Embed Size (px)
Citation preview

Melt-electrospinning of polypropylene with conductive additives
Rajkishore Nayak • Ilias Louis Kyratzis •
Yen Bach Truong • Rajiv Padhye • Lyndon Arnold
Received: 8 April 2012 / Accepted: 7 May 2012 / Published online: 23 May 2012
� Springer Science+Business Media, LLC 2012
Abstract In this paper, the feasibility of fabricating poly-
propylene (PP) nanofibres was investigated using conductive
additives such as sodium oleate (SO) and sodium chloride
(NaCl) during melt-electrospinning. PP of high melt flow
index (MFI = 2000) was used with varying amounts of
additives. The effects of amount of additives on the fibre
diameter and morphology were investigated. The lowest fibre
diameters of 0.371 ± 0.106 and 0.310 ± 0.102 lm were
achieved with 7 % SO and 5 % NaCl, respectively. The fab-
rication of nanofibres was attributed to the increase in the
electrical conductivity with the introduction of the additives.
The increase in the electrical conductivity was greater in the
case of NaCl, due to the smaller ionic size of NaCl. Differ-
ential scanning calorimetry results showed complex melting
behaviour during the heating cycles for the fibres containing
SO; and double melting peaks during the second heating cycle
for the fibres containing NaCl. X-ray diffraction studies
showed the fibres fabricated with the additives contained
lower degrees of crystallinity compared to the as-spun fibre
and the crystallinity was increased after annealing. The fibres
fabricated with the additives contained a-form crystals only
which did not change after annealing. The fibres fabricated
from pure polymer and with the additives were hydrophobic in
nature. The hydrophobicity was marginally decreased with the
addition of SO and NaCl.
Introduction
Nanotechnology is an interdisciplinary area of science and
technology dealing with the materials having dimensions in
the range of 0.1–100 nanometres (nm) [1]. Recently,
nanotechnology has been booming in many important areas
such as medicine, engineering, electronics and textiles. In
fibrous materials it has predominantly come up in the form
of electrospun nanofibres. The process widely used for the
fabrication of nanofibres is electrospinning due to its sim-
plicity and suitability for a variety of polymers [2]. Elec-
trospinning involves the stretching of a polymeric fluid by
electrostatic attraction in the presence of an external elec-
tric field. It can be classified into two groups namely
solution- and melt-electrospinning [3].
Although, several research has been done on solution-,
melt-electrospinning is still in its infancy since the first
work reported by Larrondo and Manley [4–6]. Limiting
constraints associated with melt-electrospinning, such as:
(i) complex equipment [7]; (ii) the problem of electric
discharge [8]; and (iii) intrinsic difficulties involving high
temperature setup, high viscosity and low conductivity of
polymer melts [9] has not drawn researcher’s attention. In
solution electrospinning, the effect of viscosity and elec-
trical conductivity; and the thermal and structural proper-
ties of the fibres have been widely studied [10–12].
However, the amount of work done on the fabrication of
nanofibres of polyolefins in melt-electrospinning and their
structural characterisation is limited.
The main objective of this study is to fabricate uniform
nanofibres of PP in melt-electrospinning using conductive
additives. The effects of varying percentage (wt%) of the
additives on the fibre morphology and diameter have been
investigated. The effects of viscosity and electrical con-
ductivity are also discussed. In addition, the thermal
R. Nayak (&) � I. L. Kyratzis � Y. B. Truong
CSIRO Materials Science and Engineering, Clayton,
VIC 3168, Australia
e-mail: [email protected]
R. Nayak � R. Padhye � L. Arnold
School of Fashion and Textiles, RMIT University, Brunswick,
VIC 3056, Australia
123
J Mater Sci (2012) 47:6387–6396
DOI 10.1007/s10853-012-6563-3

properties, crystalline structures and surface wettability
properties of the fibres were investigated.
Experimental
Materials
PP of 2000 melt flow index (MFI) was used for melt-
electrospinning. The 2000 MFI PP was procured from
Expert Company (China) and was used as received. Before
melt-electrospinning, the PP pellets were converted to fine
powder by cryogenic (liquid nitrogen) grinding [13] in a
grinder (Glenmills, Model 500). The conductive additives
used in this study included sodium oleate (SO) and sodium
chloride (NaCl) as listed in Table 1.
Melt-electrospinning equipment
The equipment used for melt-electrospinning is shown in
Fig. 1. It consisted of five major components: temperature
controller, high voltage power supply, heating-assembly,
syringe pump and collector. The temperature controller
(BTC 909C) was able to control the temperature with an
accuracy of ±2 �C. Temperature was measured using a
K-type thermocouple. Negative voltage was applied to the
collector using a high voltage power supply (Spellman SL
150) with a voltage range of 0–50 kV.
The heating-assembly consisted of a metallic barrel of
10 mm inner diameter and 125 mm length. Heating was
carried out by electrical heating elements housed inside the
barrel. The equipment consisted of a digitally controlled
syringe pump (PHD 2000, Harvard Apparatus) which can
precisely control the polymer melt flow rate. The polymer
melt was pumped with a flow rate of 0.0013 mL/min
through the die. A 0.2 mm circular-protruding (CP) die was
employed for the experiments. The collector was a flat
aluminium plate (150 mm (H) 9 80 mm (W)) overlaid
with aluminium foil on which fibres were collected. The
collector was placed at varied distances of 120, 140 and
150 mm.
The additives were thoroughly mixed (on weight per-
centage, i.e. wt% of 4, 7 and 12) independently with the
polymer powder prior to loading into the barrel for elec-
trospinning. The barrel was preheated up to 200 �C. The
piston was removed and about 4 g of the mixture of
polymer and additive was loaded into the barrel. It was
kept for 10 min in the barrel so that a homogenous melt is
prepared and steady-state is achieved. The piston was
reloaded and the delivery of the polymer melt was initiated.
When the high voltage was applied, the fibres were col-
lected over the aluminium foil.
It has been shown that annealing of the fibres substan-
tially modifies the microstructure [14] and the crystalline
properties of PP [15]. In this study, the effects of annealing
on the thermal and crystalline properties of the electrospun
fibres were investigated by subjecting the fibres to
annealing at 120 �C for 30 min in a hot air oven. The fibres
were cooled to room temperature after annealing.
Characterisation of fibres
The surface morphology of the melt-electrospun fibres was
analysed by Field Emission Scanning Electron Microscopy
(Philips XL30 FE-SEM) with an accelerating voltage of
30 kV. The fibres were placed on stubs and coated with
iridium by using a high resolution ion-beam sputtering
system. Fibre diameters were measured by an image
Table 1 List of additives used in melt-electrospinning experiments
Additives Chemical formula Supplier Molecular weight (g/mol) State
Sodium oleate (SO) British Drug House 304.44 Solid (powder)
Sodium chloride (NaCl) NaCl Merck KGaA 58.44 Solid (crystal)
Fig. 1 Schematic of the equipment used for melt-electrospinning
6388 J Mater Sci (2012) 47:6387–6396
123

processing software (Image J, NIST) using the SEM ima-
ges. The average fibre diameter was determined from at
least 150 measurements from at least 10 SEM images.
The shear viscosity was measured using a rheometer
(Ares) equipped with parallel plates in the dynamic mode.
The shear viscosity of pure polymer and polymers with
additives was determined over a wide range of shear rates
(0.1–100 s-1). Disc samples of about 1 mm thickness were
prepared by using the heat press for the tests. Frequency
scans were performed at 200 �C at 20 % strain. The elec-
trical conductivity of pure polymer and polymers with
additives was measured at elevated temperatures by an
electrometer (Keithley 2612). The configuration used for
the measurement of the electrical conductivity is shown in
Fig. 2. A circular polymer disc was used, which was pre-
pared by using the heat press. The polymer disc was melted
by band heaters at specific temperature. Two electrodes
(separated by 5 mm) were dipped in the melt and con-
nected to the electrometer. The electric current flowing
between the electrodes was measured by applying a vari-
able voltage (0–50 V).
The thermal behaviour of the fibres fabricated with
additives by melt-electrospinning, were analysed by
differential scanning calorimetry (DSC) (Mettler Toledo,
DSC821e). Aluminium crucibles (40 lL) were used for
the samples and as the reference pan. About 5–10 mg of
the sample was heated from room temperature to
250 �C at a heating rate of 10 �C/min followed by
cooling to the room temperature at the same rate. As
polyolefins show significant difference between the first-
and second-DCS heating cycles [16], the fibres were
subjected to a second heating cycle similar to the first.
These fibres were run in the non-isothermal mode of the
equipment. The heating rate of 10 �C/min was selected
as it has been reported to be an optimum rate that does
not influence the shape and character of the melting
endotherm of PP [17].
Thermal degradation of polymers was determined from
the change (decrease) in the molecular weight of the
polymers after melt-electrospinning. The molecular
weights were determined from the intrinsic viscosity (IV).
IV was determined using the solvent Decalin (Decahy-
dronaphthalene) at 135 �C in a calibrated viscometer
(Ubbelohde). The molecular weights (M) of polymers were
calculated from the IV (g) using the Mark Houwink
equation: g½ � ¼ K Ma where K and a are constants with
0.5 B a B 0.8. For PP, the values of K and a are
2.38 9 10-4 and 0.725, respectively [18].
The crystalline properties of the melt-electrospun fibres
were analysed by X-ray diffraction (XRD) (Bruker D8
Advance Diffractometer with CuKa radiation, 40 kV,
40 mA). The diffractometer was equipped with a Lynx-Eye
silicon strip detector to obtain the XRD patterns. The fibres
were scanned over the 2h range of 5–30� with a step size of
0.02� and a count time of 0.4 s per step. Analyses were
performed on the collected XRD data using the Bruker
XRD search match program ‘‘EVATM
’’ and the crystalline
phases were identified using the ICDD-PDF4 ? 2010
powder diffraction database.
The XRD diffractograms were used to evaluate the
crystalline fraction of the fibres. The crystalline and
amorphous scatterings in the diffractogram were separated
from each other by using the technique described in detail
in the literature [19]. Figure 3 shows the XRD diffracto-
gram with appropriate separation between the crystalline
and amorphous sections by drawing a line connecting the
minima between the crystalline peaks. The scatter intensity
above this line (Ic) is from the crystalline region, whereas
the scatter intensity below this line (Ia) is from the amor-
phous region. The integrated area of the crystalline
reflections (Ac) and amorphous background (Aa) were used
for the estimation of crystallinity. The areas (Ac and Aa)
were estimated by curve fitting method using MATLAB 10
software.The degree of crystallinity of the fibres was cal-
culated from the following equation [20]:
Crystallinity ð%Þ
¼ Area of crystalline fraction
Area of crystalline fractionþArea of amorphous fraction� 100
¼ Ac
Ac þ Aa
� 100
It is well known that PP is hydrophobic in nature (i.e.
nonwettable by water). The water contact angle was used
as a measure of the surface wettability. The water contact
angle was measured with a pocket Goniometer (PG-3,
Fibro System) by using 4 lL deionised water drop. PG
software was used to measure the contact angle 5 s after
the drop was applied. The average results of ten readings
per sample were used as the contact angle.Fig. 2 Configuration used for the measurement of electrical
conductivity
J Mater Sci (2012) 47:6387–6396 6389
123

Results and discussion
The surface morphology and diameter distribution plots of
melt-electrospun PP fibres fabricated with the additives
(7 wt%) from 2000 MFI PP (at 48 kV, 200 �C and feed
rate of 0.0013 mL/min) are shown in Fig. 4. It can be
observed from the figure that the fibres fabricated from
pure PP were of micrometer size, circular but varying
diameter. The fibres fabricated with the addition of SO andFig. 3 X-ray diffractogram showing the relative crystalline and
amorphous areas for the estimation of crystallinity
0 2 4 6 8 10 120
20
40
60
80
100
Fibre diameter (μm)F
requ
ency
0 2 4 6 8 10 120
20
40
60
80
100
Fibre diameter (μm)
Fre
quen
cy
AVG : 3.22SDEV : 2.08MIN : 0.5MAX : 9.84
AVG : 0.606SDEV : 0.34MIN : 0.16MAX : 1.78
(a) (b)
0 2 4 6 8 10 120
20
40
60
80
100
Fre
quen
cy
AVG : 0.78SDEV : 0.36MIN : 0.12MAX : 3.68
Fibre diameter (μm)
(c) (d)
(e) (f)
Fig. 4 SEM micrographs of
melt-electrospun PP fibres with
additives (7 %, 48 kV, 200 �C
and feed rate of 0.0013 mL/
min): a pure PP, c PP with 7 %
SO and e PP with 7 % NaCl;
diameter distribution plots of
the fibres: b pure PP, d PP with
7 % SO and f PP with 7 % NaCl
(all the units in lm)
6390 J Mater Sci (2012) 47:6387–6396
123
NaCl were of nanometre diameter and uniform compared
to the fibres fabricated from pure PP.
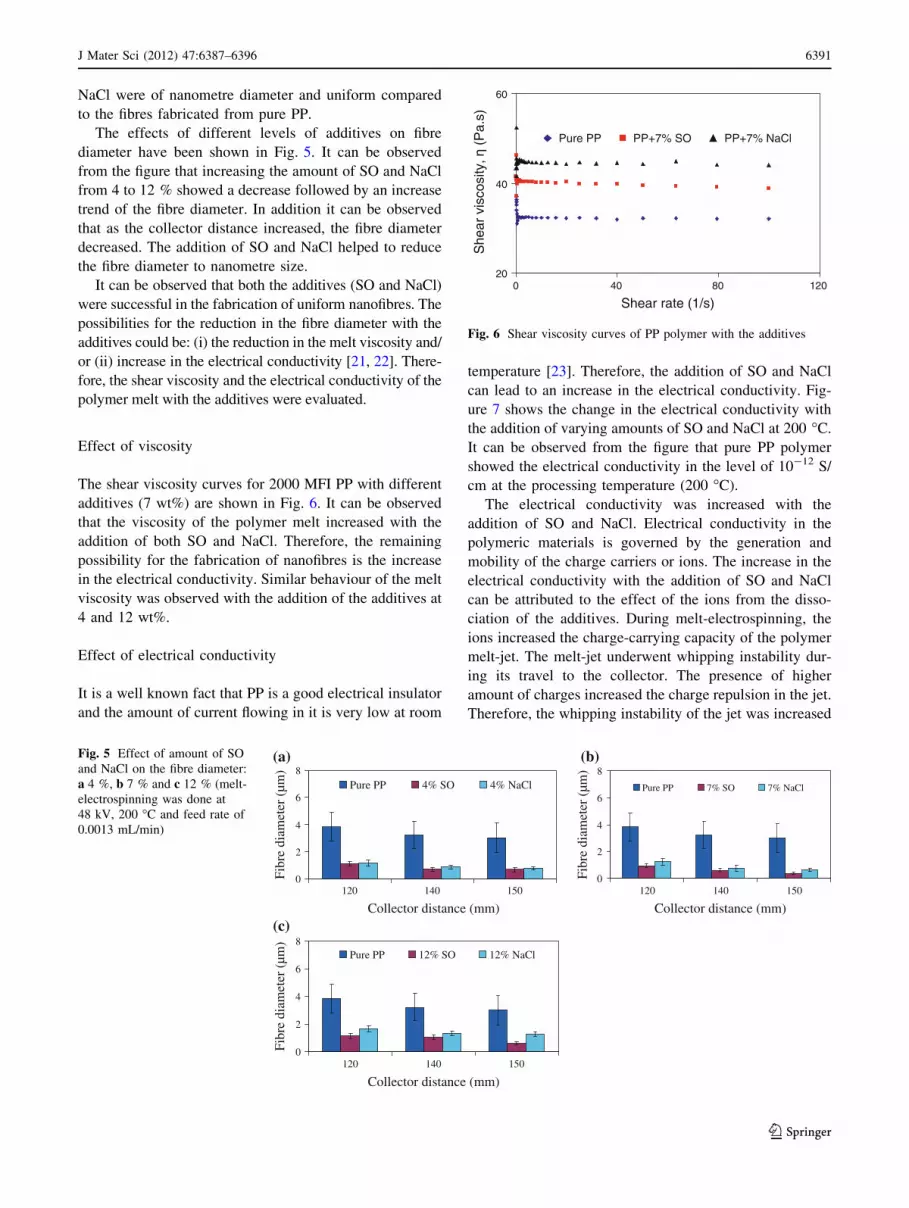
The effects of different levels of additives on fibre
diameter have been shown in Fig. 5. It can be observed
from the figure that increasing the amount of SO and NaCl
from 4 to 12 % showed a decrease followed by an increase
trend of the fibre diameter. In addition it can be observed
that as the collector distance increased, the fibre diameter
decreased. The addition of SO and NaCl helped to reduce
the fibre diameter to nanometre size.
It can be observed that both the additives (SO and NaCl)
were successful in the fabrication of uniform nanofibres. The
possibilities for the reduction in the fibre diameter with the
additives could be: (i) the reduction in the melt viscosity and/
or (ii) increase in the electrical conductivity [21, 22]. There-
fore, the shear viscosity and the electrical conductivity of the
polymer melt with the additives were evaluated.
Effect of viscosity
The shear viscosity curves for 2000 MFI PP with different
additives (7 wt%) are shown in Fig. 6. It can be observed
that the viscosity of the polymer melt increased with the
addition of both SO and NaCl. Therefore, the remaining
possibility for the fabrication of nanofibres is the increase
in the electrical conductivity. Similar behaviour of the melt
viscosity was observed with the addition of the additives at
4 and 12 wt%.
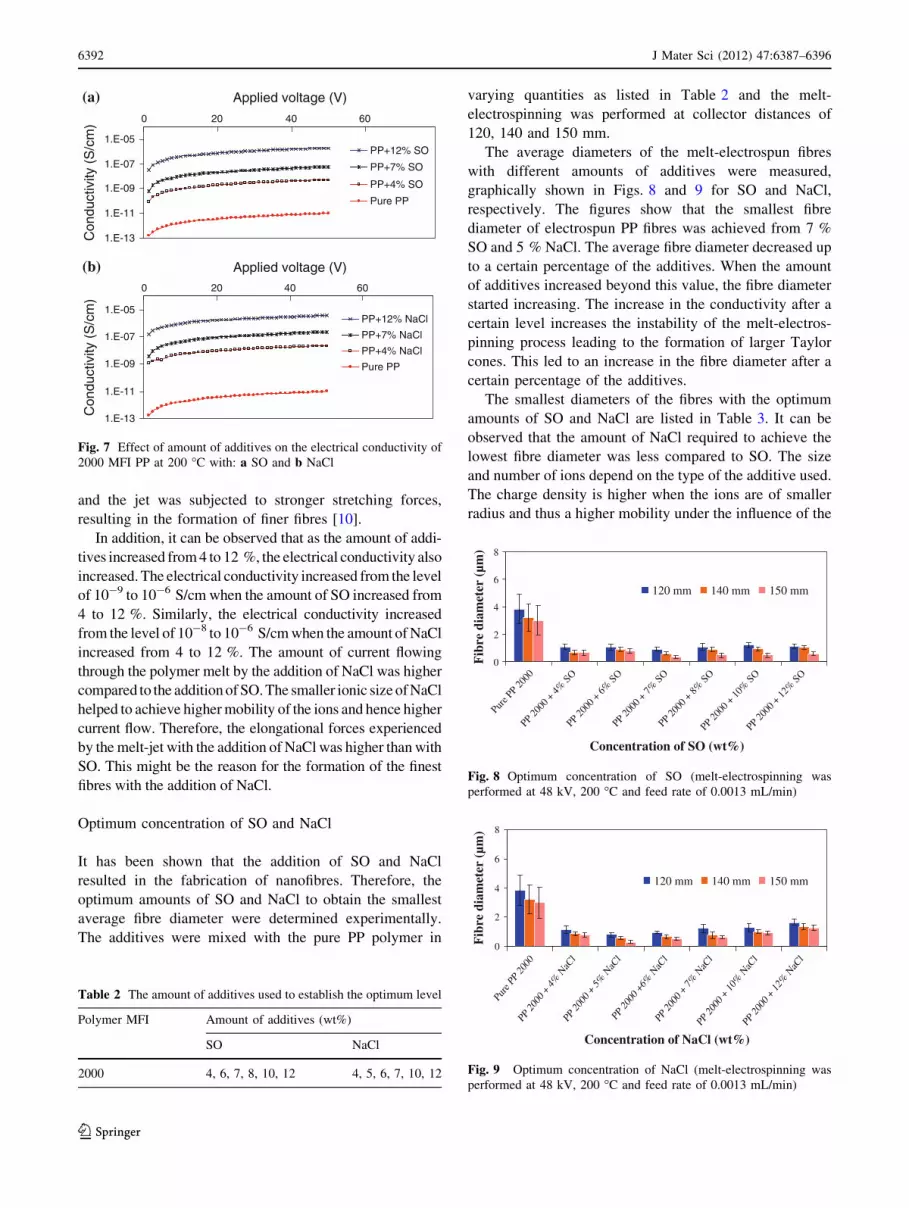
Effect of electrical conductivity
It is a well known fact that PP is a good electrical insulator
and the amount of current flowing in it is very low at room
temperature [23]. Therefore, the addition of SO and NaCl
can lead to an increase in the electrical conductivity. Fig-
ure 7 shows the change in the electrical conductivity with
the addition of varying amounts of SO and NaCl at 200 �C.
It can be observed from the figure that pure PP polymer
showed the electrical conductivity in the level of 10-12 S/
cm at the processing temperature (200 �C).
The electrical conductivity was increased with the
addition of SO and NaCl. Electrical conductivity in the
polymeric materials is governed by the generation and
mobility of the charge carriers or ions. The increase in the
electrical conductivity with the addition of SO and NaCl
can be attributed to the effect of the ions from the disso-
ciation of the additives. During melt-electrospinning, the
ions increased the charge-carrying capacity of the polymer
melt-jet. The melt-jet underwent whipping instability dur-
ing its travel to the collector. The presence of higher
amount of charges increased the charge repulsion in the jet.
Therefore, the whipping instability of the jet was increased
(a)
0
2
4
6
8
120 140 150
Collector distance (mm)
Fibr
e di
amet
er (
µm)
Pure PP 4% SO 4% NaCl
(b)
0
2
4
6
8
120 140 150
Collector distance (mm)
Fibr
e di
amet
er (
µm)
Pure PP 7% SO 7% NaCl
(c)
0
2
4
6
8
120 140 150
Collector distance (mm)
Fibr
e di
amet
er (
µm)
Pure PP 12% SO 12% NaCl
Fig. 5 Effect of amount of SO
and NaCl on the fibre diameter:
a 4 %, b 7 % and c 12 % (melt-
electrospinning was done at
48 kV, 200 �C and feed rate of
0.0013 mL/min)
20
40
60
0 40 80 120
Shear rate (1/s)
She
ar v
isco
sity
, (
Pa.
s)
Pure PP PP+7% SO PP+7% NaCl
Fig. 6 Shear viscosity curves of PP polymer with the additives
J Mater Sci (2012) 47:6387–6396 6391
123
and the jet was subjected to stronger stretching forces,
resulting in the formation of finer fibres [10].
In addition, it can be observed that as the amount of addi-
tives increased from 4 to 12 %, the electrical conductivity also
increased. The electrical conductivity increased from the level
of 10-9 to 10-6 S/cm when the amount of SO increased from
4 to 12 %. Similarly, the electrical conductivity increased
from the level of 10-8 to 10-6 S/cm when the amount of NaCl
increased from 4 to 12 %. The amount of current flowing
through the polymer melt by the addition of NaCl was higher
compared to the addition of SO. The smaller ionic size of NaCl
helped to achieve higher mobility of the ions and hence higher
current flow. Therefore, the elongational forces experienced
by the melt-jet with the addition of NaCl was higher than with
SO. This might be the reason for the formation of the finest
fibres with the addition of NaCl.
Optimum concentration of SO and NaCl
It has been shown that the addition of SO and NaCl
resulted in the fabrication of nanofibres. Therefore, the
optimum amounts of SO and NaCl to obtain the smallest
average fibre diameter were determined experimentally.
The additives were mixed with the pure PP polymer in
varying quantities as listed in Table 2 and the melt-
electrospinning was performed at collector distances of
120, 140 and 150 mm.
The average diameters of the melt-electrospun fibres
with different amounts of additives were measured,
graphically shown in Figs. 8 and 9 for SO and NaCl,
respectively. The figures show that the smallest fibre
diameter of electrospun PP fibres was achieved from 7 %
SO and 5 % NaCl. The average fibre diameter decreased up
to a certain percentage of the additives. When the amount
of additives increased beyond this value, the fibre diameter
started increasing. The increase in the conductivity after a
certain level increases the instability of the melt-electros-
pinning process leading to the formation of larger Taylor
cones. This led to an increase in the fibre diameter after a
certain percentage of the additives.
The smallest diameters of the fibres with the optimum
amounts of SO and NaCl are listed in Table 3. It can be
observed that the amount of NaCl required to achieve the
lowest fibre diameter was less compared to SO. The size
and number of ions depend on the type of the additive used.
The charge density is higher when the ions are of smaller
radius and thus a higher mobility under the influence of the
1.E-13
1.E-11
1.E-09
1.E-07
1.E-05
0 20 40 60
Applied voltage (V)C
ondu
ctiv
ity (
S/c
m)
PP+12% SO
PP+7% SO
PP+4% SO
Pure PP
1.E-13
1.E-11
1.E-09
1.E-07
1.E-05
0 20 40 60
Applied voltage (V)
Con
duct
ivity
(S
/cm
)
PP+12% NaCl
PP+7% NaCl
PP+4% NaCl
Pure PP
(a)
(b)
Fig. 7 Effect of amount of additives on the electrical conductivity of
2000 MFI PP at 200 �C with: a SO and b NaCl
0
2
4
6
8
Pure P
P 2000
PP 2000
+ 4%
SO
PP 2000
+ 6%
SO
PP 2000
+ 7%
SO
PP 2000
+ 8%
SO
PP 2000
+ 10
% S
OPP 20
00 +
12%
SO
Concentration of SO (wt%)
Fib
re d
iam
eter
(µm
)
120 mm 140 mm 150 mm
Fig. 8 Optimum concentration of SO (melt-electrospinning was
performed at 48 kV, 200 �C and feed rate of 0.0013 mL/min)
0
2
4
6
8
Pure
PP
2000
PP 200
0 +
4% N
aCl
PP 200
0 +
5% N
aCl
PP 200
0 +6
% N
aCl
PP 200
0 +
7% N
aCl
PP 200
0 +
10%
NaC
l
PP 200
0 +
12%
NaC
l
Concentration of NaCl (wt%)
Fib
re d
iam
eter
(µm
)
120 mm 140 mm 150 mm
Fig. 9 Optimum concentration of NaCl (melt-electrospinning was
performed at 48 kV, 200 �C and feed rate of 0.0013 mL/min)
Table 2 The amount of additives used to establish the optimum level
Polymer MFI Amount of additives (wt%)
SO NaCl
2000 4, 6, 7, 8, 10, 12 4, 5, 6, 7, 10, 12
6392 J Mater Sci (2012) 47:6387–6396
123

external electric field is obtained. In this case, the lowest
size of the ions from NaCl with higher mobility (compared
to SO) increased the net charge density on the melt-jet.
Therefore, the jet was stretched by a higher amount with
NaCl, resulting in finer fibres. The electrical conductivity
results established the fact that the decrease in the fibre
diameter was contributed by the conductivity.
Thermal properties
DSC was used to analyse the thermal behaviour of the
fibres fabricated by melt-electrospinning with the additives.
Figure 10 shows the DSC thermograms of the fibres fab-
ricated with SO by melt-electrospinning for different
heating/cooling cycles. The thermograms (Fig. 10a: first
heating cycle) indicate that the as-spun fibre exhibited a
melting point of 158.5 �C, whereas the fibres produced
with varying amounts of SO exhibited melting points in the
range of 148–169 �C. In addition, only one endothermic
peak was observed for the as-spun fibre, whereas several
peaks were observed for the fibres produced with SO. The
shape of the endotherms became more complex, showing
multiple peaks as the amount of SO increased.
The cold crystallisation was observed at 109 �C for the
as-spun fibre and in the range of 110.5–112 �C for the
fibres fabricated with different amounts of SO (Fig. 10b:
first cooling cycle). The heating of the fibres for the second
cycle is shown in Fig. 10c. Two peaks were observed for
the as-spun fibre and the fibres fabricated with 4 % SO.
Multiple peaks were observed for the fibres fabricated with
7 and 12 % SO and the shape of the endotherm became
complex (similar to the first cycle), showing multiple
peaks. The complex shape and multiple peaks of the
endotherms in the case of SO can be attributed to the com-
plex melting behaviour of SO, which is shown in Fig. 11.
Table 3 Smallest fibre diameters obtained by melt-electrospinning of
PP with additives
Polymer
MFI
Smallest fibre
diameters (lm)
without additives
Smallest fibre diameters (lm) with
additives
With SO (7%) With NaCl (5%)
2000 3.01 ± 1.07 0.371 ± 0.106 0.310 ± 0.102
(a)
100 150 200 250
Temperature (°C)
←E
ndo
12% SO
7% SO
4% SO
As-spunfibre
(b)
50 100 150 200
Temperature (°C)
←E
ndo
12% SO
7%SO
4% SO
As-spunfibre
(c)
100 150 200 250
Temperature (°C)
←E
ndo
12%SO
7%SO
4%SO
As-spunfibre
Fig. 10 DSC thermograms of melt-electrospun PP fibres with varying amounts of SO: a first heating cycle, b first cooling cycle and c second
heating cycle
Fig. 11 DSC thermogram of pure SO
J Mater Sci (2012) 47:6387–6396 6393
123

A similar melting phenomenon of complex shape and
multiple peaks was observed by Tandon et al. [24] during
the melting of SO.
Figure 12 shows the DSC thermograms of the as-spun
fibres and the fibres fabricated with NaCl by melt-
electrospinning. The thermograms (Fig. 12a) indicated that
the as-spun fibre exhibited a melting point of 158.5 �C
whereas the fibres produced with various amounts of NaCl
exhibited the melting points at about 157–158.5 �C. The
melting point shifted to lower value with 4 % NaCl com-
pared to the as-spun fibre sample while it remained the same
with higher amount of NaCl. This change in the melting
endotherm indicated a change of the crystalline phase. This
can be due to the lowering of the molecular weight possibly
by the thermal degradation during melt-electrospinning.
The cold crystallisation was observed at 109 �C for the
as-spun fibre and 107.6–119 �C for the fibres fabricated
with different amounts of NaCl (Fig. 12b). The DSC
curves for the second heating cycle (Fig. 12c) showed two
peaks for the as-spun fibres and the fibres fabricated with
different amounts of NaCl. The appearance of double peaks
can be attributed to the re-orientation and re-organisation
during melting. The melting points in the second heating
cycle were lower than the melting points in the first. Unlike
the fibres fabricated with SO, the DSC curves of the fibres
fabricated with NaCl do not show two or more peaks in the
first heating cycle. The single melting peak in the first cycle
corresponds to the melting of PP polymer.
Molecular weight or intrinsic viscosity
DSC results revealed some information on the thermal
degradation. Therefore, the molecular weights were mea-
sured. The degree of thermal degradation was compared by
calculating the molecular weights (Table 4) from the IV
values of the fibre samples. It can be observed that for the
as-spun fibres; and the fibres fabricated with SO and NaCl,
the molecular weight was decreased after melt-electros-
pinning, compared to the polymer. This was caused by the
thermal degradation during melt-electrospinning. The
molecular weights were decreased by 5 % for the as-spun
fibre; and 9 and 18 % for the fibres fabricated with 7 % SO
and 7 % NaCl, respectively.
Crystalline properties
The diffraction patterns of the fibres fabricated from 2000
MFI PP are shown in Fig. 13. The diffractograms show the
diffraction peaks of the fibre samples fabricated with var-
ious additives and also the annealed fibres. It can be
observed that all the melt-electrospun fibres produced with
the additives contain relatively lower and broader peaks,
compared to the higher and sharper peaks of PP polymer
and the as-spun fibres. This indicates that the fibre samples
fabricated with additives contain low degrees of crystal-
linity compared to the corresponding PP polymer and
as-spun fibre samples. This is due to the fibres are not fully
(a)
100 150 200 250
Temperature (°C)
←E
ndo
12% NaCl
7% NaCl
4%NaCl
As-spun fibre
(b)
50 100 150 200
Temperature (°C)
12% NaCl
7% NaCl
4% NaCl
As-spunfibre
(c)
100 150 200 250
Temperature (°C)
12% NaCl
7% NaCl
4% NaCl
As-spunfibre
←E
ndo
←E
ndo
Fig. 12 DSC thermograms of
melt-electrospun PP fibres with
varying amounts of NaCl: a first
heating cycle, b first cooling
cycle and c second heating cycle
6394 J Mater Sci (2012) 47:6387–6396
123

crystallised due to their rapid cooling after exit from the
die.
In addition, it can be observed that all the melt-
electrospun fibres fabricated with the additives contain
a-form crystals. The Bragg reflection peaks at 14�, 17�,
18.5�, 21� and 22� correspond to the monoclinic crystals of
PP (a-form) with the indexed plane of (110), (040), (130),
(111) and (041) [25, 26] and a space group of P21/c. In the
fibre samples fabricated with the additives, the a-form
crystals were predominant and no b- or c-form was found
in any of the melt-electrospun fibres. It can also be
observed that the amount of crystallinity of the fibres
increased after annealing. The rapid solidification during
melt-electrospinning prevented the macromolecular chains
from being aligned and crystallites to grow to form the
crystallinity. During annealing there was enough time for
the macromolecular chains to be oriented and crystallites to
grow giving higher crystallinity.
The crystallinity values (%C) have been summarised in
Table 5. As for the as-spun fibres and annealed fibres,
well-defined crystalline peaks were observed, degrees of
crystallinity was higher. The as-spun fibres-contained
crystallinity of 53 %. For the fibres fabricated with SO and
NaCl (7 wt%), the crystallinity values were 37 and 29 %,
respectively. The crystallinity values of the fibres after
annealing were increased to 58, 46 and 41 % for as-spun
fibres; and fibres fabricated with SO and NaCl, respec-
tively. All commercial fibres produced in the industry are
subjected to drawing and heat-setting for the crystallites to
grow. Therefore, commercial fibres posses higher crystal-
linity compared to the values obtained in the current
research.
Surface wettability
It is well known that PP fibres are hydrophobic in nature
(i.e. nonwettable by water) [27]. However, the presence of
the additives, SO and NaCl, which are hydrophilic can alter
the hydrophobicity of the fibres. The water contact angle
was used to study the hydrophobic properties of the fibres.
Figure 14 shows the graphical representation of the water
contact angles of the fibres fabricated with the additives
(7 wt%). It can be observed from the figure that the water
contact angles are [90� for the melt-electrospun fibres,
indicating the hydrophobic nature of PP. The water contact
angle marginally decreased with the additives SO and
NaCl. Unlike a recent study by Cho et al. [28] where super
hydrophobicity was achieved, this study showed lower
Table 4 Molecular weights of
melt-electrospun PP fibresPolymer MFI Mw (g/mol)
Polymer As-spun fibre Fibres with 7 % SO Fibres with 7 % NaCl
2000 55509 52735 50508 45436
5 10 15 20 25 30
Two theta
Inte
nsity
Annealed fibrewith NaClAnnealed fibrewith SOFibre with NaCl
Fibre with SO
As-spun fibre
Polymer
Fig. 13 XRD diffractograms of melt-electrospun PP fibres with the
additives
Table 5 Crystallinity of melt-electrospun PP fibres fabricated with
the additives before and after annealing
Fibre samples Annealing Crystallinity (%)
As-spun fibre Before 53
After 58
Fibres with SO Before 37
After 46
Fibres with NaCl Before 29
After 41
80
100
120
Pure PP PP+7% SO PP+7% NaCl
Fibres with additives
Wat
er c
onta
ct a
ngle
(°)
Fig. 14 Water contact angles of melt-electrospun PP fibres with the
additives
J Mater Sci (2012) 47:6387–6396 6395
123

degree of hydrophobicity. This can be attributed to the
difference in the materials and processes used for the study.
Conclusions
Melt-electrospinning of high melt flow index (2000 MFI)
PP with conductive additives (SO and NaCl) has been
successfully achieved. The addition of SO and NaCl helped
to achieve nanofibres with lowest diameters of 0.371 ±
0.106 and 0.310 ± 0.102 lm, respectively, due to the
increase in the electrical conductivity. The increase in the
electrical conductivity was greater in the case of NaCl than
SO due to the smaller ionic size of NaCl. DSC results
showed complex melting phenomenon during the heating
cycles for the fibres containing SO. Double melting peaks
were obtained during the second heating cycle for the
fibres-containing NaCl. XRD studies showed that the fibres
fabricated with the additives contained lower degrees of
crystallinity compared to the as-spun fibre and the crys-
tallinity was increased after annealing. The fibres fabri-
cated with the additives contained a-form crystals only
which did not change after annealing. The fibres fabricated
from pure polymer and with additives were hydrophobic in
nature and the hydrophobicity was marginally decreased
with the introduction of the additives.
Acknowledgements The technical support from Muthu Pannirsel-
vam and Mike Allan (Rheology and Materials Processing Centre,
School of Civil, Environmental & Chemical Engineering, RMIT
University); Phil Francis, Peter Rummel, Matthew Field and Frank
Antolasic (School of Applied Sciences, RMIT University); Gary
Peeters and Lance Nichols (MSE, CSIRO, Clayton); Mark Greaves
and John Ward (Scanning Electron Microscopy, Digital Imaging &
Surface Analysis Facility of MSE, CSIRO, Clayton); Birendra Singh,
Mark Hickey, Jacinta Poole, Tim Hughes, Russell Varley and Wendy
Tian (MSE, CSIRO, Clayton); Liz Goodall and Winston Liew
(Materials Characterisation Services of MSE, CSIRO, Clayton); and
David Sutton and Peter Kouwenoord (Lyondellbasell) is gratefully
acknowledged.
References
1. Ramakrishna S (2005) An introduction to electrospinning and
nanofibers. World Scientific Pub Co Inc, Singapore
2. Nayak R, Padhye R, Kyratzis IL, Truong Y, Arnold L (2011)
Textile Res J. doi:10.1177/0040517511424524
3. Liu Y, Deng R, Hao M, Yan H, Yang W (2010) Polym Eng Sci
50(10):2074. doi:10.1002/pen.21753
4. Larrondo L, St John Manley R (1981) J Polym Sci 19(6):909
5. Larrondo L, St John Manley R (1981) J Polym Sci 19(6):921
6. Larrondo L, St John Manley R (1981) J Polym Sci 19(6):933
7. Ogata N, Lu G, Iwata T, Yamaguchi S, Nakane K, Ogihara T
(2007) J Appl Polym Sci 104:1368
8. Ogata N, Yamaguchi S, Shimada N, Lu G, Iwata T, Nakane K,
Ogihara T (2007) J Appl Polym Sci 104(3):1640
9. Zhou H, Green T, Joo Y (2006) Polymer 47(21):7497
10. Lin T, Wang H, Wang X (2004) Nanotechnology 15:1375
11. Zong X, Kim K, Fang D, Ran S, Hsiao BS, Chu B (2002)
Polymer 43(16):4403
12. Inai R, Kotaki M, Ramakrishna S (2005) Nanotechnology
16:208
13. Liang S, Hu D, Zhu C, Yu A (2002) Chem Eng Technol
25(4):401
14. Ferrer-Balas D, Maspoch ML, Martinez A, Santana O (2001)
Polymer 42(4):1697
15. Kirshenbaum I, Wilchinsky Z, Groten B (1964) J Appl Polym Sci
8(6):2723
16. Krupa I, Luyt A (2001) Polym Degrad Stab 72(3):505
17. Wochowicz A, Eder M (1984) Polymer 25(9):1268
18. Scholte TG, Meijerink N, Schoffeleers H, Brands A (1984)
J Appl Polym Sci 29(12):3763
19. Frost K, Kaminski D, Kirwan G, Lascaris E, Shanks R (2009)
Carbohydr Polym 78(3):543
20. Farrow G, Preston D (1960) Br J Appl Phys 11:353
21. Hutmacher DW, Dalton PD (2011) Chem Asian J 6(1):44
22. Gora A, Sahay R, Thavasi V, Ramakrishna S (2011) Polym Rev
51(3):265
23. Kim D, Yoshino K (2000) J Phys D Appl Phys 33:464
24. Tandon P, Neubert R, Wartewig S (2000) J Mol Struct
526(1):49
25. Broda J, Wochowicz A (2000) Eur Polymer J 36(6):1283
26. Machado G, Denardin E, Kinast E, Goncalves M, De Luca M,
Teixeira S, Samios D (2005) Eur Polymer J 41(1):129
27. Chung T, Lee S (1997) J Appl Polym Sci 64(3):567
28. Cho D, Zhou H, Cho Y, Audus D, Joo YL (2010) Polymer
51(25):6005
6396 J Mater Sci (2012) 47:6387–6396
123





























