Embed Size (px)
Citation preview

HAZARDOUS WASTE MINIMIZATION WORKSHOP
FOR THE AUTOMOTIVE RECYCLING INDUSTRY
DEVELOPED BY:
U.S. EPA REGION VI11 AND
j SCIENCE APPLICATIONS I N T E R N A ~ n h T “‘,RPORATION
ACCOMODATIONS SPONSORED B Y
COLORADO AUTOMOTIVE RECYLCERS
--
MAY 30,1992


TABLE OF CONTENTS
+GENDA/INTRODUCTION .......................................... 1
WASTE MINIMIZATION & POLLUTION PREVENTION OVERVIEW . . . . . . . . . 2
UNDERSTANDING HAZARDOUS WASTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
STORM WATER & DISCHARGED WATERS . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 WASTE MINIMIZATION/POLLUTION PREVENTION CASE STUDY OF AUTO SALVAGE YARDS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 SELF-ASSESSMENT CHECKLIST . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
I
dATTERIES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
ANTIFREEZE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
AIR EMISSIONS AND CFC'S . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
PCB CAPACITORS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
12 1 SOLVENTS & ALTERNATIVES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TECHNICAL ASSISTANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
DIRECTORY OFSERVICES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
15 i ~ OTHER USEFUL INFORMATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .




BAZARDOUS WASTE MINIMIZATION UORXSHOP FOR THE AUTOMOTIVE =CYCLING INDUSTRY
Holiday Inn Denver Northglenn 1-25 & 120th Street
8:OO - 9:OO
9:00 - 9:15
9:15 - 9:45
9:45 - 10:15
10:15 - 10:45
10:45 - 11:OO
11:OO - 11:30
11:30 - 12:OO
12:OO - 12~45 12:45 - 1:45
1:45 - 2:30
2:30 - 3:15
3:15 - 3:45
WORKSHOP AGENDA Saturday May 30, 1992
Registration - Herschal Helm (Colorado Automotive Recyclers)
Welcome and Introductory Remarks on Waste Winimization - Mary Gaughan (EPA) Hazardous Waste Regulations under RCRA Kim Burch (EPA), Lillian Gonzalez (CDH)
Emergency Planning and C-unity Right to Know Regulation8 under SARA Title I11 Eric Steinhaus (EPA)
Stomwater Regulations under the Clean Water Act - Kathy Dolan (CDH)
Underground Injection Control Regulations under Safe Drinking Water Act Tom Pike (EPA)
Chloroflourocarbon Issues under the Clean Air Act - Mark Aguilar (EPA) LUNCH
Panel Discussion All Regulatory Speakers Moderated by Marie Zanowick
Case Study of Pollution Prevention Opportunities at Auto Salvage Yards Mary Gaughan (EPA), Laureen Taylor (Science Applications International Corporation)
Tear Down/Processing sea: Contained Concrete Pad with Sump and Water Recycling System Kevin Collette (RGF Environmental Systems)
The Auto Salvager - in step with the the8 Speaker to be announced (Automotive Dismantlers & Recyclers Association)


INTRODUCI'ION
The automobile salvage business is one of the best examples of a recycle/reuse industry. The dismantling of vehicles for reusable parts and fluids and sale as scrap results in a two-thirds to threequarter auto waste reduction in landfills. Other benefits are a substantial decrease in the energy required to recycle metals instead of producing them from virgin ores and an overall reduction in air pollution. The EPA recognizes the major environmental benefits of recycling, waste minimization, and pollution prevention and strongly supports such national environmental policy.
Unfortunately, the methods used in the dismantling and the storage of automobiles can, and often have resulted in serious, negative impacts on the immediate environment. Through discussions with the Colorado Auto Recycling (CAR) Association, EPA Region VI11 agreed on the necessity of communicating the applicable environmental laws and regulations as well as identifying waste minimization, recycle, treatment, and disposal opportunities for this industry. As a resuft, CAR offered to host this one-day workshop'and invited the EPA Region VI11 Hazardous Waste Minimization Program to present information about these subjects.
The workshop manual has been developed as a resource for the auto salvage and recycle industry. The EPA hopes that the manual will encourage the use of waste minimization and pollution prevention techniques and appropriate recycle or disposal options which will enable the industry to come into compliance with environmental regulations. The material contained in this workshop manual is intended for guidance purposes only. It is by no means all inclusive of federal, state, and local regulations which may affect this industry. Any reference to, or information on specific vendors does not constitute an endorsement by the EPA of these vendors nor their waste management and pollution prevention practices.



.
WASTE REDUCTION AWARENESS
OVERVIEW
Over the pmt decade, we have learncd that simply burying hazardous waste in the ground cannot cure the nrtioa’r hurtdoor problems. In recent yun, Coagrc~ .rrd the US. Environmental Proteaion Agency (EPA) hm emphasized effedively trcatbg h.tudour WM&C prior to its land disposat Treatment alone, however, wil l not ntcwarily remedy all hazardous waste poMema We must 6rst reduce the generation of waste and praanotc mawwy and reuse (rgrcling). S u b w p d y , the need for treatment, storage, and disposal of ~ W u t c w i R b e r e d U c e d a s w e l l . T h i s c o n c e p t , W d l y c J l c d % a s t ~ ~ ’on,’ will ensure a herlthful ewironmcnt for us all.
The proper management of hazardous ~ t e r i r r k d waste is one of the biggest issues facing all AmericaaS. Reducing or avoiding the a d o n 0fhazarQus waste is an important national god. Virtually every industrirl and manufacnuing pr- involves huudopr materials or produces hazardous waste. From an economic standpoint, the management of hazardous materids and wastes may produce higher costs, drastidly atrecting a business, and its ability to compete in the marketplace. Waste reduction will conserve our nation’s resources and protect public health and the environment, but it can also save businesses time and money. Recent changes in Federal hazardous waste regulations require that large quantity generators art@ that they are making a concerted effort to minimize the amount and toxicity of their waste. For small quantity generators (SQGs) a wastcreduction program, through *’ can reduce paperwork and disposal fees.
Why is hazardous waste reduction so important?
0 Businesses in American are facing a aisis in the handling, treatment, transportation, and disposal of hazardous wastes:
Nationally, hazardous waste disposal facilities arc in short supply and have decreased by one- third in the last five years:
0
0 Regulators are restricting the usc of landfiiils under the Hazardous and Solid Waste Amendments (HSWA) of 1984,
0 Transportation and hazardous waste disposal costs are escalating and
0 Other costs are risia& includbg b waste storage expenses; b administrative and reporting burdens;
b insurance, and b potential financial liabilities from accidental releases;
long-term liabilities, including property transfer problems. b
THE NEW NATIONAL STRATEGY - “WASTE MINIMIZATION: ~~ -
Over the past two decades, an increased awareness has developed of the harmful effects to human health and the environment from uncontrolled relc: -w of hazardous substances and wastes as pollutants. Initially, this led to a national waste management strategy which emphasized control and cleanup of pollution by hazardous substances AFI’ER they are generated and no longer s e ~ t a producthe function. Usually, such pollution control methds do not destroy hazardous industrial wastes. Rather, they arc put into the land, water, or air where they disperse and w e . Unlike pollution control, waste “hI ‘on reduces the amount of hazardous pollutants introduced into all environmental media.

Now the d o n is turniagh8t th to- ’ hprdoprwastepcobhbycuttingdowoonthe geDwrtiae of hazardous w e rt its so- - tba pe” o€ hazardous waste, when feasible, is inherently prefer&& to controlling it rfter it is m d The US. Jpedfi;cally “dated waste “ a t i n n in the 1984 Hazardous and sdid Waste A“- (HSWA) to the Resource Conservation and Recavty Ad (RCRA). The following quotatha refbcts the “d poky on waste “itat ion:
* . .
The hereby dtclares it tobe tk r.ttnd policy ofthe United States that, wherever feasible, the generation of hazardous waste is to be roduccdor eiiminrttd as cxpditiously as @le. Waste nmrthelesr genurted rboold be euted, stand, ot dirpartd of 30 as to “h the prescnt and future threat to human berlth d the caviromnent.
Thed*of* =A’s 1986 report to Congrtss, states that a mandatory program for waste “ b t i n a is not d”bb for three reasow
0 Fu~t, mandatory programs would sccod-gucss industrfs production dedsions, quite possibly leading to counterproductive e
0 Second, mandatory programs would be ditkult and expensiVe to d & p and administer; and
0 Third, generators already face strong economic incentives to reduce their wastes.
A regulatory program would take t h e to develop, snd many industries aught postpone any action until mahdatory requirements were spelled out. The time for making constructive source redudon and recycling decisions is now, while industry is making long-term decisionr on how to respond to the land-ban restrictions program (cwered later in this chapter) and orher revisions in the hazardous waste law. EPA’s report to Congress stressed that the most constructive role government can assume is to promote voluntary waste “ i 7 a t i o n by providing information, technology transfer, and asistancc to waste generators.
As a result, a new recommended strategy for waste management has evolved. This new strategy includes waste reduction as the fmt important step to be considered in an integrated approach to waste management. In summary, the following new hierarchy for waste management decision-making is developing as the new national policy for waste management.
0 First, consider SOURCE REDUCTIO N options: These are defined as any activity that reduces or eliminates the generation of a hazardous waste within a process.
0 Next, consider RECYCLING. Recyding refers to the use, reuse, or reclamation of a waste either on-site or off-site after it is generated by a particular process.
0 Next, consider beneficially using waste f o r m R G Y RECOVERY. Some specific wastes can be beneficially used as fuel under carefully controlled conditions to recover their energy value.
0 Next, consider TREATMEW to reduce the toxicity and/or volume of hazardous waste.
0 Finally, as a last resort, consider .LAND p I s W S &
- CURRENT WASTE MINIMIZATION REQUIREMENTS
At present, three formal statutory requirements relate to waste “ i i t i o a Those sections were cnacted as part of the 1984 HSWA amendments. S d o n 3002(a)(6) of HSWA requires, as part of any generator3 bienoipl report to EPA (or aunual report to the State), that the generator describe “the efforts undertaken during the year to reduce the volume and to-lricity of was& gcntrated‘ as wcll as ‘changes in volume and toxicity of waste actually achieved during the ycar in questiOn in comparison with previous years, to the extent such i n f o d o n is available for years prior to enactment of -A)/ This report applies to EPA classed large quantity generators.
Section 3ooyb) of HSWA requk generators to certify on their wute manifests [mandated under section =a)] that they hwe in place a program 90 reduce tbe volume or quantity and toaiaty of such waste to the degree determined by the generator to be cco"kaIly prdcabk.' F W , Section 3005(h) of HSWA r q d the same cutifiution for any new permit issued fa treatment, storage, or disposal of hazardous waste.
The foIlowhg Generator's Ccrtihication Statement, included on the Uniform Hazardous Waste Manifest rquircd by S U h =a) of -A, murt be signad by d huuQur waste generators who ship hazardous waste4 &-site for trertmcnt, stomgq or disposal:
If1 8 -, 1 that 1 h8Ve I Fogram in t0 reduce the volume md toicily of waste gcner8ted to the &gTcc I hove dctcrrmncd to be economically prrceicpbte and that I have selected the practicable method of treatment, storage, or disposal CMtnyIavdable to me which "&s the present and future threat to human health and t h e w v i r o n m e n t , O R , i f I a m a s m r r l l q r u n d ~ ~ t o r , I h a ~ m a d e p p o d f ~ t o "izc my waste generation and select the best waste management method that u available to me and that I can afford.
These requirements should increase awareness of the importance of "hhg hazardous wastes and might become the basis for more specific and farther rea- requirements. However, the present requirements arc not ovcrty restrictive. The generators determine whether any particular waste " k a t i o n approach is ecOOOmicplly feasible. Although the biennial or annual reports should provide useful insight into what generators are auualty d o i i to reduce wastes, these reports are not Uely to provide definitive information without further refinement:
DEFINITION OF WASTE MINIMIZATION
Hazudous waste minimization reduces volume or toxi* of a waste by either a source reduction or recycling technique. It results in reducing risks to human health and the environment. The transfer of hazardous constituents from one environmental medium to another does not constitute waste minimization. Neither would concentrating the waste to reduce volume unless, for example, concentrating the waste allowed for recovery of uscful components prior to treatment and disposal. Likewise, diluting the waste to reduce toxicity would not be considered waste minimization, unless later recycling steps were involved. Finally, EPA does not consider treatment, such as incineration solely to manage waste or land disposal, as valid waste minimization practices.
EPA's POLLUTION PREVENTION POLICY STATEMENT
EPA believes that developing and implementing a new multi-media prevention strategy, focused primarily on source reduction and secondarily otl environmentally sound recycling, will enormously improve human health protection, will improve the quality of the environment, and will provide sigmlicant economic benefits.
In a newly proposed policy statement, the term "waste minimization," which EPA has previously used to refer to source reduction and recyclmg activities, b being replaced by the phrase "pollution prevention." Through eliminating a term closely tied to the Resource Conservation and Recovery Act (RCRA), EPA is emphizing that the poky goes beyond the RCRA hazardous waste context. EPA stresses that the policy focuJes primarilv on preventing pollution by reducing multi-media pollutants at the ~urce. Also, to avoid additional releases to the environment, EPA's pollution prevention program secondarily promotes environmentally sound recycling.
This new proposed policy statement commits EPA to a program that extends beyond minimization of hazardous waste to reducing all environmentally harmful releasea EPA's proposed policy encourages organhtions, f a d i t k , and individuals 6rst to iuUy use source reduction techniques and secondly to use environmentally sound recycling to reduce risk to public health, safety, welfare, and the environment. Industrial source reduction UUL be done by s u b s h t i q input matuinl, reformulating the product, modifying the process,

Definition of Terms PoUutbo Reveatlor - m y wute minimis". duction or recycling rtivity that cuts the total volume of
pcmt md future risks to public health md e"mt. 'Ibe transfer of hazardous constinmu from one
Rayding - m y pcesr that WS Or recudes POWhd anhianr or wutc dirsctly or uses a rscl.imed waste or m i d m . Rccyckdpoducu m y be u s d PI: 1) M ingndimt in an industrid differart poducr, or 2) a substitute for a commercial product in a pnrticdar funclion or applicaticm.
Source Reductioa - a p r b c e that reduces the volume or toxicity of any huprdous substance, pollutant or Conumimt entering any waste sum or otherwise released to the environment (including fugitive emissions). This reduction must take plae pnor to external recycling, maanent or dispassl. Soum reduction limiu the hvard to public health and environment associated with the release of such substances, pollutanu or contaminants. Methods of soutce reduction may include: equipment or technology modifications. process or poccdurc modifications, reformulation of fcdCSigII of products. SUbstltUtiOn.Of raw materials and end product substitution, on-site reuse. improvement of howksepng. maintenance. training, and inventory control.
Toxicity Reduction - limiting. by treatment or process or equip" modifications. the potential adverse effects of a substance on puMic health and environment.
Treatment - any method or process designed to change the physical. chemical. or biological character or composition of any hazardous waste to neutralize orreduce the toxicity of such waste. Treatment might include: energy or material recovery from the waste. processes h a t render such waste less hvardous or nonhazardous: processes which make such waste safer to transpon store, dispose of; or. processes which reduce the volume of material or make it more amendable for recovery or storage. EPA does not considu treatment to be waste minimization.
Volume Reduction - a process to decrease the amount of hazardous waste, and thus minimize adverse effects on public health and environment.
Waste MinimizPtioo - reduction of the volume or toxicity of hazardous waste that is generated and subsequently treated. stored, or disposed of. It includes any source reduction or recycling that results in: reduced toxicity or volume of hazardous waste. as long as this is consistent with the goal of minimizing present and future threats to human hcalth and the envi5nment.
w-, the toxicity of Ut wutc, 01 both. There mivitics mwt be "istent with the god of minimizing
a v m a t a l mcdi~m to motha d a Mt Constitute p ~ l l u t i ~ n p r ~ d 0 0 .
to makc the same oc a
Waste Reduction - Includes all source reduction practices and recycling.

POLLUTION PREVENTION
Stc. 13101.
13102. 13103.
13104.
13105.
13106.
13107.
13108. 13109.
POLLUTION PREVENTION ACT OF 1990
(42 U.S.C.A. 00 CHAPTER 13-3POLLUTION
PREVENTION
Findings and policy. (a) Findings. (b) Policy. Definitions. EPA activities. (a) Authorities. (b) Functions. Grants to states for state technical assistance
progams. (a) General authority. (b) Criteria. (c) Matching funds. (d) Effectiveness. (e) Information. - Source reduction clearinghouse. (a) Authority. (b) Public availability. Source reduction and recycling data collection. (a) Reporting requirements. (b) Items imluded in report. (c) SARA provisions. (d) Additional optional information. (e) Availability of data. EPA report. (a) Biennial reports. (b) Subsequent reports. Savings provisions. Authorization of appropriations.
5 13101. Findings and policy [PPA
(a) Findings
0 66021
The Congress finds that: (1) The United States of America annually pro-
duces millions of tons of pollution and spends tens of billions of dollars per year controlling this pollution.
(2) There are significant opportunities for in- dustry to reduce or prevent pollution at the source through cost-effective changes in produc- tion, operation, and raw materials use. Such changes offer industry substantial savings in re- duced raw material, pollution control, and liability
I
13101 to 13109)
costs as well as help protect the environment and reduce risks to worker health and safety.
(3) The opportunities for source reduction are often not realized because existing regulations, and the industrial resources they require for com- pliance, focus upon treatment and disposal, rather than source reduction: existing regulations do not emphasize multi-media management of pollution; and businesses need information and technical assistance to overcome institutional barriers to the adoption of source reduction practices.
(4) Source reduction is fundamentally different and more desirable than waste management and pollution control. The Environmental Protection Agency needs to address the historical lack of attention to source reduction.
(5) As a first step in preventing pollution through source reduction, the Environmental Pro- tection Agency must establish a source reducrion program which collects and disseminates informa- tion, provides financial assistance to States, and implements the other activities provided for in this chapter.
(b) Policy
The Congress hereby declares it to be the national policy of the United States that pollution should be prevented or reduced at the source whenever feasi- ble; pollution that cannot be prevented should be recycled in an environmentally safe manner, when- ever feasible; pollution that cannot be prevented or recycled should be treated in an environmentally safe manner whenever feasible; and disposal or other release into the environment should be em- ployed only as a last resort and should be conducted in an environmentally safe manner. (Pub.L 101-5008, Title VI, g 6602, Nov. 5, 1990, 104 S t a r 1388-321.1
Short Title Section 6601 of Pub.L 101-508 provided thac "This subarie
cited as the 'Poilution Prevencon [enacting this chnpter] may Act of 1990'."
1366

r
POLLUTION PREVENTION
Definitions [PPA 0 66031
I i
I I
!
Oses of this chapter- s For PW (1) me term “Administrator” means the Ad-
a m m r of the Environmental Protection .wncY.
(2) me term “Agency” means the Environmen- d ”tion Agency.
(3) me term “toxic chemical” means any sub Jmce on the list &scribed in section 11023(c) of this title.
(4) me term “release” has the same meaning provided by section. 11049(8) of this title.
(j)(A) The term “source reduction” means any
(i) reduces the amount of any hazardous sub- stance, pollutant, or contaminant entering any waste stream or otherwise released into the environment (including fugitive emissions) prior to recycling, treatment, or disposal; and
(ii) reduces the hazards to public health and the environment associated with the release of such substances, pollutants, or contaminants. The term includes equipment or technology modifications, process or procedure modifica- tions, reformulation or redesign of products, substitution of raw materials, and improve ments in housekeeping, maintenance, training, or inventory control. (B) The term “source reduction” does not in-
clude any practice which alters the physical, chemical, or biological cnaracteristics or the vol- ume of a hazardous substance, pollutant, or con- taminant through a process or activity which it- self is not integral to and necessary for the pro- duction of a product or the providing of a senrice.
(6) The term “multi-media” means water, air, and land.
(7) The term “SIC codes” refers to the 2digit code numbers used for classification of economic activity in the Standard Industrial Classification Manual.
Pub.L 101-508, Title VI, 8 6603, Nov. 5, 1990, 104 Stat. m8-321.)
6 13103. EPA activities [PPA 0 66041
pct ice which-
(8 ) Authorirks
The Administrator shall establish in the Agency an office to carry out the functions of the Adminis- trator under this chapter. The office shall be inde- “ndent of the Agency’s single-medium program offices but shall have the authority to review and advise such offices on their activities to promote a
- 42 4 13103
P6A 5 6604
multi-media approach to source reduction. The of- fice shall be under the direction of such officer of the Agency as the Administrator shall designate (b) Functions c
The Administator shall develop and implement a strategy to promote source reduction. As part or‘ the strategy, the Administrator shall-
(1) establish standard methods of measure ment of source reduction;
(2) ensure that the Agency considers the effect of its existing and proposed programs on source
. reduction efforts and shall review regulations of the Agency prior and subsequent to their propos- al to determine their effect on source reduction;
(3) coordinate source reduction activities in each Agency Office and coordinate with appropri- ate offices to promote source reduction practices in other Federal agencies, and generic research and development on techniques and processes which have broad applicability;
(4) develop improved methods of coordinating, streamlining and assuring public access to data collected under Federal environmental statutes;
(5) facilitate the adoption of source reductior techniques by businesses. This strategy shaL include the use of the Source Reduction Clearing- house and State matching grants provided in this chapter to foster the exchange of information regarding source reduction techniques, the dis- semination crf such information to businesses, and the provision of technical assistance to business- es. The strategy shall also consider the capabili- ties of various businesses to make use of source reduction techniques;
(6) identify, where appropriate, measurable goals which reflect the policy of this chapter, the tasks necessary to achieve the goals, dates at which the principal tasks are to be accomplished, required resources, organizational responsibilities, and the means by which progress in meeting the goals will be measured;
(8) *establish an advisory panel of technical experts comprised of representatives from indus- try, the States, and public interest groups, to advise the Administrator on ways to improve col- lecticn and dissemination of datz;
( 9 ) establish a training program on source r t duction opportunities, including workshops and guidance documents, for State and Federal permit issuance, enforcement, and inspection officials working within all agency program offices.

42 813103 FEDERAL ENVIRONMENTAL LAWS
- 1368
PPA $ $604
(10) identify and make recommendations to Congress to eliminate barriers to source reduction including the use of incentives and disincentives;
(11) identify opportunities to use Federal pro- curement to encourage source reduction;
(12) develop, test and disseminate model source reduction auditing procedures designed to high- light source reduction opportunities; and
(13) establish an annual award program to rec- ognize a company or companies which operate outstanding or innovative source reduction pro- grams.
(Pub.L 101-508, Title VI, 8 6604, Nov. 5, 1990, 104 Stat. 1388-322.)
1 No par. (7) ha been enacted.
8 13104. Grants to states for state techni- cal assistance programs [PPA
. 0 66051 (a) General authority
The Administrator shall make matching grants to States for programs to promote the use of source reduction techniques by businesses. .
(b) Criteria
When evaluating the requests for grants under this section, the Administrator shall consider, among other things, whether the proposed State' program would accomplish the following:
(1 ) Make specific technical assistance available to businesses seeking information about source reduction opportunities, including funding for ex- perts to provide onsite technical advice to busi- ness seeking assistance and to assist in the devel- opment of source reduction plans.
(2) Target assistance to businesses for whom lack of information is an impediment to source reduction .
(3) Provide training in source reduction tech- niques. Such training may be provided through local engineering schools or any other appropriate means.
(c) Matching funds . Federal'funds used in any State program under
this section shall provide no more than 50 per cen- tum of the funds made available to a State in each year of that State's participation in the program. (d) Effectiveness
The Administrator shall establish appropriate means for measuring the effectiveness of the State grants made under this section in promoting the use of source reduction techniques by businesses.
(e) Information States receiving grants under this section shall
make information generated under the grants avail- able to the Administrator. (Pub.L 101-508, Title VI, 4 6605, Nov. 5, 1990, 104 Stat. 1388-323.)
5 13105. Source reduction clearinghouse
(a) Authority
The Administrator shall establish a Source Reduc- tion Clearinghouse to compile information including a computer data base which contains information on management, technical, and operational approaches to source reduction. The Administrator shall use the clearinghouse to--
(1) serve as a center for source reduction tech- nology &mnsfer;
(2) mount active outreach and education pro- grams by the States to further the adoption of source reduction technologies; and
(3) collect and compile information reported by States receiving grants under section 13104 of this title on the operation and success of State source reduction programs.
(b) Public availability The Administrator shall make available to the
public such information on source reduction as is gathered pursuant to this chapter and such other pertinent information and analysis regarding source reduction as may be available to the Administrator. The data base shall permit entry and retrieval of information to any person. (Pub.L. 101-308, Title VI, 8 6606, Nov. 5, 1990, 104 Stat. 1388324.)
6 13106. Source reduction and recycling data collection [PPA 5 66071
[PPA 0 66061
(a) Reporting requinmcnts Each owner or operator of a facility required to
file an annual toxic chemical release form under section 11023 of this title fo. any toxic chemical shall include with each such annual filing a toxic chemical source reduction and recycling report for the preceeding calendar year. The toxic chemical source reduction and recycling report shall cover each toxic chemical required to be reported in the annual toxic chemical release form filed by the owner or operator under section 11023(c) of this title. This section shall take effect with the annual report filed under section 11023 of this title for the first full calendar year beginning after the enact- ment of this chapter.

1369 POLLUTION
\L) Item included in report
The toxic chemical source reduction and recycling v r t required under subsection (a) of this section -*MU set forth each of the following on a facility-by- :Aty basis for each toxic chemical:
(1) The quantity of the chemical entering any waste strcarn (or otherwise released into the envi- mnment) prior to recycling, treatment, or disposal during the colendar year for which the report is tikd and the percentage change from the previ- ous year. The quantity reported shaI1 not include any amount reported under paragraph (7). When actual measurements of the quantity of a toxic chemical entering the waste streams are not readily available, reasonable estimates should be made based on best engineering judgment.
(2) The amount of the chemicaI from the facili- Q which is recycled (at the facility or elsewhere) daring such caiendar year, the percentage change f" the previous year, and the process of recy- cling used.
(3) The source reduction practices used with respect to that chemical during such year at the facility. Such practices shall be reported in ac- cordance with the following categories unless the Administrator finds other categories to be more appropriate:
(A) Equipment, technology, process, or pro-
(B) Reformulation or redesign of products. (C) Substitution of raw materials. (D) Improvement in management, training,
inventory control, materials handling, or other general operational phases of industrial facili- ties. (4) The amount expected to be reported under
paragraph (1) and (2) for the two calendar years immediately follouing the calendar year for which the report is filed. Such amount shall be expressed as a percentage change from the amount reported in paragraphs (1) and (2). . (5) A mtio of production in the reporting year to production in the previous year. The ratio should be calculated to most closely reflect all activities involving the toxic chemical. In specific industrial classifications subject to this section, where a feedstock or some variable other than production is the primary influence on waste char- acteristics or volumes, the report may provide an index based on that primary variable for each toxic chemical. The Administator is encouraged to develop production indexes to accommodate
*. * . 1 . ' - 2 - - I-- ..*A -..I " ,rnl,,"+,n. hseie
cedure modifications.
PREVENTION 42 g13lu'r ??A $ 6608
(6) The techniques which were used to identify source reduction opportunities. Techniques listed should include, but are not limited to, employee recommendations, external and internal audits, participative team management, and material bal- ance audits. Each type of source reduction listed under paragraph (3) should be associated with the techniques or multiples of techniques used to iden* the source reduction technique.
(7) The amount of any toxic chemical released into the environment which resulted from a cata- strophic event, remedial action, or other onetime event, and is not associated with production pro- cesses during the reporting year.
(8) The amount of the chemical from the faciii- ty which is treated (at the facility or eIsewhere) during such calendar year and the percentage change from the previous year.
For the first year of reporting under this subsec- tion, comparison with the previous year is required only to the extent such information is available. (c) SARA provisions . The provisions of sections 11042, 11045(c), and
11046 of this title shall apply to the reporting re- quirements of this section in the same manner as to the reports required under section 11023 of this title. The Administrator may modify the form re- quired for purposes of reporting information under section 11023 of this title to the extent he deems necessary to include the additional information re- quired under this section. (d) Additional optional information
Any person filing a report under this section for any year may include with the report additional information regarding source reduction, recycling, and other pollution control techniques in earlier years. (e) Availability of data
Subject to section 11042 of this title, the Adminis- trator shall make data collected under this section publicly available in the same manner as the data collected under section 11023 of this title. (Pub.L. 101-508, Title VI, 0 6607, Nov. 5, 1990, 104 Stat. 1388424.)
8 13107. EPA report [PPA 5 66081 (a) Biennial reports
The Administrator shall provide Congress with a report within eighteen months after enactment of this chapter and biennially thereafter, containing a detailed description of the actions taken to imple- men t the stratem to Dromote source reduction de-
42 613107 FEDERAL ENVIRONMENTAL LAWS 1370 PPA 8 6608
veloped under section 13103(b) of this title and of the results of such actions. The report shall include an assessment of the effectiveness of the clearing- house and gant program established under this chapter in promoting the goals of the strategy, and shall evaluate data gaps and data duplication with respect to data collected under Federal environmen- bl statutes. (b) Submquent repom
Each biennial report submitted under subsection (a) of this section after the first report shall contain each of the following:
(1) h analysis of the data collected under section 13106 of this title on an industry-by-indus- try basis for not less than five SIC codes or other categories as the Administrator deems appropri- ate. The analysis shall begin with those SIC codes or other categories of facilities which gener- ate the large'st quantities of toxic chemical waste. The analysis shall include an evaluation of trends in source reduction by industry, firm size, produc- tion, or other useful means. Each such subse quent report shall cover five SIC codes or other categories which were not covered in a prior report until all SIC codes or other categories have been covered.
(2) h analysis of the usefulness and validity of the data collected under section 13106 of this title for measuring trends in source reduction and the adoption of source reduction by business.
(3) Identification of regulatory and nonregula- tory barriers to source reduction, and of opportu- nities for using existing regulatory programs, and incentives and disincentives to promote and assist source reduction.
(4) Identification of industries and pollutants that require priority assistance in mufti-media source reduction.
(5) Recommendations as to incentives needed to encourage investment and research and devel- opment in source reduction.
(6) Identification of opportunities and develop- ment of priorities for research and development in source reduction methods and techniques.
(7) An evaluation of the cost and technical.fea- sibility, by industry and processes, of source re- duction opportunities and current activities and an identification of any industries for which them are significant barriers to source reduction with an analysis of the basis of this identification.
(8) An evaluation of methods of coordinating, streamiining, and improving public access to data collected under Federal environmental statutes.
(9) An evaluation of data gaps and data dupli- 'cation with respect to data collected under envi-' ronmental statutes.
In the report following the first biennial repop, provided for under this subsection, paragraphs (3) through (9) may be included at the discretion of the Administrator. (hb .L . 101-508, Tide VI, 5 6608, Nov. 5, 1990, 104 Stat. 1 3 8 ~ 2 6 . )
6 13108. Savings provisions [PPA 4 66091
(a) Nothing in this chapter shall be cons-aed to modify or interfere with the implementation of title 111 of the Superfund Amendmenis and Reauthoriza- tion Act of 1986 [42 U.S.C.A. § 11001 et seq.].
(b) Nothing contained in this chapter shall be construed, interpreted or applied to supplant, dis- place, preempt or otherwise diminish the responsi- bilities and liabilities under other State or Federal law, whether statutory or common. (Pub.L. 101-508, Title VI, 5 6609, Nov. 5 , !990. 104 Swt. 1388-327.)
6 13109. Authorization of appropriations
There is authorized to be appropriated to the Administrator $8,OOO,OOO for each of the fiscal years 1991, 1992 and 1993 for functions camed out under this chapter (other than state grants), and $8,000,000 for each of the fiscal years 1991, 1992 and 19,3, for grant programs to States issued pur- suant to section 13104 of this title. (Pub.L 101-508, Title VI, 4 6610, Nov. 5, 1990, 104 Stat . 1388-327.)
[PPA Q 66101

WASTE MINIMIZATION FACT SHEW
Minimizing or avoiding the creation of hazardous waste is an irnprtant national goal. In fact, recent changes in federal hazardous waste regulations require that large quantity generators artify that they are making a concerted effort to minimize the amount of waste they generate. Waste minimization is important for conserving our nation's resoums and for protecting the environment, but it can also save you time and money. For small quantity generators (SQGs), a waste minimizatbn program, though not required, can reduce your paperwork and disposal fees. Waste minimization is good business and is good for the envi"nent.
In-plant waste reduction can only be accomplished if there is a commitment made throughout the organization. All staff memebers, from upper management to the plant worker, should be educated in waste minimuation techniques and encouraged to Ark on reducing the amount of waste being created. Incentives such as bonuses or awards may foster ideas for a waste minimization program and encourage use of those techniques that have a practical application.
WHAT CAN MY COMPANY DO?
The first step in reducing or eliminating the amount of waste generated is to identify all waste 'streams' (types of waste), and determine which processses aeate these wastes. When the waste streams have been identified. you can evaluate how each stream might be minimized or eliminated by making one or more of the folbwing changes.
1.
Sloppy housekeeping can result in m e waste being generated than is necessary. To reduce excess waste production:
a money, but often leaves your company with excess material which may exceed shelf life. requiring expensive disposal.
Buy only the amount of raw material you need. Buying in quantity may initially save
b. Usa raw materials sparingly so that excess waste is not generated.
c. defective producs or formulat'?ns.
Use raw materials in correct proportions so that exc8ss waste is not generated by making
cl Make sure equipment (e.g. parts cleaning tanks and painting equipment) is working properly. Be sure to check for faulty valves or pipes to make certain that the product is not being bst from the system or unintentionally contaminated.
e. Ensure that all product and wrsto is inventoried, clearly labeled and property stored. Inadequate labeling may make it had to identity w8szes later, and necessitate expensive testing prior to disposal. Improper storage can result in axidental contamination of a non-hazardous waste, which must then be disposed of through more expensive hazardous waste methods.

Substituting m-hazardous products for hazardous materials you currently use can eliminate some hazardous wasto streams. (For example, solvent-based, metalcontaining paints have been repraced by nOn-metallic, water-based paints for many applications). As the demand for non-hazardous raw materials and products increases and a market develops, more non-hazardous altematives will bewme available.
Some hazardous wastes contain such large volumes of water that transportation, treatment and disposal becomes impractkal. Commercially available equipment such as sludge dryers or filter presses remove the water content of a pretreatment sludge, thus reducing the weight and volume of the hazardous waste requiring disposal.
Replacing existing machines with more efficient equipment for the same operation can significantly reduce waste generation. In the coating industry, for example, the replacement of conventional air-atomized spray paint equipment (transfer efficiency 30-SoSC) with more efficient electrostatic equipment (65-80’% efficient) or powder coating equipment (90.99% efficient) results in a substantial reduction of waste.
Closer evaluation of the way wastes are handled can sometimes result in opportunities for recycling. For example, waste sotvent from one operation may be clean enough to be used in a different application. Keeping waste streams separate can make it easier to reuse materials in other processes or reclaim materials from a waste. Small distillation units may be purchased to reclaim solvents on-site. Many wastes have potential for reclamatkn off-site. Waste exchange programs promote possibilities of linking companies generating wastes with companies that can reclaim or use the spent materials.
FurIhw lnformrtlon about m r t o mlnimiatlon poulbllltlo8 for your company u n k obtrirnd by crlllng tho Ylnnuota Tochniai Auirta~ Program at 6254949 or 1 ~ 2 4 7 0 0 1 5 .
THIS F A C t SHER WALl DEVELOPED JOINTLY BY THE MINNESOTA POLLUTION CONTROL AGENCY AND THE MINNESOTA TECHNICAL ASSISTANCE PROGRAM.

I 1 &EPA . Pollution Prevention L.
-.- v Fact Sheet
Setting Up a Pollution Prevention Program
Industry, senrice businesses, muniCipaiities, and other institutions are finding that pollution prevention programs cau result in improved regulatory compliance, reduced costs for pollutioa control and waste disposaI, improved employee safety, and reduced liabaty associated with the management of hazardous materials and wastes. In other words, a pollution prevention program is economically as well as ecologically sound, and can be implemented by any organization.
A Pollution Prevention Program is defined as an organized, comprehensive, and continual effort to systematically reduce or eliminate pollution and wastes.
Where Do I Start?
In June 1989, EPA published Draft Guidance to Hazardous Waste Generators on the Elements of a Waste Minimization Program to assist hazardous waste generators in complying with RCRA certification requirements. The elements outlined in the guidance can also be used in the devebpment of a pollution prevention program:
(1) Top management support is needed to ensure that pollution prevention becomes an organizational goal. To demonstrate such management support, use techniques such as:
program Elements
- Written company policy on pollution prevention -- Specific goals and objectives for reducing waste stream volume or toxicity -- Designating program coordinators - Publicizing and rewarding succe~ses - Employee training.
(2) I&nm and characterize wastes a d pollutants - in t e m of the source of generation, why each waste is produced, the type and quantity generated, its toxicity, and all posshie routes of exposure.

This wil l help in prioritizing prevention efforts md identifying key penonnel that can assist in imprementing the program.
(3) P e r i d c p o l l u t i o n ~ ~ o r e l l Y i r o ~ ~ m ~ n f a l audits help to ensure that poUutiOa prevention opportunities continue to be sought and solutiom implemented.
(4) A a s t - system DepvmKntr and “ g e m should be charged Wy-loaded” pollution a ” I and waste v e m e n t costs. Labor costs, liability, regulatory cmpliance, disposal and oversight costs should all be included
(9 Encouragement oftechnotogy tnnsfer. Many sucassful techniques have been documented that may be applicable to your facility. Information can be obtained from federal and state agencies, universities, trade associations, and other firms.
(6) Program evaluation. Conduct periodic reviews of program effectiveness to pnwide feedback and identifjr potential areas for improvement. Has the pollution prevention ethic become a significant part of the. way you do business? Have all opportunities to prevent pollution been explored?
Where Do I Go Next?
A useful, ongoing source of information is EPA’s Pollution Prevention Information Clearinghouse (PPIC), which offers a computerized network for information exchange, a hotline, and a document repository. To reach the Clearinghouse, write: PPIC, Science Applications International Corp., 8400 Westpark Drive, McLran, VA 22102, or call: 1-800-424-9346 (or 202-382-3000 in the Washington, D.C. area).
Another next step would be to consult a manual for conducting pollution prevention assessments. Such manuals include:
EPA W a ATrnimizodbn O p p f w d y Auusmrnr Manual EPA/62!3/7-8%/003. July 1988. Hurrdour Waste Engbecrb# Research LAorWxy, US. EPA, 26 W. Manin Lulher King Drive, Cin.;nnrt; OH rstda
New YdSta te Wme Rrcikiior, Gui&nce A i d Much 1969. New York State Department of Envirocuned Cowmcioq Divirioa of HuuQpr Sukuncu RyJuluion, 50 Wolf Rod, AkDy, NY ”.

GOOD OPERATING PRACTICES
G00d operating practices are good business practices!
Good operating prscticcs gmnue less waste by making existing processts marc efficient.
Cood operating practices arc common sense measllres that apply to the human side of business rather than the technological side. Therefore, they can be used in all accas of production.
Since good operating practices are often easy and inexpensive to impkmenk they are practical for businesses of.all shes.
In addition to generating less waste, good operating practices often have health and safety benefits for employees. the general public, and the environment.
Good operating practices include:
0 improved inventory management 0 wasfe segregation 0 improved production scheduling 0 preventive maintenance 0 spill and leak prevention 0 employee training and education 0 employee participation in planning 0 materials usage, handling, and
0 clearlabeling storage
THE IMPORTANCE OF EMPLOYEE PARTICIPATION & TRAINING
Successful waste reduction activities need support from all employees. including top management and production personnel.
Less waste is generated if employees are trained to operate equipment and handle materials safely and correctly. Occupauonal and safety hazards are reduced as well.
Employees should be made aware of the costs and environmental issues related to hazardous waste generation and disposal. One way to do this is to post these costs and any waste reduction savings on bulletin boards throughout the company.
Waste reduction usually happens in production processes. Explain how waste is generated by each process so employees undersrahd that they share the responsibility for waste generation. Employees that are well-informed can make valuable waste reduction suggestions.
Incentive programs can be useful in encouraging employees to participate in waste reduction activities. These incentives might be in the form of money, gifts, or cenifcates of recognition.
IDEAS FOR IMPROVING OPERATING PRACTICES
Implement coating practices that help prevent bad finishes. Parrs that are rejected because of a bad finish may need to be stripped and repainted. By preventing the generation of bad frnishes you can increase productivity and reduce the amount of waste generated by the additional stripping and repainting. Some helpful ideas:
0 0 0
Inspect parts before painting to insun that they arc clean, dry, and dust-free. Mainrain all application equipment in working order. Dedicate equipment to one color wherever possible. This practice can prevent crosscontamination of colors and resulting bad finishes. It can also eliminate equipment cleaning between color changes, and reduce cleaning waste amounts.
0 Train employees to properly operate spray guns. This practice can reduce finishing materials usage, waste generated from overspray, and air emissions. It can also impmve product quality.
Remove sludge fnnn solvent tanks freqmtly. Stripped paint and other contaminants can dissolve in the solvent and reduce its ability to clean. Although the sludge must be managed as a hatatdous waste, the solvent will last longer and less waste will be gencratbd in the long run.
Limit the number of diffemt solvents used for the same purpose. In Qing so, you may find that the volume of solvent waste generated is solvent recycling an option worth considering.
enough to make
Preclean parts mechanically by baling. blasting. bmhing, scraping, ar wiping. Solvenu will last longer so purchasing and disposai costs wiI1 be reduced.
Equipment may be ckaned to:
0 0 0 0
qrevent product contamination and maintain product quality. maintain the operating efficiency of equipment allow for inspection and repair of equipment. improve the appearance of equipment
Look for ways to reduce equipment cleaning frequency:
0 Is it possible to prevent deposiu from forming on equipment, and eliminate the need for cleaning altogether? Is it necessary to clean equipment between every batch? Re-examine the
effects of cross-contamination on product quality to determine if some cleaning steps can be eliminated. Dcdicate equipment to one product as much as possible. If one mix tank is used consistently for the same product, the need to clean the tank between batches could be reduced or even eliminated.
When cleaning is necessary. equipment should be cleaned immediately after use to prevent deposits from hardening. When deposits arc allowed to harden, larger amounts of solvents are required for cleaning, and larger quantities of solvent waste are generated.
Reduce the amount of material clinging to equipment beforc cleaning. This can be accomplished by allowing sufficient drain time or by using rubber wipers to mechanically scrape deposits off the sides of mix tanks.
Good labcling practices can help prevent overstocking of materials and the resulting disposal of expired materials.
0 Highlight expiration dates so they arc easier to see.
Write the date a material is received on its container. This will help employees identify and use materials on a first-idfirst- out basis.
0 Wastes that are to be rccycled and reused are less likely to become contaminated with other materials (and rendercd useless) if the collection containers arc clearly labeled. --- chlorinated
For more information on good operating practices and other waste reduction techniques, please call:
Minnesota Pollution Conml Agency (612) 2%-6300 (800) 652-9747 toll-free in MN
Minnesota Technical Assistance Program (h1nT.V) (612) 6254949 (800) 247-0015 toll-free in MN
Ask for waste reduction information
We appreciate your comments on this and other MFCA publications
GOOD OPERATING PRACTICES



What Is A Hazardous Waste?
It is solely your responsibility as a generator of solid waste to accurately determine whether or not your waste is considered a hazardous waste prior to disposing of the waste or offering it for transportation, storage, treatment or disposal. You make the determination on your own, or you may choose to have a disposal facility or independent lab analyze a representative sample to make the determination for you. If you make your own determination, use your knowledge of the process that created the waste and refer to the material safety data sheet@) of substances known to be in the waste in order to help you.
In order to determine if a waste is a hazardous waste answer the following questions. If the answer is YES to any of the questions the waste is a regulated hazardous waste per Colorado Hazardous Waste Regulations.
1.
2.
3.
4.
Does the waste contain as its main active ingredient one or more of the chemical identified on the lists of discarded commercial chemical products, off-specification species, container residues, and spill residues thereof? (See Section 261.33 of the Colorado Hazardous Waste Regulations.)
Has the waste been mixed with any amount of one of the above listed wastes?
Is the waste listed as a hazardous waste from non specific sources, or has the waste been mixed with any amount of one of these wastes?
Does the waste display any one of the four characteristics of hazardous waste (Ignitability, Corrosivity, Reactivity, Toxicity)?

Characteristics of Hazardous Waste
A liquid waste that has a flash point less than 140'F. Such as many solvents and paint thinners.
Not a liquid, yet capable under standard temperature and pressure of causing fire through friction, absorption of moisture, or spontaneous chemical changes and, when ignited, bums so vigorously and persistently that it creates a hazard.
CORROSIVITY:
An aqueous solution that has a pH less than or equal to 2 or greater than or equal to 12.5. Or a liquid that corrodes steel (SAE 1020) at a rate greater than 6.35 mm (.250 inch) per year at a test temperature of 130°F.
REACTIVITY:
Substance is normally unstable and readily undergoes violent change without detonation.
It reacts violently with water, forms potentially explosive mixtures with water, or when mixed with water generates toxic gases, vapors, or fumes.
It is capable of generating toxic gases, vapors or fumes when exposed to pH conditions between 2 and 12.5; such as cyanide containing chemicals.
It is capable of detonation when subjected to a strong initiating source or if heated under confinement.
TOXICITY:
A substance that when testecl under the Toxicity Characteristic Leaching Procedure (TCLP) is shown to contain concentrations of certain metals, solvents or pesticides above established regulatory levels.

EPA H w . NOJ
wo, Does ml8 Dim Dol9
Da20 OQZl 0022 Dan Dop mr *Do25
Da26 DO16 wz7 w28 l-An!? Do30 0012 W31
Do32 Do33 w3J
DOU D009 DO14 Do35 Do36 DO37 Do38 Dol0 DO11 DO39 Dol5 DO40 0041 Do42
. DO17 Do43
kwnic Buium Rrmrrra Cadmium carbo0 trpIchlordC Qlordrnc Chh0bC-e chlorolorm chromium 0G-l m-Crrsol Pcr-1 Guol f4 -D l,+Di&orobenzene U- Didotoetkme IJ-Dichloroerhylene 2.4-Diniuatoluenc Endrin Hcptacblor (and iK hydroxide) Hcuchlorobcnzcne H ~ d o r o b u d c n e Hcuchloroerhaoe t u d L d a n C Mercuy Merhoydor Methyl ethyikttonc Niuobenzmc Penuadioro phenol Pyndine SeicYUum Silver Tezrachloroerh ylcnc fbnphene Trichloroethylene f4J-Tnchlorophcnol %4,&TncNorophcnoI f4 ,S-TP ( S i i v u ) Viyl chloride
fWb38-2 7-39-3
7-2 744w3-9
# .a5
n-749 10890-7 67-84-3
744047-3 9 5 4 7
108-394 106445
9e7s-7 106167 "2 75354 u1- 14-2 72-a-8 7-
118-74-1 87-66-3 67-72- 1
7439-92- 1 s8-89-0
7439.974 R-63-5 7a-93-3 98-95-3 87-965
110-86-1 778249-2 7 4 4 0 4 4 m- 18-4
m1-33-2 79-01-45 95-95-4 88-06-2 93-72- t 75414
s o m a
0 3 19 0 3
0.03 100.0 4.0 5.0
200.0 200.0 200.0 m0.0 10.0 7 5 03 0.7 0.15 0.02
0.005
0. u 03 3.0 5.0 0.4 03
10.0 m.0 LO
100.0 5.0 1.0 5.0 0.7 0 5 0 5
400.0 2 0 1.0 0.2

Hazardous Waste Generator Categories
Conditionah-ExemDt Generator:
Facilities that generate no more than 100 kilograms (about 220 pounds or 25 gallons) of hazardous waste and no more than 1 kg (about 2 pounds) of acutely hazardous waste in any calendar month. Allowed to accumulate on-site up to, but no more than, 1,000 kg of hazardous waste (about 2,200 pounds) and 1 kg of acutely hazardous waste before becoming a small quantity generator.
Small Ouantitv G enerator
Facilities that generate more than 100 and less than 1,000 kg (between approximately 220 and 2,200 pounds or 25 and 300 gallons) of hazardous waste and no more than 1 kg of acutely hazardous waste in any calendar month. Allowed to accumulate on-site without a storage permit up to, but not exceeding, 6,000 kg of hazardous waste for up to 180 days, or 270 days if the waste must be shipped over 200 miles for disposal. If more than 1,000 kg is generated in any month the facility becomes a Large Quantity Generator. If the 6,000 kg limit or the 180 or 270 day limit is surpassed the facility must notify to become a permitted storage facility.
- Laree Quantity G enerator
Facilities that generate more than 1,000 kg (about 2,200 pounds) of hazardous waste or more than 1 kg of acutely hazardous waste in any give calendar month. Allowed to accumulate as much waste as desired. Waste may not be stored on-site for more than 90 days without a storage permit.

Conditionally-Exempt Compared to Small Quantity Generator Regulations
There are many advantages to being a Conditionally-Exempt Generator rather than a Small Quantity Generator. This is evident by comparing the requirements set forth for the two by the state of Colorado.
Conditionallv-Exemot Generators Must:
1. 2. 3: 4.
Identify all hazardous waste on-site. Count pounds per month generated and pounds stored on-site. Notify EPA to obtain an EPA Identification No. for site (optional). Use licensed hazardous waste facilities for disposal.
Small Ouantitv Generators Must:
1. 2. 3. 4. 5.
6. 7.
8. 9. 10.
11. -12. 13. 14.
Comply with numbers 1-4 above (EPA ID. No. is mandatory). Dispose of waste prior to 180, or 270 days. Never accumulate more than 6,000 kilograms of hazardous waste. Store waste in closed, DOT-approved containers. Label waste containers with RCRA waste codes, DOT shipping information and accumulation dates. Inspect waste containers weekly. Educate employees on proper waste handling and emergency response procedures. Designate emergency coordinator(s) who is on-call at all times. Maintain spill clean up equipment on-site. Notify local emergency response agencies of waste activities and coordinate response glans. Complete manifest for each shipment of hazardous waste off-site. File copies of manifest for three (3) years. File results of waste analyses and profiles for three (3) years. Have a waste minimization program in place.


PoIlu t ion Prevention Fact Sheet
EPA's "List of Lists" Project
whatisthe ListofLi!fts?
EPA now regulates over 2,500 environmental pollutan& mostly chemicals, that are listed in over 20 different EPA laws or regulations. The number of statutory lists is growing sti l l larger as Congress amends existing ewironmental laws. The lists themselves undergo frequent chauge as EPA adds and deletes entries, based on new information and studies.
At present, there is no central record at EPA of all the chemicals on these lists. Nor is there an Agency database that can provide timely answers to questions such as, " D a s EPA regulate chemical X?" "How is this chemical regulated?" "Where can I get further information on chemical X?"
The "List of Lists" project b an effort on the part of EPA to (1) create an official register of all EPA statutory and regulatory chemical Iists, and (2) establish a m d " to ensure the continual updating of the register as the stam of chemicals on the lists change.
HOWWilltbC List of Lists help?
The register wil l sewe as a CroSsImedia management tool to encourage integration of information aaxs =A's p"s. It will strengthen the nation's pollution prevention efforts by designating clearly those environmental pohtants that bave been the subject of most conam It will enable EPA to respond quickly to questions from the regulated community, the states, and the pubk And it will help in conducting more efficient multi-media Eield iaspections and in any cross-media integrated permitting activities in the future.

1 1
current StPirlr
EPA has formed an Agenqdde List of Lists Workgroup, managed by the office of Pollution Prevention within the Office of Policy, Planning and Evaluation. All EPA Assistant Administrators and Regional Administrators have designated representatives to the workgroup. A report released in April 1990 summarizes the consensus decisions reached by the workgroup on the purpose of the register, the anticipated audience, basic criteria for system design, initial information content, and management of the register.
Further work is now proceeding in subcommittees, on issues such as procedures for updating the register, quality assurance and control, list integration, and nomenclature. By the Summer of 1990, EPA expects to complete the initial phase of the project. This will involve updating a prototype computer system, pilot testing the system in EPA’s Headquarters and Regional Offices, and resolving issues for the firial design.
For Further Information Pollution Prevention, (202) 475-7383.
For further information, contact Nancy Beach in EPA’s Office of

.

a

- ............................................ ..... .......................................................... POLLUTION ENGINERMG , . .
Storm Water Permit Applications
Recent regulatory changes have had signiJicant impact on how industry should apply for storm water permits.
by /cy Pemkh, H, Ph.D. . . . . . . . .
Promulgation of storm water discharge EPA region. However. general permits are not avail- permit application regulations on Nov. able in thox NPDES states without general permit 16. 1990, multed in tremendous confu- authority. sion. The regulations are complex and the deadlines were short. Additionally. of the Tiered strategy
t h m proscribed permit application tracks. individual When the Storm Water Discharge Permit Regula- applications. group applications, and notice of intent tions were promulgated on Nov. 16. 1990. EPA also for general permits, the latter was not available. This published a “tiered strategy” for implementation of forced industry to use only the more expensive and these regulations, see Table 2. The first tier was to complicated application tracks of individual or group use general permits for the permitting of most dis applications. charges. Then, as time went on and more data 00
Recent changes in the deadline and developments actual discharge pollumt level was collected. the per- toward general permits are stabilizing the storm water mitting agencies could then focus on the most critical situation. These have significant impact on industry areas. It was envisioned that specific watershed areas in determining the most appropnate means to comply that were severely impacted by polluted stom water with the regulations. would receive attention and individual or special gen-
To understand the storm water situation and be . era1 permits would be prepared for those areas. Then able to determine the best compliance strategy for specific industries could be targeted for attention. your facility, there are two key items - general per- Finally, those specific facilities that were significant miu and the Environmental Protection Agency (EPA) polluters would receive attention. tiered strategy. This tiered strategy was intended to be imple-
mented over several years. with the general permits. NPDES and general permits Tier I . being the means to get most facilities under
Under the National Pollutant Discharge Elimina- permit quickly, Le.. within the original deadlines. tion System (NPDES) there arc two types of permits: Then, the additional tiers could be implemented as individual and general. The individual permit. as the data was collected. hot spots were identified. and name implies. is written for the individual applicant, permits were due for renewal. using data and conditions unique to that applicant. Why would EPA want to use general permits in The permit writer and applicant negotiate the appro- Tier I ? Two reasons - the huge number of applica- priate permit limitations, terms and conditions. tions expected and the limited resources of the federal
By contrast. a general permit is prewritten and and state permitting qencie. EPA estimated that prcapproved. It is prepared for a class of applicants. . 72.000 NPDES pennits were issued in the first 19 Then applicants within the appropriate class can a p yean of the program. They then estimated that ply for the general permit in lieu of an individual 100,000 storm water permits need to be issued within permit. thmby saving both the applicant and the a year. h t e r that estimate Agency time and money. There is no negotr ;on and was raised to 300.000 to no customization of the general permit. It is truly a 500.000 permits. Given the “what yau see is what you get” permit. limited resources of the per- ..States can be delegated to administer the NPDES mitting agencies. the only
if they desire, and then are,several levels of dele@- way to issue that quantity of tion. The highest level allows states to\prcparc their permits within the deadlines own general permits. An intermediate level allows was through general permits. adminimtion of individual permits but not general permits. States also can opt to &ow EPA to ad- How the tiered strategy minimate the NPDES within their state. Table I ’ wentawry depicts the vuious state levels of NPDES wthonty. i EPA intended that storm
those states with general permit authority and to I be m i l . M e shortly after publicd- those states whose NPDES is administered by the ’ tionofthestom waterrqulations.
m
Note g e n d permits can be made avulrble to : water g e n d permits would I
68 POLU” ENGINEERINQ FEBRUARY 1,1992

NPOfS SUCn NOn-NPDES states
........... . . . . . . . . . . . . . . . . . . . . POLLmON ENGINEEmG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
*;
EPA estimated 300,000 to 500,000 permits would need to be issued within a year.
So in early 1990. EPA prepared a draft storm water discharge general permit. This draft began making its way through the regulatory review and approval process.
However. the draft general permit received a lenphy review by the Office of Management and Budget (OMB) and was returned to EPA without a p proval. EPA then had to revise the draft and return it to OMB for further review.
In the meantime, the regulations were published on Nov. 16. 1990. with a deadline for applications of Nov. 18. 1991. Since the general permit was not available. affected facilities had only the individual application and group application tracks to UK. Thus. the tiered strategy was turned upside down as facili- ties struggled to meet the application deadlines using individual applications (Tier 4) and group applica- tions (Tier 3).
It was widely recognized. even within EPA. that the original deadlines for applications were un- reasonable. EPA made modifications to the deadlines on Mar. 17. 1991, in an attempt to ameliorate the situation. but even these. in the absence of general permits. were clearly unattainable by most facilities.
A survey of the Fortune 5 0 0 Industrials revealed 54 percent wen using the individual application track and the remainder were evenly split between group applications. and waiting for general permits. Also. while a majority, 69 percent. believed storm water discharge regulations were needed. 68 percent indi- cated the storm water program was being poorly administered. Most industries wanted the deadlines for both group and individual applications extended a year or longer.
Latest developments Recent changes and developments arc stabilizing
the situation. EPA has extended the deadlines again. as shown in Table 3. This provides a measure of relief. breathing mom if you will. for facilities and industries. These extensions alone would be helpful. but the key development is the emergmg availability of general permits.
EPA now estimates their general permit will be approved and available this spring. Therefore. the states whose NPDES is administered by the EPA re- gions will have general permits shortly thereafter.
States with general permit authority have already begun creating their own general permits and at the time of this publication many will have them a p proved and available. The remainder will follow in the sprinp and summer of 1992.
Most ol the states with only an intermediate level of NPDES authority are moving rapidly to acquire general permit authority and then to create their own general permits.
Thus, by this summer. we expect a majority of facilities to have general permits available to them. with the remainder to follow within a year or so. Table 4 represents best estimates of the avail- ability of general permits in the states at the time of publication.
Clearly, EPA’s tiered strategy has been m s t a b lished by these two factors. the extension of the
r, rc
rc
rc
rc
Relpon 1 . llamn r,
rc
rc
rc
rc
r, r,
1 -
v; -:
rr rc r,
rc rc rc
I 70 PorulnoN ENGINEERING FEBRUARY 1. 1992

. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
deadlines and the near-term avail- ability of general permits. The per- mitting agencies can now imple- ment the first tier by issuing general permits to the majority of appli- cants. Then regulatory oversight can be concentrated on the subse- quent tiers in future yean.
Impact on industry Industry must recognize that the
permitting agencies intend to issue general permits for the vast major- ity of storm water discharge permits regardless of the application track selected by the applicant. The agen- cies have no other choice: they sim- ply do not have the staff' resources to handle the huge number of per- mits any other way.
Therefore. it is Drudent for af-
E c i l i t ies should
review their
applications
in light of
recent
developments.
.......................................................
.......................................................
.......................................................
.......................................................
.......................................................
fected fkilities to' review their selections of ap- plication tracks in light of these recent developments,
Individual applications Upon receipt of individual applications (form 2F,
etc.) the permitting agencies are most likely to issue their general permit to individual applicants. It will be the burden of the applicant to show why they should receive the specid attention necessary for an individual permit instead of the general permit. Fur- thermore. even if the agency agrees to negotiate an individual permit with the applicant. the starting point for negotiations. from the agency's viewpoint. is the general permit.
Note that some of the effort expended for the indi- vidual permit can be used under the general permit. such as mapping. identifying potential sources of pol- lution. etc. Typically. however. the most expensive ponion. the generation of quantitative data. is not usable. It will have to be generated again within the set timetable in the general permit.
Applicants currently using the individual applica- tion track should carefully consider the conditions of the general permit in their state. If the limitations. terms and conditions are reasonable for their situ- ation, they can avoid the cost of the individual a p plication by switching to the general permit track.
The individual application track is recommended only for facilities for which the general pennit is clearly inapplicable and/or unreasonable. Individual applicants must be orepared to assertively pursue this track by showrrig cause why the permitting agency should negotiate an individual permit with them.
Group applications By the Sept. 30, 1991. deadline EPA
had received more than 1300 Part I group applications covering 45.000 U
applicants. They have approved the majority of thesc and the groups now can proceed with their Part 2 data genera- tion and submission.
-A b
This track is actually a subset of the general permit track. EPA will review the group data submission and then prepare a recommended general permit for that specific in- dustry/group. This recommended general permit. along wi th the group data. will then be forwarded to the pennitting agencies responsi- ble for the members of the groups.. i.e.. the states and EPA regions. The permitting agencies then can use the recommended general permit for permitting the group members within their jurisdiction. Thus. the intended purpose of the group a p plication track is to generate cus- tomized general permits.
It is not clear yet if and how man? states and EPA rwons will adopt this approach. Thev are not re-
quired to use the recommended general permits for group members. They can issue their standard general permit to the group members if they so desire.
Table 2 EPA's Regulatory Strategy
for Storm Water
c
FErur~m 1. 1992 POLLUTION ENGINEERING 71

!
, _ _ . . . . . . . . . . . . . , . , . .. .. .. .. .. ... . . . . . . . . . . . , . . . . . . . POLLUTION E N G m E m G ...... . ... . . . .. . . . . . . . . . . . ... . . . .. . .
P
Permitting agencies intend to issue general permitsfor the vast majority.
I - --IIp%.b'=
Presently. the primary benefit of the group appli- cation track is the possibility of obtaining a custom- ized permit. At worst. the applicants may receive the standard general permit for their state.
Notice of intent for general permits Since the permitting agencies have signalled their
intention to issue general permits to as many appli- cants as possible. regardless of the application track. applicants should look closely at the general permits in their states. If the limits. terms and conditions are reasonable and applicable to their facility. the appli- cants should follow the instructions in their states for obtaining the general permit.
Only if the general permit is clearly inappropriate for a given facility should the applicant consider using the individual application track.
In some states the general permits will not be avail- able by the Oct. I , 1992. deadline. This is most likely due to procedural delays in obtaining general permit authority or in completion of their general permits.
Such states are highly unlikely to take enforcement action against facilities that do not meet the deadline. Some such states are asking affected facilities to s1m- ply submit a letter indicating that they desire to ob- I
NATIONAL POLLLTAST DISCHARGE ELMINATION SYSTEM (SPDES) PERWT APPLICATION REQUIREMEVTS FOR STOR!! WATER DISCFL4RGES
FNAL REGLZATION
A SUMMARY
United States Environmentai Protechon Agencv
Sovember 16, 1990
Find Regulations were published on November 16, 1990, (53 and March 21,1991 (56 fR 12098)
47990)


I. INTROOUC110N
Pollutants in storm water discharges from many sources are Iargeiv uncontrolled. The "National Water Quality Inventory, 1988 Report to Congress'' (EPA, 1988), concluded that the States ate diffuse sowceS Of water pollution as the leading came of water quality impairment. In developing the National Water Quality Inventorv, the States identified a num6er of major classes of diffuse sources of pollution, induding, separate storm sewers, urban runoff, construction, waste disposal, and resource extraction, which correlate well with categories of discharges covered by the NPDES storm water program. Although many studies characterize these sources as a diffuse or nonpoint source of pollution, the majority or usban runoff and construction site runoff is discharged via separate storm sewers and, therefore, under the Clean Water Act (CWA), are discharge from point sources.
The National Urban Runoff Program (XLXP), has shown that storm water from residential and commercial areas can contain a variety of pollutants inciuding . heaw metals, fecal coliforms, pesticides, suspended solids, nutnents and floatable Runoff from industrial facilities can contain additional pollutants depending on the nature of industrial activity such as .material management and waste dsposal practxes and actiwties which disturb soils. Other studies have shown that many storm sewers also receive illicit discharges of untreated non-storm water disclarges, spills, and large amounts of improperly disposed wastes, particularly used oils Removal of non-stonn water discharges to storm sewers presents opportuni::es :or Cramatlc improvements in the quality of storm water discharges.
11. SUMMARY OF THE R U E
This summaw addresses amendments to 40 CFR 122 which estabiish S?DES permit application' requirements for: storm water discharges associated w:t:l industrial activity; discharges from large municipal separate storm sewer sys:errs (rvstems serving a population of 250,000 or more); and discharges from medi-c. m-unicpai separate storm sewer systems (systems serving a population oi I G O , ~ O O or more, but less than 250,OOO).
IIL DISCHARGES FROM LARGE AND MEDILM MLNCIPAL SEPARATE STORM SEWER SYSTE.MS
~ A. Defining Municipal Separate Storm Sewer system
.A "large municipal separate storm sewer system" is a svstem ser=:r.g 3 A "medium municipal separate s iorz sei.\.z: popuiation of 250,000 or more.
1

svstem" IS a system serving a ppulation of ~00,~Oo or more, but less than 2j0,ooo. fiese systems indude separate storm sewers:
I
Located in one of the 173 aties with a population of 100,000 or more;
.e Located in one of the 47 counties identified by EPA as having large populations in unincorporated, urbanized areas;
That are designated by the Director of the .WDES program as part of the large or medium svstern due to the interrelationship with the large or medium systems desdbed above; or
That are located within the boundaries of a region defined by a s t o m water management regronal authority and are designated by the Director oi the NPDES program as part of a large or medium system.
B. Storm Water Pennits for Municipalities
The CWA requires that NPDES permits for discharges from municipal separate storm sewer systems include: a requirement to effectively prohibit non- storm water discharges into the storm sewers; and controls to reduce the discharge of pollutants to the maximum extent practicable (including management practices, control techniques and system, design and engineering methods, and other provisions appropriate for the control of such pollutants.)
EPA or authorized =DES States may issue system-wide or jurisdiction-wide permits covering ail discharges from a muniapal separate storm sewer system.
C Permit Application Requirements
The pennit application requirements for discharge from municipal separate storm sewer systems have been designed to faditate development of site speclilc permit conditions. The permit application requirements provide muniapai applicants an opportunity to propose appropriate management programs to control pollutants in discharges from their muniapal systems. This increases flexibiiitv to develop permit conditions and ensures input from municipalities in developing appropriate controls.
A two-part application process for discharges from large and medium municipal separate storm sewer systems has been established.
I . Part 1 of the application indude:
General information (name, address, etc.);
Existing Iegai authority and any additional authorities needed;

0 Source identification information;
Discharge characterization including:
- monthly mean rain and snow fall estimates; existing quantitative data on volume and quality of storm water - discharges; - a list of receiving hater bodies and existing information on the impacs on receiving waters; field sueening analysis for illiat connections and illegal dumping;
Characterization plan identifying representative outfalls for further sanp!:ng in Part 2;
Description of existing management programs to control pollutants iror, :he muniapal sqarate storm sewer and to identify illicit connections; and
Description of financial budget and resources currently available to compiete Part 2.
2. Part f of the application includes:
Demonstration of adequate legal authority to control discharges, pro?.:3it illiat discharges, require compliance, and carry out inspectlons, surveLiar.ce. and monitoring;
Source identification indicating the location of any major outfalls and inventorying the principal products or services provided by each fac:iity discharging stonn water associated with industrial activity to the munic :~a i separate storm sewer;
Disc!arge characterization data including:
- quantitative data from 5-10 representative locations in approved sampling plans;
- for selected conventional pollutane and heavy metals, estimates or :!-.e annual pollutant load and evr ‘t mean concentration oi s y s : 2 z
discharges;
- proposed schedule to provide estimates of: seasonal poilutant k a t s . and the mean Concentration for certain detected constituents 1:: a representative storm event; and
3

- proposed monitoring program for representative data collection.
P r o p o d management program including descriptions of
- structural and source control measures that are to be implemented to reduce pollutants in runoff from commeraal and residential areas including:
- maintenance activities; - planning procedures to develop, implement, and enforce
practices for operating and maintaining pubiic streets and
procedures to assure flood management projects assess im?acts
program to monitor pollutants in runoff from operating or
program to reduce pollutants in discharges assodated wth the
controls for areas of new development and c!sniiicant redevelopment;
highways;
on water quality;
closed municipal landfills (or other facilities for municipal waste); and
application of pestiades, herbiades, and fertilizer;
- - -
-
program to detect and remove il l iat discharges including:
- program to implement and enforce an ordinance or order;
- procedures to be followed to investigate potential iLi::: procedures to conduct on-going field screening activities;
disdratges; - procedures to prevent, contain, and respond to spills; program to promote, publicize, and faditate pubiic reporting;
controls to limit infiltration of seepage from sanitary sewers;
- educational activities for management of used oil and toxic material; and -
- program to monitor and control pollutants from municipal landii!!s: hazardous waste treatment, disposal, and recovery facilities; S A R A *on 313, Title III facilities; and other priority industrial fac:lit:es including:
- priori tis and procedures for inspection and enforcement;
- program to implement and maintain structural and ?.OF.- monitonng program; and
structural BWs;

e
e
D.
. program to control pollutm& in construction site runoff induding:
0 site planning requirements; 0 non-structural and rtnrctural management pradces;
procedures for identifying priorities for inspecting sites and
- educational and training measures for construction site
- enforcement actions;
operators.
Estimated reduction in loadinp of pollutants as a result of the management program; and
Fiscal analysis of necessary capital and operation and maintenance expenditures.
Effective Prohibition of Non-Storm Water Discharges
For many municipalities, a first priority for reducing pollutants from muniapal separate storm sewer systems is to effectively prohrbit non-storm water discharges to their muniapal separate storm sewer system. The permit applica6on process implements this effective prohibition by establishing requirements for a field analysis to detect. illiat connections and illegal dumping. In addition, applicants are required to submit a proposed program to control illiat connec3ons and illegal dumping as part of their proposed management programs.
E. Application Deadlines
For large muniapal separate storm sewer systems, Part 1 must be submtted bv November 18, 1991: The Director will then have 90 days from receipt of Part 1 to approve or deny a sampling plan. Part 2 must be submitted by November 76, 1992. Medium municipal separate storm sewer systems must submit Part 1 by May 18, 1992. The Director will have 90 days from receipt to approve or deny a sampling plan. Part 2 must be submitted by May 17,1993.
IV. REQUIREMENTS FOR STORM WATER DISCHARGES ASSOCIATED WITH INDU!FIRIAL ACnVrrY
A. Industries Covered by Regulation
The term "storm water discharge assodated with industrial activity" r e a n s the discharge from any conveyance which is used for collecting and conve!ing storm water and which is directly related to manufacturing, processing, or raw materials storage areas at an industrial plant including:
Faalities subject to National effluent limitation guidelines;

Facilities classified as Standard Industrial Codes (SIC) 24 (except 2434, 26 (except 265 and 263, 28 (except 283),29,311,32 (except 323),33,3441, and 373. (Thew codes include lumber; paper mills; chemical; petroleum; rubber; leather tanning and finishing; stone, day, and concrete; metal; enameled iron and metal sanitary ware; and ship/boat manufacturing faalities);
Facilities classified as SXC codes 10 through 14 induding active and inactive mining and oil and gas operations with contuninated storm water discharges, except for areas of cod mining operations which have been redaimed and the performance bond has been released by the appropriate SMCRA authontv, or non-coal mining operations which have been released from applicable State or Federal reclamation requirements after December 17, 1990 (see the description of special application provisions for mining operations and 011
and gas operations below);
Hazardous waste treatment, storage, or disposal facilities;
Landfills, land application sites, and open dumps that receive industrial wastes;
Recycling faalities dassified as SXC codes 5015 and 5093. (These codes inciude metal scrap yards, battery reciaimers, salvage yards, and automobile junkyards);
Steam electric power generating facilities (induding coal handling sited;
Vehicle maintenance, equipment cleaning, or airport de-icing areas o i railroad, mass transit, sd\ool bus, tnrdung and courier services, postal service, water transportation, -and airport faaiities, and petroleum bulk stations;
Treatment works treating domestic sewage or any other sewage sludge or wastewater treatment device or system, used in the storage, treatment, recycling, and reclamation of sewage (including land used for the disposal oi sludge located within the confines of the facility) with a design flow oi 1.0 mgd or more or requind to have an approved pretreatment program. This does not include farm lands, domestic gardens or lands used for beneficial reuse of sludge which are not physically located in the confines oi the facilitv;
Construction activity (except for disturbances of less than 3 acres of total land area which are not part of a larger common plan of development or sale); and
Facilities where materials are exuosed to storm water dassiiied under SIC codes 20, 21, 22, 23, 2434, 25, 265, 267,27, 283, 285, 30, 31 (except 311), 323, 24 (except 34411, 35, 36, 37 (except 3731, 38, 39, and 4221-25 (These codes indude food; tobacco; textile; apparel; wood kitchen cabinets; fumiture; paperboard containers and boxes; converted paper/paperboard products; prinang; d r - ~ ~ s
6

leather; fabricated metal products; industrial and commeraal machinem and computer equipment; electronic equipment; transportation equipkent; measuring, analyzing, and controlling instruments and photographic, medical, and optical goods, and watches and clocks; glass; and certain warehousing and storage manufacturing fadlities).
Areas located on plant lands separate from the plant's industrial actrvrties, such as office buildings and accompanying parking lots are generally excluded from the definition of stom water discharge associated with industrial activity, as long as the drainage from the excluded areas is not mixed with storm water drained from areas with industrial activity.
8. Industrial Storm Water Pennitthg Strategy
EPA estimates that about 100,000 faalities are addressed by the regulatorv . definition of "storm water discharges associated with industrial activity". The !&e number of facilities addressed will place correspondingly large administrative burdens on EPA and States with authorized NPDES programs to issue and administer permits for these discharges. To provide a reasonable and rational framework to addressing this permitting task, EPA is developing a strategy for permitting storm water discharges assodated with industrial activity. In developing this strategy, the Agency recognizes that the CWA provides flexibility in the mmner in which NPDES permits are issued, and intends to use this flexibility in desigrung a workable and reasonable permitting system that emphasizes reduction oi risk to human health and aquatic resources. The strategy is intended to estabiisn a framework for developing permitting priorities based on reduction of risk to human health and aquatic resources, and includes the following four tier set or prionties for issuing permi& over time:
0 Tier I - Baseline Perm im ' n g One or more general permits will be develoced initially to cover the majority of storm water discharges associated with indus thal activity;
Tier 11 - Watershed P ermitting: Facilities within watersneds shown to be adverselv impacted by storm water discharges associated with indus:r:ai _ _
advi ty Ail b;? targeted for individual or watershed-specrfic general perrxts.
Tier ITI - Industrv-Soecific Permitting;: Specific industry categories W i i l be targeted for individual or industry-speafic gener -i permits; and
Tier IV - Facilitv-Swa 'fic Permitting : A variety of factors will be used to :arget speaiic faalities for individual permits.
The industrial stonn water permitting strategy also calls for the deveiocrc.:

. i
of State storm water permitting plans as a mechanism to provide public participation and ensure appropriate implementation of Storm water permitting activities within the various States. State strategies Will also provide a foundation from which State storm water management programs required under section 402(p)(6) of the Clean Water Act can be developed.
C Relationship of Strategy to Permit Application Requirements
The industrial storm water permitting strategy described above identifies several permitting approaches that the Agency antidpates wil l be used in addressing storm water discharges assodated with industrial activity. The NPDES regulatory scheme provides three potential options for applying for permit coverage for storm water discharges associated with industrial activity: (1) individual permit applications; (2) g ~ o u p applications; and (3) notice of intent requirements developed for general permit coverage. Notices of intent will generally need to include only information such as the t y p of industry, location and name of receiving waters.
The following discussion summarizes regulatory requirements for individual permit applications and g ~ o u p applications. These requirements apply to dischargs that are not covered by a general permit: Where a general perxut has been issued for a discharge, individual or g o u p applications are not required, as the general permit establishes alternative (and typically simplified) requirements for obtaining coverage under the general permit.
D. Individual Application Requirements for S tom Water Discharges Associated with Industrial Activity
1. Generally Applicable Requirements (See Parts 2 and 3 below with Regard to Consauction, Minink and Oil and Gas Operations)
Individual application requirements for most storm water discharges associated with industrial activity are comprised of Form 1 (general iniormanon) and Form 2F (storm water discharges). The Form 2F requirements indude:
Topographc map showing on-site drainage;
Estimate of impervious surfaces and the total area drained by each outfall;
Narrative description of material management practice5 and control measures,
Certification that separate s t o m water outfalls have been evaluated for non- storm water discharges;
History of leaks and spills; and

.
Test Data Parameters
- Any pollutant with effluent guideline limitation; - - -
Any pollutant in XPDES pennit for process discharge; Oil and grease, pH, BODS, COD, TSS, total Kjeldahl nitrogen, nitrate + nitrite nitrogen, Phosphorur; Certain pollutant(s) known to be in the discharge;
0 Flow measuremantb) or estima teds); Date(s) and duration of storm event(s1. 0
2. Application Requirements for Construction Activities
Construction facilities which discharge storm water associated with industrsal activity are not required to submit sampling data in permit applications. Instead, individual application requirements for these faaiities indude, in addition to Fonn 1:
Narrative desuiption of the conshuction activity;
Total area of the site and area to be excavated under the permit;
Proposed -measures to control pollutants in storm water discharges during and after construction operations;
Estimate of runoff coefficient and increase in impervious areas aiter construction; and
Name of meiving water.
3. Application Requirements for Mining Operations and Oil and Gas Operations
Oil and gas facilities (active or inactive) are not required to submit a perzit application unless the fadlity had a discharge of a reportable quantity for which notice is required under CERCTA or CWA at any time since November 16, 1987; or such facility has a discharge which contributes to a violation of a water qualitv standard.
Mining operations (active or inactive) are not required to submit permit applications unless the storm water discharge has come into contact with any overburden, raw material, intermediate or finished products, byproducu, or waste products located on site. Areas of coal mining operations which have Seen
- reclaimed and the perfonnance bond has been released by the appropriate S M C U authority, or non-coal mining operations which have been released from applicable State or Federal redamation requirements after December 17, I990 are not sublec: :a permitting requirements.
9

.
E. Group Application Requirements
Certain facilities which discharge storm water associated with industrial activity have the option of putiaprting in a group application in lieu of submitting a complete individual application. If dischargers are part of the same effluent guideline subcategory or are suffiaently similar as to be appropriate for general permit coverage, they may submit a group application. Group applications consists of two parts:
Part I - Identifks partidpane and includes:
0
e
e
e
- Part 2 -
A summary of each participant's industrial activities;
An explanation of why the participants are sufficiently similar to make use oi the group application;
A list of significant materials stored outside by participants and material management practices; and
A list of IO percent of the dischargers that will submit test data in Par: 2.
10 percent of discharges must submit test data (a minimum of 10 and a maximum of 100 dischargers with either 2 from each precipitation zone represented, or one discharger from each precipitation zone 13 which nine or'fewer members of the group are located).
F. Storm Water Discharges Associated with Industrial Activity to Large and ,Medium ,Municipal Separate Storm Sewer Systems
In addition to submitting permit applications, operators of storm water discharges associated with industrial activity which discharge through large or medium muniapal separate storm sewers are required to submit to the operator of that muniapal storm sewer: the name of the facility; a contact person and phone number; the location of the discharge; and a description of the principal products or services provided by the fadlity (including any SIC code). Such notice must be given no later than May 15, 1991 or 180 days prior to commencing an actlvity that could result in a storm water discharge assodated with industrial activity.
--G. Application Deadlines
Individual applications for storm water discharges associated with industriai activity must be submitted by November 18,1991.

Part I of the group application must be submitted by September 30,1991. n e Director will then have 60 days to approve or deny participation in the group. P a t 2 must be submitted by Mav 18, 1992. Faalities that are rejected as group members have 12 months from the'date they received notice of rejection to fiie individual pennit applications. Fadities may add on to group applications by February 18,192 at the Director's discretion but only upon a showing of good cause.
Where an applicable general pennit has been issued, the general permit will establish a date for when a discharger must submit a notice of intent to be covered bv the general permit. Dischargen obtaining coverage under a general permit are not required to submit an individual permit application or participate in a group application for the discharge covered by the general pennit.

-.

UNDERGROUND INJECIlON CONTROL (UIC) PROGRAM
A QUICK OVERVIEW OF THE S A F E DRINKING WATER A m . WHERE DOES UIC FlT IN?
WHAT IS THE UNDERGROUND INJECTION CONTROL PROGRAM?
WHAT IS AN INJECTION WELL?
OK, I HAVE A WELL. SO WHAT'S THE BIG DEAL?
WHAT IS THE ENVIRONMENTAL PROTECTION AGENCY DOING ABOUT THIS?
WHAT SHOULD I DO NOW?
WHAT SHOULD I DO WITH MY SHOP WASTE?
WHO DO I CONTACT?
For more information contact:
Tom Pike U.S. Environmental Prc 999 18th Street 8WM-DW
ecti
Denver, Colorado 80202-2405 (303) 293- 1544
Agenq




TZ4-R08033-TA-08 158
EPA REGION VI11 AUDIT REPORT AND CASE STUDY OF
AUTOMOTIVE DISMANTLING AND RECYCLING SALVAGE YARDS
by Laureen P. Taylor
Science Applications International Corporation Denver, Colorado 80202
Work Assignment R08033 EPA Contract No. 68-W9-0008
EPA Technical Project Manager Mary A. Gaughan
EPA Region VI11 Hazardous Waste Minimization Program Manager Mane Bushway Zanowick
U.S. ENVIP9NMENTA.L PROTECTION AGENCY REGION VI11 HAZARDOUS WASTE BRANCH
DENVER, COLORADO 80202
1-21


ENVIRONMENTAL PROTECIlON AGENCY REGION VI11 AUDIT REPORT AND CASE STUDY OF
AUTOMOTIVE DISMANTLING AND RECYCLING SALVAGE YARDS
ABSTRACT
This audit report presents in a case study format the results of a fonnal waste minimization audit and other site-visits to auto salvage yards during the months of March and April 1992. These activities were conducted by Environmental Protection Agency (EPA) staff with assistance provided by Science Applications International Corporation (SAIC). The study resulted from a request by Colorado Auto Recyclers (CAR) that the EPA Region VI11 Waste Minimization Program address their environmental and regulatory concerns. Through this effort, information was gathered and assessments were conducted at several salvage yards. The long term goal of this program is to provide an effective transfer of information regarding regulations and liabilities affecting this industry. The case study, when put to practical use, will serve to identify and reduce the generation of hazardous and non- hazardous waste, bring the industry into compliance with existing and upcoming regulations, identrfy the appropriate recycling technologies, and expand existing recycling markets for auto recycling facilities. Finally, while trying to achieve the goals of this case study, the cross media transfer of pollutants must be taken into consideration and kept to a minimum.
INTRODUCTION
In 1992 the United States EPA Region VI11 commissioned a waste minimization study of automotive dismantling and recycling yards which resulted in this audit and case study.
Waste minimization is a policy specially mandated by the United States Congress in the 1984 Hazardous and Solid Waste Amendments (HSWA) to the Resource Conservation and Recovery Act (RCRA). Congress declared the objective of the national waste policy to be "to promote the protection of human health and environment and to conserve valuable material and energy resources." In addition, Congress stated that this would be done by minimizing the generation and land disposal of hazardous waste by encouraging process substitutions, material recovery, proper recycling and reuse, and treatment. As the federal agency responsible for promulgating regulations under RCRA, EPA has an interest in ensuring that new methods and approaches are developed for minimizing hazardous waste and that such information is available to the industries concerned. The following case study was developed by'the EPA Region VI11 Waste Minimization Program for the automotive dismantlers, recyclers and associated industries as a product of this congressional mandate.
2-2 1

The contents of this report will include a life cycle concept and case study of the site visits. The elements of the case study are:
1. Overview
2. Facility Description
3. Process Description
4. Discussion of Waste Minimization/Pollution Prevention Options
It is the purpose of this case study to present a comprehensive perspective of waste minimization/pollution prevention aspects of the automobile dismantling and recycling industry. Discussion is based on the concept of protecting the receptor (land) as called for by HSWA. Cross media (soil, water, air) transfer of pollutants must also be taken into account as this is EPAs traditional approach to protecting human health and environment.
The content of the this report will include the following:
A brief general overview of regulations.
A brief life cycle perspective of the automobile.
9 A discussion of site-specific information concerning the generation handling, storage, recycling, treatment and disposal options of waste streams.
A compilation of recommendations for waste reduction through source reduction control, recycling and treatment techniques for the industry.
REGULATIONS
There are a number of federal. state, and local regulations which may apply to automobile salvage operations depending on the specific activities that take place, the methods by which they occur, and the quantities of materials that are involved. The agencies that most likely will regulate the automotive salvage business are the Occupational Safety and Health Administration (OSHA), Environmental Protection Agency (EPA), Department of Transportation (DOT), Colorado Department of Health (CDH), and other government bodies such as the State Water Quality Control Commission (WQCC) and each local fire district.
3-22

Table 1 lists the agencies and the major acts and standards that they administer and enforce.
TABLE 1
. AGENCIES AND ENVIRONMENTAL ACTS AND STANDARDS
Anencv Department of Transportation
Environmental Protection Agency
Environmental Protection Agency/ Colorado Department of Health
United States Government Departments
Occupational Safety and Health Agency
Water Quality Control Commission
Various regulations governing the transportation of hazardous wastes.
Clean Air Act (CAA). Federal Water Pollution Control Act (FWPCA) also known as the Clean Water Act (CWA). Safe Drinking Water Act (SDWA). Toxic Substance Control Act (TSCA).
Resource Conservation and Recovery Act (RCRA).
National Environmental Policy Act (NEPA).
Occupational Safety and Health Act (OSHA).
Surface water and groundwater use classification and standards.
Of these, the CAA, CWA, and RCRA will have the greatest impact on the operations of a salvage yard.
Clean Air Act
The Clean Air Act (CAA) of 1970 has been the object of several amendments and proposed amendments during 1990 and 1991. The act sets national ambient air quality standards and national emission standards for hazardous air pollutants (NESHAPs). As a result of the 1990 amendments there are now 189 hazardous air pollutants listed for regulation. Two areas which need to be carefully watched by each salvage yard are the venting of volatile organic compounds as well as emissions.
4-2 1

Clean Water Act
The 1972 amendments to the Federal Water Pollution Control Act (FWPCA, also referred to as the Clean Water Act or CWA) prohibit the discharge of any pollutant to navigable waters unless the discharge is authorized by a National Pollutant Discharge Elimination System (NPDES) permit. Efforts to improve water quality under the NPDES program have focused on reducing pollutants in discharges of industrial process waste water and from municipal sewage treatment plants. Beginning on October 1, 1992, EPA will also require an NPDES permit for the discharge of storm water that comes into contact with a wide range of industrial facilities, including salvage yards.
There are three specific cases where a permit under the CWA is required for a salvage yard. They are:
Discharge to Navigable Waters: If any process water or storm water that has come into contact with the facility is discharged from the salvage yard to navigable water, a NPDES permit is necessary. The NPDES permit is required only for water that is collected and channeled through a conveyance, such as a culvert or drain. Non-point sources of water are not required to have a permit under this program.
Discharge to Storm Sewer'System: If water is collected and put into a storm water sewer system, an NPDES permit is also required of the facility.
Discharge to a Publicly Owned Treatment Works (POTW): If water is collected and put into a system that is treated by a POTW, an Industrial Users (IU) permit is required of the facility. The IU must comply with the pre-treatment program that has been developed by the POTW. The IU permit is generally issued by the local P O W to the individual facilities.
Resource Co nservat ion and Reco verv Act
The Resource Conservation and Recovery Act (RCRA) was enacted to regulate the generation, transportation, storage, treatment, and disposal of solid wastes that meet the definition of hazardous wastes (40 CFR 261.3). It is important to note that the RCR4 definition of hazardous waste differs from the DOT definition of a hazardous material or hazardous substance. In general, RCRA defines a hazardous waste as a solid waste (40 CFR 261.2) that exhibits one or more of the following characteristics; ignitability, corrosivity, reactivity, and toxicity. The act lists specific solid wastes which are and are not hazardous wastes and describes those hazardous wastes that are excluded from RCRA.
Most salvage yards will fall under RCRA regulation because they generate and store hazardous wastes and because of poor handling and storage practices for recovered materials that are not by themselves hazardous wastes. Fuels, motor oils, and other
5-21

automotive fluids which are recovered and reused, normally are not hazardous wastes. However, these same materials become hazardous wastes when they are spilled or leak (disposed of) "into or on any land or water so that such hazardous waste or any constitute thereof may enter the environment...". Care should also be exercised not to apply recovered materials to the land surface or to work spilled or leaked hazardous wastes into the soil because both of these activities will constitute land treatment. If either disposal or land treatment occurs, a salvage yard will have to comply with the permitting, closure, and post- closure requirements of RCRA.
LIFE CYCLE CONCEPT OF THE AUTOMOBILE
Environmental policy makers have recently begun to realize the inefficiencies associated with a single medium strategy that focuses on controlling pollution after it has been generated. It is now recognized that once a waste is generated, it can have a life of its own. This has especially been true of the automotive industry. During the vehicle's lifetime, various components ordinarily regarded as waste can be recycled, reclaimed for reuse, and sold for profit, effectively reducing the volume and the amount of toxic material entering the environment. Eventually, residual wastes from the scrap metal shredder, known as automobile shredder residue (ASR) or otherwise known as fluff, will have to be landfilled, incinerated, or disposed of in some matter. The life cycle of the automobile needs to be studied from "cradle to the grave"; meaning from the initial design at the manufacturing plant, through use by the consumer, to the auto recycling yard and the scrap metal shredders, and finally to disposal in the landfill or by incinerator. The amount of waste that must be disposed of can be reduced by minimizing the waste at any point in the lifecycle. Automotive shredder residue has been studied by the EPA in a pilot project and found to contain PCBs, lead, and cadmium. The toxicity of the shredder waste may be reduced by maximizing the collection of automotive fluid, reducing spillage, and removing PCB capacitors from white goods and brown goods before crushing. The volume and toxicity of the fluff may also be reduced by designing for recycling at the manufacturer, requiring a forethought of using materials which are not hazardous over their entire life cycle. Problem areas that are being looked at include the current use of cadmium in bolts or as a coloring media and sodium azide airbags, both of which may contribute to endangerment of human health and environment. Also, the volume of shredder waste may be reduced by maximizing recycling through the expansion of existing recycling markets, creation of new markets. and ultimately designing automobiles to be recycled.
6-2 1

CASE STUDY OF AUTOMOTIVE SALVAGE YARDS \
Overview
Several types of automotive dismantling and recycling facilities in the Denver Metro area were visited on a voluntary basis in March and April of 1992 by the EPA Region VIII waste “ h t i o n assessment team. The salvage yards were usually small to medium sized family businesses passed down from generation to generation. They usually employed between 5-20 people. The team consisted of two environmental engineers, an environmental scientistlbiologist, a geologist,an environmental protection specialist, and an EPA RCRA intern. The team also included EPA observers from Region VIII’s solid waste program and stormwater program. Three facilities were visited by various members of the waste minimization assessment team. In addition to the salvage yard owners, industry participants from other salvage yards in Denver, Ft. Collins, Greeley, Colorado Springs, and Pueblo met with the EPA and attended the assessments. Their support and ideas were invaluable in the preparation of this case study.
Theaudits consisted of salvage yard inspection tours and interviews with the yard managers and industry personnel. Special attention was given to the facilities’s hazardous and solid waste generation sources; handling, treatment, and disposal methods; and existing and proposed hazardous waste minimization techniques. Expansion of recycling markets for solid waste was also addressed. Waste minimization techniques potentially applicable to automotive dismantling and recycling salvage yards were identified.
There are different types of salvage yard operations. Some yards handle only newer model vehicles, while others may deal with a wider spectrum of models, makes, and years. Still others may only process older vehicles, which are left out in the lot and dismantled as needed. Older obsolete or damaged vehicles with no resale value may go straight to a crusher yard for minimum recycling where they are crushed and sent to the shredder. Salvage yards receive cars for processing at varying intervals. Therefore, this report will attempt to reflect the most cost effective and efficient manner of processing, which at the same time minimizes the release of pollutants to the environment.
. . . . acilitv . DescnDtioq
Facility A - This facility was visited on March 19, 1992 by two members of the waste minimization team. The yard is strictly a crushing facility which conducts minimal amounts of recycling and has a limited storage capacity. The facility is a one acre site, employs 7 people and processes an average of 60-70 vehicles per day. The site’s main purpose is to prepare the vehicles for crushing by removing gas tanks, catalytic converters, radiators, batteries, wheels, and tires as well as some rear ends. The vehicle’s i’ lids (such as antifreeze, gas, and oil) are then drained and stored. The vehicle hulks are crushed, baled. arid sent off-site to a shredder. Brake, transmission, power steering, and other fluids were left in the vehicles. Freon was not recaptured at this site.
7-2 1

-_. Facility B - This facility was audited April 1, 1992 by the entire waste minimization team, observers from the EPA solid waste program, the facility owners and other automotive dismantlers from the Denver Metro area and Fon Collins. The salvage yard occupies a 7 acre site of which only 4.5 acres are currently being used. There are 5 employees at this site. This yard selectively processes 1985 and later domestic vehicles. One to three vehicles are processed a day. Fewer cars are processed in this type of facility than in other yards because more parts are removed and automotive maintenance checks on motors and transmissions are performed. Antifreeze is recycled on-site through a recycling unit and freon is recaptured. The hulks of the vehicles sit on-site, so that other parts may be salvaged as needed. This facility is not a " you pull it" yard. Parts are taken off by facility employees. A mobile crusher unit is brought in periodically to crush the car hulks, which are then sent to a shredder.
Facility C - was visited on April 14, 1992 by two members of the waste minimization assessment team and an observer from EPA stormwater program. Also in attendance were industry representatives from salvage facilities in the Denver, Fort Collins, Greeley, Colorado Springs and Pueblo areas; a consultant; and a lobbyist. This salvage yard is a 25 acre site which processes an average of 15 to 20 vehicles per day which consist of cars, trucks,. and buses both domestic and foreign. This facility will accept any make, model, or year of vehicle regardless of condition. The vehicles are handled four ways:
After maintenance checks have been conducted on motors and transmissions, vehicles with considerable resale value are dismantled and the parts stored and resold.
Vehicles for which the facility has an excess of parts inventory are minimally stripped of the major parts after which the vehicles are placed in the yard for additional salvaging by customers who selectively pull their own parts. This type of yard is known as "you pull it yard. These vehicles sit in the yard until the yard manager decides its time to crush them. At that time the vehicles are prepared for crushing by pulling the gas tanks, batteries and catalytic converters and draining assorted fluids such as gasoline, freon, and antifreeze.
Vehicles with no resale go straight to the crusher. The vehicles are prepared for crushing by pulling the gas tanks, batteries, catalytic converters, wheels, tires and draining the fluids. The cars are crushed into hulks which are sent off-site to a shredder. Gas tanks are crushed and baled separately and hauled to a shredder.
The facility also serves as a used car dealership selling cars in their entirety at wholesale prices. No repairs are done on-site and cars are sold on an "as is" basis. The facility sells approximatc:j 350 cars of this type per year.
8-2 1

. . Process Descnptioq
The basic salvage yard process begins when a car is received at the site. The removal and handling of fluids is the first step taken. At some yards fuel tanks are evacuated using an air pump. The tanks are then removed, punctured with a spark-proof hammer, and placed on a drain bed where any excess fuel is drained and sent to the appropriate storage tanks. Other facilities have chosen to remove the gas tank first then pump the gasoline out using a hand pump. In order to do this, the automobiles are taken into the shop and put up on the rack to remove the tanks. While one dismantler clamps the fuel line to prevent spillage and cuts the straps, the other dismantler holds the tank and lowers it down to a cart that is used to transport the gas tank to the storage tank where the gasoline is pumped out by hand. Good gasoline and bad gasoline are stored in separate tanks. The good gasoline is reused on-site and bad gasoline is disposed of by a hazardous waste hauler. Another facility uses a pick to puncture gas tanks and drains the fuel in a bucket. The drained gas tanks are either crushed or cut in half and sent to the shredder. The storage tanks that hold the drained fuel are managed in two basic ways. At one facility, the storage tanks were in a secured area surrounded by a chainlink fence and at other yards, the storage tanks were in the open and unsecured.
Antifreeze is recovered at various rates at the different facilities. It is collected on-site and recycled through a antifreeze recycling unit, tested for pH and strength, reconditioned, and either reused on-site or sold to customers. Some facilities have their antifreeze picked up to be recycled off-site. The residue and filters from the recycling units may test out as hazardous waste and are disposed as such.
Freon recapture occurred on two of the three sites. Filters may test out as hazardous and are disposed of as such.
Lead acid batteries are removed from vehicles at all facilities. They are accumulated and picked up by licensed battery recyclers for lead recovery.
Parts are taken off vehicles to varying degrees depending on the type of yard. Some of the yards had storage buildings to store their parts in an orderly manner while some stored them outdoors in piles, again depending on the type of facility. One facility stored engines and parts on racks with drip trays containing heavy clay absorbent to catch the oil or fluid drips. Some parts, such as brake master cylinders, are sold to the customer or core buyer with the brake fluid still in them and with the hoses clamped off. It is an accepted practice to leave the oil in the engine during storage to be sold with the engine. Waste oils are captured, stored and recycled through a waste oil recycler. Other automotive fluids such as transmission fluid, hydraulic fluids, brake fluid in the lines, and shock absorber fluid are not economically or mechanically feasible to recover. The crusher facility took minimal parts off, cleaned the radiators with a welding torch and crushed the engine blocks with the rest of the car.
9-21

Engine and parts cleaning occurred at varying degrees at the three sites. One site cleaned the whole engine on a engine wash table, attempting to collect the wash water in a bucket. However, some of the wash water ran out on the ground. Another site did not clean the engines or parts at all; they went to storage as is. This same site had purchased a Vulcan aqueous parts washer using biodegradable detergent but abandoned its use because the service vendor quit cleaning out the sludge. The owner of this site would like to find a way to put this parts washer back in service.
All three sites either own their own crusher or have one brought in periodically. One site it was attempted to capture the crusher fluids emanating from the cars in an uncovered bucket as the cars are crushed. The fluid from the crusher is composed of a mixture of automotive fluids left in the vehicle; which includes motor oil, hydraulic oil, brake fluid, power steering fluid, transmission fluid, and windshield wiper fluid as well as rainwater. All three sites use horizontal lid crushers instead of force feed crushers. It is uncertain what is done with the crusher fluids. Some facilities appear to allow the fluids to drain onto the ground.
DiscuSsion of Waste Minimization/Pollution Prevention Oution5
The opportunities for waste reduction, which have been identified as a result of the assessment phase of the various salvage yards, are summarized in the following paragraphs. The proper removal, handling, and storage of automobile fluids is probably the largest problem encountered at auto salvage yards. Care must be taken to properly drain the fluids completely and minimize spillage in order to reduce release of pollutants to the environment and therefore lessen the possibility that the facility will be out of compliance with state and federal regulations.
The best management practice for the draining of fuel tanks and other automotive fluids is to use a consolidated area where there is minimal movement of the automobile from one station to the next. This defines and minimizes the area of potential contamination. The consolidated area should be on a bermed concrete pad which is capable of capturing the fuel and fluids in case of accidental spills. This area must comply with the uniform building and fire code. If the automobile or auto parts containing fluids must be moved, it is advisable to use a trailer or sled type unit which will retain fluids instead of allowing them to spill on the ground or floor.
A. FLUIDS
The following automotive fluids and derived fluids are typically generated at automotive dismantling and recycling facilities. Discussion of these items follows:
Gasoline & diesel fuel * Antifreeze
Freon
10-21

Used motor oil * Brake fluid, transmission fluid, and hydraulic fluid
Windshield wiper fluid Parts washing and cleaning wastes
* Stomwater runoff from storage and spill areas.
GASOLINE AND DIESEL FUEL - The best methods to drain the tanks are to use either a pump run by an air compressor or a hand pump. The method selected will depend on the number of automobiles being processed and the rate of the processing. The vehicle can be lifted either by a forklift or a rack while the fuel lines are clamped and cut to minimize any spillage. After this has occurred the tank straps should be cut and the tank should be removed by the dismantler. Next the dismantler should puncture the tank with a non- sparking hammer or tool made of brass or beryllium. The remaining fuel in the tank should be drained out and transferred into the appropriate storage tank. There should be separate tanks for good and bad gasoline, as well as a tank for diesel. The tanks should be labeled as to their content and hazardous characteristic. Good gasoline and diesel can be used on- site but bad gasoline must be disposed of by a waste hauler.
ANTIFREEZE - Antifreeze (ethylene glycol) is listed as a toxic waste under Section 313 of the Superfund Amendments and Reauthorization Act (SARA) of 1986. Antifreeze is toxic if large enough quantities are ingested. Water treatment plants do not treat for this chemical. Antifreeze that runs off-site with stormwater into surface water is detrimental to fish because it lowers the biological oxygen demand (BOD) in the water causing fish and other aquatic life to suffocate. Antifreeze does biodegrade in soil. However, under saturated conditions the microorganisms may become overwhelmed. Antifreeze may be recycled, tested for strength and pH, and reconditioned on-site through a special recycling unit. Any solids and oils must be removed in order to reuse the antifreeze. Waste antifreeze may contain not only heavy metals such as lead, but also benzene, which exceeds Federal hazardous waste standards.
If antifreeze is to be reused, it should be distilled or micofiltrated. Any still bottoms, filters, or solids should be handled as hazardous waste and manifested off-site for disposal. If reused directly, however, such as pouring from one radiator to another it is not a hazardous waste, as it has not yet become a "waste." If waste antifreeze is not recycled and is transported off-site, it is considered hazardous and is manifested as such.
FREON - At present there are no federal or state laws that require a facility to recover chloroflourocarbons (CFCs). However some Colorado cities and counties do require CFC recapture. CFC recycling laws are mandated in the City and County of Denver, City of Boulder, and Ft Collins. If an individual is uncertain about local laws, he or she should check with local city and county governments to avoid penalties and other liabilities. If CFC recovery is not required under the law in one's county or city, it advisable to recapture the CFCs voluntarily in anticipation of regulations and to reduce CFC emissions to the environment. A rule has been proposed by EPA in the Federal Register. If enacted it will
i
11-21
create possible liabilities and fines if CFCs are not recaptured. CFCs may be either reused on-site or sold to facilities which recharge air conditioners and refrigeration units. As an alternative, recovered CFCs may even be donated to vocational trade schools to be used in their programs. Filters from freon recapture devices must be disposed of as hazardous waste. The price range for freon recapture equipment is $1,200 to S50,OOO. Despite a popular misconception, this cost can be recovered, especially as the value of CFCs continue to rise.
USED MOTOR OIL - "Used oil" can include vehicle crankcase, lubricating, hydraulic, and other oils. Generators of used oils should be aware of existing regulations which specifically prohibit used oil from being disposed of in a landfill, via a dumpster, or directly on the ground. Salvage yards generate used motor oil as a result of the dismantling process. It is an accepted practice to leave the oil in the engine in order to keep it lubricated and in good condition while in storage. Spills and drips should be cleaned up in some way other than using rags or absorbent material. Oil may be captured through the use of pans underneath parts or the automobile itself. This oil may be vacuumed up in a wet vac or poured directly into a drum or other container. Oil spills may also be captured through the use of specially designed squeegees, mops, and absorbent pads which can be wrung out and recycled. The pads can also be reused. Another more costly option is the use of floor dry. When saturated, it should be incinerated, which will incur on off-site disposal cost. Captured oil could be reused on-site in an oil burner to heat the shops or buildings. Certain conditions must be met in order to operate a waste oil space heater. They include the use of a space heater rated at less than 500,OOO BTU's. It is important not to mix antifreeze, chlorinated solvents, gasoline, engine degreasers, thinners or anything else with the oil. Doing this may make it unacceptable for recycling purposes. If these fluids are mixed, the mixture will have to be tested to determine if it is a hazardous waste. Not only is the testing expensive, but the disposal is costly too. To be safe, keep your chlorinated waste separate from your oils.
BRAKE, TRANSMISSION AND HYDRAULIC FLUIDS - Brake fluids, transmission fluids, hydraulic oils and many other automotive products used in garages may be considered hazardous waste because these fluids contain chlorinated compounds. Brake fluid should be removed from automobiles to the greatest extent possible. Care must be taken to avoid employee health hazards resulting from exposure. All chlorinated compounds should be kept separate from other spent products such as oils and solvents. It is important to educate all employees as to which automotive fluids and automotive products are chlorinated by checking the vendor and material safety data sheets (MSDS). Always check with your waste hauier, as well as the EPA or State hazardous waste division if in doubt about which fluids can be mixed and which cannot be mixed. Many of these fluids are left within the automobile because it is not feasible from either an economic, or mechanical viewpoint to recover them. During crushing these fluids may drain out of the crusher, and mix with rain water thereby possibly increasing the volume of hazardous fluids which must be disposed of properly. Any fluids left behind in the hulk will be passed on to the shredder. This results in contamination of shredder residue which is currently being landfilled. Some of the cont-amination in the residue may run off-site with stormwater and result in health and
12-21
I -
environmental impacts. cadmium, chromium, lead, and polychlorinated biphenyls (PCBs).
Shredder residue has been known to contain high levels of
WINDSHIELD WIPER FLUID - This fluid may be recovered and resold. As such, it is not a hazardous waste.
PARTS WASHING AND CLEANING WASTES - Aqueous hazardous waste refers to water based detergent and sump solid wastes. They can be classified as hazardous if they contain caustics, high levels of metals, and contaminated oily dirt. These waste may be generated at auto salvage yards as a result of washing engines using aqueous engine parts washers. This water based industrial waste must be captured and treated as hazardous waste. It must not be disposed of on the ground, in the sanitary sewer, or in a septic system. It is important to only clean parts that really need to be cleaned. This will reduce the volume of hazardous waste generated and the cost and labor to handle it. However, if aqueous parts washers and water based detergents are going to be used, it may be advisable to use a two-step cleaning process. The first step is to pre-rinse or physically remove residue off parts. This will extend the life of the cleaning solution. It is advisable to have a tank for the spent solution from the pre-rinse. If oil is mixed with the water-based waste, it should be separated with a oil skimmer. The oil may be recycled or disposed of in the appropriate manner. If the water-based waste tests to be hazardous, it must be disposed as such. However, if it does not test hazardous, it may be released to the publicly owned treatment works (POW) under certain conditions. In some cases it is possible to replace aqueous parts cleaning equipment with a dry system such as a high temperature oven. A high temperature bum out oven can effectively remove oil, dirt and grease from auto parts. The dry resulting ash residue can be removed from the parts with shot blasters. These bombard the parts with small glass beads or metal shot which can be sent to a sanitary landfill.
STORMWATER RUNOFF = Stormwater may contain a mixture of various materials, contaminants, hazardous wastes which are carried off-site by precipitation runoff and into sewers and surface waters or onto adjacent property. Automotive salvage yards and related industries have recently filed a group permit application for stormwater. Salvage yards are covered under two Standard Industrial Classifications (SICS): 5015 used motor vehicles parts, and 5093 scrap and materials. A simple management practice which will help a yard to come into compliance with stormwater regulations is the prevention of spills. The drainage of automotive fluids should be performed in a careful manner in a enclosed area, on an impermeable surface, and with proper drains and sumps. Facilities which have contamination should attempt to keep the contamination localized, preventing widespread runoff onto adjoining properties or into surface waters. This may be accomplished by establishing a catch ditch downgradient of the site. Horizontal corrugates may be useful to help prevent runoff and serve as erosion control. The use of geotextile engineered fabric with a clean gravel or soil overlay may be considered for use on smaller yards, or on portions of larger yards where there is potential for excess spillage. The stormwater runoff can then be collected and contained in holding ponds or sumps, treated and released. Other
13-21

advantages from the use of geotextiles include weed control, preventing infiltration of large quantities of contaminants, reduction of dust and mud problems and prevention of soil erosion.
B. DISCUSSIONS OF OTHER WASTES
Other auto dismantling wastes include:
OiI filters Asbestos brake shoes and clutches Batteries Sodium azide air bags Metals: scrap hulks, air conditioning coils, engines, radiators, rims, lead weights, torque
Glass - safety windshield/tempered Plastics Rubber parts: tires, hoses, mats, and bumpers, etc.
. Rags.
. Air pollution - fugitive emissions
converters and platinum catalytic converters
OIL FILTERS - Any oil filters which are taken off the engines should be drained as stated in the regulations. Regulations recommend a 24-hour drain time. These properly drained filters may be put back in the cars being crushed and sent to the shredder.
ASBESTOS BRAKE SHOES AND CLUTCHES - There is,no market for asbestos brake shoes or clutches. EPA has not declared them hazardous waste under RCRA. However, under Toxic Substances Control Act (TSCA) asbestos, if airborne, is hazardous from a human health standpoint. This may pose a significant problem at the shredder site where the shoes are shredded and fide asbestos particulates become airborne. Similarly, human health impacts may result during their tranSpOR to the landfill.
BATTERIES - Spent lead acid batteries are considered hazardous waste, unless they are recycled. They may be picked up by a licensed battery hauler to be recycled off-site. It is prohibited to dispose of waste batteries in a dumpster or set them out by the gate of your yard to be picked up by unlicensed recyclers. Good batteries may be stored and reused on- site or sold to customers. Whether batteries are stored indoors or outdoors, it is advisable to store them in plastic covered, acid resistant, leak proof bins, and set on a non-reactive impermeable surface. Batteries may be stored on pallets on impermeable slabs but care must be taken to avoid stacking them more than 4 or 5 high, in order to minimize spills or breakage during storage or transport.
Spent dry cell batteries must be disposed of as hazardous waste if they contain mercury. This-determination may be made by checking the manifest or calling the manufacturer. If mercury is absent, dry cells may be disposed of in a dumpster.
14-2 1

SODIUM AZIDE AIRBAGS - Unspent air bag cartridges contain sodium azide which is highly explosive, poisonous and toxic. Sodium azide has been associated with carcinogenic and mutagenic affects. It is reactive and should be handled as hazardous waste. At the present time no recycle/reuse has been identified. The bags may be donated to vocational schools and for other demonstration purposes where they are detonated by trained individuals. In the future as newer vehicles are processed there will be an excess of bags and therefore an appropriate method of recycle\reuse or disposal will have to be identified. Detonation should be conducted only by trained individuals. Undetonated airbags which slip past the dismantler may cause a significant hazard when the auto hulk is processed at the shredder. Elemental sodium may form as a.result of disposal during incineration. The resulting ash may react violently whenever it comes in contact with water and explode, producing dangerous fumes. Quantities of undetonated airbags should not be stored on-site as even a minute ignition source can set them off endangering workers, equipment, and buildings.
METALS - Waste markets for radiators, engines, air conditioning coils, catalytic converters, scrap metals do exist in the Denver Metro area. These markets could be made stronger, by expanding the demand for these items and developing new markets.
GLASS - Automotive glass, consisting of both the safety front windshield glass and the tempered side glass, may be removed if in good condition, stored, and resold. If storage allows, it is advisable to salvage and store as much intact glass as possible. Broken automotive glass cannot be recycled into container glass and has no known market. Automotive glass is a structural contaminant which makes the bottles weaker. A load of container glass could be rejected for recycling due to the presence of automotive glass. Otherwise, glass may be used in road base and as a filler in asphalt. Further research in the design and manufacture of recyclable automotive safety glass is needed to solve this problem.
PLASTICS - Automotive plastics are not presently recovered from vehicles. The Vehicle Recycling Partnership, which is composed of Chrysler, GM, and Ford, has been researching various recycling options in the automotive industry. This research includes the concept of recycling plastics for tomorrows’ automobiles. Currently, the concept of designing automobiles to be recycled has been looked at from both a United States and International Legislative stand point. The manufacturers are considering stamping plastics to identify the resins for ease of separation. The stamp is only used to identify the resin type and does not necessarily mean that the material is currently being recycled. Research is being conducted on the creation of appropriate markets for post-consumer reclaimed plastics and on the future of plastics recycling. There has also been research conducted on the use of a pyrolytic process to make fuel grade gas from automobile shredder residue and plastics, but it is only in the developmental stages.
15-31

5
RUBBER - Good tires may be sold on-site to customers. Some tires may be given to tire retreaders, landscapers or farmers. For disposal, it is recommended that tires are shredded and sent to a monofill, rather than a sanitary landfill. Tires may also be used as a fuel source in specially designed tire energy plants. Other rubber related items in good condition such as mats, bumpers, hoses, belts may also be sold. It may be possible through advertising campaigns and cooperative agreements with other businesses to expand the markets for tires. Other uses for tires may be for road base or an ingredient in asphalt-rubber. Resident Bush signed the Intermodal Surface Transportation Act of 1991. Which mandates under Section 1038 of this Act (H.R. 2950) that asphalt-rubber be used in federal highways.
RAGS - Rags which are sent or picked up by an industrial laundry to be cleaned and reused are not regulated as hazardous waste. If rags are contaminated with solvents and listed hazardous wastes, they are a hazardous waste unless they are cleaned at a laundry. If the rags are not reused but are disposed of via a dumpster or by incineration, a waste determination is required. It is an improper disposal method to deliberately absorb liquid hazardous waste onto rags then send them to the laundry. Solvent or oil soaked rags should be wrung out or put in a centrifuge to recover fluids before being sent to the laundry. Spent rsgs should be stored in a covered container until picked up by the laundry service.
AIR POLLUTION - Salvage yards may be a source of minute fugitive emissions of some criteria pollutants, toxic air pollutants, and volatile organic compounds (VOCs). These products may result from running engines, the volatilization of gasoline and solvents, and cutting and welding torches used in dismantling and cleaning (burning of radiators). Salvage yards may be required to have state permits if they produce hazardous, toxic or odorous air emissions. It is anticipated that standards will be established by November 15, 1994 for halogenated cleaners for both large and area sources. In Denver, permits will be required for solvent cold cleaners since they are a VOC source and contribute to ozone depletion. For additional specific information contact the EPA, State or local air authorities.
Under the air toxics section Title 111 of the Clean Air Act (CAA) amendments, 189 toxic air pollutants including chlorinated solvents are listed. EPA must identify and list area and major sources for these pollutants and this set standards for these sources. A major source is defined as those emitting 10 tons/year of any one of the 189 pollutants, or 25 tons/year of any combination of pollutants. An area source is defined as anything emitting less than 10 tons per year of any one of the 189 pollutants or less than 25 tons/year of any combination of these pollutants. It is highly unlikely that auto salvage yards would be identified as a source. However it is good practice to try to control fugitive emissions at the site by preventing spills of volatile fluids, keeping drums and other containers covered, substituting chlorinated parts washing solvents with aqueous based solutions and keeping solvent washers covered and turned off when not in use.
16-21

WASTE MINIMIZATION/POLLUTION PREVENTION RECOMMENDATIONS
Waste reduction can only work if both employees and management are committed to the task. Waste reduction is a team effort. Management should set a policy to be followed and should review it with their employees. The employees should be trained concerning pollution prevention techniques, hazardous materials handling, and spill response. In other words, they should be provided with the resources to get the job done. Feedback should be encouraged with management and incentive programs (bonuses, awards, and other forms of recognition) should be developed that encourages the employees to be innovative. In addition, management should explain the environmental and health and safety consequences of spills and poor management practices
The following are a number of waste minimization and pollution prevention recommendations which will aid in the operation of a salvage yard.
1. Best management practices in auto salvage yards are mostly a matter of good housekeeping practices. Keep a well organized yard with a computer inventory system or other efficient system. Do not overstock parts which will not sell or hulks which may sit on the yard and drip fluids. When the salvageable parts of the automobile have been removed, move the car to the crusher immediately. Designate one person to keep tract of what is in the yard and to mark cars to go to crusher. This will prevent the yard from becoming overstocked and cluttered and will minimize the dripping of fluids. Only those employees who are properly trained in waste minimization/pollution prevention should pull parts from vehicles. At "you pull it" yards keep vehicles of similar make, model, and year in designated areas which will allow you to easily see what needs to go to the crusher. Customers should be instructed on the proper procedures for pulling parts to prevent spillage. Be aware, however, they may not necessarily follow the instructions especially when they want their part immediately. If a leaking part must be moved, use a specially designed sled or trailer that acts to contain fluids and which is pulled by a motorized yard vehicle. The fluids can then be recovered. Finally, try to minimize the amount of vehicle movement, thereby reducing the spread of contamination throughout your yard.
2. Use a consolidated processing area consisting of an enclosed, bermed, concrete surface to drain all fluids. Drain automotive fluids carefully with maximum removal and minimal spillage. Keep fluids separated. If possible, locate storage tanks close by to avoid excessive movement between work stations. If fluids need to be transported to larger storage tanks, use a mobile tank to collect the fluids until full then transport to final storage.
Use above ground storage tanks preferably, double walled, to store automobile fluids which are generated in quantity. Use smaller sealed containers or drums for other fluids. All containers and tanks should be stored on a concrete or impermeable
17-21

4.
5.
I I
I
I 6. -
surface. If tanks or containers are single walled they should be stored in a bermed area with holding capacity equivalent to the voIume being stored. All containers should be labeled according to content and hazard characteristics. Keep drums containing chemicals away from sumps and drains.
Auto salvage yards may generate additional hazardous waste if raw materials or hazardous waste are stored improperly. A locked, covered, indoor area with a benned concrete floor or with tanks with secondary containment would be the best scenario for storage. Give one person the responsibility of keeping the storage areas clear and organized. Secured storage areas are necessary to keep unauthorized employees away from waste which may cause worker injury from exposure and will also prevent spills. Remember unscrupulous hazardous waste generators may also deposit their waste in your containers if they are not secure. Covered storage areas also prevent exposure to sunlight which can change the properties of the hazardous waste or may raise the pressure inside the containers possibly causing explosions, weakening of the containers, and spillage. In colder climates storage areas may have to be heated to prevent freeze and thaw phenomena which may breach a container. Drums should be placed off the floor on pallets to prevent drums from corroding due *to sweating of the concrete. Drums should not be staked more than two high and non-compatible chemicals should be stored separately.
Keep lids and bung hole covers on barrels and containers to prevent entry of rain water, dirt, garbage or other materials. Keeping containers covered also prevents evaporation (fugitive air emissions) and spills. It will also minimize worker exposure and reduce your liability. Keep hazardous and non-hazardous materials stored separately to prevent cross contamination. It is also advisable to keep raw materials and hazardous waste storage areas separate. Storage tanks or containers should be stored in an area out of the way of moving vehicles and heavy equipment to prevent spills which result from accidental collisions. Tanks should be surrounded by a collision barrier or collision poles to minimize these types of accidents and fire extinguishers should be kept close to flammable fluids. In addition, spill prevention emergency equipment (buckets, absorbent pads, plugs, etc.) should be kept close by for immediate use in case a breach occurs.
Do not mix automotive fluids. Mixing fluids will cause contamination and make oil unfit for recycling. Store oil separately from hazardous waste such as solvents, antifreeze, fuels, brake fluids, and other chlorolonated hydrocarbons. Remember, if hazardous waste or materials are mixed with the used oil, it renders the entire content of the tank hazardous. If in doubt, keep them separate and contact an expert for technical assistance. This will save you from generating additional hazardous waste and having to pay high disposal costs.
Collect, properly recycle/reuse, and sell antifreeze: CFC's; and windshield wiper fluid on-site or have them picked up for off-site recycling. Recycle used oil off-site or use
18-2 1

it on-site in an oil burner to heat the shop. Separate good gasoline from bad gasoline. Reuse the good gasoline and dispose of the bad gasoline through a waste hauler.
7. Remove all batteries from vehicles and sell the good batteries. Spent batteries may be picked up by a licensed hauler to be recycled. All batteries must be stored in an enclosed container or With secondary containment in case of leakage. Large plastic bins are appropriate for this purpose. Sturdy storage racks With drip containment may be used for good batteries within a building.
8. Good tires may be sold directly on-site to customers or given to tire retreaders, landscapes, or farmers.
9. Establish a Spill Prevention, Control and Countermeasures (SPCC) plan to prevent the loss of product or waste generated at the facility. The plan should detail the:
Proper design of tanks, convaults, and vessels which are used only for their intended purpose.
Proper labelling of all containers.
Installation of overflow alarms.
Methods to maintain the physical integrity of all tanks, vessels and piping.
Instructions not to bypass interlocks, alarms, or significantly alter set points without authorization.
Use of seaiess pumps.
Proper way to isolate process lines that are not in service
Use of interlock devices to stop the flow to leaking sections.
Procedures for all loading, unloading, and transfer operations.
Installation of containment areas.
Methods to document all spill.
Installation of leak detection systems for underground storage tanks as required by RCRA Subpart I.
19-21

10. The crusher itself Will yield potentially hazardous waste fluids during the crushing operation from fluids left in the engines, lines and other parts. Crusher fluids should be captured to prevent spillage. This mixture of fluids must be collected in a spill proof covered container, tested, and disposed of properly. It should not be allowed to drain onto the ground. The drain within the crusher itself should be kept clear so that the fluids do not collect and overflow over the front of the crusher onto the ground. Lid crushers seem to be more practical for crushing parts that contain fluids than force feed crushers. Force feed crushers split and tear up the engines more, yielding more fluids which the yard must handle for disposd. Still, the best practice is to initially remove as much fluid as possible and dispose of it properly. Any excess fluids not removed will end up at the shredder and contribute to the contamination of the fluff, indirectly contributing to air, surface water, groundwater, and soil contamination. Crushers should be located in a convenient area so as to prevent excessive movement of vehicles. In order to minimize crusher fluid contamination, it may be advisable to locate crushers on a concrete impermeable pad or on a geotextile surface to contain spillage and prevent contact with the soil and ultimately contamination of the groundwater.
11. To help bring you into compliance with upcoming stormwater regulations under NPDES pennit authority you can:
a) Prevent contact.
Prevent spilling hazardous waste and other contaminants onto the ground.
Perform drainage activities on a concrete pad and contain the vehicular fluids within an enclosed structure.
Prevent excessive m'ovement of vehicles and keep dismantling stations in close proximity of storage and crusher operations.
Prevent the spread of contamination and keep it localized. Transport a leaking part on a specially constructed sled or trailer which can contain fluids. Keep the crusher in one location, do not move it around. Locate the crusher on a impermeable pad or geotextile surface and collect and dispose of the crusher fluids accordingly to the test results.
b) Collect and treat.
Use of best engineering practices such as geotextile engineering fabric to collect contaminated stormwater. Geotextiles also limit contact, prevent mud and dusr problems, and keep weed growth under control.
20-2 1

Use settling ponds, sediment barriers, and catch ditches to limit runoff of sediments and other pollutant contaminants.
12. Screen out sludges and solids before they reach the waste sump. This will reduce the amount of these waste and reduce sump cleaning costs. Sludges and solids are major solid wastes generated in automotive businesses and often end up in the sewer system Know to where your sump and drains discharge. '
13. The current trend in parts washing is to use a jet spray washer with a detergent solution instead of a caustic based solution. This follows the switch to aluminum engine blocks from ferrous based blocks which require caustic solutions. The resulting waste solution is hazardous if it contains metals or oily dirt.
14. A preventative maintenance plan should be implemented to insure all equipment is in good working order with no leaks or malfunctions. Tanks, pumps, fittings, pipes, barrels, and other sources of containments should be inspected routinely for integrity and leaks.
Conduct periodic pollution prevention audits on your facility to monitor its progress and to target problems which can be resolved to help bring the facility into compliance.
15.
16. Review long range plans to determine the needs for recycling and treatment equipment as well as the appropriate strategies to reduce waste. Keep up with the most current technologies by interacting with technical assistance programs and networking with industry.
17. Review current practices for marketing. Continually try to find, establish, and expand new recycling markets. Keep aware of desirable incentives resulting from regulatory and legislative actions. Be actively involved in the decision making processes to drive and implement these incentives.
18. If parts washers are serviced by an outside vendor have the cleaning solution changed when it is completely spent. This will cut down on hazardous waste and save money.
19. Use detergent based cleaning solutions instead of caustic based cleaners when cleaning aluminum engine parts. The waste solution may still be hazardous if it has dissolved metals or oily dirt and may have to be tested to determine if it is hazardous. ere-washing engine parts can reduce contamination of the washing solution.
21-21

REFERENCES
Agular, Mark, Phone conversation, EPA Region VI11 Air Program, CFCs, April 1992.
Berg, Walt and Mears, Greg; Pollution Prevention in Automotive Service, Sponsored by The Colorado Department of Health, Pollution Prevention Partnership, and Automotive Service Association; Compiled by Recom Applied Solutions, Inc., February 25,1992.
Code of Federal Regulation, 40 CFR, Parts 260 to 299, Revised July 1, 1991.
Corns, Alice; Pollution Prevention Interviews with Colorado Auto and Parts, April 14,1992.
Dolan, Kathy; Phone conversation, Colorado Department of Health - Water Industrial Permits, State stormwater regulations and permits, April 1992.
Hazardous Waste Reduction Assessment Handbook for Automotive Repair Shops, California Department of Health Services Toxic Substances Control Division. October 1988.
Hulupsuk, Harry; Phone conversation - Automotive Dismantlers and Recyclers Association (ADRA), March 1992.
It's Time to Design for Recycling, Institute of Scrap Recycling Industries, Inc., 1991. (Contact Hershall Cutler) '
Lonowski, Laura; Phone conversation, EPA Region VI11 Air Program, April 1993.
Minnesota Technical Assistance Program, Phone conversation, Provided information and fact sheets, April 1992.
Pollution prevention fact sheet on Waste Reduction Options: Automobile Salvage Yards. North Carolina Department of Health and Natural Resources - Pollution Prevention Program, January 1990. (Contact Stephanie Richards)
Rimar, Brian; Phone conversation, EPA Region VI11 - RCRA Solid Waste Program, April 1992.
Roy, Marc; Phone conversation and information exchange, Vermont Department of Environmental Conservation - Hazardous Waste Division, Development of similar pollution prevention training courses for automotive salvage yards, April 1992.
Talarico, Ron; J & B Used Parts, March 19, 1992.

Teny, Jean; Phone conversation, Colorado Department of Health Air Pollution - Stationary Sources Division, Air permits for salvage yards, May 1992.
Waste Reduction Assessment and Technology Transfer Manual, University of Tennessee Center for Industrial Services, Second Edition, 1989. (Contact Cam Metcalf)
Waste Reduction Assessment at a Salvage Yard Croteau Auto Parts, Vermont Department of Environmental Conservation Hazardous Materials Division, August 15, 1991. (Contact Mike Nelson)
York, Hank and Bill; Bill and Al's Auto Sales and Parts, Inc., April 1, 1992
.. 11

-
DISCLAIMER
The information in this document has been funded by the United States Environmental Protection Agency (EPA) under Contract No. 68-W9-0008 to Science Applications International Corporation (SAIC).
This guide has been subjected to U.S. Environmental protection Agency's peer review and approved for publication. Approval does not signify that the contents necessarily reflect the views and policies of the U.S. Environmental Protection Agency, nor does mention of trade names or commercial products constitute endorsement or recommendation for use. This document is intended as advisory guidance only to the Automotive Dismantlers and Recycling industry in developing approaches for pollution prevention. Compliance with environmental and occupational safety and health laws is the responsibility of each individual business and is not the focus of this dpcument.
iv


.


Auto recycling may generate many'typee d hazardous waste. This pdlution pleventlon checklist fop Automotive Dlsmantlers and Recyders contains questionS about the ways you generate and manage your waste. Use
. this checklist to conduct yaw own asgessment If you need fwther technical as&tame contact the €PA Region VI11 Hazardous Waste Minimitation Program, State technical assistance programs or other institutions which specialize in waste minimizadon/pollutbn prevention. Keep checldkt records in your W e s to monitor your waste reduction progress
Are containers labeled as to corrtents and hazard?
Are drums spaced so they may be visually inspected for leaks and corrosion?
DO you check for leaks corrosion, and physical integrity of tanks. pipes, fittings, and containers?
Do you stack Contajnecs to prevent them from tipping, tearing, puncturing or breaking?
Do you palletize metal drums to prevent corrosion through concrete, or use plastk drums?
Do you store noncompatible chemicals in separate designated secured areas?
Do you provide secondary containment of storage and process areas where hazardous materials and waste are present?
Do you have a Spill Prevention, Contrd and Countermeasures (SPCC) plan?
Do you have emergency equipment available in case of fire, spills or other incidents?
Does your facility have a history of spills, leaks, accidents or fires? Which processes were involved?
Does your facility employ overflow alarm devices. or interlocks to stop flow to a full tan@
Does your facility use chemicals which will expire? If so, do you use first in, first out policy? Do you use substitutes which will not expire, thus reducing the genefatlon of Waste?
1

Do you purchase chemicals In “ a b l e reusable containen?
Does your facility accept appliances? Do these indude brown or white goods which contain PCB capacitors, such as: air conditioners, dehumidifiers, microwave ovens, flwrescent lights, submersible WmPS mercwY vapor h” refrigerators. washen, dryers, stoves, televisions, copy machines and o!herappliancea containing mators and fans?
Hawdoyoustoreyourtuuardouswaste? ClrdethosethatapcJy. - indoors 01 outdoors -caveredoruncavered -diked COlIcrete pad, rwphalt pad. 01 dirt - locked 01 unlocked
- indoors or outdoors - mered or uncovered - diked concrete pad. asphalt pad or dirt surface - locked or unlocked
H a w do you store your raw metertals? Clrde those that apply.
H o w long do you stwe your hatardous waste and in what quantitieS do you generate it?
DIESEL FUEL AND GASOUNE
Does your facility remove all fuel tanks from vehicles with minimal spillage?
In the removal of tanks do you: Circle. - puncture and drain? - pump the tank, puncture with spark proof hammer, drain mer and store in a-e Wing tank or container?
In pumping the tank do you w. Circle. - a hand pump? - air pump? - a gas b u g w - Other?
For storage of fuel do you use: - drums? - single walled above ground tanks? - double walled tanks or convaults? - underground storage tanks with leak detection?
Do you have separate storage tanks for good gas and bad gas? Do you keep them separate?
Does your facility have bad gas disposed of by an authorized recycler?
YeS No
Does your facility reuse fuels onsite or resell them?
2

$3
YeS No
/ Do you crush the drained fuel tanksor cut them in half before sending them tothe shredder?
OIL
Do you separate your oils and solvents into separate containers?
Does your facility haw, an 04 or tFep3 If so, do you have the oil and grease tested as to its hazaFdoUs characterktk determkrethewaythewaatb is handled, manifested and disposed of?
Does your facility drain the dl from the filters?
DoyoucnrshtheoilfitteFs, enabling " 0 4 to be recauered as well as reducing vdume if they are to be hauled &-site?
Do you send out the oil filters or have them picked up to be recycled?
Does your facility have or considered using a waste oil bumer to heat your shops?
BRAKE FLUID
Brake fluid may contain chlorinated compounds and should be disposed of as harardour,waste.
Does your facility evacuate brake fluid from the master cylinders?
Do you collect and resell or reus the brake fluid?
Do you sell the master cylinder to the core recycler with the brake fluid? Do you damp off or seal the openings and hoses to prevent spillage?
Do you separate brake fluid solvents from other oils?
BAllERIES
Does a licensed battery recycler pick up your batteries? H o w often does the recycler pick the batteries up?
Do you haul your own batteries to a battery recycler?
How does your facility store its batteries? Circle one. - On the ground - Sealed asphalt or concrete pad
- with secondary containment - without secondary containment
- Pallets - covefed plastic boxes - Other - Explain.
3

Yea No
Do you stack batmies 011 pallets? If so, how high? Do nd stack batteries mom than four or ftve high in order to minimize breakage and spills from transport or storage. It would be advisable to place pallets on impermeable surfaces.
ANTIFREEZE
Do you use a diatlUntbn unit to recyde antlh.eeze’l
If you us8 adidllaHan Uny. what do you do wlthth. stll t ”and reddue?
Do you use a microffltration unit to recyde
If you use a microfiltration unit, what do you do with the filters and residue?
Do you recondk the recyded antifreeze for mum?
If you recyde antheue on-site do you: Clrde one. - reuse - sell
WINDSHIELD WIPER W I D
Do you collect and resell windshield wiper fluid?
SOLVENTS
Do you heve established guidelines as to when parts should be cleaned with solvents?
Which of the following does your facility use to dean perts? Circle. - sdvent sink - Solvent dunk bucket - Solvent dip tank
Doyouownasohrentpartswasherordoyoulease?
If you own your own sohrent sink does a licensed waste hauler cdlect your dirty solvent for recyding or treatment?
Do you allow cleaned parts to drain inside the sink. This will minimize product loss, and reduce generation of floor wash, as well as reducing possible fire hazard?
How often is the W e n t changed out by either yourself or the equipment vendor?
H a s the sdvent been used to the ultimate degree? Some vendors may change out the solvent on a routine schedule even if it is not needed. This may affect your generator status since the solvent must be manifested off site. Maximize usage of sdverits to cut cost and the generation d hazardouswaste.
4

Yes No
Has yourpacJlty considered purchasing an on-site solvent recovery unit? If it is large enough, this may be cheaper in the long run than off-site recyding.
If you have an on-site sdvent recovwy unit, how do you dispose of the residues?
When not in use do you tum off the solvent stream and cover (sliding covers are best) or plug the sink of the parts wash& This will prevent evaporative loss of solvent, minimize fugitive air emissions into the environment and minimize worker exposure, as well as saving yw money and possible liability.
Are the sinks, dip tanks 01 sdvent buckets placed in a convenient locatbn to prevent dripping af solvents from parts and prevent accidental spillage?
Through minimizing spillage you not only reduce the amount of solvents you lose but reduce the amount of absorbent (saw dust or kitty litter) generated which could possibly be hazardous depending on the results of testing. Detergent floor wash waste may also be reduced.
Do you use drip trays or racks to drain deaned parts?
Do you use compressed air to speed up the drying of solvent washed parts?
Does your facility use a dish washer type parts washer which has a fDltratlon unit to recyde deaning water or solvent?
WATER BASED (AQUEOUS) HAZARDOUS WASTE
Is it absolutely necessary to dean the parts is the first place?
Not cleaning parts will help reduce the amount of hazardous waste (either solvent or aqueous based hazardous waste) and reduce costs.
Can you replace your aqueous cleaning equipment (like hot tanks and jet spray washers with a dry system such as a high temperature oven?
if you use a high temperature "bum oUr oven do you check with EPA or your State authorities for possible air emission permit?
If you use a "bum OW oven, do you dispose of the dry ash residue (which is shd blasted with glass beads or metal shot) from the parts into the sanm landfill?
5

YeS No
ret the
Do you own your hot tanks//& spray washers?
Do you own your own on-site aqueous waste treatment equipment?
beads or metal ~ h d atie to be rewuereci and “ai? *
Doea the treatment system contain a oil water separator?
Do you recyde the treated wastewater for reuse in the deankrg m?
If a hatardous waste hauler does not pick up the aqueous waste, sludges, and trapsf0r“tand disposal, how do you handle it?
Do you use predeaning physical methods such a wire brwhing or wiping to reduce loading on the aqueous cleaning?
Do you pre-rinse dirty engine parts in a separate parthlly spent solution in order to extend the life of the deaning solution and dean your parts faster?
Do you use detergemt based cleaning solutlon instead of a cawtic based solution when deaning aluminum engine parts?
Do you use two hot tanks, one with detergent solution for aluminum parts, and one for a caustic solutlon for other types of engine parts?
Do you routinely monitor solutions composition and make adjustments accordingly so as to dean efficiently?
Have you installed still rinses instead of running rinses in order to save watet? The water in the still rinse can be used as makeup water in the deaning bath.
Do you us8 demineralized water for your deaning bath make-up?
Is your deaning tank agitated?
Do you routinely remove solids and sludges from the cleaning tank?
Do you screen out sludges and solids screened out before they reach the waste sump?
RAGS & UNIFORMS
Does your facility use disposable rags to dean parts?
Do you use an industrial laundry to dean rags, mops and uniforms?
Do you use mops to dean up spills thus allowing you to wring or centrihrge out the fluids for recoveq to be recyded or disposed oP?
6

Yes No
DO you store damp rags and mops in a covered comaher to went r U g h I emissions from evaporative losses?
Do you maximue the use of the rags, uniforms and mops before sending them to be deaned?
Do you wipe in series whle using rags to clean parts meaning, use the dirtiest first, then cleaner rags untY the part is clean thus minimizing the number of rags generated for disposal 01 to be laundered?
CLEAN UP WASlE
Ooea yuuf facility use absorbands to dean up @Is?
Do you train employees to minimize spillage and minimize the WB of granular sorben& which must be disposed and may possibly test hazardous?
Have you considered the use of absorbent pads and tubes from which fluids can be recovered for recycle or reuse?
Do you control the source of the leak or spill immediately?
If using sorbents, do you pick it up as soon as possible after a spill or leak has occurred?
Are drip pans placed under leaking cars to reduce the need for floor cleaning or possible soil and ground water deanup?
Are dirty parts removed and placed on a drip pan instead of directly onto the shop floor or ground?
When pulling parts do you use a drip pan or tray to capture fluids? These may be recovered for recycling or disposal using a wet vac.
Do you use a sled or trailer with containment for leaks and spills when transporting parts in the yard?
Do you keep dirt. sand, and mud out of floor drains and gutters by sweeping these materials away from drains?
FREON
Does your state, local city or county require CFC (freon) recapture?
Does your facility have a freon recapture unit?
Do you resell your freon?
Do you keep different types of freon separate?
7

No
CRUSHER FLUIDS
Do you collect the fluids which drain from the crusher resetvoir and dispose of them accodingl)n
Do you keep the crusher drains dean and dispose ofthe residue?
Do you sat your crusher on a concrete pad or i m p ” surface to prevent contect d fluids to the ground?
Do you keep your crusher in a designated (yea to keep PatentllJ cocltBmkl&tjon IOCdbsd?
8
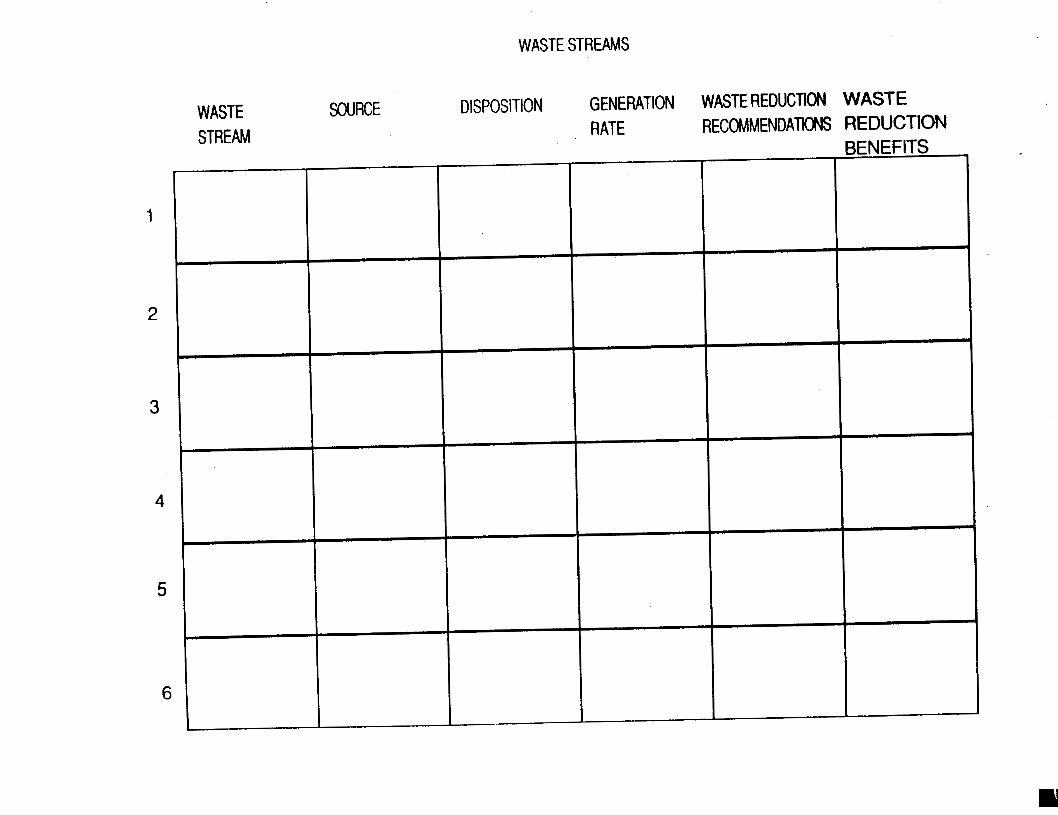
WASTE STREAMS
1
2
3
4
5
6



Used oils fall into categories including: used hydraulic oib, used transformer a;S used metalworking fl uids, andqluIflubriatingok
Muatrial oik often have a higher concentration of chlorinrted solvents urd PQBr (pofychlorinated biphenyls) than h d x h h g oib. Metalworking fluids fkcqucntly amtain W e r h i s d heavy metals and chlorinated annpounds thpn do other i n d d oils ( k l w h g hydrauliq comprtr;cor, turbine, and electrical).
Hydraulic oils are composed of various synthttic and pctrolcum compo6itions. Thesc fluids are used in all types of machincry h m large presses to landing gears of airplanes. The function ofa hydraulic fluid is to maintain an incompresuile stable state for as long as posdbIc.
T r d o r m e r 02s consist of petroleum products, silicone fluids, and W e r molecular weight hydrocarbons. These fluids are used in transformers for cooling and to provide a dielectric constant which is greater than that of air. Transformer oils become contaminated in one of the following w a ~ 1) clecbica breakdown can lean to carbon build-up, 2) air leaks can let moisture into the fluid, 3) oxidation of the fluid is possi'ble, and 4) dirt and other solids can enter the fluid by internal breakdown or outside contamidon (through leaks).
The next typc of used o h are the metalworking fluids which are uscd for both lubrication and cooling in various machinery processes (cutting, grindin& and striping). Metalworking fluids exist in 3 types:
0 Soluble oil which is composed of 30% to 90% oil in the concentrated form. When oil is diluted with water or various industrial uses, the oil-water mixture forms a stable emulsion. Tramp oil (unwanted oils which enter a system) float on the fluid surface or sometimes mix with the fluid, going.into the emulsion, thus contaminating the fluid;
0 Semi-synthetic fluid contains a 140% soluble oil in concentrated form. This emulsion is much tighter, thus making it harder for tramp oils to enter the system; and
Synthetic fluid which contains 0-196 soluble oils. The tramp oils are rarely able to penetrate this emulsion.
U
'Tramp" oil is the common name &en to all unwanted oil which enters a metalworking fluid stream or reservoir. The tramp oil most often comes from lubricating oil. Tramp oil causes several problems. First, it can become contaminated with bacteria which breaks down the oil and form hydrogen sulfide which has a bad odor. The tramp oils can also carry dirt or hazardous contaminants into the "clean' fluid. Fmally, tramp oil can enter some emulsions and cause a subsequent breakdown of fluid qualities. The most common and cost effective way to remove tramp oil is to collect the contaminated fluid in a reservoir and skim the lighter tramp oil off the top.
Oil wastes are generated primarily by the following industrial applications:
0 Oil and greas2 removal in vehicle maintenance;
0 Waste oil from plant equipment maintenance; and
0 Cleanup operations in industries.
The amount of used oil generated in a particular process can be decreased or sometimes eliminated by modifying or completely changing a given process. Water-based coolants and fluids often perform equally or better than similar oil-based fluids. Waste oil concentrated at the source of generation helps to segregate types of oils and oily water and helps to reduce the risk of contamination with other hazardous materials.

Simple trcltment, such as gravity, promotes the separation of oil/wata wastes to substantially reduce the volume of waste oil Avoid using more of the oil produd than u DCCWIV~. Simple employment of an oil inveatoy program produces immediate results in more effectively m.napin9 the q d u of was& oil generated. Adopt practicer far usbg and re-using materials u much u po6sibk.
Oil Reduction Through Better Housekeeping Practices
As in mmy cases, good operation practices, which a n be implemented with little cost, UUI have a large effect of the amount of oil wasfe produced. Housekeeping practices which can reduce oil waste production h d U &
0
0
0
0
a
a
a
Avoiding contamination of used oils with other liquids, both hazardous and nonhazardous. A cleaner waste oil has more value in the marketplace;
Preventing spills -- Using properly designed storage tanks and documenthg the dollar value of any spillage which does occur can lasen the probability of a s p a
Look for creative uses; a waste oil generated in one process can sometimes be used in another;
Installing collection/drip pans - Placing pans under machinery and lubrication operations will allow for the reaxmy of oils instcad of their disposal with adsorbents or rap;
Examine plant operations periodically to determine typcs and quantities of oily waste being generated. New products enter the market constantly which can offer savings as well as performance;
Laundering oil-soaked rags -- During laundering, oil can become biodegradable; and
Using rags and adsorbents to their limit -- Adsorbents and rages arc often thrown out befure their useful life is over. Using them to capacity reduces the volume of contaminated adsorbents.
Acceptable management practices include:
0 Reclamation;
0 Reprocessing; and
Re-refining of used lubricating and hydraulic oils.
Performing some on-site treatment, i.e. gravity setting, centnfugation, ultrafiltration, etc. will improve the quality of waste oil for reuse on-site, as well as decrease the amount for collection and use or treatment off-site.
The main oil recycling and reduction practices include:
0 Reclaiming is a process by which water and solids are removed from the used oil by
heat, . gravity settling
centrifugatiosand . filtration;
-
. screenin&
J
0 Reproashg is a technique for removing water, solids, and some oil-soluble contaminants from the used oil This technology uses heat, surfactants, c h e ~ c a S , day treatment, filtration and centrifugation. Reprocesshg results in oils which can be used as dean fuels, metalworking base stocks, non-critical lubricants and concrete form oil Some oils can be reprocessed to original quality for reuse as

lubricating oil;
0 An oil/water separator uses a series of vtrtical and horizontal “ g a t e d plates to force oil to the surface ofthe unit where it k skimmed off. Oil droplets coal- and rise to the underside of the plates. Eventually the oil passes through weep holes to the upper surface where it is collected by a skimmer. A computer simulation progam allows for pr& calibration of the plates to maximize recovery from a specific waste stream;
0 Continuous flow electrochemical waste treatment procwses are custom designed for each application, so they can be scaled down for use by small businesses. Biological Oxygen Demand (BOD) and suspended solids are reduced. The process, comb- eltdrostatic and eledrolytic principles with chemical pH adjustments, reduces sludge production considerably,
0 Solvent extraction using dimethylformamide @MF) solvent to -act PCBs from waste oils. By washing with water in the second stage, solvent is separated out and a PCB concentrate is left; and
0 Sodium compounds are used to dechlorinate the PCBs in waste oils. A nonhalogenated organic compound and a sodium salt are generated.


Waste management guidance for oil clean-up
FACT SHEET
"Used oil" is oil that has been used and is no longer usable, and includee vehicle crankcase, lubricating, hydraulic, certain types of cutting, and other oils. Disposal of used oil in mixed municipal solid waste, or in or on the land (including road oiling), is prohibited - used oil is a hazardous waste.
It is important to note that spills and leaks can generate sizable quantities of used oil. Preventive maintenance (tightening or replacing leaky seals and gaskets) can minimize the risk of spills and leaks, and thereby reduce cleanup labor and costa.
Liquid cleanup and capture
Although used oil is a hazardous waste, used oil that is recycled using approved recycling methods is exempt from hazardous waste regulation. Liquid cleanup provides companies with the best and easiest opportunity for recycling used oil. Listed below are some alternatives that allow oil to be collected as a liquid.
0 Spills and drips should be captured in some way other than soakingup by rags or other absorbent material. Possible options are to:
- Use pans underneath machines to collect the used oil for vacuuming up or pouring into drums.
- Use squeegees or mops designed for oil spills or cleanup.
0 If absorbent pads or other absorbent products are used, they can be wrung out or pressed dry, recovering much of the oil as a liquid. These absorbent products can be reused repeatedly.
Again, the advantage of the above methods is that the used oil is captured as a liquid for recycling.
Non-liquid cleanup
If the options outlined above are not feasible, use a floor-dri (granular) product which can be easily incinerated. Absorbent material that is difficult t o burn completely will increase disposal costs.
Information on sources of liquid oil cleanup and capturing products is attached. Contact MnTAP for additional information or if you have question.
1313 6th 5trrr+ mE Ilulto PO7 Mlnnompollr, MlnnoroSm b6414-46W

MnTAP maintains the following list solely as a service to Minnesota companies. This m ~ y not bc a ~0mplet8 list of available services or suppliers and does not represent an endorsement by MnTAP. MnTAP, by providing the list. does not represent that the companies are or are not in compliance with applicable laws. All users of this list are responsible for ensuring that any company with whom they contract for products or ~~rv ices complies with the quiremenu of state and federal law.
J.V. Manufacturing Co. Inc. 963 Ashwawbenon Street Green Bay, WI 54304 800/334-9092 or 414'3374944
Lab Safety Supply P.O. Box 1368 Janesville, WI 53547-1363 8001356-0783
pad, roll, sheet, sweep, pillow, boom
pad, pillow, blanket, sheet
~ _ _ _ _ ~
Matarah 1339 N. Milwaukee Street Milwaukee, WI 53202 8001222-4799 or 414'272.1965
1 pad, pillow, roll, boom, barrier
Sellars Absorbent Materials 6540 N. Industrial Road Milwaukee, %'I 53223 800123784 54
The WoIfco Group 7553 Clover Avenue Mentor, OH 44060 8001227-9653
~
roll, tube, mat !roll cannot be incinerated)
different types of socks, pads, wipes, spill kits
Wringers II Alden Industries Lab Safety Supply
(7191651
/
I

1 @ Minnesota Pollution Contrd Agency
1 !
1 Managing Used Oil
1 A Summary of Requif8ments for Minnesota Generators
Thisfactsheetdgcn’bes management reguirements for
oil including: businese!sthatgenerateused
0 vehide Rpair shops; 0 sirvice stations; 0highWaymainteMnce
&Uages;
terminals;
indusaial plants with
orailroadandmarine
0 manufacturing and
engines or mmprwors; 0 utilities; and, omchine shops.
Used oil includes: 0 engine oil; 0 traxumission fhid; e kibriczting oil; 0 hydraulic oil; 0 gear oil; 0 transformer fluid; cu~ting oil; and, tcmpcnng or quenching oils
The Minnesota Pollution Control Agency (MPCA) provides this fact sheet solely hs a summary of applicable
responsible for knowing and mmpiying with all applicable laws a d rules.
law. used oil generators are
~ ~
DOnY pour used oil on the
0 pour used oil down the
.put used oil in the trash. 1 apply wed oil to roads
for dust suppression. m..
ground.
drain or sewer.
5.01 12/91
Recycling
Recyciing options for used oil indude rerefining or burning for energy recovery. Currently, about 95 percent of used oil collected in Minnesota is bumed for energy “very, pnmanly by asphalt plank. The closest rerefinery is located in Illinois For a list of hadem that will pick up and recycle used oil, = fact sheet 5.02.
Mlxlng
Do not mix antifreeze, chlorinatd solvena, gasoline, engine degreasers, paint thinnes, or anyttung else with used oil. Mixing m y make it impossible to recycle the Oil.
Quantity Generaton (those producing less than 22 gallons hazardous waste a month) may p e n t l y mix ignitable-only solvent waste with used oil provided:
onf?esceptiontothisruk verysmall
0 the waste is not a metal-bearing
0 the waste is not a listed waste; 0 the waste is not gasoline; .the wastedoes not exceed lopenrent
of the total volume; and, 0 the flashpoint of the waste is not
below 100 degrees Fahrenheit.
paint waste;
Storage
Store used oil in IeaJcpmf tanks or containers that can easily be pumped.
Businesses storing used oil in tanks must meet applicable tank requirements. Contact theMPCATanksSectionf-l”ore information.
prevent accumulation of rainwater. Close storage tanks or containers to
-ate used oil from solvents and other wastes in your storage area to prevent accidental mixing.
For mote information on general storage and labeling requiremts, see fact sheet 1.02.
Transportation
The use of a hazardous waste manifest or a hazardous waste transporter is not nquined for the transpore tion of used od. Used oil must be transported in
amdance with all applicable US. lkpartment of Tramportahon requirements. For mre infomtion on these requirements, contact the Minnesota Department of Transportation (MnDOT).
Reporting
Busin- producing used oil must report to the MPCA or to the appropriate metropolitan county. If you have not already reported, antact the MPCA Disclosum Unit or the appropriate metropolitan county hazardous wasbe personnel for the n e c e s q forms. An annual update of informahon IS
requmd after the initial report-
Marketing Used Oil Dlrectly to a Bumer
A business which chooses to transpcrt their own used oil toa b u m e r i s d e d a marketer. A marketer must keep addiaonal records and report additional informahon. For more information on additional recording and reporting requements for marketers, see fact Sheet 5.03.
Burning Used Oil On Site
Businesses burning their own used oil on site in an industrial boiler or furnace also have additional recordkeeping and reportingrequirements Formore information, we fact sheet 5.04.
space heater must: Businsses buming used oil on site in a
0 ux a space heater rated at less than
ovent the heater to the outdoors; and, 0 burn only their own oil and oil received
from deit-yourself oil changers. Businesses choosing to b u m used oil on
site would be wise to chcck with state building d e personnel about other possible requirements
90,000 BTUs per hour;
i

I Managing Used Oil Filters A S u m of Requirements for Generators of Used O! Filers I
This frct sheet descrii manage!men~requiRments)or busirressesthatgarenbed
Opwdes th i s fac t
oilatas TheMinrresofa Pollution Control Agency
sket solely asa summary of applicable laws and rules. Busingdathatgarenkused oil film are RsporrsiMe for knowing and complying with dl applicable laws and rules.
For m o ~ information about used oil fibers, call the MPCA at 61 2/- or toll free at 800/652-9747 (ask for the MPCA).
For mote information on
h4inmsota's used oil filter Nqu-tt,
calltheMPCAat 612/2966300
or 1800/652-9747
(askfortheMPcA)
Fllter Management Optlonr
Generators that choose to d m of used oil Filters must have ttre filters tested by a profdonal W n g laboratory to detemire whether or not the filtersare hazardous. If
rmd thefilmshavebeendrainedofallfree flowing oil, they may be disposed das a solid wasbe in the nonnal trash. If testing shows tk flten an hazardous, they must be managed as a hazardous waste or recyded.
testing showsthe filtersare not hanvdous
Gushing filters does not automatically allow for disposal as a solid waste. Cmshed filters must be tested and p v d to be mnhazardous if tky are 'to be d q m d of as solid waste.
Generators that recycle used oil film do not need to have the flterstestd. In order to recycle filters properly, filters must first be
removed. Typical pocessing includes draining, followed bycnrshing. 011 rrmoDcd fnm, pmurraifiltm must kcdktrd rmd neyclal. Prooessingmaybedonebytk generator or by a filter hauler hired by the generator to pick up and recycle filters
processed to ensw all freenowing oil is
procased filters that contain no freeflowing ~ i l may betransported to a suap metal recyclingfadtity.
saSp~hlrecycting~itighavethe optionofrecptingfiltasforn?cyding. Mostsuapmetrl fd i i t iawi l l not
Qushed to ewuIe that dl of the ke- &wing oil has been ranoved. For these reason^, gene" and haulers should
rcep filters- thay have bcen
amtact scrap mehl rqcllng facilities *tostI@"tb&
0 wkther or not they aaxpt "; d,
before they will accept filtm 0 what conditions must be met
Tk MPCA will provide, upon request, one or moe of thme lists of sewice providers:
0 h a h k n o w n to pick up filters fromgenerators for mycbng (tup: #f sheet 5.08);
0 saap metal recychg facilities known to uxep aushed filters for recyding ~ ~ t f a c t s k t 5.09); and,
hquatfoct shed 5.10). known marketem of filter crushers
To receive a mpy of one or more of k l i sb ,ortobeadded toalist, contaatkMpcA
Businessg genenting used oil filters must qmt to &e MPCA or to the app-te metropolitan county. If you have not M y re -orted, contact the MPcAGenenmT~ltance Unit, or UK appropriate metropolitan county hurrdrnrs waste staff for the neaes~yrfi" Inadditiontothe initial report an annual update of filter "YN- information is requued.
5.06 1/92

If you hima hauler to transport used oil flten for reeydingor, if you traruport used Oil films d i m l y to I Rcycler k m p metal facility), MPCA staff recommendsthat you obtainand maintainfore!a&trlnsactro ’ n,aninvoiae staw
0 thedate; 0 thenumberoffillexspidredupor
0 thehauler‘sorrecyda‘snameand dmpped oft and,
ddras.
Transportation Rqulmmontr
The useof a hazardous waste manikst orahatardousw tnnsportaisnot
datinedforrecyding.
Tmqmrt used oil fltas in a manner that will ensure h t usdoil ismt dumped or dripping on the ground. To
filters m a closed, leekproof contriner.
requid for trpnsportingused oil filters
prevent oil leakage, tmnsport used oil
Transport usxi oil film in accordance with all applicable US. Deparhrrart of Transportation requ imk. For more information on these q u h n m t s , contact the Minnesota Deparhrrent of Transportation 0 Motor M e r Safetv and Compliance W o n
D Gonontor Llconslng 8nd Poportlng Requlrwnents a d D To R-ft U s d 011 Dumping
h h C o u n t y 612/422-7%9
m b County 612/891-7556
Rur\sey County 612/292-7898
m C a U n t y 612/488-1217
HennepinCounty 612/348-2556
-county 612/49&8177 Washington County 612/43Mfi55 Gm~terMiruiesota 612/2974363
B Spill Reporting 612/2%8100
B Tnnspoftatlon Requirements MnDOTMotorCanierSafety& Compliance Section 612/2967lCY
B Signs anti R ~ ~ U I W W ~ ~ S tor Retaliem Weights dr Measures 612/63941‘
5.01 ManagingUsedOil 5.W UdOilSpaceHeater
5JB MarkehngUsedOil 5.08 Uwd Oil Nter Hpulen(Tist) 5.04 BumingUsedOil 5.09 Used Oil FdterRecyding Outlets (List ’ 5.05 Used oil Space Heaters I-
5.m used oil Haulers (List) MiuIufaaurPR/Distributors(List)
5.10 Used Oil Filter crushers (List) 5.12 Alternatives tu Used c)il for Dust suppression
I ..
5.13 DustSuppresso n Stabilization A p t Di~tributon I

Used crankcase oil is listed as an exempt hazardous waste in Vermont Hazardous Waste Regulations (August 15, 1991) provided that it metu the following amditions: it does not exhibit a chrrncuistic such as TC toxicity,
. Carrosivity, ignitibility, or reactivity; it is stored so that no disposal occurs; it is offend to a certified hazardous waste transporter for transport to a facility, markem, or collector and burned for energy recovery. Regulations governing the burning of waste oil are outlined below.
GOOD MANAGEMENTPRACTICES
The most common method of management of used crankcase oil is storage in either an underground storage tank ( U S T ) , an above-ground storage tank, or %-gallon drums and removal by a certified hazardous waste hauler. Drums should be kept in a designated storage area, and should be kept closed at all times, except when adding or removing waste oil. Owners of UST's must have a permit for the tank and comply with all regulations for UST's. Generators of waste oil should not mix other hazardous wastes, such as solvents or waste gasoline, with the waste oil. If the waste streams are mixed, the waste must be treated to the standards for the most hazardous constituent. This significantly increases the cost of disposal, and may result in additional costs for laboratory analysis of waste oil before hazardous waste haulers will accept future shipments of waste oil.
selected is to send the oil off-site to be blended and reused as a fuel. The fluctuations of the oil market have been reflected in the used oil market; at times, it hos cost generators a per gallon fet to dispose of their uscd oil, and at other times they have been paid by the hauler. Currently (July, 1991), most generators of waste crankcase oil are being charged for the pick-up and disposal of their waste oil.
Another common option for the management of used crankcase oil is on- site burning for energy recovery. Used-oil furnaces are designed specifically to bum these oils and generate heat on-site. Used-oil fumaces must meet emission standards for various constituents as set by the Air Pollution Control Division. According to Air Pollution Control Regulations, used crankcase oil must be tested before burning. Used crankcase oil burned for energy recovery must not exceed contaminant levels for various constituents as set by the Vermont H aza rdou s Waste Manage men t Regulations and the Air Pollution Control Regulations. These levels are listed in Table A of the Air Pollution Control Division regulations, and Table 1 in Subchapter 6 of the Hazardous Waste Management Regulations. Where regulations for constituents overlap, the most stringent requirement applies. Used crankcase oil cannot be burned if it contains any of the following listed constituents in excess of the amount shown in the Most Stringent Waste Oil "pecifications Table.
Waste crankcase oil may be recycled or rerefined into oil suitable for crankcase use or burned for energy recovery. In Vermont, the most common option

L
hbbT BTRINGZNT UASTB OIL #PtCIFICZLTIO2JS*
Qurce of level le level
ntmtric cadsiur chromium L88d Palychlorinated biphenyls Total organic halogens Total inorganic chloride Not hoat of cumbustion Flamh point Total halogens
HWMR HWMR HwMR HWMR APCR APCR APCR APCR HWMR HWMR
Generators of waste oil should not bum waste oil for energy recovery without first testing the oil for the constituents listed above. Failure to test the waste crankcase oil could result in excess contaminants being burned and emitted into the air. Waste oil that exceeds the limits on any of these constituents is not allowed to be burned. In addition to testing of waste oil, generators that bum waste oil on-site must comply with the regulations governing visible smoke emissions, demonstrate that the waste4 furnace is operating at 99% combustion efficiency . when burning waste oil, and should vent emissions through a stack that extends at least six fett above the roofline of the facility. Questions regarding the burning of waste crankcase oil should be directed to the Air Pollution Control Division, Vermont Department of Environmental Conservation (802-244-873 1).
Other options for using waste crankcase oil arc available. Waste crankcase oil can be used for undercoating vehicles, lubricating chains, tools, and other machinery, or given away to responsible partie for legitimate reuse. However, the
5 ppm maximum 2 ppm maximum
i o ppm maxumum 100 ppm maximum
so ppm maximum S o 0 p p maximum
1000 p p ~ maximum 8000 DTWjlbl minimum io0 P minimum
4000 ppm
crankcase oil can not be applied to roads for dust control, since this is banned under VT Hazardous Waste Management Regulations.
* Table compiled from Table A, Air Pollution Control Division Regulations, and Table 1, Waste Oil Specifications, Hazard o u s Waste Man age men t Regulations, August 15, 199 1.
For more information on used crankcase oil and other hazardous wastes you may contact the Vermont Department of Environmental Conservation, Hazardous Materials Management Division, 103 South Main Street, Waterbury, Vermont 05671-0404, (802) 244-8702.

L+ A State of Vermont ,$J
2h.W AGENCY OF NATURAL RESOURCES Department of Environmental Conservation
Y
3\*- $2
Air Pollution Control Division (802 ) 244-8731
Uaste O i l -.tion Wader tbr Vermont AFr Pollution Control Regulations
While umed lubricating oils (waste oils) appear to be similar to fuel oils, they are actually quite different. These oils have unique lubricating propertiee that are never lost and contain a h o s t of chemical additives. After being used for a period of time, these oils become dirty and as a result are no longer usable. Since these waste oils have an energy value, one traditional form of disposal has been to burn the oil for energy recovery, either as pure waste oil or blended with fuel oils. Unfortunately, used lubricating oils retain their host of additives and pick up toxic contaminants from their use. Consequently, the Air Pollution Control Division (APCD) does not encourage the burning of these waste oils. Instead, the APCD prefers to see these waste oils 'recycled' (re-refined) back into a usable lubricating oil. Re-refining is by far the most environmentally sound practice, especially €or waste crankcase o i l s which are the dirtiest and emit the greatest amount of contaminants when burned as compared to other waste oils and all virgin fuel oils. T h e r e are re- refineries currently in operation which will re-refine waste oils back into lubricating oil which meets' and exceeds all performance standards. Unfortunately, current economics do not favor transporting these oils to the nearest operating te-refinery in Toronto, Ontario, Canada. A second .refinery in the Albany, N . Y . area is not expected to begin operations until 1992. In the meantime, limited burning of waste oils is allowed under the restrictions of the Vermont Air Pollution Control Regulations as detailed below. However, in the future, as the environmental and human health threats become better understood and re-refining becomes a more viable option in this area, the limits and restrictions on the burning of waste oil will likely become more stringent.
Section 5-221(2) of the Regulations sets out the conditions governing the burning of waste oil. Only sources proposing to burn waste oil in fuel burning equipment with greater than 10 million Btus per hour heat input are required to obtain a p?mit from this office. These sources are required to demonstrate compliance k&th Table A of the Regulations, including arsenic (5 ppm), cadmium (2 ppm), and chromium (10 ppm). The testing to show compliance with Table A is normally a one time analysis provided the process generating the waste oil does not change significantly. Baoed upon the results of the analysis, the APCD may request periodic reteeting for certain contaminants. If the waste oil is not
~. . . , . , , *

gonerated on mito, each load delivered to tho mite muat ba temted by thh aupplier to d8tonnine if it meeta the contamination and other limita. A mepuate mtotage tank may be required to enablo the mourco or the APm to periodically s4Mple the waste oil for compliance.
In addition to demonstrating compliance with Table A, miaoiona of vi8ible air contaminants from the equipment must comply with Section 5-211(2) of the Regulation.. The combustion efficiency of the equipment mumt ala0 be demonatrated to be at least 99 percent while burning waata o i l . Combustion efficiency is defined in Section 5-lOl(21) of the Regulationa. Finally, the aourco mumt demonstrate compliance with Section 5-261 of the Rogulationa which govorns the control of hazardous air contaminants. A atack emimsions test may bo roquired to verify compliance.
A permit is not required for sourcea propoaing to burn wamto oil in fuel burning equipment with between 1 and 10 million Btus por hour heat input, provided the energy released from the waate oil combustion i8 utilized. (Simply burning the waste oil for the purpose of volume reduction La considered incineration and a permit would be requirod.) A SOU~CO thio mize must (1) demonstrate compliance with Table A (arsenic, cadmium, and chromium testing is also required), (2) demonstrate compliance with Section 5-211(2) regarding visible smoke emissions and (3) demonstrate combuetion efficiency to be at least 99 percent while burning waste oil. In addition, a separate mtorage tank and periodic testing for Table A Compliance may be required. Again, if the waste oil to be combusted is generated off site, each load must be tecrtod to determine compliance with Table A.
Section 5-221(2)(f) of the Regulations provides an exemption from the Regulations for small fuel burning equipment. The equipment must be lese than 1 million Btus per hour actual heat input and the equipment must be used solely for space heating. Therefore, the waste oil can be combusted only during the heating season. The source is still required to demonstrate compliance with Table A and Section 5-211(2) of the Regulations. Table A compliance testing may be required periodically for waste oil generated on site and is required for each load of waste oil that is accepted by the source that is generated off site. Arsenic, cadmium, and chromium testing is also recommended.
In addition, due to the toxic nature of waste oil combustion emissions the source should vent these emissions through a atack at least six feet above the roofline of the facility. Thin will reduce the potential for the exhaust to be caught in eddies that concentrate the exhaust near the building and impede upward dispersion. It is also imperative that the source ensure that the waste o i l is not combined nor contaminated with chlorinated cleaning eolvents. This contamination will not only result in hydrochloric acid emissions if burned, but will probably result in non-compliance with table A, resulting in the waste oil not being allowed to be .:irned.
If you intend to burn waste oil please submit a representative sample of the waate oil from each site to a qualified laboratory for analysis of the constituents and properties in Table A (pleacre include arsenic, cadmium, and chromium) and forward a copy of the results to the Air Pollution Control Division at the above address.
12/13/90



If not stored properly, used lead-acid batteries may leak or spill and cause lead and/or acid contamination of the soil and ground water. Pasons who generate, collect, accumulate, ar reclaim lead-acid batteries are responsible far proper storage and containment of leaks or spills.
Batteries may be stored either i n d m or outdoors. Indoors means in a building having a roof and at least three walls which am permanently attached to a floor which lies directly on the ground. Semi-trailers and floorless sheds do not qualify as indoor storage areas. Batteries s t d orcrdoors have more possibility of cracking and leaking because of kczing and thawing.
0 Ston batteries on a non-reactive, curbed and an impermeable sdace. A non- reactive and impermeable surface will help insure that acid and lead will not c o d e or pass through and leak into the soil or ground water. Curbing will prevent leaks or spills from running off the edge.
0 Store batteries in an area with no floor drain.
0 Inspect batteries weekly for cracks or leaks. Keep a log of your inspections results. (If batteries have been exposed to freezing temperatures, you may want to inspect them more often.)
0 Place cracked or leaking batteries in an acid-resistant, leak- proof, closed contairler.
0 Report spills to the Minnesota Pollution Control Agency (MPCA) by calling the 24-hour Spills Hotline number:
1-(612) 296-8100.
0 Construct outdoor storage so rain, snow, and draining water cannot enter.
If used batteries are going to a recycler, they may be picked up by a battery hauler (see fact sheet 6.06 for a list of haulers and outlets) or transported by the generator. In either case, they do not need a manifest. Used batteries which are not recycled must be managed as a hazardous waste.
0 A plastic kiddie swimming pool is a low cost option if you have only a few batteries to store. Inspect it regularly to make sure it is not cracked.
0 A wooden frame lined with heavy polypropylene may also be used to store batteries. Check regularly for cracks or tears.
0 If storing batteries on asphalt or concrete, coat these surfaces with a good acid-resistant epoxy,
fiberglass or plastic coating or line the ana with heavy polypropylene. If using a polypropylene liner, check it regularly for cracks or tears.
0 Sealed five gallon polypropylene pails are adequate for storing a leaking or cracked battery.
0 Store batteries upright to prevent leaking from the vent holes.
0 Stack batteries no more than five high.
0 Small spills may be neutralized using lime, cement or another caustic. Contain the spill material and manage it as a hazardous waste.
1.09 8/91

Minnesota Pollution control Agency
Transporting Spent Lead Acid Batteries A Fact Sheet for Transporters
State and federal laws require spent lead acid httds (SLABS) to be t r a e insucha way to F e n t sturtcircuitingandkalcingofadd. 'Ihc Minnemti Pollution Control Agency (MW pda this fact sheet solely as a summary of applicabie laws and ~ ~ v c m i n g s ! ! 4 B r SIAB transporters are responsible fm Icnmvig and complying with all appliable Lws and des.
Wha Regu!ates Spent Lead Acii! Saiteries?
'Tnnswt
Storage, Rslalming and fiecycllng
3 e biinnesota Pa!liihon Cuntrol A p c y ("CL4~ iegui3ta SLAB sorape. rcxlarming and recycling.
trip tc thc- reciayncr must follcw
l.L.3.j Fm more infomation on SLAB sttnge, Can the
MICA at 612/2978319 or
1423/652-9747 and ask for the :ulpck
Tm.s*r@n who store SLARS tRtwcen
storage rille$. (see MPCA fact sheet
- 612/2974332C! or d
1 . 8 5 3 9 2
Transporting Requirements
VktedbytheMinmotlDcputment M"forhirr"tnnspartofSLABs is
ofTnnsportption(MMxII?. AR" f0r h i R " ~ ~ m u s t h v t appropriatemotor Cania~uthorityin order to operate. Contact MNDOT about how to d v e authority to tru\sport SLABS "for hire".
'"RrtsLABswhiChweredamaged beforeor during transport in a aorrobon-resistant, sdable amtainer, arch as A fivpgallon polypropylene pail. (srry11unwntsoficidmbe neumlized with b"g wda, lime. or aantllt)
3) Any o * k material Wed in the m &de with the load oi SUBS isbbdted, brarrd,or -@ a
sLA& ma- to pn?vent damage b the
2) SLSIBS h d e 0 ar b r a d in such a manner that will prevent
0 shortcifiuitinf; 0 becaming damaged"; or, 0 leaking add f" the vehicie-
during-*
'Do not place SUBS with side " i d s sidebyrrde with theit
"Put a nonmetallic barria such as thick layenof 2oO.pound test cardboard, wood braces, or other stnrctuni rei?fOX€lTWn tbetwcensta&dSLABs to prevent battery terminais from punctunngotherSLABs Donotrelyon t m l s to support PRy wclght of stacked SLAB.
termin;lls facing each O k .
Recycl!ng Raquiremats
For a list of SLAB recydrng outlets, see MpcAfadsheet6.M.



SUMMARY UPDATE ON RECYCLED ENGINE COOLANTS
Vur Fresident md General Manager wynn oil cumpany, a cplifornia
, Used antifreut/coolant CoLLtaiPs ethylene glycok water, dissolved metals, suspended solids, chlorides, giytol oxidation products, and CorrOrion inhibiton in various stages of depletion Otherwise, the ethylene glycol retains its ability to lower the freezing point urd raise the boiling point of water.
Ethylene glycol itself k listed as 8 tadc wpde under & d o n 313 of Title IXl of the Federal Superfund Amendments and Reautharizatian Ad of 1986. Evcn though ethylene glycol quickly biodegrades in soil, it can caw problems in water. During biodegradation, ethylene glycol absorbs oxygen faster than water, and this can cause Iodized problems, such as a fish kill. Ethylene glycol is aL0 poisonous when ingested in sufficient quantity.
. The biggest danger is used antifreeze disposal is the potential for presence of heavy metals, particularly lead. If lead levels exceed 5 ppm (O.aNS% by weight), the liquid is dccmcd a hazardous waste by Federal law. Almost haif the lead levels from used antifreeze data collected by the industry in ASTM 01525 exceeded 5 ppm. The heavy metals come from corrosion, that always occurs to some degree, withia the cooling system. For example, lead comes from solder. The same heavy metal problem exists with propylene glycol, a non-toxic substitute for ethylene glycol which is currently getting a great deal of attention.
The handler of used engine coolant has several options:
a ignore the potential environmental impact and dump used coolant down the drain, onto the ground, or into sewers;
a analp each drum of waste coolant to determine whether or not it is hazardous prior to picking a disposal option;
a pay authorized waste haulers or re-distillers to pick-up and handle used coolant; or
a recycle antifreeze on-site.
In general, the various techniques used to recycle coolant are: bulk, off-site treatment; bulk on-site treatment; and external vehicle hook-up (dosed-loop) treatment. The types of methods w d indude: distillation; ion exchange; simple filtration; chemical hltration; certifugation; oxidation; and reverse osmosis. All aim to produce ethylene glycol or ethylene glycol/water mixtures to which a fresh corrosion inhibitor packagc is added.
Corrosion inhibitors are depleted in service by doing their intended function. Even after depletion, these chemicals can remain in the system as salts. Therefore, it is generally considered desirable to knock out dissolved species (heavy metals and dissolved salts Erom depleted inhibitors), in addition to filtering out solid matter.
5 - 23

in brief Ford extends warranty to '91s
Lolack records 95% m v e r y rate
GM tests recvcled coolants Results to guide dealers on use
I
6 When you look at most claims by makers of coolant
recycling machines, they claim to meet the standards. But yau don't know
what the quality of the beginning coolant was. 9
WAVW(L DIaDLaT oarrurl "CCTCOOCIOlrUfDR
Re!gulatory Status of Waste Antifreeze
Waste ethylene glycol coolant (also known as antifreeze, EG) is listed as a state regulated hazardous waste in Vermont Hazardous Waste Management Regulations. Coolant from automotive engines, in some cases, may also exceed Federal hazardous waste limits for lead and benzene.
Antifreeze Management Options
Past management of this waste has been inconsistent in Vermont. The primary commercial generators of spent EG are automobile dealers and service stations. Historical options for the management of used ethylene glycol have included disposal as a hazardous waste, discharge into municipal sewer systems or illegally pouring it into dry I wells and storm drains. None of these management methods is optimal because EG is petroleum based and can be easily and economically recycled.
Ethylene glycol becomes contaminated with traces of fuel, metal particles (lead, zinc, and copper) and grit during use. It also breaks down over time to form organic acids which corrode cooIing systems. Additionally, when mixed with hard water high levels of dissolved minerals can harm cooling systems by forming scale deposits which block lines. To minimize cooling system failures, spent coolant mixtures containing damaging corrosion products and scale must be replaced by fresh mixtures of EG and water and inhibitors.
Current management options avaiiable for spent ethylene glycol coolants in Vermont include: pickup by a certified hazardous waste transporter for off-site recycling, treatment or disposal as a hazardous waste, discharge under permit to a municipal Sewer system, and recycling on-site. Each of these options has its own advantages and its own disadvantages. Disposal of spent coolant as a hazardous waste provides a high degree of certainty about what happened to the waste but it is quite expensive. Discharge to a municipal sewer system may be the least expensive, but to be completely legal must have a permit or "permit by rule" under the Water Pollution Control Act (10 V.S. A. Chapter 47). However, an increasing number of local systems are exercising their authority to ban discharges of this type, even though a state permit has been granted. As an alternative, some moderate cost options for antifreeze recycling are now available.
Recycling Options
Several products for on-site recycling are currently available to garages. Most of these consist of filtration systems that remove particulate contamination in excess of five microns. After filtration, a corrosion inhibitor package is added to restore the antifreeze for reuse. Also, a few manufacturers offer small distillation units which process less coolant than filtration units. In the distillation units, however, pure ethylene glycol is separated and is mixed with additives to make new antifreeze. Equipment for

QI-site mycling an be either purchased m hd, €hd ot mobile. Operators of truck mounted units arc able to offer mtifr#ae Fbcycfing to small garages which do M poduce enough waste urdfnezt to justify having their own unit&
A xrbw a” has been raised wpecidly u to the effectiveness of filtmtiai recycling. While particulates are rdcpuatdy removed, corrosivity of the mpncratcd antifreeze is a question. The remaining dissolved solids (iron, phosphates, sulfates, chlorides, and salts) my amtribute to a continued corrosive mvironment that may not be relieved by &ding new corrosion inhibitors. Since canosion inhibitors are available in many formulations, there is concern that when different formulas are mixed, the desired anticorrosion chemistry may not be achieved. For these reasons, automobile manufacturers currently do not recommend use of filtration recycled antifreeze and warn that warranties may be voided for use of recycled coolants. However, some heavy equipment manufacturers do not have the same reservations about coolant recycled through fractional distillation. Independent studies are currently being conducted by organizations including: the U.S. Environmental Protection Agency, P A ) , the American Society for Testing and Materials (ASTM) and the auto makers to establish a quality standard for recycled antifreeze.
Off-site recyclers of waste antifreeze use the same technologies as found in the on-site units, but on a much larger scale. These firms generally offer both to remove antifretze for recycling and also market recycled antifreeze for sale.
kopylene glycol has beui baed fbr pars u an ingredimt ir! foods, cosmetics and medicines and has earned a OUs ‘genefalty regarded as safe‘ designation from the U.S. Food and Drug Administration. Since p#pyfme g l p l hes many very similar physical properties to ethylone uyco1,without the eoxicfty, it ma become morc popular u a coolatrt in L future when mycling technologies are mort nAned.
For more information on waste antifieezc md other hpiaprdous wastes you may contact the Vermont h p ” t ofEnvironmmtal .Conservation, Hazardous Materials Management Division, 103 South Main Street, Waterbury, Vermont 05671-0404, (am) 2u-a7m.
In some situations, coolant that uses propylene glycol as a base may be an alternative to ethylene glycol antifreeze.



All sources are rmquird t o o b t a i n an mnl8sion pormit unles8 they are specifically .rr.mptd by t h o provi8ion8 of R q u l a t i o n NO. 3 . The A i r P o l l u t i o n permitting program involves a two-pha8ed approach. Phamo 1 involves submission of an Applicat ion f o r Emission P e r m i t and an Air P o l l u t a n t Emission Notice (APICN) f o r each 8ffOCt.d S O U ~ C O and an e v a l u a t i o n by t h o Divi8ion of tho .miasion8 from t h a t mource (on ly on. a p p l i c a t i o n form i 0 nocesaary f o r f a c i l i t i e s w i t h mul t ip lo source.). I f t h e yDcontr olleQ rmi8sion8 f o r each p o l l u t a n t are lesm t h a n 1 t o n / y o u (TPY) f o r t h e e n t i r o f a c i l i t y then no p u m i t is roquired and t h o $60 APEN f i l i n g foo(s) is refundod (except f o r toxic, hazardous or odorous p o l l u t a n t 8 which t o q u i r e APENs and permits rogudless of t h o emf8sion 1.~01). I f t h o u n c o n t r o l l d mmi8sions aro between 1 and 5 TPY f o r t h e complote f a c i l i t y ( inc lud ing a11 sources) then an W E N is r q u i r M , howmvor, a pormit is no t requird u n l e s s t h e ambient a i r levels i n Regulation No. 3, Section 1V.D. (oxcept for sou rces of v o l a t i l e organrc compound8 i n t h o Motro Denvor aroa wherm a l l 80urcmm over 1 TPY r equ i r e permits). I f uncon t ro l l ed emi88ions from t h e f a c i l i t y or sou rce exceed 5 TPY thon a p r m i t i8 required.
Sources wi th p ro joc ted emissions of g r e a t e r t han 25 TPY of any p o l l u t a n t and mources of odor are r equ i r ed t o undergo pub l i c n o t i c e i n a l o c a l newspaper where w r i t t e n c o m e n t s from t h e pub l i c are requested.
I f a l l emission s t anda rds and ambient s t anda rds are complied with an i n i t i a l approval pormit is granted. An i n i t i a l approval permit allows t h e source t o c o n s t r u c t and s tar t operat ion. The source must commence c o n s t r u c t i o n w i t h i n 18 month8 from tho date of issuance o r t h e permit e x p i r e s .
The second phase of t h e pe rmi t t i ng program involves an eva lua t ion of t h e mource by Divis ion i n s p e c t o r s t o ensure t h a t a l l cond i t ions of t h e i n i t i a l approval permit are being m e t . I n some cases source t e s t i n g m u s t be conducted t o determine compliance. I f a l l permit cond i t ions are m e t then a f i n a l approval permit is isaued, which remains i n a f f e c t f o r t h e lifetime of the p r o j e c t . PROCESSING SCBEDULE
The Divis ion must process permits according t o t h e fol lowing schedule:
Completeness Determination - - - - - - - - - - - 20 days Prel iminary Analysis Completed - - - - - - - - - 60 days (from r e c e i p t of a complete a p p l i c a t i o n ) - Pemit I s m u d - - - - - - - - - - - - - - - - 30 days from completion of prel iminary a n a l y s i s or end of pub l i c comment per iod Pub l i c Notice-Printed i n Newspaper - -.- - - - 15 days af ter preliminary a n a l y s i s completed Duration of Pub l i c Commrnt Period - - - - - - - 30 daya
For a ~ O U L C O which rquirod Public Coment a t o t a l t i m e of 135 days is allowed f o r processing (assuming a complete a p p l i c a t i o n is rece ived) . For sources not r e q u i r i n g p u b l i c c o m e n t t h e t o t a l t i m e allowed is 90 days.
C 0 " E SS 01 PERUIT APPLICATION
Tho Diviaion requires t h e adequatm information bo submitted concerning t h e source(.) If t h e app l i ca t ion i 8 incomplete, an a d d i t i o n a l information requemt w i l l bo made which w i l l delay
such t h a t .misaion8 can be thoroughly ova lua t rd .

tho procomm. Whoa tho 8ddition.l i n f o m a t i o n i m rocoivod, t h o procomming t i m 0 schedulo mtrrts ovor. Tho applic8nt mhould try t o inc ludo a11 nocemmary information, comploto and mign a11 foflD., and 8 d d r O S S a l l p o t o n t i a l .Primmion sourcmm at tho f a c i l i t y t o ensuro cecaplotonomm. A pro-appl icat ion mooting i s rocoamondod for complic8t.d mourcom t o tOVfW tho tOqUir.PI.nt9 f o r a complete 8 n l i C 8 t i O n .
Tho Divimion i m r.quir.d by l a w t o rocovor t h o comtm of operating t h e pormi t t ing progr8m by charging rpplicurtm 8 procomming foo. Tho feo i m b8red on t h o .Ipou13+ of tiam it t a l c o m tho Divis ion to procomm t h o a p p l i c a t i o n bamed on 8n hour ly r8t8 and i nc lud ing Comtm much 8. pub l i c8 t ion of public no t i ce . Curront ly , foam .io bamod on tho complexity 8nd typo of p o l l u t a n t s of tho amitting mourca, t h o rizo of tho mourc8 and t h o tkPr roquirod t o proc.88 tho app l i c8 t ion . Tho f i n a l approval foa includem tho to t a l of a l l comtm ammociatod w i t h enforc-nt of tho aniamion pormit, compliance t e s t i n g , and othor comtm am r0quir.d f o r procmmming tho pormit. Tho $60 APEN f i l i n g foo i 8 c h u g o d f o r e8ch now or rovimod WEN. Ptocom8firg fe8m 8ro C h 8 r g . d for both init ial md final approval p o d t m , modifieatioas and trursfer of ownership.
procomsfng
State l a w r e q u i r e s all sources which a r e permitted t o pay an annual fee f o r each emismion poin t . T h i s feo is t o cover t h e costs a s soc ia t ed w i t h program admin i s t r a t ion and poriodic inrpoct ions . An annual fee w i l l be charged f o r each emission sourc8 requi red t o f i l e an APEN. The appropr i a t e annual fee category i a b a r d on t h o Standard I n d u s t r i a l C la rmi f i ca t ion ( S I C ) Coda and f tequoncy of in spec t ion.
i ON- AN APhIc lurION IS RECEIVED, AI& PRWSSING TIME WILL BE BILLED RGGARDLBSS 01 WIIFlRLtR A PERXIT IS IS- OR NOT. I? A PROJECT IS CANCR.LED, TBL5 DIVlSIOll SBOULD BE NOTIlXtO IN WRITING IHlroI ATELY.
I f t h e owner w i s h e s t o change t h e ope ra t ion or throughput of a source, such t h a t ponni t condition. would be exceeded a modified permit must be obtained. A &"it modif ica t ion r e s u l t s i n an I n i t i a l Approval permit being i s sued ana asmociatmd fees charged. A r ev i sed APEN must be f i l ed spec i fy ing all changes.
R t L o c A T I O M 01 PORTABLE tQ WXPMerT
Portablo equipment such as u p h a l t batch p l a n t s and rock c rushe r s mu8t submit - a r e l o c 8 t i o n n o t i c e and amrociatod 560 f i l i n g f e o whenever t h e source moves t o a now l o c a t i o n regardlesm of tho numbor of day8 t h o equipment is relocated. -
O? OWHGR SEIP
I f t h e aourco U~1'18tShip changes, a revised APEN and $60 f i l i n g fee must be submittod to, each WEN. After r e c e i p t of t h o APEN and feo , a new permit w i l l bo ismuod r e f l e c t i n g t h e ownership change. Fees at. charged f o r processing tiw.
A p p l i c a n t and i n t o r e s t o d partiom who demiro more infozm8tion on t h o pe rmi t t i ng procemm may purchamo a P 8 r m i t Manual from t h o Divimion f o r $50.
0662i/ Rwiaod 0 7 / 9 1

July 1991
Laws on CFC Usage and Disposal seva;rl Minnesota laws have h en an Ed to control the release o f c b l o r o f l ~ a r b o n s (CFG) to the atmosphere. In addition, 1990 amendments to the federal Clean Air Act also address CFC production, use and disposal. This fact sheet briefly describes the laws and the dates they become effective.
You att now or soon will be directly affected if your business is to
accept used appliances or motor vehicles for scrap;
seMce air conditioners, home appliances or industrial refrigeration units; or
repair motor vehicle air conditioning systems.
We arc all indirectly affected, because these laws will help protect our environment and our health. It is in our own intenst to be sure that those who scrvice our vehicles or appliances capture the CFCs (Freon) instcad of letting them escape to the atmosphere, and that when our vehicles or appliances have ended their useful lives, the
refigexant in them is properly recovered and recycled. - ragulated bv CFC Laws’)
The list of ozonedamaging chemicals regulated under Minnesota laws includes the following:
Chlorofluorocarbon- 1 1 (CFC- 1 1) Chlorofluorocarbon-12 (CFC- 12) Chlorofluorocarbon- 1 13 (CFC- 1 13) Chlorofluorocarbon-1 14 (CFC-114) Chlorofluorocarbon-1 15 (CFC-115) Hydrochlorofluorocarbon- 12 1 1 (Halon- 12 1 1) Hydrochlorofluorocarbon-1 301 (Halon- 1301 ) H ydrochlorofluorocabn-2402 (Halon-2402)
The U.S. Environmental Protection Agency P A ) has grouped chemicals hown to destroy ozone into 20 “Class I”
based on their hazard to the . environment. See page four for chemicals listed.
and 33 “Class IT’ substances, .
what are the C FC laws 3
International treaties and federal law call for a gradual phase-out of CFC production, leading to a total ban on production of Class I otonedestroying chemicals by
chloroform, which will bc phased out in 2002. Production will be frozen at baseline levels in 2015 for Qass II substances, and reduced to ztfo by the year 2030. (Set page three for the p hase-ou t schedule.)
However, even though these chemicals arc to be phased out of production, it is essential to prevent CFCs already produced fiom being released to the air, when they can damage the ozone layer. In general terms, the state law says what you must do to prevent the relcase of CFCs, while b e federal law says that you must not release CF Cs. State and federal laws include the following provisions:
Scrap metal processing
If you process scrap metals or automobiles, you are affected by the 1990 Minnesota law in July 1991. nle state law says that if you process automobiles for salvage, you must remove CFCs for recycling before you scll or dispose of the materials that contain the CFCs, unless the automobiles have been crushed or othcmise processed so that removing the CFCs is impossible. If you process scrap nfiigerators, central air conditioning units or freezers,

you must remove and recyck, destroy orothemise pioptrfy dispose of the CFCS
The federal law affecdng these
Substances andmayrequin
types of businesses goes into effect in July 1992 for Class I
Of EPA-qproved nCyCbg equipment plus training and cereificaaon for those who do the work, The f d d standards are to be established by January 1, 1992. Standardsand requircmnts for Class 11 substances must be established by late 1994, and they will become effective within 12 months thatafter.
Servicing motor vehicle air conditionem
If you Setvice or =move motor vehick air conditioners, you arc affected by the fderal law beginning in January 1992. The Clean Air Act amendments state that pnsons doing such sewice arc to k “propdy trained and certified" and must use appved refrigerant recycling equipment. Lf you do this wark on fewer than 100 motor vehicles during calendar year 1990 and certify to that efftct, this docs not apply to you until January 1993.
By the end of 1991, the EPA must have adopted the standaxds and quirtmenu for such
you must certify that either you have the proper equipment and
SeMcing, and by the end of 1992
trajning, or you serviced fewa
than 100 motor vehicle air conditioners in 1991. n e following year, those who serviced fewer than loo vehicles must ccrafy that they, too, have the equipment and training: Wormation on the proposed
published in the Fedcrd Regiszer during the s u m ” of 1991.
regulations is expccud to be
Servicing appliances and industrial refrigeration units
If you SciYice refrigerators, k z c r s and central air conditioners, under state law you must begin capturing the CFCs in July 1992 and transfer them to a recycler, recyle them yourself for an allowed use or destroy or properfy dispose of the m s . The federal law that affects you also btcomes effective the same month, for Class I substances. The EPA is to establish standads and requirrments for capturing Class 11 substances by the end of 1994, to be effective within 12 months.
Nonessential products
By the end of 1991, the EPA is to identify nonessential products that release Class I substances and prohibit their sale or distribution, effective in late 1992. Such products as party strcamcrs, boat horns and cleaning fluids for photographic equipment m already prohibited under a 197‘7 mu law.
Codants for use by the home mechanic
Goolanu thu contain Class I or II substances designed for motor vehicle air conditioners may not be sold in containers weighing less than 20 pounds, except to those who have CFC recycling equipment, beginning in late 1992, under fedtral law, meaning that the home mechanic will no longer k able to recharge the air condiaoner in the family auto, releasing CFCs in the process.
CFC substitutes
By late 1992, the EPA must adopt rules prohibiting the use of CFC substitutes that endanger human health or the environment, if the EPA has identified safe alternatives.
Warning labels
By mid-1993, containers holding Class I or Class II substances must beat warnings stating that they hold substances that destroy the oulne layer. Products containing or manufactured using Qass I substances must also be labelled. Later (and at least by the year 2015), the same rcquirtmnt becomes effecrive for Class II substances.
Aerosol products
In January 1994, federal law makes it uniawf~l to sellor distribute aerosol pruducts

containing Qass II subsamces, except for tbosc de- to be essenhl or for which the EPA &tamhes IK) dtunative to the CFCs is available. (State and fedaol laws dating from the mid-19705 prohibit mOSt aerosol
. usesofclassICFCs.)
Enforcement
The law provides penalties of up to $ l0,OOO a day for violations of the law. In addition, violations would be considend misdemeanors, subject to criminal prosecution.
Research programs
The EPA will recommend federal research programs to help identify alternatives to the use of Class I and II substances for many uses and recommend measures to promote the development and use of safe substitutes.
CFC taxes
The price of CFCs is going up. Reduced production and new federal taxes on CFCs will make them valuable to recover. The base tax in 1990 was $1.37 pet pound This will increase to $1.67 in 1992 and S2.65 in 1993- 94. Each year after that, the base tax will incrcase by $0.45 per pound.
Existing state and fedend lows
State and federal laws also regulate other uses of CFCs. A 1988 Minnesota law effective in January 1990 banned the sale or purchase of packaging products manufactured using CFQ. Halons used in fire extinguishers must k recycled under the 1990 Minnesota Iaw.
CFCs are very stable chemicals that do not brcak down in the earth‘s atmosphere for many yean. Some eventually move into the upper atmosphere, where they react with the form of oxygen known as ozone.
The ozone in the upper stratosphere is essential to protect life on earth from most of the ultraviolet light coming from the sun. Without the ozone layer, life on earch would probably never have developed.
A one-percent loss of the ozone shield is pnxhcted to result in a twcqxrcent increase in human skin cancers. Recently the EPA measured the ozone loss over the northern United States and found that the loss since 1978 has bun about five percent. The effect becomes most seven near the north and south poles, so Minnesota is more affected than states to the south. The EPA
esrimatts 200,OOO deaths from skin cancer in the united states over the next 50 years, nearly doubling the current rate.
As more information becomes available on fedaol Iegulations, the MPCA will update this fact sheet If you would like to rccfive updated fact sheets, please call the agency’s Public Information Office at (612) 296 7769 to add your name to the mailing list Information on
equipment and CFC recyclers is available from the Minnesota Technical Assistance Program at (612) 6274646.
sources of CFC rtcovery
phaseout s c h e w
The phase-out schedule for Class I substances is as follows, except for carbon tePacNoride and methyl chlorofonn, which follow somewhat different schedules. (Pcxentages indicate allowable production and cansumption, using 1986 as the baseline.)
1991 85% 1992 80% 1993 75% 1994 63% 1995 50% 1996 40% 1997 15% 1998 15% 1999 15% 2000 0

class I subs&&
cNomfluorocafbon- 1 1 (CFC- 1 1) Chlorofluorocubon-12 (CFC-12) chloroflwroc&n- 1 1 3 (CFC- 1 1 3) Chl0r0fl~0ro~arbon-114 (CFC-114) aoroflwrocarbon-115 (CFC-1 15) Halon-121 1 Halon-1301 Halon-2402 Chlorofluorocarbon- 13 (CFC- 13) Chlorofluorocafmn- 1 1 1 (CFC- 1 1 1) Chlorofluorocarbon-1 12 (CFC-112) Chlorofluorocarbon-211 (CFC-211) Chlorofluorocarbon-212 (CFC-2 12) Chlorofluorocarbon-213 (CFC-213) Chlorofluorocarbon-2 14 (CFC-2 14) chlorofluorocarbon-215 (CFC-2 15) Chlorofluorocarbon-2 16 (CFC-2 16) chlorofluorocarbon-217 (CFC-2 17) Carbon wuachioride Methyl chlorofonn
Class KI substances
Hyddorofluorocarbon-2 1 (HCFC-2 1) H y~omfluorocarbon-22 (HCFC-22) Hydrochlorofluorocarbon-3 1 (HCFC-3 1) Hydrochlorofluorocarbon- 12 1 (HCFC- 121) Hydrochlorofluorocarbon- 122 (HCFC- 122)
Hydrodrlorofluorocarbon- 123
Hydrochloroflwrocubon-n- 124
Hydrochlorofluorocarbon 131
Hydrochlorofluorocarbon- 132
(HCFC- 123)
(HCFC- 124)
(HCFC-131)
(HCFC- 132) HydrochlOroflUOrocarborboa-133 (HCFC- 133) Hydrochforofluorocarbon- 14 1 (HCFC- 14 1) Hydrochlorofluorocarbon- 142 (HCFC- 142) Hydrochlorofluorocarbon-22 1 (HCFC-22 1) Hydrodrlorofluorocarbon-222 (HCFC-222) Hydrochlorofluorocarbon-223 "C-223) Hydrochlorofluorocarbon-224 (IICFC-224) Hydrochlorofluorocarbon-225 (HCFC-225) Hydrochloro fluom~n-226 (HCFC-226) Hydrochlorofhorocarbon-23 1 (HCFC-23 1) Hydrochlorofluorocarbon-232 (HCFC-232) Hydrochlorofluorocarbon-233 (HCFC-23 3) Hydrochlorofluorocarbon-234 (HCFC-234) Hydrochlorofluorocarbon-235 (HCFC-235) Hydrochlorofluorocarbon-24 1 (HCFC-24 1)
Hydrochlorofluorocarbon-242 "-242) Hydmchlomfluorocarbon-243 (Hac-243) H ydmchloro fluo~n-244 (HCFC-244) Hyd"oroflwrr>carbon-Z 1 (HCFC-2s 1) Hydrochlorofluorocarbon-252 (HCFC-252) Hydrochlo~~ff uorocahn-253 (HCFC-253) Hydrochlorofluorocart~on-26 1 (HCFC-261) H ydrrrchlom fluorocarbon-262 (HCFC-262) Hydrochlorofluorocarbon-27 1 (HCFC-27 1)
Printed on recycled paper
4k W

September 1991
CFC Laws- Supplement NO. I
The following is an anachment to the Minnesota Pollution Control Agency (MPCA) fact sheet on CFC laws. It desaibes the propased U.S. Environmental Protection Agency P A ) regulations for recovering CFCs during servicing of motor vehicle air conditioners. ( V u s rule would not apply to refrigeration units
another rule.) - they will be COW^ by
The EPA has published the proposed rule for public comment. Comments must be received on or before October
dpproved refrigerant recycling equipment, approved independent smdards testing organizations, training and certification for technicians and recordkeeping requirements.
21,1991. The rule addresses
Ea u i oment
Two kinds of equipment would be acceptable under the proposed rule: equipment that recovers CFCs and recycles them on-site, and equipment that only recovers CFCs, which arc then Sent off- site for reclamation. The w o types of equipment will have
for recovery and recycling on- separate standards; only those
ite have been established.
Equipment to recover and recycle CFCs on-site must be
able to exuact and process CFC-12 (R-12) to purity levels specified by the Society of American Engineers,
automotive senice garage, and
Laboratories or an equivalent certifying laboratory.
suitable for use in an
cemfied by Underwriters
Equipment purchased before the proposal of regulations will be considered approved if the EPA determines that the equipment is substantially identical to equipment that is terrified
The EPA will be able to provide lists of approved equipment to those interested The d e inciudts a procedure for independent testing organizations to apply for authority to cemfy equipment
Unless they serviced fewer than 100 vehicles in 1990, facilities must obtain and begin using approved refrigerant recycling equipment by Januaxy 1,1992.
Facilities that serviced fewer than 100 motor vehicles in 1990 have una1 January 1,1993, to
1992 deadline, these smdl facilities must cerofy to the EPA by January 1,1992, that they serviced fewer than 100 vehicles, and they must retain records to show that that was the case.
Technician trainina and ce rt i fi ca t i o n
Technician Paining pro-ms must be approved by the EPA. Standards allow for on-the-job Paining, training through self- smdy of insmcrional material, or onisite training invoiving instructors, videos or a hands-on demonsaation.
Training must address standards for service procedures and purity of recycled refrigerant, anticipated future ttcfinolo_pical developments, the environmental consequences of refrigerant release, adverse effects of stratospheric ozone layer de?letion, and EPA nguladons.
Programs should make provisions for non-English speaking technicians, and tests must be sent to an independent testing authority for p d i n g .
Cemfication pmgnms must give each technician proof of successful completion of the test and a unique number.

Certification and record- jceeoina requiremenu
AI1 facilities that service mom vehicfe air conditioners must ccmfy to the EPA by January 1, 1993, that they have acquired approved equipment and that every person authorized to use it is properly uained and cerrSed.
Anyone who owns or operates approved refrigerant recycling equipment used to senice motor vehicle air conditioners as a business must keep records of the names, addresses and phone numbers of the vehicle owners; the ye=, makes, models and license plate numbers of the vcilicies serviced, the dates of service, and the odometer readings of the vehicies.
In addition, records must be mainrained on the amount of refrigerant that is recycled on- site or reclaimed off-site at a reclamation facility, together with the name and address of the reciamation facility and the date the refrigerant was sent or dcfivered to it.
Records must also be kept of the amount of refrigerant purchased and consumed each month. Records must show that everyone authorized IO operate the equipment has been certified.
Anyone who sells or disuibutes class I or 11 substances in containers holding less ttian 20 pounds must rcquirc purchasers to amst in wiring that they art uained and certified to use i t Records must inciudc the names of the purchasers and the purchasers' technician ccnification numbers, the dates of sales, and the numbers of cans purchased Records must be kept for thrce years.
A sign must be prominently displayed stating that it is a violation of federal law to sell the containers to anyone not properly trained and cernfied
Additional information
The proposed rule includes information on the standard of purity for use of R-12 in mobile air-conditioning systems and for equipment to recover and recycle R- 12. Recommended service procedures and containers for R- 12 are also included.
Copies of the proposed rule may be found in Vol. 56, No. 171, of the Federal Register, dated September 4,1991. Lfyou need more detaii on the rule and do not have access to the Federal Register, you may get a copy from the MPCA by calling (612) 296-7769 or by writing to the MPCA Public Information Office, 520 Lafayette Road St. Paul, MN 55155.
The MPCA expects that the EPA will publish a proposed rule for other aspects of the federal CFC regulations within a few months. At that time, another supplementary fact sheet wiil be F P d .
Printed on recycled paper
@? W

Refrigerant Processing Equipment and Off-site Reclamation Services
REFERENCE LIST
If you are considering the purchaee of refkigerant recovery, recycling or reclamation equipment, or if you are considering the ude of offgite refkigerant reclamation twvicee, this reference list provides background information that will help you in your decision making process. Information includes federal definitions, questions to consider before purchasing equipment, and lists of equipment and service vendors.
0 DEFINITIONS
The following are excerpts from definitions found in the federal regulations regarding refrigerants.
peCoverv: To remove refrigerant in any condition from a system and store it in an external container without necessarily testing or processing it in any way.
Bcvcling: To clean refrigerant .for reuse by oil separation and single or multiple passes through moisture absorption devices, such as replaceable core filter-driers.
m m : To process refrigerant to new conditions, by means which may include distillation. It may require chemical analysis of contained refrigerant to determine that the appropriate process specifications are met.
0 PRE-PURCHASE CONSIDERATIONS
Questions to ask when purchasing refrigerant processing equipment
1.
2.
3.
4.
Is the unit capable of processing the type of refrigerant you encounter (for example, R11, R12, W2)? Can it be adapted to accommodate a variety of refrigerants?
To what cleanliness standard does the unit clean the refiigerant? Does the cleaned refrigerant meet the warranty requirements for the refrigerator or air conditioner that you are servicing? What contaminants are taken out of the CFC?
If you purchase a recovery unit, what are the costs involved with sending the refrigerant to a reclaimer?
Can the unit remove the refrigerant from the air conditioner or refrigerator fast enough- to meet your needs?
1313 5th Btroot BE 8ultr PO7 Mlnnupollr, Minnorotm 58414-4104
CIlP) 687-4646 C 8 0 0 3 947-0015 CMlnnrrotm only1 FAX CBIPI 617-4768

5. What are the costs associated with the operation and maintenance of the unit?
6. Does the equipment meet the EPA’s certification requirements? (Note: As of January 1992, federal rules require businesses that service motor vehicle air conditioning unite to certifv their refrigerant equipment. Similar d e s are being developed for businesses that wrvice other refrigerantcontaining units.)
&TAP maintains the following list solely a8 a service to Minnesota companies. This may not be a complete list of available service8 or suppliers and does not represent an endorsement by MnTAP. MnTAP, by providing the list, does not represent that the companies are or are not in compliance with applicable laws. All users of this list are responsible for insuring that any company with whom they contract for products or services complies with the requirements of state and federal law.
5 LISTS OF REFRIGERANT PROCESSING EQUIPMENT AND RECLAMATION SERVICES
Refrigerant processing equipment
U Company I I Products Offered
’ Davco Manufacturing 3601 Glover Road Easton PA 18042
Ener Craft 1 5117 East F h t Street 1 Austin TX 78702 , Everco (Moog Automotive)
4723 Tana Point E a g q MN 55122
F’rick Company 345 West Main Street Waynesboro, PA 17268
Global Ozone Solutione 120 Northeast Boulevard Nashua,NH 03062
Imperial Eastman 6300 West Howard Street Chicago, IL 46034
5121385-3444 FAX: 5 121385-3467
6121688-9027
717/762-2121
603880-8365
Manufacturer’r Representative: Mondale & Aeeoc. 6 12/888- 1770
Recovery equipment Offem reclamation service
Reclamation equipment
Recovery equipment
Recovery equipment Off- reclamation service
’ -ding equipment
Refrigerant Technologies, Inc. (RTI) PO Box 12025 York PA 17402
717B40-4545 8001468-2321
I

White I n d d e s 8001633.2827 Rscovery equipment 9201 Castlegate Drive . 3171849-6830 Indianawlis. IN 46256 FAX: 31'71849-7077
Refigerant Reclamation Services
Company Phone Services Wered
Dan's Refigeration 5071694.1864 Offers Air-Conditioning & PO Box 164 Ivanhoe, MN 56142 *exant reclamation Mobile
M g e r a t i o n Institute (ARn-certified
eervice available in southwest Minnesota
National Refrigerants 11401 Roosevelt Boulevard Philadelphia, PA 19154
21516984620 Offem ARI-certified refrigerant reclamation at their facility. Services available in the east coast & midwestem U.S.
Omega Recovery Service 2 13698-099 1 Otrers ARI-certified refigerant 12504 East Whittier Boulevard FAX 2131696-1908 reclamation at their facility. Whittier, CA 90602
Appliance Salvage and Repair
Locations of vendors providing these services are listed on a separate fact sheet. Call &TAP at 612/627-4646, or 800/247-0015 in greater Minnesota, and request the Major Appliance Fact Sheet.
(1/92- 1 1)

YOU CAN HELP
Your buying habits can help to make a difference! .. .
If you must buy products in aerosol cans (they can't be recycled), check to see that the enclosed propellant does not contain CFCs.
If you take a vehicle or old appliance to a scrap yard, be sure the freon will be recov- ered, as the law requires.
Reupholsier used furniture,and ask that nu
'
0
0
. , . ,
0 I .
. - .. hew foam be used.
In buildkg or adding insulation to a house, use alternative insulation such as fiberglass, fiberboard and gypsum.
When repairing the air-conditioning unit in your home or vehicle, encourage the service people to capture the drained CFCs.
Make sure that stuffed toys'and pillows you buy are filled with cotton batting or fiberfill rather than foan).
Ask for natural-fiber or non-CFC foam padding when purchasing carpets and padding. . .
Buy non-halon fire extinguishers.
Don't buy party horns, boat horns, spray strings of plastic confetti or other products that contain CFCs.
Support laws to control CFC usage.
Minnesota Pollution Control Agency Printed on recycled paper
June 1991
'CF n
n
What do refrigerators, printed circuit boards, carpet pads,foam mattresses. home and car air conditioners and rigid insulation have in common? They all represent common uses of chlorofluoro- carbons - CFCs - A chemical dependency we all have to shake.
Minnesota Pollution Control Agency

CFCs ARE CREATED , ,
. - 'Back in the 193Os, scientists were looking for a chemical that would be effective as a refrigerant, yet wouldn't be harmful if it leaked out. It had to be nontoxic, nonflammable, and noncorrosive.
Chemists created chlorofluorocarbons, or CFCs, also known as freons, and their relatives the halons. Since then, many other uses have been found for chemicals with such valuable proper- ties. For example, they are used as propellants in aerosol cans, to blow the bubbles in soft and rigid foam materiais, solvents for manufactur- ing proasses, to help disinfect medical instru- ments and to.ex&guish fires. - .' -, . .
HAZARDS DISCOVERED
\
.
'So what's the downside? We've leamed that here, near the earth's surface, CFCs are so stable that some don't break down for more than lo0 .years. Since they are so persistent, some eventually move into the upper atmosphere;
, where they chemically react again and again, breaking apart special forms of oxygen mol-. ecules known as ozone and destroying the ozone shield that protects life on earth from damaging
A one-percent loss in the ozone shield is pre- dicted to result in a two-pkrcent increase in human skin cancers. Other medical effects include an increase in cataracts and other eye diseases, premature aging of skin and damage to our immunesystems. Effects on other life on earth, including plants, are uncertain but
Besides that, CFCs and halons are very potent "greenhouse gases." Greenhouse gases act to trap the sun's heat within the earth's atmosphere instead of allowing some of it to escape into space. Many scientists believe that the global warm@ effect'of greenhouse gases mav become the most serious environmental problem the world has ever encountered.
' .
* effects of ultraviolet radiation.
. potentiallv very serious. . .
.,
\
Not all CFCs are equal with regard to their potential for depleting ozone. Some are many times more powerful than others. The following is a table of the average lifetimes and ozone- depleting-potential of some of the most common and harmful CFCs and halons.
Atmospheric Ozone ' Lifetime Depletion
Chemical Clean) Potential
CFC-11 75 ' 1 .00 CFC- 12 - 1 1 1 1 .oo CFC-113 90 0.80 CFC-114 185 1 .oo CFb 1 15 380 - 0.66 HCFC-22 . . . . 2 0 '0.05 - - Halon- 12 1 1 : 25 - -3.00. Halon- 130 1 110- 10.00

DEPENDENCE GROWS
* ,I the I ~ S , scientists discovered that t)lese long-lived chemicals could be damaging to the ozone shield. At that time, the Unibed States and a few other coun*es stopped most aerosol cpn uses of CFCs. The Minnesota Leplature in 1 9 7 enacted a law banning the most damaging CFCs from p~essurized containers except for essential medicaluses or for the maintenance of electronic equipment. Containers holding CFd must display appropriate warnings on their labels. '
But our dependence continued to grow, Pretty soon more of us had air conditioners hour cars, home air 'conditioning, coolers, refrigektors and freezers insulated with foam, foam-padded furnitbe, disposable plates and cups that were sturdy and insulated, and as we insulated our houses better to conseive energy, we used more foam insulating matenals. And manufacturers
nontoxic solvents, to sterilize ktruments, and to pack fragle equipment so that it would not break durvlg shipping. Halons are used for
began using the chemicals increasingly as -
large building air conditioners 3%. , flexible foam 3%
aerosols 3% commercial/ .other3% ' .
conditioners foam 16% 15%
Minnesota CFC Usage in 1988 (adjusted for ozone-depleting potential)
. . Application R8lcrtive Rate
ofReleose . .
mxible foams- Sterilants Solvqts ' Large building air . . - conditioning Mobile air conditioning. Industrial refrigeration Retail refrigeration Cold storage Refrigerated transport. Home refrigerbtion Rigid insulating foams Fkeextinguishen - - .
Immediate Immediate Immediate Fast '
Fast Fast Medium Medium Medium
slow sow
slow,
J
. ' . . .. '. . . . -
. . . . -
special-use fire extinguishers'for libraries,
where water or other chemicals would damage vduables.
. delicate electronic equipment and museums, .
In some of these uses, CFCs are lost to the air . immediately, but k other uses, the CFCs are not released at once. In a sense, they are ba&ed, and some may not escape to the air for many years. However, nationwide, more than three- fourths of CFCs' potential to deplete the ozone layer comes from their use in ways-that release CFCs at once or very rapidly.
Although haltkg CFC lises that result in fast . . losses to the atmosphere would have an immedi-
ate effect in protecting the ozone shield, even if we stopped all production and uses d CFCs, those that are now banked can continue to escape and c a w damage for manv years.
It may be possible to recover some of those now found in enclosed systems - for example, in refrigerators and air conditioners -but muia t - - ing foam releases about one percent of its CFCs a year, and without tearing apart homes and buildings, it would be impossible to recapture the CFCs. More than half of the banked CFCs are found in insulating foam.
I

\. ’ . -
DAMAGE IS MEASURED
The U.S. Environmental Protection Agency has measured the ozone loss over the northem United States since 1978 at about 5 percent, and the loss since 1969 may be as much as 10 percent. The effect is less severe near the equator and tends to worsen as one approaches the no+ and south poles, meaning that Minnesota is more affected
‘ than our neighbors to th’e south. An estimated 200,000 deaths from skin cancer in the United States are predicted over the next 50 years,.nearly doub.ling the current rate. ,
In 1985 a gaping hole’dms discovered in the ozone shield over Antarctica during the spring and summer months, and it has reappeared each year since then. More than 50 percent of the ozone . layer may be lost over the South Pole during these months. In 1989, researchers found that above the Arctic, too, gases are poised to destroy the ozone. Ocean scientists are also discovering damage to microscopic ocean plants crucial to the ocean’s ecosystem. Scientists and environmen- talists alike are calling for an end to our CFC dependency. But because of CFCs’ long lives, the damage will continue, even if no more CFCs ever escape to the environment.
’-.
KICKING THE HABIT
. It’s hard to kick the habit “cold turkey.” An estimated $135 billion worth of products in the US. rely on chlorofluorocarbons. Some of them, such as insulation, have beneficial effects for-the environment. Finding substitutes is not easy, and may also be expensive for all of us.
Worldwide concem led in 1990 to the s i p g of an intemational agreement to eliminate produc- tion of CFCs and halons by the.year 2000. The federal Clean Air Act Amendments of 1990 . reduce the quantity bf the most d a m a p g compounds that may be produced each year in the U.S., and include a total, ban on their produc- tion by the year 2000.
’
I
-
,
,
In Minnesota, a
effect since January 1990. The second part of the
Minnesota Legislature - in 1990 enacted a law that requires some CFCs
to be captured and recycled, on the following schedule: - \
July 1991 - Anyone who processes motor vehicles, refrigerators, central air conditioning units or freezers for scrap must recover the . , CFCs instead of allowing them to escape.
July 1992 - Anyone who services refrigerators, central air. conditioners or freezers must capture the CFCs. ,
January 1993 - Anyone who services or removes motor vehicle air conditioners must capture the CFCs.
Congress enacted the federal Clean Air Act Amendments in 1990, with the following requirements:
July 1992 - Anyone servicing or disposing of appliances or refrigeration units used in industrial processes must not release CFCs used as refiigerants. Those who repair or service motor vehicles as a business must have approved refrigerant recycling equipment and must be trained and certified to use it.
These steps were some recommended in a 1989 Minnesota Pollution Control Agency report on CFCs in Minnesota. Other recommendations included controlling the emissions resulting from use of the chemicals as solvents and sterilizing agents and in flexible foam products such as are used for upholstered furniture, mattresses and carpet padding.
.

CFC A LT E R N AT 1 V ES
Environmental Affairs Office. Citv of Irvine Decemkr I991
INTRODUCTION
cingerants constitute the single R largest application of C F c s I znloroiluorocarbons). Nenrly every r x i i i t v ID the country depends on CFC r5ingeranu m appliutlons as vaned ?S
low and high temperature refrigeration, air condiiionmg, d&g fountaus, and Jehumdifiers. Existing vehrcle air cdnditionen and the growing percentage ~i new UK with u r conditioners add to :he problem. For some of these uses,
',Ftimtcs are readily available on the ret: ior others, end users will have to
v for funher developments.
REFRIGERATIO
Th~s newslettcr focuses primvily on -:ationary refrigeration and air :ondiiiomng equipment. . It provides !nromtion on current and expected
: : w s and future prospects. and gives .mie tips an rrmumurng emissions from cxistmg equipment. Although CFC-bared muiaiion is oizen discussed in the -antext o i reingention. we will address :;la[ issue LII a future newsletter.
-+ . ,~uiations. 1 reviews available altema-
' k ~ s F h n : We want to alert our widen IO a new X N ~ that helps "II~SKS improve their environmental -rogams. The G l l f o m a Environmental 3usmess Resources Assistlnce Center CEBiUC) provides mformation on
:epulatory compliance. techruul and :inancid assistance. and e d u u u o a and rrammg. Access to the Center is by ;none I 7111563-0135 or 800/352-5225). :u I 7i41563-0189). electromc builetm
'a C13/4770108). and walk-in (100 - inahelm Blvd, Smte 125, Axahcim. ' 0'1805h >lost of the X N ~ C ~ S arc -:% ana :hey are very interested in - w m g D U S ~ ~ S S ~ S u~th their prooiems.
REGULATORY STATUS
n the not too discant past when I controls on the use of CFC retngeranu were nonexistent and the cost of vir_pin refngennt was low, little effort went mto rmlumrtng rcfngennt losses. Whether facilities rnamtlined therr own equipment or used contractors. refng- ennt l u k s were ignored if performance was not affected. and venting of refn- Perant to the atmosphere dunng service Gas an accepted practice. while some t e c h c r a m were trained to conserve refrigennt. a lack of proper equipment and the labor cost made it difficult to j ~ t i f y recovering and recyclmg refng- elant.
As concems about protecting the ozone layer grew and equipment manufacturers kgm to develop recy- cling machines. rcgulatov action took off. Cities. such as Irvine in California and Newark in New Jersey. states, and the federal government began to focus on practices that had been standard L I ~ the industry for yean.
Municipal Ordinances: Imine's ordinaace is typical of many municipal laws regulating the servicing of equipment with CFCs. Effective July 1, 1990, all es tabl ishments that manufacture. repair. x w i c t or maintain any reingention or air conditioning system using a CFC are required to recover and recycle the refrigerants. In addition. some control the sale o i reirigennts by limiting purchasers to those with certified recycling methods or by limiting the site of containers that may be sold. Recovery and recycling of reirigennu is required prior to disposal.
RcgionailStaie Regulariori: Other nonfedenl agencies are also beginning to regulate refrigennu. For example. the South Cost .Air Quality Management Distnct (SCXQMD) will require recove- and recycling for stationary
units and s y s t r m with a 50 lb. or larger refrigerant charge, annull l a k testing of these units and systems. reuivery and recycling from vehicle aw anditionen. certification of service tbciuucirns, and pemtting of recovery and recycling equipment by Jan. 1, 1992 (Rules 1411 and 1115). Sales of s d l conrainas of CFC refngerants will be pmhibited. SCAQMD has also adopod a policy prohibiting the use of CFCs after Jan. 1. 1997.
rVnrionaL Rcrmnronr: Ir! the Clean Air Act Amendments of 1990. Congress told EPA to issue ~ g u l l b O I W prohibiting ventmg and requiring rsovery and recyclmp of CFC and HCFC refigmats from vch~cles effecuve Jim. 1. 1992, as well as CFC rcfngeranu from Mtionrry sources by July 1. 1992: the regulations must cover HCFCs by Nov, 15, 1995. EPA also has the authority to amdate the use of altematibe rchgentuts.
Used refngerant is not regdated as hazardous waste unless it is s~grufiundy sontarmnated. The hazardous w8ste rules may apply to refngeraut th.t has turned acid or is contarmrutai from a compressor burnout. Refrigmat oils sepanted from the refrigerant must be managed in compliance wrh waste od andlor hazardous waste rules. Check with the O ~ g e CO. H d t h Corr-Agacy or your local hvprdous wo~le enforcement agency for more information.
ALTERNATIVE REFRIGERANTS
a r l y all howho ld and s d N ;ommercial refrigentlon systems currently in use arc based on a compressor system with CFC-12 as the refrigerant: the remalndcr use rbrorpt~m system ( s a below for an expiamtion of these systems). Similarly most sommerciai ippiicaiions lnciudmg lvge

building chillm. refiigmted - in d e u , rad W - i n coolers use one or ~ 0 t h - CFC. HCFC-22 is used in a limited number of chiller applications and is the primpry refrigeMt for window, home, and d l commercial air conditiooing units.
In the past, other refrigerants wen used including unmania. methyl chloride sulfur dioxide, ethyl chloride. and isobutane. CFCs replaced these
churtaistics such as inermss and non- fllmrmhility. Similar experience led to the adoption of CFC-12 in vehcle air conditioners.
Although interest has been renewed in sow of the oonCFC rcfngerants with the deveiopmexlt of hermetidly d e d units, thm is a great deal of rcluctnnce to use flrmmnble materials in consumer
c o w bscouse of favorable
rppliations.
R m h on alternative refrigerants is directed towards the use of hydrofluorocarbons (HFCs) and hydrochlorofluorocarbons (HCFCs). Cumntiy HFC-1341 is usod for CFC- 12 applicatioos including chrllen and vehicle air conditioners and HCFC-123 for CFC-11 ig centrifugal chillers. HCFC-124 and HFC-125 are also available commercially. The use of HCFC-22 cootmucs to grow in response to the o m e depletion issue. HFC-134a and HFC-125. because they do not contain chlorine. have no omne depletion potential (ODP); the other nonCFC refrigemu a11 have an ODP of 0.1 or less (CFC-11 and CFC-12 are assipned an ODP of 1).
The rehgerants m currently' available absorption systems are either litnium bromide or ammonia. Thc use of ammonia is iirmted to buildtngs with IOU occupancies. such as reinreraid warehouses. due to its toxicity.
ALTERNATIVE REFRIGERATION SYSTEMS.
her approaches to reingention are 0 receiving more attention. Some of these arc still ln the rrsurch and development stage. Others arc commercial 1 y avai 1 able.
Absorprion Syremr: Large scak absorption systems arc being msullezi ili many locations because of availability O F excess steam or tne mcentives to lower p a k air conditiocllng and electncal loacs
kr addition. the seivei small systems are available. If you arc a user of large
convert to an h r p t i o n system.
Lithium bromide systems once had as much as a quuter of the commerrial air conditioning &et, but high operuing COUI d u d the s h e . Absorption systems use h u t to concentrate a diluted solution. The vapor, water or ammonia. is cooled. expanded at below atmospheric pressure, and absorbed into solution.
Vonn Tuba: Applications that require small amounts or intermittent cooling. such as machining, ubinet cooling, production line cooling. and electronic component cooling have found vortex (or Hilch) tubes helpful in reducing costs. noise, and enviroMKnta1 effects. Thw low-xxt alternatives to CFC-bsed units use c o m p d air to produce hot and cold air streams without moving parts. You cao obuin tempentures from -40°F to +200'F. refrigention rates up to 10,ooO BTU5r. iind flow rates beween 1 and 150 SCFM. You will be surpnsed at the low prices o f the vortex tube components.
Peltier Eflen: Applications bas4 on the Soeback-Peltier effect provide local cooling with electronic equipment and drinking fountains. The Peltier effect is the process of cooling with w of thermocouples by pumping heat out of cold junction elzctncall!. Though relatively inefficient. i t has no moving parts and can be quite reliable. These latter attributes d e i t of value in a number of systems.
Srrrlirig Cvcle: Stirling-Vuilleurmer h u t pumps have been used for cryogenic cooling and soiar eizctnc power eeneration and cooling. Helium and air ire commoniy usai gases for working fluids. Tnouyh efficient. these system> need further development before widesprud commercial application is
chillas, it m y be cost effective to
expected.
Reverse Bmyron Cycie: Sources u i t h . large quantities of compressed air. such as aircrart. can use this process. The) providc lightweight system,.
C 0 NV ERTIN G EX lSTl N G EQUIPMENT TO NEW REFRIGERANTS
ome types of equipment Ipanicuiari. S CFC-I 1 and CFC-12 chiiiersi nr\ = 'been convenzd successiuliy 13 ;I nonC? 1
refngerant. However, HFCs and HCFCs cannot be dropped ut0 existmg systems wthout modifymg the upupmeat. Yr must idmtify potcatid coaqxuibil. 1 problems wth gaskets and d s . the compressor. and the refngmnt oil. V i m seals and w i d spthetlc oils, for example, arc mud beurrse of the hgh solvent uprbikty of the new refnperants.
practices and add momtonng equipment (see the discussion on leak detection). Substitute rcfngerants have different exposure 11rmt.s. In some uses, regulatory lirmts (perrmssible exposure levels, PELs) have not been established. Refneerant manufacturers will SUPPI) mformation on voluntary stpndards such as TLVs (threshold lirmt vdues~. The new compounds geaerally are not flammable alone. but m a y be fln"?ble ln m x t u r e ~ with flammable liquids or gases. As a rule of thumb, you should treat the new rcfngeranu as somewhat more hazardous than CFC compounas. given the lower TLVs.
AHSRAE i s revising smdards IS a d 34 to incorporate new refngeranrs NC strongly recommend contactmg an air conditionlng and rcfngeration contmctor with expenence m conversions and t ne equipment manufacturer pnor to mun' any decisions. You mght find it help, ' to talk to equipment users mat haLc converted. Manufactures of HFCs anc HCFCs. such as DuPont and A i d - Signal, offer extensive repor& on substitutmg new refngerants ana or?:: assistance. The resources lisr UI tms newsletter mcludes l e ~ h c a i aril;
contractor orpmzations that can mob id- additional techmcal wistanc:
You m y also have to mlsc work
SUCCESSFUL SUBSTITUTIONS
Mobile Air Condirioninp. Exunsn i testing of HFC-13Ja to iind S U I U D I C luancating oils and merals nac tern successful enough that =\era1 auto manufacturers will mstall this rerngcmi in 1992 model year vehicles
Commercial and indrrsrria! ..II- C m - dirionitrg: Extensive m t m g of i-iCFc- 123 for commercial chllers ana i u g = scale air-tonditionmg have snour Z: compatibility of this reingcmr u;:i 2
numtxr or' marcnals and iutrnxiL. Xlanutacruren are oiienng the r:rn;trj :n new equipmen: tnat IS :otIxne:::i- a\aiirbi=.

rmlung facdiual. Inquus mrb your tqulpmcnt mnnuiacnvcr to daennmc whether or not you caa usc recycled rcingerant.
There are a vinery of r scovay~a iy and recovery md mcychg u f p available. Depeadmg on your & such ?S top wok, CFC-11 -bility, or the use of multrple rrrlrigcrmrr. S p e c l n l i u d mrchules can be obtund If vou do you own WICC w o k If you use i contnsctnr. you may want to quire m to the services provided lad whsrhr or not they have the r p p q " oqupam~ Molataunce of ncycfrng IIy.)IIIy U.L. listmg, vvntng and ccitrfiapwr ut dl impomnt facton m evduaaq t& dniity of s e r v i c e / m p t n ~ f h n a rnbousc personnel to provide n u lntek of service. We have listed l l ~ tho resnuux setion some of the mas- and suppliers o i recycimg equpmmt and service providers.
REDUCING EMISSIONS: Leak Detection, n'lodifications and
'intenance
n the past. few building operaton paid I much attenuon to r e f n g m t I& dess periorrmrnce WLS affected. Operators would not borher rrpunng or even loohng for a smrll l a k or worry abous exCeSUve purgmg. s t o a toppmg an' a system wtb refngerrnt was mexpcnsive. New des r e q m g Id repair and the cost of refrigerant arc dnvmg a market for sopbrarcusd I d detection devius. new purge control measures. and improved "nane.
L e u Derecrion: Simple lcpk detecton :ha1 iacntiry the presence of chlonne are 1~ J U M ~ xrvicmg to find common >surces ot leaks such as check valves. :asicels and fittmgs. More sophrs~utod itreston exist to monitor enure rooms cla a contmull basis.
with the advent of new rcfngerants. different t v p of detectors have come into w. smce HFC and HCFC rctngemrs conulll little or no chlonne.
Plnpolntmg Iak detectors are maheid un~ts that UII duscl I& of 5 ouycar (approx. 50 ppm). Tbest zre
illv battery operated and sound when 1 ,eak is detected.
.*ea momtors arc typidly used m :amomation with a handheld unit to provide 24 hour detection covenge. Area xomton may be noaselecave. halogen jpaii ic. or compound spe~if ic . .Vonselecuve dctators e d oxide semiconductors and t h e d or electnd iomzatlon. They are the las t expensive. from StW to fl.JOO. but hve tbe most false alarms and l a s t scosrtivity (50 ppm threshold). Halogen rpsclfic detstors will detect chlorme,fluorm m d bromrne at less than 5 ppm. These can be Aibnted and are qrute durable. The cost for halogen spectfic m m t o ~ JUUS kcween 5300 for pmpomtm to $1.800 for area monitors.
Compound spesific detaxon an very ~ X D C D S I V ~ ($6,000 to $2O,oOO), but n u u m t ~ c fils d m and SCPS~~IVC to levels of less th.n 1 ppm. Availrble technolopa mclude lnfrusd (IR) SpectroSCapy, ion-wbriity "cry (IMSL pnoco-rcousac spsctroscopy 'D.4S) and gas chromuognphy (GO.
IC lattcr two aze newer, unproven tah- IR is rasoarble to US and opes.
+Ante. They can be lid mth mu- si rehnperanrs and bleads.
DuPont recommends the use of :ompound-speciiic arm monitors with HCFC-123 systems due to a low TLV for the reinqemt.
You shouid evaluate your company's needs to dctermune best systems for your environment.
Purge Corurol: The use of older purge controls can result ln reirigerurt loss when noncondensibles arc vented or a vacuum is puiled before rechargmg; new purge systems control this by collcctmg purged fluids and recycling the copcured rcingerants. Installation of new purge controls are " m e n d e d and should be done by a qualified technician.
Mainremiice: Good maintenance practices. in conjunction with an appropriate I& system. is cntical to keepmg reinperant losscs to a mum". Whether you use a service company or m-house scarf, make sure that gaskets and 4 s arc in p o d order, purge controls arc functionlngproperly, compressors are runlung efficiently. and that luks are quickly identided and repaired.
RECOVERY AND RECYCLING
ecovery. recycling. and reclamation R u n reduce CFC em~ssioos into the atmosphere by a significant amount. As supplies of CFCs dimnish. used refngemt m a y become the only cost- effective rcingerant avaiiabid for your equipment. Refovery i s a process in whch the reinnerant is removed from the system and stored. The re ingcmt clll be r e d if not conrammted, cleaned and recycled on-me or off-site, or sent to a specialized facility for reclamation.
Some systems mclude receivers to isolate reinpant w&lc repun ue made. Recovery equipmait idlows techmcians to remove the rchgennt from the system without cm~ssious to the atmosphere. Recycling equipment (sametimu intcpnted with recovery) will remove modente levels of moisture. paniculate. and oil contanunat1on. Dependmg on the equipment, the recycled refnpemnt may be put back mto the equipment from which it was rscoverai or used m other systems. Specid factlitis arc available to pun@ heavily contarmnatd refngeranu. Altemtively, some manufacturers can put used rcingennu mu) their process for producing virgin rnatend (much like S c q steel 09 be used m Cenam -1-
EVALUATING YOUR NEEDS any firms have not tbougbt rbwt M CFC use m their w d t i o l u n g
and reingention UDJU. Rrr.av! CFC
restncted. you m y find rh you will be paylng a substlntiai in mfrigap~c costs over the next few y a n rad thnt some types of rcfngmnt m y & in skm supply. M o m v a . SCAQMD'r poiicy phumg out CFCs by 1997 mry m that new refrigerant wll be "l.ble attcr that date. If you hvea' t kgun evaluatmg your reingemat use, now i s the time to srart.
To begm. you should dcoamme the types of ut condiuorung rad uniu in your erg". "d rcfngersnt use, and cumat ummkaaa
supplics will bscoam hK7miJlgly
pnctius. If you have c q d e id" " ~ C c suff, you a n b q m to evaluate the S U N S of y a p preemt equipmat. dtenr+nvo rrfrigenats, conversion potcatid, new cqrupmcar needs. and m-house VI. mtnctor mintenancc. If needed. Coaarlhn~ ut available to help m your ~V~UMOIL
coo~mg appiicuions is a v u k b b m OUT t shmul resources library.
In fomuon on sow of tbs

RESOURCES
Leak Detecton
.Yonseiecnve ha& Lkrecrors
HiTsh b t " C n f S 10 M c h Rod Brevard. NC 28712 Glenn Reddingtoo
kybold-Inficon. Inc. 6500 Fly Road East Svrr~use. NY 13057 Tom Schrmtkons 3 15433-1224
- ~ - 8 a 4 - 7 ~ 0
Pacer Industries. Inc. ! 450 FintAvenue Chippewa Falls, Wl 54729 -15-723-1 141
\'onseiccrive Area Monuon
Thermal G u Systems ?.O. Box 803 Roswell. GA 30075 Tom Soreason 103-537-3468
Halogen Sensitive A n a Mondorr
SenTcch Corporauon P.O. Box 41240 1020 Production Drive Indianapolis.iN 462414325 8111 Williarns 3 17-247-0460
Compound Specific Area hioniron
Environmental Technologiu Group, Inc. !-5oo Taylor Avenue ? 0. Box 9840 aalttmore. MD 21284-9840 !ouph Roehl 30 1-32 1-5200
The Foxboro Company 15 1 W o o d w d Avenue Box 5449 South Nowalk. CT 06856-5449 Paul Jacobetz 33-853-16 16
Gas Tech Inc. 3445 Ccntnl Avenue Scwark. CA 94560
4 15-794-6200 amce Holcom
General Analysis Corponuon 1.50 Water S t r u t Hox 528 South Nowalk. CI' 06856 " m a 9 9 9
Vonu Tubes:
EXAIR Corporation 1250 Century Circle N o d Cincinnau. OH 45246 Roy 0. Sweeney. President 5 13-671-3322 F A X 3 1347 1-3363
Alternative Refngvants
Dupont Freon Group 1007 Market Street Wilmington. DE 19898 (800) 441-9450
Allied-Si pal P.O. Box 1139 Morri~towa. NJ 07960 (800) sa-8001
IC1 Aaencas Inc. Wilmmgton. DE 19697 Dr. P.H. Duguard (800) 822-8215
Alternative Refrigeration Equipment
dbsorprion Systems
The Tnne Company 3600 Pammell Creek Road La Crosse. W I 54601-7599 (608) 787-2000
York Intmutiond 11165 Knott Avenue, Suite D Cypres. CA 90630 (714) 897-0997
Mitsubishi 1278 Glenneyere St.. #lo2 Laguna Beach. CA 92661 (714) 4974551
Cryogenic helium equipment
B U High Vacuum Products 8 Sagumre Park Road Hudsoo. NH 030514914 Bvry Davitison 603-889-6888
Cryogenic Refrigemred Tmnspomtion
G e n d Cryogenics hcorporatai 3328 Hawthome Avenue Dallas. TX 75219 (214) 528-1666
R s o r q and Recycling Equipmcnt
.Mumy Corpontion
(301) n1-0380 (301) nima FAX
260 Schilling Cr. Cockeysville, MD 21033
Robmar Roburolr Way Montpelier. OH 43543-0193
Diggms 1278 Glenneyen St.. #IO2
B d . CA 92661 (7 14) 497-655 1 (714) 497-7397 FAX
Applied EcoIog~uI Systems P.O. Box 697 Hazlehurst. GA 31539
Evcrco Industnes Inc. 6565 Wells Avenue St. Louis. MO 63133
(314) 3814476 FAX
White Industnes 9210 Cutlegate Dnve Indianapolis, Ind. 46252
(4 19) 485-556 1
(800) 282-7679
(800) 825-6666
(800) 633-2827 (317) 849-7077 FAX
T h e m F l o 3640 Mam Street SpMgfield. MA 01107 (413) 7334433 (413) 733-9267 FAX
Spectromcs Corporation 956 Brush Hollow Road Westbury, NY 11590 (516) 3334840 (516) 3334859 FAX
Rrfng. Recovery Systems P.O. Box 360298 Tampa. FL 33673
Intermark Environmentd scicoce Incorporued 110 w. Arroyo strut R-O. NV a9509 (am) az8m38 (702) 322-7240 FAX
(813) 237-1266
Atlas Supply Comppny 11 Diamond Road Sprmgficld, NI 07081 (201) 3794550
Assemblies System Corp. 3 132 Louis Aveaue Eau Claire, W 54703 (715) 833-2004
cvrier Traasicold Division P.O. Box 4805 Syracuse.NY 13221 (3 15) 4324000
4

Eaa Cmft, lac. 5117 E. 1st Street Awin, 'D( 78702 (512) 385-3444 (512) 385-3467 FAX
Envirotech Systems 1800 Temad Road P.O. Box 520 ~ila. Mr 49120 (800) 544-1247
Four s.rsonS Sunurd Motor Products 500 ladustnal Park Dr. Grapevme, TX 76051
Frick Company 345 W. Mrun Street Waynesboro, PA 17268 (717) 792-0396
P.O. Box 14OOO Lexmgton. KY 50512
Jameskamm Technologies P.O. Box 896 1 Toledo. OH 43623 (419) 531-3313
Kent-Moore ACR SystemdGSl 29784 Little Mack Roseville. MI 48066 (800) 345-2233 (313) 774-9870 FAX
(817) 481-7861
IG-LO. h c .
(606) 264-7909
Klmge Products In;. (Refrigerant Technologies. Inc.) 1380 spahn Ave. York. PA 174G2 17 11: J 840450C
Sational Refngeration Products 2250 Hickor\. Roai P!>mouth 51uting. P.4 19462 ( 2 15 634-0666 ISlj, 834-0994 FAX
P ~ c i e ! hl D I 62Ed N s t 48th .\venue &but k d g e . CO 80033 (800) 356234
Pouer 5fanufacrum; 2009 lnaustnal Roaa Rocwall . TX 750E' (214, 771-1303
Snapon Tools 2801 80th street yauuhn, WI 53140 (414) 485-5561
Sun Electric Corp. 3011 E. Route 176 Crystal U a , IL 60013
Tshnical C h e m u l Company 10737 Spviglcr Road Dallas. TX 75220 (214) 556-1421
Tbtrmol Engineering 2022 Adam Street Toledo, OH 43624
(815) 459-7700
(419) 244-778 1
Voo Stccnburgh ly00 S. Quince Dr.. Suite D Dcaver, CO 80231 (303) 696-01 13
Wynn Climate Systems 1900 S.E. Loop 820 P.O. Box 40870 Ft. Worth. TX (800) 347-38s;
Off-Site Refrigemnt Reclamation
Allied-Signal P.O. Box 1139 Momstow. NJ 07966 (800) 522-8001
DuPont Used Rtfngtran: Reclamation Program Call you local DuPon: FREON Refngeranr ruthonzed deaier or call DuPont at (800) 441-9453
Omega Recoven Sen IC:- 12504 E. Whittier B l b i Whlttier. CA 906;: (213)698-O99 1
Professional Associatiom
Refnneration S e n x c Engineer. Society (RSES) 1666 Hanes Road Des Plaines. 1L 6001c (708) 297-6164
Pur Conditioning k Reinperation Tnmmg Center 2220 S. Hill Srrzer Los Angcles, c.4 9ooc- (213) 747-029 I
Southem Cabforma chpter of ASHRAE Mike Schilling c/o Engmscr's sscntrnd Service 626 N o d G h e l d Ave. Albambra. CA 91802 (213) 283-3188
Air Conditioaing & Rehgerotion Contrrcton Assoc. of So. U i f o m a 401 Shrtlo Place, Suite dl03 Los Angels. CA 90020
Amencaa Society of H a t m g , Refngeration & A/C Engineen (ASHRAE, 1791 Tullie Cr.. KE Atlanta. GA 30329
Omnge Empire Chapter of ASHRAE - Carol Jensen c/o So. Calif. Edison 1500 East Warner Brookhollow Complex Sanu Ana. CA 92705 (714) 755-7346
Agencies
Technical Assistance Environmental Affairs Office P.O. Box 19575 (7 1417244235
South Coast A r Quality Managemen: Distnct Small Business Assistance Office P.O. Box 4936 Diamond Bar. CA 917654932
(213) 738-7238
(404) 636-8400
ci ty of 1°C
(7 14)396-2ooO
U.S. Environmental Protection Agent! Office of Atmosphen: and Indoor A: Programs. Global Change Divisior. 401 hl St . s.\\ . Washington. DC ?Wi~ Oic Amundsen (202)260-2833
The informarion m h i s newsletter is provided as a service to mterested panic:: and 1s not an endorsement or disclame: of any lncluded or excidued organmition. practice or technolog!. We appreciate all comments or suggestions you mgh: have. Please call Alicia Scherer. City of Irvine Environmental .4fiairs Ofiiic=. (714)7244226) or wnte to thc City of i n " Environmental Affairs 0 % ~ . P.O. Box 19575. Imine. C A 92-13.
Technical Wrirer: Joe Farbr: Editor: Alicia Schercr. tlrccvrrve Editor: Michaei Brour.
Pnnred 011 pan:aii\. rec\cLec pa??-


E n v i r o n m m u l ~ M c e . City of Inrine Juiv 1991
Semi-Aqueous Cleanina INTRODUCTION
WELCOME to our second newslaw on alumanves to the use of omne depimg chcmds . Thanks to all of you who rspanded to our request for feedback with suggcsaons, cast mdm. and cncorrragemeat we welcome your pamipanon in making rhls newslcrter more productive for you. Please Wnte or call us about products. pracesses, and vendors that help elmmatt the nted for CFCs.
We emphasw a pollution prevmon q m x h to protecting the m n e layer.
" m u n g the use of CFCs and .elated chcrmcals should not lead to the
pubhc health or to the envlnrnment We hope tfiat you will address polluuon at its source and "ize exposwe of employees. the public and the QlmnmaK when the use of ozone deplenng chemcais cannot be elunulattd. care should be taken to reduce emrssions to the lowest feasible level.
We urge you D work wth qutable consultants, chcmsrry supphus, and qwpmcnt vendors m evaluahg altcrnaaves to your use of CFCs. This newsletur 1s intended to be a stamng pomt 111 asssung your eduaaon and 1s not a ncommendanon for any pamEularpr0cessorchermmy. Taik to your colleagues and trade assocaanons and use the res0m.e~ hted at the end of the newsletru to get SlarLCd
CASE REPORT
lllpoducuon of other SIgniKcant risLs to
AXI h e company told us about a
sAucnon UI theu use o CFCs. As a s ~ p p ~ ~ oi pam to other compmes. thcy offered a lower pnce for deltvw
vay simple method of y g a m e
of pans that had not becn cieaned They knew that although a "bQ of thexr CusfOmQs sptcified delivay of cleaned parrs, their ctlstamers also cleancd the part when it was received. The new policy allowed the supplier to reduce CFC use sigmficandy. since about 80 pacent of its cusunn~s tlirmnated the cleaning Specifjdon and pad the lower WSL
To implement this appmach. a company should invesugate its customers' requirements and establish the need for cleaning. In some cases, pans may not need cleaning. either prior to or after delivery. Close attention to customer netds on the part of the supplier. and pIoduct needs on the part of the user, may d t in use reductions without rtsarting to proces changes.
SEMI-AQUEOUS CLEANING Lf you have established the need to
clcamng an two of the aitanaavts to the ust of uadidonal solveats such as
effecrrve in many appiicarians (set the fmt ncarsleatr). However. aqueous cleaning may have signlficant pcrfoxmance or even enwonmezltal drawbacks. In such CaEeS, Semi- aqueous methods. which combine water with a solvent may be prefaable.
The manufactrping of an arrifle may leave thnt types of soils that need removal: organics such as rosins. glycols, oh, grea3eS. and waxes: warn-soluble inorgaruc salts: and insoluble particulates including marcriais of constructios d i n metals. and dust
clean, aqueou~ and Sani-aq~a~us
CFC-113 and 1.1.1 aichloathane. AqUWus SYS~CIIIS have proved Cost-
W
The cleaning action far the three types of soils differs when using a semi-aqueous process. The organic soils are dissolved in the cleaning solvens the paflcuiates suspended by agitation, and the inorgamcs are dcwlved or suspended in solvent and/or water. In most cases, the cleaning step is followed by a rinse and dry cycle.
One type of semi-aqueous cleaner is allowed to scnle out and is then decanted for recycling or fuel blcndmg; the waftr is recycled as well. Thls C O W C S - ~ ~ ~ ~ U C ~ and a r s ~ n ~ good envkonmmtal rnanaganca Usually, only a biodegradable residue, wbch may be sewaable (check with your sew- autharity), remains in the water.
Anorher type of semi-aqueous cleaner is dispersabie in w u and is intended to be dsposcd of with the rinsewater. Limirs 0x1 oil and grease m wasrewater will affm your ability u) put drspeMbk clca~ers in the sewer. You should check with the local sewer authority to see if the process WLII meet rtquiranents.
CHOOSING A CLEANER suni-ftqueoq products have proved
useful in cleanmg elecaonic assembhes and metals. They will also m o v e waxes. ~peases and baked on orgmc marerials. some of b e dif€emt Sam- aqueous cleantrs are described below.
Tapens are a class of compounds denved from wood and citrus SOUFCCS. currmtly used m household cleaning products and y r
form of camphor and menthol
. A --based i n d d cleaner IS used typ~cally m a cold clevllng
Terpenes:
thinnen, they BTt also prwau in
pharmaaudcal preparaaons.
-1

The product m be CllWrvA is placed in The fate of a" drawo€f to the the cold tank with agiranon for soil dectmter collaols the equilibrium
coB1cQLpafia of cleanmg agau in the Mulsioa This colluols needed
rtmovaL It is then d~ PW in a
replenishment rare. ha water rinse and dried.
some withlow vocr. DESIGNING A SEMI- AQUEOUS SYSTEM
I
Tcrpcna have w1ccllulK solvency char;rctaistics and g d y don't atrack m a d s and most plastics. some comma eknomas. however, arc not mpatiblc with tcrpezbes.
Tapuus will clean well a! ambient
volariiity, and have a boiling point above halogeprrred solven~. Tcrpen~ PiOQas arc available in both water rinse and nonwam rinse fonnWons.
Care must be exercised in using rupene clumns as they arc COnsidQtd combustible (flash points in thc range of 100.200 degrees F). They should be used below 100 degrees F to avoid problems. Vapor degrtascrs can be modified to opaate as a cold cIeaning tank or with slight elevarians in tcmperanrrt. It is critical to avoid gtneraring a mist with terpenes. Mists are extremely flammable. If spray confact is desind it should be done underimmusion.
runpaanaes, m relarively low in
Petrolcum H ydmcarbons: A h y d " base with a surfactant and a rust inhibitor will be effective in cleaning metals if the formdataon dyseparafwfordccanring. These products may be effsctive in dissolving sods such as metal working coolants and cutting OJS, gTcascs, rouge compo&, and waxes, nough h y d " systmrs have bea! around for somc time, their use is king revisired by the phase out of CFCs.
Other Semi-Aqucous Products: xlthough tapmes and h y d " n s arc receiving extmsive aamion, other cmpormds and classu arc surtacing to meet the needs of indusay for CFC- fn2c solvuus that are low in vocs. These include NMP (N-methyl pyrrolidone). DBE (dibasic esters), vegetable ads and faay acids.
In muals fat" iIldusmes, rerpenes, NMP, and esIQs have bcen NCCtSSfiLL Borh rcrpenes and NMP
toxicity, they have been passed p l e h m u y testing.
. .
are undagoing exlcnsive EPA toxicity tesu. Though both exhibit some
In simplified form, a semi-4ucous cleaning systun involves dissolving the soil in rhe solvent, rinsing the Cleaning agau and the dissolved soil from the clranl.rl srrrfacu. and drying the parrs Cluming may be aided by the usc of ul"ics, agiwion, or jets. Suni- aqumus cleanus are compatible with both batch and conveyorized spray washingmacfunes.
Adcquace rcmoval of the cleaner and dqmg of pans is crirical to the succcssfiJ adoprim of a semi-aqusous systcm. A n a m l i f e m a y b e u s e d t o minimize the dragout of cltaning agent and dissolved soils. The effccavcncs of cl&lncr m o v a l may be alhatld by using a countcrcumnt rinsing -gY.
A variety of drying techniques compatible with thc pans and a warn rinse may be incorpomted into the cleaning system. Corrosion inhibitors canbeaddcdorinsewatcrs. Airguns and airknives are also used to reduce drymg time and corrosion.
Large volume or complex production lines may rquuc a mort elaborate sysum. Solvm stage dragouts arc usually high to keep the soil c o ~ o n s in the solvent stage low enough for effccdve cleaning and require constant replenishment. However, hgh dragout will allow the recycling of the cleaner frum the decanter stage bixk to the solvau srage. n e amom of solvent recycled de te rmines the equi l ibr ium concentmion of soil in the solvent stage. In the 6rst rinse, a cleaning agau-m-watrz emulsion is allowed to fonn. This emulsion stage overflows t o a d e c a n r e r t h a t s e p a r a t e s t h e cleaning agent and soils hm the WarCr.
Warm is ncycled from the decanrer to the emulsiarl stage. If wgfq- soluble soils build up in the recycled water, a small sueam may be purged to W a s t e OUIfmmt The liquid level in the emuisilnl sage is maintained bY feeding eitha h.esh water or w a m fromrhefirstcas2dcrinse. h a i r
Not all rinses can be discharged to the SCWQ. Conract your sanilation Disuict ofkc far safe pracatxs. waste WummtiCm systems may be neukd and SUppliaJ are listed in the equipment section below.
A wark place usiag these sani- aqueous clarners nquues adtquate vcmilsion and may nquire exmsive exhausr system.
A very large number of rkw folm* of semi-aqueous mixtures have becn rapidly appearing on the markef These are aaunpting to meet the zlcfds of specific applications thar are strviccd by the various cleaning supplies. Talk to a number of dealers to learn what they have available for your industry. The optimum formularion for you can only be de- by tests on your products to meet your customers needs and provide a safe enyironment for your employees.
ADVANTAGES OF SEMI- AQUEOUS SYSTEMS
Semi-aqueous cleaning systems offer some si@cant advantages over solvau-based systems. Fim. cleaning needs usually can be met with lower volumes of chunicals. SeConQ low surf= tension fonnuiarions g~ve the cleaner the ability to peneaate gnau spaces. Because recycling is easy, lower quanaaes of waste are gmuated and most of thls waste can be sent Lo the sewer. Commurial reclamaaon of used cleanen is avadable. The perfarmaace of some semi-aqueous products has been validated in governmmt test programs. Some terpene cleanas have passeif the EPA/DOD/W: Phase 2 standards. cmpanies that establish thorough wtiag compatibility with components can use than to m a t miluary speclfiolnolls in elecoonic claxung appiicatians.
DISADVANTAGES OF SEMI-AQUEOUS SYSTEMS
2

RESOURCES The City of Irvine offers technical
auistamz to compauiu hated in the City. We have nu uttensive library of materials on almnrtives to the usc of CFCs and methyl chloroform. Evayaae is welcanae to h w s e through om libmy, which is located 011 the 3rd floor of city Hail
The City of Irvine also has a list of busin- who have bear smxushl in implrmenting same of the rrrhrrricm -w - in this newsleaa, aad who would be happy to sbare m f o " and idear. If you are
i n t a c r e d i r r r n n r r n i n g o m d h campnia, plase call Jaa Noce' at (714)724-6251.
If yarr h e a - =Y. yaa would like to shme with w, Wnte u) am Tcchnkal Assbmc~ m==% a t t b e ~ l i s t s d a t t l m c a d d t h i s N-. We wiU ay OD pnbliah dris i n f a " in a f " g rrticim.
Vcndon:
A l P h W h Jay .cchnlr.. Wesrern Regia~I Mgr. 2751 El Pruidb s m casaa. CA 90810 (213)603-92S5 Terpcnc-. BASFCoa-pumion 1OOchnryHillRogd parsqrPany,- NJ 07094-9985
pylldidonr) fot &gnOsing~Jicon chp cicrurulg, Md resast Smppulg.
Bell Indusaics, Rep. far Aacbor Larry Roghnrr 3629 W. MscAthm Blvd Suite 201 sanUAnr.CA!n704 (714)545-7195 (714)545-8Q58 FAX Andw Lith w a s h are hydrotxubon blends geared to ink sods for ik lithography imiluq.
(800)S43-1740 M-w of NKP(N-wt&l
Deita-Omega Techzrologies Lui Susan kBlaac, Vice-Resident P.O. Box 81518
LA 70598-1518 (3 18)237-5O91 (318)237-5131 FAX (800)833-5091 O M " k a blend of@ty OCA and svfbcr aaive ingredkntsfor me UI a water bpu to ckan and dcgreare. -&e with b e e m C l e a m ~ % ~ ~ s a d T d s .
DuBOIS charucals - .lac. Jmu T. Whimey, Sales Rep. 15010 E Don Julian Road City of Indpsrry, CA 91749
Removal of grease, and oil fiom concrete, metals etc.
(8oow38-2647
hP=CamprnY CbemialsrPdRwDepaKmalt ~ s a v i c e r m t a WrEmingtoa, DE 19898 (8W)441-Wu) Atonl S2 is a hydrocrrrborr ck&g agcruIbr " i n g oiis,gmt~~es, =S lia IIYPCJ, g-. ad prostic -corrtcdru nrsl Mi!ors .
DupamElscaaaics Batey Milt Plraa P.O. BOX 80013 W- DE 19880.0013 (800)2374357 Aupcl38 is a scmi.Q4yLoyI @d" cleaning a g m for me with printed wad b & f o r r e m d of rosin residues and ionic WR&dMnZS.
Envirosolv. Inc. 1840 Southside Boulevard Jacksonville, E32216 (904)724-1990 (904)724-2508 FAX RE-EMRY solvuut are blends of ietpenes alcohols for YIc in mid, printed circuit precision part awd high p * m e items.
GAFChdCalScOpmWIt wutan Reglm suite 285 17744 Sky Park Blvd Inrine, CA 92714 (714)250-1147 M4nufbcnucr M-PYROL, a sem- aqwovr cleaner of N M P ( N - ~ t h y r - p Y r r o l ) for metal degretuing, prindng ink cleanup, and mol&*
Glade Cham& 7302 East Helm Dr. WlOoL scoosdale. Az 85260 (800)922-2436 (602)483-7369 FAX Terpene baed systems j%r eicmonic Md metd w r h g inhupicr.
Inland T m l o g y Inc. 2612 pacific Highway Ea% suire c Tacoma WA 98424
A blend of terpenes, hydrocarbons, ethers and NMP for various appiicotions.
MicroCareCorporanan 34Ranu,Road Bristol. CT 06010 (800)638-0125 (203)385-7378 FAX Blends qfafwhols. lerpcnes and HCFC's f i r (Lsc in spot Clmmg of flux removal c u c w bcwd cle-mq.
(206)922-8932
3
NorwoodMAoto62 (800)225-9872 (617)762-1095 FAX A blend o f d i h k esrcrJjbr removd ofindrucridjinkhe~ a d adhesives.
Biu Giben 1481 Rock Mormtah Blvd. S m Moungm. GA 30086 (800)877-3339 LUanuktxuer of equipment Md cirrmrsnrrs md&g rcrpuu a d NMP bledr.
silicon valley ChQllabS, rnc. 3446 De La CNZ Blvd Sanra Clata CA 95054 (408)970-0656 (408)970.0659 FAX Blends usbg NMP jbr i n k odhuives a d resur.
C L E A N I N G E Q U I P M E N T M A N U F A C T U R E R S A N D SUPPLIERS: Accel Corporation -* Steve Raadoff (719)684-9282 (214)578-1869 FAX
sentry-comprnr
Blrtann J-NY BobKu?nlan (716)665-2340 (716)665-2480 FAX
BrrarrmUl- * carp. Eaeie- D"y. cr 06813-1961 Biu UIiaeth (m)- (203)7%0450 FAX &d: Ulataaic soles Inc. 1452 Culm Dr.. Ste. 262 Ini# CA W 1 4 Gsage- (714)857-7
CFMTCddOgU& * k Liaoville, PA Chris McCannell (215)524-9090 (215)5%9091 FAX
C W M - ' I E C H r l u a n a d ~ 7770 west oaklad h r k BaaleM.rb Suite 300 F t budadale, FL 33351 Agart'IheHLSG Inc. 1800 Di.gaarl Mykc I50 Akxandril VA 22314 (703)549-1001 (703)549-1003 FAX
ccqnme Indusuia Inc -Kenmdcy Jim K d m b d t (502)491-4433 (502)491-9944 FAX
crcsLuI"ics Trentoaa, NJ WilliamHCane (800)441-%75 Lo&. 23352 MadPo. Ste. P Missiaa Viep, CA 92691 Howard Be" (7 14)588-9704
The D.C. Cooper C a p o "
(3 12)427-8046
Delta Saaia-A Bronsan Company €hr=om&cA - W e d " (213)634-7140 (213)630-3406 FAX &d: uloavmtc sales, Inc. 1452 Culver Dr., Ste. 262 Irvine, CA 92714 -me- (7 14)857&7
. .
S k -
Indusuy coapaorive far ozone Layer prooscrion (IcoLp) washiqmbDcm (202)737-1419
ICOLP is an indvmid W~~ &dicuted to finding alurnonv ' U E O l j l c use of CFCs. They OZONET, accessible through GE InfbrmMbn Semiccs network to matr on dwMtivcJ avaibbk w dl was.
HsLpdwWBsLcRdU== * Unit Altanrdvc T-gy Division Toxic Subsmcu Conrrol blpam Dum"0fHerldrseniCes
1440 New Yo& Ave, SW., Suite 300
4 o d P S a e t Sac"a0,CA 94234nU) (916)324-1807
4


What are I
PCBs? Polychlorinated biphenyls
A generic term for the family of 209 chlorinated isomers of biphenyl. The biphenyl molecule is com- posed of two six-sided carbon rings connected at one carbon site on each ring. Ten sites remain for chlorine atoms to join the biphenyl molecule. While the d e s of nomenclature would indicate that the term poly- chlorinated biphenyl can refer only to molecules con- taining more than one chlorine atom, the term has been used to refer to the biphenyl molecule with one to ten chlorine substitutions. See Biphenyl; Isomer.
Poiychlorinated biphenyls (PCBs) were discovered in the late nineteenth century, were introduced into United States industry on a large scale in 1929, and
,ve been in use since that time in most industrial i ti on^. The qualities that made PCBs attractive to industry were chemical stability, resistance to heat, low flammable, and high dielectric constant. The PCB mixture is a colorless, viscous fluid, is rklatively in- soluble in water, and can withstand high tempera- tures without degradation. However, these charac- teristics are precisely the qualities that make poly- chlorinated biphenyl persistent in the environment; mono- and dichlorobiphenyl have half-lives in sun- light of about 6 days, but the higherchlorinated isomers are not readily degraded in the environment.
Uses The major use of PCBs has been as dielectric fluid in electrical equipment, particularly transformers (in- cluding transformers used on railway locomotives and self-propelled cars), capacitors, electromagnets, circuit ,breakers, voltage regulators, and switches. Electrical equipment containing PCBs is no longer produced in the United States, but in 1981,40% of all electrical equipment in use in the United States con- * Tined PCBs. PCBs have also been used in heat trans- -r systemsand hydraulic systems, and as plasticizers and additives in lubricating and cutting oils. See Di- electn‘c Matnials.
Environmental Distribution PCBs have been reported in animals, plants, soil, and water all over the world. The fact that PCBs have been detected in the polar ice caps is an indication of the power of atmospheric transport as a major pathway of global conta”tion. PCBs are also transported through the biosphere in water and attracted to sediments. It is not known what quantities of PCB have been released to the environment, but major sources are industrial and municipal waste disposal, spills and leaks from PCB-containing equipment, and manufacture and handling of PCB mixtures. See At- mospheric General Circulation; Biosphere.
PCBs have been reported in fishes, eels, and benthic organisms in the waters of the North Sea near the Netherlands. Fish products from United States wa- ters and the Baltic Sea have been found to contain several parts per million of PCB and have been de-

clared unfit for human consumption. PCBs have been found in all organisms analyzed from the North and South Atlantic, even in animals living under 11,OOO ft. (3400 m) of water. These phenomena are the result of bioaccumulation and biomagrufication in the food chain. Uptake of PCBs by plants has also been re- ported, but it is generally small and does not directly contribute to substantial human contamination. In a few instances, poultry, cattle, and hogs have been found to contain high concentration of PCBs after the animals have eaten feed contaminated with PCBs. See Food Web.
Following the initial restriction of PCBs production in the 1970s, contamination levels dropped rapidly in the Great Lakes. Since 1979, levels in the Great Lakes have ceased to decline, probably because of atmo- spheric transport, contaminated groundwater, spills and leaks from authorized equipment, continued iinproper disposal, and the fact that the lower-chlo- rinated species degraded first, leaving the recalci- trant higherchlorinated biphenyls. See Euhaphica- tion.
PCBs have been detected in human adipose tissues and in the milk of cows and humans. The estimated percentage of the United States population with de- tectable levels of PCBs was nearly 100% in 1981. The estimated percentage of the United States population with greater than 3 ppm PCBs in their tissue was 2.7%, in 1972, and less than 1% in 1981. See Human Ecology.
PCBs have also been found as low-level, inadvert- ently generated contaminants in a wide range of chemical products such as certain paints, inks, plas- tics, and paper coatings. It has been estimated that fewer than 100,000 Ib. (45,000 kg) of PCBs are inad- vertently generated in chemical processes each year in the United States.
Toxicity PCBs can enter the body through the lungs, gastro- intestinal tract, and skin, circulate throughout the body, and be stored in adipose tissue. Except for occupational contact, human exposure is mainly through food. PCBs can cause chloracne, skin discol- oration, liver dysfunction, reproductive effects, de- velopment toxicity, and oncogenicity in exposed hu- mans. Some PCBs have the ability to alter reproduc- tive processes in mammals. Prenatal exposure in animals can result in various degrees of developmen- tally toxic effects. There is concem, based on extrapo- lation from animal studies, that PCBs may be carcino-
!
I !
I i I I I j
i I I I
I
!
i
genic in humans. The problem is complicated by the presence, in most PCB mixtures, of toxic impurities.
Disposal Incineration of solid and liquid PCB materials is a common and highly efficient method of destruction. While laboratory tests have demonstrated PCB de- struction at about 1470°F (80O0C), the commercial incinerators operate at temperatures in excess of 1800°F (1OOO"C). High-efficiency destruction has been reported in large stationary incinerators and boilers, cement kilns, incinerator ships, and smaller mobile thermal destruction units.
PCB-contaminated fluids have been decontaminated by using chemical reagents to attack the chlorinated molecule. Generally, a metal, such as sodium, is used to remove the chlorine atoms from the biphenyl molecule. Some research has been conducted toward chemical treatment of PCB-contaminated soil by spraying the reagent on soil; the results and environ- mental consequences are unclear. Microbial degrada- tion of PCB-contaminated soils has been pursued by several investigators, but there is little evidence of commerical-scale success. See Ecology; Hazardous Waste Disposal.
I Glenn Kuntz
Bibliography M. Barros et al. (ed.), PCB Seminar Proceedings, Or-. ganization for Economic Cooperation and Develop- ment, 1983; W. Bouchard, PCBs in perspective, Ha=- ard. Mater. Munag. ]., 1980; 0. Hutzinger et al., Chpmis@~ ofPCBs, 1974; A. Leifer et ai., Environmental Transport and Transinnation afPCBs, USEPA 560/ 5-83-025,1983; R. Lucas et al., PCBs in Human Adipose Tissue and Mother's Milk, USEPA Contract 68-01-5848, 1982; Support Document/Voluntay Environmental Impact Statement for PCB Regulation, USEPA Office of Toxic Substances, 1979.

STATE OF CONNECTICUT DEPARTMENT OF ENVIRONMEFJTAL f KOTECTION
GUIDE FOR REMOVAL, STORAGE, AND DISPOSAL OF PCB SMALL CAPACITORS
TABU OF CONTENTS
hlirs
0. Introduaory Remarks ................................................... 1
1.
2.
3. Removal of All Small Capacitors 3
Appliances Containing Capadtors ........................................... 2
Identification of Capacitors.. .............................................. 2
........................................... 4. Storage Requirements ................................................... 5
PCB Transporter List . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5. Disposal Requirements 5
6.

Dear Landfill Owner or Operator or Electrical Equipment Handler:
In order to comply with federal regulations governing the disposal of PCB contaminated materials, the Connecticut Department of Environmental Protection is establishing guidelines to assist landfill owners and operators in their disposal of appliances (white goods) and other equipment that may contain small PCB capacitors. Past practices of processing (shredding, crushing, and bailing) white goods which contain small PCB capacitors have resulted in contamination of entire waste piles, processing equipment, and soils and surface waters where materials are stored. Instituting proper manual and storage procedures for small PCB capacitors will significantly reduce the volume of PCB contaminated waste generated during white goods processing, prevent violations of State and Federal PCB requirements, and minimize costly clean-up projects.
To ensure that all capacitors are removed prior to processing, the Department is requesting the establishment of a check station which will inspect white goods and other electrical items as they are accepted at any designated solid waste area. Each station will be responsible for inspecting these items commonly found to contain PCB capacitors and for removing, storing, and disposing of these capacitors at a chemical waste landfill.
Oil-filled or running capacitors are predominantly, but not exclusively found in air conditioner, fluorescent light ballasts, dehumidifiers, microwave ovens, submersible pumps, mercury vapor lamps, and electrical control panels. Oil capacitors are less commonly found in refrigerators, washing machines, dryers, and fans. The procedures for identifymg, removing, storing, and disposing of PCB capacitors are contained in the following sections of this guide.
Special attention should be given to safety precautions listed in the removal procedures. Certain appliances contain strong acids which cause serious burns if their reservoirs are ruptured.
Dry capacitors are not known to contain PCBs. They do not need to be handled as such.
Any questions regarding the subjects addressed in this document should be referred to the Pesticide/PCB Management Division of DEP at (203) 566-5762. Your cooperation in this matter is sincerely, appreciated.
-
1

1. APPLXANCES CONTAINING CAPACITORS
Aircanditinnur Dehd*rs Mioowavc ovens Fluorescent-. Submersible Pumps (depending on the manufacturer) Mercury Vapor Lamps
Household appliances that predominately amtab dry capacitors include:
Refjigerators washers Drycm Stoves and other appliances containing motors F a Televisions Copy Machines and other electronic equipment
Addendum: Fluorescent stove lights have been found to be serviced by a transformer ballast filled with a PCB-laden asphalt resin. Please be advised that resins found in resiston, fluorescent light ballasts, and other electrical equipment also are likely to contain PCBs. Our data supports thcse assertions for fluorescent light ballasts.
2. IDENTIFICATION OF CAPACITORS
A. Starting Capacitors
Starting or electrolytic capacitors are used to assist a single phase electric motor in starting. These components are used for short periods of time during operation of the motor. Consequently, starting capacitors do not need to dissipate heat, and are primarily dry capacitors. Starting capacitors are most easily identified by black plastic casings or shells. If the capacitor is dry, the casing is not hermetically sealed or totally enclosed, but generally contains a porous plug at one end.
B. Running Capacitors
Running or oil-filled capacitors are designed to stay in a motor circuit the entire cycle of operation. The oil helps dissipate the heat in the capaator during operation and maximizes a motor’s running efficiency. Running capacitors are identified by rectangular An oil-filled capaator manufactured after 1979 may have “No PCB’s” stamped on its c a s k or may have a Qdigit date indicating time of manufacture @e. 0683 means June, 1983). Unfortunately, some manufacturers received exemptions from EPA which allowed manufacturing of small capacitors containing PCB’s. Please be advised that some domestic and foreign oil-filled small capaators may still contain PCBs despite being manufactured after the 1979 promulgation of Federal PCB restrictions.
casings (see +e B).
-
2

3. REMOVAL OF A I L SMALL CAPACITORS
Air amditioners may haw one or two oil-filled apacitorr You must remove the casing which may require removal of 10 - 30 screws One capacitor win be wired to the fan motor. The other upaator will k wired to the compresor as shown in the drawin@.
Microwave ovens have one upaator located directly behind the control p a d and wired to the transforma. You can a- the capacitor by removiDg the front panel
Fluoresctnt light ballasts are louted in the housing of the light fktura You may have to unscrew the back panel to acccss the ballast. (See photograph of fluor#ctnt light b.Ilpst for idcatibtion).
Appliances which contain motors, such as washers and r e w a t o n , will usually have the motor located near the bottom and can be accessed from the rear. The apa&or, which is usually dry, will be attached to the housing of the motor and may be covered by a proteaive casing (Scc drawing of motor). This cover must be removed to access the capadtor.
( A ) S t a r t i n g Ca;aci::r
3

r c
- . -
' I
'*- - . .
I ---
- --,.I..
.Z .. . .
Fluorescent light ballasts containing PCB capaci:cr_;
-. -.

7
AIR COhqITIONER - AIR CONDITIONER
I CAPACITOR / RUN L FAN MOTOR COMPRESSOR ERMINAL
I I \ I \ / FAN MOTOR
Y ' NUT
START CAPACITOR CLAMP
F I ~ Arrangement of stan. run. Bnd fan-motor capacitors Note
that Ian-motor-run capacitor and compressor-motor-run Capacitor are in same container
Capacitor casing' I
F i g . 2 Window u n i t s h o w i n g l o c a t i o n of parts such as c a p a c i t o r s , control panel, and relay.

4. STORAGE REQUIREMENTS
Rcgdations require the use of DOT a p p r d 55 gallon drums for disposal of PCB capaators once they are r e m d Drums should contain absorbent m a t e 4 (Speedi-dry or kitty litter) at the bottom in case some of the capatiton are damaged or leaking. There should be a PCB ML placard p l a d on each drum that amtains any PCB capaators. Dnrms should be scaled and stored in a secure area that would minimize inadvertent damage or MlaAnli.rm.
The following are public lists of companies that supply DOT drums and PCB M, placards.
f~ of DOT-- - Hartford Cooperage Co.
East Hartford, CI' 70 T o l h d St. (289-8654)
Milford Barrel Co., Inc. 100 Warwick Ave. (469-6370) New Haven, CT
Yankee Container 110 Republic Dr. (288-3851) North Haven, CT
Roche Bros. Barrel and Drum Co. Phoenix Ave. (617-454-9135) Lowell, MA
New England Barrel Co. 326 Old Maple Ave. (467-5486) North Haven, CT
ors of P a m
Central Products w) Governor St. (528-7121) East Hartford, CT
Industrial Safety Supply Co.
West Hartford, CT (l-socr842-7300)
Eastco Industrial Safety Corp. 336 S t a " Rd. (666-8465) Newington, CT
Mohawk Industrial & Nuclear Supply 5 Glen Rd. (1-800-832-7010) Manchester, CT (643-5107)
Ally Industries, Inc.
Bridgeport, @r w3 Fifth St. (1-800-772-3389)
5. DISPOSAL REQUIREMENTs
A transporter permitted to haul PCB waste should be contacted for disposd of drums filled with capacitors. Records should be maintained including the date of pick-up, the number of drums, names of PCB transporters, and the destination of the PCB waste for disposal.
The following is a public list of permitted PCB transporters.
6. PCB TRANSPORTER LIST
Public List
Transporters permitted to haul.
Waste PCB's
-
a
a
The appearance of a transporier on this list ism a recommendation to use, or an approval of, the transporter. This list is subject to change without notice.
Only those transporters who requested to be on a public list and had been issued a permit at the time this list was compiled appear on this list. Therefore, this list dots not show all transporters currently permitted to haul the type of waste shown above.
5

0 The permit expiration date for all transporters on this list is June 30,1988.
LI Current permit status of ppy transporter may be ascertained by umtadng our ofice at (203) 3668843.
Waste PCB meam any waste material containing or contambated by F ” s (Polychlorinated Biphenyls) in conceatrationr at or above 50 ppm (parts per million). These indude but are not limited to ?CB 0% item and equipment.
0 This tist contains, by alphabetical order, the Permittee Name, Physical Location (town aad state), Telephone Number and C~mdcuf Transporter Permit Number for each transporter listed.
6



Potential Problem Products
The following automotive products are known to typically contain chlorinated solvents that can cause the spent products to be considered hazardous waste or can cause major cross contamination problems in your shop for used oil or for parts cleaning solutions.
For self protection, examine Material Safety Data Sheets (MSDSs) for all such products in your shop. Also examine MSDSs for all proposed product purchases before allowing them on-site. If a product contains any one of these problem chemicals as a main ingredient or in concentrations greater than lo%, it would be advantageous to find alternatives to its use.
PRODUCT
Brake Cleaner
Parts Washing Solvent
Gasket Remover
Paint Stripper
Carburetor Cleaner (aerosol)
Oil Additivesnreatments
Carburetor Cleaner/Cold Tank
Moisture Displacer
Aerosol Grease
Moisture Sealants
Dry Lubricants
Contact Point Cleaner
PROBLEM INGREDIENTS
1,1,1 Trichloroethane (TCA, Trich) Perchloroethylene (PERC)
Stoddard solvent / Mineral Spirits - Toluene - Xylene - Benzene - 1,1,1 Trichloroethane
Methylene Chloride
Methylene Chloride
Methyl Ethyl Ketone (MEK) Toluene Xylene
Chlorinated Paraffins
Methylene Chloride Cresylic Acid Dichloro Benzene
1,1,1 Trichloroethane
1,1,1 Trichloroethane Methylene Chloride
1,1,1 Trichloroethane
1,1,1 Trichloroethane Methylene Chloride
l,l, 1 Trichloroet hane

Common Automotive Produd H8urdour Component
Brake Cluna 1,I.l Trichlo~oethae Perchlorethylene
Cold Tmk Cub Methylene Chloride Quna
Pans Washer Sdvmt Stoddrrd Sdvmt, Toluene, Xylene, 1 , I ,1 Trichlorocthme, Tetra chlorathylene
Gasket Remover Methylene Chloride
Elecviul s8fery Solvent
A n U f I C C L e Lead
Hot Tank Cleaner Scdium Hydroxide,
1 , I , I Trichloroclhme
L a d , Chrome
Steam Clean Soap Sodium Hydroxide, 2-Butoxyethanol
1 . I ,1 Trichloroelhane Spot Removers
Tar Remover To1 uene
Lcquer Wash M.E.K. & Toluene
Prcp sol S tcd d a rd Solvent, Toluene
Paint Stnpper Methylene Chloride
Methyl Ethyl Ketone M.E.K. (M.E.K.)
Chemicals and Their Hazards Health Hazrrds Classification
Grdiac Sensitization E.H.W. cancer
Cancer E.H.W.
Nerve Damage, Some D.W. Carcinogenic Compounds
Cancer E.H.W.
Possible Carcinogenic E.H. W. Grdiac Sensitizer
Toxic Possible D.W.
Gustic D.W. Possible E.H.W.
Systemic Toxin Possible D.W.
Possible Carcinogenic E.H.W. Cardiac Sensitizer
Possible Carcinogen D. W.
Liver & Kidney New T.C.L.P. Damage Listed D.W. Possible Carcinogenic
Nerve Damage D.W. Possible Carcinogenic
Gncer E.H.W.
Liver k Kidney D.W. Damage

IN IAN D TECH NOLOGY INCORPORATED 2612 Pacific Highway East, Suite C Tacoma, WA 98424 (206) 922-8932
1 (800) 552-3100
SO LVE NT A LTE R NATIVES
r i s rch 1992

TO DATE, THE SCIENTISTS AND ENGINEERS AT INLAND TECHNOLOGY INC. HAVE DEVELOPED SUCCESSFUL SUBSTITUTES FOR THE FOLLOWING PROBLEM SOLVENTS:
Methyl Ethyl Keytone (MER)
Toluene / Xylene
Paint stripping; cold tank soak; resin removal I Methylene 11 Chloride
surface preparation for painting or mlding
Surface proparation for painting or voldinq
1,1,1 Zloetronic i oloctrical
Acetone
Stoddard Solvent /
Mineral Spirits
Cleaning of fiberglass C epoxy resins
Parts washing k paint clean up
Trichloro- 11 ethylene Degreasing k resin removal
I, Perchloro- ethylene
II Methyl Ethyl Ketone ( M E K ) Freon 113
Degreaeinq
Paint Gun Cleanup
Vapor Degreasing; Precision Cleaning
1flf 1 ~ ~ i ~ h l ~ ~ ~ ~ t h ~ ~ ~
Vapor Degreaoinq; Precision Cieaninq
I' I
CITREX; X-CALIBER CITRA SAFE; ISO-PREP
SAFETY PREP; CITRA SAFE; ISO-PREP
SAFETY PREP; CITRA SAFE; ISO-PREP Z-STRIP; CITREX
CITRA SAFE; ISO-PREP;
BREAKTHROUGH
CITREX; ISO-PREP; CITRA SAFE CITRA SAFE; ISO-PREP;
BREAKTHROUGH EP921
CITRA SAFE OR SKY SOL WITH ULTRA FILTRATION CITRA SAFE OR SXYSOL WITH ULTRA FILTRATION
r
bth products uo biodogruiablo not requlatod by or SARA, Tit10 111. Lov voc.
~
CIT- SAFE is biodogradablm; not cequlatod by R C M or SARA, Title 111. Lov Voc
SAFETY PREP C CITRA SAFE are biodogradab~e; both arm low VOC's
Low VOC's k toxicrty; E i g h flash point; CITREX is biodegradable
~ o v VCC'S; CITRA SAFE is biodegradable;
BREAKTHROUGH is free from most requlations
Biodegradable, Lov VOC
Hon-halogenated Lov VOC's, easier dispomal; Low Toxicity
~ ~~~ ~ ~
Biodegradablo, nigh Flash Point, L o u VOC, not regulatod by RCRA or SARA Title I11
CITRA SAFE biodegradable; SKYSOL is not requlatod by RCRA or SARA Title 111,
Setztron 313, both are l o w VOC's
CITRA SAFE is bro- degradable; SKYSOL is not regulated by RCRA or S m
titlm 111, Seczion 313, Both are low VOC'm
It should be noted that performance needs vary from application to application and that none of these substitutes should be expected to be 100% cross over for all applications.
Also, the chemical behaviors of these substitutes (vapor pressures, dry time, etc.) may differ from solvents being replaced which may require changes in work practices in order for substitutes to be successful.
I
INLAND TECHNOLOGY INC. 1-800-552-3100
winlowm\moiv-oub

MATERIAL SAFETY DATA SHEET
1 . Section I1 - INGREDIENTS AND HAZARD IDENTIFICATION I.
Inland Technology 2621 Pacific Highway East Tacoma, WA 98424 1 (800) 552-3100
COMPONENTS
C10-C11 Hydrocarbons
d-Limonene
Product Name: Prestige
CAS # PEL TLV OTHER
64742-48-9 Not listed Not listed
5989-27-5 Not listed Not listed
Effective Date: March 18, 1992 MSDS No. 02016
II Section I II Transportation Emergencies: 1-800-225-3924 Common Names/Synonyms: N/A
Product Number: FSOOO
This form complies with OSHA Hazardous Communication Standard, 29 CFR 1910.1200. Substances NOT considered hazardous by OSHA may also be listed.
IT- ~~ ~
Section I1 - PHYSICAUCHEMICAL CHARACTERISTICS II Initial Boiling Point: 310 F Vapor Pressure mmhg @ 25OC): < 10 Vapor Density (air=l): > 4 Evaporation Rate (N-Butyl= 1): .3 Solubility: Not water soluble Physical Appearance and Odorr Clear with mild citrus odor Specific Gravity (H,O=l): .77 Volatile by Volume: 100%
Keep Ail Chemicals Out of the Reach of Children.
The infomation and recommendations contained herein are presented in good faith and believed to be correct and reliable to the best of Inland Technologv's knowledge. Inland Technology, or its distributors, do not wanant or guarantee reliabiliry, and shall not be liable for any loss or damage anking out of the use thereof. Contact Inland to confirm, in advance of need, that the information i~ cunent, applicable, and suitable lo each circumstance.
Page 1 of 3
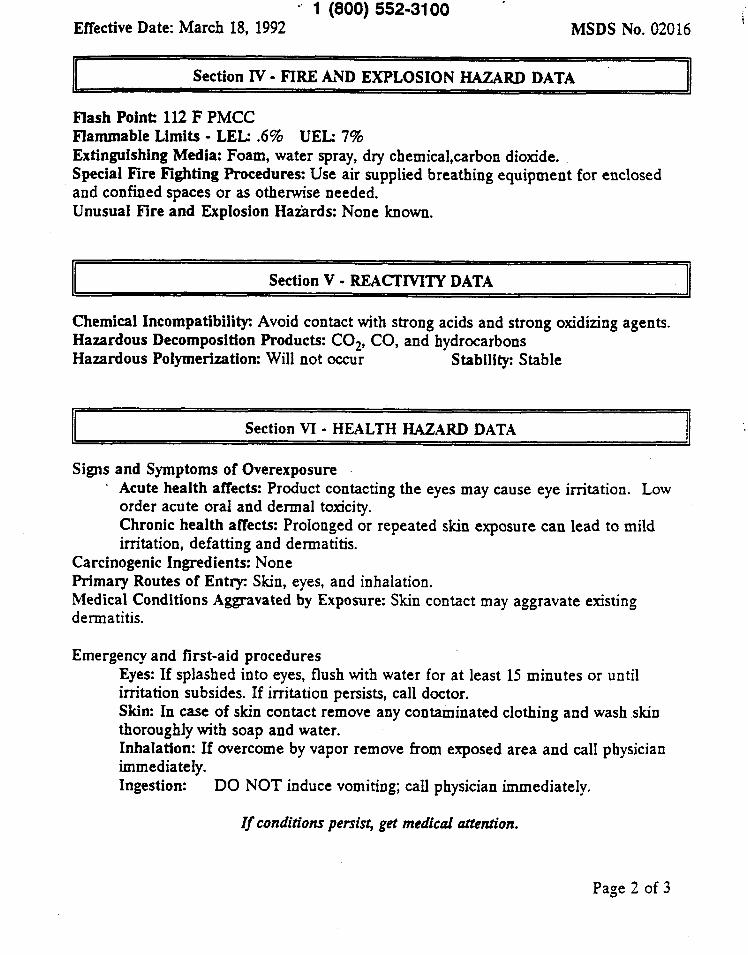
I ’ MATERIAL SAFETY’ DATA SHEET: Pressige
Inland Technology 2621 Pacific Highway East Tacoma, WA 98424 - 1 (800) 552-3100
Effective Date: March 18, 1992 MSDS No. 02016
II Section TV - FIRE AND EXPLOSION HAZARD DATA
Flash Point: 112 F PMCC Flammable Limits - LEL: .6% UEL: 7% Extinguishing Media: Foam, water spray, dry chemica1,carbon dioxide. Special Fire Fighting Procedures: Use air supplied breathing equipment for enclosed and confined spaces or as othewise needed. Unusual Fire and Explosion Haiards: None known.
I Section V - REA(XMTY DATA
Chemical Incompatibility: Avoid contact with strong acids and strong oxidizing agents. Hazardous Decomposition Products: CO,, CO, and hydrocarbons Hazardous Polymerization: Will not occur Stability: Stable
i Section VI - HEALTH HAZARD DATA
Signs and Symptoms of Overexposure .
L/ Acute health affects: Product contacting the eyes may cause eye irritation. Low order acute oral and dermal toxicity. Chronic health affects: Prolonged or repeated skin exposure can lead to mild imtation, defatting and dermatitis.
Carcinogenic Ingredients: None Primary Routes of Entry: Skin, eyes, and inhalation. Medical Conditions Aggravated by Exposure: Skin contact may aggravate existing dermatitis.
Emergency and first-aid procedures Eyes: If splashed into eyes, flush with water for at least 15 minutes or until irritation subsides. If irritation persists, call doctor. Skin: In case of skin contact remove any contaminated clothing and wash skin thoroughly with soap and water. Inhalation: If overcome by vapor remove from exposed area and call physician immediately. Ingestion: DO NOT induce vomiting; call physician immediately.
If conditions persist, get medicid attention.
Page 2 of 3

MATERIAL SAFETY DATA SHEET: Prestige
~~
Section VI1 - PRECAUTIONS FOR SAFE HANDLING AND USE
Inland Technology 2621 Pacific Highway East Tacoma, WA 98424 1 (800) 552-3100
Effective Date: March 18, 1992 MSDS No. 02016
Steps to Take in Case Material is Released: Shut off and eliminate all ignitable sources. Contain and collect material. Absorb residue. Waste Disposal Method: Contact federal, state, county or local environmental regulatory agencies for guidance. Handling and Storage: Use and store away form heat, sparks, and open flame. Keep container sealed when not in use.
Section VI11 - CONTROL MEASURES
Personal Protection Equipment Respirator: None normally required Gloves: Use chemical-resistant gloves, if needed Eye Protection: Use splash goggles or face shield when eye contact may occur. Other Protective Equipment: None normally required
Workplace Considerations Ventilation: Use mechanical dilution ventilatio’n whenever product is used in a confined space, is heated above ambient temperatures, or is agitated. Engineering Controls: Eye wash or sterile eye rinse. Keep container closed. Do not store near heat or flame. Work Practices: Read and understand all cautions, labels, and MSDS before using this product. Hygiene Practices: Minimize breathing vapor or mist. Avoid prolonged or repeated contact with skin. Wash contaminated clothing before reuse.
Page 3 of 3
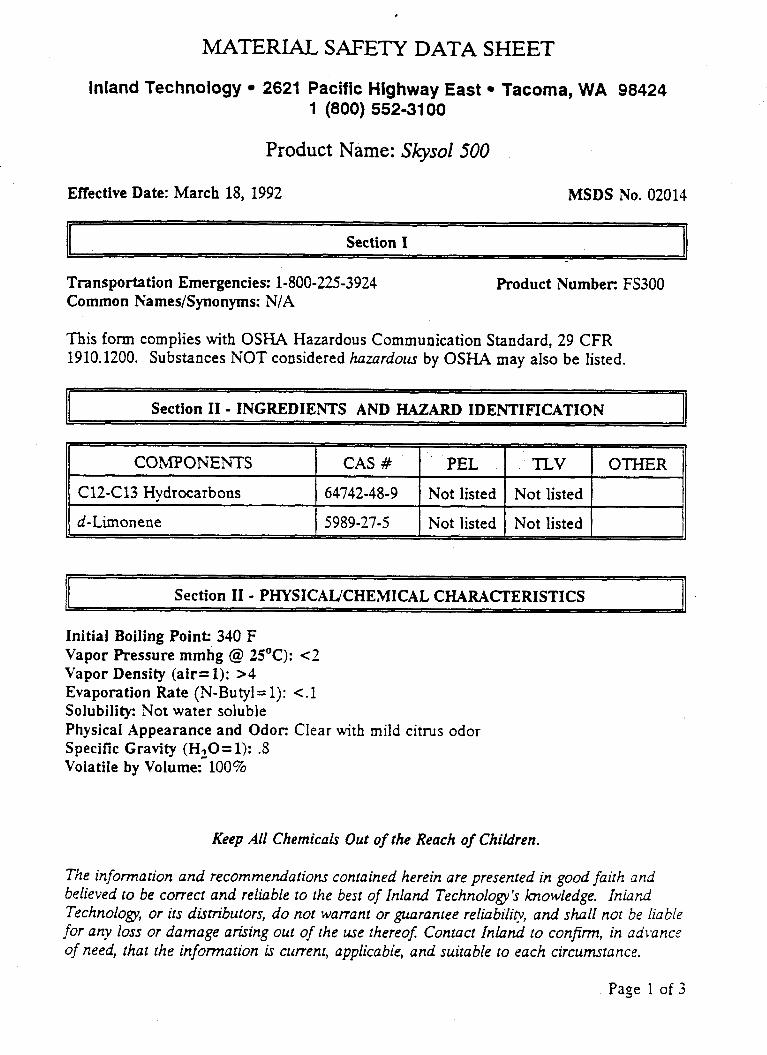
MATERIAL SAFETY DATA SHEET
COMPONENTS
C12-C13 Hydrocarbons
d-Limonene
Inland Technology 2621 Pacific Highway East Tacoma, WA 98424 1 (800) 552-3100
~~
CAS # PEL TLV OTHER
64742-48-9 Not listed Not listed
5989-27-5 Not listed Not listed
Product Name: skysol 500
Effective Date: March 18, 1992 MSDS No. 02014
I Section I 1 Transportation Emergencies: 1-800-225-3924 Common Names/Synonyms: N/A
Product Number: FS300
This form complies with OSHA Hazardous Communication Standard, 29 CFR 1910.1200. Substances NOT considered hazardoics by OSHA may also be listed.
Section I1 - INGREDIENTS AND HAZARD IDENTIFICATION
Section I1 - PHYSICAUCHEMICAL CHARACTERISTICS
Initial Boiling Point: 340 F Vapor Pressure mmhg @ 25OC): < 2 Vapor Density (air=l): >4 Evaporation Rate (N-Butyl= 1): <. 1 Solubility: Not water soluble Physical Appearance and Odor: Clear with mild citrus odor Specific Gravity (H,O=l): .8 Volatile by Volume; 100%
Keep All Chemicals Out of the Reach of Children.
The information and recommendations contained herein are presented in good faith and believed to be correct and reliable to the best of inland Technology's knowledge. Inland Technologyl or its disnibutors, do not warrant or guarantee reliability and shnll not be liable for any loss or damage aking out of the we thereof: Contact Inland to confirm, in advance of need, that the information ~ current, applicable, and suitable to each circumstance.
Page 1 of 5

MATERIAL SAFETY DATA SHEET: skysoZ 500
Inland Technology 2621 Pacific Highway East Tacoma, WA 98424 - 1 (800) 552-3100
Effective Date: March 18, 1992 MSDS No. 02014
H Section IV - FIRE AND EXPLOSION HAZARD DATA II Flash Point 148 F PMCC Flammable Limits - LEL: .6% UEL: 7% Extinguishing Media: Foam, water spray, dry chemical, carbon dioxide. Special Fire Fighting Procedures: Use air supplied breathing equipment for enclosed and confined spaces or as othenvise needed. Unusual Fire and Explosion Hazards: None known.
I Section V - REACTIVITY DATA
Chemical Incompatibility: Avoid contact with strong acids and strong oxidizing agents. Hazardous Decomposition Products: CO,, CO, and hydrocarbons Hazardous Polymerization: Will not occur Stability: Stable
I Section VI - HEALTH HAZARD DATA
Signs and Symptoms of Overexposure Acute health affects: Product contacting the eyes may cause eye imitation. Low order acute oral and dermal toxicity. Chronic health affects: Prolonged or repeated skin exposure can lead to mild irritation, defatting and dermatitis.
Carcinogenic Ingredients: None Primary Routes of Entry: Skin, eyes, and inhalation. Medical Conditions Aggravated by Exposure: Skin contact may aggravate existing dermatitis.
Emergency and first-aid procedures Eyes: If splashed into eyes, flush with water for at least 15 minutes or until irritation subsides. If irritation persists, call doctor. Skin: In case of skin contact remove any contaminated clothing and wash skin thoroughly with soap and water. Inhalation: If overcome by vapor remove from exposed area and call physician immediately. Ingestion: DO NOT induce vomiting; call physician immediately.
If conditions persist, get medical attenhbn.
Page 2 of 3

MATERIAL SAFETY DATA SHEET: skysol 500
Inland Technology 2621 Pacific Highway East Tacoma, WA 98424 1 (800) 552-3100
Effective Date: March 18, 1992 MSDS No. 02014 ~~
Section VI1 - PRECAUTIONS FOR SAFE HANDLING AND USE
Steps to Take in Case Material is Released: Shut off and eliminate all ignitable sources. Contain and collect material. Absorb residue. Waste Disposal Method: Contact federal, state, county or local environmental regulatory agencies for guidance. Handling and Storage: Use and store away form heat, sparks, and open flame. Keep container sealed when not in use.
li Section VI11 - CONTROL MEASURES I1 Personal Protection Equipment
Respirator: None normally required Gloves: Use chemical-resistant gloves, if needed Eye Protection: Use splash goggles or face shield when eye contact may occur. Other Protective Equipment: None normally required
Workplace Considerations Ventilation: Use mechanical dilution ventilation whenever product is used in a confined space, is heated above ambient temperatures, or is agitated. Engineering Controls: Eye wash or sterile eye rinse. Keep'container closed. Do not store near heat or flame. Work Practices: Read and understand all cautions, labels, and MSDS before using this product. Hygiene Practices: Minimize breathing vapor or mist. Avoid prolonged or repeated contact with skin. Wash contaminated clothing before reuse.
/
Page 3 of 3

- 11 2612 Pacific Highway East, S u G C Tacoma, WA 98424 (206) 922-8932
I BREAKTHROUGH
BREAKTHROUGH is a state of the art solvent designed to help users break out of the tangle of regulations regarding emissions, disposal, and industrial health hazards.
BREAKTHROUGH is a virtually odorless, low toxicity, high-purity hydrocarbon that exhibits a very low degree of irritancy to the eyes and is non-irritating to the skin.
BREAKTHROUGH has low vapor pressure to control volatile organic compound (VOC) emissions, is non-photochemically reactive, noncarcinogenic and is exempt from SARA Title 111, Section 313,302, CERCLA, and RCRA requirements. Also worker exposure is not regulated by OSHA, and BREAKTHROUGH has no listed components and has no characteristics of hazardous waste per EPA and Department of Ecology regulations.
In effect, in its uncontaminated form, the use and disposal of BREAKTHROUGH is not regulated by OSHA, EPA, RCRA, SARA, Title I11 or the various air emission regulations regarding volatile organic compounds and photochemically reactive solvents.
BREAKTHROUGH has moderate solvency and removes oil, grease, inks, wax and other deposits. Its controlled evaporation and relative freedom from regulatory restrictions make it ideal for parts washing and other metal cleaning operations.
Physicallchemical Characteristics
Flash Point: 150 F PMCC Vapor Pressure mmHg @ t5OC):
Initial Boiling Point: 370 F Solvency (KB Value): 27
Volatility: 100%
2

@ Q
Citra Safe
iNwND TECHNOLOGY iNcoRPoRATED 2612 Pacific Highway East, Suite C Tacoma, WA 98424 (206) 922-8932
Developed for use in the aerospace industry, Citra Safe is a low VOC substitute for methyl ethyl ketone (MEK), 1,1,1 trichloroethane, toluene and blends of MEK and toluene. Citra Safe is made especially for surface preparation, general solvent cleaning, and cleaning prior to sealing. It exhibits no toxic properties, has no threshold limit value (TLV) or PEL limits imposed upon its usage in the work place and has no carcinogenic properties.
Citn Safe is literally a biodegradable solvent replacement for mineral spirits, thinners, and chlorinated solvents. The use of Cita Safe reduces risks of hazardous chemical spills, eliminates most hazardous waste disposal costs, and eliminates the health hazards associated with petroleum It removes tough greases, oils, tars, and other contaminates from metals, painted surfaces, ceramic, fiberglass, and many plastics. It is also effective in removing some glues, and resins.
Cita Safe replaces hazardous chlorinated solvents in cleaning electrical parts and apparatus. Its ability to safely clean polyethylene grease and "Icky Pic" from flooded telephone cables and semi- conductors has made Citra Safe the solvent of choice for many telephone and power utilities.
Produced from' non-petroleum distillates, Citra Safe is much less toxic and far safer to work with than chlorinated petroleum solvents. Health data and test results for d-Limonene, the main ingredient in Citra Safe, show the following:
0 FEW (Flavoring Extract Manufacturer's Association) has assigned GRAS (Generally Recognized as Safe) status to d-Limonene.
D-Limonene is approved by the Food and Drug Administration (regulations 21 CFR section 182.60) for food use.
National Fire Prevention Association rates the combustion as "On, the safest rating assigned.
OSHA does not limit exposure and has established no permissible exposure limits on the materials.
0 American Council Governing Industrial Hygienists has not established a threshold limit value.
Short term acute over exposure may cause temporary irritation of the eyes and mucous membranes. Long term chronic over exposure may produce localized dermatitis in some sensitive individuals. Prolonged over exposure has caused mild photosensitivity in some individuals.

MATERIAL SAFETY DATA SHEET
COMPONENTS
C12-Cl3 Hydrocarbons
Inland Technology 2621 Pacific Highway East Tacoma, WA 98424 1 (800) 552-3100
CAS # PEL TLV OTHER
64742-48-9 Not listed Not listed
Product Name: Breakthrough
Effective Date: March 16, 1992 MSDS No. 02010
Section I I Transportation Emergencies: 1-800-225-3924 Common Names/Synonyms: N/A
Product Number: RI350
This form complies with OSHA Hazardous Communication Standard, 29 CFR 1910.1200. Substances NOT considered huzardour by OSHA may also be listed.
I1 I1
1 Section I1 - INGREDIENTS AND HAZARD IDENTIFICATION J
\
Section I1 - PHYSICAUCHEMICAL CHARACI’ERISTICS
Initial Boiling Point 370 F Vapor Pressure mmhg @? 25’C): < 2 Vapor Density (air=l): > 5 Evaporation Rate (N-Butyl= 1): e . 1 Solubility: Not water soluble Physical Appearance and Odor: Clear with mild petroleum odor. Specific Gravity (H,O-1): .77 Volatile by Volume~100%
Keep All Chemicals Out of the Reach of Children.
The information and recommendations contained herein are presented in good faiih and believed to be correct and reliable to the best of Inland Technology’s knowledge. Inland Technology, or its distributors, do not warrant or guarantee reliability, and shall not be liable for any loss or damage ading out of the use thereof: Contact Inland to confirm, in advance of need, that the information i~ current, applicable, and suirable to each circumstance.
Page 1 of 3

MATERIAL SAFETY DATA SHEET:
Inland Technology 2621 Pacific Highway East -' 1 (800) 552-3100
Effective Date: March 16, 1992
Breakthrough
Tacoma, WA 90424
MSDS No. 02010
Section N - FIRE AND EXPLOSION HAZARD DATA II Rash Point: 150 F PMCC Flammable Limits - LEL: .6% UEL: 7% Extinguishing Media: Foam, water spray, dry chemica1,carbon dioxide. -
Special Fire Fighting Procedures: Use air supplied breathing equipment for enclosed and confined spaces or as otherwise needed. Unusual Fire and Explosion Hazards: None known.
Section V - REACTMTY DATA
Chemical Incompatibility: Avoid contact with strong acids and strong oxidizing agents. Hazardous Decomposition Products: CO,, CO, and hydrocarbons Hazardous Polymerization: Will not occur Stability: Stable
1 Section VI - HEALTH HAZARD DATA
Signs and Symptoms of Overexposure Acute health affects: Product contacting the eyes may cause eye irritation. Low order acute oral and dermal toxicity. Chronic health affects: Prolonged or repeated skin exposure can lead to mild irritation, defatting and dermatitis.
Carcinogenic Ingredients: None Primary Routes of Entry: Skin, eyes, and inhalation. Medical Conditions Awavated by Exposure: Skin contact may aggravate existing dermatitis.
Emergency and first-aid procedures Eyes: If splashed into eyes, flush with water for at least 15 minutes or until irritation subsides. If irritation persists, call doctor. Skin: In case of skin contact remove any contaminated clothing and wash skin thoroughly with soap and water. Inhalation: If overcome by vapor remove from exposed area and call physician immediately. Ingestion: DO NOT induce vomiting; call physician immediately.
If conditions persist, get medical menlion.
Page 2 of 3

MATERIAL SAFETY DATA SHEET:
Inland Technology 2621 Pacific Highway East 1 (800) 552-3100
Effective Date: March 16, 1992
Breakthrough
Tacoma, WA 98424
MSDS No. 02010
Section VI1 - PRECAUTIONS FOR SAFE HANDLING AND USE II
Steps to Take in Case Material is Released: Shut off and eliminate all ignitable sources. Contain and collect material. Absorb residue. Waste Disposal Method: Contact federal, state, county or local environmental regulatory agencies for guidance. Handling and Storage: Use and store away form heat, sparks, and open flame. Keep container sealed when not in use.
Section MI1 - CONTROL MEASURES 1 Personal Protection Equipment
Respirator: None normally required Gloves: Use chemical-resistant gloves, if needed Eye Protection: Use splash goggles or face shield when eye contact may occur. Other Protective Equipment: None normally required
Workplace Considerations Ventilation: Use mechanical dilution ventilation whenever product is used in a confined space, is heated above ambient temperatures, or is agitated. Engineering Controls: Eye wash or sterile eye rinse. Keep container closed. Do not store near heat or flame. Work Practices: Read and understand all cautions, labels, and MSDS before using this product. Hygiene Practices: Minimize breathing vapor or mist. Avoid prolonged or repeated contact with skin. Wash contaminated clothing before reuse.
Page 3 of 3

MATERIAL SAFETY DATA SHEET
d-Limonene 5989-27-5 Not listed Not listed
L
Inland Technology 2621 Pacific Highway East Tacoma, WA 98424 1 (800) 552-3100
Product Name: Citra Safe
Effective Date: March 18, 1992 MSDS No. 02015
I Section I
Transportation Emergencies: 1-800-225-3924 Common Names/Synonyms: N/A
Product Number: FS300
This form complies with OSHA Hazardous Communication Standard, 29 CFR 1910.1200. Substances NOT considered hazardous by OSHA may also be listed.
II Section I1 - INGREDIENTS AND HAZARD IDENTIFICATION ll
[I Section I1 - PHYSICAUCHEMICAL CHARACTERISTICS
Initial Boiling Point: 340 F Vapor Pressure mmhg @ 25OC): < 2 Vapor Density (air=l): >4 Evaporation Rate (N-Butyl= 1): c. 1 Solubility: Not water soluble Physical Appearance and Odor. Clear with mild citrus odor Specific Gravity (H,O=l): .84 Volatile by Volume: 100%
Keep AN Chemicak Out of the Reach of Children.
The infonnation and recommendations contained herein are presented in go& faith and believed to be correct and relirrble to the best of Inland Technoio&S knowledge. Inland Technology, or its distributors, do not warrant or guarantee reliabiliry, and shull not be liable for any loss or damage arising out of the me thereof. Contact Inland to confirm, in advance of need, that the infonnation ir current, applicable, and suitable to each circumstance.
Page 1 of 3

MATERIAL SAFETY DATA SHEET: Citra Safe
Inland Technology 2621 Pacific Highway East Tacoma, WA 98424 1 (800) 552-3100
Effective Date: March 18, 1992 MSDS No. 02015
Flash Point 120 F TCC Flammable Limits - LEL .6% UEL 7% Extinguishing Media: Foam, water spray, dry chemical, carbon dioxide.- Special Fire Fighting Procedures: Use air supplied breathing equipment for enclosed and confined spaces or as othewise needed. Unusual Fire and Explosion Hazards: None known.
Section V - REACTMTY DATA
Chemical Incompatibility: Avoid contact with strong acids and strong oxidizing agents. Hazardous Decomposition Products: CO,, CO, and hydrocarbons Hazardous Polymerization: Will not occur Stability: Stable
r Section VI - HEALTH HAZARD DATA
Signs and Symptoms of Overexposure Acute health affects: Product contacting the eyes may cause eye irritation. Low order acute oral and dermal toxicity. Chronic health affects: Prolonged or repeated skin exposure can lead to mild im'tation, defatting and dermatitis.
Carcinogenic Ingredients: None Primary Routes of Entry: Skin, eyes, and inhalation. Medical Conditions Aggravated by Exposure: Skin contact may aggravate existing dermatitis.
Emergency and first-aid procedures Eyes: If splashed into eyes, flush with water for at least 15 minutes or until irritation subsides. If irritation persists, call doctor. Skin: In case of skin contact remove any contaminated clothing and wash skin thoroughly with soap and water. Inhalation: Lf overcome by vapor remove from exposed area and call physician immediately . Ingestion: DO SOT induce vomiting; call physician immediately.
If conditions persist, get medical attention.
Page 3 of 3

MATERIAL SAFETY DATA SHEET: Citra Safe
inland Technology 2621 Pacific Highway East Tacoma, WA 98424 1 (800) 552-3100
Effective Date: March 18, 1992 MSDS No. 02015
- ~~
ir Section MI - PRECAUTIONS FOR SAFE HANDLING AND USE II Steps to Take in Case Material is Released: Shut off and eliminate all ignitable sources. Contain and collect material. Absorb residue. d
Waste Disposal Method: Contact federal, state, county or local environmental regulatory agencies for guidance. Handling and Storage: Use and store away form heat, sparks, and open flame. Keep container sealed when not in use.
1 Section VI11 - CONTROL MEASURES
Personal Protection Equipment Respirator: None normally required Gloves: Use chemical-resistant gloves, if needed Eye Protection: Use splash goggles or face shield when eye contact may occur. Other Protective Equipment: None normally required
Workplace Considerations Ventilation: Use mechanical dilution ventilation whenever product is used in a confined space, is heated above ambient temperatures, or is agitated. Engineering Controls: Eye wash or sterile eye rinse. Keep container closed. Do not store near heat or flame. Work Practices: Read and understand all cautions, labels, and MSDS before using this product. Hygiene Practices: Minimize breathing vapor or mist. Avoid prolonged or repeated contact with skin. Wash contaminated clothing before reuse.
Page 3 of 3

Inland Technology, Inc. Citra Safe
PHYSIWCHEMICAL CHARACTERISTICS
Initial Boiling Point: 340 F Vapor Pressure mmhg @ ZOC): <2 Vapor Density (air=l): >4
Evaporation Rate (N-Butyl=l): <.1
Solubility: Not water soluble
Physical Appearance and Odorr Clear with mild citrus odor
Specific Gravity (H20=1): .84
Volatile by Volume: 100%

@ EP921
INLAND TECHNOLOGY INCORPORATED c
2612 Pacific Highway East, Suite C Tacoma, WA 98424 (206) 922-8932
E ~ 9 2 1 is a unique cleaning compound designed as a substitute for M.E.K., M.E.K./Toluene blends, and lacquer washes when used for paint gun and other paint equipment cleanup.
EP921's lightly regulated, low V.O.C., low toxicity, high flash point formulation makes it ideal for functioning within the modern regulatory climate. In fact, the emission limitation inherent in its formulation may qualify it as a Best Available Control Technology (BACT). Since its use without vapor collection will compete favorably with the use of M.E.K. and a 99.7% efficient vapor collection system. Users should check with local air pollution control jurisdictions for a determination.
EP921's formulation is outside the R . C . R . A . hazardous waste regulations. None of its components are listed in S.A.R.A. Title I11 sections 302 or 313. None of its components are listed under C.E.R.C.L.A.
The design of EP921 creates a material that mimics the solubility parameters and more importantly creates near congruence with the solubility vector of Methyl Ethyl Ketone. The radii of interaction have been artificially expanded and an enhanced spectrum of wettability created to enlarge the scope of paints and resins that can be cleaned with this material.
It should be noted that small changes in cleaning processes and paint gun handling may be required to compensate for the low volatility of EP921.
TECHNICAL INFORHATION
Boiling Point: Vapor Pressure (MMHG) - 2 at 25 C
Specific Gravity H0=1 -98 % Volatile by weight 17% Volatile component
London Dispersion Forces 8.1 Polarity 3.2 Hydrogen Bonding 3.2
> 340 degrees F
Vapor Density Air=l 4.7
167 grams per liter Overall Solubility Parameter 9.3

SOLVENTS USE IN THE N E W GENERATION: REGU IATIONS AND LIABILITIES
Gary A. Davis, Esq. Senior Fellow
Universlty of Tennessee Waste Management Institute
1. I NTRO 0 U CTI 0 N
While the Clean Air Act Amendments are new and sweeping in their impact on
solvent users, I believe there are more sweeping changes on the horizon. We are just
entering a new generation of environmental regulation where chemicals use, itself, is
becoming the target of attention.
It is useful to think of the history and future of environmental regulation in terms
of three generations. The first generation was the initiation of regulation of gross
pollutants, such as volatile organic hydrocarbons and particulates. This included the
original Clean Air and Clean Water Acts, and later, the Resource Conservation and
Recovery Act (RCRA). In this first generation, solvents were impacted indirectly
through regulation of volatile organic hydrocarbon air emissions, limits on water
discharges creating biological oxygen demand, and requirements that spent solvents
be disposed of as hazardous waste in hazardous waste landfills.
In the second generation these environmental statutes were retooled to regulate
specific chemicals releases. We saw this with the 1984 RCRA amendments, instituting
the ban on land disposal of specific hazardous waste, with the 1986 Safe Drinking
Water Act amendments, requiring the setting of maximum contaminant levels for many
1

im
more chemical contaminants, with the 1988 Clean Water Act amendments, focussing w
on toxic hot spots, and now finally with the new Clean Air Act. The new Clean Air Act
is not so much the dawning of a new day but the culmination of a cycle of revamping
old environmental laws to deal with new priorities. Each of these rewrites also reflect
Congressional impatience with EPA's regulation of specific toxic chemicals. With the
Clean Air Act, for instance, EPA only regulated 7 specific toxic chemicals in the first 16
years of the statute under the hazardous air pollutant provisions.
The third generation, which is now on the scene, reflects the growing focus on
pollution prevention. No longer is regulatory concern limited to the stack or the
discharge pipe. There will be more intrusion into decisions about the chemicals that
are used, how they are used, and the products that are made.
The previous speaker gave an excellent description of the new provisions of the
Clean Air Act. I will briefly discuss other "second-generation" environmental laws
affecting solvents, touch on liability issues, and finally outline the new generation of
environmental regulations and how it is already impacting solvents.
li. WIDELY USED ORGANIC SOLVENTS HAVE BEEN FULLY CAUGHT UP IN THE SECOND GENERATION OF ENVIRONMENTAL REGULATION
Solvents have been fully caught up in the second generation of environmental
regulation with the focus on specific toxic chemicals. First, under the 1986 Safe
Drinking Water Act Amendments, EPA was required to consider 82 additional
substances for regulation as drinking water contaminants. As of this January, EPA has
2

promulgated maximum contaminant levels (MCL's) fcrr five solventsand has listed
several others which may require regulation.' hKX'9 promulgated under the SDWA
have a ripple effect, since they are specifically incorporated in RCRA and CERCU to
set hazardous waste identification criteria and cleanup levels.
Changes in the Resource Conservation and Recovery Act have also impacted
solvent users, starting with the land bans, which greatly increased the costs of solvent
waste disposal. The latest move was the promulgation of the new toxictty characteristic
for identification of hazardous waste, which includes solvents as toxic substances in
the extraction test2 Thus, more and more solvent-contaminated wastes have become
hazardous waste under RCRA.
I l l . LlABlLlN FOR SOLVENT MISHANDLING CONTINUES TO EXPAND
A discussion about the various factors affecting solvents would not be complete
without a mention of the liabilities for solvent mishandling, which continue to expand
under both CERCIA and tort law.
A. Comprehensive Environmental Response Compensation and Liabilitv Act lCERClAl
Solvents lead the list of contaminants at Superfund sites. A review of 495
Superfund sites for which Records of Decision were issued by €PA as cf July 1989
shows that large numbers of these identified solvents as contaminants. The average
cleanup cost was $7.4 million for the 50 sites where the general term "solvents" was
identified as the principle contaminant.'
3

The Courts have continued to expand Superfund liability, finding waste
generators liable for cleanup of disposal sites, holding prior owners of contaminated
property liable where the disposal took place while they owned the property, and in
some cases finding corporate executives personally liable.
B. Tort Liabilitv
.Solvents also figure prominently among sites where tort suits have resulted in
multimillion dollar settlements or judgments for plaintiffs claiming health and property
damages. For example, the U.S. District Court for the Western District of Tennessee in
1986 ordered a chemical company to pay five residents of a community over $5.2
million for damages caused by drinking water contaminated with carbon tetrachloride
and other chemicals which leaked from a dumpsite operated by the company for
pesticide manufacturing residues. The Court also awarded $7.5 million in punitive
damages to a whole group of affected residents.'
IV. THE THIRD GENERATION OF ENVIRONMENTAL REGULATION IS ON ITS WAY: CHANGES IN POLICY ON USE OF SOLVENTS
The third generation of environmental regulation is on its way and will have
further impact on solvents. This new generation focusses on reducing the use of toxic
chemicals.
A. The Toxics Release lnventorv and EPA "Taraeted Chemicals"
The Toxics Release Inventory (TRI) was part of the Emergency Planning and
4
,

Community Right-to-Know Act Act of 1986, which set Out a list Of over 300 chemicals
for which companies must report releases into the environment and transfers to
hazardous waste facilities or publicly owned sewage treatment plants. The Pollution t
Prevention Act of 1991 , which passed Congress in October 1990, will increase the t detail of these reporting requirements.
E Solvents are prominent among the most widely released chemicals in the two
I years for which TRI data is available (1987 and 1988).' From the list of over 300
chemicals, the EPA Office of Pesticides and Toxic Substances has chosen 17
'targeted chemicals" for a voluntary program of release reductions. The chemicals i were chosen through an informal process based upon their toxicity, their prevalence
as environmental contaminants, and their volume of releases. Of those 17, 10 are I
so1vents.O L
Administrator Reilly has written the CEO's of over 600 companies heading the
list for releases and transfers of these 17 chemicals requesting that they voluntarily i reduce releases and transfers of the chemicals 33% by 1992 and 50% by 1995. The
I baseline year will be 1988.' EPA will be conducting meetings with these companies in
the coming months to encourage them to enter into contracts committing to these I reduction goals.
I I B. State Toxics Use Reduction Laws
There are now 17 states with their own pollution prevention laws, and a growing
minority have expanded beyond hazardous waste reduction to toxics use reduction. I I
5
t
I
The Massachussetts Toxics Use Reduction Act, adopted in 1989, exemplifies this
trend.’
The centerpiece of the Massachussetts law is the planning requirement. Any
firm using chemicals on the list of toxic substances (which include those on the TRI
list) must plan for reductions in use. Firms must also report details of their chemical
use to the Department of Environmental Quality; this public document is a reporting
matrix that shows, over time, the firm’s chemical-reduction performance.
The state will identify five industrial sectors per year to target for performance
evaluation. The plans for firms in those sectors will be evaluated in detail, and the
Department will attempt to determine a standard or norm for performance within each
sector.
The legislation also provides a training program for toxics use reduction
planners at the Institute for Toxics Use Reduction of the University of Massachussetts,
Lowell, which was created by the law. The Institute is also charged with performing
research and development on toxics use reduction. Finally, firms will be assessed a
yearly fee to based upon toxics use to fund the programs.
6
. /’
1.
2 .
3 .
4 .
5 .
6 .
7.
8.
a NOTES
MCL's: 40 C.F.R. 5141.61, added by 52 Fed.R%. 25712 (July 8, 1987); priority c o n t ~ i ~ : 56 Fed.Reg. 147 (Jan. 14, 1991).
40 C.F .R. §261.24, as revised by 55 Fed.Reg. 22683 (June 1, 1990).
u.S. €PA, Office of Emergency and Remedial Response, ROD Annual ReDort. ~y 1988, EPA/540/8-89/006 (Washington, D.C. July 1989).
Steriina v. Velsicol Chemical Com., 647 F. Supp. 303 (W.D. Tenn. 1986), affd in Dan. rev'd in Dan, . The judgment was reduced on appeal, and the plaintdfs ultimately settled for a confidential lump sum payment by the company to the whole group of affected residents.
U.S. EPA, Office of Pesticides and Toxic Substances, Toxics in the Communitv: National and Local Perspectives, €PA 560/4-9O-017 (Washington, D.C. Sept. 1990).
U.S. EPA, Press Package, 'Pollution Prevention Strategy: Industrial Toxics Project,' Off ice of the Administrator (Washington, D.C. February 7, 1991).
Id. - MASS. GEN. LAWS, Chap. 21 I (1989).
I

,J

- . ._ . . . ---..:
PARTS CLEANING
FACI' SEE"
Solvents are essential in vehicle maintenance operations to clean parts. Common solvents used include petroleum naphtha, carburetor cleaners @etroleum distillates and additives), and kerosene. Solvents with flash points below 140 degrees (F) arc considered Federally regulated ignitible wastes m1). Carburetor cleaners usually contain additives such as halogenated or non-halogenated solvents that result in t h e wastes being classified as solvents or as TCLP wastes. Solvents with flash points above 140' F, such as high-flash naphtha or kerosene, are coded as vTo2 wastes.
VT Hazardous Waste Management Regulations state that solvents which contain halogenated and some non- halogenated solvents, or have a flash point of 140 degrees F or above are subject to regulation. This means that wastes with these compounds or characteristics present must handled, stored, transported, and disposed of in accordance with regulations. Solvents that are being legitimately recycled or reused on-site may be exempt from part or all of the regulations; solvents recycled or reused off-site must be shipped as hazardous waste.
GOOD MANAGEMENT PRACTICES
Many solvents may quickly evaporate into the air under normal room temperatures. Keeping solvent containers tightly closed and away from heat and drafts when not in use could help minimize product loss, and keep emissions into the air at a minimum.
Solvents should be used as little as possible to minimize the generation of hazardous wastes. Operators should only clean parts that need to be cleaned. Careful conservation of solvents could
reduce waste generation, as well as reduce the purchase of new solvent.
HAZARDOUS WASTEREDUCTION OPTIONS
Many vehicle maintenance and service operations mt or lease parts- ckaning units urd solvents from Solvent service vendors. These Units usually consist of a p t s k a n m ' g sinkor compartment mounted over a drum of solvent. The rental is usually part of a package deal whereby the scrvice vendor maintains the unit, pmvides fresh solvent, removes spent solvent (either for disposal or recycling), and provides appropriate papawork. This method of solvent management is very common.
Customers subscribing to this type of service may be able to reduce the amount of hazardous waste they generate by examining the condition of the solvent when it is exchanged. If the solvent can stili effectively clean parts, then the amount of time between solvent exchanges could be increased. Customers could arrange for exchanges of solvent to be as infrequent as possible. Also, the number of parts cleaning units in use could be examined to see if the number can be reduced. These two management techniques could help reduce the amount of hazardous waste generated.
Alternative Solvem
Replacement of hazardous solvents with less-hazardous or non-hazardous solvents is possible. One option is to replace low-flash naphtha (flash point less than 140 degrees F) with a high- flash naphtha (flash point greater than 140 degrees F). This change may result in less paper-work related to Federal hazardous waste management issues, and could reduce liability.

e Another option is the replacement of hamdous solvents with non- h3nrdour wlvents. One such regllcemeat isalkaline detergents urad in &tion with water. m e cleaning agents are usually employed in either a heated dip tank, agitating tank, ultrasonic cleaner, or jet-spray washer. These cleaning agents have successfully replaced haardous solvents in many industria. In most cases, the solutions are used for long periods of time, with intermediate strengthening of the solution and oil removal, before the solution must be changed. AlkaIine cleaning solutions may be considered hazardous waste if they become contaminated with hazardous materials. Solutions contaminated with oil and grease would likely bc considered hazardous under Vermont Hazardous Waste Regulations, and be coded vTo2. If greases and oils can be separated from the solution, it may be possible to discharge the solution to the municipal sewer system. Discharge should be done only after gaining approval from state and local authorities. Cost for concentrated alkaline cleaners is moderate to high. The usc of these cleaners instead of traditional solvents could significantly reduce the amount of hazardous waste generated and the associated disposal costs. Costs for implementing a change in solvents depend upon the individual requirements of the facility and the nature or their operations.
Terpenes arc another chemical option for replacing traditional solvents. This group of chemicals is derived from plants, and is commonly used in solution with water. As with alkaline detergents, these chemicals have replaced hazardous waste generating solvents in many industries, such as metal working, electrical motor repair, automotive engine repair and
rebuild, and printed circuit board. Cost for the concentrated chemical is also moderate to high. Terpene solutions contaminated with oil and grease would likely be considered hazardous waste under Hazardous Waste Management Regulations, and be coded VTDZ. If gmses and oils can be sqmmted from the solution it may be possible to discharge the d u t i o n to the municipal sewer system. Discbarge should only occur after gaining approvll from state and local authorities. The use of
could significantly reduce the mount of hazardous waste generated and the associated disposal costs. Substitution of terpenes for traditional petroleum distillate solvents can result in hazardous waste reduction through the elimination of the source. As with alkaline cleaners, costs for implementing a change in solvents depend upon the individual requirements of the facility and the nature of their operations.
terpene solutions for parts cleaning
For more information, contact the Vermont Hazardous Materials Management Division, 103 South Main Street, Waterbury, Vermont 05671-0404, (802) 244-8702.

-1
I


TECHNICAL ASSISTANCE DIRECI'ORY
Bureau of Explosives, Association of American Railroads Emergency Numbers
CHEMTREC - Chemical Transport Emergency Center
(202) 639-2222
(800) 424-9300 An cmergen number for help in responding to a chemical accident or emergency should call CHEMTREC immediately 7 or information on control, containments, cleanup, and/or reference to a product specialist.
Hazardous Materials Newsletter Information Line 802) 479-2307 & or response teams (public or industrial) requiring information on tools, materials, emergency planning, etc.
National Institute of Occupational Safety and Healtb
National Response Center Hotline
(800) 356-4674
(800) 424-8802 Emergency number to report accidental chemical spills under CERCU/Title 111 legislation.
Small Business Administration (800) 827-5722 Provide assistance with Pollution Control Loans.
U.S. D.O.T. Hotline (202) 462-2075 Contact to receive assistance on federal hazardous substance transportation regulations.
US. EPA Air Quality Planning and Standards (919) 541-2777
U.S. EPA Asbestos Hotline
U.S. EPA Asbestos Technical Assistance
US. EPA Control Technologq. Center Hotline - Air Toxics
US. EPA Emergency Planning and Community Right-to-bow Hotline
(800) 334-8571
(800) 334-8571 (Ea . 6741)
(919) 541-0800
(800) 535-0202 For help with hazardous material and/or Federal Superfund relared problcms
U.S. EPA Inspector General's Whistle Blower (800) 424-4000
U.S. EPA Region 4
US. EPA RCRA/Superfund Hotline
U.S. EPA Safe Drinking Water Hotline
U.S. EPA Small Business Hotline
US. EPA Superfund Docket
(800) 241-1754
(800) 424-9346
(800) 426-4791
(800) 368-5888
202) 382-3046 6 rovides information pertinent to Superfund rulemaking.
(202) 554-1404 U.S. EPA TSCA Assistance information Hotline
US. Underground Storage Tank Docket 12132) 4s7-97213 \---I -- - Provides information pertinent to EPA's Underground Storage Tank Program.
U.S. EPA Water Enforcement and Permits (202) 475-8321


Unitd Stat08 Envimnmantal Protadion Wlshmgton, oc 20460 Nancy
Olfio of Pollution P n v ~ t i o n Summer 1990
5EPA Pollution Prevention Fact Sheet
R w u r a Guide
Video
Pollution Prevention Training and Education
An important goal of EPA's Pollution Prevention Program is to ensure that pollution prevention training and education are available to government, industry, academic institutions, and the general public. Training and education are needed to heIp institutionalize prevention as the strategy of choice in all environmental decision-making and protection activities.
EPA's Office of Pollution Prevention has developed a resource in1990. The
guide describes the types of training courses, workshops, and seminars being offered in each state and provides contact names and addresses. Other sections of the guide list available instruction manuals, opportunity assessment materials, fact sheets, videos, and state and EPA contacts on pollution prevention. Copies of the guide may be obtained through the Pollution Prevention Information Clearinghouse, SAIC, 8400 Westpark Drive, McLean, VA 22102, Tel: 1-800-424-9346 (or 202-382-3000 in the Washington, D.C. area).
guide, Pollution Prevention Training O p p - ' *
EPAs 30-minute documentary on pollution prevention is intended to raise awareness of pollution problems and solutions. The video highlights case studies of successful pollution prevention programs. Available, along with other videos, through the Pollution Prevention Information Clearinghouse.
Newsletter Pollution Prevention News contains' articles and editorials on pollution prevention topics, reports on EPA activities related to pollution prevention, information on new technologies and approaches, a calendar of events, and special features on people and places in the news. To be placed on the mading list, write: Pollution Prevention News, U.S. EPA, 401 M Street SW (PM-219), Washington, DC 20460.
Printed on Recycled Paper

I
(3NIfCSCnCts EPA cosponsors pollution prevention conferences and workshogs throughout the year with trade and other professional associations and states. Conferences are listed in tbe Calendar section of PollLtion h e n t i o n News and in the PoUution Prevention Information Exchange System (PIES) of the Pollution Prevention Information Clearinghouse. (For more information on PIES, Call the PPIC Techuical Support Line at 703-821-4800.)
courses
soealren’ Bureau
For More Infomation
The office of Pollution Prevention is developing specialized couzscs designed for government employees and industry. The courses will be available through the EPA Regional offices starting in 1991. Course topics will inciude:
- Pollution Prevention Orientation
- Pollution Prevention for Pennit Writers
-- Industrial Waste Pollution Prevention for Inspectors.
- Pollution Prevention for Regulation-Wn’ten
The Wice of Pollution Prevention is developing a speakers’ bureau to assist in pollution prevention training and technical assistance for government and industry groups.
For more information, call the Office of Pollution Prevention Training Coordinator at 202-2454164.

Department of Mechanical Engineering
F o ~ C o l l i ~ . Colorado 80523 (303) -tQl+jjir
FAX: (303) 4Q1-1055
WASTE MINIMEATION ASSESSMENT CENTER HAZARDOUS WASTE REDUCTION ASSISTANCE FOR INDUSTRY
The Waste Minimization Assessment Center (WMAC) was established at CSU in 19%. The purpose of the CSU WMAC is to provide assistance to small and medium-size manufacturers in reducing generation of hazardous waste. The typical manufacturer of this size does not have in-house engineering expertise in waste minimization. Supporr is pro\ided by the Risk Reduction Engineering Laboratory of the U.S. Environmentnl Protection Agency under an agreement with University City Science Center, rhz organization that manages the WMAC program. Additional W A C S have been established at the University of Tennessee and the University of Louisville. The WhLMCs are staffed by faculty and students with experience in manufacturing and pollution prevent ion.
Waste minimization assessments are conducted at no out-of-pocket cost to the manufacturer. Several plant visits, usually three. are needed for the assessment. During the first visit, a team of CSU engineering faculty and students identifies waste streams for each of the manufacturing operations. Data are obtained to quantify volumes of wastes generated and the associated waste management costs. During the second visit. opportunities for reducing formation of waste are identified and analyzed. The client is invited to provide comments and suggestions. A report is prepared that quantifies wasf= management costs and recommends specific opportunities for waste reduction. Included are savings and implementation costs for the recommendations. The report is reviewd by the engineering staff at University City Science Center. A confidential final report is then prepared for the client, and presented during the third visit. Within about one ye3r following the assessment, the client is contacted to determine the extent to which the recommendations have been implemented.
For the first sixteen manufacturers served by the CSU WMAC, recommended waste reduction measures would prevent the formation of approximately 12.7 million gallons cf hazardous liquid waste per year (33%) and approximately 51,000 pounds and 2,700 gallons of hazardous solid waste per year (15%). Moreover, implementation of the recommendations would save approximately $384,000 per year in waste management and raw material costs. The total one-time cost for implementation of the recommendations is $370,000 for the first sixteen clients.
For additional information concerning the CSU WMAC, contact Professor Harry 11’. Edwards, Department of Mechanical Engineering, Colorado State University, Fort Collins. Colorado 80523, (303) 491-5317.
Fnnted on recycled paper


I POLLUTION CONTROL LOANS (PCL)
(Guaranty Only)
Section 7(a)(12) of the Small Business A d authorizes SBA to provide financial assistance to eligible small business companies for the financing of the phning, design or installation of a pollution control facility.
Applicants must meet the eligibility criteria applicable to all 7(a) loans.
The only allowable use of proceeds are the phning, design or installation of a pollution control facility. A pollution control facility is real or personal property which is likely to help prevent, reduce, abate or control noise, air or water pollution or contaminadon by removing, altering, disposing or storing pollutants, contaminants, wastes or heat and such real or personal property which will be used for the collection, treatment, storage, utilization, processing or final disposal of solid or liquid waste. Any related ‘resource recove@ property (recyciing) is also elie;lble when it is stated to be useful for pollution abatement by a l a state or Federal environmental regulatory authority.
Loan Amount$
The maximum guaranty is $l,OOO,OOO, SBA share, less the amount outstanding of any existing SBA 7(a) exposure.
-rest Rates
Interest rates are the same as for other 7(a) guaranty loans.
Submission Reauirements
In addition to general submission requirements, applicants must provide plans and/or specifications, as appropriate, for the pollution control facility and written, realistic cost estimates to assure that the project can be completed with the available sources of funds, including loan proceeds. Applicants should provide copies of any local, state or Federal environmental regulations that relate to the proposed facility with the application.
J ~ a o Identitication
Iden@ Pollution Control Loans with the prefur PCL on the docket number.
For more information, please contact:
Don Furtivo Chiex Finance Division New Custom House 721 Nineteenth Street Denver, Colorado 80202 (303) 844-3461
13 - 23


\
Introducing: The Colorado Pollution Prevention and Waste
. encourage The program's waste reduction mission is and- to Reduction Program poUurion prevention among
Colorado's businesses that germ- ate ha7ardow waste and have
toxic releases.
The staff of Colorado's Pollution Prevention and Waste Reduction Program (PPWRP) can provide assistance in developing your waste mini- mization program at no cost to you. The program's mission is ro encourage waste reduction and pollution prevention among Colorado's businesses that generate hazardous waste and have toxic releases. This program, an outreach service of the Colorado Department of Health, is independent of any regula- tory or compliance enforcement activity. Our specialized s n f f can provide your business the following services on request:
DIRECT ASSISTANCE to organize your company's waste reduction program.
ON-SSI'E ASSISTANCE with waste assessments to help you identi+ waste reduction options for tar- geted waste streams.
FACT SHEETS and other documents for special needs in waste reduction.
LXTERAT~RE SEARCHES for solutions to specific waste problems, inciuding case studies and sources of additional information.
REFERRALS
SEMINARS AND WORKSHOPS
to listings of waste reduction consultants and equipment vendors.
on the principles and practices o f pollution prcvcntion and wastc rcducrion.
COLORADO D E P A R T M E N T O F A H E A L T H July 1991

For fu& i n f b " evrite:
The Pollution Prevention and Waste Reduction
Program
of Health Colorado Department
42 10 East 1 lth Avenue Room 260
Denver, Colorado 80220 or call (303) 33 1-4430
Project Staff: S.V. (Van) Simsiman StaH Engineer (303) 331-4430
Van lmngs more than 20 years of experience in manufacrurmg management and strategic planning to the team. His achievements in operations analvsis and management auditing, productivicy/cost improvement and budge ring Jdd breadth to the team's capabilities. Van knows business from the imide: he has heid management posiuons in both plant operations and division staff leve!s. Van has a B.S. in industrd engineering, an MBA and is a Regwered Professional Engineer in Califomia.
Neil Kolwey, P.E. Staff Engineer (303 ) 33 1-484 1
Ned brings to the program six years ot hazardous wascc manage:ncnc experience, writing. permits and closure plans and overseeing Superfund cleanup activities. He is very knowledgeable in waste reducnon techniques and waste treaanent and storage practices. Neil has a B.S. in mechanical engineering and is a Registered Professional Engineer in Colorado.
Katherine (Kate) h e r Program Coordinator (303) 331-4510
As Director of Covemor Romer's Colorado Environment 2030 projec:, Kate supemtsed the ilsk assessment, goal sening and action steps in Colorado most comprehensive environmental and natural resource planning erforr. i graduate of Crinnell College, with an MPA From Harvard Universtix, K x e prior experience includes work in the Colondo Govemor's Office, Science and Technology Scaff; the New Denver A~rporr Office: ACCORD Environmental Mediation Associates: and the Solar Energy Research Institute (SERI).
COLORADO D E P A R T M E N T OF A H E A L T H
Pollution Prevention and Waste Reduction
pmuul"CjdcdW @ WminbniSUUSU

a


DIRECTORY OF SERVICES
This directory has been prepared as an example of the types of environmental services and equipment vendors available to sem the automotive salvage industry. It is by no means a comprehensive listing. EPA 9 ~ 1 endorse or recommend any of the following companies.
Hunter Products, Inc. Box 6795 792 Partridge Drive Bridgewater, NJ 08807 (fw 524-0692
c coru Allen Recycling Center 107 N. Chestnut Street Henderson, NC 27536 Bonnie d e n
Also accept: metal, radiators (919) 383-9326
AGITATORS
JWI, Inc. 2155 112th Avenue Holland, MI 49424 (616) 772-9011
.4N.4Lm C.4L WBO RAT0 R 1 ES
ACZ Laboratories, Inc. 305oO Downhill Drive Steamboat Springs, CO 80487 (303) 879-2216
Pace, Incorporated 5930 Mclntyre Street Golden, CO 80403 (303) 278-3300
ANTI-FREEZE RECYCLING
Bio-Regional Energy Associates, Inc. Floyd Industrial Park Floyd, VA 24091 (703) 745-3923
Forty Below Southeast Regional Office 13217-A N. Nebraska Avenue Tampa, FL 33612 (800) 328-5505
Pentek, Inc. 1026 Fourth Avenue Coraopolis, PA I51089990 (412) 262-0725
Barringer Laboratories, Inc. 15000 West 6th Ave., Suite 300 Golden, CO 80401 (303) 277-1687
CHEMetrics, Inc. Route 28 Calverton, VA 22016-0214 (800) 356-3072
FF'PF Chemical Co. Buffalo, NY (716) 856-9607
Colorado Analytical Labs 240 South Main Brighton, CO 80601 (303) 659-2313
Ecology Equipment, Inc. 4162 Library Road Pittsburgh, PA 15234 (800) 852-0094
Kleer-Flo Company 15151 Technology Drive Eden Prairie, MN 55344 (612) 9342555

ML FOJS Kleer-Flo Antifreeze Recycler 4909 Kingscon Denver,CO 80239 (303) 373-4050
PPD Box 41 cunbridge,vT 05444
V & A Cleaning Systems, Inc. P.O. Box 555 Rindge,NH 03461 (603) 899-6490
h e r & Brown 319 S. Railroad Street Wilson, NC 27833 Jeff Charles (919) 243-3586 Also accept: metals
Nalco Chemical Company Nalco Center N a p c d e , I L 605661024 (800) 2414053
Recom Applied SOlUtions, Inc. Edge Tek Antifreeze System 1035 Pearl street, Suite 202 Boulder, CO 80302 (m) 440-6065
Battery Warehouse & Recycling 1310 W. Lee Street Greensboro, NC 27403 Bill Lemons
Also accepts: metals, radiators (919) 273-1145
Cohen & Green Salvage Co., Inc. 445 Glidden Street Fayetteville, NC 28302 Michael Green Steve Greer
Also accept: metal, radiators, glass
Greer Aluminum Recycling 107 N.E. Market Street Reidsville, NC 2732.0
(919) 483-1370 (919) 342-4812 Also accept: metal, radiators, glass
CFC RECYCLING
PPD Associates Box 41 Cambridge, VT 05441
Ecology Equipment, Inc. 4162 Library Road Pittsburgh, PA 15234 (800) 852-0094
Technical Chemical Co. 10737 Spangler Road Dallas, TX 75220 (800) 527-0885
NVERTERS CATALYTIC CO - D.H. GriMin Wrecking Co., Inc. 4700 Hilltop road Greensboro, NC 27407 Anniston, AL 36201 Lawrence Coleman June Madison (919) 855-7030 (800) 824-5092 Also accept: metals, appliances, electric motors and generators
Texasgulf Minerals & Metals, Inc. 1610 Frank Acres Road
Oii Filter Company The Recyclator 1410 SW 3rd Street Oklahoma City, OK 73108 (405) 232-3411
SnapOn Tools 6632 Fs Street Arvadp,co 8ooo4 (303) 425-Sw3
Baucom Battery Service 2339 Lucena Street Charlotte, NC 28206 Michael Belcan
Batteries only (704) 376-7454
Sanders Lead Recovery P.O. Drawer 707 Troy, AL 36081 Scott Sanders (800) 633-8744
State Products Corp. 535 W. Germantown Pike Norristown, PA 13215

CENTRIFUGES
AML Indusuies, Inc 3500 DawsonviUe Road Box 15059 Hatboro, PA 19040 Worccster, MA 01615
Barret Centrifugals, Inc.
(215) 443-7878 (50s) 755-4306
Continental Dredge & Marine Corp. Edgewater Associates 1201 Devon Drive, Box 2806 4001 N. Ocean Blvd. 11407B Ashtabula,OH 44004 Boca Raton, FL 33431 (216) 964-2889 (407) 392-4110
NT - FIXED WALLS & TANyS
Best Auto Parts, Inc. 18100 Highway 99 L y ~ w o o d , WA 98036 (800) 562-9174
Alar Engineering Corp. %51 W. 196th Street Mokena, IL 60448 (312) 475-6100
Chem-Tainer Industries, Inc. 361 Neptune Avenue N. Babylon, NY 11704
Wastewater Treatment 440 North Central Avenue Campbel1,CA 95008 (408) 374-3030
DISPOSAL - HAZARDOUS & NON-HAZARDOUS WASTE
Ashland Chemicals, Inc. 3350 Zuni Street Englewood, CO 80110
Industrial Compliance, Inc. 1746 Cole Blvd., Bldg 21 #300 Golden, CO 80501
(303) 789-1888 (303) 277-1400
Recom Applied Solutions, Jnc. 1035 Pearl Street, Suite 207 Boulder, CO 80302 (303) 430-6065
Conservation Services, Inc. 2090 E. 104th Avenue, Suite 300 Denver, CO 80233 Suite 400 (303) m-9336
Waste Management, Inc. 5660 Greenwood Plaza Blvd.
Englewood, CO 8011 1 (303) 770-3324
DRUM CRUSHERS& DEHEADERS
Piqua Engineering, Inc. Box 605 Piqua, OH 45356 (5U) 773-2464
S&G Enterprises, Inc. 5626 N. 91st Street Milwaukee, W 53225 (414) 464-5310
Bock Engineering Products Co. 3600 Summit Street, Box 5l27 Toledo, OH 43611 (419) t26.2645
Enviro-Care Tank Systems, Inc. Woody’s Welding Service, Inc. 2650 South Delaware Denver, CO 80223 (303) m-4122
Oil & Solvent Process Company 9131 East %th Avenue Henderson. CO 8064 (303) 289-4827
Wizard Drum Tool Co. 400 Pilot Court Waukesha, WI 53188 (800) 628-8628

PRUM PUMP
Andrews Products, Inc Tradewinds Center Highway 21 South Rt. #lo Box 398A s t . t a v i l l e , ~ ~ m n (704) 873-0330
RECONDITIONING
New England Container George Washington Hlghway RFD8 Smithfield, RI 02917 (401) 231-2100
D G I N E S & MOTORS
Hayes Iron & Metal, Inc. Webb Metals, Ltd. Route 1, Box 340 P.O. Box 551 Providence, NC 27315 Sanford, NC 27330 Dallas,NC 28034 Douglas Alderson Bill Perry Eddie Webb
Also aceept: metal
Lee Iron & Metal Co., Inc. 2219 South Horner Blvd.
(919) 388-5986 (919) 775-7951 (704) 922-5211 Also accept: metal, electric motors Also accept: metals, glass, die
cast
FLAMMABLE/COMBUSTlBLE PETROLUEMS HANDLERS
Alternate Energy Resources, Inc. 2730 Waiden Drive Augusta, GA 30903 Lamar Garrad Shirley Worsham
Also accept: paint, solvents
M & M Chemical Co. Route 3, Box 285-B Attalla, AL 35954
(404) 738-1571 (205) 538-3800
FORMALDEHYDE MONITORING KIT
Crystal Diagnostics. Inc. 30 Commerce Way Woburn. MA 01801 (617) 933-4111
HEAVY METAL RECOVERY
ELETEC Systems Corporation 625 East Street Fairport Harbor, OH-44072 (216) 357-4080
INDUSTRIAL LAUNDERERS
G & K Services, Inc. 5100 Race Street Denver, CO 80216 (303) 297-l533
Entech/IPEC Pasco 1409-(1) E. Sauson Avenue Whittier, CA 90606 Devault, PA 19432 (203) 288-7354 (215) 644-2833
10 Hillside Drive
Unitog, Inc. 523 10th Street Greeley, CO 80631 (303) 352-2233

Angus Chemical Co. 2211 Sanders Road NoRhbtooL,IL 60062 (30) 498-67m
Master Chemical Corp. P.O. Box 361 610 W. Boundry Perrysburg, OH 43551 (419) 874-7902
OIL (HYDRAULIC1
Harold Watson Waste Oil Service Star Route Box 77-A Swansboro, NC 28584 Harold Watson
Also accept: motor oil, transmission fluid
(919) 393-8747
Oldover Corporation P.O. Box 228 Ashland, VA 23005 Shirley Worsham
Also accept: motor oil, etc. (804) 798-7981
OIL (MOTOR)
Action Oil 116 1/2 South Main Longmont, CO 80501 (303) 772-6120
Holston Energy, Inc. P.O. Box 720 Waynesville, NC 28786 Eric Helquist (704) 453-2836 Also accept: petroleum sludges
Enviro-Lube, Inc. Lubricating Systems, Inc. P.O. Box 51228 34 Front Street
(413) 543-4490
P.O. Box 805 Kent, WA 98035
Indian Orchard, MA O l l s l (800) =-LUBE
Radio Oil Co., Inc. P.O. BOX 123 I
34 Albany Street Worcester, MA 01613 (508) 756-2461
Reynolds & Son, Inc. Bridge Street South Barre, VT 05670 (802) 479-0101
Heritage Environmental Services 4132 Pompano Road Charlotte, NC 28216 Attala,AL 35954 Gene Kube Shirley Worsham
Also accept: motor oil, oily water, Also accept: flammable/ combustible liquids combustible liquids, etc.
M & M Chemical Co. Route 3, Box 285-B
(704) 392-6276 (205) 538-3800
Piedmont Oil Salvage, Inc. Route 1, Box 100 Seagrove, NC 27431 Otis Graves Henry Yarborough
Also accept: motor oil
Yarborough Oil Service 1405 Chickasha Drive Pfafftown, NC 27040
(919) 879-3366 (919) 945-3162 Also accept: motor oil
Baumgardner Co. Cherokee Resources 1514 Blackgap Road 1201 Berryhill Road Fayetteville, PA 17222 Charlotte, NC 28208 Bill Ward G.W. Hartsell
Also accept: oil/water emulsions, Also accept: wastewater wastewater
(800) 233-0960 (704) 332-8663
James Waste Oil Service P.O. Box 5651 Charlotte, NC 28225 Golden, CO 80403 Steve Hamilton (303) 940-0652
Also accept: wastewater, cutting/
Mesa Oil, Inc. 17300 Highway 72
(704) 332-8692
wastewater lubricating oils

Noble Oil Services, Inc. 7204 Canaan Lane, Suite 107 Raleigh, NC Fletcher, NC 28732 Sumter, SC 29151 James Noble
Also accept: motor oil, oil/water Also accept: light grease, transmission Also aaxpt: paints, coolants emulsions, contaminated soil fluid
Recycle System of Western N.C. 272 White Pine Road
Fred Pratt Harold Talbcrt
Southeastern Chemical Co. 170 S. Lafayette Blvd.
(919) 846-0018 (704) 684-3397 (803) 775-3200
CM Labs, Inc. Box8002 655 Eisenhower Drive POrtlan4ME 04101 OwatonnqMN 5XKO
SPX Corporation, OTC Division
91L FlLTRA”I0 N&CO UECrrON EOU IPMENT
Alden Industries Containment Systems P.O. Box 3027 Box 1390 2716 Noyal Street
(504) 944-7681
Cocoa, FL 32923 New Orleans, LA 70117 (407) 632-5640
Megator Corporation 562 Alpha Drive Pittsburgh, PA 15238 (412) %3-9200
Oil Skimmers, Inc. P.O. Box 33092 Cleveland. OH 44133 (216) 237-4600
Micropure Filtration P.O. Box 7007 2323 Sixth Street Rockford, IL 61125-9901 (815) %2-8867
OIL/WATER EMULSION & SLUDGE HANDLERS
Baumgardner Company 1514 Black Gap Road Fayetteville, PA 17222 Bill Ward (800) 233-0960
Holston Energy, Inc. P.O. Box 720 Waynesville, NC 28786 Eric Helquist
- (704) 452-2836
OIL/WATER SEPARATORS
Allen Fdters, Inc. P.O. Box 747 Springfield, MO 65801 (417) 865-2844
Heritage Environmental 4132 Pompano Road Charlotte, NC 28216 Gene Kube (704) 392-6276
Dynamic Process Industries 1900 W. NW. Highway Dallas, TX 75220 (214) 556-0010
Monroe Environmental Corp. Box 806 11 Port Avenue Monroe, VA 48161 (800) 922-7707
Nobel Oil 7204 Canaan Lane, Suite 107 Raleigh, NC 27619 James Noble (919) 846-0018
American Colloid, Co. Ecologix, Inc. Waste Water Treatment Division 1500 West Shure Drive Arlington Heights, IL 6ooo4 Evans City, PA 16033 (312) 392-4600 (800) 895-9500
301 Smalth Drive Cranberry Professional Park

Edgewater Associates 4001 North Ocean Blvd. Ar1407B Boca Raton, €L 33431 (407) 392-4110
Hotsy Equipment Co. Sjmial Products Division 67 Sprague Street HydePark,MA 02137
National Fluid Separators, Inc. 827 Hanley Industrial Ct. St.Louk,MO 63144 (800) 334-2460 I
Ultractpt Box 663 Route 2 Mooresville, CA 28115 (704) 892-1181
American Metal Wash, Inc. P.O. Box 265 360 Euclid Avenue Canonsburg, PA 15317 (412) 746-4203
Hotsy Equipment Co. Special Products Division 67 Sprague Street Hyde Park, MA 02137
Uni-Wash, Inc. 880 Fralick Plymouth, MI 48170 (313) 451-2775
PARTS WASHERS ALTERNATn'ES
Great Lakes Environmental 463 V i a Addison, IL 60101 (312) 5439444
InPlant Systems, Inc.
Houston,TX T2S5 9046 In= Point-Box 55096
(713) 973-6061
RGF Environmental Systems 2600 N.W. 55th Court Fort Lauderdale, FL 33309 (800) 842-7771
Hlghland Tank & Mfg. Co.
Box 338 StoystowsPA 15563 (814) 893-5701
Stoystown Plant
McTighc Industries, Inc. P.O. Box 928 Mitche4SD 57301 (605) 996-1162
sanborn, Inc 25 Commercial Drive Wrentham,MA 02093 (800) 343-3381
Dawson-MacDonald Co., Inc. Graymills Corporation €35 Woburn Street Wilmington, MA 01887 Chicago, IL 60613-3594 (617) 944-4710 (312) 248-6825
3705 North Lincoln Avenue
Pure-Flow International The Mart Corporation 9617 Wallisville road Houston, TX 77013 Maryland Heights, MO 63043
2456B Adie Road
(800) 833-3801 (800) 543-MART
BioChem Systems Ecology Equipment, Inc. Bio T Parts Washer System 15OOO W. 6th Ave., Suite 202 Pittsburgh, PA 15234 Golden, CO 80401
4162 Library Road
(800) 852-0094 - (303) 2 n - 6 5 n
Zep Manufacturing Zep Parts Washing System 5500 Joliet Street Denver, CO 80339 (303) 373-1371
Recom Applied Solutions, Inc. Edge Tek Parts Washer System 1035 Pearl Street, Suite 202 Boulder, CO 80302 (303) 440-6065

- Hach Company Innovative Sensors, lnc P.O. Box 389 4745 Bryson Street Lovcland,co 80539 Anaheim,CA 92807 (800) 227-4224 (714) 779-8781
Aluminum Recycling of Greensboro 2412 S. Elm-Eugene Street Vcrn Smith Asbevillc,NC 28813 (919) m-l.553 John Fder Also accept: metals (704) 253-9317
Biltmore Iron & Metal 1 Meadow Road
Also accept: metals
Rocky Mount Recyclers, Inc.
Rocky Mount, NC 27804 Garry Ward John Bryant
Also accept: metal, glass
Southern Metals Recycling
Wilmington, NC 28401 232 Halifax Road P.O. BOX 1769-2841
(919) 443-1521 (919) 762-9619 Also accept: metal, autos, glass
RUBBER
Auto Salvage & Metal Recycling 700 N. Green Street Greenville, NC 27834 South Salem. ru'Y 10590 Bobby O'Neal John Manfredi
JM Associates, Inc. RR 3 Boutonville Road
(919) 758-9187 (913) 241-15u) Also accept: autos, aluminum (913) 763-3392
Waste Recovery, Inc. 1773 Chelwood Circle Charleston, SC 29307 Mike Kennedy (803) 571-3050 Tires only
SCR4P METAL
C & L Scrap Metal Route 3 Connelly Spring, NC 28612 Robert Crawley - (704) 397-7493
K 8i L Scrap Services, Inc. 2310 Old Garner Road Raleigh, NC 27602 Dave Jenkins (919) 823-5426
McNab, Inc. MSA86-34 20 N. McOueston Parkway Mount Vernoa, NY 10550 (914) 699-1616
Lumberton Recycling Co., Inc. P.O. Box 1290 Lumberton, NC 28359 Johnny Parsek (919) 739-4378 Also accept: batteries, metals, beater cores
Tire Recovery, Inc. P.O. Box 516 Deep Run, NC 28525 Johnnie Braxton
Tires only (919) 568-3123
L. Gordon Iron & Metal Co. 1300 Salisbury Road Statesville, NC 28677 Saul Gordon (704) 873-9001
Southern Metal Recycling, Inc.
Wilmington, NC 28401 J o h Bryant
P.O. BOX 1769-2831
(919) 762-%19

Angus Chemical Co. 2211 Sanders Road Northbrook,IL 60062 (312) 498-6700
C.M. Laboratories, Inc. P.O. Box 8002 Portland, ME 04101
Environmental Specialties Corp.
(401) 781-6770
860 Eddy Street Rovidence,lU 02905
Kleer-Flo Company 15151 Technology Drive Eden Prairie, MN 55344 (612) 934-2555
Power-Tel Products Group, Inc. Suite 200 800 N. Belcher Road Clearwater, FL 34625 (813) 442-2876
SOLVENT RECYCLING
Allworth, Inc. 500 Medco Road Birmingham, NC 35217 Doug Carothers
Also accept: solvents. paint 205-841-1707
Kleer-Flo Company 15151 Technology Drive Eden Prairie, MN 55344 (612) 934-2555
SORBENT
American Colloid Coy Waste Stabilization Division ljoo W. Shure Drive Arlington Heights, IL 6ooo4 (312) 392-4600
New Pig Corporation One Pork Avenue Tipton, PA 16684 (800) HOT-HOGS
BASF Wyandotte Cop. 100 Cherry Hill Road Parsippany, NJ 07W (201) 263-3400
ETUS, Inc. 1511 Kastner Place Sanford,FL 32171 (407) 321-7910
Fresh-Chemco P.O. Box 18044 Pittsburgh, PA 15236 (412) 655-4004
Noble Technologies Suite 270 33 Boston Post Road West Marlborough, MA 01752 (203) 934-8611
V & A Cleaning Systems, Inc. P.O. Box 555 Rindge, NH 03461 (603) 899-6490
BAU, Inc. P.O. Box 190 AItoqNH 03809 (a) 364-2400
Enthone, Inc. P.O. Box 1900 N e w H a v t n , f l 06508 (203) 934-8611
Graymills Corporation 3705 North Lincoln Avenue
(312) 2486825 Chicago, IL 606113594
Plant Chemistry 1365 Rufina Circle Santa Fe, NM 87501 (505) 438-3448
Hoyt Corporation Interel Corporation 251 Forge Road Westport, MA 02790
P.O. Box 4676 Englewood, CA 80155
(800) 343-9411 (303) 733-0753
Prillman Chemical Corporation Pure-Flow International P.O. Box 4024 Martinsville, VA 24115 Houston, TX 77013
%I7 Wdlisville Road
Stan Mitchell (800) 833-3801 (703) 638-8829
BergOil Sponge International, Inc. 500 Lafayett Blvd., Box 579 Fredricksburg, VA 22404 (703) 373-3482 (414) 337-4944
JV Manufacturing Co., Inc. 963 Ashwaubcnon Street Green Bay, WI 54304
Occidental Chemical Corp. Box 8o9050 4301B Brunswick Avenue Dallas, TX 75390 Plainfield, NJ 07080 (214) 404-8300 (201) 968-m
Silicone/Sterling Paper Co., Inc.

Sorbent Products Co., Inc. Box 967 P BoundBrookNJ ossO5 (201) 469-8181
American Manufacturing 469 Viaoria Terrace Box 380 fidgcfield, NJ 07657 (201) 943-1624
Reynolds & Sons, Inc.
South Barre, VT 05670
Ecology Equipment, Inc. 4162 Library Road Pittsburgh, PA 15234 (800) 852-0094
Hoyt Corporation Forge Road Westport, M A 02790 (800) 434-9411
Lenan Corporation 615 North Parker Drive Janesville, WI 53535 (800) 356-9424
Renzmann, Inc. 310 Oser Avenue Hauppauge, hY 11788 (516) 231-3030
V & A Cleaning Systems. Inc. P.O. Box 555
WASTE WATER TJEATME3’T
Burt Process Equipment, Inc. 1050 Sherman Avenue Hamden, CN 06518 (203) 288-7354
Wastewater Treatment 440 N. Central Avenu; CampbcU,CA 95008 (408) 374-3030
Finish Company, Inc. 921 Greengarden Road Erie, PA 16501 (814) 455-4478
Interel Corporation P.O. Box 4676 Englewood, CO 80155 (303) 773-0753
Mac Associates 25 E. Dudley Street Marlboro, MA 01752
Siva International, Inc. 405 Eccles Avenue S. San Francisco, CA 94080 (415) 589-9600
Giant Distillation and Recovery 900 N. Westwood Avenue Toledo, OH 43607 (419) 531-4600
Jodan Technology P.O. Box 362 133 Massachusetts Avenue Lexington, MA 02173 (617) 863-8898
Recyclene 405 Eccles Avenue South San Francisco, CA 94080 (415) 589-9600
Solvent Kleen, Inc. 131 1/2 Lynnfield Street Peabody, MA 01960 (508) 531-2279
Flo-Water Industrial Systems 500 N. Verity Parkway Middletown. OH 45042 Billerica, MA 01821
Reliable Water Co. 35 Dunham Road
(513) 423-9321 (508) 670-2300
The appearance of a particular company on this list does not represent an endorsement of the company or their product, nor should omission from this list in any way be construed to indicate the Agency‘s opinion concerning a particular company or its products. This list was put together to aid hazardous waste generators in finding out information about waste minimization techniques and equipment.



Recycling of Automotive Materials: Design and Materials Selection
S. S. Labana Ford Research Laboratory, Dearbom, MI 48121-2053
During 1991 approximately 80% of the d i d waste in the United States was disposed in Landfills, 10% was incinerated, and 10% was recycled. The number of landfills has decreased from over 18,500 in 1979 to less than 6,000 in 1991. The cost of landfill has increased substantially. The landfill costs are reported to be in the range of from $1200 to $120.00 per ton during the last year. The lowest cost is in the Central Midwest and the highest in the Northeast and on the west coast. It is becoming clear that we cannot continue to send more than 150 million tons of solid waste every year to landfill unless new landfill sites are opened very soon. Plastic waste, notwithstanding all the notoriety it has received, is only 7.5% by weight and 19% by volume of the total solid waste in the United States. The automobile industry contributes approximately 5 million tons of solid waste per year, which is just over 3% of the total solid waste.
Recycling Comparison
Materials
Aluminum Paper & Paper Board Glass Rubber & Leather Plastics
Annual Discard 4
21 62.3 13.9 3.4 9.7
Jlecvcled. %
28.6 20.7
7.2 3.0 1.0
But the use of plastic materials is growing at a rate of 4.9% per year which is higher than the rate of growth of other materials. It is estimated that the fraction of plastic waste will increase to 11% by weight of the total solid waste in the year 2000. Plastic waste from scrap automobiles will grow from 1.1 million tons in the year 1989 to 3.0 million tons in the year 2000.
Since the early 1960's, great progress has been made in recovering useful materials from scrap automobiles. In fact, the scrap automobile is one of the most recycled items at this time. Less than

30% of aluminum and paper products are recycled. It is commonly believed that the aluminum can is a highly recycled item. About 61% of aluminum cans are recycled. However, seventy-five percent of materials from cars are recycled. A welldeveloped industry exists to recycle cars. At the end of its life, a car is taken to one of the 3,300 wreckers, also known as junk yards or, more respectably, as dismantlers. Here the cars are stripped of all the usable parts. For repair purposes, many collision shops get body panels and other parts from dismantlers. Some of the parts are rebuilt to manufacturer's specifications and used as replacement parts. Remanufacturing of automotive parts is currently a five billion dollar per year industry.
Dismantles also take off parts from scrap cars for their material value. These include catalytic convertors for recovery of prccious metals, radiators for recovery of aluminum. Engine and transmission oils and coolant arc drained and sold for refming. More and more dismantlers are now recovering CFC refrigerant. After the dismantlers finish with the car, they send the car bodies to one of the 190 shredders in the USA.
Automotive Recycling
No. of Cars shredded 10 million Ferrous metals recovered 11.2 million tons Non-ferrous metals 0.8 million tons Shredder residue 3.8 million tons
Heating value of ASR 6.7 million Cu. Yds. 5,000 to 7,000 btu/lb
In an average year approximately ten million cars are shredded. Shredders recover 11.2 million tons of ferrous and eight-tenths of a million ton of non-ferrous metals. These metals are recycled. The fraction which is not recycled amounts to 3.8 million tons per year. This fraction which is commonly known as "Ruff or Automotive Shredder Residue (ASR) is sent to landfills. In principle, shredder residue can be burned because it has good heating value in the range of 57,000 btu's per pound. But for many reasons, fluff is not currently used for fuel.
In the future the amount of fluff is expected to increase and the amount of recoverable metals is expected to decrease. The reason for this trend is the need to improve fuel economy to meet CAFE regulations. An increase in fuel economy can be accomplished most effectively by decreasing the weight of the car by utilizing light weight materials.

Composition of US Built Car Ibstcar
Source: Wards Reports Material m m Steel
Conventional 1246 1697 High strength Stainless Other
Iron Aluminum
Zinc Die Cast
Powder Metal .
Rubber Ptastics/composites Fluids Others
Copper
233 32 53 398 158 46 19 23 128 222 167 88
169 28 54 480 123 37 21 17 130 196 181 90
The change in the composition of the average American car between 1980 and 1990 is s h o w in the slide. It is quite clear that the fraction of light weight materials has increased and the use of steel and iron has decreased over this period.
Weight saved by the substitution of plastic for steel in five components is shown here. Plastic bumper saves 10.4 kg, plastic fuel tank saves 3.3 kg, intake manifold saves 4.2 kg, etc. The total reduction by direct substitution of plastics for steel in these components is 28.5 kg. For lighter weight bodies one can use smaller engine, powertrain, and other components providing secondary weight savings. In some circumstances this can be almost as much as the primary weight savings.

Car Weight Save
Plastics for Steel
Comwnent Bumper Fuel Tank Engine Cover
Hood Fender Total Direct Secondary
Wciuht sa VC.
10.4 3.3 4.2 5.0 5.6 285 25.5
-
As the need to further improve fuel economy continues, automobile companies are investigating a number of approaches for lighter weight cars and trucks. These include steel structure with aluminum or plastic panels, aluminum structure with aluminum or plastic panels, or composite m o n q u e . One can find examples of these structures in cars on the road or in concept cars.
Body Materials
4
Steel frame with steel panels Steel frame with plastics panels Aluminum frame with aluminum panels aluminum frame with plastic panels Composite monocoqw
To guide the selection of materials, we need to know the total life cycle cost associated with various alternatives. At the manufacturing step, these costs include the a t of raw materials, fabrication (stamping or molding), assembly, and finishing (e.g. painting).
iManubcturing Costs
Raw materials Fabrication Assembly Finishing
During the use of the vehicle, the amount of the fuel used, maintenance and repair costs, and longevity of the car is influenced by the choice of materials.
Use Costs
Fuel used Maintenance Repairs
When a car% scraped, its residual value depends on the value of reusable components as well as the recyclable materials which can be economically recovered. The fraction of the car which has to be disposed of has a negative value.
Post- use
Residual value Component reuse Materials recovery Disposal costs
The use of various materials for a car fender is shown below. Steel is the cheapest raw materials followed by SMC, thermoplastics, and aluminum. The manufacturing c ~ s t of stamping steel or alumbum are comparable, SMC molding is slightly more expensive, with thermoplastic injection molding being the least expensive. In terms i f fuel use, steel being heavier incurs the most cost, the other materials are comparable as to weight and fuel usage. However, if you take into consideration the dent resistance and durability of plastics, then plastics prove to be better than aluminum. Steel and aluminum, being easily recyclable, have a higher post-use value. Plastics, on the other hand, cost to dispose of. But despite their cost of disposal, plastics look to be attractive materials to use for car bodies.

Materials Comparison
Source: IBIS Assoc. Fender
ad Aluminum SMG
Manufact. costs 10.04 10.04 10.47 9.3
Raw materials 4.00 9.74 4.61 7.66
Operating costs Post - use -0.06 -0.42 0.21 0.04
The desirability of recycling of various materials can be compared by estimating the energy saved by using recycled material compared to the production of virgin material.
Materials Energy Savings
Material Saviw. %
Steel 64 Aluminum 90 Thermoplastic 90
4
Production of steel by recycling saves 64% of the energy over steel produced from ore. Recycling of aluminum and plastics saves 90% of the energy over their p r i m q production. Looking at these numbers one would expect that plastics should be recycled to the same extent as aluminum, but this is not the case. Aluminum can be easily separated from other metals and rccycIed in its various alloys. On the other hand, plastics are many different materials which are not compatible with each other, are difficult to separate from each other, and cannot be recycled to high value products as mixed plastics . Materials of good value can only be obtained if the plastics from scrap automobiles are separated in their pure form, or if technology is developed to produce blends with high mechanical properties. To achieve these objectives, automobile manufacturers must incorporate recyclability at the design stage.

Design for Recyclability
Minimize variety Same family of plastics Easy disassembly Compatible bonding Compatible paint Compatible decorations
Design for enhanced recycling must include minimizing the variety of plastics used. Currently there are over 700 specifications of plastics for automotive use. As far as possible, the same family of plastics should be used for components which can be collected together for recycling. If plastic parts are to be taken off the scrap vehicle before it goes to the shredder, then we must have easy and fast disassembly techniques and tools. We should also use adhesives, paints, and decorative appliques which do not interfere with recycling. Some of the European car companies are promoting disassembly and segregation of plastics parts by material type as a solution for recycling. A number of disassembly studies have ben carried out in Europe and a few in this country. Disassembly times for some of the components are listed in the slide.
Dismantling Times ,
Side molding Door inner
Seat Instrument panel
Bumper
0.5 0.6
122 19.5
18 32 90 100 800
Even though the part can be separated from the car body in the time indicated, much more time is needed to separate individual plastics in a form suitable for recycling.
To illustrate the point, let us just look at the car bumper. The bumper consists of several different components. The major ones are fascia, front beam, reinforcing beam, impact absorbers, and

mounting brackets. Fascia may be made up of polypropylene, RIM, engineering plastic, or rubber. Other components may be made of an equally large variety of materials. More over, different car lines use different materials for the same components. Therefore a dismantler would not know which bumper is made of which material. To solve this problem, the automobile manufacturers have agreed to mark all plastic parts weighing more than 100 grams with a universal code. However, it will be several years before the cars with marked components reach the scrap yards.
Bumper Constructioa
Fascia Bumper beam Reinforcing beam Shock absorber Brackets
A recent directive at Ford Motor CO. requires that selection of design and materials must take into account recyclability as one of the criteria. We have also realized that recyciing of materials from automobiles cannot be achieved by any one company working alone. Therefore, recently Ford Motor Co., Chrysler and General Motors have formed a partnership, called Vehicle Recycling Partnership. The objective of this partnership is to promo% recycling of automotive materials through the existing recycling infrastructure. in addition to dealing with the issues of shredder residue, and disassembly procedures, one of the very important task of this partnership is to develop guidelines which the design and product engineers can follow to improve the recyclabiIity of the future cars and trucks. We believe that valuable materials should not be sent to landfill but put to their best economical use.

POLLUTION PREVENTION TIPS
WASTE REDUCTION OPTIONS: RADIATOR SERVICE FIRMS
Implementation of strict waste water discharge limits along with new hazardous waste regulations will require that radiator service firms develop cost-effective waste management programs. Minimizing the amount of waste generated will help ensure the success of such e program. The first step in developing waste reduction options is to collect accurate and current information on the volume, sources, ezd characteristics of waste generation. Based on this informaticc, specific waste reduction techniques can then be identified ar,c evaluated. Applicable waste reduction techniques for radiator repair shops will generally fall into three areas: operational changes, recyciing/treatment of waste water, and sludge management. Each of these are discussed in more detail belcx.
1.0 Informaticn Coilection
Coi1ectir.g information on waste generation, operation procedures, and process chemicals and mazerials does not have to be a complex C T time-consumirg procedure. General information sSould be collected cn where, hox, and why the waste is generated, and more specific data CT:
volume and composition. Data should be collected over a period of ti-e in order to rake into account any variations in production. i r,e information can then be analyzed to identify riays to reduce Z;aste generation and develop cost-effective waste management options. >.e types and sources of information which should be collected for e radiator repair shop include:
-.
o The sources, quantities, and composition of all waste generated, including continuous flows such as rinse water, and irregzlar discharges such as dumps of process baths. Sources of waste ce? include rinse water, tank clean-out sludges, boil-out and tesc tank dumps, used solder, waste flux, waste motor oils, spezt coolants, spent or excess process chemicals, screp metal/radiators, etc. Calculating the quantity of waste in volume per radiator repaired will help to identify variations over time and potential problem areas. Also, keeping records of all waste generated along with information on why it was generated (i.e. why a test tank had to be dumped) will help pinpoint specific problem areas.
VO 5 P O L L U T I O N P R E V E N T I O N P A Y S P R O G R A M
COPYRIGHT: September 1986
Pollution Prevention Pays Program S . C. Department of Natural Resources and Community Development
Reprint with Permission

. Page 2
o The complete composition of all chemicals and materials used in repairing radietors. This includes cleaners, flux, test tank solution, caustic solution, etc. This information can be gotten from the supplier and must include all chemicals in the formulation, not just those which are hazardous and toxic (i.e. on the material safety data sheet). Thfs will help to identify products containing chemicals which are adding to the contamina?,: l o a d , such as metals, or which may cause management problems later on, such as cheiating agents.
o The exact steps used in the repair process including any which are infrequently used. This will help to Identify practices which are generating too much waste (i.e. not draining the radiator well) o r steps which might generate a very hard-to-manage waste.
o Purchasing records and water usage rates. This will indicate if, for some reason, too much material or water is being used.
2.0 Operational Changes
An analysis of the collected information will heip identify sitrp:e changes o r modifications to the radiatcr repair process which L': 1 : reduce waste. The types of changes which can be made generally f6:; into the folloving categories:
o Changes ir. the way the radiators are l-.andled, cleaned, and repaired to ensure n'iriimum b h s t e is generate?.
3 Changes in the process chemicals (i.e. cleaners, test tar.k. solution, flux, etc.) used to reduce levels of contaminants in the Zr'astes and to ensure that compounds in the process chemicals vi!! not cause any treatuent/management problems later ori.
o Segregazion of waste to ensure that non- or lightly-contaminare5 wastes are not mixed with highly-contaminated wastes.
o Modifications t o the process equipment to ensure minimum waste genera: io::.
These types of changes will basically help to keep the maximuc amount of process chericals in the process tanks and out of the waste water. For example, the frequent dumping of a test tank due to izs becoming "cloudy" may indicate t o o much solids are being deposited in the tank. Thj , can be corrected by improving the rinsing of the radiator before it is placed in the test tank and/or by filtering or settling the solids from the solution instead of dumping It.
Based on these four waste minimization categories, a number of simple reduction methods can be identified. Examples of the types of methods which can be used are discussed below:

Page 3
Boil-out tank
Use compressed air to blow out any residual alkaline solution, especially from the oil-cooling section, left in the radiator after it is taken out of the boil-out tank. This should be done over the boil-out tank or in a manner so that the material can be collected and returned to the boil-out tank.
Use washwater as makeup to the boil-out tank. (See next section for details.) Increasing the temperature at which the tank operates will increase the evaporation rate thus allowing for the return of more water. For example, a rise from 140 degrees F to 160 degrees F will increase evaporation by 50%.
Carefully monitor the boil-out tank and only add the minimum required types and quantity of chemicals. Some auxi 1 iary chemicals can buildup over time and shorten the life of the bath, while other materials, such as chelating agents, can cause waste management problems.
When the process bath has to be dumped, no more than once a year, first remove the liquid to a tank and trap the solids, using filtration (such es a bag filter) or settling. Then return the liquid portion to the process tank.
Use a smailer process tank, such as an ultra-sonic cleaning unit, to reduce the volume of waste generated.
R iqs ing
@ Use the mirimurn amount of water to rinsz the radiators after the boil-out ti?.k. Use as high a pressure as possible with a low water flow rate.
o Recycle waste water for rinsing and makeup of the boil-out tank. (See next section for details.)
0 Reduce, as much as possible, all use of water in the plant. L'se dry or damp cleanup techniques for spills or leaks, where possible. (i.e. Do not use a hose in place of a broom.)
Test Tank
o Do not solder over the test tank, letting excess solder fall into the process solution. This will result in a zinc and lead buildup in the solution. Instead, solder over a separate area or in such a way that any solder can be caught before it falls into the tank.
o Do not dump the process solution because it becomes "cloudy." If there is a solids problem, filter the solution (a simple bag or cartridge filter can be used), or let the solids settle out.

Page L
Genera 1
Remove as much oil as possible from the oil cooler before the radiator is put into the boil-out tank. Use compressed air to blow out this section if necessary. Collect and segregate the o i l from the other process waste. Depending on the quantities, sell or give it to a waste oil management firm.
Reduce or eliminate the use of any product in the process, such as cleaner or flux, which may contain complexing or chelating compounds. These materials will keep metals in solution and vi11 require very complex treatment methods for their removal.
Use a low zinc flux to reduce levels of zinc in the process baths and waste water.
Set up the process tanks so as to minimize or eliminate the spillage of process solution onto the floor. The tanks can be set up next to each other, or a drip board or pan can be placed between tanks to coliect and divert any liquid back into the process tank from which it came.
Seal or extend the height of any floor drains to reduce tb.e possibility of spills/leaks entering the sewer. Diking arocr.2 process tanks is another to contain process leaks or s?ills.
These are j c s t some techniques which may be used to reduce waste. A l l of them will ao t be applicable to every shop, but they do show the t y p z s of methods which can be used to reduce wdste generation.
3.0 Treatment and Recycling of Rinse Water
Once waste has been reduced to the maximum amount possible then' the remaining amount can be treated and reused o r discharged. The rinse water from the cleaning step after the caustic bath will be the best candidate for reuse. This waste water is the major source of volume and concentration of metals (lead levels alone can reach over 600 ppm). There are basically three types of water recycling techniques: filtration, simple chemical/physical treatment and advanced chemical/physical treatment. Some suppliers of such recycling systems are listed in Table 1.
The simplest recovery technique just uses gravity settling and filtration to repove solids and some oil from the contaminated rinse water. In such a system the largest particles are first settled out and the waste water is then run through a series of successively finer filters to remove the remaining suspended solids. The treated water can then be reused for rinsing or as makeup for the boil-out tank. Over time, caustics, oils, metals, and dissolved solids will build up, but since the water is not discharged, the level will not matter from a permit standpoint. However, if the levels of contaminants build up too much it could cause Operational problems. This can be avoided if enough of the treated water is removed for use as makeup water in tte
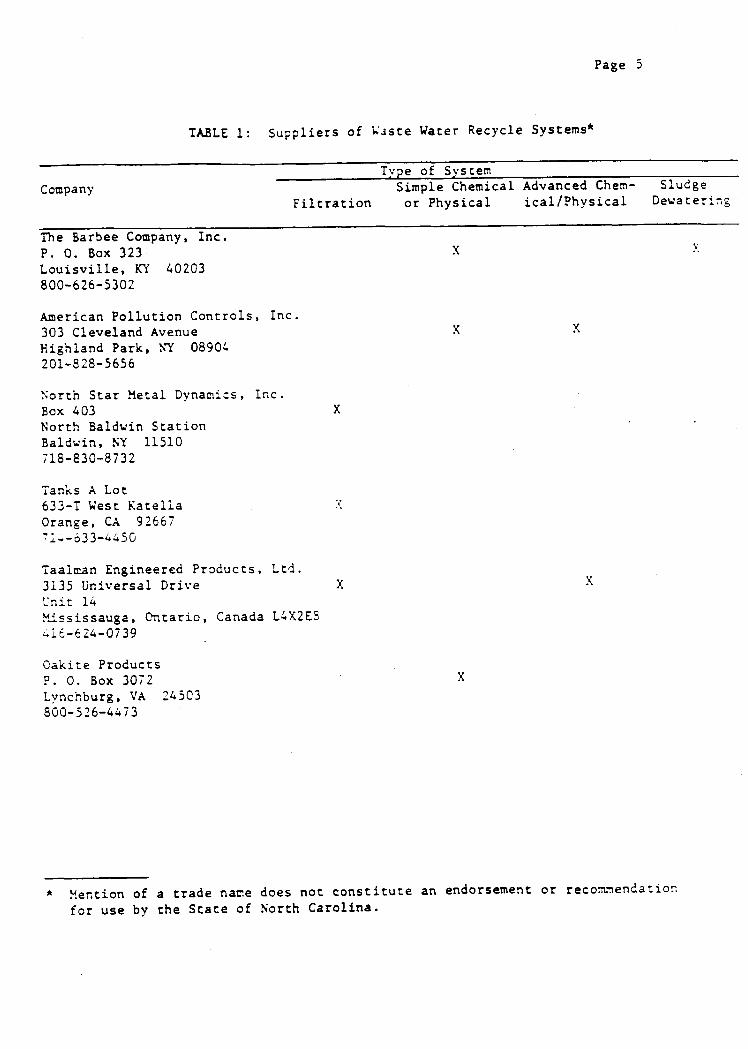
Page 5
TABLE 1: S u p p l i e r s of Kdste Water Recycle Systems*
Type of System Company Simple Chemical Advanced Chem- Sludge
F i l t r a t i o n or P h y s i c a l i c a l / ? h y s i c a l Dewatering
The Barbee Company, I n c . P . 0. Box 3 2 3 L o u i s v i l l e , KY 40203 800-626-5302
x >:
American P o l l u t i o n C o n t r o l s , Inc . 303 Cleveland Avenue Highland Park , hY 08901 2oi-a28-5656
S o r t h S t a r n e t a l Dynanics , Inc. Box GO3 North Baldwin S t a t i o n Baldwin, SY 11510 718-830-8732
Tanks A Lot 633-T West K a t e l l a Orange, CA 92557 7 i-- 03 3-LL50
x x
X
.. ..
T a a l m n Engineered P r 3 d u c t s . L td . 3135 Unive r sa l Dr ive X C n i t 1 4 ?-lississauga, h t a r i o , Canada L4X2ES i i6-424-0739
Oak i t e P roduc t s P . 0. Box 3072 Lynchburg, VA 24503 800-526-4473
X
* Hextion of a t r a d e nace does n o t c o n s t i t u t e a n endorsement o r r eco rmenda t ion f o r use by t h e S t a t e of Korth C a r o l i n a .

Page 6
boil-out tank and replaced by fresh weter. This will allow the concentration of dissolved solids to reach end stay at an acceptable level. Identifying and maintaining this operating condition will be the key to the successful performance of the system. Any buildup in caustic over time can be corrected by acid addition as needed. The cost of such a filtration system is about $3,000 and up depending upon the size and capacity of the unit.
A simple chemical/physical treatment system can also be used to remove oil, metals, and solids from the waste water so that it can be reused. Such a system would just consist of adjusting the pH with acid (such as hydrochloric acid), adding an inorganic flocculent (such as ferric chloride) o r a polymer, and letting the solids settle and the oil float to the surface. The treated wash water can then be stored for reuse as rinse water, or as makeup to the boil-out tank. Such a system cazl remove metals down to about 10-30 mg/l. Metal levels cannot be reduced much further due to chelating/complexing agents in the rinse water. Also,.this system could be used to treat any batch dumps of the process tanks. Figure 1 shows a general design of a simple chemical/physicai treatment unit. The cost of such a unit will depend on the unit's capacity as well as if it is built in house or bought from a vendor. The prices for vendor-supplied package systems start at about ShjCC. The chemical cost for operating this type of system will be severa; hundred dollclrs a year.
The fins1 type of system using advanced treatment methods is able to reduce the metal concentrations doun to levels which Kill mee: discnar8.c limits, 0.5 mg/l or less of lead. Such systems use specii: trestmnt chemicals and/or oxidat ion techr.iqucs to break L? chelating/corplexing sgents and precipitate metals. Osle commercially available unit uses a chemical oxidizer, chlorine, and an ultra-vioier lam? to break up metal cosplexing/chelating agents, foilowed b y stazdard chenical/physical treatment processes to remove the remaining netals and solids. In any of these systems the treated water can ther. either be reused or discharged. Depending upon the treatment technicue used, these systems can c o s t up to $15,000 to purchase. The chemic?: costs fo r operacing such a system will be several hundred dollars a year.
Before any of these systems are installed, a treatability stud:; must be conducted to see that the technology will work and wha: concentration and type of treatment chemicals must be used. Once the system is installed and properly operating, changes in the materials used in the repair process must not be made. If they are, tests mu: be conducted to determine if the new compounds will have any effect oz the treatment/recycle system.
4 . 0 Sludge tlanagement
All of these reuse systems, along with the process baths, wili generate sludge. This material will probably be heavily contaminated with lead and thus would be considered a hazardous waste. The sludge must be properly handled and stored on-site, and sent to a permitted

Page 7
I
FIGY?E 1: Water R e c y c l e S p s t e n
FICCRE 2 : Simple Gravity F i l t e r

5 Page 8
hazardous waste management facility for disposal. There are a number of techniques avaj1al)le to remove the excess water from the sludge, thus reducing its volume. This will, in turn, reduce disposal costs. Most of these techniques w i l l depend on filtering the solids out of the sludge and/or air-drying the sludge.
If the solids in the sludge are of a high enough concentration when they come out of the treatment system, then they can be put directly into a drum and let air-dry over time. The addition of a heat source, such as an electric band drum heater, will speed up the drying process and produce a drier material.
If the sludge is very "watery" then a gravity filtration systerr. can be used first to increase the solids concentration. There are a number of different designs and configurations for such a system. The simplest system would be a paper or cloth filter placed on a holder over a drum (see Figure 2 ) . The sludge can then be pumped or gravity- fed onto the filter material. The water will drain through the filter and be collected in the drum. The sludge can then be dried and t h e water returned to the treatment system. The cost of such a system w i l l depend on its complexity and capacity and can range from $100 to $1000. Vendors of this type of equipment are listed in Table 1 .
Any impact cf the hazardous waste regulations on a sludge dewetering system mLst first be evaluated before a unit is purchased. Depending on hox a system is configured and operated, regulations under the Resource Conservation and Recovery Act may cover its operatien. The Ncrrh Carclina Sciid and Hazardous Vaste !lsnagemenc Sranch car provide more informatiTn and regulztory assistance cn this s u b j e c : . They can be reached at 9 1 9 - 7 3 3 - 2 1 7 5 ,
Any hezardouq sludge genereted must be disposed of at a permitred hazardogs waste management facility. Informaticn on transporters, analytical laboratories, and multi-service managemenc firms can bP obtained iron; t5e Solid and Hazardous Waste Management Branch. Additionally, the National Automobile Radiator Service AssociaLic:. (NARSA) has an agreement with a national trucking firm to provide it5 members with xaste management services at reduced rates. For mcrc information on this program contact the NARSA at 2 1 5 - 3 6 2 - 5 8 0 0 .
5 . 0 Additional Information
For additional information on waste reduction options for Radiator Service Firms please contact:
Gary Hunt, Environmental Engineer ~ollution Prevention Pays Program N. C. Department of Natural Resources & Community Development
Raleigh, KC 2 7 6 1 1 - 7 6 8 7 P. 0. BOX 2 x 8 7
Telephone: 9 1 9 - 7 3 3 - 7 0 1 5 ,


VERMONT MOTOR VEHICLE REPAIR, INC.
P.O. Box 363, Averill, Vermont
CONTINGENCY PLAN*
1. GE NERAL INFORMATION
Name: Vermont Motor Vehicle Repair, Inc.
Location: P.O. Box 363 Averill, VT 05901
EMERGENCY COORDINATORS:
2.
3 .
Primary :
Alternate:
Alternate:
John M. Smith, Owner Barker Hill Rd. Averill, VT 05901 Home Telephone: 802-885-1000
Howard S. LeBeau, Supervisor P.O. Box 90, Remp Hill Rd. Canaan, VT 05062 Home Telephone: 802-555-1234
Felix Q. Riddles, Mechanic Box 10, Route 114 Norton, VT 05062 Home Telephone: 802-555-3333
Type of Facility:
IMPLEMENTATION OF CONTINGENCY PLAN
Processing of metal wire into paper clips
This plan will be implemented if an incident threatens human life or the environment. The emergency coordinator has full authority to make this decision. Examples of such incidents are uncontrollable fire, or spills, leaks, or overflows which may or may not be contained within the storage facility.
EMERGENCY RESPONSE PROCEDURE
Notification: Any employee discovering a fire or hazardous release must signal the facility personnel by either verbal or audible means. Telephones located in the service area, and the supervisors office can be used to contact the Primary Emergency Coordinator and necessary environmental and emergency officials.
If any emergency occurs during the hours when the Primary Emergency Coordinator is not on site, the shift supervisor is responsible for contacting the Primary Emergency Coordinator (P.E.C.) at his home. In the event that the P.E.C. cannot be reached, the Alternate Emergency Coordinator must be contacted. Their phone numbers are listed in Section 1.
*Sample Contingency Plan

During any emergency, the P.E.C. and Alternate Coordinators must be present at the site. The P.E.C. will assess the severity of the situation so that the proper course of action can be taken. The P.E.C. will have the authority to spend whatever is necessary to carry out the contingency plan. During an absence of the P.E.C., the First Alternate Emergency Coordinator will carry out the contingency plan.
Whenever there is an imminent or actual emergency situation, the emergency coordinator (or his designee when the emergency coordinator is on call) must do the following immediately:
Activate internal facility alarms or communication systems ;
Notify appropriate state or local agencies with designated response roles if their help is needed;
If a release has occurred, identify the source, character, amount and extent of any released materials by record review or chemical analysis;
Assess hazards to human health and the environment, considering all direct and indirect effects:
If the emergency coordinator determines that the facility has had a fire, explosion or release which could threaten human health or the environment outside the facility he must:
(i) Determine if local evacuation may be necessary, and, if so, notify appropriate local authorities and be available to assist local authorities in evacuation measures; and
(ii) Notify the National Response Center (800 -424-8802) and indicate his name and telephone number; name and address of the facility; time and type of incident; quantity of material(s) involved to the extent known; the extent of any injuries: and the possible hazards to human health or the environment outside the facility.
Take all reasonable measures necessary to ensure that fires, explosions and releases do not occur, recur, or spread to other hazardous waste at the facility. These measures must include, where applicable, stopping processes and operations, collecting and containing released waste, and removing or isolating containers;
If the facility stops operations in response to a fire, explosion or release, the emergency coordinator must monitor for leaks, pressure buildup, gas generation or ruptures in valves, pipes or other equipment, wherever this is appropriate;

r ( 8 ) Immediately after an emergency, the emergency
coordinator must provide for treating, storing or disposing of recovered waste, contaminated soil or surface water, o r any other material that results from a release, fire or explosion at the facility; and
( 9 ) Ensure that in the affected areas of the facility, waste that may be incompatible with the released material is stored until cleanup procedures are completed and all emergency equipment is cleaned and restored to a useable condition.
no
4 . EVACUATION PLAN
Location personnel will be evacuated if the Emergency Coordinator decides that their personal safety is in danger; Immediately after the Primary Emergency Coordinator declares the evacuation of the facility, the Primary, or First Alternate Coordinator must notify the Fire Department, Hospital.
An evacuation will be announced to employees by the Primary Emergency Coordinator. follows:
and A facility site plan indicating exits is attached.
Routes and alternative routes are as
* Employees who may be in the service area building would use either the East service area exit or the service bay doors depending upon their proximity, and the location of the incident.
* Employees in the office will use the south door (office entrance).
5 . NOTIFICATION OF FEDERAL, STATE, AND LOCAL AUTHORITIES
The Emergency Coordinator, after assessing the situation and implementing the contingency plan, will be responsible for the notification of the appropriate agencies listed below, required. as
A. If threat of damage beyond facility exists:
National Response Center, Washington, D.C. Telephone No. 800-424-8802
If a spill may endanger ground or surface water:
Environmental Protection Agency, Lexington, MA Telephone No. 617-223-7265
B.
C. must be notified of any event which may result in implementation of the contingency plan.
The Vermont Agency of Environmental Conservation

Vermont Agency of Environmental Conservation Telephone No. 802-244-8702 2 4 Hr. Dispatcher No. 802-828-3100
D. Newport Ambulance Service. 334-67 3 3
E. Norton Fire Dept. 2 66-3 42 2
I
6 . EMERGENCY EQUIPMENT
A. Telephones are in the Office, and the service area. A pay phone is located at the south end of the parking lot.
Telephones are available for outside communications.
B. hazardous waste storage area.
Sorbents are located in the service area and in the
C. A list of fire extinguishers and their location and type is attached.
D. A fire hydrant is located 150' from the southeast entrance to the parking lot.
7. POTENTIAL HAZARDS TO HEALTH AND THE ENVIRONMENT & METHODS OF ~~
CONTAINMENT
a. Waste petroleum (Liquid)
Spills - Contain spill. Absorb with inert porous material. In case of large spills place a dike ahead of the spill to collect liquid for later disposal.
Fire - Dry chemical, water spray, foam, or carbon dioxide.
Explosion - None indicated Health - Eyes = Believed to be minimally
irritating. Skin = Believed to be minimally
irritating. Respiratory = Believed to be minimally
irritating if not in excess.
b. WaSte petroleum (Solid)
Spill - Contain spill. Absorb with inert porous material.
Fire - Water spray, dry chemical, foam, or carbon Explosion - None indicated. dioxide.

Health - Eyes = Believed to be minimally irritating.
Skin = Believed to be minimally irritating.
if not in excess. Respiratory = Believed to be minimally irritating
c. pe troleum Naphtha - Parts Cleaning Spill - Contain Spill. material. Shut off ignition sources. No flares, smoking or flames in hazard area. Stop leak if it can be done without risk. but it may not prevent ignition in closed spaces.
Fire - Dry chemical, COz, water spray or regular foam. Explosion - Flammable Material/Ignitable waste. ignited by heat, sparks or opern flame. Container may explode in heat or fire.
Health - Eyes = Contact may irritate or burn.
Absorb with an intert porous
Water spray may reduce vapors;
May be
Skin = Material can be irritating. Respiratory = Vapors may cause irritation, dizziness.

VERMONT MOTOR VEHICLE REPAIR, INC. P.O. Box 363 Averill. VT 05901,
HAZARDOUS WASTE MANAGEMENT EMPLOYEE TRAINING PLAN
1. Instructor
responsibility and authority for supervising the Hazardous Waste Management Program.
The instructor shall be that person who has the direct
2 . Introduction
When the EPA regulations went into effect in November of 1980 and then the subsequent rules and regulations of the State of Vermont, Agency of Environmental Conservation on Hazardous Waste Management, the handling, labeling, storage, inspection, records, and shipments of hazardous waste became the direct responsibility of each generator.
Every employee should be made aware of his responsibility for cooperation in adhering to the established regulations.
The employees, who are directly involved with the handling and management of hazardous wastes at our locations, must always be. careful and exhibit the responsibilities necessary to ensure that we are in compliance with the established regulations of EPA and the State of Vermont.
3 . Hazardous Waste Handlins Surrervisor & Assistants
The employees who have these jobs are responsible for labeling, handling, and storage of hazardous waste materials in the designated area. The area shall be maintained in a neat and organized manner at all times.
Using the record bocks, they will enter the accumulation end date and the number of drums of each waste in storage.
It is also the responsibility of the assigned employee to perform a daily inspection of all waste drums at the location for proper contents, labeling, seals, and storage. Upon completion of the inspection, he will enter into the record book the number of drums in storage, inspection date and time, and sign his name. At various intervals throughout the year, an assistant will accompany the supervisor on an inspection audit of all hazardous waste in storage. The assistant will date and sign the record book with the supervisor, on these occasions.

3. SDill Control and Emeraencv Procedure
When a spill occurs, it is extremely important that it is contained within the spill area, using Speedi-Dri, pumps, shovels or scoops. The supervisor should also be informed immediately so that he can assess the situation and assign other employees to assist in the clean-up.
If there is any doubt about what action to take the emergency coordinator shall be called by the supervisor. The emergency coordinator shall implement the contingency plan if the incident threatens human life or the environment.
6 . Tr aininq
The employee, who is responsible for handling, labeling, storage, and record keeping of hazardous waste, shall receive on-the-job training from the previous job holder and from the supervisor who is responsible for the location hazardous waste management. Training up-date is required annually: and the employee is encouraged to suggest or provide input at any time they feel that the Safety Program and the Hazardous Waste Management Program can benefit from their observations.
7 . Trainina Document
The contingency plan will be used as a training document and a copy will be provided to all individuals receiving hazardous waste training.
MN/lb70

D A I L Y INSPECTION SHEET
D a t e Drum S a f t e y and Condlt ton Emergency Equip .
HAZAHDOUS WnSTE STORAGE AREA XX
A i s l e Space
1
I I 1 I
Inspector Signature I A c t i o n Taken
L I I I
I--- E -
I
I ~
I
1 I
I - - - I
I

, he Institute of Scrap Recycling In- . dustries, Inc. (ISRD was founded
on June 12,1987, by the merger of the Institute of Scrap Iron and Steel and the National Association of R w C b g Indus tries. hc. The 1,sOO member firms that belong to the association are pn>cessor~. brokers, and consumers of Scrap com- modities - ferrous and nonferrous met- als, paper, glass. plastics. and textiles - and suppliers of equipment and services to the indusm.
'
4
I
-Institute IO afscrao I ~ ~ I i i i y c i n g
I n d h e s , Inc. P.O. Box 27718
Washmgcon. DC 200387718 (202) 4664050
c 1991. Institute of Scrap Recycimg Industries. Inc.
I
R E C Y C L B N O " t
i

'1 1 ajor automobile manufac- turers are now installing
airbags in all or part of their produc- tion. But almost no one - manufactur- ers, consumers, or government - appears concerned about what will happen to unspent airbags, with canis- ters that contain poisonous, explosive, and toxic sodium azide, when the auto reaches the end of its useful life.
As standards for auto fuel effi- ciency become more stringent, auto manufacturers may elect to meet them by substituting nonrecoverable nonmetallics - such as certain piastic parts or composites - for recoverable metals. Although each of the individual resins used in plastic parts may be re- cyclable if uncontaminated with other resins or other materials in the auto, the recycling of auto hulks produces a mixture of resins that currently cannot be productively reclaimed, and for which disposal is the only available option.
certain bolts in automobiles or as a col- oring medium. Cadmium has long been considered hazardous, and its past use endangers current recycling efforts. Its continued use today en- sures the potential toxicity threat in the recycling process for many years into the future.
-
-4
?:-j
1
Cadmium is used widely to coat
. hese are but a few of the growing number of manufacturing pro-
cesses that, for reasons ranging from economy, to style, to "We've always done it that way," continue unabated but are threatening the environment and those engaged in the business of recycling. Be- cause no documentation of use is re- quired and generally no laws are being violated by employing such materials, a manufacturer can make a product from inputs that are considered hazardous or known to be nonrecyclable at the end of the product's service life - when the is- sues of disposal and recycling arise - without legal or economic concern about such use.
Decisions to use or not use a particu- lar material are made without regard to the cost. safety. or even probability of eventual disposal and recycling - and clearly without regard to society's grow- ing problem of dealing with the hazard- ous and/or nonrecyciabie material - at the end of the product's senice life. Basic questions go unanswered:
Autamottve design
. .

I
How does a manufacturer make the decision to use materials that may be potentially hazardous and/or nonrecyclable?
How, for example. is it decided that an automotive anticorrosive protectant will be made of cadmium and not of another - and nontoxic - material?
How is it determined that colored products will be pigmented with a toxic substance and not with a nontoxic alternative?
is caused by questions about whether currently feasible substitutes are avail- able - lead in a lead-acid battery. for example.
because they are economical. A bolt to hold together the frame oi an automobile can be coated with cadmium to prevent rust. A stainless steel bolt works just as well,. but it also costs more.
- __A
I*rl
' 3 I
Some resistance to improved design
In other cases. materials are chosen
.-Y erhaps the most dramatic current . example of manufacturing a prod-
uct with a known hazard involved is the Department of Transportation's decision to encourage the use of airbags in auto- mobiles without regard to the disposition of the obsolete auto hulk containing an unused canister of sodium azide, the chemical that triggers inflation of the airbag in a frontal crash situation.
The scrap recycling industry has struggled since the introduction of the airbag to stress to the Department of Transportation and to auto manufactur- ers the danger involved in processing an auto hulk into steel scrap when it con- tains an unspent airbag.
Although sodium azide is an explo- sive chemical and a poison and has been associated with carcinogenic and muta- genic effects on health, only limited at- tention has been paid to the effect on safe recycling of obsolete autos contain- ing the unspent canisters, and cavalier denial of the problem has marked the
J
The goal is to encourage preproduction planning for safe and efficient recycling by the elimination of hazardous and nonrecyciable materials from the production process.
Automobile a idag
i

issue. As entire lines of automobile pro- duction are converted to include airbags. so thereafter will scrap processing facili- ties be faced with the dilemma of being unable to verify that they have been re- moved from the flattened hulks as they are received. Auto hulk recycling is thus threatened unless processors can some- how be assured that the canisters have been removed before they process the hulks for recycling.
Because manufacturers have no need or obligation to plan ahead to the obsolescence of their products, the United States today is seeing the results of unregulated production and unrestrained use of hazardous sub stances. For many years the scrap recy- cling industry has been increasingly con- cerned about the problem. In the mid-1980s. members of the Institute of Scrap Recycling Industries, Inc. (ISM) introduced a program to resolve this problem at its source.
' he program is called Design for Re- cycling", and its goal is to encour-
age preproduction planning for safe and efficient recycling by the elimination of hazardous and nonrecyclable materials from the production process. It seeks a national policy to promote the design and manufacture of goods that. at the end of their useful lives, can be recycled safely and efficiently.
Already. there are at least some glimmerings of movement in the direc- tion of such a national policy. As con- cerns rise in the United States and throughout the world about critical envi- ronmental problems, political leaders are realizing that government regulation. usually applied only at the end of the product cycle. cannot adequately ad- dress potentially hazardous and nonrecyclable wastes. More and more. it is becoming obvious to all that manulac- turers must ensure that their products can be safely and economically recycled.
] 1
Dorign for Rocycling A seeks a national policy to promote the dorign and manufacturo of goods that, at tho end of thoir usoful Iivor, can bo reeycled safoly and off iciontty.
1 ]

2
I
At times. changes in the manufacture of goods come because society requires such changes. The use of lead-based paints has virtually disappeared. Leaded fuel, while it can still be purchased, has declined markedly in volume.
So in time will change come for air- bags containing sodium azide. bolts coated with cadmium, and hazardous substances in other applications. These and other manufacturing problems can - and must - be solved. But society can no longer wait for such changes. The time to act is now.
Safety, economy. and efficiency in use and recycling is the objective. Design for Recycling.' is the solution.
lSRl Position on Design for Recycling-"
- il he Institute of Scrap Recycling J Industries advocates Design for
Recycling'", a national policy to promote the design and manufacture of goods that. at the end of their useful lives. can be recycled safely and efficiently. ISRI believes that the following principles should be applied.
1. Making Consumer Produe Recyclable Manufacturers must ensure that con- sumer products can be safely and eco- nomically recycled. using existing recy- cling technology and methods. when removed from service. Recyclers of con- sumer products should not have to incur unnecessary costs due to the use oi haz- ardous constituents in the products. Ln- less there are compelling reasons to the contran. consumer products should bt.
Recycling aluminum cans

recyclable without creating risks to human health or the environment from hazardous constituents.
2. Reducing Environmental Risks from Consumer Products All newly manufactured durable con- sumer products should have demon- strated recyclability. In most cases, if a product is found to present environmen- tal risks that make it uneconomical to re- cycle the product. it should not be sold without design or manufacturing changes that will remove those risks.
3. Controlling Special Environmental Problems Some products may not be capable of be- ing redesigned so as to eliminate risk to the recycler. For example, for some a p plications there may be no feasible sub- stitute for a hazardous constituent in the product. In these cases. there should be new cooperative arrangements between
manufacturers and recyclers to ensure recycling, and recyclers should be re- lieved of the resulting risks of environ- mental liability.
4. Assistance to Mandacturers of Consumer Durable8 Manufacturers who are required to alter the design or manufacture of their prod- ucts should receive transitional assis- tance. when appropriate. Small busi- nesses, in particular, should be afforded economic and technical assistance in en- suring their products' safe recyclability. Manufacturers should not be asked to bear all the costs of Design for Recy- cling'", any more than recyclers should be required to continue to bear all the environmental risks of recycling in the absence of appropriate product design. Design for Recycling'" will benefit all oi society, and it is therefore fitting that society assist manufacturers in its implementation.
I
I
i
Safoty, economy, and efficiency in use and recycling is the obiective. Design for Recycling is thm solution.
Recychng f d i t y

cg( POSITWN OU...
The Insnrute of Scrap Rccyclmg Industnes, Inc. (ISM) was founded on June 12.1987, by the merger of the fnsntute oi Scrap Iron and Steel. Inc. and the Naoonal Assoclanon of Recycling Industncs. Inc. The 1.800 member firms that belong to the association are processors. brokers, and consumers of scrap commodities- ferrous and nonterrous meds. paper, glass. plasncs. md textdes-2nd suppliers or equipment and SCNICCS to our indust?.
Instituteofscrap
1627 K Street. N.W Washington. DC 20006-1‘04 1202 466-4050
Recycled Paper
Design For Recyclingm
I i The Institute of Scrap Recycling Industries
advocates Design for Recycling”-a national policy to promote the design 1 and manufacture of goods that, at the end i
of their useiul life. can be recycled safely 1 l and efficiently. ISRI believes that the iol- ,
lowing principles should be applied. I
1. Making Consumer I Products Recyclable: I
iManuiacrurers must ensure that consumer products can be safely and economicailv recycled. using existing recycling tecn- nologv and methods. when removed from service. Recyclers ot consume:
1 products should not have to incur I unnecessan. costs due to the use or 1 hazardous Constituents in the p r o a u m ~ Unless there are compelling reasons iQ
i the contran’. consumer producrs shouicl 1 be recvclabie without creatine risks to j human health or the environment trom I hazardous constituents. I
L

2 Reducing Environmental Rfsks h m Consumer I ProdIICts:
All newly-manufacnurd durable consumer products should have demonstrated recvchbiliry. In most cases. if a product is found to present environmental risks that make it uneconomical to recycle the produq it should not be sold without design or manufacturing changes that will remove those nsks.
Controlling Special Environmental Problems:
Some products mav not be capable of being redesigned so 3s to eliminate nsk to the recycler. For example. for some applications. there m3v be no teasible substitute !or a hazardous constituent in the product. In these c3ses. there shouid be new coooenti\e amngements benveen manufacturers and recvclers to ensure recvciine. and recvclers should he reiieved ot the resuiting risks ot environmental Iiabilitv.
4. Assistance To Manufacturers I B Of Consumer Durable=
~ ~Ianuiacturers who are required to alter the des ip or manur3crure ot their pro-
1 ducts should receive tnnsitional ~ss i s t - ’ mce. when appropnate. Small business. ~ in pmicular. shouid be dorded economic
and technical assistance in ensunng their products’ safe recyciabiliry. Manufacrurers should not be asked to bear dl the costs of Design for Recyclingv, any more than recyclers should be required to continue to bear all the environmental nsks of recvclmg in the absence of appropnate product design. Design for Recycling” will benetit all of society and it IS there- fore titung that society assist manu- facturers in its implementation.
I
July 19SX
_ .

I
Hazardous Waste Fact Sheet for Minnesota Generators /& VEHICLE MAINTENANCEIEQUIPMENT REPAIR
IF YOU MAINTAIN OR REPAIR
OR IF YOU buses, cars, farm or heavy equipment, motorcycles, trucks, vans
- remove dirt, grease, oil, paint or rust from these vehicles - paint, rebuild or repair these vehicles - replace lead-acid batteries . the products you use (on the vehicles, on your tools and equipment or on your floors) probably contain hazardous chemicals. Any wastes produced from your activities may be hazardous wastes.
HAZARDOUS WASTE FROM VEHICLE MAINTENANCE The following wastes may contain chemicals which are hazardous to human health and the environment:
- Acids (concrete floor cleaner waste) and/or caustics (hot dip tank solutions, paint removers) - Batteries from motor vehicles - Carburetor cleaners - Degreasing solvents (combustible or flammable) - Fuel wastes - Paints and paint thinnerdreducers (also combustible or flammable) - Rags still soaked with cleaning/degreasing.or paint thinning solvents
You must evaluate your company’s wastes to determine whether they are hazardous or nonhazardous. If you use any of the products mentioned above you probably “generate” hazardous waste.
REGULATORY REQUIREMENTS A business in Minnesota that generates any hazardous waste is subject to rules affecting how the waste is handled and disposed. In Minnesota there is no exemption for generating only small quantities of waste. The hazardous waste regulations, and various options for managing your specific wastes, are outlined on other fact sheets. Further information can be obtained by contacting the Minnesota Pollution Control Agency or the Metropolitan County Environmental Department.
VEHICLE MAINTENANCE HAZARDOUS WASTES AND THEIR PROPER OFF-SIDE SHIPMENT The table below lists some typical vehicle maintenance operations. The management of the wastes generated from these operations (also listed below) may include reuse or reclamation on-site, off-site treatment or disposal, or sewering with the proper approval. NOTE: This table is limited to the most common wastes from the most common vehicle maintenance operations. Those not identified may also generate hazardous waste. You may have additional hazardous wastes to consider. Whenever ANY hazardous waste Is shipped off-site, it MUST be accompanied by a hazardous waste manifest. This table provides information you will need in order to correctly fill out the manifest: the shipping name and number required by US DOT regulations, and the US €PA hazardous waste code. The correct designation for your specific waste should always be verified with your transporter or the Minnesota DOT prior to completion of the hazardous waste manifest.

PROCESS DES QP-1 PmcoWOpormtion
venicm 011 Cnmngos
CiUCreasa Removal and
Pami Prwaratmn
Qamimq
Rust Removal
WPTION
U w Crankcum Oil (Not Manrhstw)
Acetone AIcanoIs Enamel Rwucen UEK '
Metnymm Chiarm Mineral Soirtts Paint Thinnen Petroleum Otstillatr VMIP qaontna lo~uono 1ToIuo1) Punt T h i n m wnit. spmr Xymne rxybli Pam Tnmner
h a s Naval Jolly
Sullunc ACM DroauScrw
HW cod.
WASTE DI DOT Sh(pg(ng Name
W u t e P e t m m 011. NOS
iCRlPTlON
H w d C l a n Number
NA 1270
v a r m
UN1814 UNl824 UN159113 varies ur(126a rlN2553 UN1255 UN1268
UN2831
UN2553 iJN.393 UN1993 UN1193 UN2553 UN:993 U N l m
CIN1993
UN9'89
iiN" UN 1993 UN1993 UN:'93 UN'S93 UN2553 UN'993 UN1268 YA17.2 UN1294 UN2553 Uh'Y):
'Varies UN1805
UN1830 %A9189
I
This fact sheet was contributed by Minnesota Pollution Control Agency as part of a joint project undertaken by the Small Quantity Generator Activities Group composed of staff members from the:
Metropolitan Counties Minnesota Pollution Control Agency Minnesota Technical Assistance Program National Electric, lnc. Waste Management Board Other industry representatives 10186

a Auto body repair: Hazardous waste
management and reduction
FACT SHEET
Ifyou am involved in auto body repair, you must identify any hazardous waste generated by your ahop. Theae indude: . Paintthinnerwaste . Wastepaint
0 Paint filters, paint dust and floor meepinga
Benefits of hazardous waste reduction
Reducing and managing these hazardous wastes properly will:
reducewastedisposalcosts reduce purchases of raw materials
eaae compliance with regulatory requirementa NOTE: A business in Minnesota that generates any waste claesiried as hazardous is subject to regulations and liabilities for waste collection, dorage and disposal. In Minnesota, there is NO exemption for generating only small quantities of hazardous waste.
On-site hazardous waste reduction and management options
The following information identses ways to reduce and manage hazardous wastes commonly found in an auto body shop:
Paint thinner 1. Gun washers can reduce paint thinner waste that is generated when cleaning paint
spray guns by recirculat3g the thinner and reducing evaporation. Compare the cost of buying versus leasing a gun washer. Consult with the paint supplier and the gun washer distributor for advice on choosing the proper thinner. A regular maintenance schedule for the gun washer is also important.
2. Distillation units reduce thinner waste by concentrating the contaminants in the used paint thinner sludge which allows the distilled thinner to be used again. The remaining waste (referred to aa still bottoms-a regulated hazardous waste) is only a &action of the original volume of undistilled waste. Different size distillation unite are available depending on the volume of waste generated. When considering a distillation unit, check the percentage of thinner recovered, and determine if the recovered thinner will suit your needs, distilled thinners may differ from the original raw material. Also, be sure to consider all the operating costs-utilities, labor, still baga, gaskets, and still bottom disposal costs. Before you purchase a distillation unit, make certain the local fire department and your insurance company approve of the purchase and the installation location you select.
coiei e~7.4040 CeOOI R47-0016 CMlnnrootm only) FAX C~lR1097-4708

Waste paint Waste paint results from leftover, incorrectly formulated, or expired shelf-life paints.
1.
2.
3.
Make careful estimates of paint needs to keep unused paint quantities at a minimum. Purchase and stock only enough paint for immediate needs. Consider automating your mixing formulationa by using a computer program. It will also help track suppliers, custom paint recipes, and reporting requirements. Wherever possible, blend light colored paint leftovers in primer applications or into the next formulation.
Paint filters, paint dust and floor sweepings Waste paint related materials, typically generated in spray booth operations, are assumed to be hazardous waste unless a lab test using the Toxicity Characteristic Leaching Procedure ("CLP) proves otherwise. Store used paint filters, paint dust and floor sweepings in a drum with a removable lid. Reusable styrofoam paint fdters may be an alternative to paper or fiberglass filters. However, the amount of paint solids removed by Styrofoam filters is slightly lower than by paper or fiberglass fdters. The spent styrofoam can be dissolved in unusable waste solvent. Installation of a Styrofoam filter must be approved by the local frre marshal.
Off -site hazardous waste management options
Solvent, thinners, reducers, and paints 1. Fuel b lending: Some solvents, and other liquid ignitible hazardous wastes may be
blended and burned for energy recovery by a permitted fuel blender. Check with your regulatory agency on which eolvents can be blended. Jnc inerat io% When a waste is not acceptable for fuel blending, it may be incinerated. Incineration must be done by a permitted hazardous waste incinerator.
2.
NOTE: Sludges andor non-pumpable solids will d w t handling, packaging and disposal costs. Shipment off-site of hazardous waste is also subject to Department of Transportation (DOT) rules.
Solids, filters, still bags, etc. If these waste materials are evaluated by TCLP as non-hazardous, solid waste landfilling or industrial incineration may be an option. Be sure to check with your local regulatory agencies before landfilling or incinerating these wastes.
Additional information
The following &TAP fact sheets provide further information about reducing or managing wastes generated by auto body repair shops:
w Maintaining a gunwasher to reduce waste w Selecting a still for on-site recycling b Management options for old paint and paint related wastes
Additional information is available from suppliers of services and equipment, MnTAP, the Minnesota Pollution Control Agency CMPCA), and metropolitan county hazardous waste management oficee.

If you own an auto body shop you must identify any hazardous waste which you may generate. Hazardous wastes commonly generated from painting operations in auto body shops include:
WASIE REDUcIlONTlps M)R AUTO BODY SHOPS
d u c t the purchase of raw materials
* Waste paint * Overspray Dust * Spent paint booth filters * Waste thinner
The wastes listed above are defined as hazardous wastes under Vermont Regulations.
Waste paint, thinner, overspray dust, and spent paint filters are often Characteristic wastes due to solvent content or ignitabili ty .
If the hazardous waste generation rate exceed 220 lbs. per month, the company is a regulated generator. Otherwise, the company remains exempt from most of the regulations.
Further information on specific regulations concerning regulated and exempt generators is available in other fact sheets or from the Hazardous Materials Management Division.
Benefits From Prowr W a a Management and Waste Minimization
1. Easy compliance with state and federal environmental regulations.
2. Keeps the environment clean and healthy.
and cut do& on the amount of waste shipped off site.
4. Reduce the cost of hazardous waste disposal and liability for improper handling or disposal.
Owrat ine Pract i c e
1.
2.
3.
4.
Keep waste streams segregated. Mixed wastes are harder to recycle and disposal costs are generally higher. Waste automotive oil loses its exemption if it is mixed with other hazardous waste.
Keep all waste containers closed except when actually adding or removing waste. Evaporation of waste from open containers is considered improper disposal and can cause air pollution. Drums stored outside may take on water and generate more hazardous waste if left open.
Whenever possible, store containers of waste under cover and on an impervious surface. Rain and groundwater take their toll on drums. Rain, or melt water seeping in around a bung cap will freeze and, expand during the winter forcing the lighter liquids out onto the ground. Groundwater itself may cause the container to rust and leak their contents onto the ground.
Label drums according to their waste contents. This helps to keep waste streams segregated.
3. Recycling and source reduction car.

e ?A"
nisttd ltft ftrrmukion, br expired shelf life. The LWlp- is a list of reduction options bbr was& paint.
wase p m &generated primarily as from a job, incorrect,
1.
2.
3.
Enmuage and train employees to mrbe estimates of paint rrrdd in Orda to keep unused paint to a minimum. Purchase only the rawmatuial youneed.
!hi waste paint in a single large amtaincr. Offer it to employees for others for reuse. Waste auto paint usually produces a streaked gray mixture. It is currently being used around the state to paint demolition can, wheel barrows, wheel hubs, and other items where the primary goal is a protective coating rather than a nice finish.
Offer it to customers to use as a touch up paint.
PAINT THINNER
Spent thinner is primarily generated from cleaning up the painting equipment. It sometimes has a secondary usc as a parts cleaning solvent.
1.
0
0
Gun washers may be purchased outright or leased. These units recirculate and filter the solvent for RUSC.
Compare the costs of operating the units.
Consult with your paint supplier or equipment distributor on the proper solvent to use!.
0
2.
0
Ifleasing, have the service b come by as d d o m as is naxwary b provide clean solvent. Remember, you arc only leasing the equipment. The wastc generated is your and counts towards your generation rate.
Distillation units purify solvent by cclncultrating solids in thc still bottom and allowing the purified tircttorr bo be md. The still bottoms must bedispod o f a s a hazardous wastt.
Whcnchoosingasdllitmaybea good idea to bave tk b a r run a
type of s t i l l he is sdlitrg in order to determine the percent of usable solvent recovered and how well the recycled solvent works in your shol). You may also wish to look into W total operating cost of the unit including utilities, labor, still bags, gaskets, and the disposal cost of still bags and still bottoms.
batch ofyour thinner through the
PAINT FILTERS AND OVERSPRAY DUST
Paint filters are generated from trapping paint overspray during the operation of the spray booths. The filters are considered to be hazardous, as is any overspray dust swept off the paint booth floors or walls. Several methods may be employed to reduce paint filter changes and overspray. These include:
1. High pressure, low volume spray guns and high solid coatings help to cut down on overspray dust. This reduces waste generation and raw material purchases.
2. Improved operator training.
3. Metal filters arc relatively new to the industry. They can be Msed in a

solvent bath and reused continuously. They cost much more than traditional filters.
4.
5 .
6.
Styrofoam filters may help. They can be "banged out" and reused several times. After they become unusable they can be dissolved in solvent which can also be recycled and reused. However, the cost of the filters is higher, and, according to the Minnesota Technical Assistance Program, the amount of paint solids removed is not as high.
Electrostatic coating is being used by some automobile manufacturers. This process applies a very high solids liquid coating or powdered coating to an electrically charged surface. The coating is then cured with heat or ultraviolet rays.
Water wall paint booths draw air from booth through a water curtain which reduces air emissions. Overspray is trapped in the water and may be skimmed of the surface of the reservoir. Water from the booth seldom needs changing.
OFF-SITE MANAGEMENT OPTIONS
Once all means of on site minimization have been exhausted the remaining waste will have to be disposed of off-site.
Under Regulation Section 703( l)(d)(2) an exempt small quantity generator may send its hazardous waste to a certified solid waste facility in Vermont which is allowed to accept small quantities of hazardous waste if not otherwise prohibited after notifvinp the solid waste manage ment fac ilitv owner/operato r a s 10 the tvpgs and a uantities of waste and rmverv written acknowledeement from the solid waste management facility
gwnedoberatot, However, the small business owner may be liable for some of the costs of cleaning up the landfill if such a clean up should occur. Under CERCLA Regulation the liability is your forever.
This option is not open to businesses which generate more than 220 lbs (roughly 1/2 a 55 gallon drum) of hamdous waste per month. Their alternative is to ship the waste out on a manifest to a disposal facility by means of a certified hauler.
For a list of certified haulers or further information please contact the Department of Environmental Conservation, Hazardous Materials Management Division, 103 South Main Street, Waterbury, Vermont 05671-0404, (802) 244-8702.






























