Embed Size (px)
Citation preview

Lasers Med Sci 1999, 14:228–237© 1999 Springer-Verlag London Limited
Laser-Activated Solid Protein Solder for NerveRepair: In Vitro Studies of Tensile Strength andSolder/Tissue Temperature
K.M. McNally1, J.M. Dawes1, A.E. Parker2, A. Lauto1,3, J.A. Piper1 and E.R. Owen3
1Centre for Lasers and Applications and 2Department of Electronics, School of MPCE, Macquarie University; 3MicrosearchFoundation of Australia, NSW, Australia
Abstract. Laser-activated solid protein solder strips have been developed for peripheral nerve repair.Indocyanine green dye added to the solder strongly absorbs diode wavelengths (�800 nm) and causes localisedheating and coagulation of the albumin protein solder. The protein strengthens the tissue join, particularlyduring the acute healing phase postoperative, while shielding the underlying axons from excessive thermaldamage.
In this investigation of the solid protein solder technique for nerve repair, the e#ect of laser irradiance onweld strength and solder and tissue temperature were studied. The tensile strength of repaired nerves rosesteadily with increased irradiance reaching a maximum of 105�10 N/cm2 at 12.7 W/cm2. At higher irradi-ances, tensile strength fell. The maximum temperature reached at the solder surface and at the solder/nerveinterface, measured using a non-contact fibre optic radiometer and thermocouple, respectively, also rosesteadily with laser irradiance. At 12.7 W/cm2, the temperatures reached at the surface and at the interfacewere 88�5�C and 71�4�C, respectively.
This in vitro investigation demonstrates the feasibility of the laser-activated solid protein solder strips forperipheral nerve repair. The laser irradiance and the corresponding solder surface temperature for optimaltensile strength have been identified.
Keywords: Feedback control; Indocyanine green dye; Laser-activated solid protein solder strips; Nerverepair; Temperature monitoring; Tensile strength
INTRODUCTION
Lasers have been shown to be extremely usefulin many medical and surgical applications.The use of laser energy to induce thermalchanges in connective tissue proteins is ofparticular interest for tissue anastomosis,where proteins within the target tissue arecoagulated to form a bond between the twoadjoining edges [1,2]. Compared with conven-tional microsuturing this technique o#ersreduced suture and needle trauma, reducedforeign body reaction [3], reduced bleeding [4],reduced operating times [5] and reduced skillrequirements [6]. Repairs formed using laser-tissue welding tend to heal faster [7], with
comparable functionality to conventionalmicrosuturing [8], and the added advantage ofbeing able to grow [9]. Welding also has thepotential to form complete closures, thus dis-couraging the exit of regenerating axons or theentry of fibroblasts in the case of nerves [10]and enabling an immediate watertight anasto-mosis intraoperatively in the case of bloodvessels [11].
Although some success has been achieved inexperimental applications, two disadvantagesof the laser-assisted procedure are foreseenfor the clinical application of the technique.The first disadvantage is low strength ofthe resulting anastomosis, especially in theacute healing phase up to five days postopera-tively [5,8,12], and the second is thermaldamage to tissue [13–18]. Other concerns aredi$culties with tissue alignment, the ambi-guity of the end point for the procedure andpoor reproducibility.
Correspondence to: Judith Dawes, School of Mathematics,Physics, Computing and Electronics, Macquarie Univer-sity, 2109 Australia.

Low-strength anastomoses can lead to rup-ture of the repair. Many researchers have usedone to four temporary or permanent staysutures to improve the success rate of theirlaser anastomoses [19,20]. This complicates theoperative procedure and does not eliminate thesutures or their consequent problems. Anotherapproach has been to apply an extra layer oftissue [21,22], to the anastomotic site. Thisapproach also avoids foreign body reactions,but suitable tissue must be prepared and theoperation is technically challenging. An alter-native is to add extra protein such as fibrino-gen or albumin in the form of a ‘solder’ to thetissues to supplement the bond [20,23–25].These solder repairs, however, have resulted insignificant levels of dehiscence [8]. Most suchsolders are fluid and their precise and repro-ducible application and coagulation at therepair site may be technically problematic [20].
Thermal damage to tissue is a particularconcern in laser treatments. To date, a widerange of lasers have been used for laser-tissuerepair of nerves including the infrared carbondioxide (CO2) [5,20,21,26–29], thulium and neo-dymium doped yttrium aluminium garnet(Tm:YAG and Nd:YAG) [1,30–32] lasers, andthe visible frequency-doubled Nd:YAG (KTP)[33] and argon [19,34] lasers. The laser energyis absorbed by water at the infrared wave-lengths and by haemoglobin at the visiblewavelengths, thereby heating proteins withinthe target tissue. The resulting denaturationof protein may not be specific to the targettissue. For example, when repairing nerves theunderlying axons can be damaged when theepineurium or perineurium is welded.
Surgeons generally use visible signs, suchas discoloration of the tissue being heated, asmarkers of the end point for tissue fusion [35].However, this indicator is not always reliable.For example, tissues can exhibit di#erentabsorption characteristics, or the fluence onthe tissue can vary if the laser spot size orenergy delivery rate is varied. These di#er-ences would cause the tissue temperature tofluctuate during the laser procedure. Since thethermal damage to the irradiated tissuedepends on the tissue temperature achievedduring the laser procedure, the resultingsurgical outcome is highly variable.
To overcome these problems, laser-activatedsolid protein solder strips have been developedfor use with a diode laser for anastomosis oftissues, particularly nerves. Since the par-ameters of the protein solder strips are con-
trolled, the resulting operative procedure isreproducible and reliable. The protein supple-ments the bond and the indocyanine green(ICG) dye, added to the protein solder, absorbsa laser wavelength (�800 nm) that is poorlyabsorbed by water and other bodily tissues.This reduces the collateral thermal damagetypically associated with direct laser-weldingtechniques.
The solder surface temperature can bemonitored during the laser procedure, so thatthe optimal temperature range for laser-tissuesoldering can be determined by correlating thestrength of the bond formed with the soldertemperature reached during laser treatment.In addition, once the optimal temperaturerange is known, a feedback controller canmodulate the laser power to maintain thesolder temperature within this range for amore reproducible laser procedure.
Promising results in terms of axonal regen-eration and functional results have beenreported [36,37]. This study builds on theearlier work with an investigation of thefeasibility of the laser-solder repair techniquein terms of the preferred physical parametersrequired for good tensile strength in nerverepair. Of course studies of histologicaldamage and in vivo rates of recovery are alsorequired to demonstrate clinical suitability.In the first part of the investigations, theintegrity of nerves repaired using the laser-solder repair technique, in particular thetensile strength of the resulting bonds, wasdetermined for a range of laser diode powers. A796 nm diode laser was used to denature theprotein solder applied to the epineurium, withheat generated due to absorption by the dye,indocyanine green [25,36], in the proteinsolder. The diode light was delivered by anoptical fibre. For the second part of the inves-tigation, a fibreoptic radiometer system wasincorporated with the laser system to investi-gate heating during laser-solder repair ofnerves. The temperature increase at the repairsite was measured on the surface of the proteinsolder and at the solder/nerve interface. Thepotential for feedback control of the solderingprocess was also investigated.
MATERIALS AND METHODS
Preparation of Solid Protein Solder Strips
The active ingredient in the solid proteinsolder strips is ICG dye, which has a maximum
Laser-Activated Solid Protein Solder for Nerve Repair 229

absorption coe$cient at 805 nm of 2�105 �1
cm�1 [39]. The dye binds preferentially withserum protein ensuring that heat is e$cientlytransferred to denature the protein solder.Protein solder strips were prepared from 60%bovine serum albumin (BSA) (Sigma ChemicalCo.) and 0.25% ICG dye (Becton Dickinson)mixed in deionised water. The mixture waspressed by a small micrometer-controlleddevice to a thickness of 0.15�0.01 mm andthen cut into rectangular strips with nominaldimensions of 3�0.5 mm and allowed to dry.The protein solder strips were stored in alight-proof container between two inert metalplates in a refrigerator until required. Beforeuse, the solder strips were allowed to reachroom temperature.
Laser System
A GaAlAs semiconductor diode laser with anominal output power of 250 mW and wave-length of 796 nm (SDL-2432-P3, Spectra DiodeLabs) was used to denature the protein solder.The laser radiation was coupled into a 100 �m-core silica fibre. The diode was operated incontinuous mode with a spot size at the soldersurface of 1.0 mm. Diode powers in the range of50–150 mW, measured with a power meter(Model 360001, Scientech), were delivered tothe solder surface resulting in irradiances of6.4–19 W/cm2.
Radiometer System
A temperature monitoring system using a pyro-electric infrared detector (Model 404VM,Eltec) as a sensor, was used to measure black-body radiation emitted from the repair siteduring laser treatment. The specific pyrodetec-tor chosen was designed to have the highestsensitivity in the range of 8–12 �m, one of thetwo atmospheric transmission bands of infra-red radiation. (The other band is in the rangeof 2–5 �m.) A schematic of the set-up is shownin Fig. 1. The blackbody radiation was guidedfrom the weld site to the radiometer via asilver halide (AgClxAgBr1�x) core-clad fibre(Optran MIR, CeramOptec) [38] with a corediameter of 200 �m. These fibres are flexible,water insoluble and non-toxic. They are trans-parent in the near and mid-infrared spectrum(4–16 �m) and have an attenuation of 0.5 dB/mfor blackbody radiation in the range of 0–100�C(attenuation <1.0 dB/m from 100–300�C).
A BaF2 lens served to focus the radiation onto the pyrodetector. A long-wave-pass filter,passing infrared radiation in the wavelengthrange of 6–12 �m, was placed over the pyro-detector window to block the 796 nm radiationfrom the laser system. The input signal to thepyrodetector was chopped by a blackenedmechanical chopper (Model 300, Palo Alto)operating at a frequency of 100 Hz and alock-in amplifier (LIA) (Model SR830, StanfordResearch Systems) was used to reduce noise.The pyrodetector output signal was sampledand processed by a computer.
The diode laser light delivery fibre was heldtogether with the radiometer fibre using acustom-designed handpiece which had beenmachined to allow the fibres to be fixed facingthe same spot. Since the penetration depth ofradiation in the 8–12 �m range is very short(�10 �m), the infrared thermometer onlyviewed the surface temperature of the solder[12]. The system was calibrated each daybefore use using a black body (emissivity=1)with adjustable temperature.
Despite the fact that the two fibres arefocused on the same spot, each images a di#er-ent surface area because of their di#erent corediameters and numerical apertures. The laserdelivery fibre images a 1.0 mm diameterspot size at the tissue surface whereas theradiometer fibre images a 1.2 mm diameter spotsize. To determine the e#ect that this di#er-ence in spot size had on temperature measure-ments, a second calibration experiment wasconducted on fresh samples of muscle tissueobtained from Wistar rats. A BaF2 lenswas used to focus the spot imaged by theradiometer fibre on to the same spot on thetissue surface imaged by the laser heating
Fig. 1. Schematic of the laser and pyroelectric detector IRtemperature monitoring system.
230 K.M. McNally et al.
fibre. The results of this calibration arepresented in Fig. 2.
Finally, it is notable that cooled photonicdetectors such as the HgCdTe detector havebeen favoured for infrared radiometric moni-toring because of their short time constantsand high specific detectivity (D*). The D* ofthe pyroelectric IR detector used in this inves-tigation (4.0�109 cm Hz1/2/W), however, was ofthe same order of magnitude as that of cooleddetectors (109–1010 cm Hz1/2/W) as was the cor-responding noise equivalent power (NEP). Thespecifications of the pyrodetector permittedincreased chopping speed to 100 Hz, whichimproved the response time of the radiometerby an order of magnitude to those of thedetectors previously reported.
Surgical Procedure
A total of 78 male Wistar rats (400–550 g) wereused in this investigation. Before surgery,anaesthesia was induced and subsequentlymaintained using a mixture containing halo-thane (4% during induction, 2% thereafter)in oxygen (1 l/min). The sciatic nerve wasexposed distal to the sciatic notch where itgives rise to the tibial, peroneal and suralnerves. The tibial nerve was separated fromsurrounding subcutaneous tissues for a lengthof 1 cm to provide a site for laser-tissuerepair. Laser soldering was performed on theepineurium of the tibial nerves.
For the first part of the investigation, tibialnerves from both the right and left legs of 54
rats were severed in situ using serrated micro-scissors and left for 3 min to permit the normalextrusion of axoplasm to occur. The axoplasmwas then trimmed with micro-scissors asrequired, after which the nerve was repairedwith four solid protein solder strips using thelaser-solder repair technique described below.Shortly after repair, the rats were killed and a1 cm long section of the nerve, including therepair site, was removed for tensile strengthanalysis. For the second part of the investiga-tion, unsevered nerves from the left leg of 24rats were strip welded using the laser-solderrepair technique described below to investi-gate heating during laser-solder repair ofnerves.
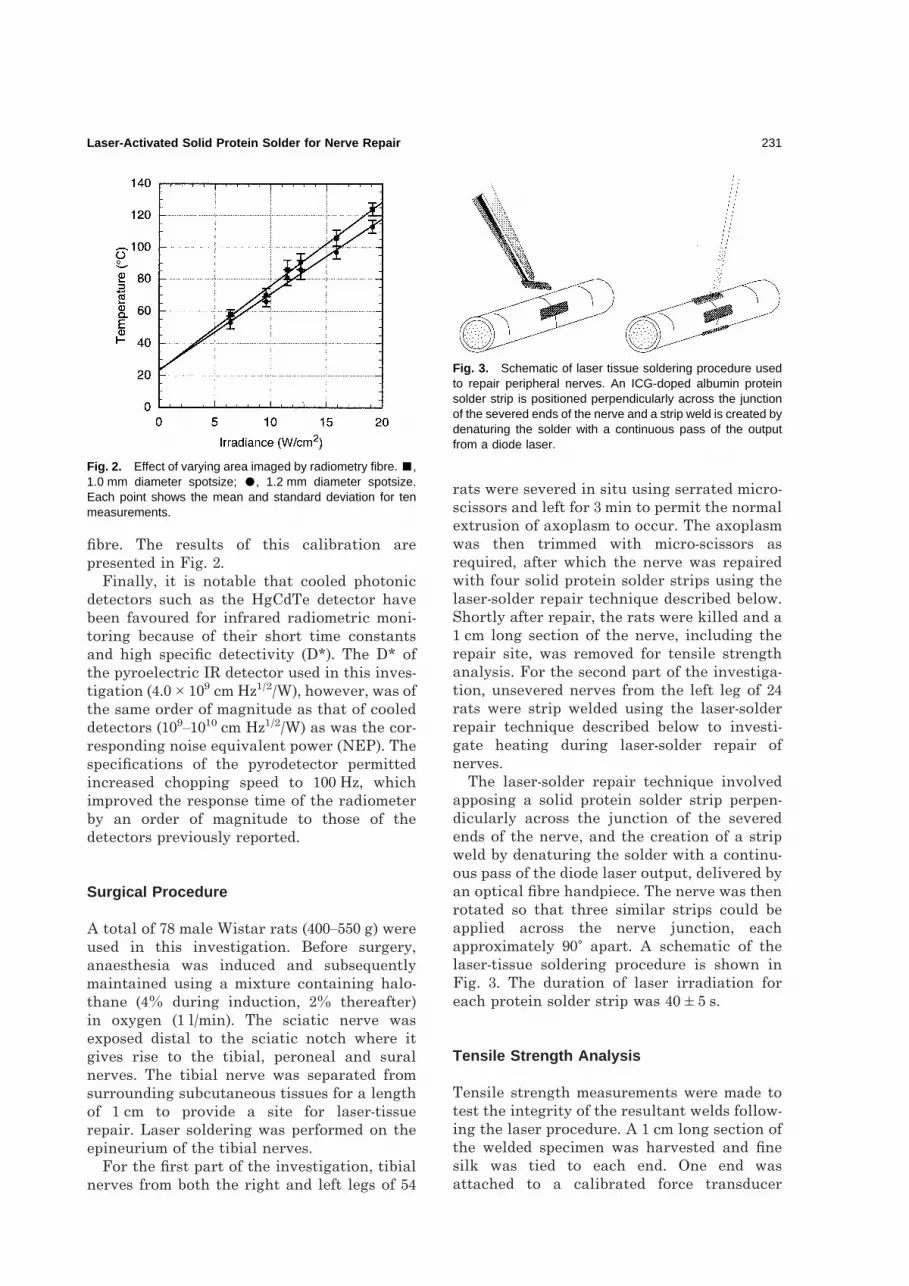
The laser-solder repair technique involvedapposing a solid protein solder strip perpen-dicularly across the junction of the severedends of the nerve, and the creation of a stripweld by denaturing the solder with a continu-ous pass of the diode laser output, delivered byan optical fibre handpiece. The nerve was thenrotated so that three similar strips could beapplied across the nerve junction, eachapproximately 90� apart. A schematic of thelaser-tissue soldering procedure is shown inFig. 3. The duration of laser irradiation foreach protein solder strip was 40�5 s.
Tensile Strength Analysis
Tensile strength measurements were made totest the integrity of the resultant welds follow-ing the laser procedure. A 1 cm long section ofthe welded specimen was harvested and finesilk was tied to each end. One end wasattached to a calibrated force transducer
Fig. 2. Effect of varying area imaged by radiometry fibre. �,1.0 mm diameter spotsize; �, 1.2 mm diameter spotsize.Each point shows the mean and standard deviation for tenmeasurements.
Fig. 3. Schematic of laser tissue soldering procedure usedto repair peripheral nerves. An ICG-doped albumin proteinsolder strip is positioned perpendicularly across the junctionof the severed ends of the nerve and a strip weld is created bydenaturing the solder with a continuous pass of the outputfrom a diode laser.
Laser-Activated Solid Protein Solder for Nerve Repair 231

(FT30C, Grass Instruments) and the other to ascrew-driven translator [40] (Fig. 4). The trans-lator stretched the specimen progressivelywhile the applied tension was observed on avoltmeter connected to a force transducer.Tension was applied until the repair failed,and the breaking force was recorded. Failurewas defined as complete separation of the twohalves of the specimen. The nerves were keptmoist during this process, as upon drying, thetensile strength can be increased [20]. Tensilestrength measurements were made on fivenerves at each of the 21 power levels investi-gated. The tensile strength of ten healthynerves were also tested for reference.
Temperature Monitoring and Control
Surface Temperature MeasurementsRadiometric temperature monitoring wascarried out during laser irradiation. The laserdelivery fibre and the radiometer fibre wereheld together 2 mm above the protein solderstrip producing a spotsize at the solder surfaceof 1 mm. Diode powers of 50, 75, 90, 100, 125 and150 mW were delivered to the solder surfaceresulting in irradiances of 6.4, 9.5, 11.5, 12.7,15.9 and 19.1 W/cm2. Temperature wasrecorded every 10 ms by a computer. The pro-cedure was repeated on four rats at each ofthe six power levels investigated. With fourstrips per rat, a total of 16 temperaturemeasurements were made for each value oflaser irradiance investigated.
Measurement of Temperature DifferenceAcross Solder StripsThe temperature reached at the nervesurface is of particular interest, however theradiometer only observes the surface of theprotein solder strip. The total temperaturedi#erence across solid protein solder stripswas determined by comparing the tempera-ture reached at the protein solder surface,measured in situ using the non-contact fibreoptic radiometer, with the temperaturereached at the solder/tissue interface,measured with a 0.5 mm type-K thermocouple.
Temperature Control Using the RadiometricSignalUsing a set-up similar to that described above,the radiometer output signal was processed bya computer using an algorithm for propor-tional feedback control of the laser power so asto achieve a stable tissue temperature. Thethermal feedback system was designed to main-tain the surface temperature of the irradiatedtissue close to a desired control temperatureto give a constant rate of denaturation. Theaccuracy and stability of the temperatureachieved was recorded separately by a type-Kthermocouple.
RESULTS
Tensile Strength Analysis
Results of tensile strength measurements madeon successfully repaired nerves as a function oflaser irradiance are presented in Fig. 5. Eachpoint represents the mean and standard devi-ation for nine repairs. Two di#erent failuremechanisms were exhibited. The most commonmechanism of failure involved detachment ofthe solder from the tissue. In six instances thesolder broke into two halves, but eachremained attached to the tissue. The results inFig. 5 are presented in terms of the cross-section tensile strength of the protein solder.Repairs that failed to sustain a tensile strengthabove 5 N/cm2 were deemed to be unsuccessful.Three of the 108 repairs tested fell into thiscategory. This represents a dehiscence rate ofonly 2.8%. Tensile strength rose steadily withincreased irradiance. The strongest bonds of105�10 N/cm2 were formed at 12.7 W/cm2.The tensile strength of the repairs remainedhigh over a 2 W/cm2 variation in the laser
Fig. 4. Schematic of the tensiometer for evaluatingspecimen tensile strength.
232 K.M. McNally et al.

irradiance (15% of optimum). This toleranceband is readily achieved in practice, hence,rigorous control of the laser irradiance is notrequired. The strength of repairs formed athigher irradiances was reduced. The tensilestrength of native nerves was found to be142�9 N/cm2, approximately 25% higher thanthe maximum tensile strength achieved fromrepairs made with the solid protein solderstrips.
Temperature Analysis
Surface Temperature MeasurementsMean peak temperatures reached by the solidprotein solder strips during laser irradiationfor 40�5 s are presented in Table 1 as a func-tion of laser irradiance. Each value represents
the mean and standard deviation for 16measurements. Visually, using laser irradi-ances of 6.4–9.5 W/cm2 the protein solder stripsbecame slightly opaque and did not attach wellto the nerve. After a single pass with laserirradiances of 11.5–12.7 W/cm2 the proteinsolder strips turned various shades of brownon their surfaces and opaque underneath,giving a visual indication of denaturation.Using laser irradiances of 15.9–19.1 W/cm2 theprotein solder strips turned dark brown toblack very quickly and small explosionsoccurred on the surface of the protein solderstrips during soldering. At this irradiance, theprotein solder strips did not attach well to thenerve.
Tensile strength measurements identified anirradiance of 12.7 W/cm2 as being optimal interms of tensile strength of the resultantrepair. The temperature required to giveoptimal tensile strength is thus 88�5�C.
Measurement of Temperature DifferenceAcross Solder StripsResults of simultaneous measurements made ofthe temperature reached at the solder surfaceand at the nerve/solder interface during lasertreatment are presented in Fig. 6. Each valuerepresents the mean and standard deviationfor eight repairs. Although the surface ofthe solid protein solder reached maximumtemperatures of 62–118�C, the solder/tissueinterface reached much lower temperatures
Fig. 5. Tensile strength of nerve repairs formed using solidprotein solder strips. Each point shows the mean andstandard deviation for five repairs.
Table 1. Peak temperature reached by the surfaceof solid protein solder strips during laser irradiationfor 40�5 s. Each value shows the mean andstandard deviation for six measurements. (Bodytemperature �37�C.)
Laser irradiance (W/cm2) Surface temp. (�C)
6.4 62�49.5 74�5
11.5 82�512.7 88�515.9 103�619.1 118�6
Fig. 6. Maximum temperature reached during laserirradiation at the protein solder surface (�) and at thenerve/solder interface (�). Each point shows the mean andstandard deviation for eight repairs. (Body temperature∼37°C.)
Laser-Activated Solid Protein Solder for Nerve Repair 233

of 52–92�C. This represents a temperaturedi#erence across the solid protein solder stripsof up to 26�C.
Using these results and the results from thetensile strength analysis, tensile strength wasplotted as a function of the maximum tempera-ture reached at the nerve/solder interface asshown in Fig. 7. The optimal surface tempera-ture of 88�5�C corresponds to a significantlylower temperature of 71�4�C at the nerve/solder interface.
Temperature Control Using the RadiometricSignalA comparison of real time radiometric surfacetemperature measurements made during laser-tissue soldering with and without computerbased proportional feedback temperature con-trol is presented in Fig. 8. The feedback con-troller was set to maintain the protein soldersurface temperature at 88�C during the repairprocess. This temperature was chosen as itcorresponded to an irradiance of approxi-mately 12.7 W/cm2 (Table 1), that was shown toproduce repairs with optimal tensile strength.Without feedback control, the laser power wasset to 100 mW to give an irradiance of 12.7 W/cm2 (cf. 1.0 mm spotsize). The maximumobserved deviation to the surface temperatureof the solder was �2.0�C once the desiredtemperature was reached using the feedbackcontroller. Without feedback control, themaximum observed deviation was �5.0�C.
DISCUSSION
The repair of a severed peripheral nerverequires care in the joining of individualfascicles, and such an operation tends to beprolonged. Our laser-activated solid proteinsolder strips are significantly faster than thepresent microsuture technique, with the poten-tial for reduced foreign body reaction and goodfunctional recovery [37,40]. The solid proteinsolder strips o#er a number of advantages:they may be prepared in advance, and theyhave a shelf life of several weeks if storedappropriately. In our experience, the strips areeasier to handle and apply to the tissue surfacethan fluid protein solders. The fact that thestrips are applied to the epineurium duringnerve repair o#ers the added advantage of notobstructing the regenerating axons.
The most notable advantage of solid proteinsolder strips compared with other laser-assisted nerve repair techniques is the rela-tively high tensile strength of the resultinganastomosis. This is obtained with minimaltemperature rise at the nerve surface (reduc-ing thermal damage to the underlying axons).The tensile strength of nerves repaired usingthe laser-solder repair technique increasedrapidly with laser irradiance reaching amaximum of 105�10 N/cm2 at 12.7 W/cm2
(Fig. 5). Although the protein solder strips didnot bond strongly to the nerve when they wereirradiated at either 6.4 or 9.6 W/cm2 anincrease in laser irradiance to 12.7 W/cm2
caused more heat to penetrate deeper intothe protein solder strip, greatly reinforcing
Fig. 7. Tensile strength of nerve repairs formed using solidprotein solder strips as a function of maximum temperaturereached at the nerve/solder interface. Each point shows themean and standard deviation from five measurements oftensile strength and eight measurements of interfacetemperature.
Fig. 8. Radiometric surface temperature of protein soldersurface during soldering with (– – –) and without (——)feedback control.
234 K.M. McNally et al.

the solder–epineurium bond. With laser irradi-ances greater than 15.9 W/cm2, the tensilestrength started to drop dramatically, indicat-ing thermal damage. Although the tensilestrength was not quite as high as that ofnative nerves (142�9 N/cm2) or that achievedusing conventional microsuture techniques(134�32 N/cm2) [40] it is su$cient to allowsatisfactory regeneration of the severed nerves[37,40]. Combined with a minimal dehiscencerate of 2.8%, these results represent a signifi-cant improvement over previously publishedresults for direct laser welding of nerves wheretensile strengths less than 25% of nativenerves [5,41] and dehiscence rates of 12–60%[5,21,26,42,43] (up to 80% in non-lasered fibringlue repairs [44,45]) were reported.
Menovsky et al. [20] have reported compar-able results using a dried albumin solder (20%albumin before drying for 20 min on a glassslide) with a CO2 laser (124 W/cm2, 1 s pulses).This is reasonable since dried solders wereused both in this study and by Menovsky et al.suggesting that final albumin concentrationswere approximately equivalent. The higherirradiance used with the CO2 laser compen-sates for the shorter optical penetration depthof 10.6 �m light (OPD�11 �m) in the proteinsolder where water is the absorber comparedto that of �800 nm light where ICG dye is theabsorber (OPD�35 �m for solder containing2.5 mg/ml ICG). The diode laser is a moreattractive system for tissue repair, however, asit is inexpensive, compact and convenient. Thelaser light can also be fibre delivered for easeof use. Moreover, the optical penetrationdepth of �800 nm light in tissue is 1300 �m,thus thermal damage caused by direct heatingof tissue by a ‘wandering beam’ is reduced.
The precise mechanism of laser-tissue weld-ing and soldering is still unknown. Manymechanisms for tissue welding have been pro-posed, however, including the interdigitationand rope-like twisting of collagen fibres[1,46,47], the formation of non-covalent bond-ing between collagen molecules [2], collagen tocollagen fusion [28,48,49], the cross-linking oftissue proteins [49], denaturation of structuraltissue proteins [50,51], and the acceleration ofnatural fibrinogen polymerisation [7]. Thesestudies have been performed on di#erent kindsof tissues with considerable variations in laserparameters. These theories all suggest thatsome form of thermal restructuring by thelaser light takes place in the extracellularmatrix of the tissue proteins, in particular
collagen, allowing them to bind with the adja-cent proteins, which then stabilise upon cool-ing with the formation of new molecularbonds.
The optimum temperature for laser treat-ment is also non-specific. Temperatures atwhich laser welding has been reported to besuccessful range from 45 to 100�C [2,52,53]. Theoptimum temperature for CO2-induced micro-vascular anastomosis has been found to bearound 80–100�C as inferred from thermo-graphic images [14,52]. Rat tail tendons werefound to bind together when they were heatedin a water bath at 62�C for 4 min [46]. Theoptimum temperature for Nd:YAG welds ofporcine skin was found to be 65–75�C whentensile strength measurements were made [12].Silver halide fibre optic radiometry was usedto determine the optimal temperature for CO2
laser-assisted welding as 55�2.5�C in the ratbladder model [38,54]. Some researchers haveeven claimed successful anastomoses with theargon laser at temperatures below 50�C [14].Clearly, the e#ective welding temperature isdependent on wavelength, solder and tissuetype, irradiation parameters and experimentalconditions (such as convective cooling by airor water, and/or blood perfusion). From thesestudies, it appears that required temperaturesfor laser-tissue welding, with collagen as themajor bonding component, are in the range60–80�C, for irradiation times of the order of40 s, as used in this study.
The controlled properties of the solid pro-tein solder strips allow a reproducible andreliable surgical repair technique to be devel-oped. The surface temperature required toachieve optimal tensile strength (laser irradi-ance of 12.7 W/cm2) for nerve repairs formedwith the solid protein solder investigated inthis study was identified as 88�5�C corre-sponding to a temperature of 71�4�C at thenerve/solder interface (Fig. 6). The tempera-ture reached at the nerve/solder interface iswithin the 60–80�C range determined fordenaturation of collagen. It is also comparableto a temperature of 65�C determined byTrickett for denaturation of the perineuriumof rat sciatic nerves using constant tempera-ture water baths and histological analysis [30].The temperature di#erence across the solder isdue to two e#ects: (1) the decay in energyabsorption (Beer’s law) in the solder, and thusheat generation, across the solder; and (2) thedi#usion of heat from the surface regiontowards the cooler tissue [55]. Laser radiation
Laser-Activated Solid Protein Solder for Nerve Repair 235

was primarily absorbed in a thin surface layerof the protein solder strips (�800 nm lightpenetration depth in solders containing 2.5 mgICG was 35 �m, and the solder thickness was150 �m), which was fused with the epineuriumby the laser-induced heat in the protein solderstrips.
CONCLUSIONS
This in vitro study demonstrates the feasi-bility of the laser-activated solid proteinsolder repair technique for anastomosis ofnerves. The use of the protein dye mixture insolid strips applied along the nerve providesa fast and easy technique with the advantagethat the underlying nerve axons are protectedfrom thermal damage, while being heldtogether firmly enough to allow successfulregeneration. Optimal tensile strength of tis-sue repairs depends on uniform denaturationof the protein solder. In this study, the laserirradiance required for optimal tensilestrength was shown to be approximately12.7 W/cm2, corresponding to a solder surfacetemperature of 88�5�C and a nerve/solderinterface temperature of 71�4�C. Feedbackcontrol of the laser power in a surgical set-ting, based on temperature as a real-timediagnostic for protein denaturation, shouldresult in more reproducible repairs. Thetensile strengths obtained with the laser-activated solid protein solder enhance itspotential for clinical use in the repair ofnerves and other tissues. However, furtherresearch in vivo, for example to monitorthermal damage and e#ectiveness of healing,using the optimal laser irradiance and soldertemperature control identified in this study isneeded.
ACKNOWLEDGEMENTS
The authors thank Professor Abraham Katzir, School ofPhysics and Astronomy, Tel Aviv University, Israel, forproviding them with their first sample of silver halidefibre to begin the radiometric work and for his usefuladvice, Andrew Cameron and Tim Cushway, the Micro-search Foundation of Australia, for their help with thesurgery conducted in this investigation, and IntegralEnergy Australia for their generous donation of anoscilloscope.
This work was financed by an Australian ResearchCouncil Collaborative Research Grant between MacquarieUniversity and the Microsearch Foundation of Australia,and by a Macquarie University Research Grant.
REFERENCES
1. Schober R, Ulrich F, Sander T et al. Laser inducedalteration of collagen substructure allows micro-surgical tissue welding. Science 1986;232:1421–2.
2. Bass LS, Moazami N, Pocsidio J et al. Changes in typeI collagen following laser welding. Lasers Surg Med1992;12:500–5.
3. Dalsing MC, Packer CS, Kueppers P et al. Laser andsuture anastomosis: passive compliance and activeforce production. Lasers Surg Med 1992;12:190–8.
4. Chikamatsu E, Sakurai T, Nishikimi N et al. Compari-son of laser vascular welding, interrupted sutures, andcontinuous sutures in growing vascular anastomoses.Lasers Surg Med 1995;16:34–40.
5. Maragh H, Hawn R, Gould J et al. Is laser nerve repaircomparable to microsuture coaptation? J ReconstrMicrosurg 1989;4:189–95.
6. Burger RA, Gerharz CD, Rothe H et al. CO2 andNd:YAG laser systems in microsurgical venousanastomoses. Urol Res 1991;19:253–7.
7. Vale BH, Frenkel A, Trenka-Benthin S et al. Micro-surgical anastomosis of rat carotid arteries with theCO2 laser. Plast Reconstr Surg 1986;77:759–66.
8. Dubuisson AS, Kline DG. Is laser repair e#ectivefor secondary repair of a focal lesion in continuity?Microsurgery 1993;14:398–401.
9. Frazier OH, Painvin GA, Morris JR et al. Laser-assisted microvascular anastomoses: angiographicand anatomopathologic studies on growing microvas-cular anastomoses: preliminary report. Surgery1985;97:585–9.
10. Eppley BL, Kalenderian E, Winkelmann T et al. Facialnerve graft repair: suture versus laser-assistedanastomosis. J Oral Maxillofac Surg 1989;18:50–4.
11. Bass L, Treat M. Laser tissue welding: a comprehen-sive review of current and future clinical applications.Lasers Surg Med 1995;17:315–49.
12. Poppas DP, Stewart RB, Massicotte JM et al.Temperature-controlled laser photocoagulation of softtissue: in vivo evaluation using a tissue welding model.Lasers Surg Med 1996;18:335–44.
13. Thomsen S, Mueller J, Serure A. Pathology of ratfemoral arteries exposed to a low-energy CO2 laserbeam. Lab Invest 1985;52A:68.
14. Kopchok GE, White RA, White GH et al. CO2 andargon laser vascular welding: acute histologicaland thermodynamic comparison. Lasers Surg Med1988;8:584–8.
15. Neblett CR, Morris JR, Thomsen S. Laser assisted micro-surgical anastomosis. Neurosurgery 1986;19: 914–34.
16. Quigley M, Bailes J, Kwann H et al. Aneurysmformation after low power CO2 laser-assisted vascularanastomosis. Neurosurgery 1986;18:292–8.
17. Vlasak JW, Kopchok GE, White RA. Closure of rabbitileum enterotomies with the argon and CO2 lasers:bursting pressures and histology. Lasers Surg Med1988;8:527–32.
18. Self AB, Coe DA, Seeger JM. Limited thrombo-genicity of low temperature, laser-welded vascularanastomoses. Lasers Surg Med 1996;18:241–7.
19. Campion ER, Bynum DK, Powers SK. Repair ofperipheral nerves with the argon laser. J Bone JointSurg 1990;72A:715–23.
20. Menovsky T, Beek JF, van Gemert MJC. CO2 lasernerve welding: optimal laser parameters and the use ofsolders in vitro. Microsurgery 1994;15:44–51.
236 K.M. McNally et al.

21. Kor# M, Bent SW, Havig MT et al. An investigation ofthe potential for laser nerve welding. OtolaryngolHead Neck Surg 1992;106:345–50.
22. Abramson DL, Shaw WW, Kamat BR et al. Laser-assisted venous anastomosis: a comparison study. JReconstruct Microsurg 1991;7:199–203.
23. Poppas DP, Rooke CT, Schlossberg SM. Optimalparameters for CO2 laser reconstruction of urethraltissue using a protein solder. J Urol 1992;148:220–4.
24. Moazami N, Oz MC, Bass LS et al. Reinforcement ofcolonic anastomoses with a laser and dye-enhancedfibrinogen. Arch Surg 1990;125:1452–4.
25. Oz M, Johnson JP, Parangi S et al. Tissue soldering byuse of indocyanine green dye-enhanced fibrinogen withthe near infrared diode laser. J Vasc Surg 1990;11:718–25.
26. Bailes JE, Quigley MR, Cerullo LJ, Kline DG et al.Sutureless CO2 laser nerve anastomosis. Histologicaland electrophysiological analysis. Lasers Surg Med1986;6:248–9.
27. Dort JC, Wolfensberger M, Felix H. CO2 laser repair ofthe facial nerve: an experimental study in the rat.J Laryngol Otol 1994;108:466–9.
28. Menovsky T, Beek JF, van Gemert MJ. Laser tissuewelding of dura mater and peripheral nerves: ascanning electron microscopy study. Lasers Surg Med1996;19:152–8.
29. Menovsky T, van den Bergh Weerman M, Beak JF.E#ect of CO2 milliwatt laser on peripheral nerves: partI. A dose–response study. Microsurgery 1996;17:562–7.
30. Trickett RI. Thulium:YAG for Microsurgical TissueWelding, BTech(Hons) Thesis, Macquarie University,Sydney, Australia, 1993.
31. Trickett RI, Dawes JM, Knowles DS et al. In vitrolaser nerve repair: protein solder strip irradiation orirradiation alone. Int Surg 1997;82:38–41.
32. Menovsky T, van den Bergh Weerman M, Beak JF.Laser vs. scissors neurectomy: a histological study inthe rat sciatic nerve. ASLMS 1997;9A:101.
33. Al-Hussaini AA, Samonte BR, Mohammed MM et al.Functional and histological evaluation of CO2 andKTP laser-assisted neural anastomoses. In: Spinelli P,Dal Fante M, Marchesini R (eds) PhotodynamicTherapy and Biomedical Lasers. Amsterdam: Elsevier,1992.
34. Almquist EE, Nachemson A, Auth D et al. Evaluationof the use of the argon laser in repairing rat andprimate nerves. J Hand Surg Am 1984;9:792–9.
35. Thomsen S. Pathological analysis of photothermal andphotomechanical e#ects of laser-tissue interactions.Photochem Photobiol 1991;53:825–35.
36. Trickett R, Lauto A, Dawes J et al. Laser activatedprotein solder for peripheral nerve repair. Proc SPIE1995;2395:242–6.
37. Lauto A, Trickett R, Malik R et al. Laser activatedsolid protein bands for peripheral nerve repair: an invivo study. Lasers Surg Med 1997;21:134–41.
38. Shenfeld O, Ophir E, Goldwasser B et al. Silver halidefibre optic radiometric temperature measurementand control of CO2 laser-irradiated tissues and appli-cation to tissue welding. Lasers Surg Med1994;14:323–8.
39. Sauda K, Imasaka T, Ishibashi N. Determination ofprotein in human serum by high performance liquidchromatography. Anal Chem 1986;58:2649–53.
40. Lauto A. Laser Activated Protein Solder for Periph-eral Nerve Repair, MSc(Hons) Thesis, MacquarieUniversity, Sydney, Australia, 1996.
41. Benke TA, Clark JW, Wiso# PJ et al. Comparativestudy of suture and laser-assisted anastomoses in ratsciatic nerves. Lasers Surg Med 1989;9:602–15.
42. Huang TC, Blanks RH, Berns JE et al. Laser vs su-ture nerve repair. Otolaryngol Head Neck Surg1992;107:14–20.
43. Thumfart WF, Gunkel A, Ollwig M. Comparativestudies of the stability of nerve anastomoses using CO2
laser adaptation compared with conventional suturetechniques. HNO 1990;38:184–7.
44. Cruz NI, Debs N, Fiol RE. Evaluation of fibrin gluein rat sciatic nerve repairs. Plast Reconstr Surg1986;78:369–73.
45. Smahel J, Meyer VE, Bachem U. Glueing of peripheralnerves with fibrin: experimental studies. J ReconstrMicrosurg 1987;3:211–20.
46. Lemole GM, Anderson RR, DeCoste S. Preliminaryevaluation of collagen as a component in thethermally-induced ‘weld’. Proc SPIE 1991;1422:123.
47. Tang J, Godlewski G, Rouy S et al. Morphologicchanges in collagen fibers after 830 nm diode laserwelding. Lasers Surg Med 1997;21:438–43.
48. Godlewski G, Rouy S, Dauzat M. Ultrastructural studyof arterial wall repair after argon laser micro-anastomosis. Lasers Surg Med 1987;7:258–62.
49. White RA, Kopchock GE, Donayre CE et al. Mech-anism of tissue fusion in argon laser-welded vein-artery anastomoses. Lasers Surg Med 1988;8:83–9.
50. Kada O, Shimizu K, Ikuta H et al. An alternativemethod of vascular anastomosis by laser: experimentaland clinical study. Lasers Surg Med 1987;7:240–8.
51. Dew DK, Supik L, Darrow C et al. Tissue repair usinglasers: a review. Orthopedics 1993;16:581–7.
52. Badeau AF, Lee CE, Morris JR et al. Temperatureresponse during microvascular anastomoses usingmilliwatt CO2 lasers. Laser Surg Med 1986;6:179–83.
53. Katzir A. Lasers and Optical Fibers in Medicine. NewYork: Academic Press, 1993.
54. Lobel B, Eyal O, Belotserkovsky E et al. In vivoCO2-laser rat urinary bladder welding with silverhalide fiberoptic radiometric temperature control.Proc SPIE 1994.
55. Pearce J, Thomsen S. Rate process analysis of thermaldamage. In: Welch AJ, van Gemert MJC (eds) Optical-Thermal Response of Laser-Irradiated Tissue. NewYork: Plenum Press, 1995.
Paper received 20 May 1998;accepted following revision 17 February 1999.
Laser-Activated Solid Protein Solder for Nerve Repair 237





























