J.N. Israelachvili, Intermolecular and Surface Forces, 2nd
ed., Academic Press, London (1992).
48. D. Maugis, Contact, Adhesion and Rupture of Elastic Solids,Springer-Verlag, Berlin Heidelberg (2000).
49. U. Breitmeier and A.I. Bailey, Surf. Sci., 89, 191 (1979).
50. J.H. de Boer, Trans. Faraday Soc., 32, 10 (1936).
51. H.C. Hamaker, Physica, 4, 1058 (1937).
52. R.J. Stokes and D.F. Evans, Fundamentals of Interfacial En-gineering, Wiley-VCH, New York (1997).
53. D.F. Evans and H. Wennerstrom, The Colloidal DomainWhere Physics, Chemistry, and Biology Meet, Wiley-VCH,
New York (1999).
DOI 10.1002/pen POLYMER ENGINEERING AND SCIENCE—-2009 649

54. K. Kendall, J. Phys. D, 4, 1186 (1971).
55. I. Manas-Zloczower, S. Horwatt, and D. Feke, Chem. Eng.Sci., 47, 1849 (1992).
56. I. Manas-Zloczower, S. Horwatt, and D. Feke, PowderTechnol., 72, 113 (1992).
57. R.L. Powell and S.G. Mason, AIChE J., 28, 286 (1982).
58. S.P. Rwei, I. Manas-Zloczower, and D.L. Feke, Polym. Eng.Sci., 31, 558 (1991).
59. I. Manas-Zloczower, D. Feke, and Y. Lee, Chem. Eng. Sci.,48, 3363 (1993).
60. V.R. Riley, Polymer Conference Series, University of Utah,
Utah (1970).
61. P.C. Hiemenz and R. Rajagopalan, Principles of Colloid
and Surface Chemistry, 3rd ed., Marcel Dekker, New York
(1997).
62. N.K. Borse and M.R. Kamal, Polym. Eng. Sci., 46, 1094
(2006).
63. N.K. Borse, Melt Processing of Thermoplastic/Clay Nano-
composites PhD Thesis, Chemical Engineering Department,
McGill University, Montreal, Canada (2006).
650 POLYMER ENGINEERING AND SCIENCE—-2009 DOI 10.1002/pen





























