Embed Size (px)
Citation preview

IMPLEMENTASI DEMING CYCLE PADA PERUSAHAAN ROKOK ADI
BUNGSU KOTA MALANG
Hanantya Gilang Masterizki
Fakultas Ekonomi dan Bisnis, Universitas Brawijaya
Jl. MT. Haryono 165 Malang
Abstrak
Tujuan dari penelitian ini adalah untuk mengetahui implementasi Deming
Cycle pada sistem pengendalian kualitas di PR. Adi Bungsu Kota Malang. Dengan
begitu akan diketahui kelebihan dan kekurangan dari sistem produksinya serta
bagaimana membentuk perencanaan pengendalian kualitas yang baik. Penelitian ini
adalah penelitian kualitatif dengan pendekatan deskriptif yang dilakukan dengan
mengumpulkan data-data tentang pengendalian kualitas pada perusahaan. Untuk
mendapatkan informasi-informasi terkait dengan pengendalian kualitas dari PR.
Adi Bungsu digunakan wawancara mendalam. Data yang terkumpul akan direduksi
dan kemudian diolah menggunakan penyesuaian dengan metode Deming Cycle
yang terdiri dari 4 tahap yaitu Plan, Do, Study, dan Act. Pembahasan Deming Cycle
pada penelitian ini meliputi perencanaan pengendalian kualitas (Plan), pelaksanaan
rencana (Do), pembelajaran terhadap rencana yang dijalankan (Study), dan tindak
lanjut dari tahap pembelajaran (Act). Pada tahap Plan perusahaan menetapkan
langkah apa saja harus dilakukan untuk pengendalian kualitas. Tahap Do adalah
pelaksanaan rencana yang sudah ditetapkan. Tahap Study merupakan pembelajaran
yang dilakukan untuk mengetahui seperti apa hasil dari pelaksanaan rencana awal
sekaligus mengidentifikasi kelebihan dan kekurangannya. Pada tahap ini digunakan
metode diagram c, Six Sigma, dan diagram Fish-bone. Hasil dari pembelajaran
itulah yang akan membantu perusahaan dalam menentukan tindak lanjut (Act) dari
rencana yang dibuatnya. Melalui metode Deming Cycle, diketahui bahwa tingkat
kecacatan produksi perusahaan masih berada dalam zona aman. Sedangkan
permasalahan utama yang dihadapi perusahaan adalah kurangya pengawasan pada
sistem produksi dan kegiatan operasional yang tidak sesuai prosedur.
Kata kunci: Deming Cycle, Kualitas, Plan, Do, Study, Act.
PENDAHULUAN
Pengendalian kualitas produk pada perusahaan merupakan salah satu kunci
sukses dalam persaingan di dunia bisnis. Pentingnya peranan mutu produk
membuat perusahaan harus berusaha untuk mengembangkan produknya. Untuk itu
langkah yang tepat harus diambil agar pengendalian kualitas tersebut bisa berjalan
dengan baik. Salah satu cara untuk melakukan pengendalian terhadap kualitas
produk adalah penggunaan metode Deming Cycle.
Penelitian ini ditujukan untuk meneliti bagaimana penerapan metode
Deming Cycle pada perusahaan, serta faktor apa saja yang mempengaruhi
keberhasilan dari metode tersebut. Deming Cycle merupakan metode pengendalian
mutu berbentuk siklus yang terdiri dari empat tahap yaitu Plan, Do, Study, dan Act.
Keempat tahap ini akan membentuk sebuah siklus pengendalian mutu yang terus
berjalan tanpa henti. Singkat kata, dengan penggunaan metode ini perusahaan akan
menjalankan pengendalian mutu secara terus menerus.
Tujuan dari dilakukannya penelitian ini adalah untuk mengetahui proses
pelaksanaan dari metode Deming Cycle begitu juga dengan faktor yang
mempengaruhi keberhasilan pelaksanaannya. Beberapa teori yang berkaitan
dengan pengendalian kualitas juga diangkat untuk semakin memperdalam
pembahasan dalam penelitian ini. Teori yang digunakan antara lain adalah
pengendalian kualitas, Total Quality Management, Total Quality Control, dan
Deming Cycle.
METODE PENELITIAN
Penelitian ini dilakukan menggunakan metode kualitatif dengan pendekatan
deskriptif untuk mengetahui fenomena-fenomena yang terjadi di lapangan. Data
yang terkumpul dalam penelitian ini terbagi kedalam dua kategori yaitu data primer
dan data sekunder. Data primer adalah data yang diperoleh secara langsung dari
hasil penelitian di lapangan. Sedangkan data sekunder adalah data yang diperoleh
dari penelitian atau literatur yang telah tersedia sebelumnya.
Penelitian ini dilaksanakan pada Perusahaan Rokok Adi Bungsu yang
berlokasi di Jl. Ki Ageng Gribig no. 45 Kelurahan Lesanpuro, Kota Malang.
Pengumpulan data primer dilakukan dengan cara in-depth interview (wawancara
mendalam), observasi, dan dokumentasi. Sedangkan data sekunder didapat dari
hasil penelitian terdahulu, buku, dan dokumentasi informasi-informasi yang telah
disediakan perusahaan. Analisis dilakukan dengan cara menerapkan metode
Deming Cycle pada Perusahaan Rokok Adi Bungsu.
HASIL ANALISIS
Penggunaan metode Deming Cycle akan membahas hasil penelitian ini
kedalam empat tahap utama yaitu Plan, Do, Study, dan Act, seperti layaknya
Deming Cycle sendiri. Pembahasan dilakukan dengan cara menggunakan semua
informasi yang didapat selama proses pengumpulan data untuk membentuk sebuah
Deming Cycle pada PR. Adi Bungsu.
Plan
Tahap Plan membahas tentang rencana-rencana kegiatan yang akan
dilakukan dalam pengendalian kualitas. Dalam perencanaan ini juga akan dibahas
tentang faktor-faktor yang menjadi pertimbangan dalam pembuatan rencana.
Rencana ini meliputi:

1. Memilih lokasi 5. Membuat alur produksi
2. Membeli mesin dan peralatan 6. Membuat SOP
3. Memilih supplier 7. Menciptakan standar kualitas
4. Merekrut tenaga kerja 8. Menetapkan target produksi
Do
Tahap Do meliputi pendirian lokasi di tempat yang dipilih, pembelian mesin
dan peralatan, pemilihan supplier, merekrut tenaga kerja, pembuatan alur produksi,
pembuatan SOP, menciptakan standar kualitas, dan menetapkan target produksi.
Proses pelaksanaan dilakukan sesuai dengan rencana yang telah dibahas
sebelumnya. Lokasi pendirian perusahaan telah dipilih yaitu di Jl. Ki Ageng Gribig
no.45, Kelurahan Lesanpuro, Kota Malang.
Langkah berikutnya adalah pengadaan mesin. Mesin yang dibutuhkan oleh
perusahaan terdiri dari 6 mesin yaitu Boiler, Primary, Mesin Rajang, Oven, MK8,
dan Garant 4. Garant 4 dan MK8 digunakan untuk produksi sigaret kretek mesin
(SKM) sedangkan sisanya adalah mesin untuk pengolahan bahan baku. Supplier
perusahaan untuk bahan baku sebagian besar berada di daerah Kota Malang.
Walaupun untuk tembakau, beberapa supplier berada di luar Kota Malang.
Tenaga kerja direkrut dari warga di sekitar perusahaan. Untuk karyawan di
lini manajer perusahaan perekrutan diutamakan dari relasi keluarga karena
perusahaan ini adalah milik perseorangan. Alur produksi dan SOP juga ditentukan
agar para karyawan mengetahui bagaimana urutan pelaksanaan produksi di
perusahaan serta bagaimana prosedur kerja yang tepat. Target produksi ditetapkan
untuk setiap bulan. Sedangkan standar kualitas rokok yang diharapkan oleh PR. Adi
Bungsu adalah rokok dengan cita rasa yang khas.
Study
Tahap Study dilakukan dengan menggunakan tiga cara yaitu penggunaan
diagram c untuk mengetahui fraksi cacat dan keamanan sistem produksi, Six Sigma
untuk memprediksi jumlah barang cacat, dan Fish-bone untuk mengidentifikasi
bagian mana saja dalam perusahaan yang menyebabkan terjadinya cacat produksi.
Hasil dari ketiga metode ini akan digabungkan untuk pembelajaran pada tahap
Study sehingga perusahaan bisa mengetahui bagaimana keadaan sistem
produksinya, serta apa saja yang menyebabkan terjadinya cacat produksi.
Act
Pada tahap Act dibahas tentang tindak lanjut dari tahap Study. Setelah
mengetahui hasil perhitungan pada tahap Study perusahaan akan lebih mudah
mengambil langkah perbaikan karena mereka sudah mengetahui apa penyebab dari
kerusakan produk. Dengan begitu tindakan yang tepat bisa diambil untuk
menanggulangi kerusakan tersebut.
PEMBAHASAN
Plan
Tahap Plan adalah langkah awal dalam memulai Deming Cycle.
Perencanaan ini dibuat berdasarkan kebutuhan dan kemampuan perusahaan rokok
Adi Bungsu sendiri. Penyesuaian dengan kebutuhan dan kemampuan akan
membuat rencana yang disusun menjadi efektif dan efisien. Setelah perencanaan
selesai dilakukan, maka tahap berikutnya yang harus dijalankan adalah
melaksanakan rencana tersebut (tahap Do)
Do
Pada tahap Do perusahaan mulai menjalankan rencana yang telah dirancang
sebelumnya. Berikut adalah penjabaran dari tahap Do:
1. Memilih lokasi
Perusahaan rokok Adi Bungsu memilih lokasi di kota Malang, tepatnya di
Jl. Ki Ageng Gribig no. 45. Lokasi ini dipilih bahan baku dan tenaga kerja
mudah dipenuhi. Akses ke perusahaan juga mudah karena letaknya berada di
jalur transportasi utama.
2. Membeli mesin dan peralatan
Terdapat enam mesin utama yang dibutuhkan perusahaan untuk
menjalankan proses produksi. Untuk sumber tenaga, digunakan mesin Boiler,
penghasil uap untuk menghidupkan mesin-mesin pengolah bahan baku lainnya
seperti mesin rajang, Primary, dan oven. Mesin rajang berfungsi untuk
merajang tembakau dan cengkeh. Mesin Primary digunakan untuk mencampur
tembakau dan bahan baku lainnya seperti cengkeh.
Oven dalam proses produksi digunakan untuk pengeringan agar rokok
yang diproduksi tidak lembab. Untuk pengolahan sigaret kretek mesin (SKM)
terdapat dua mesin yaitu MK8 dan Garant 4. Dalam Produksi sigaret kretek
tangan (SKT) digunakan tenaga manusia sehingga yang dibutuhkan adalah alat
bantu seperti meja, kursi, gunting, dan tampah.
3. Memilih supplier
Supplier perusahaan umumnya berada di Kota Malang yang menyediakan
bahan baku kertas, cengkeh (Badan Penyangga dan Pemasaran Cengkeh), dan
saus rokok. Untuk tembakau sebagian supplier berada di luar kota antara lain
adalah di daerah Kedu, Tuban, Bojonegoro, Jember, dan Madura. Beberapa
penimbun temabakau di Kota Malang juga menjadi supplier bagi perusahaan.
4. Merekrut tenaga kerja
Perusahaan ini adalah perusahaan perseorangan sehingga relasi keluarga
merupakan alat utama untuk mencari tenaga kerja terutama pada bagian
manajer dan staf. Untuk karyawan, perusahaan rokok Adi Bungsu merekrut
masyarakat sekitar pabrik untuk bekerja di pabriknya.
5. Membuat alur produksi
Alur proses produksi terbagi kedalam tiga bagian yaitu input, proses, dan
output. Input adalah pengadaan bahan baku yaitu tembakau, cengkeh, dan saus
rokok. Proses meliputi proses rajang, pengodolan, pencampuran, penggilingan,
dan penyortiran. Sedangkan output adalah pembungkusan pada rokok yang
selesai diproduksi.
6. Membuat SOP
Pada PR. Adi Bungsu prosedur operasi ini terdiri dari beberapa poin, yaitu:
a. Dilarang merokok saat bekerja
b. Harus memakai masker
c. Harus memakai sepatu
d. Harus memakai tutup kepala
e. Karyawan wajib mendapatkan jaminan kesehatan
7. Menciptakan standar kualitas
Pada perusahaan rokok Adi Bungsu, standar kualitas yang diharapkan
adalah rokok dengan cita rasa yang khas. Untuk itu proses produksi awal yaitu
pada tahap pencampuran harus dicermati.
8. Menetapkan target produksi
Perusahaan rokok Adi Bungsu menetapkan target produksi untuk setiap
bulan. Perusahaan juga akan melayani jika ada pesanan. Jika ada permintaan
tersendiri dari konsumen, biasanya akan dipenuhi pada akhir bulan didapatnya
pesanan. Pemenuhan pesanan ini juga bisa dilakukan dengan membuat
kesepakatan dengan konsumen.
Study
Tahap Study merupakan pembelajaran terhadap rencana yang telah dibuat
pada tahap Plan. Dalam pembelajaran ini digunakan tiga metode yaitu diagram c,
Six Sigma, dan Fish-bone.
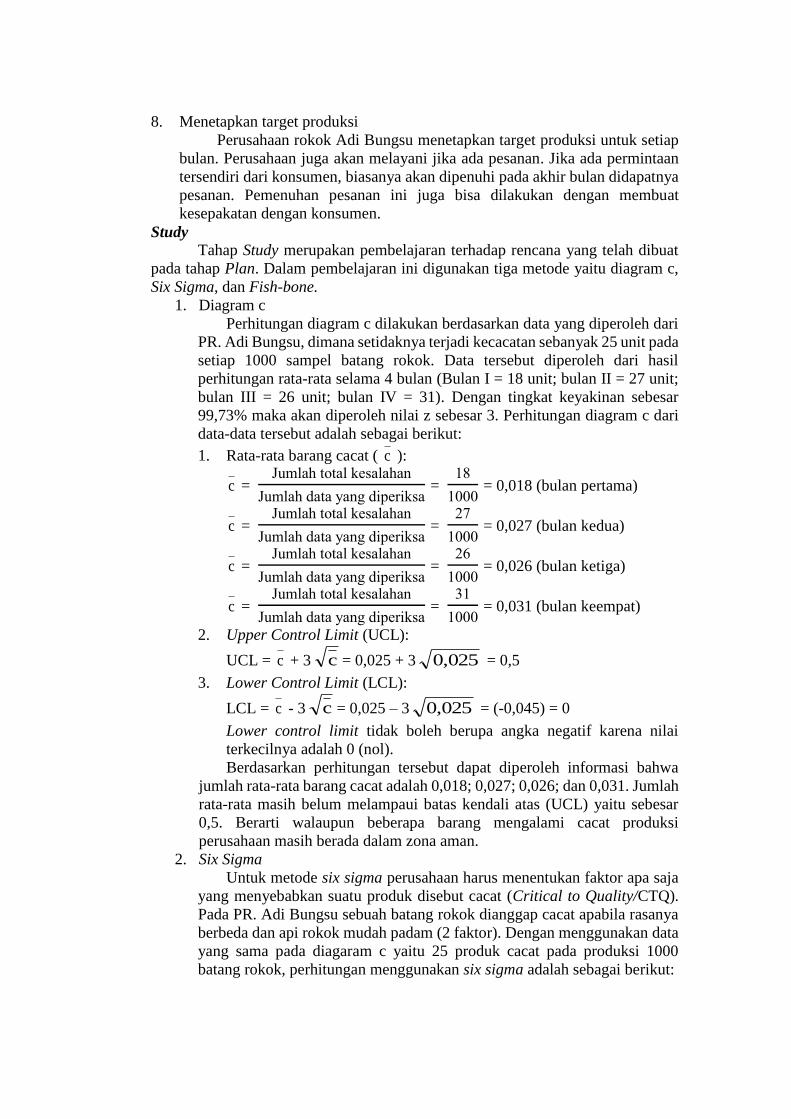
1. Diagram c
Perhitungan diagram c dilakukan berdasarkan data yang diperoleh dari
PR. Adi Bungsu, dimana setidaknya terjadi kecacatan sebanyak 25 unit pada
setiap 1000 sampel batang rokok. Data tersebut diperoleh dari hasil
perhitungan rata-rata selama 4 bulan (Bulan I = 18 unit; bulan II = 27 unit;
bulan III = 26 unit; bulan IV = 31). Dengan tingkat keyakinan sebesar
99,73% maka akan diperoleh nilai z sebesar 3. Perhitungan diagram c dari
data-data tersebut adalah sebagai berikut:
1. Rata-rata barang cacat ( c ):
c = Jumlah total kesalahan
Jumlah data yang diperiksa =
18
1000 = 0,018 (bulan pertama)
c = Jumlah total kesalahan
Jumlah data yang diperiksa =
27
1000 = 0,027 (bulan kedua)
c = Jumlah total kesalahan
Jumlah data yang diperiksa =
26
1000 = 0,026 (bulan ketiga)
c = Jumlah total kesalahan
Jumlah data yang diperiksa =
31
1000 = 0,031 (bulan keempat)
2. Upper Control Limit (UCL):
UCL = c + 3 c = 0,025 + 3 025,0 = 0,5
3. Lower Control Limit (LCL):
LCL = c - 3 c = 0,025 – 3 025,0 = (-0,045) = 0
Lower control limit tidak boleh berupa angka negatif karena nilai
terkecilnya adalah 0 (nol).
Berdasarkan perhitungan tersebut dapat diperoleh informasi bahwa
jumlah rata-rata barang cacat adalah 0,018; 0,027; 0,026; dan 0,031. Jumlah
rata-rata masih belum melampaui batas kendali atas (UCL) yaitu sebesar
0,5. Berarti walaupun beberapa barang mengalami cacat produksi
perusahaan masih berada dalam zona aman.
2. Six Sigma
Untuk metode six sigma perusahaan harus menentukan faktor apa saja
yang menyebabkan suatu produk disebut cacat (Critical to Quality/CTQ).
Pada PR. Adi Bungsu sebuah batang rokok dianggap cacat apabila rasanya
berbeda dan api rokok mudah padam (2 faktor). Dengan menggunakan data
yang sama pada diagaram c yaitu 25 produk cacat pada produksi 1000
batang rokok, perhitungan menggunakan six sigma adalah sebagai berikut:
Sumber: Data diolah
1. Defect Per Opportunities (DPO)
DPO = Jumlah barang cacat
Jumlah barang diproduksi x jumlah CTQ =
25
1000x2 = 0,0125
2. Defect Per Million Opportunities (DPMO)
DPMO = Jumlah barang cacat x 1.000.000
Jumlah barang diproduksi x CTQ =
25x1.000.000
1.000x2
= 25.000.000
2.000 = 12.500
3. Level sigma
Untuk mengetahui level sigma kita bisa melihat pada tabel six sigma.
Berdasarkan informasi dari tabel dapat diketahui bahwa jumlah DPMO
sebanyak 12.500 menunjukkan level sigma berada pada posisi 3,74.
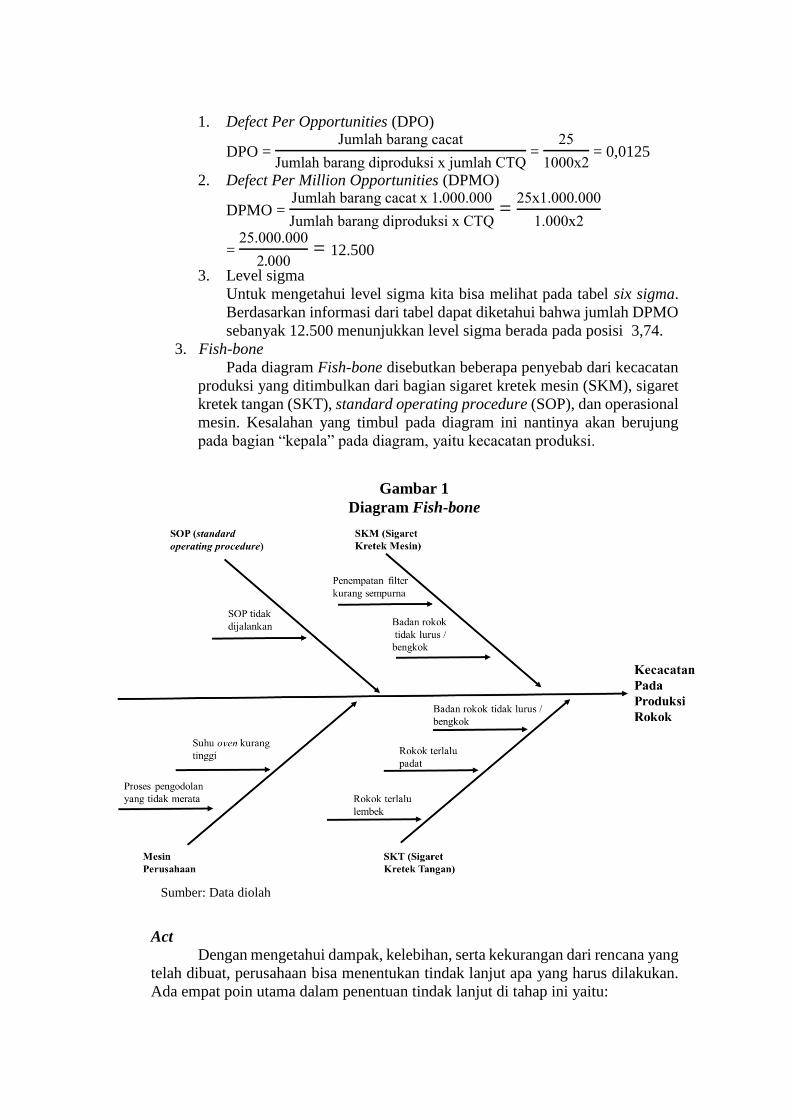
3. Fish-bone
Pada diagram Fish-bone disebutkan beberapa penyebab dari kecacatan
produksi yang ditimbulkan dari bagian sigaret kretek mesin (SKM), sigaret
kretek tangan (SKT), standard operating procedure (SOP), dan operasional
mesin. Kesalahan yang timbul pada diagram ini nantinya akan berujung
pada bagian “kepala” pada diagram, yaitu kecacatan produksi.
Act
Dengan mengetahui dampak, kelebihan, serta kekurangan dari rencana yang
telah dibuat, perusahaan bisa menentukan tindak lanjut apa yang harus dilakukan.
Ada empat poin utama dalam penentuan tindak lanjut di tahap ini yaitu:
Gambar 1
Diagram Fish-bone
1. Penetapan target produksi dan standar kualitas yang jelas.
2. Berusaha mengurangi kecacatan produksi.
3. Mengelola sumber daya yang dimiliki sesuai dengan SOP yang ditetapkan.
4. Melakukan pemantauan serta mengevaluasi proses produksi.
KESIMPULAN DAN SARAN
Kesimulan
Berdasarkan hasil yang telah didapat dari penelitian yang dilakukan di PR.
Adi Bungsu ada beberapa kesimpulan yang bisa diambil yaitu:
1. Deming Cycle pada Perusahaan Rokok Adi Bungsu merupakan sebuah
dasar dalam melaksanakan perbaikan secara berkelanjutan. Perbaikan ini
meliputi perencanaan, pelaksanaan rencana, pembelajaran terhadap rencana
yang dijalankan, dan evaluasi dari rencana tersebut.
2. Pelaksanaan Deming Cycle harus disesuaikan dengan kemampuan dari
perusahaan sendiri. Pada PR. Adi Bungsu, tahap plan sudah dilakukan
dengan baik dan realistis sehingga tidak membebani perusahaan dalam
pencapaiannya.
3. Realisasi dari tahap do di PR. Adi Bungsu dilakukan dengan pembentukan
kualitas produk yang baik. Hal ini tidak hanya dipengaruhi oleh pemilihan
bahan baku yang bermutu saja. Penggunaan mesin dan peralatan yang sesuai
dengan prosedur juga akan membantu menjaga serta meningkatkan mutu
dari produk yang dihasilkan.
4. Tahap study pada Deming Cycle dilakukan dengan cara mempelajari
dampak yang dihasilkan dari rencana awal. Pada tahap ini dilakukan
perhitungan diagram c dan six sigma untuk mengetahui tingkat kecacatan
produknya. Perhitungan diagram c menunjukkan bahwa nilai c tidak
melebihi batas kendali atas maupun bawah. Sedangkan dalam six sigma
diketahui bahwa level sigma perusahaan adalah 3,74. Hasil dari
perhitungan-perhitungan tersebut menandakan bahwa tingkat kecacatan
produksi di perusahaan masih bisa ditoleransi.
5. Tahap terakhir dari Siklus Deming adalah act yang merupakan tindak lanjut
dari pembelajaran pada tahap study. Tindakan pertama adalah menetapkan
target produksi yang jelas agar karyawan memiliki motivasi untuk bekerja.
Kedua, berusaha mengurangi kecacatan produksi dengan cara
meningkatkan pengawasan pada bagian produksi yang menimbulkan
kerusakan. Ketiga, mengelola sumber daya yang dimiliki sesuai dengan
SOP yang telah ditetapkan. Keempat, melakukan pemantauan serta
mengevaluasi proses produksi perusahaan.
Saran
Berdasarkan hasil dan pembahasan penelitian, penulis ingin menyampaikan
beberapa saran, diantaranya:
1. Perusahaan perlu mengetahui kelebihan dan kekurangan yang ada pada
dirinya. Pelaksanaan Deming Cycle tidak serta merta mengubah
keseluruhan sistem produksi dengan yang baru untuk menciptakan mutu
yang baik. Sebaliknya perusahaan harus mampu mempertahankan kelebihan
yang dimilikinya serta memperbaiki kekurangan yang ada agar perbaikan
kualitas bisa berjalan.
2. Perusahaan perlu melaksanakan Deming Cycle untuk melakukan
pengendalian kualitas terhadap produknya. Pelaksanaan metode ini akan
memberikan dampak positif berupa pengetahuan tentang kelebihan dan
kekurangan dari rencana perbaikan mutunya.
3. Monitoring dalam pelaksanaan Deming Cycle harus selalu dilakukan oleh
perusahaan untuk memastikan bahwa rencana yang dibentuk bisa dijalankan
dengan baik. Hal ini penting untuk dilakukan karena dalam Deming Cycle
evaluasi dari seluruh kegiatan pada satu siklus adalah dasar dalam
membentuk rencana yang baru.
4. Perbaikan mutu yang dilakukan oleh perusahaan tidak akan bisa berjalan
jika tidak mendapat dukungan dari pihak internal yaitu karyawan dan
manajer. Manajer harus bisa menanamkan pada seluruh karyawan bahwa
pengendalian mutu merupakan hal yang mutlak untuk dilakukan sehingga
mereka memiliki komitmen untuk bekerja dan mendukung hal tersebut.
DAFTAR PUSTAKA
A. V.Feigenbaum. 1992. Kendali Mutu Terpadu, Edisi Ketiga. Penerbit Erlangga:
Jakarta
Amalia, Ririn Rizki. 2003. ‘Evaluasi Terhadap Pengendalian Intern Sistem
Penjualan pada Perusahaan Rokok SM Adi Bungsu Kedungkandang –
Malang’, Laporan Praktik Kerja Nyata. Universitas Brawijaya
Anonim, The Plan, Do, Study, Act (PDSA) Cycle, diakses 30 November 2014
<https://www.deming.org/theman/theories/pdsacycle>
Assauri, Sofjan. 2008. Manajemen Produksi dan Operasi, edisi revisi 2008.
Lembaga Penerbit FEUI: Jakarta
Bungin, Burhan. 2005. Analisis Data Penelitian Kualitatif. PT. Raja Grafindo
Persada: Jakarta.
Colledani, M. dan Tolio, T.. 2006. ‘Impact of Quality Control on Production
System Performance’, diakses 5 Januari 2015,
<isiarticles.com/bundles/Article/pre/pdf/4740.pdf>
Djamaludin, I., Murthy D.N.P., Wilson R.J. 1994. ‘Quality control through lot
sizing for items sold with warranty’, International Journal of Production
Economics 33 : 97–107
Evans, James R. dan Collier, David A.. 2007. An Integrated Goods and Services
Approach. Thomson South-Western: Mason
Ferdian, Reza. 2004. ‘Pemberdayaan Usaha Kecil Masyarakat Melalui Program
Pemberdayaan Ekonomi Rakyat (PER) di Kota Sabang (Studi Kasus
Pemberian Kredit Lunak kepada Usaha Kecil Masyarakat di Kota Sabang)’,
Skripsi. Universitas Indonesia, Jakarta.
Google, Malang, Malang City, East Java, Indonesia, diakses 15 Desember 2014
<https://www.google.com/maps/place/Malang,+Malang+City,+East+Java,+
Indonesia>
Hendriarto, Stevanus. 2010. ‘Kunci Sukses Membangun Aliansi Pemberdayaan
Usaha peningkatan Pendapatan Keluarga Sejahtera (UPPKS) Kota Malang’,
Skripsi. Universitas Brawijaya, Malang.
Herawati, Eka. 2009. ‘Analisis Pengaruh Kualitas Produk Terhadap Kepuasan
Konsumen pada Perusahaan Rokok Kretek Adi Bungsu Malang’, Skripsi.
Universitas Brawijaya, Malang.
Indriantoro, Nur dan Supomo, Bambang. 2002. Metodologi Penelitian Bisnis Untuk
Akuntansi & Manajemen, Edisi Pertama. BPFE: Yogyakarta
Julia, Citra. 2003. ‘Manajemen Tenaga Kerja Pabrik Rokok Adi Bungsu Kecamatan
Kedung Kandang Kotamadya Malang’, Laporan Prakterk Kerja Lapang.
Universitas Brawijaya.
Kemdikbud, Kamus Besar Bahasa Indonesia, diakses 5 Januari 2015,
<http://kbbi.web.id/proses>
Kemdikbud, Kamus Besar Bahasa Indonesia, diakses, 5 Januari 2015
<http://kbbi.web.id/produksi>
Kusuma, Hendra. 2009. Manajemen Produksi, Perencanaan dan Pengendalian
Produksi. Penerbit Andi: Yogyakarta
Masterizki, Hanantya Gilang. 2015. ‘Implementasi Quality Control pada
Perusahaan Rokok Adi Bungsu Kota Malang’, Laporan Kegiatan Kuliah
Kerja Nyata. Universitas Brawijaya.
Moen, Ronald dan Norman, Clifford. 2009. ‘Evolution of PDCA Cycle’, diakses 5
Januari 2015, < pkpinc.com/files/NA01MoenNormanFullpaper.pdf>
Nurnajamuddin, Mahmud dan Haming, Murdifin. 2012. Manajemen Produksi
Modern Edisi Kedua. Bumi Aksara: Jakarta
Prihantoro, C. Rudi. 2012. Konsep Pengendalian Mutu. Rosda: Bandung
Punu, Yulius Yoseph. 1998. ‘Peranan Pengawasan Persediaan Bahan Baku
Cengkeh yang Efektif Guna Kelancaran Proses Produksi pada Perusahaan
Rokok “Adi Bungsu” Malang’, Skripsi. Universitas Merdeka Malang
Render, Barry dan Heizer, Jay. 2012. Manajemen Operasi edisi 9. Salemba Empat:
Jakarta.
Ruddy K., Eduard. 1999. ‘Analisis Incremental Cost Sebagai Usaha Menentukan
Pola Produksi yang Efisien Serta Pengaruhnya Dalam Perhitungan Laba
Kotor Pada Perusahaan Rokok “Adi Bungsu” Malang’, Skripsi. Universitas
Merdeka Malang.
Russel, Robert S. and Taylor, Bernard W. 2011. Operations Management, 7th
edition. Wiley: New Jersey
Sonalia, Devi. 2013. ‘Pengendalian Mutu Pada Proses Produksi di Tiga Usaha Kecil
Menengah Tahu Kabupaten Bogor’, Skripsi. Institut Pertanian Bogor, Bogor.
Stevenson, William J.. 2009. Operations Management. McGraw Hill: New York
Stevenson, William J. dan Chuong, Sum Chee. 2014. Manajemen Operasi
Perspektif Asia. Salemba Empat: Jakarta.
Sugiyono. 2008. Metode Penelitian Kuantitatif, Kualitatif, dan R&D. Alfabeta:
Bandung.
Tanjong, Santoni Darmawan. 2013. ‘Implementasi Pengendalian Kualitas dengan
Metode Statistik Pada Pabrik Spareparts CV Victory Metallurgy Sidoarjo’,
Skripsi. Universitas Surabaya, Surabaya.
Tjiptono, Fandy dan Diana, Anastasia. 2003. Total Quality Management. Penerbit
Andi: Yogyakarta.
Wignjosoebroto, Sritomo. 2003. Pengantar Teknik dan Manajemen Industri. Guna
Widya: Surabaya.





























