Embed Size (px)
Citation preview

MONTREAL 2000 : 53 rd ANNUAL CONFERENCE OF THE CANADIAN GEOTECHNICAL SOCIETY, Vol. 1, ISBN 0-920505-15-5 MONTRÉAL 2000 : 53e CONFÉRENCE DE LA SOCIÉTÉ CANADIENNE DE GÉOTECHNIQUE, Vol. 1
373
MECHANICAL BEHAVIOUR OF CEMENTED PASTE BACKFILL Tikou BELEM, Mostafa BENZAAZOUA and Bruno BUSSIÈRE University of Quebec in Abitibi-Temiscamingue, Unité de recherche et de service en technologie minérale Rouyn-Noranda, Quebec, J9X 5E4 Canada RÉSUMÉ: Le remblai cimenté en pâte est une technologie largement employée par les mines modernes à travers le monde en raison de la sévérité des normes environnementales liées au potentiel de pollution des résidus sulfurés. Cet article traite du comportement mécanique à moyen terme (de 0 à 91 jours) et à long terme (plus de 91 jours) du remblai cimenté en pâte. Deux types de résidu de deux mines polymétalliques canadiennes ont été échantillonnés pour fabriquer des mélanges de remblai avec trois types de liant: à base de ciment Portland (PC), à base de cendres volantes (FP) et à base de scories (SP). Les essais de compression uniaxiale ont montré que d'une part, (qu)SP > (qu)FP ≈ (qu)PC et d'autre part, les résistances mécaniques des remblais en pâte à long terme sont très semblables. Les essais de compression triaxiale ont montré que plus le pourcentage de liant est élevé, plus la cohésion du remblai est élevée et moins l'angle de frottement est grand. ABSTRACT: Cemented paste backfill is a method increasingly used by modern mines throughout the world due to increasingly stringent environmental regulations on sulfur-rich tailings. This paper studies the mechanical behavior of cemented paste backf ill with mid term (up to 91 days) and long term (more than 91 days) curing times. Two Canadian sulfur mine tailings samples were used for making various backfill mixtures with three different types of binder : Portland cement-based binder (PC), fly ash-based binder (FP) and slag-based binder (SP). The uniaxial compression test results showed that (qu)SP > (qu)FP ≈ (qu)PC. These tests also showed that for a given type of binder, the kinetics of hydration depends on the tailings properties while the obtained long-term strengths of the paste backfill are very similar. The triaxial compression test results demonstrate that both the cohesion of the backfill increases and the angle of friction decreases with an increase in the percentage of binder material. 1. INTRODUCTION
Underground mining of deep ore deposits involves economic, environmental and safety challenges for mine operators such as decreases in metals prices, efficient ground s upport, low cost operation and stringent environmental regulations (Viles and Davis 1989, Petrolito et al. 1998, Weaver and Luka 1970, Lawrence 1992, Ouellet et al. 1998). One of the solutions of these challenges is the use of cemented paste backfill as secondary pillars, to ensure the stability of the underground excavations (Thomas et al. 1979, Mitchell and Wong 1982, Mitchell 1989, Stone 1993, Amaratunga and Hein 1997). Backfill is a hardened composite material made from a mixture of mine tailings, hydraulic binders (such as ordinary Portland cement, fly ash, blast furnace slag or a combination of these) and water. The role of hydraulic binders is to generate mechanical strength in the cemented paste backfill. The use of paste backfill is currently practiced in many modern mines throughout the world, and particularly Canada. The two main benefits of paste backfill are lower operating costs and a reduction of the amounts of waste material sent to the tailings facility for disposal. This lessening of the amount of waste in the tailings facility decreases the environmental impact and defers future capital expenditures related to the tailings facility (Barsotti 1978, Hassani and Archibald 1998). Previous work (Lawrence 1992, Ouellet et al. 1998, Mitchell and Wong 1982, Benzaazoua et al. 1999a, Benzaazoua et al. 1999b, Bernier et al. 1999, Benzaazoua and Belem 2000) showed that mechanical properties of cemented backfill depend upon its physical and chemical characteristics such as the
tailings mineralogy and particle size distribution, water content, binder type and its proportion (Lawrence 1992, Stone 1993, Benzaazoua et al. 1999b, Benzaazoua and Belem 2000). These mechanical properties can vary tremendously in the course of curing time. Initially, the paste fill is close to a soft clay, after 28 days of curing time it is similar to a compacted silt and beyond 91 days of curing time it can be harder than a compacted soil and can have a resistance similar to a soft rock like chalk or laterite. The paste backfill must be designed so that it will reach its target compressive strength values at 28 days of curing age and beyond. This can be done by choosing optimal mixtures for each type of tailings. The short and long term mechanical properties will determine the conditions of backfilling and the durability of paste backfill. The optimal mixtures must also take into account the cost of the backfilling operations. A typical operation cost is about 1 Canadian dollar (1 $CAN) per ton of tailings (Hassani and Archibald 1998). This corresponds to a binder proportion of between 3 wt% and 7 wt%. The purpose of this paper is to study the mechanical behavior of cemented backfill relative to the tailings properties, the binder types and their proportions in the course of curing time. Two different mill tailings were sampled and mixed with three different types of hydraulic binder to obtain the paste fill mixtures. In the present study the curing time is arbitrarily subdivided into three periods which are short-term (28 days), mid-term (91 days) and long-term (112 days). The resulting backfill samples were studied at both mid and long term curing times. The 112 day curing time period corresponds to the usual blasting date near the backfilled rooms. The mid term behavior of the
MÉCANIQUE DES ROCHES / ROCK MECHANICS T. Belem et al. SÉANCES TECHNIQUES / TECHNICAL SESSIONS
374
backfill samples was investigated through the uniaxial compressive strength parameter (q u) using uniaxial compression tests and the long-term behavior was investigated through the cohesion (c) and the angle of internal friction ( φ) using triaxial compression tests. 2. MATERIALS AND METHODS 2.1 Materials 2.1.1 Mill tailings sampling Two Canadian mill tailings from polymetallic mines (CT-1 and CT-2) with differing sulfide contents were sampled for the paste backfill preparation. Tailings CT-1 contain approximately 16% sulfur and tailings CT-2 contain about 5% sulfur. The physical properties of these tailings are listed in Table 1. The tailings in sample CT-1 are slightly finer grained than the tailings from sample CT-2.
Table 1. Physical properties of mine tailings.
Parameter Tailings CT-1 Tailings CT-2 Specific gravity Gs 3.30 2.90 D10 (µm) 3.22 4.15 D30 (µm) 10.10 10.90 D50 (µm) 21.62 40.22 D60 (µm) 12.00 14.50 D90 (µm) 98.79 133.92 Cu 3.69 3.45 Cc 11.66 11.53
2.1.2 Hydraulic binders For this study, ordinary Portland cement (TI-Pc) was selected for the basic component for the three different types of binders (mixtures of two types of cement) : the sulfate resistant or Type V Portland cement (TV-Pc) based binder (PC), the fly ash based binder (FP) and the slag based binder (SP). The proportions of each type of cement used for the different binders are tabulated in Table 2. Table 2. Mixture recipes used for the two tailings studied.
Binder type
Binder (%)
Tailings (%)
TI-Pc (%)
TV-Pc (%)
Slag (%)
Fly ash (%)
PC 3 97 1.5 1.5 0 0 PC 4.5 95.5 2.25 2.25 0 0 PC 6 94 3 3 0 0 FP 3 97 1.5 0 0 1.5 FP 4.5 95.5 2.25 0 0 2.25 FP 6 94 3 0 0 3 SP 3 97 0.6 0 2.4 0 SP 4.5 95.5 0.9 0 3.6 0 SP 6 94 1.2 0 4.8 0
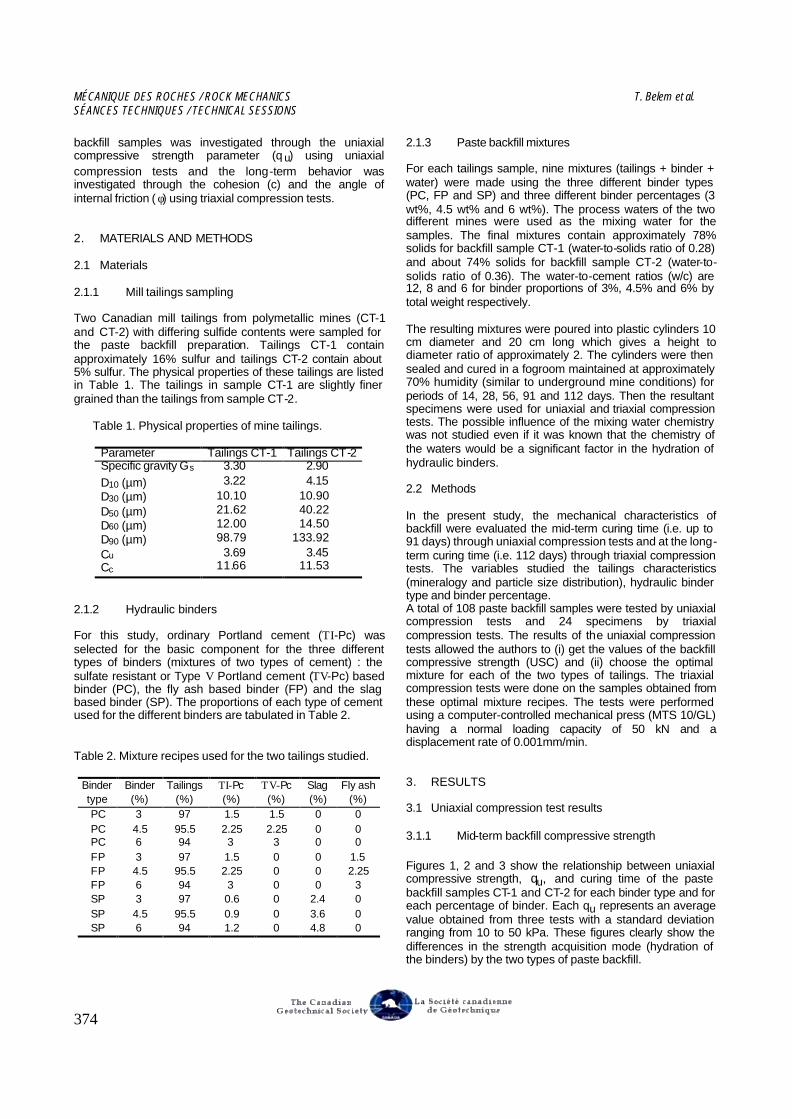
2.1.3 Paste backfill mixtures For each tailings sample, nine mixtures (tailings + binder + water) were made using the three different binder types (PC, FP and SP) and three different binder percentages (3 wt%, 4.5 wt% and 6 wt%). The process waters of the two different mines were used as the mixing water for the samples. The final mixtures contain approximately 78% solids for backfill sample CT-1 (water-to-solids ratio of 0.28) and about 74% solids for backfill sample CT-2 (water-to-solids ratio of 0.36). The water-to-cement ratios (w/c) are 12, 8 and 6 for binder proportions of 3%, 4.5% and 6% by total weight respectively. The resulting mixtures were poured into plastic cylinders 10 cm diameter and 20 cm long which gives a height to diameter ratio of approximately 2. The cylinders were then sealed and cured in a fogroom maintained at approximately 70% humidity (similar to underground mine conditions) for periods of 14, 28, 56, 91 and 112 days. Then the resultant specimens were used for uniaxial and triaxial compression tests. The possible influence of the mixing water chemistry was not studied even if it was known that the chemistry of the waters would be a significant factor in the hydration of hydraulic binders. 2.2 Methods In the present study, the mechanical characteristics of backfill were evaluated the mid-term curing time (i.e. up to 91 days) through uniaxial compression tests and at the long-term curing time (i.e. 112 days) through triaxial compression tests. The variables studied the tailings characteristics (mineralogy and particle size distribution), hydraulic binder type and binder percentage. A total of 108 paste backfill samples were tested by uniaxial compression tests and 24 specimens by triaxial compression tests. The results of the uniaxial compression tests allowed the authors to (i) get the values of the backfill compressive strength (USC) and (ii) choose the optimal mixture for each of the two types of tailings. The triaxial compression tests were done on the samples obtained from these optimal mixture recipes. The tests were performed using a computer-controlled mechanical press (MTS 10/GL) having a normal loading capacity of 50 kN and a displacement rate of 0.001mm/min. 3. RESULTS 3.1 Uniaxial compression test results 3.1.1 Mid-term backfill compressive strength Figures 1, 2 and 3 show the relationship between uniaxial compressive strength, qu, and curing time of the paste backfill samples CT-1 and CT-2 for each binder type and for each percentage of binder. Each qu represents an average value obtained from three tests with a standard deviation ranging from 10 to 50 kPa. These figures clearly show the differences in the strength acquisition mode (hydration of the binders) by the two types of paste backfill.
MONTREAL 2000 : 53 rd ANNUAL CONFERENCE OF THE CANADIAN GEOTECHNICAL SOCIETY, Vol. 1, ISBN 0-920505-15-5 MONTRÉAL 2000 : 53e CONFÉRENCE DE LA SOCIÉTÉ CANADIENNE DE GÉOTECHNIQUE, Vol. 1
375
0
500
1000
1500
2000
2500
3000
3500
4000
0 14 28 42 56 70 84 98 112 126
Curing time (days)
3 wt%4.5 wt%
6 wt%
(a) binder type PC
Com
pres
sive
str
engt
h
,
kPa
q u
0
500
1000
1500
2000
2500
3000
3500
4000
0 14 28 42 56 70 84 98 112 126
Curing time (days)
(b) binder type FP 3 wt%
4.5 wt%6 wt%
Com
pres
sive
str
engt
h
,
kPa
q u
0
500
1000
1500
2000
2500
3000
3500
4000
0 14 28 42 56 70 84 98 112 126
Curing time (days)
(c) binder type SP 3 wt%4.5 wt%
6 wt%
Com
pres
sive
str
engt
h
,
kPa
q u
Figure 1. Variation in qu with curing time for the backfill samples made with the tailings CT-1 using (a) the binder type PC (TI-Pc:TV-Pc), (b) the binder type FP (TI-Pc:Fly ash), and (c) the binder type SP (TI-Pc:Slag).
0
500
1000
1500
2000
2500
3000
3500
4000
0 14 28 42 56 70 84 98 112 126
Curing time (days)
(a) binder type PC 3 wt%4.5 wt%
6 wt%
Com
pres
sive
str
engt
h
,
kPa
q u
0
500
1000
1500
2000
2500
3000
3500
4000
0 14 28 42 56 70 84 98 112 126
Curing time (days)
(b) binder type FP 3 wt%
4.5 wt%6 wt%
Com
pres
sive
str
engt
h
,
kPa
q u
0
500
1000
1500
2000
2500
3000
3500
4000
0 14 28 42 56 70 84 98 112 126
Curing time (days)
(c) binder type SP 3 wt%4.5 wt%
6 wt%
Com
pres
sive
str
engt
h
,
kPa
q u
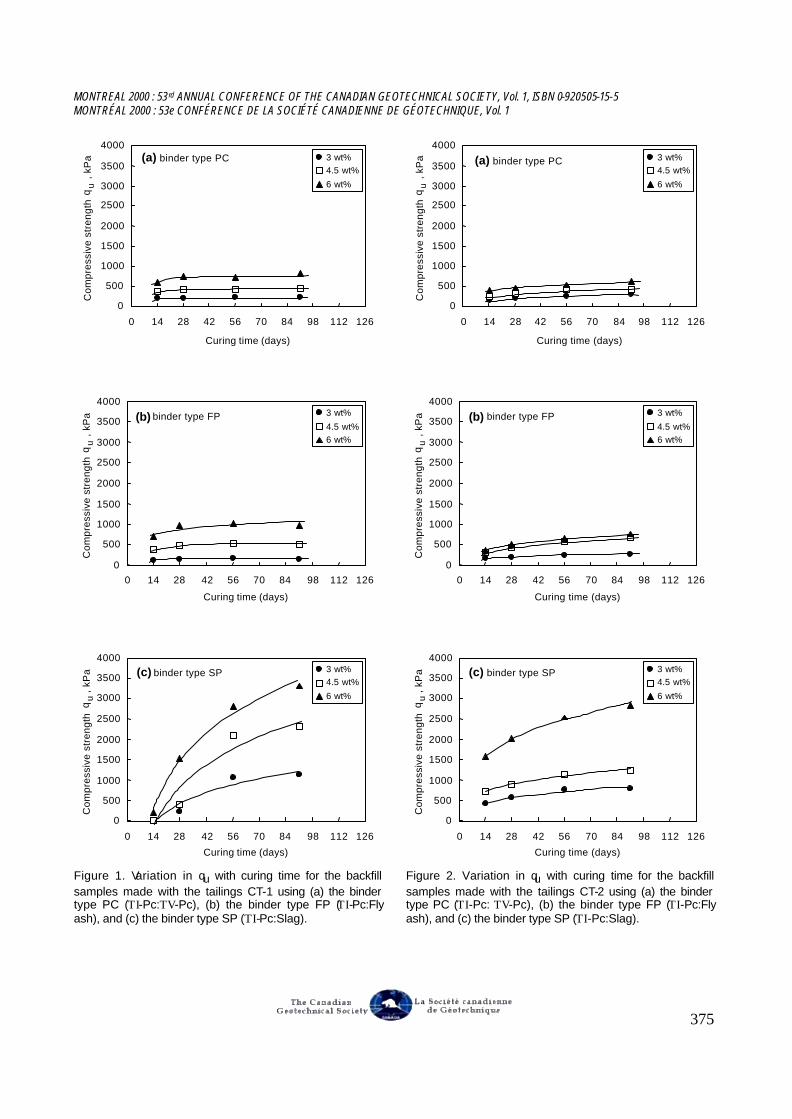
Figure 2. Variation in qu with curing time for the backfill samples made with the tailings CT-2 using (a) the binder type PC (TI-Pc: TV-Pc), (b) the binder type FP (TI-Pc:Fly ash), and (c) the binder type SP (TI-Pc:Slag).
MÉCANIQUE DES ROCHES / ROCK MECHANICS T. Belem et al. SÉANCES TECHNIQUES / TECHNICAL SESSIONS
376
0
500
1000
1500
2000
2500
3000
3500
4000
0 14 28 42 56 70 84 98 112 126 140
Curing time (days)
(a) 3 wt% of binderPC (CT-1)PC (CT-2)FP (CT-1)FP (CT-2)SP (CT-1)SP (CT-2)
Com
pres
sive
str
engt
h
,
kPa
q u
0
500
1000
1500
2000
2500
3000
3500
4000
0 14 28 42 56 70 84 98 112 126 140
Curing time (days)
(b) 4.5 wt% of binderPC (CT-1)PC (CT-2)FP (CT-1)FP (CT-2)SP (CT-1)SP (CT-2)
Com
pres
sive
str
engt
h
,
kPa
q u
0
500
1000
1500
2000
2500
3000
3500
4000
0 14 28 42 56 70 84 98 112 126 140
Curing time (days)
(c) 6 wt% of binder
PC (CT-1)PC (CT-2)FP (CT-1)FP (CT-2)SP (CT-1)SP (CT-2)
Com
pres
sive
str
engt
h
,
kPa
q u
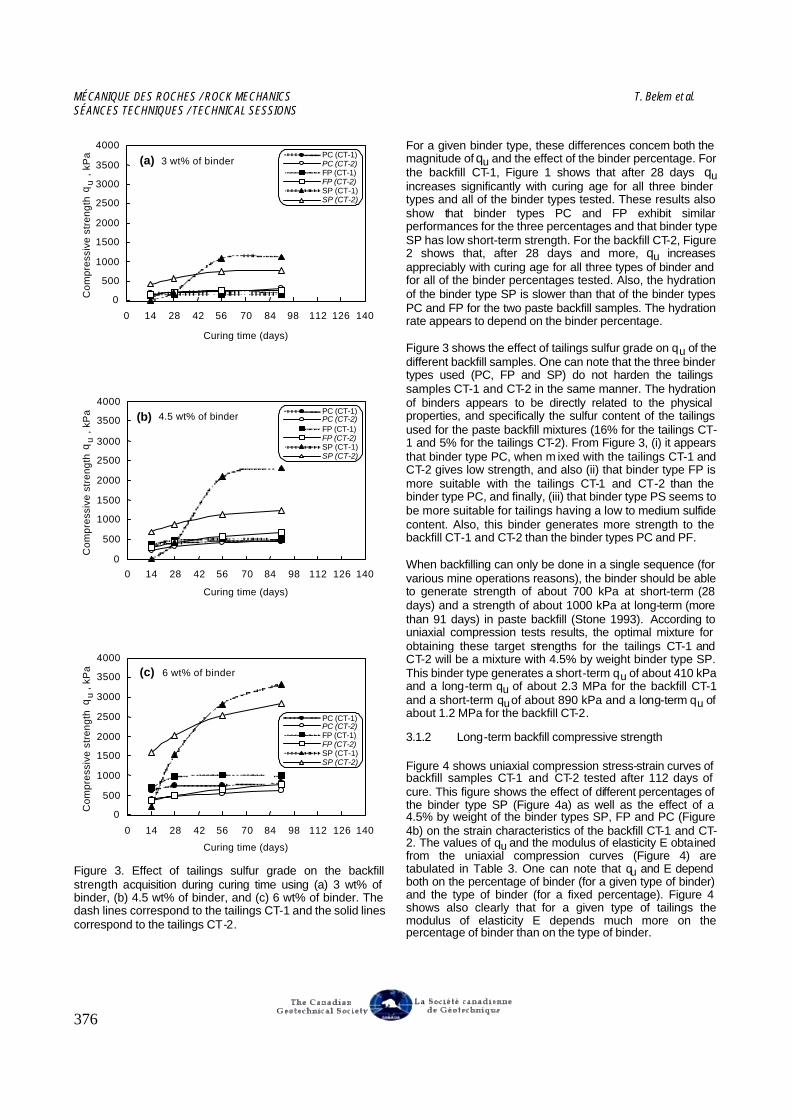
Figure 3. Effect of tailings sulfur grade on the backfill strength acquisition during curing time using (a) 3 wt% of binder, (b) 4.5 wt% of binder, and (c) 6 wt% of binder. The dash lines correspond to the tailings CT-1 and the solid lines correspond to the tailings CT-2.
For a given binder type, these differences concern both the magnitude of qu and the effect of the binder percentage. For the backfill CT-1, Figure 1 shows that after 28 days qu increases significantly with curing age for all three binder types and all of the binder types tested. These results also show that binder types PC and FP exhibit similar performances for the three percentages and that binder type SP has low short-term strength. For the backfill CT-2, Figure 2 shows that, after 28 days and more, qu increases appreciably with curing age for all three types of binder and for all of the binder percentages tested. Also, the hydration of the binder type SP is slower than that of the binder types PC and FP for the two paste backfill samples. The hydration rate appears to depend on the binder percentage. Figure 3 shows the effect of tailings sulfur grade on qu of the different backfill samples. One can note that the three binder types used (PC, FP and SP) do not harden the tailings samples CT-1 and CT-2 in the same manner. The hydration of binders appears to be directly related to the physical properties, and specifically the sulfur content of the tailings used for the paste backfill mixtures (16% for the tailings CT-1 and 5% for the tailings CT-2). From Figure 3, (i) it appears that binder type PC, when m ixed with the tailings CT-1 and CT-2 gives low strength, and also (ii) that binder type FP is more suitable with the tailings CT-1 and CT-2 than the binder type PC, and finally, (iii) that binder type PS seems to be more suitable for tailings having a low to medium sulfide content. Also, this binder generates more strength to the backfill CT-1 and CT-2 than the binder types PC and PF. When backfilling can only be done in a single sequence (for various mine operations reasons), the binder should be able to generate strength of about 700 kPa at short-term (28 days) and a strength of about 1000 kPa at long-term (more than 91 days) in paste backfill (Stone 1993). According to uniaxial compression tests results, the optimal mixture for obtaining these target strengths for the tailings CT-1 and CT-2 will be a mixture with 4.5% by weight binder type SP. This binder type generates a short-term qu of about 410 kPa and a long-term qu of about 2.3 MPa for the backfill CT-1 and a short-term qu of about 890 kPa and a long-term qu of about 1.2 MPa for the backfill CT-2. 3.1.2 Long-term backfill compressive strength Figure 4 shows uniaxial compression stress-strain curves of backfill samples CT-1 and CT-2 tested after 112 days of cure. This figure shows the effect of different percentages of the binder type SP (Figure 4a) as well as the effect of a 4.5% by weight of the binder types SP, FP and PC (Figure 4b) on the strain characteristics of the backfill CT-1 and CT-2. The values of qu and the modulus of elasticity E obtained from the uniaxial compression curves (Figure 4) are tabulated in Table 3. One can note that qu and E depend both on the percentage of binder (for a given type of binder) and the type of binder (for a fixed percentage). Figure 4 shows also clearly that for a given type of tailings the modulus of elasticity E depends much more on the percentage of binder than on the type of binder.
MONTREAL 2000 : 53 rd ANNUAL CONFERENCE OF THE CANADIAN GEOTECHNICAL SOCIETY, Vol. 1, ISBN 0-920505-15-5 MONTRÉAL 2000 : 53e CONFÉRENCE DE LA SOCIÉTÉ CANADIENNE DE GÉOTECHNIQUE, Vol. 1
377
0
500
1000
1500
2000
2500
3000
3500
4000
0 0.5 1 1.5
Axial strain ε1, %
Axi
al s
tres
s σ1
, kP
a
0
200
400
600
800
1000
1200
1400
0 0.5 1 1.5 2
Axial strain ε1, %
Axi
al s
tres
s σ1
, kP
a
(a) (b)Backfill CT-1with binder SP
Backfill CT-2with 4.5 wt%
6 wt%
4.5 wt%
3 wt%
binder SP
binder FP
binder PC
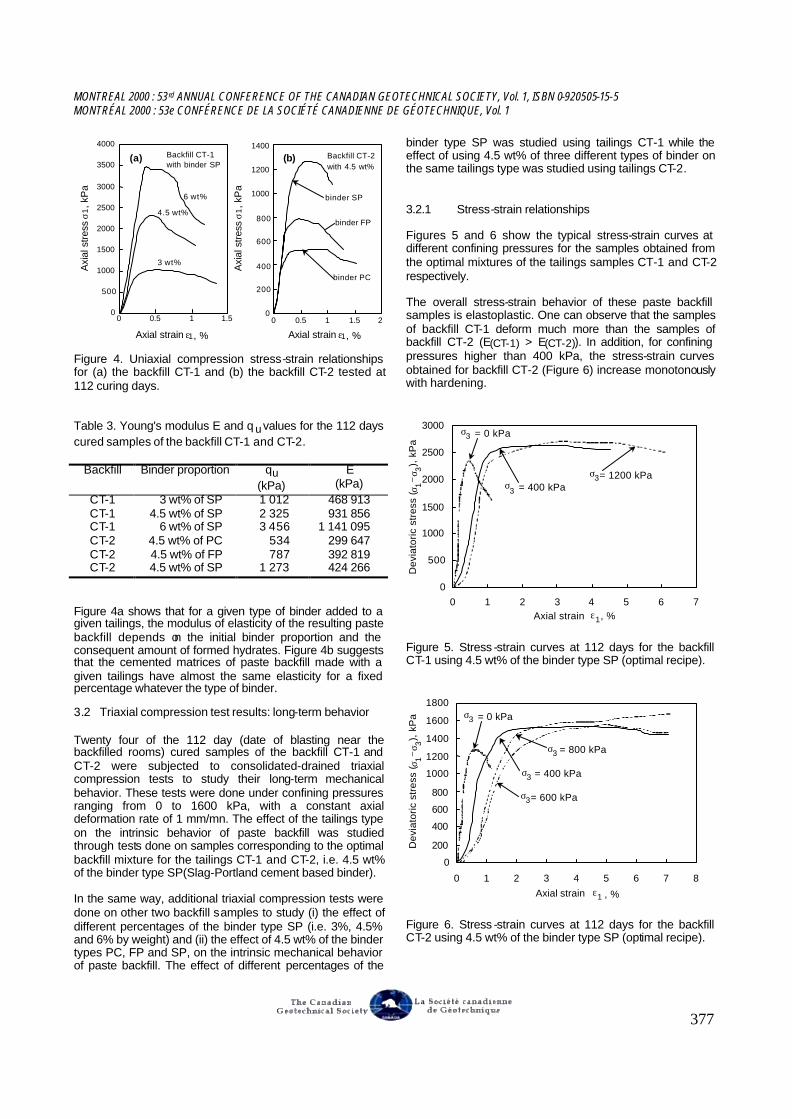
Figure 4. Uniaxial compression stress-strain relationships for (a) the backfill CT-1 and (b) the backfill CT-2 tested at 112 curing days. Table 3. Young's modulus E and q u values for the 112 days cured samples of the backfill CT-1 and CT-2.
Backfill Binder proportion qu (kPa)
E (kPa)
CT-1 3 wt% of SP 1 012 468 913 CT-1 4.5 wt% of SP 2 325 931 856 CT-1 6 wt% of SP 3 456 1 141 095 CT-2 4.5 wt% of PC 534 299 647 CT-2 4.5 wt% of FP 787 392 819 CT-2 4.5 wt% of SP 1 273 424 266
Figure 4a shows that for a given type of binder added to a given tailings, the modulus of elasticity of the resulting paste backfill depends on the initial binder proportion and the consequent amount of formed hydrates. Figure 4b suggests that the cemented matrices of paste backfill made with a given tailings have almost the same elasticity for a fixed percentage whatever the type of binder. 3.2 Triaxial compression test results: long-term behavior Twenty four of the 112 day (date of blasting near the backfilled rooms) cured samples of the backfill CT-1 and CT-2 were subjected to consolidated-drained triaxial compression tests to study their long-term mechanical behavior. These tests were done under confining pressures ranging from 0 to 1600 kPa, with a constant axial deformation rate of 1 mm/mn. The effect of the tailings type on the intrinsic behavior of paste backfill was studied through tests done on samples corresponding to the optimal backfill mixture for the tailings CT-1 and CT-2, i.e. 4.5 wt% of the binder type SP(Slag-Portland cement based binder). In the same way, additional triaxial compression tests were done on other two backfill samples to study (i) the effect of different percentages of the binder type SP (i.e. 3%, 4.5% and 6% by weight) and (ii) the effect of 4.5 wt% of the binder types PC, FP and SP, on the intrinsic mechanical behavior of paste backfill. The effect of different percentages of the
binder type SP was studied using tailings CT-1 while the effect of using 4.5 wt% of three different types of binder on the same tailings type was studied using tailings CT-2. 3.2.1 Stress-strain relationships Figures 5 and 6 show the typical stress-strain curves at different confining pressures for the samples obtained from the optimal mixtures of the tailings samples CT-1 and CT-2 respectively. The overall stress-strain behavior of these paste backfill samples is elastoplastic. One can observe that the samples of backfill CT-1 deform much more than the samples of backfill CT-2 (E(CT-1) > E(CT-2)). In addition, for confining pressures higher than 400 kPa, the stress-strain curves obtained for backfill CT-2 (Figure 6) increase monotonously with hardening.
0
500
1000
1500
2000
2500
3000
0 1 2 3 4 5 6 7Axial strain , %
σ3 = 0 kPa
= 400 kPaσ3
= 1200 kPaσ3
Dev
iato
ric
stre
ss (
−),
kP
aσ 3
σ 1
ε1 Figure 5. Stress -strain curves at 112 days for the backfill CT-1 using 4.5 wt% of the binder type SP (optimal recipe).
0
200
400
600
800
1000
1200
1400
1600
1800
0 1 2 3 4 5 6 7 8
Axial strain , %
σ3 = 0 kPa
= 400 kPaσ3
= 600 kPaσ3
= 800 kPaσ3
Dev
iato
ric
stre
ss (
−),
kP
aσ 3
σ 1
ε1 Figure 6. Stress -strain curves at 112 days for the backfill CT-2 using 4.5 wt% of the binder type SP (optimal recipe).
MÉCANIQUE DES ROCHES / ROCK MECHANICS T. Belem et al. SÉANCES TECHNIQUES / TECHNICAL SESSIONS
378
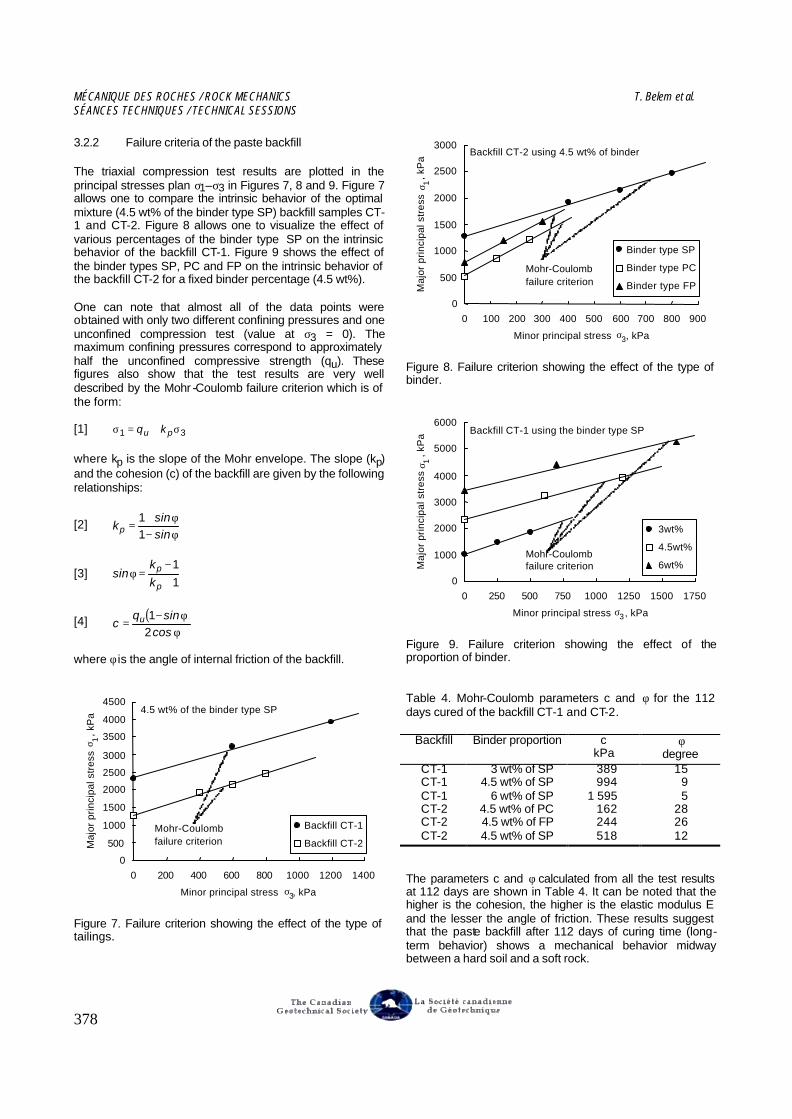
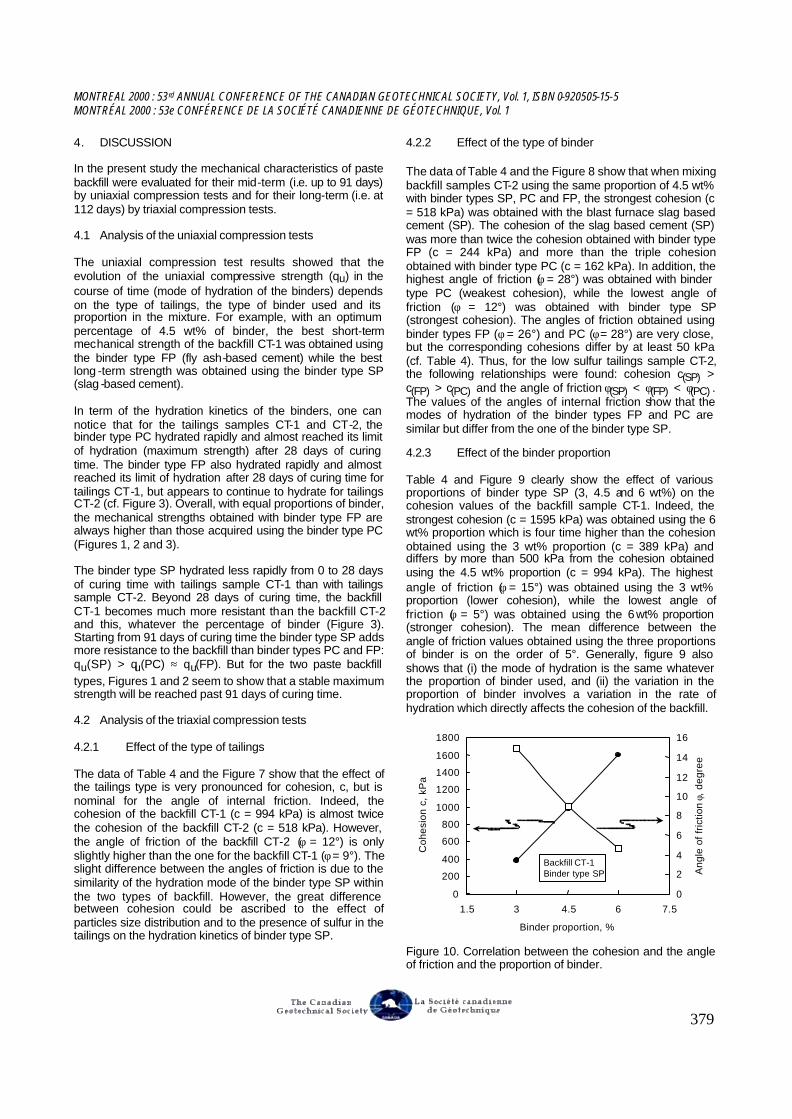
3.2.2 Failure criteria of the paste backfill The triaxial compression test results are plotted in the principal stresses plan σ1–σ3 in Figures 7, 8 and 9. Figure 7 allows one to compare the intrinsic behavior of the optimal mixture (4.5 wt% of the binder type SP) backfill samples CT-1 and CT-2. Figure 8 allows one to visualize the effect of various percentages of the binder type SP on the intrinsic behavior of the backfill CT-1. Figure 9 shows the effect of the binder types SP, PC and FP on the intrinsic behavior of the backfill CT-2 for a fixed binder percentage (4.5 wt%). One can note that almost all of the data points were obtained with only two different confining pressures and one unconfined compression test (value at σ3 = 0). The maximum confining pressures correspond to approximately half the unconfined compressive strength (qu). These figures also show that the test results are very well described by the Mohr -Coulomb failure criterion which is of the form: [1] 31 σ+=σ pu kq where kp is the slope of the Mohr envelope. The slope (kp) and the cohesion (c) of the backfill are given by the following relationships:
[2] φ−φ+
=sinsin
kp 11
[3] 1
1
+−
=φp
p
kk
sin
[4] ( )φ
φ−=
cossinq
c u21
where φ is the angle of internal friction of the backfill.
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 200 400 600 800 1000 1200 1400
Minor principal stress , kPa
Maj
or p
rinc
ipal
str
ess
,
kPa
Backfill CT-1
Backfill CT-2
4.5 wt% of the binder type SP
σ3
σ 1
Mohr-Coulombfailure criterion
Figure 7. Failure criterion showing the effect of the type of tailings.
0
500
1000
1500
2000
2500
3000
0 100 200 300 400 500 600 700 800 900
Minor principal stress , kPa
Maj
or p
rinc
ipal
str
ess
,
kPa
Binder type SP
Binder type PC
Binder type FP
Backfill CT-2 using 4.5 wt% of binder
σ 1
σ3
Mohr-Coulombfailure criterion
Figure 8. Failure criterion showing the effect of the type of binder.
0
1000
2000
3000
4000
5000
6000
0 250 500 750 1000 1250 1500 1750
Minor principal stress , kPa
Maj
or p
rinc
ipal
str
ess
,
kPa
3wt%
4.5wt%
6wt%
Backfill CT-1 using the binder type SP
σ3
σ 1
Mohr-Coulombfailure criterion
Figure 9. Failure criterion showing the effect of the proportion of binder. Table 4. Mohr-Coulomb parameters c and φ for the 112 days cured of the backfill CT-1 and CT-2.
Backfill Binder proportion c kPa
φ degree
CT-1 3 wt% of SP 389 15 CT-1 4.5 wt% of SP 994 9 CT-1 6 wt% of SP 1 595 5 CT-2 4.5 wt% of PC 162 28 CT-2 4.5 wt% of FP 244 26 CT-2 4.5 wt% of SP 518 12
The parameters c and φ calculated from all the test results at 112 days are shown in Table 4. It can be noted that the higher is the cohesion, the higher is the elastic modulus E and the lesser the angle of friction. These results suggest that the paste backfill after 112 days of curing time (long-term behavior) shows a mechanical behavior midway between a hard soil and a soft rock.
MONTREAL 2000 : 53 rd ANNUAL CONFERENCE OF THE CANADIAN GEOTECHNICAL SOCIETY, Vol. 1, ISBN 0-920505-15-5 MONTRÉAL 2000 : 53e CONFÉRENCE DE LA SOCIÉTÉ CANADIENNE DE GÉOTECHNIQUE, Vol. 1
379
4. DISCUSSION In the present study the mechanical characteristics of paste backfill were evaluated for their mid-term (i.e. up to 91 days) by uniaxial compression tests and for their long-term (i.e. at 112 days) by triaxial compression tests. 4.1 Analysis of the uniaxial compression tests The uniaxial compression test results showed that the evolution of the uniaxial compressive strength (qu) in the course of time (mode of hydration of the binders) depends on the type of tailings, the type of binder used and its proportion in the mixture. For example, with an optimum percentage of 4.5 wt% of binder, the best short-term mechanical strength of the backfill CT-1 was obtained using the binder type FP (fly ash-based cement) while the best long -term strength was obtained using the binder type SP (slag -based cement). In term of the hydration kinetics of the binders, one can notice that for the tailings samples CT-1 and CT-2, the binder type PC hydrated rapidly and almost reached its limit of hydration (maximum strength) after 28 days of curing time. The binder type FP also hydrated rapidly and almost reached its limit of hydration after 28 days of curing time for tailings CT-1, but appears to continue to hydrate for tailings CT-2 (cf. Figure 3). Overall, with equal proportions of binder, the mechanical strengths obtained with binder type FP are always higher than those acquired using the binder type PC (Figures 1, 2 and 3). The binder type SP hydrated less rapidly from 0 to 28 days of curing time with tailings sample CT-1 than with tailings sample CT-2. Beyond 28 days of curing time, the backfill CT-1 becomes much more resistant than the backfill CT-2 and this, whatever the percentage of binder (Figure 3). Starting from 91 days of curing time the binder type SP adds more resistance to the backfill than binder types PC and FP: qu(SP) > qu(PC) ≈ qu(FP). But for the two paste backfill types, Figures 1 and 2 seem to show that a stable maximum strength will be reached past 91 days of curing time. 4.2 Analysis of the triaxial compression tests 4.2.1 Effect of the type of tailings The data of Table 4 and the Figure 7 show that the effect of the tailings type is very pronounced for cohesion, c, but is nominal for the angle of internal friction. Indeed, the cohesion of the backfill CT-1 (c = 994 kPa) is almost twice the cohesion of the backfill CT-2 (c = 518 kPa). However, the angle of friction of the backfill CT-2 (φ = 12°) is only slightly higher than the one for the backfill CT-1 (φ = 9°). The slight difference between the angles of friction is due to the similarity of the hydration mode of the binder type SP within the two types of backfill. However, the great difference between cohesion could be ascribed to the effect of particles size distribution and to the presence of sulfur in the tailings on the hydration kinetics of binder type SP.
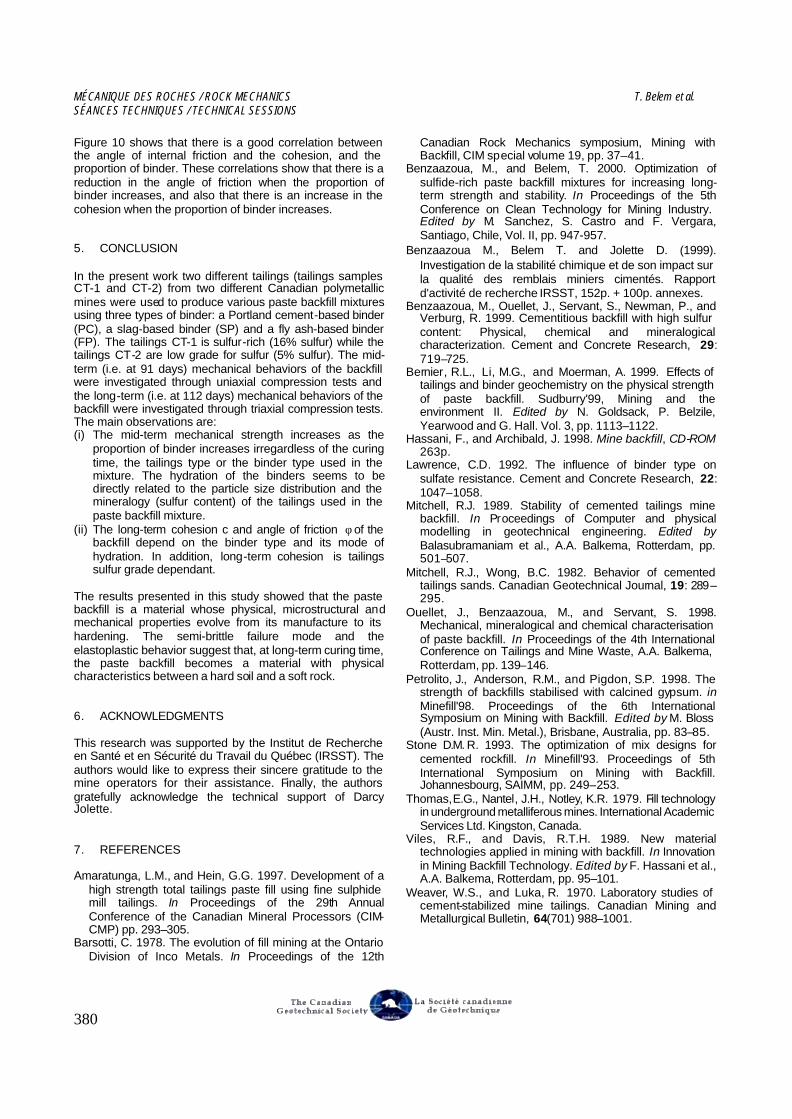
4.2.2 Effect of the type of binder The data of Table 4 and the Figure 8 show that when mixing backfill samples CT-2 using the same proportion of 4.5 wt% with binder types SP, PC and FP, the strongest cohesion (c = 518 kPa) was obtained with the blast furnace slag based cement (SP). The cohesion of the slag based cement (SP) was more than twice the cohesion obtained with binder type FP (c = 244 kPa) and more than the triple cohesion obtained with binder type PC (c = 162 kPa). In addition, the highest angle of friction (φ = 28°) was obtained with binder type PC (weakest cohesion), while the lowest angle of friction (φ = 12°) was obtained with binder type SP (strongest cohesion). The angles of friction obtained using binder types FP (φ = 26°) and PC (φ = 28°) are very close, but the corresponding cohesions differ by at least 50 kPa (cf. Table 4). Thus, for the low sulfur tailings sample CT-2, the following relationships were found: cohesion c(SP) > c(FP) > c(PC) and the angle of friction φ(SP) < φ(FP) < φ(PC) . The values of the angles of internal friction show that the modes of hydration of the binder types FP and PC are similar but differ from the one of the binder type SP. 4.2.3 Effect of the binder proportion Table 4 and Figure 9 clearly show the effect of various proportions of binder type SP (3, 4.5 and 6 wt%) on the cohesion values of the backfill sample CT-1. Indeed, the strongest cohesion (c = 1595 kPa) was obtained using the 6 wt% proportion which is four time higher than the cohesion obtained using the 3 wt% proportion (c = 389 kPa) and differs by more than 500 kPa from the cohesion obtained using the 4.5 wt% proportion (c = 994 kPa). The highest angle of friction (φ = 15°) was obtained using the 3 wt% proportion (lower cohesion), while the lowest angle of friction (φ = 5°) was obtained using the 6 wt% proportion (stronger cohesion). The mean difference between the angle of friction values obtained using the three proportions of binder is on the order of 5°. Generally, figure 9 also shows that (i) the mode of hydration is the same whatever the proportion of binder used, and (ii) the variation in the proportion of binder involves a variation in the rate of hydration which directly affects the cohesion of the backfill.
0
200
400
600
800
1000
1200
1400
1600
1800
1.5 3 4.5 6 7.5
Binder proportion, %
Coh
esio
n c,
kP
a
0
2
4
6
8
10
12
14
16
Ang
le o
f fr
ictio
n φ,
de
gre
e
Backfill CT-1Binder type SP
Figure 10. Correlation between the cohesion and the angle of friction and the proportion of binder.
MÉCANIQUE DES ROCHES / ROCK MECHANICS T. Belem et al. SÉANCES TECHNIQUES / TECHNICAL SESSIONS
380
Figure 10 shows that there is a good correlation between the angle of internal friction and the cohesion, and the proportion of binder. These correlations show that there is a reduction in the angle of friction when the proportion of binder increases, and also that there is an increase in the cohesion when the proportion of binder increases. 5. CONCLUSION In the present work two different tailings (tailings samples CT-1 and CT-2) from two different Canadian polymetallic mines were used to produce various paste backfill mixtures using three types of binder: a Portland cement-based binder (PC), a slag-based binder (SP) and a fly ash-based binder (FP). The tailings CT-1 is sulfur-rich (16% sulfur) while the tailings CT-2 are low grade for sulfur (5% sulfur). The mid-term (i.e. at 91 days) mechanical behaviors of the backfill were investigated through uniaxial compression tests and the long-term (i.e. at 112 days) mechanical behaviors of the backfill were investigated through triaxial compression tests. The main observations are: (i) The mid-term mechanical strength increases as the
proportion of binder increases irregardless of the curing time, the tailings type or the binder type used in the mixture. The hydration of the binders seems to be directly related to the particle size distribution and the mineralogy (sulfur content) of the tailings used in the paste backfill mixture.
(ii) The long-term cohesion c and angle of friction φ of the backfill depend on the binder type and its mode of hydration. In addition, long-term cohesion is tailings sulfur grade dependant.
The results presented in this study showed that the paste backfill is a material whose physical, microstructural and mechanical properties evolve from its manufacture to its hardening. The semi-brittle failure mode and the elastoplastic behavior suggest that, at long-term curing time, the paste backfill becomes a material with physical characteristics between a hard soil and a soft rock. 6. ACKNOWLEDGMENTS This research was supported by the Institut de Recherche en Santé et en Sécurité du Travail du Québec (IRSST). The authors would like to express their sincere gratitude to the mine operators for their assistance. Finally, the authors gratefully acknowledge the technical support of Darcy Jolette. 7. REFERENCES Amaratunga, L.M., and Hein, G.G. 1997. Development of a
high strength total tailings paste fill using fine sulphide mill tailings. In Proceedings of the 29th Annual Conference of the Canadian Mineral Processors (CIM-CMP) pp. 293–305.
Barsotti, C. 1978. The evolution of fill mining at the Ontario Division of Inco Metals. In Proceedings of the 12th
Canadian Rock Mechanics symposium, Mining with Backfill, CIM special volume 19, pp. 37–41.
Benzaazoua, M., and Belem, T. 2000. Optimization of sulfide-rich paste backfill mixtures for increasing long-term strength and stability. In Proceedings of the 5th Conference on Clean Technology for Mining Industry. Edited by M. Sanchez, S. Castro and F. Vergara, Santiago, Chile, Vol. II, pp. 947-957.
Benzaazoua M., Belem T. and Jolette D. (1999). Investigation de la stabilité chimique et de son impact sur la qualité des remblais miniers cimentés. Rapport d'activité de recherche IRSST, 152p. + 100p. annexes.
Benzaazoua, M., Ouellet, J., Servant, S., Newman, P., and Verburg, R. 1999. Cementitious backfill with high sulfur content: Physical, chemical and mineralogical characterization. Cement and Concrete Research, 29: 719–725.
Bernier, R.L., Li, M.G., and Moerman, A. 1999. Effects of tailings and binder geochemistry on the physical strength of paste backfill. Sudburry'99, Mining and the environment II. Edited by N. Goldsack, P. Belzile, Yearwood and G. Hall. Vol. 3, pp. 1113–1122.
Hassani, F., and Archibald, J. 1998. Mine backfill, CD-ROM 263p.
Lawrence, C.D. 1992. The influence of binder type on sulfate resistance. Cement and Concrete Research, 22: 1047–1058.
Mitchell, R.J. 1989. Stability of cemented tailings mine backfill. In Proceedings of Computer and physical modelling in geotechnical engineering. Edited by Balasubramaniam et al., A.A. Balkema, Rotterdam, pp. 501–507.
Mitchell, R.J., Wong, B.C. 1982. Behavior of cemented tailings sands. Canadian Geotechnical Journal, 19: 289–295.
Ouellet, J., Benzaazoua, M., and Servant, S. 1998. Mechanical, mineralogical and chemical characterisation of paste backfill. In Proceedings of the 4th International Conference on Tailings and Mine Waste, A.A. Balkema, Rotterdam, pp. 139–146.
Petrolito, J., Anderson, R.M., and Pigdon, S.P. 1998. The strength of backfills stabilised with calcined gypsum. in Minefill'98. Proceedings of the 6th International Symposium on Mining with Backfill. Edited by M. Bloss (Austr. Inst. Min. Metal.), Brisbane, Australia, pp. 83–85.
Stone D.M. R. 1993. The optimization of mix designs for cemented rockfill. In Minefill'93. Proceedings of 5th International Symposium on Mining with Backfill. Johannesbourg, SAIMM, pp. 249–253.
Thomas, E.G., Nantel, J.H., Notley, K.R. 1979. Fill technology in underground metalliferous mines. International Academic Services Ltd. Kingston, Canada.
Viles, R.F., and Davis, R.T.H. 1989. New material technologies applied in mining with backfill. In Innovation in Mining Backfill Technology. Edited by F. Hassani et al., A.A. Balkema, Rotterdam, pp. 95–101.
Weaver, W.S., and Luka, R. 1970. Laboratory studies of cement-stabilized mine tailings. Canadian Mining and Metallurgical Bulletin, 64(701) 988–1001.





























