Embed Size (px)
Citation preview

OVERVIEW OF KNITS PROCESSING DEPARTMENT
AND
PROJECT ON WET PROCESSING OF DIFFERENT KNITTED FABRICS
ALOK INDUSTRIES PVT. LTD.
NATIONAL INSTITUTE OF FASHION TECHNOLOGY
-NIDHI SINHA
-PRERNA AGRAWAL
-SNIGDHA

ACKNOWLEDGEMENT
We are highly obliged to Mr. V.H. Gopal, President Corporate affairs and Company Secretary, Alok Ind. Pvt. Ltd., Mumbai, for giving us the opportunity to do our internship in Alok Industries.
We are whole heartedly thankful to Mr. S.S. Aich, CEO, Alok Ind. Pvt. Ltd. Vapi, for letting us do our internship in Alok Industries’ Vapi unit.
We would also like to thank to Mr. S. Jagtap, Plant Head, Knits Processing Department, for his continuous support during our project in Knits Processing department.
We extend our heartfelt gratitude to Mr. Sukhdarshan Singh, Chief Manager, Knits Processing Department, for his kind guidance and unparallel support during the commencement of our project.
We would like to thank all the employees and workers of Knits department, esp. Mr. Mukesh Patil (SedoMaster, dyeing), Mr. Vinit Kumar Singh (Quality Control), Mr. Sanjay Patel (Greige), Mr. Babban Malik and Mr. Shailendra Sharma (PDC), Ms. Pradnya Khairnar (Reconfirmation Lab, Knits), Mr. Dharmendra Rathore (Finishing) for their kind co-operation and continuous help.
Moreover, we are thankful to Mr. G. Goswami, Plant Head, Printing Department, for allowing us to visit his department and gather information related to printing; and Mr. R. Kadam, Testing Lab, Normal Width, for his help.
Last but not the least; we would like to thank Mr. Maneesh Sharma, for his continuous support, and guidance in our project.
Finally, we thank our college faculty and Course Coordinator, Mr. S.S. Ray for his support during our internship period. This project has become a success by the grace of God and our Parents.
Nidhi Sinha, Prerna Agrawal, Snigdha
NIFT, Kolkata
21st June, ‘11
2

CONTENTS
Overview Of Knits Processing Department Introduction Greige Department Dyeing Department Finishing Department
- Mercerization Machine - Corino Machine- Stenter Machine- Compact Machine- Sueding Machine
Folding Department- Quality Assurance- Inspection- Quality Control
Packing Department-Packing Machine
Printing Department- Engraving- Printing- Ageing/ Curing- Washing & Drying
Project On Wet Processing Of Different Knitted Fabrics Lot No. 1 -15
- Process Flow- Greige- Dyeing
(RFD, Dyeing, After Wash off)- Finishing
(Corino, Stenter, Compact)- Folding
(QA, Inspection, Lab Test Report, QC)- Packing & Dispatching
3

KNITS PROCESSING DEPARTMENT (OVERVIEW)
The Marketing Department informs the PPC Department about the order given by the buyer, which includes certain specifications like the count, GSM, fabric type, shade, quantity of fabric, fabric form etc. on the basis of which the PPC Department plans the amount of fabric to be knitted at the Silvassa unit, before it comes to the Vapi unit for processing. The fabric hence processed in the Vapi plant is sent back to either Silvassa unit or Mumbai unit for making garments, or dispatched directly to the buyer.
The main focus here is the wet processing of knitted fabrics in Vapi unit, which has the following departments:-
The greige department receives the knitted fabric from Silvassa unit and makes the batches according to the PO quantity. The quantity of fabric issued at greige (for a particular order) is always more than the order quantity in order to meet the consumption of fabric in the series of processes involved.
The fabric rolls that are received on an average weigh approximately 25-35 kg. Various such rolls, as issued by the greige department, are joined (by overlocking) end to end to make a batch of the required quantity. The rolls are thus opened and
the batch is kept in plated form in trolleys for further movement.
The batches are made instead of using the rolls separately, because the minimum quantity of 1 chamber of dyeing machine is 250 kg. So, the quantity to be fed in one chamber should be approx. 250 kg. Moreover, the finishing machines are also continuous, so larger batches give better output.
Apart from batching, another process takes place in the greige department, i.e. changing open width fabric into tubular form. The fabric having GSM above 200; viscose or modal fabric; or single jersey fabrics above 200 GSM which are to be dyed in darker shades are made tubular. The fabric is double folded and the 2 edges along the length are stitched together to change the fabric into tubular.
4
INTRODUCTION
GREIGE DEPARTMENT

This process is important because in knitted fabrics, the edges curl, which may lead to undyed edges, or patches. So converting the fabric into tubular form increases the dye pick up by exposing the whole fabric properly without curling thus leading to proper dyeing.
There are 2 Topiwala Rope Opening machines, and 1Hsing Cheng Tubular edge stitching machines for double folding tube making.
The average per day entry in greige department is approx. 25 tons and average per day output is approx. 22 tons.
Dyeing is a critical process for knits. The major factor, that decides whether the particular order will be accepted or rejected, is dyeing of the fabric. Therefore to dye knits, rope dyeing using soft flow machines are preferred to avoid improper dyeing or any unnecessary stretch in
the fabric.
Each soft flow dyeing machine has various chambers of capacity 250 kg each. The number of chambers in the machine decides the capacity of the machine. For example, machine having 3 chambers has the capacity of 750 kg; machine with 4 chambers has 1000 kg capacity etc. The dyeing process in the soft flow machines begins with pre-treatment (i.e. RFD), followed by dyeing and after dyeing treatment (i.e. Auto Wash off).
The batch dosing in the machine is done through the machine window in the rope form with one end tied to a magnetic type piece. The piece rotates and pulls the fabric into the machine. The chemicals enter the machine through an auto dispenser system, the programme of which is set by the Sedomaster.
5
DYEING DEPARTMENT
Hsing Cheng Double folding machine

The chemicals used are as follows:-
Serial no. Function Chemical used1 Lubricating agent Primasol JET/ACA, Lanaryl RK2 Peroxide stabilizer Lenetol GLAD3 Wetting agent Lenetol HPLF prm4 Anti- Foaming agent Lenetol FFC5 Sequisting agent Lenapex S, Sirix SAI, 2UDI6 Cleaning agent Caustic flakes7 Bleaching agent Hydrogen per oxide8 Neutralizer Acetic Acid9 Buffer (acidic) Metaxil ATL10 Peroxide killer Metaxil NZPN11 Anti- Creasing agent Depsolube ACA12 Colour Levelling agent Lenetol RDBL13 Dye exhausting agent Vacuum salt14 Dye fixer Soda Ash, Caustic lye15 Alkali Soaping agent Cotoblanc NSR16 Core pHneutralizer Invatex AC, Green Acid17 Dye For cotton:- Amron HF Red HF2BL
Amron HF Yellow HFGR Amron HF NAVY HFBF Amron HF ULTRA RED HR4D Amron HF Blue HFBR Amron HF Amfix Blue R Black Black HR2D Remazol ULTRA YELL RGBN Remazol RGB Ultra Carmine Black Deep Black GWF
For polyester:- Coralene Yellow Brown XF Coralene RUBINE XF2G Coralene Black XF
The above mentioned chemicals are used at different stages of dyeing process; at different concentration for different fabrics and shades; and at different temperatures. The chemicals are dozed, as specified, from the auto dispenser to the side tank and into the machine while the fabric rope rotates on the tied reel in clockwise direction in the machine.
Temperature suitable for: -
Cotton dyeing = 800 C – 850 C Polyester dyeing = 1300 C – 1350 C
The high temperature helps the pores of the fabric to open to absorb the dye properly.
There are 3 major methods for dyeing knits: -
6

Isothermal process: - This process is mainly adopted for medium/ dark shades.
600 C
30 min 20 min 45 min
20 / sec 1-soda 2-soda
300 C DRAIN
Approx process time: - 2 hrs 20 min
MLR for isothermal dyeing = 1:07
Soda Salt combination:
%Shade Salt GPL
Salt GM
10GPL 15 GPL 20 GPL 30GPLSoda 7%
Soda 7%
Soda 10.50%
Soda 10.50%
Soda 14%
Soda 14%
Caustic lye2.1%
0.00 – 0.099
8 0.56 5 ML 5 ML
0.10 – 0.249
10 0.7 5 ML 5 ML
0.25 – 0.49
20 1.4 5 ML 5 ML
0.50 – 0.99
30 2.1 5 ML 5 ML
1.00 – 1.80
40 2.8 5 ML 5 ML
1.80 – 2.99
50 3.5 5 ML 5 ML
3.00 – 3.99
60 4.2 5 ML 5 ML
4.00 – 4.99
70 4.9 5 ML 5 ML
5.00 & above
80 5.6 5 ML 5 ML
Only Black
90 5.6 5 ML
Auxiliary: -
Cotton Auxiliary – Levacol RL (1.0 GPL) – 7 GM dilute up to 100 ML – take 1 ML in each pot.
Buffer Auxiliary – VSB (0.3 GPL) – 2 GM dilute up to 100 ML – take 1 ML in each pot.
Fabric Weight – for Light – Medium shades – 10 GM/ for Dark shades – 9.5 GM
Total Liquor – 1:7
7

Migration Process: - This process is mainly adopted for critical shades only.
850 C
30 min
20 / sec
650 C
5 min 20 min 45 min
1-soda 2-soda
Drain
300 C
Approx. Process time: - 2 hrs 35 min.
MLR for Migration Dyeing = 1:10
Soda Salt combination: -
%Shade Salt GPL
Salt GM
10GPL 15 GPL 20 GPL 1.5 GPLSoda 7%
Soda 7%
Soda 10.50%
Soda 10.50%
Soda 14%
Soda 14%
Caustic lye2.1%
0.00 – 0.099
8 0.8 7.1 ML 7.1 ML
0.10 – 0.249
10 1 7.1 ML 7.1 ML
0.25 – 0.49
20 2 7.1 ML 7.1 ML
0.50 – 0.99
30 3 7.1 ML 7.1 ML
1.00 – 1.99
40 4 7.1 ML 7.1 ML
2.00 – 2.99
50 5 7.1 ML 7.1 ML
3.00 – 3.99
60 6 7.1 ML 7.1 ML
4.00 – 4.99
70 7 7.1 ML 7.1 ML
5.00 & above
80 8 7.1 ML 7.1 ML 7.1 ML
8

Auxiliary: -
Cotton auxiliary – Levacol RL (1.0 GPL) – 7 GM dilute up to 100 ML – take 1.4 ML in each pot.
Buffer Auxiliary – VSB (0.3 GPL) – 2 GM dilute up to 1000 ML – take 1.5 ml in each pot.
Fabric Weight – for Light – Medium shades – 10 GM / for Dark shades – 9.5 GM.
Total liquor = 1:10
Synergy process: - This process, also known as JK process, is invented by the consultant of the Alok, Dr. J. Kumar. In this process, the soda concentration and the salt concentration remain constant. The process has been successful for dark shades, however for lighter shades, it’s still under trial.
The dyes used for dyeing can be of following types: -
Direct Reactive VAT Sulphur Disperse
Out of these only reactive & disperse dyes are used here. The dyeing takes place by ionisation. Both dye as well as fabric has –ve charge. Hence the Na+ ions reduce the ‘-‘range of fabric, thus allowing the dye to penetrate the fabric. The high temperature helps the soda and salt to ionize.
There are 26 dyeing machines of different capacities, which are described as follows:-
9
HOT 800 C
0 30
30-40%
100%
80% 70%
SE
PEFIN
WARM 600 C
0 30 60

SN Machines Make Capacity
1 Athena HT Soft Flow dyeing M/c.-50H-1 SCLAVOS S.A.- Greece Athens 150kgs2 Athena HT Soft Flow dyeing M/c.-50H-2 SCLAVOS S.A.- Greece Athens 150kgs3 Athena HT Soft Flow dyeing M/c.-110H-1 SCLAVOS S.A.- Greece Athens 330kgs4 Athena HT Soft Flow dyeing M/c.-110H-1 SCLAVOS S.A.- Greece Athens 330kgs5 Athena HT Soft Flow dyeing M/c.-250H-1 SCLAVOS S.A.- Greece Athens 750kgs6 Athena HT Soft Flow dyeing M/c.-250H-2 SCLAVOS S.A.- Greece Athens 750kgs7 Athena HT Soft Flow dyeing M/c.-500H-1 SCLAVOS S.A.- Greece Athens 1500kgs8 Athena HT Soft Flow dyeing M/c.-500H-2 SCLAVOS S.A.- Greece Athens 1500kgs9 Athena HT Soft Flow dyeing M/c.-500H-3 SCLAVOS S.A.- Greece Athens 1500kgs10 Athena HT Soft Flow dyeing M/c.-500H-4 SCLAVOS S.A.- Greece Athens 1500kgs11 Athena HT Soft Flow dyeing M/c.-500H-5 SCLAVOS S.A.- Greece Athens 1500kgs12 Athena HT Soft Flow dyeing M/c.-750H-1 SCLAVOS S.A.- Greece Athens 2250kgs13 Athena HT Soft Flow dyeing M/c.-750H-2 SCLAVOS S.A.- Greece Athens 2250kgs14 Athena HT Soft Flow dyeing M/c.-750H-3 SCLAVOS S.A.- Greece Athens 2250kgs15 Athena HT Soft Flow dyeing M/c.-750H-4 SCLAVOS S.A.- Greece Athens 2250kgs16 Athena HT Soft Flow dyeing M/c.-750H-5 SCLAVOS S.A.- Greece Athens 2250kgs17 Athena HT Soft Flow dyeing M/c.-1000H-1 SCLAVOS S.A.- Greece Athens 3000kgs18 Athena HT Soft Flow dyeing M/c.-1000H-2 SCLAVOS S.A.- Greece Athens 3000kgs19 Athena HT Soft Flow dyeing M/c.-1500H SCLAVOS S.A.- Greece Athens 4500kgs20 Fab.Dying M/c.Allfit-30 -1 FONG'S National Eng.co.ltd.,shenzhen 90kgs21 Fab.Dying M/c.Allfit-30 -2 FONG'S National Eng.co.ltd.,shenzhen 90kgs22 Fab.Dying M/c.Allfit-30 -3 FONG'S National Eng.co.ltd.,shenzhen 90kgs23 Fab.Dying M/c.Allfit-1 FONG'S National Eng.co.ltd.,shenzhen 1kg24 Fab.Dying M/c.Allfit-5 FONG'S National Eng.co.ltd.,shenzhen 5kgs25 Fab.Dying M/c.Allfit-10 FONG'S National Eng.co.ltd.,shenzhen 10kgs26 Fab.Dyeing M/c.HSJ-4T FONG'S National Eng.co.ltd.,shenzhen 1000kgs
The purpose of finishing department is to give a finish to the fabric like proper GSM, moisture content, hand feel, look, lustre, softness, stretch etc. or to give special finishes like anti- microbial, anti- odour etc. Even ‘gumming’ and ‘cutting’ of Lycra mix and Viscose fabrics are done while finishing. The fabric is made to pass through different machines, with different chemicals. The department covers the following machines: -
Mercerization Machine Corino Slitting Machine Stenter Machine
10
FINISHING DEPARTMENT

Compactor Machine Sueding Machine
Type of Finish Finishing Chemicals
DWR Finish Asahiguarde 7600, Ceriostar ULD
CHITASON Finish ITO Catalyst SCS NEW, ITOFinish LJSYE NEW, ITOFinish LJM, ITOFinish U 30 NEW
Cool &Comfort with Nanotex
Nenotex H550, Nenotex W110
Silicon based chemical for Peach finish
Sera Wet C- AS, SeraQuest CADC, SeraQuest MPP
Sera based Chemical used for Bulk
Ultratex GMS, Ultratex QS, Ultratex SI
Anti- bacteria with Moisture Management
Anti Microbial EU5772/5, Passerelle DFD
Silicon based chemical used for Bulk
Selater
The various types of special finishes that done here are: -
Mercerization is a treatment for cotton fabric. It is a special finish used on fabrics. It gives fabric a lustrous appearance, softness, strength and eliminates hairiness. It improves the dye pick up of the fabric i.e. makes cotton take up dye better.
Caustic soda and a wetting agent is used to treat the fabric in 3 washes. The first two washes are done at a temp of 900 C. Then, before the third wash, the fabric is neutralized using the following reagents:-
Soda solution = 48 -50% + 50 % water
Wetting agent = Invadine MR
Anti-foaming agent = Pine Oil
The third wash is done at 700 C using the same chemicals as used for first and second washes.
There is 1 Mercerizer / Bleaching machine by Dornier, Germany in the unit.
The fabric is mercerized only when it is asked by the buyer. Otherwise it is dyed unmercerized.
11
MERCERIZATION MACHINE

The fabric after dyeing comes to finishing department and gets treated first in Corino machine. All fabrics irrespective of their type, colour, type of finish, or form passes through Corino machine. The processes that take place on Corino Machine are as follows: -
1) Squeezing- This is done by Rope Squeezer which has a general pressure of 1.0 Bar. It squeezes the fabric rope (as unloaded from dyeing machine) as it enters the machine, to remove extra water.
2) Slitting- This process is only applied if Tubular fabrics are to be converted to Open-Width. This can be done by 2 ways – if it is knitted tubular, then it is siltted using a slitter with an upright fan and sensor; if it is made tubular in Greige then the stitch is manually opened by pulling the thread as the fabric passes.
If the fabric is Open-Width, then it is simply passed through it without slitting.
3) Washing- The fabric is then washed with water to remove any extra dye from the fabric.
4) Squeezing- The fabric is then squeezed by the Padding Mangle which has a general pressure of 5.0 Bar.
5) Plaiting- The fabric then passes through the Plaiter which plaits the fabric into the trolley for further processing. This is important because the fabric may have to be kept waiting before the next process starts, and if it is not plaited then it may get patchy or may develop creases. So it is plaited and kept.
Machine speed may vary depending upon the type of process, or fabric.
12
CORINO SLITTING MACHINE
MERCERIZED
SAMPLE
UNMERCERIZED
SAMPLE
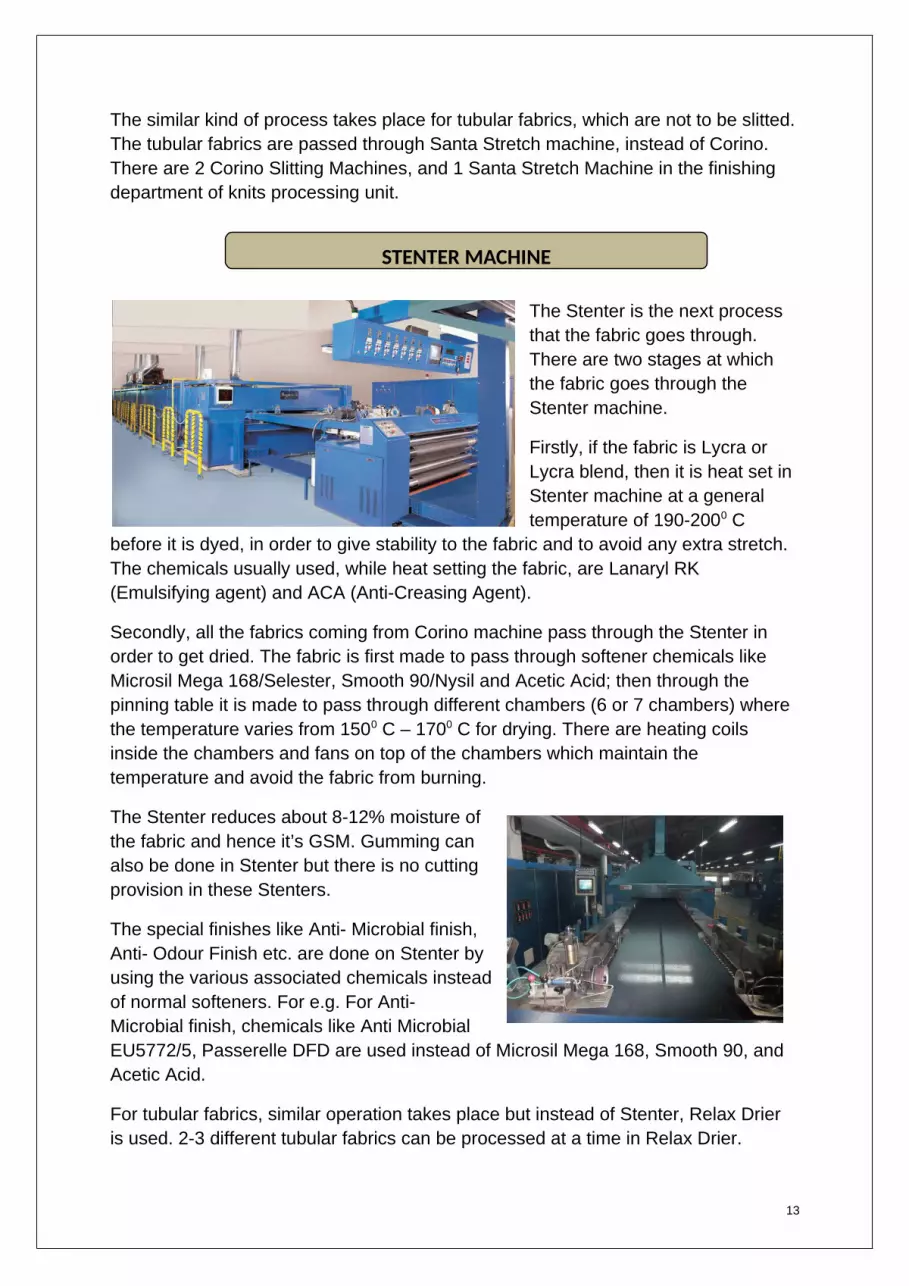
The similar kind of process takes place for tubular fabrics, which are not to be slitted. The tubular fabrics are passed through Santa Stretch machine, instead of Corino. There are 2 Corino Slitting Machines, and 1 Santa Stretch Machine in the finishing department of knits processing unit.
The Stenter is the next process that the fabric goes through. There are two stages at which the fabric goes through the Stenter machine.
Firstly, if the fabric is Lycra or Lycra blend, then it is heat set in Stenter machine at a general temperature of 190-2000 C
before it is dyed, in order to give stability to the fabric and to avoid any extra stretch. The chemicals usually used, while heat setting the fabric, are Lanaryl RK (Emulsifying agent) and ACA (Anti-Creasing Agent).
Secondly, all the fabrics coming from Corino machine pass through the Stenter in order to get dried. The fabric is first made to pass through softener chemicals like Microsil Mega 168/Selester, Smooth 90/Nysil and Acetic Acid; then through the pinning table it is made to pass through different chambers (6 or 7 chambers) where the temperature varies from 1500 C – 1700 C for drying. There are heating coils inside the chambers and fans on top of the chambers which maintain the temperature and avoid the fabric from burning.
The Stenter reduces about 8-12% moisture of the fabric and hence it’s GSM. Gumming can also be done in Stenter but there is no cutting provision in these Stenters.
The special finishes like Anti- Microbial finish, Anti- Odour Finish etc. are done on Stenter by using the various associated chemicals instead of normal softeners. For e.g. For Anti- Microbial finish, chemicals like Anti Microbial EU5772/5, Passerelle DFD are used instead of Microsil Mega 168, Smooth 90, and Acetic Acid.
For tubular fabrics, similar operation takes place but instead of Stenter, Relax Drier is used. 2-3 different tubular fabrics can be processed at a time in Relax Drier.
13
STENTER MACHINE

At the end of Stenter, where the fabric is plaited, Inspection takes place and fabric width, GSM, hand-feel, softness, moisture etc. are inspected. A sample is cut and sent to Quality Assurance Department, where Shade, Chemical, Stretch, Design, handfeel etc. are assured.
There are 4 Stenters and 1 Relax Drier as described below:
2 Sun Super Stenters-ISST-&TP by ILSUNG Machinery co. Ltd., Korea. (7 Chambers)
1 Montex Stenter 6500-6F twin-air by MONFORTS Textile Maschinen GMBH & co., Germany. (7 Chambers)
1 Montex Stenter 6500-6F twin-air by MONFORTS Textile Maschinen GMBH & co., Germany. (6 Chambers)
1 Relax Drier by FONG'S National Eng. co. Ltd., Shenzhen. (8 Chambers)
Compact is the next process which is not compulsory. This machine increases the moisture content by 2-3% and hence the GSM of the fabric. Hence if the GSM needs to be increased, only then the fabric is compacted. Gumming and Cutting of Lycra, Lycra blends, Viscose etc type of fabric also takes place in Compactor Machine. Poly Vinyl Acrylate (PVA) is used as Gum.
The fabric may also be compacted if it’s stretch, spirality, bowing, skewing etc. needs to be corrected.
Sueding machine is a special type of finishing machine that imparts the fabrics with extra smoothness and improves its handfeel. The machine raises the fibres on the surface of the fabric giving it a cottony look. There are drums with bristles that brush the surface of the fabric increasing its hairiness. The major function of the machine is Sharing or levelling the hairiness of the fabric. The parameters that are to be maintained are: -
Speed of the drums, which ranges between 10 – 35 RPM. The more is the GSM of the fabrics, the lower is the speed. Lycra blends are normally not processed in this machine, as it develops permanent creases which cannot be removed even after compacting.
Tension of various parts like Plaiter & Drum, Take in tension, Fabric return tension etc. are to be maintained.
14
COMPACTOR MACHINE
SUEDING MACHINE

This department includes the Quality Assurance, Inspection and Quality Control departments. The fabric after finishing is transferred to folding department, for its quality vigilance.
This is a process which determines whether the fabric so produced meets the customer’s expectations and/or specified requirements or not. For this purpose, at the end of Stenter, a sample of fabric is cut and forwarded to QA department. The QA department matches the Shade, Handfeel, Stretch, Shrink, Chemical, Contamination, Dead Cotton and Design of the fabric with the requirements specified by the buyer.
If the QA report is positive, the fabric is moved ahead, otherwise it is held back to repair the faults. The QA report flows along with the batch card of the lot.
The next process after QA is Inspection, which is done on Inspection Tables. The company adopts 4-Point Inspection System.
This test method describes a procedure to establish a numerical designation for grading of fabrics from a visual inspection. It may be used for the delivery and acceptance of fabrics with requirements mutually agreed upon by the purchaser and the supplier. This system does not establish a quality level for a given product, but rather provides a means of defining defects according to their severity by assigning demerit point values. The length of defect is used to determine the penalty points.
The defect demerit points are as follows:
Length of Defect Demerit pointUp to 3 inches 1>3 inches <6 inches 2>6 inches <9 inches 3>9 inches 4
15
FOLDING DEPARTMENT
QUALITY ASSURANCE
INSPECTION & QUALITY CONTROL

The four-point system derives its name from the basic grading rule that a maximum of four penalty points can be assessed for any single defect and that no linear meter can be assigned more than four points regardless of the number of defects within that piece.
Only major defects are considered. A major defect is any defect, if found on a finished product, would classify the product as B-grade.
Any defect of continuous nature, or a severe defect shall be assigned 4 points for each meter in which it occurs.
The maximum penalty for any one meter shall not be more than 4 points.
There are 15 inspection machines in this unit, which are described as below:
2 Testa Inspection Machines from Italy 13 Hsing Cheng Inspection Machines from Taiwan
The procedure for inspection is given as under:
Physical Quality Inspection Procedure:
Inspection equipment requirements:-
Both fabric supplier & garment maker should have inspection machines.
Flat surface supplies/ viewing area
Variable speed drive & yardage/meter counter
Undercarriage light
Overhead light
Clean inspection frame
Free of any sharp edges or other condition that could damage fabric.
Tension free positive driven machines for knitted fabrics.
Inspection speed should not exceed 20 yards per minute.
Fabric physical quality inspection procedure
Inspection lighting
Examination & grading performed with overhead direct lighting.
Overhead direct lighting mounted parallel to the viewing surface.
16

Inspection frame tilted to let fabric pass at an angle of 45-60 degrees to the
horizontal.
Overhead CWF lighting should provide an illumination level of a maximum of
100 foot candles (1075 lux) on the surface of fabric.
Back-light (or undercarriage light) only used on an exception basis for specific
types of faults.
In no case should fabric be rejected for faults only visible with the backlight if;
I. The fault is not visible in garment form as would normally be worn and
II. The fault will not cause the fabric or garment to fail in its use
Forms of inspection (ASTMD 3940 93)
Following are the various defects due found at the time of inspection: -
Abrasion mark
Barre
Bow
Coarse end/pick
Colour fly/fly waste
Dead cotton/ (trash)
Double end/ pick
End out
Fine end
Hole
Dark-in
Loose/ tight course
Misprint
Needle line
Pills
Alien (foreign) fibre
Bird’s eye
Broken end /pick
Colour bleeding/staining
Colour smear
Crease mark
Doctor streak
Dropped stitch
Filling bar
Fuzzy
Harness misdraw (reed misdraw)
Knot
Mispick
Misregister
Open reed (Reed mark)
Sanforizing mark
Set mark(stop mark)
Skew
Slub
Snag
Stain
Temple mark
Tight end/pick
Uneven dyeing
Warp streak
Wrinkle
Scalloped selvage
Shuffle mark
Slack end/ pick
17

Slug
Soiled end/filling/yarn
Thick/thin place
Uneven weaving
Wavy cloth
Thin filling/ end
Tight (slack/wavy) selvage
Following are some samples of defects found in knits: -
Thick and thin place Yarn
Patta
Selvage to Selvage Shade Variation Roll to Roll
Shade Variation
18

Hairiness Contamination
Needle Marks Needle Line
Colour bleeding Staining
19

Misprint Print Shift
Crease Mark Dead Cotton
20

Uneven Dyeing Abrasion Mark
Holes Colour Patches
Slub Misprint
21

Printing is a separate department where printing of knits, woven, and wider width (i.e. home furnishing) takes place under one roof. There are 2 types of printing that are carried out here: Rotary Screen Printing and Digital Printing which can be pigment print, reactive print, pigment discharge print or vat print.
Rotary screen printing is the prime printing process that is
employed for maximum bulk printing. The process flow for printing
via rotary screen printing is as follows:
Engraving
Printing
Ageing/ Curing
Washing
Finishing
Engraving is the process of preparing the screen for printing. The
screen that are used here are of 4 different circumferences i.e. 640
mm, 819 mm, 914 mm, 1015 mm and 3 different widths i.e. 3500
mm, 3000 mm, 2000 mm. 640 mm and 2000 mm is the most
commonly used size of screen for printing normal width fabrics.
The screen, made up of nickel, comes in a flat box. 2 rings of
required circumference are attached at the 2 ends, making it into a
tube, which is then kept in Curing Oven/ Polymerizer for 2 hours
for Curing or Setting the shape of the cylindrical screen. It is put in
Degreasing Tank for removing any impurities.
22
PRINTING DEPARTMENT
ENGRAVING

Next the screen is coated with a Photo Emulsion Chemical in
Screen Coating Tank, and dried in Climatizer for 20 min to dry the
coating, only dry enough to be washed off easily with water. The
colour of the screen turns green form white.
The design to be printed is separated colour wise, and one screen
is prepared for one colour of the design. 12-14 colours can be
printed at a time in the rotary screen printing machine available
there. The separated design is sent to the computer which controls
the Engraver. The time is set for printing which varies according to
the design. The design is printed, with Black colour, on the screen
by CST Inkjet Engraver. The printer moves in the forward direction
and the screen rotates in its place.
Then UV emitter in the Printer emits UV light in the same way as
the printer works, thus hardening the Photo Emulsion Chemical,
except in the areas which are printed black. Then, in the WET
Area, the Photo Emulsion Chemical, which was not hardened i.e.
the printed areas, are washed off with water, exposing the screen
beneath. The colour of the screen turns blue from green.
Then it is scanned in the light for any design portion which has not
been freed from the chemical, and cured by hand. It is then placed
in the Polymerizer/ Curing Oven again for 2 hours to harden the
screen in its shape. After final curing, the screen turns green in
colour. After it is cured, it is ready for use in the rotary printing
machine.
Depending upon the intricacy of the design, the density of the
screen varies from 40 dots per linear inch to 155 dots per linear
inch, out of which 80, 105, 155 dots per linear inch are most
commonly used.
The screens after use are stored for 90 days if in case the order is
repeated. After that, the screens are stripped i.e. the chemical, the
design etc are removed from the screen. The stripping tank
23

contains chemicals like LV-20, LS-5, and ultrasonic waves, which
help in stripping. After stripping, the screen is checked for its
thickness, strength, etc. and is reused accordingly.
There is 1 Curing Oven, 1 screen coating tank, 1 Climatizer, 2
CST Inkjet Engraver, 1 degreasing tank in this unit.
The screens thus prepared are taken to Rotary Printing machine
for printing. There are 4 Rotary printing machines in the unit:-
1 Laxmi Printing m/c, India – 12 colours.
1 Reggiani Rotary Printing m/c, Italy – 12 colours, for wider
width fabric, normal width fabric and knits.
1 Reggiani Rotary Printing m/c, Italy – 12 colours, Touch-
screen, for wider width fabric, normal width fabric and knits.
1 Reggiani Rotary Printing m/c, Italy – 14 colours, Touch-
screen, for normal width fabric and knits.
The fabric, as it enters the machine, first goes through the
cleaning zone which consists of brushing bristles and suction
pumps. After cleaning, the fabric goes through the gumming
region, where the belt of the machine is gummed so that the fabric
sticks on the belt and does not shift from its place while printing.
Then the fabric passes through the printing heads, where the
rotary engraved screens are attached in the order of darker to
lighter shades. The pressure of 4.0 Bar is applied on the printing
heads when they are in action. There are magnetic rods of 8 mm
to 20 mm diameter, present under the belt of the machine, and
24
PRINTING

steel rods are inserted inside the screens along with the squeezee
which are attached to the pumps that pump the colours in the
inside of the screen. The magnetic rods attract the steel rod inside
the screen with a pressure of 4.0 Bar and simultaneously the
pumps pump the colours inside the squeezee, the steel rod
presses the squeezee and the colour is released, passes through
the pores of the screen onto the fabric.
Then the fabric passes through the drying section, which dries the
print. The heating takes place by heating oil. The drying takes
place in loop form i.e. the fabric takes 3 or 5 turns inside the
chamber and dries the print at a temperature of about 1500 C. At a
time, 50 m of cloth remains inside the chamber, while drying. Then
the fabric is rolled (if woven) or plaited in the trolley (if knitted) and
transferred to the next department.
Ageing is the process applied for Reactive prints for developing
the colour of the print. Curing is the process applied for Pigment
prints for fixing the colour of the print.
The basic difference between the two processes are that Curing
does not use steam and is dry heating process, where as Ageing
uses steam and is moist heating process. This process is carried
out in Polymerizer or Curing Oven which has chambers.
The fabric moves inside the chambers in loop form as shown in
the diagram below:
25
AGEING/ CURING
Fabric
Chamber

Loop height is 90% of the chamber. At a time, 120 m fabric
remains inside.
In Curing, binder is used for fixing the colour. Colour to binder ratio
is 1:3.
Temp. = 1500 C in 2 Chambers
Dwell time = 6 min
Steam = 0 kg
In Ageing,
Temp. = 1020 C
Dwell time = 6 min
Steam = 1200 kg/hr
There are 2 Polymerizers or Curing Ovens of Arioli Blue Pager,
Germany.
After fixing the colour of the print, the fabric is washed in Soaper/
Washer. The fabric passes through padder which has chemicals to
wash the fabric, then through UV flasher which develops colour
during washing, and then through dryer which has 1500 C temp for
discharge print and any temp for pigment print. The fabric is then
rolled (if woven) or plaited (if knitted) and transferred to the
respective departments for finishing.
There are 2 soapers in this unit: -
1 Arioli Soaping Machine, Germany
1 Benninger Soaping Machine, Japan
26
WASHING & DRYING

PROJECT TOPIC:-
27

WET PROCESSING OF KNITTED
FABRICS LIKE SINGLE
JERSEY, RIB, INTERLOCK, LYCRA ETC.
28

P.O.: - 037475
S.O.: -22327
Customer Name: - MAS Intimates Thurulie (Pvt.) Ltd.
Buyer Name: - M&S (Dept T 61)
Material: - 40s FT Cotton + 20D Spandex (92% CT + 8% ELS)
Fabric: - Single Jersey Lycra
Process Flow
29
Greige (Batch Making)
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter3. Compact Machine
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
Stenter (Heat Setting)
LOT NO -1

GREIGE:-
P.O.: - 109320037475
Shade: - Heather MSCC47766A
Material: - 40s FT Cotton + 20D Spandex (92% CT + 8% ELS)
Sort No.: - AK13705FG
Order Quantity: - 324 kg
Greige issue: - 380 kg
Greige GSM: - 160.0
Required GSM: - 155.0
Gauge: - 28
Meter/Kg: - 3.84
Diameter: - 30”
Rolls consumed: - 11
Ropes Prepared: - 02
Lot No.: - K49122
Knit Lot No.: - SJNO3028-11-0055
Yarn Lot No.: - /3LH1000073
Rope1:-
Rolls consumed: - 5
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 152.630 kg
Rope2:-
Rolls consumed: - 6
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 181.400 kg
Total Quantity: - 334.030 kg
Length: - 1283 m
Date: - 25/05/2011
30

STENTER (HEAT SETTING): -Quantity: -380 kg
Shade: - Heather MSCC47766A
Machine: - ILSUNG Stenter 1 (Heat Set)
Chamber Temperature: -
Chamber 1
Chamber 2
Chamber 3
Chamber4 Chamber 5
Chamber 6
Chamber 7
200oC 200oC 200oC 200oC 200oC 200oC 200oC
Chain Width: - 172 cm
Over Feeding: - 40 %
Pinning: - 20-25 %
Nip Pressure: - 3 Bar
Machine Speed: - 13 m/min
Final GSM: - 187
Final Width: - 175 cm
Start Time: - 6:00 p.m.
End Time: - 6:30 p.m.
DYEING:-
P.O.: - 37475
Quantity: - 380 kg
Machine No.: - 500 H – 3
Shade: - Heather MSCC47766A
Lab Dip No.: M-52180930 B
Start Time: - 9:24 a.m. End Time: -1:00 a.m.
Loading: - 380 kg
31

Under loading: - 24 % (To compensate for the stretching of fabric)
Theor Water: - 440 min
32

Dyeing Method: - Isothermal
MLR: - 1:07
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: -194 min
Water consumed: - 12, 958 l
RFD sample:
Peroxide: - Nil
Absorbency: - Good (2.5 sec)
Hardness: - 50 ppm
Before dyeing pH: - 6.02SAMPLE
2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeAm. Yellow HFGR 0.089% 0.118%Am. Red HF2BL 0.47% 0.453%Am. Blue HFBR 0.418% 0.43%
Common salt (NaCl) 30 g/l 30 g/lCaustic lye(NaOH) 5 g/l 5 g/lSoda Ash(Na2CO3) 0.5 g/l 0.5g/l
Topping Recipe: -
Material ConcentrationAm. Yellow HFGR 0.26%Am. Red HF2BL 0.312%Am. Blue HFBR 0.172%
Common salt (NaCl) 30 g/lCaustic lye(NaOH) 5 g/lSoda Ash(Na2CO3) 0.5 g/l
33

Bulk Topping: -Am. Red HF2BL: - 70 g + 90 gAm. Blue HFBR: - 10 g + 30 g
Time taken: - 174 minutesWater consumed: - 4,483 lDye Solution pH: - 10.5
3) After- Dyeing Treatment (Wash-off): -
Time Taken: - 175 minutes
Water consumed: - 9,766 l
Soaping pH: - 6.5
Final pH: - 5.75
LCH (Lightness – Chrome- Hue) Test: - SAMPLE
1) Greige sample: -
Illuminant: - D65
BAT CIE WI BAT CIE Tint BAT TD-23.14 -12.62 RR
2) RFD sample: -
Illuminant used: - D65
STD CIE WI STD CIE Tint64.14 -1.68
3) Dyed sample: -
L C HStandard (company)
45.31 15.12 309.71
Bulk sample 45.69 13.57 314.51
4) DLCH: -
Illuminant DL DC DH DE Strength (%)
D65 0.47 -1.40 1.06 1.82 91.97
34

F11 0.50 -1.52 1.12 1.95 91.97
FINISHING:-1) Corino Slitting Machine: -
M/c No.: - Corino 2
Process: - Plaiting
Start time: - 11:50 a.m.
End time: - 12:30 p.m.
Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 382 kg
M/c Speed: - 50 m/min
2) Stenter Machine (Drying): -
M/c No.: - Monforts ST -2
Process: - Finish
Start time: - 1:50 p.m.
End time: - 2:30 p.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber61600C 1600C 1600C 1600C 1600C 1600C
Quantity: - 382 kg
Chain Width: - 180 cm
Final Width: - 177-178 cm
Overfeed: - 50%
RPM / Fan Speed: - 1400/1400
35

Machine Speed: - 22 m/min
Final GSM: - 150, 137
Chemicals used: -
S. No.
Material Concentration Quantity
1 Microsil Mega 168 10 GPL 1.00 kg2 Smooth 90 20 GPL 2.00 kg3 Acetic Acid 0.5 GPL 0.50 kgTotal volume = 100 l
3) Compactor: -
M/c No.: - Compact 3 Quantity: - 382 kg
Process: - Finish Machine Speed: - 16 m/min
Start time: - 11:00 a.m. End time: - 12:15 p.m.
Normal Width: - 170 cm Chain Width: - 197 cm
Final Width: - 173/174 cm Overfeed: - 24.2%
Pinning Right: - 60% Pinning Left: -60%
Final GSM: - 146, 149
No. of Rope run: - 2
Chindi/ Waste: - 13.0 kg
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
36

Chemical: - ok
Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirement
i) Courses/inch ASTM D3887 2008
64
ii) Wales/inch ASTM D3887 2008
36
iii) Fabric weight[GSM] (GM/M2)/(oz./sq. Yd)
M & S P65 152/4.48 155
iv) Original Width (cm/inch) ASTM D3784 2008
170/66.93
v) Usable Width (cm/inch) ASTM D3774 2008
167.0/65.75 165
vi) Dimensional stability to washing (%) - Length
M & S PIA (MSW (III))
-4.7 -5+-2
vii) Dimensional stability to washing (%) - Width
M & S PIA (MSW (III))
-7.7 -7+-2
viii) Spirality M & S PIB 20 mm 20 mmix) Length- Extension at 1.5 kg
load (%)PI5A 93.8 80 +-15
x) Width- Extension at 1.5 kg load (%)
PI5A 118.5 120+-15
xi) Length-Load (Modulus) at 40 % extension (gm)
PI5A 70 80+-30
xii) Width-Load (Modulus) at 40 % extension (gm)
PI5A 50 48+-30
xiii) Length % Residual Extension (%)
PI5A 12.5 <=20.00
xiv) Width % Residual Extension (%)
PI5A 28.8 <=30.00
Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to Washing M&S 64A at 50oC
4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
37

2 CF to Rubbing (Dry)
M&S C8 4-5 4
3 CF to Water M&S C6 4 4-5 4-5 4-5 4-5 4-5 4-5 4 44 CF to Perspiration
(Acidic)M&S C7 4 4-5 4-5 4-5 4-5 4-5 4 4
5 CF to Perspiration (Alkaline)
M&S C7 4 4-5 4-5 4-5 4-5 4-5 4 4
Quality Control: -
Department Remarks Quality Control RemarksRoll to Roll Width 165-169 cmRoll to Roll GSM 151-164Roll to Roll Hand feel OKDesign & Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation NoSkew % 12.2 - 15.3 %Grouping if any NoAesthetic look of fabric OKHairiness OKDead cotton OKContamination OKVertical/Horizontal lines OK
PACKAGING AND DISPATCHING: -Batch no.: - 37475 Order Quantity: - 324 kg
Quantity packed against Greige issue: - 333 kg (out of 380 kg)
Quantity sold: - 333 kg Quantity unsold: - 0 kg
No. of rolls packed: - 12
Wt. Loss: - 12%
38

P.O.: - 037589
S.O.: - 21886
Customer Name: - Ocean Sky International
Buyer Name: - Ocean Sky
Material: - AK11123NRDDKNF 100% organic combed cotton
Fabric: - 1X1 Rib
Process Flow
39
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Greige (Batch Making)
Finishing
1. Corino2. Stenter
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
LOT NO -2

40

GREIGE:-
P.O.: - 109320037589
Shade: - BLACK CN
Material: - 100% organic combed cotton (26s)
Sort No.: - AK11123NG
Order Quantity: - 615 kg
Greige issue: - 668 kg
Greige GSM: - 180
Required GSM: - 210
Gauge: - 18
Meter/Kg: - 3.07
Diameter: - 30” = 76.2cm
Rolls consumed: - 21
Ropes Prepared: - 3
Lot No.: - K49289
Knit Lot No.: - RBN03018 -11- 0588
Yarn Lot No.: - /6LH110034A
Rope1:-
Rolls consumed: - 7 rolls
Fabric quality: - 6 rolls of
Grade A + 1 roll of Grade B
Fabric form: - Open Width
Quantity: - 220.810 kg
Rope2:-
Rolls consumed: - 8 rolls
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 215.320 kg
Rope3:-
Rolls consumed: - 6 rolls
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 183.530 kg
41

Total Quantity: - 619.66 kg + 31.24 kg = 667.55 kg
Length: - 2049.37 m
Date: - 26/05/2011
DYEING:-
P.O.: - 037589 + 037590
Quantity: - 668kg
Shade: - BLACK CN
Lab Dip No.: - OCD92180060B
Machine No.: - 750 H – 4
Start time: - 11:20 am End time: - 6:50 pm
Loading: - 668 kg + 18 kg
Under loading: - 8.5%
Theor Water: - 440 min
Theor Time: - 39,017 l
Dyeing Method: - Synergy Trial
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: -122 min
Water consumed: - 12845 l
RFD sample:
Peroxide: - Nil
Absorbency: - Good (2.5 sec)
Hardness: - 50 ppm
Before dyeing pH: - 6.4 SAMPLE
42

2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeAm. Yellow HFGR 1.1% 1.210%Am. Red HF3B 1.6% 1.76%Am. Black HR2D 7.9% 8.69%
Common salt (NaCl) 90 g/l 90 g/lCaustic lye(NaOH) 1.5 g/l 1.5g/lSoda Ash(Na2CO3) 5 g/l 5 g/l
Time duration: - 148 min
Water consumed: - 4465 l
Dye Solution pH: - 10.2
3) Auto Wash off (After dyeing treatment): -
Time duration: - 170 min
Water consumed: - 21,707 l
pH (Soaping Solution): - 6.02
Final pH: - 5.75
LCH (Lightness-Chrome-Hue) test: SAMPLE
1) RFD sample: -
Illuminant used: - D65
STD CIE WI STD CIE Tint64.93 -1.18
43

2) Dyed sample: -
L C HStandard (company)
14.01 1.09 313.99
Bulk sample 20.05 13.51 133.38
3) DLCH: -
Illuminant DL DC DH DE Strength (%)
D65 0.32 0.17 -0.24 0.53 96.78F11 0.26 -0.13 -0.33 0.56 96.78
FINISHING:-1) Corino Slitting Machine: -
M/c No.: - Corino 1
Process: - Plaiting
Start time: - 11:00 p.m.
End time: - 12:00 a.m.
Pressure: -
Rope Squeezer: - 1.0 BarPadding Mangle: - 5.0 Bar
Quantity: - 668 kg
M/c Speed: - 40 m/min
2) Stenter Machine (Drying): -
M/c No.: - Monforts ST -3
Process: - Finish
Start time: - 4:50 a.m. End time: - 6:29 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber61650C 1650C 1650C 1650C 1650C 1650C
44

Quantity: - 668 kg
Chain Width: - 154 cm
Final Width: - 158 cm
Overfeed: - 20%
RPM / Fan Speed: - 80/80
Machine Speed: - 22 m/min
Final GSM: - 208
Chemicals used: -
S. No.
Material Concentration Quantity
1 Microsil Mega 168 20 GPL 2.00 kg2 Smooth 90 40 GPL 4.00 kg3 Acetic Acid 0.5 GPL 0.5 kgTotal volume = 100 l
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok
45

Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirement
i) Courses/inch ASTM D3887 2008
44
ii) Wales/inch ASTM D3887 2008
28
iii) Fabric weight[GSM] (GM/M2)/(oz./sq. Yd)
ISO 3801 1977 216/6.13 210
iv) Original Width (cm/inch) ASTM D3774 2008
163/64.17
v) Usable Width (cm/inch) ASTM D3774 2008
161.0/63.39 152
vi) Dimensional stability to washing (%) - Length
ISO 6330 2009 -7.3 -8.0
vii) Dimensional stability to washing (%) - Width
ISO 6330 2009 -8.0 -8.0
viii) Spirality AATCC 174 2004 1.0% 5.0%ix) Bursting Strength ISO-13438-2 1999 752.3 kPA
Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to Washing ISO-105-C06-B25-
4 4-5 4-5 4-5 4-5 4-5 4-5 4 3-4/Ac, N=2-3
2 CF to Rubbing (Dry)
ISO-105X12-2001
4.5 4-5 4
3 CF to Rubbing (wet)
ISO-105x12-2001
3 2 2
4 CF to Water ISO-105-E01-2010
4 4-5 4-5 4-5 4-5 4-5 4-5 4 3-4/Ac, N=2-3
5 CF to Perspiration (Acidic)
ISO-105-E04-2008
4 4-5 4-5 4-5 4-5 4-5 4 3-4/Ac,N=2-3
6 CF to Perspiration (Alkaline)
ISO-105-E04-2008
4 4-5 4-5 4-5 4-5 4-5 4 3-4/Ac,N=2-3

Quality Control: -
Department Remarks Quality Control RemarksRoll to Roll width 156-160 cmRoll to Roll GSM 200-220Roll to Roll Handfeel OkDesign & Shade Shade OkCentre to Selvage shade variation OkSkew% NoGrouping if any NoAesthetic looks of fabric ‘Yarn patta’- ‘C’ fault (unsold)- OkHairiness OkDead cotton NormalContamination OkVertical/Horizontal lines 2 rolls have minor oil line but packed - Ok
PACKAGING & DISPATCHING: -Batch no: - 37589 Order Quantity: - 615 kg
Quantity packed against greige issue: - 622 kg (out of 668 kg)
Quantity sold: - 594 kg Quantity unsold: - 28 kg
No. Of rolls packed: - 21
Wt. Loss: - 6.8%

P.O.: - 027934
S.O.: -36753
Customer Name: - Rolex Hosiery Pvt. Ltd.
Buyer Name: - MACYS
Material: - 20s Vortex Viscose
Fabric: - Viscose Single Jersey
Process Flow
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
Greige (Batch Making)
LOT NO -3
GREIGE:-
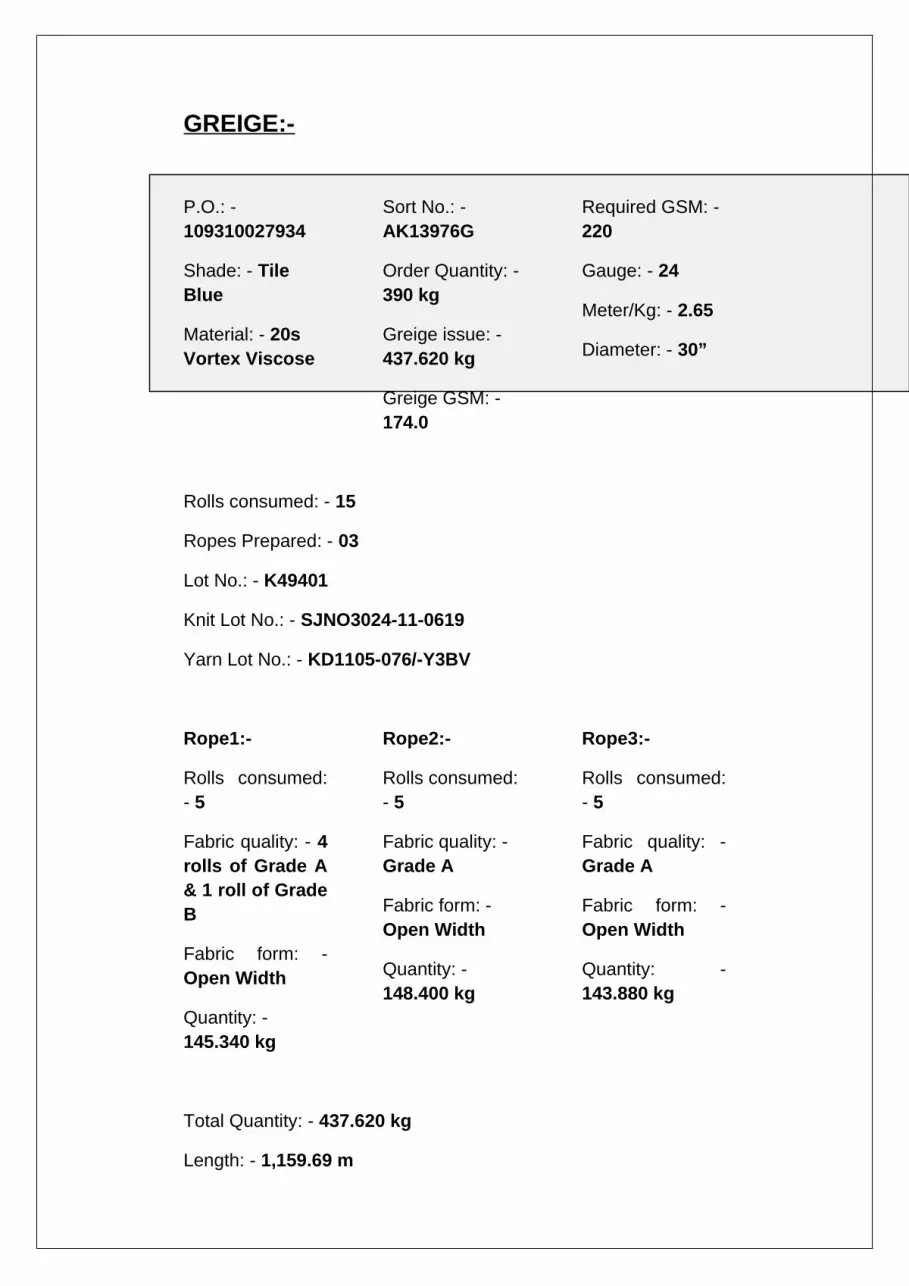
P.O.: - 109310027934
Shade: - Tile Blue
Material: - 20s Vortex Viscose
Sort No.: - AK13976G
Order Quantity: - 390 kg
Greige issue: - 437.620 kg
Greige GSM: - 174.0
Required GSM: -220
Gauge: - 24
Meter/Kg: - 2.65
Diameter: - 30”
Rolls consumed: - 15
Ropes Prepared: - 03
Lot No.: - K49401
Knit Lot No.: - SJNO3024-11-0619
Yarn Lot No.: - KD1105-076/-Y3BV
Rope1:-
Rolls consumed: - 5
Fabric quality: - 4 rolls of Grade A & 1 roll of Grade B
Fabric form: - Open Width
Quantity: - 145.340 kg
Rope2:-
Rolls consumed: - 5
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 148.400 kg
Rope3:-
Rolls consumed: - 5
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 143.880 kg
Total Quantity: - 437.620 kg
Length: - 1,159.69 m

Date: - 28/05/2011

DYEING:-
P.O.: - 27934
Quantity: - 438 kg
Shade: - Tile Blue
Lab Dip No.: L-62182733 “E”
Machine No.: - 500 H – 4 Start Time: - 4:55 a.m. End Time: -3:00 p.m.
Loading: - 438 kg
Under loading: - 12.4 % (To compensate for the stretching of fabric)
Theor Time: - 526 min
Theor Water: - 16,663 l
Dyeing Method: - Migration
MLR: - 1:10
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: -150 min
Water consumed: - 7,328 l
RFD sample:
Peroxide: - Nil
Absorbency: - OK
Hardness: - OK
Before dyeing pH: - 5.53SAMPLE
2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeReactive Yellow MEGGL 0.0443% 0.04%Reactive Blue MerRF 0.0195% 0.17%Reactive T.B. H2GP 0.26% 0.221%
Common salt (NaCl) 15 g/l 15 g/lSoda Ash(Na2CO3) 15 g/l 15g/l

Topping Recipe: -
Material ConcentrationArm. Yellow HFGR 0.003%Arm. Blue MERF 0.05%
Dye Solution pH: - 5.53
Alkali pH: - 10.25
Time taken: - 257 minutes
Water consumed: - 3,714 l
3) After- Dyeing Treatment (Wash-off): - Time Taken: - 119 minutes Water consumed: - 5,621 l Soaping pH: - 6.76 Final pH: - 7.5
LCH (Lightness-Chrome-Hue) test: SAMPLE
1) RFD sample: -Illuminant used: - D65
BAT CIE WI BAT CIE Tint BAT TD68.01 -0.81 GI
2) Dyed sample: -
L C HStandard (company) 64.19 17.04 209.25Bulk sample 55.28 19.29 317.25
3) DLCH: -
Illuminant DL DC DH DE Strength (%)D65 0.24 0.41 0.39 0.62 94.44F11 0.25 1.52 0.27 0.64 94.44

FINISHING:-1) Corino Slitting Machine: -
M/c No.: - Corino 1
Process: - Plaiting
Start time: - 12:15 a.m.
End time: - 1:00 a.m.
Pressure: -
Rope Squeezer: - 1.0 BarPadding Mangle: - 5.0 Bar
Quantity: - 438 kg
M/c Speed: - 50 m/min
2) Stenter Machine (Finishing): -
M/c No.: -Ilsung ST -1
Process: - Finish
Start time: - 3:15 a.m.
End time: - 4:30 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber71500C 1500C 1500C 1500C 1500C 1500C 1500C
Quantity: - 437.62 kg
Chain Width: - 175 cm
Final Width: - 184 cm
Overfeed: - 50% (due to low GSM)
RPM / Fan Speed: - 1000/1000
Machine Speed: - 15 m/min
Final GSM: - 249, 242

Chemicals used: -
S. No. Material Concentration Quantity1 Microsil Mega 168 10 GPL 16.00 kg2 Smooth 90 40 GPL 4.00 kg3 Acetic Acid 0.5 GPL 0.50 kgTotal volume = 100 l
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok
Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirementi) Courses/inch ASTMD3887 2008 52ii) Wales/inch ASTMD3887 2008 32iii) Fabric Weight (GSM) [(gm/m2)
(oz./sq. yd)]ASTM D3776 2009 203.0/5.99 220
iv) Original Width (cm/inch) ASTM D3774 2008 186.0/73.23v) Usable Width (cm/inch) ASTM D3774 2008 178.0/70.08vi) Dimensional stability to
washing (%) - LengthAATCC 135 2004 -12.3 -10
vii) Dimensional stability to washing (%) - Width
AATCC 135 2004 -6.0 -10
viii) Spirality AATCC 179 2004 2.0% 8-10%ix) Bursting Strength ASTMD3786 2008 79.4 PSIx) Pilling Resistance at 30
minutesASTMD3512 2007 3.5 2-2.5 A/W

Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to laundering AATC 61-2A-2008
4.0 4.5 4.5 4.5 4.5 4.5 4.5 4.0 4.0
2 CF to Rubbing (Dry)
AATCC-8-2007
4.5 4.0
3 CF to Rubbing (Wet)
AATCC-8-2007
4.5 3.0
4 CF to Water AATCC 107-2-2009
4.0 4.5 4.5 4.5 4.5 4.5 4.5 4.0 4.0
5 CF to Perspiration (Acidic)
AATCC 15-2009
4.0 4.5 3.5 4.5 4.5 4.5 4.5 4.0 3.5
Quality Control: -
Department Remarks Quality Control RemarksRoll to Roll Width 176-180 cmRoll to Roll GSM 201-236Roll to Roll Hand feel OKDesign & Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation OKSkew % 5.3-7.7% OKGrouping if any NoAesthetic look of fabric OKHairiness OK
PACKAGING AND DISPATCHING: -Batch no.: - 27934
Order Quantity: - 390 kg
Quantity packed against Greige issue: - 404 kg (out of 37 kg)
Quantity sold: - 392 kg
Quantity unsold: - 12 kg
No. of rolls packed: - 15
Wt. Loss: - 7.5%

P.O.: - 027950
S.O.: -32907
Customer Name: - Gokuldas Images (P) Ltd. (Knitting)
Buyer Name: - VANS
Material: - 24s polyester cotton (40% polyester+ 60% cotton) Flat Back
Fabric: - Flat Back Thermal Waffle
Process Flow
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
Greige (Batch Making)
LOT NO -4

GREIGE:-
P.O.: - 109310027950
Shade: - BLACK
Material: - 24s polyester cotton (40% polyester+ 60% cotton) Flat Back
Sort No.: - AK1393G
Order Quantity: - 757 kg
Greige issue: - 823.330 kg
Greige GSM: - 198.0
Required GSM: - 240.0
Gauge: - 18
Meter/Kg: - 2.96
Diameter: - 30”
Rolls consumed: - 30
Ropes Prepared: - 04
Lot No.: - K49301, K49349, K49419, K49395, K49408
Knit Lot No.: - RBNO3018-11-0540, RBNO3018-11-0662
Yarn Lot No.: - KD1104-107/-D513
Rope1:-
Rolls consumed: - 8
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 212.580 kg
Rope2:-
Rolls consumed: - 8
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 215.290 kg
Rope3:-
Rolls consumed: - 8
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 216.420 kg
Rope4:-
Rolls consumed: - 6
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 179.040

Total Quantity: - 823.330 kg
Length: - 2437.06 m
Date: - 29/05/2011
DYEING:-
P.O.: - 27950
Quantity: - 864 kg
Shade: - BLACK
Lab Dip No.: 109310025666
Machine No.: - 1000 H – 1 Start Time: - 6:40 a.m. End Time: -7:20 p.m.
Loading: - 854 kg
Under loading: - 14.6 % (To compensate for the stretching of fabric)
Theor Time: - 558 min
Theor Water: - 58,665 l
Dyeing Method: - Isothermal
MLR: - 1:07
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: -207 min
Water consumed: - 18, 018 l
RFD sample: -
Peroxide: - Nil
Absorbency: - Very Good (0.3-0.5 sec)
Hardness: - OK
Before dyeing pH: - 5.7SAMPLE
2) Dyeing:-

Dye recipe: -
Material Lab recipe Bulk recipeAm. Yellow HFGR 0.12% 0.118%

Am. Black HR2D 4.8% 0.453%Coralene Black XF (For Polyester)
6.0% 6.0%
Common salt (NaCl) 8 g/l 8 g/lCaustic lye(NaOH) 5 g/l 3.5 g/lSoda Ash(Na2CO3) 1.5 g/l 1.5g/l
Dye Solution pH: - 3.86
Alkali pH: - 10.09
Time taken: - 179 minutes
Water consumed: - 7,599 l
3) After- Dyeing Treatment (Wash-off): -Time Taken: - 172 minutesWater consumed: - 33,048 lSoaping pH: - 7.2Final pH: - 5.93
LCH (Lightness-Chrome-Hue) test: SAMPLE
1) RFD sample: -
L C HBulk sample 62.12 129.99 126.05
2) Dyed sample: -
L C HStandard (company) 16.47 7.85 136.19Bulk sample 14.05 1.54 254.84
3) DLCH: -
Illuminant DL DC DH DE Strength (%)D65 0.78 0.91 -0.48 1.29 92.28F11 0.71 1.13 0.01 1.33 92.28
FINISHING:-

1) Corino Slitting Machine: -
M/c No.: - Corino 1
Process: - Cutting
Start time: - 8:00 p.m.
End time: - 9:00 p.m.
Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 354.24 kg
M/c Speed: - 50 m/min
2) Stenter Machine (Finishing): -
M/c No.: -Ilsung ST -2
Process: - Finish
Start time: - 8:40 a.m.
End time: - 12:00 noon
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber71350C 1350C 1350C 1350C 1350C 1350C 1350C
Quantity: - 382 kg
Chain Width: - 146 cm
Final Width: - 177-178 cm
Overfeed: - 4% (due to low GSM)
RPM / Fan Speed: - 1600/1600
Machine Speed: - 13 m/min
Final GSM: - 249, 242
Chemicals used: -

S. No. Material Concentration Quantity1 Microsil Mega 168 16 GPL 16.00 kg2 Smooth 90 4 GPL 4.00 kg3 Acetic Acid 0.5 GPL 0.50 kgTotal volume = 100 l

FOLDING: -
Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok
Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirementi) Fabric Weight (GSM) (gm/m2)
(oz./sq. yd)ASTM D3776 2009 251/7.40 240
ii) Original Width (cm/inch) ASTM D3774 2008 148.5/58.46iii) Usable Width (cm/inch) ASTM D3774 2008 146.5/57.68 137.2iv) Dimensional stability to
washing (%) - LengthAATCC 135 2004 -7.8 -10
v) Dimensional stability to washing (%) - Width
AATCC 135 2004 -8.6 -10
vi) Spirality AATCC 135 2004 1.0% 5.0%vii) Bursting Strength ASTMD3786 2008 110.2 PSIviii) Pilling Resistance ASTMD3512 2007 2.0 2-2.5 A/W
Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to laundering AATC 61-2A-2008
4.0 4.5 3.5 4.0 4.5 3.0 4.0 4.0 3.0
2 CF to Rubbing (Dry)
AATCC-8-2007
4.5 4.5 4.0
3 CF to Rubbing (Wet)
AATCC-8-2007
2.5 4.5 3.0
4 CF to Water AATCC 107-2-2009
4.0 3.0 3.5 4.0 3.5 4.5 4.0 3.0
5 CF to Perspiration (Acidic)
AATCC 15-2009
4.0 3.5 4.0 4.0 4.0 4.5 4.0 3.0

Quality Control: -
Shifting in slitting line in 2 meters
Department Remarks Quality Control RemarksRoll to Roll Width 144-146 cmRoll to Roll GSM 232-250Roll to Roll Hand feel OKDesign & Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation SLVSkew % NoGrouping if any NoAesthetic look of fabric OKHairiness OKDead cotton OKContamination OKVertical/Horizontal lines OK
PACKAGING AND DISPATCHING: -
Batch no.: - 27950
Order Quantity: - 757 kg
Quantity packed against Greige issue: - 793 kg (out of 824 kg)
Quantity sold: - 787 kg
Quantity unsold: - 6 kg
No. of rolls packed: - 30
Wt. Loss: - 3.52%
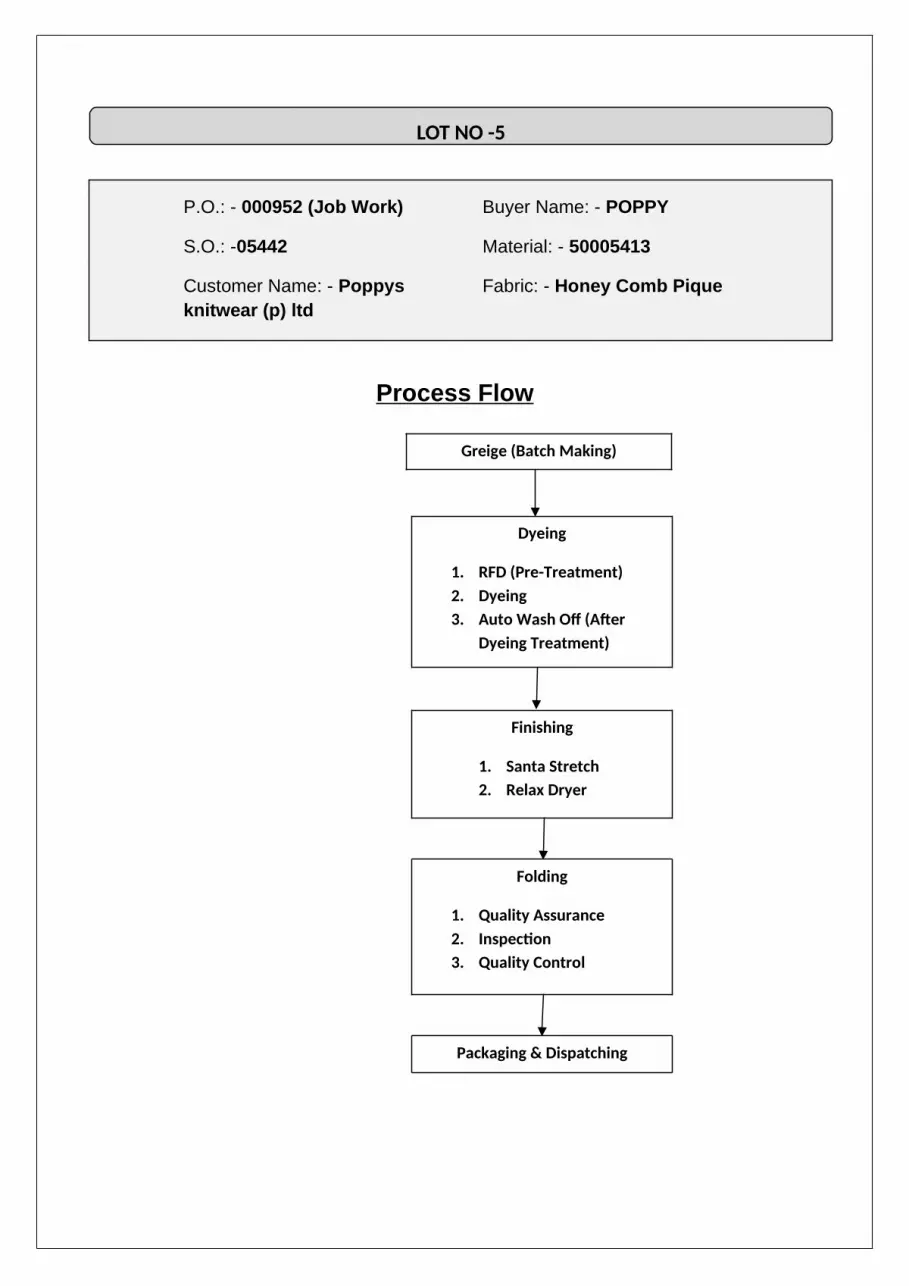
P.O.: - 000952 (Job Work)
S.O.: -05442
Customer Name: - Poppys knitwear (p) ltd
Buyer Name: - POPPY
Material: - 50005413
Fabric: - Honey Comb Pique
Process Flow
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Santa Stretch2. Relax Dryer
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
Greige (Batch Making)
LOT NO -5

GREIGE:-
P.O.: - 109330000952
Shade: - Deep Red
Material: - 50005413
Sort No: - NA (Since its job work)
Order Quantity: - 337 kg
Greige issue: - 337 kg
Greige GSM: - 190
Required GSM: - 215
Gauge: - NA (Since its job work)
Meter/Kg: -
Diameter: - 30’’
Rolls consumed: -
Ropes Prepared: - 02
Lot No.: - 3015058919
Knit Lot No.: - NA (Since its job work)
Yarn Lot No.: - NA (Since its job work)
DYEING:-
P.O.: - 00952
Quantity: - 337 kg
Shade: - Deep Red
Machine No.: - 500 H – 3
Loading: - 337 kg
Under loading: - 32.6 %
Start time: -3:30 p.m. End Time: -6:15 a.m.
Theor Time: - 450 min
Theor Water: - 23,453
Dyeing Method: -Synergy
MLR: - 1:15

1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: -122 min
Water consumed: - 7,721 l
RFD sample:
Peroxide: - Nil
Absorbency: - OK
Hardness: - OK
Before dyeing pH: - 7.15 SAMPLE
2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeAm. Yellow HR2D 1.64% 1.64%Am. Red HF3B 4.8% 0.480%Am. Blue H1FBR 0.325% 0.325%
Common salt (NaCl) 70 g/l 70 g/lCaustic Flakes 1.5 g/l 1.5 g/lSoda Ash(Na2CO3) 15 g/l 15g/l
Topping Recipe: -
Material Quantity used in BulkAm. Red 1.6 kgCommon Salt 25 kgSoda Ash 38 kg
Dye Solution pH: - 6
Alkali pH: - 10.56
Time taken: - 159 minutes
Water consumed: - 2,683 l

RFT SAMPLE
3) After- Dyeing Treatment (Wash-off): -
Extra soapingNSR=1.2 kg/980C for 15 minutes
Time Taken: - 169 minutes Water consumed: - 13,049 l Soaping pH: - 5.75 Final pH: - 6.2
LCH (Lightness-Chrome-Hue) test:
1) RFD sample: - FINAL SAMPLEIlluminant: - D65
BAT CIE WI BAT CIE Tint BAT TD67.73 -0.92 GI
2) RFT sample: -
L C HStandard (company) 27.77 39.03 21.46Bulk sample 50.14 42.46 109.39
3) Dyed sample: -
L C HStandard (company) 27.77 39.03 21.46Bulk sample 27.11 37.73 21.96
4) DLCH: -RFT:
Illuminant DL DC DH DE Strength (%)D65 -0.53 -0.81 0.95 1.36 105.21F11 -0.49 -0.36 1.05 1.22 105.21
Dyed sample
Illuminant DL DC DH DE Strength (%)D65 -0.43 -0.57 0.25 0.75 106.79

F11 -0.35 -0.21 0.39 0.56 106.79
FINISHING:-1) Santa Stretch
Start time: - 5:00 a.m. End Time: - 5:45 a.m.Normal Width: - 112 cmExpander: - 115 cmMachine speed: - 45 m/minNip Pressure: - Nip 1 – 5.0 Bar Nip 2 – 3.0 Bar
2) Relax Dryer
Start time: - 8:30 a.m.
End time: - 9:30 a.m.
M/c Speed: - 7m/min
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber7 Chamber81300C 1300C 1300C 1300C 1300C 1300C 1300C 1300C
Chemicals used: -
S. No. Material Concentration Quantity1 Microsil Mega 168 24 GPL 3.6kg2 Smooth 90 20 GPL 3.00 kg3 Acetic Acid 0.5 GPL 75 gmTotal volume = 150 l
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrink: - ok

Handfeel: - ok
Chemical: - ok
Quality Control: -
Department Remarks Quality Control RemarksRoll to Roll Width 116-118 cmRoll to Roll GSM 190-223Roll to Roll Hand feel OKDesign & Shade Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation SLVSkew % NoGrouping if any OKAesthetic look of fabric OKHairiness OKDead Cotton OKContamination OKVertical/Horizontal lines OK
PACKAGING AND DISPATCHING: -Batch no.: - 000952
Order Quantity: - 337 kg
Quantity packed against Greige issue: - 312 kg (out of 337 kg)
Quantity sold: - 337 kg
Weight loss-0%

P.O.: - 037667
S.O.: -21829
Customer Name: - NORLANKA MANUFACTURING LTD
Buyer Name: - GEORGE
Material: - 30s 100% COTTON S/J
Fabric: - Single Jersey
Process Flow
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter
Folding
1. Quality Assurance2. Inspection3. Quality Control
Greige (Batch Making)
LOT NO -6

Packaging & Dispatching

GREIGE:-
P.O.: - 109320037667
Shade: - TRUE BLACK
Material: - 30s 100% COTTON S/J
Sort No.: - AK13828G
Order Quantity: - 1081 kg
Greige issue: - 1203 kg
Greige GSM: - 140.0
Required GSM: - 140.0
Gauge: - 28
Meter/Kg: - 4.11
Diameter: - 30”
Rolls consumed: - 42
Ropes Prepared: - 6
Lot No.: - K49464
Knit Lot No.: - SJNO3028-11-0581
Yarn Lot No.: - KD1104-055/-3052
Rope1:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 199.86kg
Rope2:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 196.14kg
Rope3:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 199.26kg
Rope4:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 211.21kg

Rope5:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 202.49kg
Rope6:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 193.64kg
Total Quantity: -1202.6kg
Length: - 4942.686 m
Date: - 30/05/2011
DYEING:-
P.O.: - O37667
Quantity: - 1203kg
Machine No.: - 1500-1
Shade: - TRUE BLACK
Lab Dip No.: D-92181444 B
Start Time: - 13:00p.m. End Time: -1:50a.m.
Loading: - 1203 kg
Under loading: - 19.8 % (To compensate for the stretching of fabric)
Theor Time: - 519min
Theor Water: - 74,820 l
Dyeing Method: - Isothermal
MLR: - 1:07
1) RFD (Ready For Dyeing/Pre-treatment) : -

Total duration: -100min
Water consumed: - 20, 088 l
RFD sample:
Peroxide: - Nil
Absorbency: - OK
Hardness: - OK
Before dyeing pH: - 5.7SAMPLE
2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeRemazol ULTRA YELL RGBN
0.8% 0.90720%
Remazol RGB Ultra Carmine
0.46% 0.51360%
Black Deep B lack GWF 4.5% 5.04%
Common salt (NaCl) 70g/l 70 g/lCaustic lye(NaOH) 1.5 g/l 1.5 g/lSoda Ash(Na2CO3) 1.5 g/l 1.5g/l
Dye Solution pH: - 6.65
Alkali pH: - 10.43
Time taken: - 189 minutes
Water consumed: - 14,193 l
3) After- Dyeing Treatment (Wash-off): -Time Taken: - 230 minutesWater consumed: - 40,539 lSoaping pH: - 6.7Final pH: - 6.4
LCH (Lightness-Chrome-Hue) test: SAMPLE

1) RFD sample: -
L C HBulk sample 118.74 227.49 121.29
2) Dyed sample: -
L C HStandard (company) 15.18 0.44 279.64Bulk sample 14.95 0.65 302.60
3) DLCH: -
Illuminant DL DC DH DE Strength (%)D65 -0.22 0.30 0.32 0.49 104.26F11 -0.27 0.33 -0.10 0.51 104.26
Salt SSC-1.038% conc (70 gpl) Extra soaping:98 degree C for 15 mins
FINISHING:-
1) Corino Slitting Machine: -
M/c No.: - Corino 2
Process: - Plaiting
Start time: - 7:00 a.m.
End time: - 8:45 a.m.
Pressure: -
Rope Squeezer: - 1.0 BarPadding Mangle: - 5.0 Bar
Quantity: - 1203 kg
M/c Speed: - 30 m/min
2) Stenter Machine (Finishing): -
M/c No.: -Monforts ST -3

Process: - Finish
Start time: - 10:15 a.m.
End time: - 12:50p.m
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber71650C 1650C 1650C 1650C 1650C 1650C 1650C
Quantity: - 1203 kg
Chain Width: - 178 cm
Final Width: - 180 cm
Overfeed: - 12%
RPM / Fan Speed: - 70/70
Machine Speed: - 30 m/min
Final GSM: - 140
Chemicals used: -
S. No. Material Concentration Quantity1 Microsil Mega 168 10 GPL 2.00 kg2 Smooth 90 4 GPL 8.00 kg3 Acetic Acid 0.5 GPL 100 gTotal volume = 200 l
FOLDING: -
Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok

Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirementi) Courses/inch ASTM D3887 2008 52ii) Wales/inch ASTM D3887 2008 36iii) Fabric Weight (GSM) (gm/m2)
(oz./sq. Yd)ISO 3801 1977 147/4.34 140
iv) Original Width (cm/inch) ASTM D3774 2008 181.5/71.46v) Usable Width (cm/inch) ASTM D3774 2008 176.5/69.49 170vi) Dimensional stability to
washing (%) - LengthISO 6330 2009 -5.7 -7.0
vii) Dimensional stability to washing (%) - Width
ISO 6330 2009 -5.5 -7.0
viii) Spirality AATCC 179 2004 3.0% 5.0%ix) Bursting Strength ISO-13938-2-1999 555.4 KPA
Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to washing ISO 105 CO6-132S
4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
2 CF to Rubbing (Dry)
ISO 105X112 2001
4-5 4
3 CF to Rubbing (Wet)
ISO 105X112 2001
3 3
4 CF to Water ISO 105E01 2010
4 4-0 4-5 4-5 4-5 4-5 4-5 4 4
Quality Control: -
7 Rolls on hold due to dyeing problem
Department Remarks Quality Control RemarksRoll to Roll Width 172-178cm (Excess width)Roll to Roll GSM 137-154 (1 roll has high GSM)Roll to Roll Hand feel OKDesign & Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation SLVSkew % 7.7-17.2%Grouping if any NoAesthetic look of fabric 7 rolls on hold due to undyed problemHairiness OKDead cotton OK

Contamination OKVertical/Horizontal lines OK
PACKAGING AND DISPATCHING: -
Batch no.: - 037667
Order Quantity: - 1201 kg
Quantity packed against Greige issue: - 944 kg (out of 1203 kg)
Hold (if any):- 206 kg
Quantity sold: - 940 kg Quantity unsold: - 4 kg
No. of rolls packed: - 35
Wt. Loss: - 4.5%
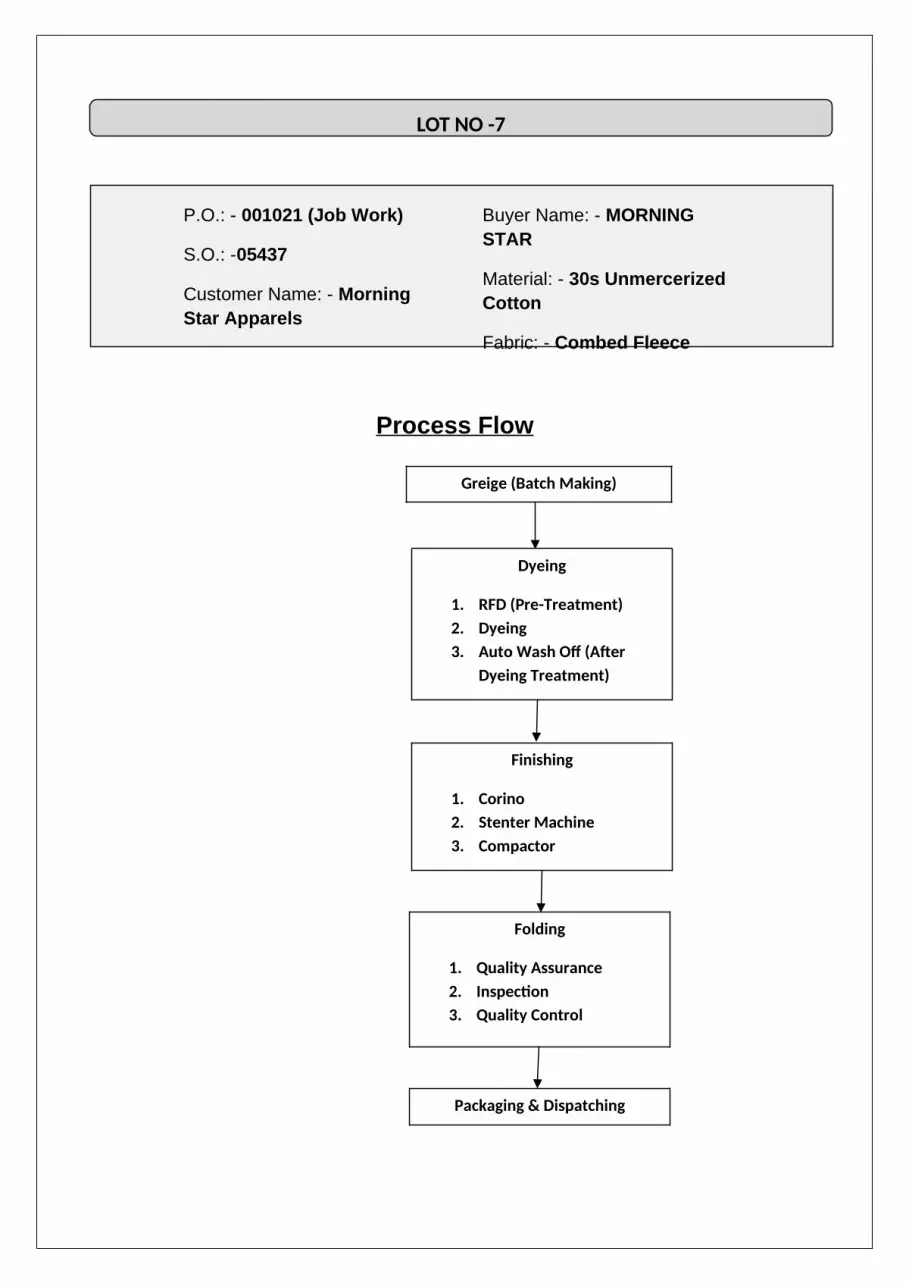
P.O.: - 001021 (Job Work)
S.O.: -05437
Customer Name: - Morning Star Apparels
Buyer Name: - MORNING STAR
Material: - 30s Unmercerized Cotton
Fabric: - Combed Fleece
Process Flow
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter Machine3. Compactor
Greige (Batch Making)
LOT NO -7
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching

GREIGE:-
P.O.: - 109330001021
Shade: - Navy
Material: - Unmercerized Cotton
Sort No: - NA (Since its job work)
Order Quantity: - 434 kg
Greige issue: - 436 kg
Greige GSM: -
Required GSM: - 275
Gauge: - NA (Since its job work)
Meter/Kg: -
Diameter: - 30’’
Rolls consumed: - 19
Ropes Prepared: - 03
Lot No.: - 30150445291
Knit Lot No.: - NA (Since its job work)
Yarn Lot No.: - NA (Since its job work)
Rope1:- Rope2:-
Rolls consumed: - 10
Fabric quality: - NA (Since its job work)
Fabric form: - Open Width
Quantity: - 228.560 kg
Rope2:-
Rolls consumed: - 5
Fabric quality: - NA (Since its job work)
Fabric form: - Open Width
Quantity: - 207.440 kg
Total Quantity: - 436 kg
Date: - 30/05/2011

DYEING:-P.O.: - 00952
Quantity: - 436 kg
Shade: - Navy
Machine No.: - 500 H – 5
Loading: - 436 kg
Under loading: - 12.8 %
Start time: -12:40 a.m. End Time: -7:05 p.m.
Theor Time: - 383 min
Theor Water: - 23,440 l
Dyeing Method: - Isothermal
MLR: - 1:10
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: -182 minWater consumed: - 6,727 l
RFD sample:
Peroxide: - Nil
Absorbency: - OK (1.01 sec)
Hardness: - OK
Before dyeing pH: - 5.72
SAMPLE
2) Dyeing:-Dye recipe: -
Material Lab recipe Bulk recipeAm. Yellow HFGR 0.55% 0.05665%Am. UltraRed HR4C 0.5% 0.52500%Am. Navy HR2D 2.00% 2.06000%
Common salt (NaCl) 70 g/l 70 g/lCaustic Flakes 1.5 g/l 1.5 g/lSoda Ash(Na2CO3) 1.5 g/l 15g/l
Dye Solution pH: - 6 Alkali pH: - 10.45

Time taken: - 182 minutes
Water consumed: - 6,727 l
3) After- Dyeing Treatment (Wash-off): -
Time Taken: - 175 minutes
Water consumed: - 15,034 l
Soaping pH: - 5.75
Final pH: - 6.2
LCH (Lightness-Chrome-Hue) test:
1) RFD sample: - SAMPLEIlluminant: - D65
BAT CIE WI BAT CIE Tint BAT TD36.01 -5.88 R5
2) Dyed sample: -
L C HStandard (company) 23.28 12.35 271.49Bulk sample 27.08 9.62 123.47
3) DLCH: -
Illuminant DL DC DH DE Strength (%)D65 0.17 -0.25 0.31 0.44 98.07F11 0.22 -0.31 0.33 0.50 98.07
FINISHING:-1) Corino Slitting Machine: -
M/c No.: - Corino 1
Process: - Plaiting
Start time: - 2:00 p.m.
End time: - 2:20 p.m.

Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 432kg
M/c Speed: - 50 m/min
2) Stenter Machine(Finishing)
Phase 1M/c No.: -Ilsung ST -2Process: - FinishStart time: - 3:40 a.m.End time: - 4:20 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber71600C 1600C 1600C 1600C 1600C 1600C 1600C
Quantity: - 432 kgChain Width: - 178cmFinal Width: - 180 cmOverfeed: - 50% RPM / Fan Speed: - 1200/1200Machine Speed: - 13 m/min
Phase 2M/c No.: -Ilsung ST -1Process: - FinishStart time: - 5:15 p.m.End time: - 5:30 pm.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber71600C 1600C 1600C 1600C 1600C 1600C 1600CQuantity: - 160 kg
Chain Width: - 178cm
Final Width: - 180 cm
Overfeed: - 50%

RPM / Fan Speed: - 1200/1200
Machine Speed: - 13 m/min
Chemicals used: -
S. No.
Material Concentration
1 Microsil Mega 168 16 GPL2 Smooth 90 40GPL3 Acetic Acid 0.5 GPL
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok
Quality Control: -
Department Remarks Folding Remarks Quality Control RemarksRoll to Roll Width 177-178 cm 177-178 cmRoll to Roll GSM 252-263 252-263 (lower GSM, 275)Roll to Roll Hand feel OK OKDesign & Shade OK OKCenter to Selvage Shade Variation
OK OK
Roll to Roll Shade variation OK OKSkew % OK NoGrouping if any OK OKAesthetic look of fabric OK OKHairiness OK OKDead Cotton OK OKContamination OK OKVertical/Horizontal lines OK OK

Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirementi) Courses/inch ASTM D3887 2008 52ii) Wales/inch ASTM D3887 2008 28iii) Fabric weight[GSM]
(GM/M2)/(oz./sq. Yd)ISO 3801 1977 265/7.81 275
iv) Original Width (cm/inch) ASTM D3774 2008 182/71.65v) Usable Width (cm/inch) ASTM D3774 2008 180/70.87 NAvi) Dimensional stability to
washing (%) - LengthISO 6330 2009 -5.3 NA
vii) Dimensional stability to washing (%) - Width
ISO 6330 2009 -4.9 NA
viii) Spirality AATCC 179 2004 1.0% NAix) Bursting Strength ISO-13938-2 1999 768.5 KPA
Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shad
eChange
Staining
1 CF to Washing ISO 105 CO6-B2S-
4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
2 CF to Rubbing (Dry)
ISO 105X12-2001
4-5 4
3 CF to Rubbing (Wet)
ISO 105X12-2001
3 3-4
PACKAGING AND DISPATCHING: -Batch no.: - 001021
Order Quantity: - 432 kg
Quantity packed against Greige issue: - 366 kg (out of 434 kg)
Quantity sold: - 432 kg
Weight loss-0%

P.O.: - 027494
S.O.: -00499
Customer Name: - Alok Industries Ltd. (Fabric Div.)
Buyer Name: - Alok Ind.
Material: - 30S Denim Moral Melange Single Jersey
Fabric: - Melange Single Jersey
Process Flow
Yarn Dyed Wash
Finishing
1. Corino2. Stenter3. Compact
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
Greige (Batch Making)
LOT NO -8

GREIGE:-
P.O.: - 109310027494
Shade: - Any dyeing shade
Material: - 30S Denim Moral Melange SJ
Sort No.: - AK11139R
Order Quantity: - 45 kg
Greige issue: - 50 kg
Greige GSM: - 135
Required GSM: - 145
Meter/Kg: - 3.87
Diameter: - 30”
Rolls consumed: - 2
Ropes Prepared: - 1
Lot No.: - K44389
Rope1:-
Rolls consumed: - 2
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 50 kg
Total Quantity: - 50 kg
Length: - 193.5 m
Date: - 31/05/2011

YARN DYED WASH:-
P.O.: - 027494
Quantity: - 50 kg
Shade: - Any Dyeing Shade
Lab Dip No.: Non- Moving
Machine No.: - 250 – 1
Start Time: - 8:00 a.m. End Time: -9:40 a.m.
Loading: - 55 kg
Time Taken: - 100 minutes
Theor Time: - 99 min
Theor Water: - 439 l
Water consumed: - 439 l
Soaping pH: - 6.60Final pH: - 5.93
SAMPLE
LCH (Lightness-Chrome-Hue) test:
1) Final sample: -
L C HBulk sample 60.07 0.61 215.82
FINISHING:-1) Corino Slitting Machine: -
M/c No.: - Corino 1
Process: - Plaiting
Start time: - 3:30 p.m.
End time: - 3:45 p.m.

Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 50 kg
M/c Speed: - 40 m/min
2) Stenter Machine (Finishing): -
M/c No.: -Monforts ST -3
Process: - Finish
Start time: - 12:20 a.m.
End time: - 12:45 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber71600C 1600C 1600C 1600C 1600C 1600C 1600C
Quantity: - 50 kg
Chain Width: - 175 cm
Final Width: - 180-181 cm
Overfeed: - 40% (due to low GSM)
RPM / Fan Speed: - 75/75
Machine Speed: - 27 m/min
Final GSM: - 142
Chemicals used: -
S. No. Material Concentration Quantity1 Microsil Mega 168 4 GPL 4.00 kg

2 Nysil 2 GPL 2.00 kg3 Acetic Acid 0.5 GPL 0.25 kgTotal volume = 100 l

3) Compactor: -
M/c No.: - Compact 3
Process: - Finish
Start time: - 11:00 a.m.
End time: - 12:15 p.m.
Normal Width: - 175 cm
Chain Width: - 192 cm
Overfeed: - 18%
Quantity: - 50 kg
Pinning Right: - 8.0%
Pinning Left: -8.0%
Final Width: - 181/180 cm
Machine Speed: - 14 m/min
Final GSM: - 150
No. of Rope run: - 1
FOLDING: -
Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok
Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirementi) Courses per inch ASTM D3887 2008 48ii) Wales per inch ASTM D3887 2008 40iii) Fabric Weight (GSM) (gm/m2)
(oz./sq. yd)ASTM D3776 2009 139.0/4.10 145
iv) Original Width (cm/inch) ASTM D3774 2008 180.0/70.87v) Usable Width (cm/inch) ASTM D3774 2008 177.0/69.69 175.0vi) Dimensional stability to
washing (%) - LengthAATCC 135 2004 -6.6 -7.0
vii) Dimensional stability to washing (%) - Width
AATCC 135 2004 -7.7 -7.0
viii) Spirality AATCC 179 2004 8.0% 5.0%ix) Bursting Strength ASTMD3786 2008 87.4 PSI

Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to laundering AATC 61-2A-2008
4.0 4.5 4.5 4.0 4.5 4.5 4.5 4.0 3.5
2 CF to Rubbing (Dry)
AATCC-8-2007
4.5 4.0
3 CF to Rubbing (Wet)
AATCC-8-2007
4.0 2.5
4 CF to Water AATCC 107-2-2009
4.0 4.5 4.5 3.5 4.5 4.5 4.5 4.0 3.0
5 CF to Perspiration (Acidic)
AATCC 15-2009
4.0 4.5 4.5 4.0 4.5 4.5 4.5 4.0 3.0
Quality Control: -
15 Holes and 14 oil stains found.
Department Remarks Folding Remarks Quality Control RemarksRoll to Roll Width 175 cm 175 cmRoll to Roll GSM 143-148 143-145Roll to Roll Hand feel OK OKDesign & Shade OK OKCenter to Selvage Shade Variation
OK OK
Roll to Roll Shade variation OK OKSkew % OK NoGrouping if any OK NoAesthetic look of fabric OK OKHairiness OK OKDead cotton OK OKContamination OK OK
PACKAGING AND DISPATCHING: -
Batch no.: - 27494
Order Quantity: - 45 kg
Quantity packed against Greige issue: - 46 kg (out of 50 kg)
Quantity sold: - 46 KG Quantity unsold: - 0 kg
No. of rolls packed: - 2
Wt. Loss: - 8%

P.O.: - 027945
S.O.: - 44592
Customer Name: - Gokaldas Images (P) Ltd. (knitting)
Buyer Name: - CARREFOUR
Material: - 34s + 20 Cotton lycra FIB SJ elastane extra soft
Fabric: - Single Jersey
Process Flow
Greige (Batch Making)
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter3. Compact Machine
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
Stenter (Heat Setting)
LOT NO -9

GREIGE:-
P.O.: - 109310027945
Shade: - Navy
Material: - 34s + 20 Cotton lycra FIB SJ elastane extra soft
Sort No.: -AK13789G
Order Quantity: - 384 kg
Greige issue: - 422 kg
Greige GSM: - 225.0
Required GSM: - 180.0
Gauge: - 28
Meter/Kg: - 3.09
Diameter: - 30”
Rolls consumed: - 14
Ropes Prepared: - 02
Lot No.: - K48831, K49416, K49528-9
Knit Lot No.: - SJNO3028-11-8310
Yarn Lot No.: - KD1010-172/-1U02
Rope1:-
Rolls consumed: - 7
Fabric quality: - 5 rolls of Grade A + 2 rolls of Grade B
Fabric form: - Open Width
Quantity: - 208.400 kg
Rope2:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 213.160 kg
Total Quantity: - 422.0 kg
Length: - 1334.9 m

Date: - 02/06/2011
STENTER (HEAT SETTING) :-Quantity: -432 kg
Shade: - Navy
Machine: - ILSUNG Stenter 2 (Heat Set)
Chamber Temperature: -
Chamber 1 Chamber 2 Chamber 3 Chamber4 Chamber 5 Chamber 6 Chamber 7200oC 200oC 200oC 200oC 200oC 200oC 200oC
Quantity: - 422 kg
Chain Width: - 178 cm
Final Width: - 185 cm
Overfeed: - 42%
RPM / Fan Speed: - 1800/1800
Machine Speed: - 14 m/min
Final GSM: - 207
Chemicals used: -
S. No. Material Concentration1 RK 4 GPL2 ACA 4 GPL
Start Time: -10:15 a.m. End Time: - 11:45 a.m.
DYEING:-

P.O.: - 27945
Quantity: - 384 kg
Shade: - Navy
Lab Dip No.: - Repeat Order
Machine No.: - 500 H – 5
Start Time: - 2:15 p.m. End Time: -1:00 a.m.
Under loading: - 13.6 %
Loading: - 432 kg
Theor Water: -32,222 l
Theor Time: - 579 min
Dyeing Method: - Isothermal
MLR: - 1:07
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: - 194 min
Water consumed: - 14,729 l
RFD sample:
Peroxide: - Nil
Absorbency: - OK
Hardness: - OK
Before dyeing pH: - 6.02 SAMPLE
2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeAm. HF Yellow HFGR 0.902% 0.97%Am. HF Red HF3B 1.20% 1.21%Am. HF Navy HFBF 1.905% 1.95%
Common salt (NaCl) 70 g/l 70 g/lCaustic lye(NaOH) 0 g/l 0 g/lSoda Ash(Na2CO3) 20 g/l 20g/l
MLR: - 1:10
Time taken: - 189 minutes
Water consumed: - 5,096 l
Dye Solution pH: -5.7Alkali pH: - 10.4
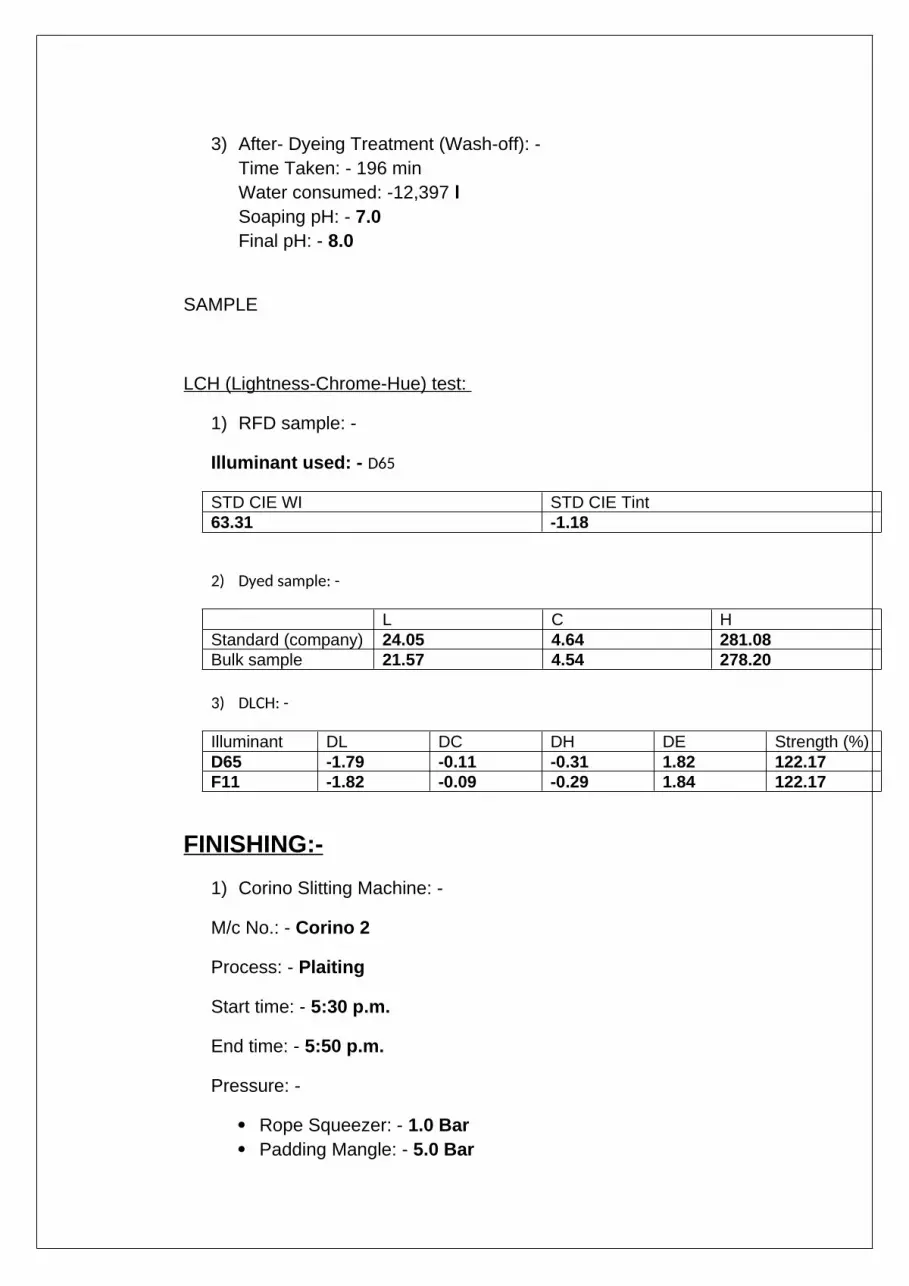
3) After- Dyeing Treatment (Wash-off): -Time Taken: - 196 minWater consumed: -12,397 lSoaping pH: - 7.0Final pH: - 8.0
SAMPLE
LCH (Lightness-Chrome-Hue) test:
1) RFD sample: -
Illuminant used: - D65
STD CIE WI STD CIE Tint63.31 -1.18
2) Dyed sample: -
L C HStandard (company) 24.05 4.64 281.08Bulk sample 21.57 4.54 278.20
3) DLCH: -
Illuminant DL DC DH DE Strength (%)D65 -1.79 -0.11 -0.31 1.82 122.17F11 -1.82 -0.09 -0.29 1.84 122.17
FINISHING:-1) Corino Slitting Machine: -
M/c No.: - Corino 2
Process: - Plaiting
Start time: - 5:30 p.m.
End time: - 5:50 p.m.
Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
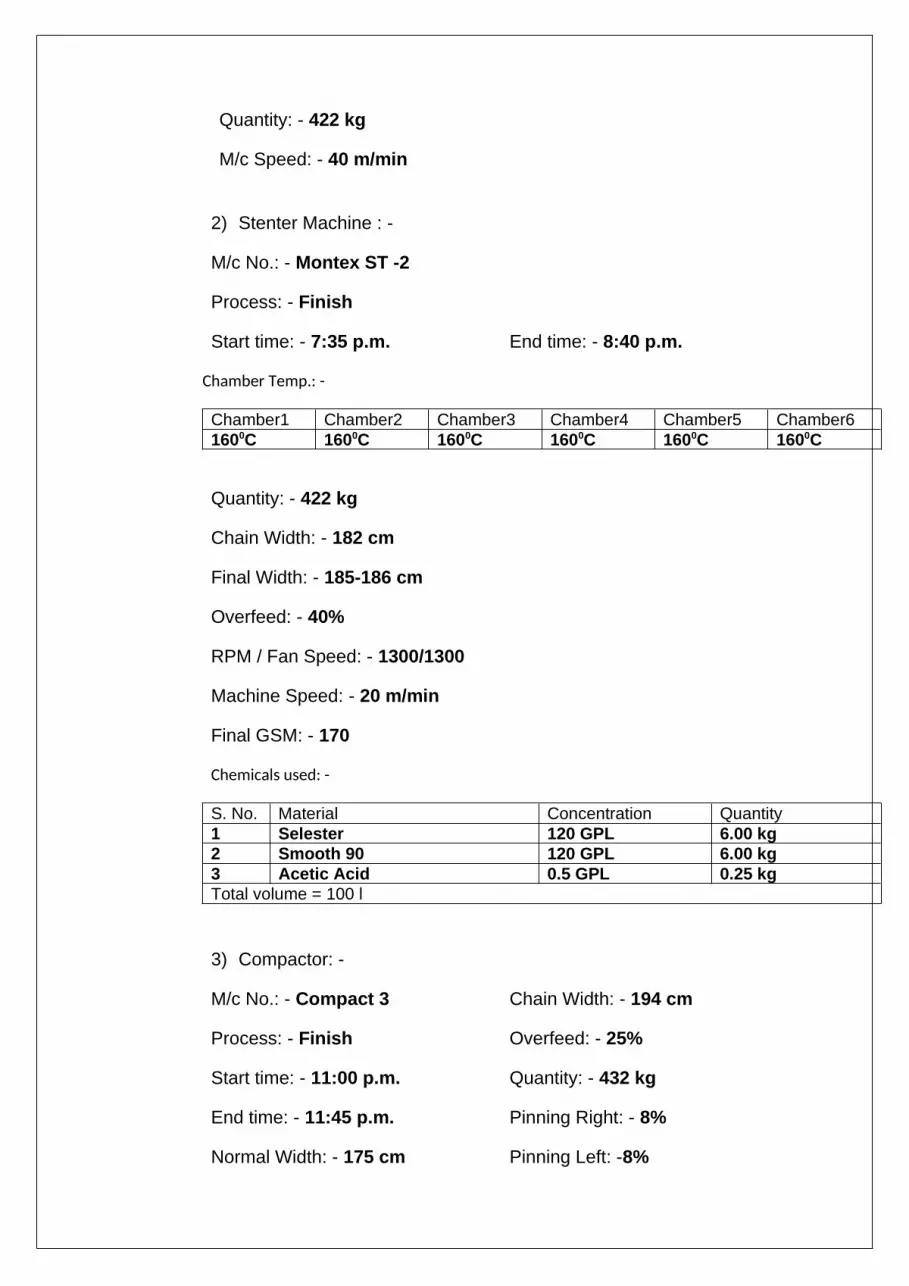
Quantity: - 422 kg
M/c Speed: - 40 m/min
2) Stenter Machine : -
M/c No.: - Montex ST -2
Process: - Finish
Start time: - 7:35 p.m. End time: - 8:40 p.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber61600C 1600C 1600C 1600C 1600C 1600C
Quantity: - 422 kg
Chain Width: - 182 cm
Final Width: - 185-186 cm
Overfeed: - 40%
RPM / Fan Speed: - 1300/1300
Machine Speed: - 20 m/min
Final GSM: - 170
Chemicals used: -
S. No. Material Concentration Quantity1 Selester 120 GPL 6.00 kg2 Smooth 90 120 GPL 6.00 kg3 Acetic Acid 0.5 GPL 0.25 kgTotal volume = 100 l
3) Compactor: -
M/c No.: - Compact 3
Process: - Finish
Start time: - 11:00 p.m.
End time: - 11:45 p.m.
Normal Width: - 175 cm
Chain Width: - 194 cm
Overfeed: - 25%
Quantity: - 432 kg
Pinning Right: - 8%
Pinning Left: -8%

Final Width: - 180/181 cm
Machine Speed: - 14 m/min
Final GSM: - 174, 173
No. of Rope run: - 2
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Handfeel: - ok
Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirementi) Courses/inch ASTM D3887 2008 58ii) Wales/inch ASTM D3887 2008 36iii) Fabric weight[GSM]
(GM/M2)/(oz./sq. Yd)ISO 3801 1977 180/5.31 180
iv) Original Width (cm/inch) ASTM D3774 2008 180/70.87v) Usable Width (cm/inch) ASTM D3774 2008 177.5/69.88 175vi) Dimensional stability to
washing (%) - LengthISO 6330 2009 -3.7 -7.0
vii) Dimensional stability to washing (%) - Width
ISO 6330 2009 -3.7 -7.0
viii) Spirality AATCC 179 2004 1.0% 5%ix) Bursting Strength ISO-13938-2 1999 EDCx) Pilling ISO 12945-1 4 4 @ 12600
REV
Colour Fastness Test: -
S Test Method Shade Staining on Requirements

n Change
Self Ace C N P Acr W ShadeChange
Staining
1 CF to Washing ISO 105 CO6-B2S-
4 4-5 4-5 4-5 4-5 4-5 4-5 3-4 3-4
2 CF to Rubbing (Dry)
ISO 105X12-2001
4-5 3-4
3 CF to Rubbing (Wet)
ISO 105X12-2001
3-4 3
4 CF to Water ISO 105EO1-2010
4 4-5 4-5 4-5 4-5 4-5 4-5 3-4 3-4
5 CF to Perspiration (Acidic)
ISO105 EO4-2008
4 4-5 4-5 4-5 4-5 4-5 4-5 3-4 3-4
6 CF to Perspiration (Alkaline)
ISO105 EO4-2008
4 4-5 4-5 4-5 4-5 4-5 4-5 3-4 3-4
Quality Control: -
Department Remarks Quality Control RemarksRoll to Roll Width 176-180 cmRoll to Roll GSM 175-190Roll to Roll Hand feel OKDesign & Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation NoSkew % 14% - 15.3 % OKGrouping if any NoAesthetic look of fabric OKHairiness OKDead cotton OKContamination OKVertical/Horizontal lines OK
PACKAGING AND DISPATCHING: -Batch no.: - 027945
Order Quantity: - 384 kg
Quantity packed against Greige issue: - 414 kg (out of 422 kg)
Quantity sold: - 391 kg
Quantity unsold: - 23 kg
No. of rolls packed: - 13
Wt. Loss: - 1.8%


P.O.: - 001093
S.O.: -43341
Customer Name: - First Step Baby Wear Pvt. Ltd.
Buyer Name: - - First Step Baby Wear
Material: - 40S Combed Plain IL (3.0mm)
Fabric: - Interlock
Process Flow
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter3. Compact
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
Greige (Batch Making)
LOT NO -10

GREIGE:-
P.O.: - 001093
Shade: - Transparent Yellow
Material: - 40S Combed Plain Interlock
Sort No.: - N/A
Order Quantity: - 514kg
Greige issue: - 716.13kg
Greige GSM: - 180
Required GSM: -190
Gauge: - 24
Meter/Kg: - 3.06
Diameter: - 30”
Rolls consumed: - 25
Ropes Prepared: - 03
Lot No.: - 236, 88
Knit Lot No.: -N/A
Yarn Lot No.: - N/A
Rope1:-
Rolls consumed: - 9
Fabric quality: - N/A
Fabric form: - Open Width
Quantity: - 240.500 kg
Rope2:-
Rolls consumed: - 8
Fabric quality: - N/A
Fabric form: - Open Width
Quantity: - 232.32 kg
Rope3:-
Rolls consumed: - 8
Fabric quality: - N/ A
Fabric form: - Open Width+ Tubular
Quantity:-91.150+150.16(of Lot No.1094)= 243.310 kg

Total Quantity: - 716.13 kg
Length: - 744.52m
Date: - 31/05/2011

DYEING:-
P.O.: - 001093
Quantity: - 716.13kg
Shade: - Transparent Yellow
Lab Dip No.: L-22180977-G
Machine No.: - 750 H – 1
Start Time: - 10:30 a.m. End Time:-16:30p.m.
Loading: - 716 kg
Theor Time: - 376 min
Theor Water: - 30,353 l
Under loading: - 4.53% (To compensate for the stretching of fabric)
Dyeing Method: - Isothermal MLR: - 1:07
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: -150 min
Water consumed: - 11,956 l
RFD sample:
Peroxide: - Nil
Absorbency: - OK
Hardness: - OK
Before dyeing pH: - 5.7 SAMPLE
2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeAmron HF Yellow HFGR 0.014% 0.014%Amron HF Yellow HF2GL 0.00195% 0.00195%Amron HF Blue HFBR 0.0009% 0.0009%
Common salt (NaCl) 10 g/l 10 g/l

Soda Ash(Na2CO3) 1.5 g/l 1.5g/lCaustic Lye 0.2g/l 0.2g/l
Dye Solution pH: - 6.5
Alkali pH: - 10.5
Time taken: - 145 minutes
Water consumed: - 6,299 l
3) After- Dyeing Treatment (Wash-off): - Time Taken: - 131 minutes Water consumed: - 12,098 l Soaping pH: - 6.5 Final pH: - 5.75
LCH (Lightness-Chrome-Hue) test: SAMPLE
1) RFD sample: -Illuminant used: - D65
BAT CIE WI BAT CIE Tint BAT TD78.07 -1.34 RR
2) Dyed sample: -
L C HStandard (company) 91.21 22.19 94.88Bulk sample 91.70 4.28 231.57
3) DLCH: -
Illuminant DL DC DH DE Strength (%)D65 0.14 -0.1 -0.53 0.56 93.31F11 0.13 -0.1 -0.67 0.69 93.31
FINISHING:-
1) Corino Slitting Machine: -
M/c No.: - Corino 2
Process: - Cutting

Start time: - 1:00 a.m.
End time: - 1:45 a.m.
Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 560 kg
M/c Speed: - 40 m/min
2) Stenter Machine (Finishing): -
M/c No.: -Monforts ST -3
Process: - Finish
Start time: - 4:00 a.m.
End time: - 4:45 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber71600C 1600C 1600C 1600C 1600C 1600C 1600C
Quantity: - 716 kg (560+156)
Chain Width: - 156 cm
Final Width: - 156/157 cm
Overfeed: - 45% (due to low GSM)
RPM / Fan Speed: - 75/75
Machine Speed: - 27 m/min
Final GSM: - 175,176
Chemicals used: -
S. No. Material Concentration Quantity1 Microsil Mega 168 20 GPL 2.00 kg2 Smooth 90 20 GPL 2.00 kg3 Acetic Acid 0.5 GPL 0.50 kgTotal volume = 100 l
3) Compacting Machine:-

M/c No.: -Compact -3
Process: - Finish
Start time: - 7:00 a.m.
End time: - 8:45 a.m.
Normal Width: - 155 cm
Chain feed: - 165 cm
Overfeed: - 12% (due to low GSM)
Pinning Left: - 8%
Pinning Right: - 8%
Final Width: - 156/157 cm
Machine Speed: - 16m/min
Final GSM: - 183,184
FOLDING: -
Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok
Lab Test Report: -
Physical test:
S.N. Test Method Result Requirement
i) Courses/inch ASTMD3887 2008 40ii) Wales/inch ASTMD3887 2008 36iii) Fabric Weight (GSM)
[(gm/m2)(oz./sq. yd)]ASTM D3776 2009 181/5.34 190
iv) Original Width (cm/inch) ASTM D3774 2008 161/63.39v) Usable Width (cm/inch) ASTM D3774 2008 161/63.39 152vi) Dimensional stability to
washing (%) - LengthAATCC 135 2004 -7.0 -9.0
vii) Dimensional stability to AATCC 135 2004 -9.0 -9.0

washing (%) - Widthviii) Spirality AATCC 179 2004 1.0% 5.0%ix) Bursting Strength ASTMD3786 2008 106.9 PSIx) Pilling Resistance at 30
minutesASTMD3512 2007 3.0 2.0
Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to laundering AATC 61-2A-2008
4.0 4.5 4.5 4.5 4.5 4.5 4.5 3.5 3.0
2 CF to Rubbing (Dry)
AATCC-8-2007
4.5 3.5
3 CF to Rubbing (Wet)
AATCC-8-2007
4.5 3.0
4 CF to Water AATCC 107-2-2009
4.0 4.5 4.5 4.5 4.5 4.5 4.5 3.5 3.0
5 CF to Perspiration (Acidic)
AATCC 15-2009
4.0 4.5 3.5 4.5 4.5 4.5 4.5 3.5 3.0
6 CF to light fastness @ 10 AFU
AATCC16EOPTION-2004
4.0 3.5
Quality Control: -
Department Remarks Quality Control RemarksRoll to Roll Width 152-156 cmRoll to Roll GSM 170-190 (GSM low) Roll to Roll Hand feel OKDesign & Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation OKSkew % NOGrouping if any NOAesthetic look of fabric OKHairiness OKDead Cotton OKContamination OKHorizontal/Vertical Lines OK
PACKAGING AND DISPATCHING: -
Batch no.: - 001093
Order Quantity: - 514
Quantity packed against Greige issue: - 522.9 kg (out of 560 kg)

Quantity sold: - 522.9 kg Quantity unsold: - 00 kg
No. of rolls packed: - 20
Wt. Loss: - 6.6

P.O.: - 037755
S.O.: - 21886
Customer Name: - Oceansky International Ltd
Buyer Name: - OCEAN SKY
Material: - AK11123N23NRDDKNF 26s 100% Organic Combed Cotton
Fabric: - 1x1 Rib
Process Flow
Greige (Batch Making)
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter3. Compact Machine
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
LOT NO -11

GREIGE:-
P.O.: - 109320037755
Shade: - Dark Denim
Material: - 26s 100% Organic Combed Cotton
Sort No.: - AK11123N23NRDDKNF
Order Quantity: - 769 kg
Greige issue: - 833 kg
Greige GSM: - 180
Required GSM: - 210
Gauge: - 18
Meter/Kg: - 3.07
Diameter: - 30”
Rolls consumed: - 28
Ropes Prepared: - 04
Lot No.: - K49644
Knit Lot No.: - RBNO3018-11-0735
Yarn Lot No.: - /6LH110034C
Rope1:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form:- Open Width
Quantity:- 216.000 kg
Rope2:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 215.840 kg
Rope3:-
Rolls consumed:-7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 198.440 kg
Rope4:-

Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 202.420 kg
Total Quantity: - 832.700 kg
Length: - 2556.4 m
Date: - 05/06/2011
DYEING:-
P.O.: - 37755
Quantity: - 832 kg
Shade: - Dark Denim
Lab Dip No.: - OCD.62180094D
Machine No.: - 1000 H – 2
Start Time: - 12:30 p.m. End Time: -8:45.m.
Loading: - 832 kg
Under loading: - 16.8 % (To compensate for the stretching of fabric)
Theor Water: - 45,922 l
Theor Time: - 435 min
Dyeing Method: - Isothermal
MLR: - 1:07
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: -100 min
Water consumed: - 13, 893 l
RFD sample:
Peroxide: - Nil
Absorbency: - OK
Hardness: - OK

Before dyeing pH: - 6.8SAMPLE
2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeAmron HF Yellow HFGR 0.148% 0.1697%Amron HF Red HF2BL 0.669% 0.671%Amron HF Blue HR2D 1.88% 0.1730%
Common salt (NaCl) 70 g/l 50 g/lCaustic flakes(NaOH) 1.5 g/l 0.5 g/l (Caustic lye)Soda Ash(Na2CO3) 15 g/l 10g/l Remarks: - Salt at start
Revatol S (0.5 gpl in dye bath) – Added for fixing shade
Time taken: - 160 minutesWater consumed: - 10,648 lDye Solution pH: - 6
3) After- Dyeing Treatment (Wash-off): -Time Taken: - 175 minutesWater consumed: - 21,381 lSoaping pH: - 6.75Alkali pH: - 10.48Final pH: - 5.75
LCH (Lightness-Chrome-Hue) test:
1) RFD sample: - SAMPLE
Illuminant used: - D65
STD CIE WI STD CIE Tint70.77 -0.17
2) Dyed sample: -
L C HStandard (company) 30.14 13.65 259.13Bulk sample 32.21 5.41 107.53
3) DLCH: -
Illuminant DL DC DH DE Strength (%)D65 0.57 0.25 -0.51 0.81 92.88

F11 0.57 0.28 -0.49 0.8 92.88
FINISHING:-1) Corino Slitting Machine: -
M/c No.: - Corino 2
Process: - Cutting
Start time: - 3:30 p.m.
End time: - 6:00 p.m.
Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 832 kg
M/c Speed: - 40 m/min
2) Stenter Machine (Drying): -
M/c No.: - Montex ST -2
Process: - Finish
Start time: - 12:15 a.m.
End time: - 2:30 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber61600C 1600C 1600C 1600C 1600C 1600C
Quantity: - 832 kg
Chain Width: - 153 cm
Final Width: - 158-159 cm
Overfeed: - 35%
RPM / Fan Speed: - 65/65

Machine Speed: - 22 m/min
Final GSM: - 204
Chemicals used: -
S. No. Material Concentration Quantity1 Microsil Mega 168 20 GPL 2.00 kg2 Smooth 90 40 GPL 4.00 kg3 Acetic Acid 0.5 GPL 0.50 kgTotal volume = 100 l
3) Compactor: -
M/c No.: - Compact 3
Process: - Finish
Start time: - 11:00 a.m.
End time: - 12:15 p.m.
Normal Width: - 170 cm
Chain Width: - 197 cm
Overfeed: - 24.2%
Quantity: - 382 kg
Pinning Right: - 60%
Pinning Left: -60%
Final Width: - 173/174 cm
Machine Speed: - 16 m/min
Final GSM: - 146, 149
No. of Rope run: - 2
Chindi/ Waste: - 13.0 kg
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok
Lab Test Report: -

Physical test: -
S.N. Test Method Result Requirementi) Courses/inch ASTM D3887 2008 42ii) Wales/inch ASTM D3887 2008 28iii) Fabric weight[GSM]
(GM/M2)/(oz./sq. Yd)ISO 3801 1977 210/6.19 210
iv) Original Width (cm/inch) ASTM D3774 2008 165.5/65.16v) Usable Width (cm/inch) ASTM D3774 2008 163/64.17 154vi) Dimensional stability to
washing (%) - LengthISO 6330 2009 -3.0 -8.0
vii) Dimensional stability to washing (%) - Width
ISO 6330 2009 -7.8 -8.0
viii) Spirality AATCC 179 2004 0.4% 5%ix) Bursting Strength ISO-13938-2 1999 689.2 KPA
Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to Washing ISO 105 CO6-B2S-
4 4-5 4-5 4-5 4-5 4-5 4-5 4 3-4/AC, N=2-3
2 CF to Rubbing (Dry)
ISO 105X12-2001
4-5 4
3 CF to Rubbing (Wet)
ISO 105X12-2001
3-4 2
4 CF to Water ISO 105EO1-2010
4 4-5 4-5 4-5 4-5 4-5 4-5 4 3-4/AC, N=2-3
5 CF to Perspiration (Acidic)
ISO105 EO4-2008
4 4-5 4-5 4-5 4-5 4-5 4-5 4 3-4/AC, N=2-3
6 CF to Perspiration (Alkaline)
ISO105 EO4-2008
4 4-5 4-5 4-5 4-5 4-5 4-5 4 3-4/AC, N=2-3
Quality Control: -
Department Remarks Folding Remarks Quality Control RemarksRoll to Roll Width 155-157 cm 153-157 cmRoll to Roll GSM 202-220 202-220Roll to Roll Hand feel OK OKDesign & Shade OK OKCenter to Selvage Shade Variation
OK OK
Roll to Roll Shade variation - SLV in roll to rollSkew % No NoGrouping if any No NoAesthetic look of fabric OK OKHairiness OK OK

Dead cotton OK OKContamination OK OKBowing - 6-8%
1m slitting line on selvage
PACKAGING AND DISPATCHING: -Batch no.: - 037755
Order Quantity: - 769 kg
Quantity packed against Greige issue: - 740 kg (out of 833 kg)
Quantity sold: - 740 kg
Quantity unsold: - 0 kg
No. of rolls packed: - 22
Wt. Loss: - 11.1%
Packing Percentage: -96.2%

P.O.: - 001204(Job Work)
S.O.: - 44919
Customer Name: - First Step Baby Wear Pvt ltd
Buyer Name: - First Step Baby Wear
Material: - 40S cotton Plain Interlock
Fabric: - Interlock
Process Flow
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter3. Compactor
Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching
Greige (Batch Making)
LOT NO -12

GREIGE:-
P.O.: - 109330001204
Shade: - Fondent Pink
Material: - 40S CTN Plain Interlock
Sort No: - N/A (Since its job work)
Order Quantity: - 1062kg
Greige issue: - 1162 kg
Greige GSM: - 185
Required GSM: - 190
Gauge: - 24
Meter/Kg: - 3.35
Diameter: - 30’’
Rolls consumed: - 65
Ropes Prepared: - 6
Lot No.: - 3015199071
Knit Lot No.: - N/A (Since its job work)
Yarn Lot No.: - N/A (Since its job work)
Rope1:-
Rolls consumed: - 12
Fabric form: - Open Width
Quantity: - 222.90 kg
Rope2:-
Rolls consumed: - 11
Fabric form: - Open Width
Quantity: - 228.7 kg
Rope3:-
Rolls consumed: - 10
Fabric form: - Open Width
Quantity: - 220.48 kg
Rope4:-
Rolls consumed: - 10
Fabric form: - Open Width
Quantity: - 217.75 kg
Rope5:-
Rolls consumed: - 10
Fabric form: - Open Width
Quantity: - 230.98 kg
Rope6:-
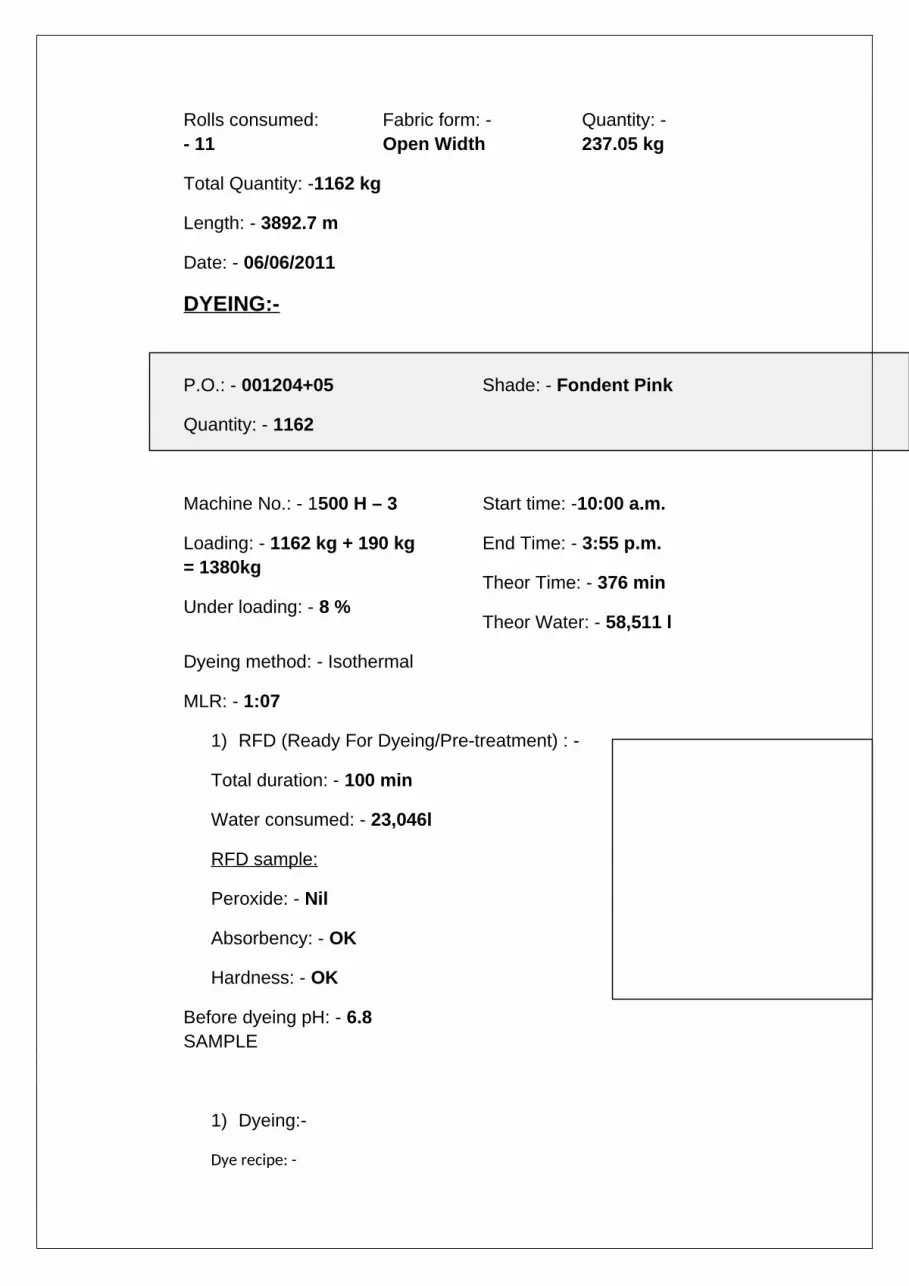
Rolls consumed: - 11
Fabric form: - Open Width
Quantity: - 237.05 kg
Total Quantity: -1162 kg
Length: - 3892.7 m
Date: - 06/06/2011
DYEING:-
P.O.: - 001204+05
Quantity: - 1162
Shade: - Fondent Pink
Machine No.: - 1500 H – 3
Loading: - 1162 kg + 190 kg = 1380kg
Under loading: - 8 %
Start time: -10:00 a.m.
End Time: - 3:55 p.m.
Theor Time: - 376 min
Theor Water: - 58,511 l
Dyeing method: - Isothermal
MLR: - 1:07
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: - 100 min
Water consumed: - 23,046l
RFD sample:
Peroxide: - Nil
Absorbency: - OK
Hardness: - OK
Before dyeing pH: - 6.8 SAMPLE
1) Dyeing:-
Dye recipe: -

Material Lab recipe Bulk recipeAm. HF Red HF2BL 0.015% 0.015%Am. HF Yellow HFGR 0.0005% 0.0005%
Common salt (NaCl) 10 g/l 10 g/lCaustic Lye 5 g/l 5 g/lSoda Ash(Na2CO3) 0.2g/l 0.2g/l

Dye Solution pH: - 5-5
Alkali pH: - 10.6
Time taken: - 145 mins
Water consumed: - 12,143l
2) After- Dyeing Treatment (Wash-off): - Time Taken: - 131 mins Water consumed: - 23,322 l Soaping pH: - 5.75 Final pH: - 6.2
LCH (Lightness-Chrome-Hue) test:
1) RFD sample: - SAMPLEIlluminant used: - D65
STD CIE WI STD CIE Tint74.22 -0.73
2) Dyed sample: -
L C HStandard (company) 86.30 10.62 349.12Bulk sample 92.72 4.47 70.31
3) DLCH: -
Illuminant DL DC DH DE Strength (%)D65 0.68 1.27 0.87 1.69 81.47F11 0.74 1.35 1.07 1.87 81.47
FINISHING:-
1) Corino Slitting Machine: -
M/c No.: - Corino 2
Process: - Cutting
Start time: - 1:00 a.m.
End time: - 1:45 a.m.

Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 560 kg
M/c Speed: - 40 m/min
2) Stenter Machine (Finishing): -
M/c No.: -Monforts ST -3
Process: - Finish
Start time: - 4:00 a.m.
End time: - 4:45 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber71600C 1600C 1600C 1600C 1600C 1600C 1600C
Quantity: - 716 kg (560+156)
Chain Width: - 156 cm
Final Width: - 156/157 cm
Overfeed: - 45% (due to low GSM)
RPM / Fan Speed: - 75/75
Machine Speed: - 27 m/min
Final GSM: - 175,176
Chemicals used: -
S. No. Material Concentration Quantity1 Microsil Mega 168 20 GPL 2.00 kg2 Smooth 90 20 GPL 2.00 kg3 Acetic Acid 0.5 GPL 0.50 kgTotal volume = 100 l

3) Compacting Machine:-
M/c No.: -Compact -3
Process: - Finish
Start time: - 7:00 a.m.
End time: - 8:45 a.m.
Normal Width: - 155 cm
Chain feed: - 165 cm
Overfeed: - 12% (due to low GSM)
Pinning Left: - 8%
Pinning Right: - 8%
Final Width: - 156/157 cm
Machine Speed: - 16m/min
Final GSM: - 183,184
FOLDING: -
Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok
Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirement
i) Courses/inch ASTM D3887 2008
44
ii) Wales/inch ASTM D3887 2008
36
iii) Fabric weight[GSM] (GM/M2)/(oz./sq. Yd)
ISO 3801 1977 194/5.70 190
iv) Original Width (cm/inch) ASTM D3774 2008
160/62.99
v) Usable Width (cm/inch) ASTM D3774 2008
157.5/62.01 154
vi) Dimensional stability to washing (%) - Length
ISO 6330 2009 -6.3 -8.0
vii) Dimensional stability to ISO 6330 2009 -8.0 -8.0

washing (%) - Widthviii) Spirality AATCC 179 2004 1% 5%ix) Bursting Strength ISO-13938-2 1999 782.8 KPAColour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to Washing ISO 105 CO6-B2S-
4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
2 CF to Rubbing (Dry)
ISO 105X12-2001
4-5 4
3 CF to Rubbing (Wet)
ISO 105X12-2001
4-5 3-4
4 CF to Water ISO 105EO1-2010
4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
5 CF to Perspiration (Acidic)
ISO105 EO4-2008
4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
6 CF to Perspiration (Alkaline)
ISO105 EO4-2008
4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
Quality Control: -
Department Remarks Quality Control RemarksRoll to Roll Width 154-158 cmRoll to Roll GSM 175-198Roll to Roll Hand feel OKDesign & Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation OKSkew % OKGrouping if any NoAesthetic look of fabric OKHairiness OK
30 m needle line Selvage side 21 cm, 7 cm respectively
PACKAGING AND DISPATCHING: -
Batch no.: - 1204
Order Quantity: - 1062 kg
Quantity packed against Greige issue: - 1084 kg (out of 1160kg)
Quantity sold: - 1084 kg Quantity unsold: - 0 kg
No. of rolls packed: - 63
Wt. Loss: -6.5 %
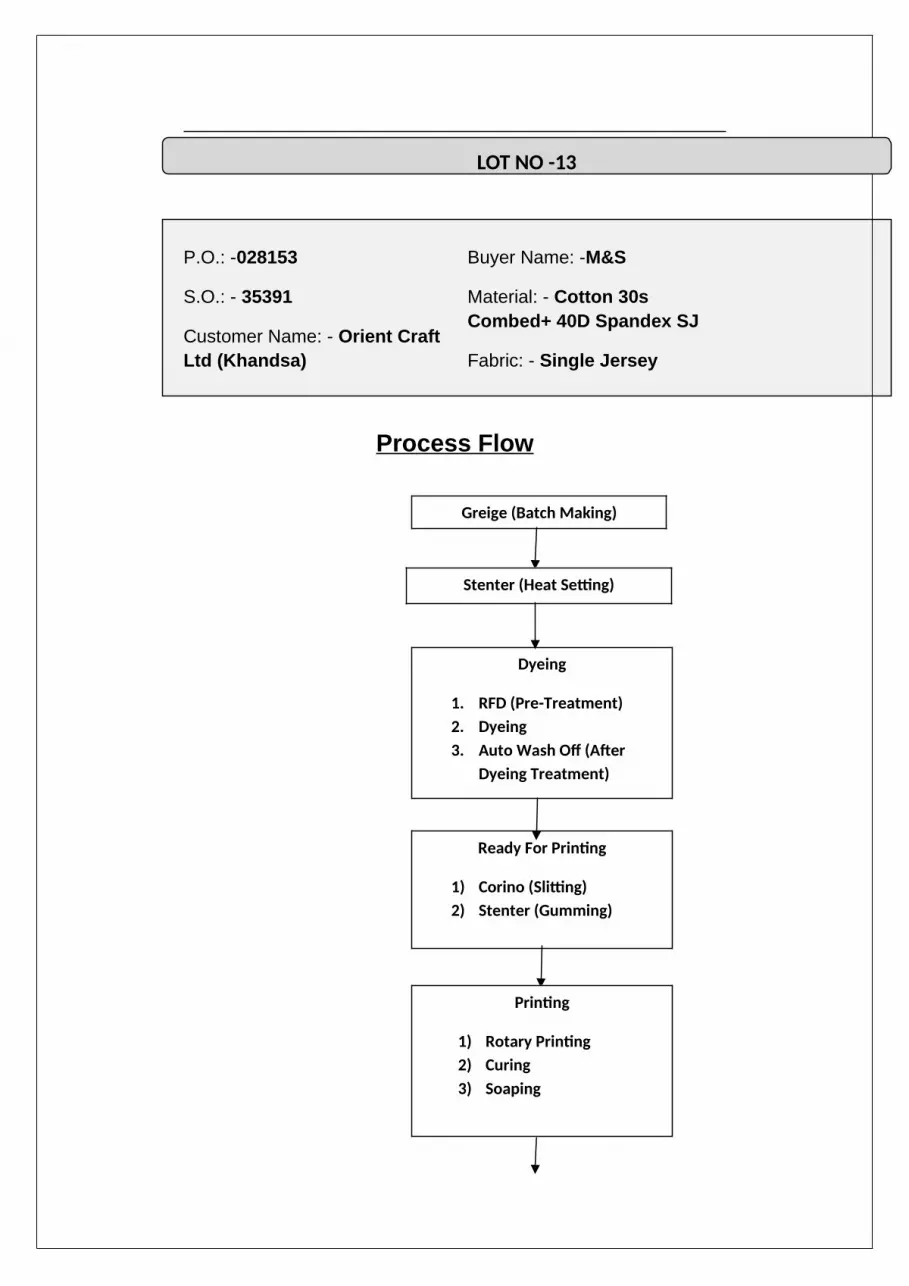
P.O.: -028153
S.O.: - 35391
Customer Name: - Orient Craft Ltd (Khandsa)
Buyer Name: -M&S
Material: - Cotton 30s Combed+ 40D Spandex SJ
Fabric: - Single Jersey
Process Flow
Greige (Batch Making)
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Ready For Printing
1) Corino (Slitting)2) Stenter (Gumming)
Stenter (Heat Setting)
Printing
1) Rotary Printing2) Curing3) Soaping
LOT NO -13

GREIGE:-
P.O.: - 028153
Shade: - Pink Mix Print
Material: - Cotton 30s Combed+ 40D Spandex SJ
Sort No.: - AK10031G-COTTN 30S
Order Quantity: - 390kg
Greige issue: -463 kg
Greige GSM: - 270
Required GSM: - 220
Gauge: - 28
Meter/Kg: - 2.61
Diameter: - 30
Rolls consumed: - 15
Ropes Prepared: - 3
Lot No.: - K49482, K49483, K49559
Knit Lot No.: - SJNO3028-11-8666, SJNO3028-11-8764, SJNO3028-11-0769
Packaging & Dispatching
Folding
1) Quality Assurance2) Inspection3) Quality Control
Finishing
1) Stenter2) Compactor

Yarn Lot No.: - /6LH100165D, /6LH110035B
Rope1:-
Rolls consumed: - 6
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 183.21 kg
Rope2:-
Rolls consumed: - 6
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 183.770 kg
Rope3:-
Rolls consumed: - 3
Fabric quality: - Grade A+ Grade B (1 Roll)
Fabric form: - Open Width
Quantity: - 96.48 kg
Total Quantity: - 463.46 kg
Length: - 1139.16 m
Date: - 08/06/2011
STENTER (HEAT SETTING) :-Shade: - Pink Mix Print
Machine: - ILSUNG Stenter 1 (Heat Set)
Chamber Temperature: -
Chamber 1
Chamber 2
Chamber 3
Chamber4 Chamber 5
Chamber 6
Chamber 7
195oC 195oC 195oC 195oC 195oC 195oC 195oC
Quantity: - 535 kg
Chain Width: - 146cm
Final Width: - 170 cm
Overfeed: - 18%

RPM / Fan Speed: - 1800/1800
Machine Speed: - 12 m/min
Final GSM: - 234
Chemicals used: -
S. No. Material Concentration1 RK 4 GPL2 ACA 4 GPL
Start Time: -9:10 a.m. End Time: - 10:55 a.m.
DYEING:-
P.O.: - 028153
Quantity: - 536 kg
Shade: - Pink Mix Print
Lab Dip No.: - KTV-2930
Machine No.: - 750 H – 1
Start Time: - 10:50 p.m. End Time: -2:40 p.m. (Day 2)
Under loading: - 28.5 %
Loading: - 536 kg
Theor Water: -30,975 l
Theor Time: - 458 mins
Dyeing Method: - Isothermal
MLR: - 1:07
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: - 136min
Water consumed: - 12,486 l
RFD sample:
Peroxide: - Nil
Absorbency: - OK
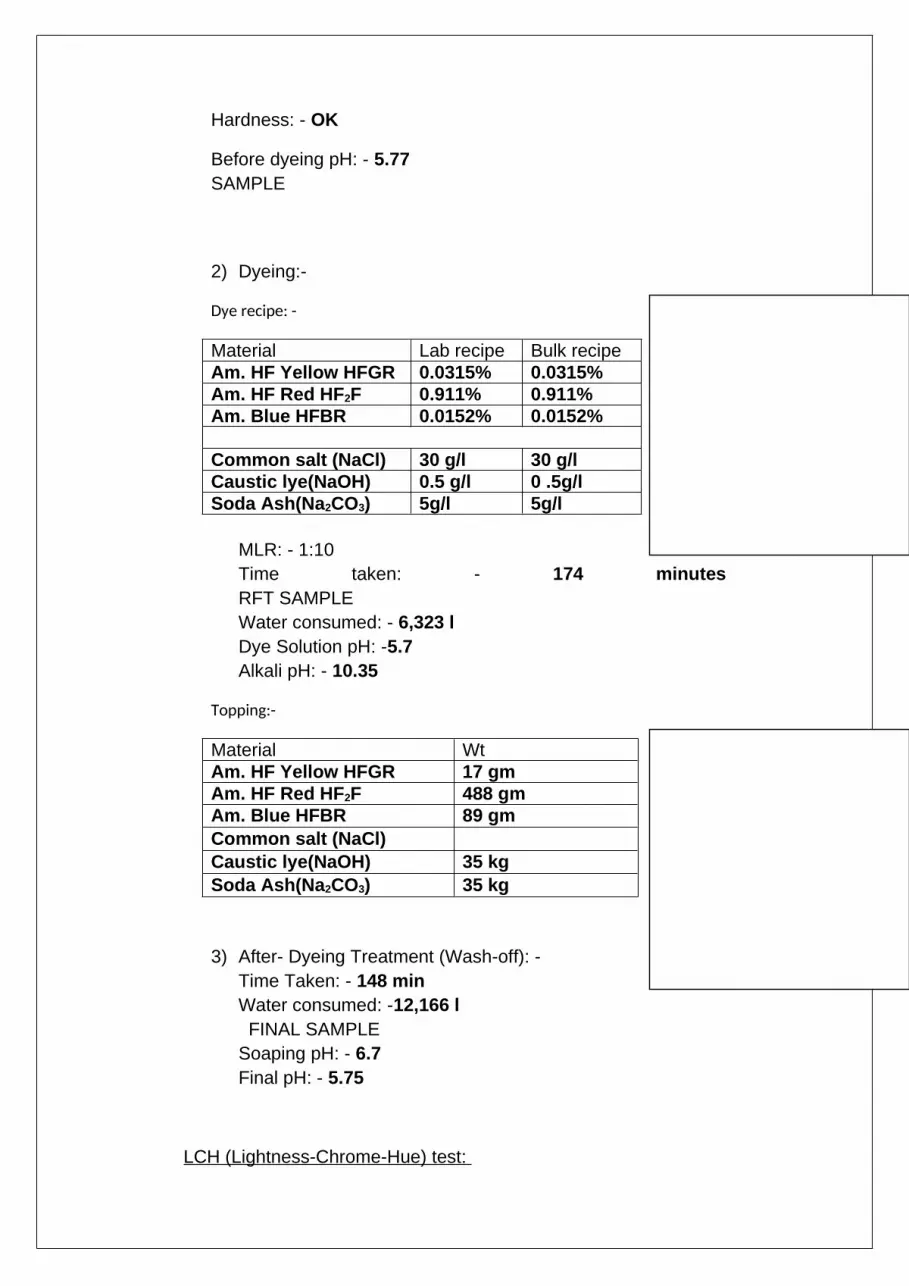
Hardness: - OK
Before dyeing pH: - 5.77 SAMPLE
2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeAm. HF Yellow HFGR 0.0315% 0.0315%Am. HF Red HF2F 0.911% 0.911%Am. Blue HFBR 0.0152% 0.0152%
Common salt (NaCl) 30 g/l 30 g/lCaustic lye(NaOH) 0.5 g/l 0 .5g/lSoda Ash(Na2CO3) 5g/l 5g/l
MLR: - 1:10 Time taken: - 174 minutes RFT SAMPLEWater consumed: - 6,323 lDye Solution pH: -5.7Alkali pH: - 10.35
Topping:-
Material WtAm. HF Yellow HFGR 17 gmAm. HF Red HF2F 488 gmAm. Blue HFBR 89 gmCommon salt (NaCl)Caustic lye(NaOH) 35 kgSoda Ash(Na2CO3) 35 kg
3) After- Dyeing Treatment (Wash-off): -Time Taken: - 148 minWater consumed: -12,166 lFINAL SAMPLE
Soaping pH: - 6.7Final pH: - 5.75
LCH (Lightness-Chrome-Hue) test:

1) RFD sample: -
Illuminant used: - D65
STD CIE WI STD CIE Tint64.83 -2.23
2) Dyed sample: -
L C HStandard (company)
75.33 42.55 103.10
RFT 51.68 48.08 353.86Bulk sample 50.83 48.25 354.08
3) DLCH: -
Illuminant DL DC DH DE Strength (%)
D65 0.54 0.03 0.01 0.55 91.79F11 0.55 -0.04 0.08 0.56 91.79
READY FOR PRINTING:-1. Corino Slitting Machine: -
M/c No.: - Corino 1
Process: - Plaiting
Start time: - 2:30 a.m.
End time: - 3:20 a.m.
Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 420.31 kg
M/c Speed: - 30 m/min
2. Stenter Machine : -

M/c No.: - Montex ST -3
Process: - Cutting & Gumming
Start time: - 5:50 a.m.
End time: - 7:00 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber61600C 1600C 1600C 1600C 1600C 1600C
Quantity: - 485 kg (028153+54)
Chain Width: - 180 cm
Final Width: - 178 cm
Overfeed: - 38%
RPM / Fan Speed: - 85/85
Machine Speed: - 20 m/min
Final GSM: - 215
3. Stenter Machine : -
M/c No.: - Montex ST -3
Process: - Drying
Start time: - 7:50 a.m.
End time: - 8:05 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber61650C 1650C 1650C 1650C 1650C 1650C
Quantity: - 465 kg
Chain Width: - 180 cm
Final Width: - 178 cm
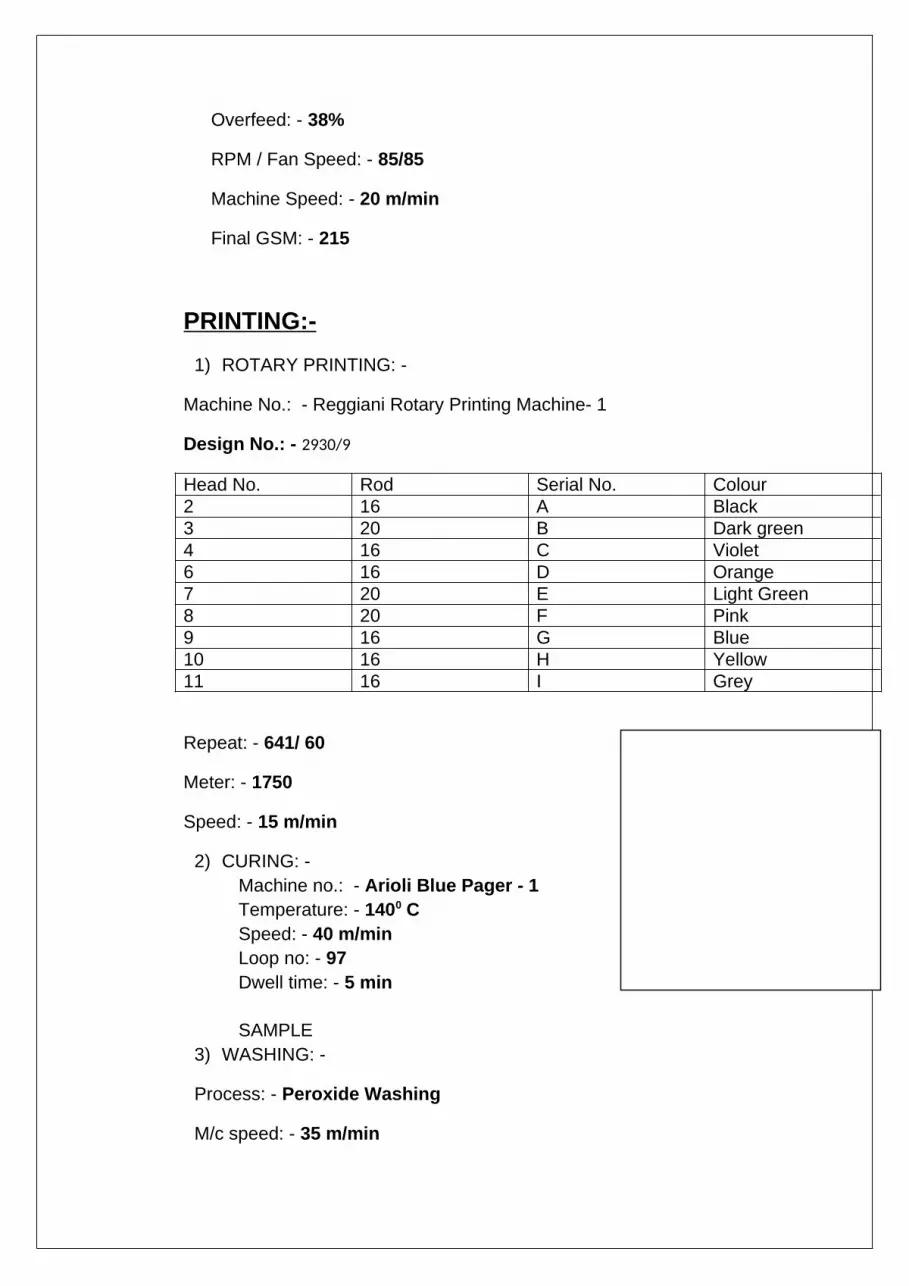
Overfeed: - 38%
RPM / Fan Speed: - 85/85
Machine Speed: - 20 m/min
Final GSM: - 215
PRINTING:-1) ROTARY PRINTING: -
Machine No.: - Reggiani Rotary Printing Machine- 1
Design No.: - 2930/9
Head No. Rod Serial No. Colour2 16 A Black3 20 B Dark green4 16 C Violet6 16 D Orange7 20 E Light Green8 20 F Pink9 16 G Blue10 16 H Yellow11 16 I Grey
Repeat: - 641/ 60
Meter: - 1750
Speed: - 15 m/min
2) CURING: -Machine no.: - Arioli Blue Pager - 1Temperature: - 1400 CSpeed: - 40 m/minLoop no: - 97Dwell time: - 5 min
SAMPLE3) WASHING: -
Process: - Peroxide Washing
M/c speed: - 35 m/min
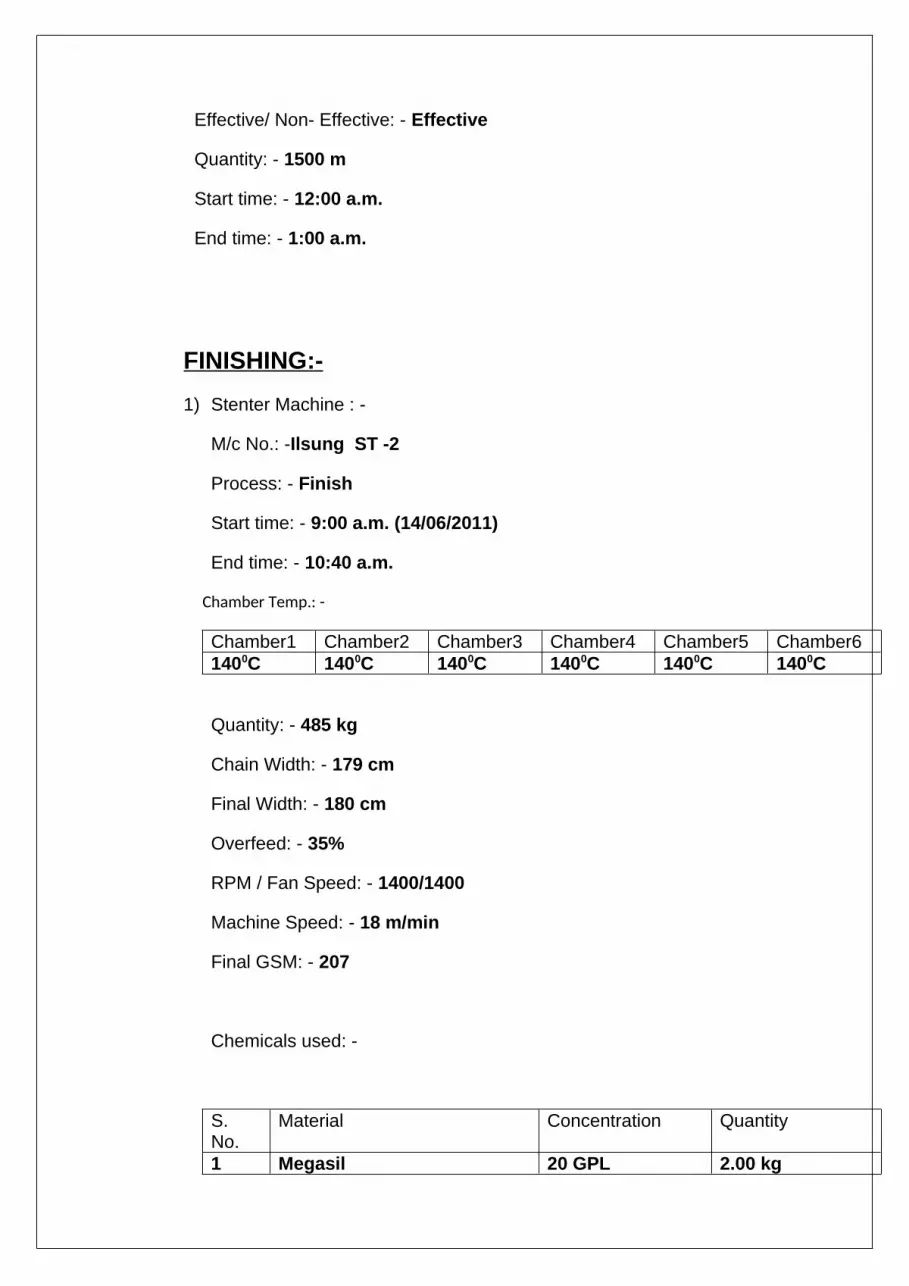
Effective/ Non- Effective: - Effective
Quantity: - 1500 m
Start time: - 12:00 a.m.
End time: - 1:00 a.m.
FINISHING:-1) Stenter Machine : -
M/c No.: -Ilsung ST -2
Process: - Finish
Start time: - 9:00 a.m. (14/06/2011)
End time: - 10:40 a.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber61400C 1400C 1400C 1400C 1400C 1400C
Quantity: - 485 kg
Chain Width: - 179 cm
Final Width: - 180 cm
Overfeed: - 35%
RPM / Fan Speed: - 1400/1400
Machine Speed: - 18 m/min
Final GSM: - 207
Chemicals used: -
S. No.
Material Concentration Quantity
1 Megasil 20 GPL 2.00 kg

2 Smooth 90 20 GPL 2.00 kg3 Acetic Acid 0.5 GPL 0.25 kgTotal volume = 100 l
2) Compactor: -
M/c No.: - Compact 3
Process: - Finish
Start time: - 2:00 p.m.
End time: - 4:00 p.m.
Normal Width: - 176 cm
Chain Width: - 195 cm
Overfeed: - 12%
Quantity: - 400 kg (1st shift) & 20 kg (2nd shift)
Pinning Right: - 8%
Pinning Left: -8%
Final Width: - 175/176 cm
Machine Speed: - 16 m/min
Final GSM: - 217/224
No. of Rope run: - 2
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Handfeel: - ok
Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirement
i) Courses/inch ASTM D3887 2008
68
ii) Wales/inch ASTM D3887 2008
32

iii) Fabric weight[GSM] (GM/M2)/(oz./sq. Yd)
M&S P65 227/6.69 220
iv) Original Width (cm/inch) ASTM D3774 2008
176/69.29
v) Usable Width (cm/inch) ASTM D3774 2008
172.5/67.91
vi) Dimensional stability to washing (%) - Length
M&S P1A (MSW (III) )
-2.2 -5+-2
vii) Dimensional stability to washing (%) - Width
M&S P1A (MSW (III) )
-5.0 -7+-2
viii) Spirality M&S P1B 2 MM 20 MM
Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to Washing M&S C4A@500C
4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
2 CF to Rubbing (Dry)
M&S C8- 4-5 4
3 CF to Water M&S C6- 4 4-5 4-5 4-5 4-5 4-5 4-5 4 44 CF to Perspiration
(Acidic)M&S C7- 4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
5 CF to Perspiration (Alkaline)
M&S C7- 4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
6 CF to Oxidative Bleach Damage
M&S C10A- 4 3-4 ON T0NE
7 CF to Hydrolysis of Reactive Dyes
M&S C11- 4 4-5 4-5 4-5 4-5 4-5 4-5 4 4
Quality Control: -
Department Remarks Quality Control RemarksRoll to Roll Width 171-174 cmRoll to Roll GSM 207-248Roll to Roll Hand feel OKDesign & Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation NoSkew % OKGrouping if any NOAesthetic look of fabric OKHairiness OKDead cotton OKContamination OK

Vertical/Horizontal lines OK
PACKAGING AND DISPATCHING: -Batch no.: - 028153 Order Quantity: - 390 kg
Quantity packed against Greige issue: - 424 kg (out of 455 kg)
Quantity sold: - 412 kg Quantity unsold: - 12 kg
No. of rolls packed: - 15 Wt. Loss: - 6.8%
P.O.: - 028478
S.O.: - 43009
Customer Name: - Shakthi Knitting Limited
Buyer Name: - H & M
Material: - 26s Combed Organic Cotton
Fabric: - 2 Tuck Pique
Process Flow
Greige (Batch Making)
Dyeing
1. RFD (Pre-Treatment)2. Dyeing3. Auto Wash Off (After
Dyeing Treatment)
Finishing
1. Corino2. Stenter
Stenter (Heat Setting)
LOT NO -14

Folding
1. Quality Assurance2. Inspection3. Quality Control
Packaging & Dispatching

GREIGE:-
P.O.: - 09310028478
Shade: - Fresh Vanilla
Material: - 26s Combed Organic Cotton 2 Tuck Pique
Sort No.: - NA (Outside Knitting)
Order Quantity: - 1,004 kg
Greige issue: - 1290.55 kg
Greige GSM: - 167
Required GSM: - 210
Gauge: - 24
Meter/Kg: - 2.45
Diameter: - 26
Rolls consumed: - 38
Ropes Prepared: - 6
Lot No.: - K49800
Knit Lot No.: - NA (Outside Knitting)
Yarn Lot No.: - NA (Outside Knitting)
Rope1:-
Rolls consumed: - 6
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 183.53 kg
Rope4:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 187.31 kg
Rope2:-
Rolls consumed: - 6
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 183.32 kg
Rope5:-
Rolls consumed: - 7
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 184.09 kg
Rope3:-
Rolls consumed: - 6
Fabric quality: - Grade A
Fabric form: - Open Width

Quantity: - 181.95 kg
Rope6:-
Rolls consumed: - 6
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 181.86 kg
Total Quantity: - 1,290.55 kg
Length: - 3161.72 m
Date: - 13/06/2011
DYEING:-
P.O.: - 28478
Quantity: - 1,004 kg
Shade: - Fresh Vanilla
Lab Dip No.: - OCL-22180069’D
Machine No.: - 1500 H – 1
Start Time: - 6:25 p.m. End Time: -12:40 a.m.
Loading: - 1,290 kg
Under loading: - 14 %
Theor Water: - 54,183 l
Theor Time: - 376 min
Dyeing Method: - Isothermal
MLR: - 1:07
1) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: -100 min
Water consumed: - 21,341 l
RFD sample:
Peroxide: - Nil
Absorbency: - OK
Hardness: - OK

Before dyeing pH: - 7 SAMPLE
2) Dyeing:-
Dye recipe: -
Material Lab recipe Bulk recipeAm. HF Yellow HFGR 0.088% 0.088%Am. HF Red HF2BL 0.0017% 0.0017%Am. HF Blue HFBR 0.0053% 0.0053%
Common salt (NaCl) 10 g/l 10 g/lCaustic flakes (NaOH) 0.2 g/l 0.2 g/l (caustic lye)Soda Ash(Na2CO3) 5 g/l 5g/l
Time taken: - 145 minutesWater consumed: - 11,245 lDye Solution pH: - 6.31
3) After- Dyeing Treatment (Wash-off): -Time Taken: - 131 minutesWater consumed: - 21,597 lSoaping pH: - 6.2Alkali pH: - 10Final pH: - 6
SAMPLE
LCH (Lightness-Chrome-Hue) test:
1) RFD sample: -
Illuminant used: - D65
STD CIE WI STD CIE Tint71.27 -1.72

2) Dyed sample: -
L C HStandard (company) 84.39 37.42 89.18Bulk sample 81.61 35.99 84.33
3) DLCH: -
Illuminant DL DC DH DE Strength (%)D65 0.13 -0.63 0.18 0.67 94.99F11 0.18 -0.61 0.36 0.73 94.99
FINISHING:-1) Corino Slitting Machine: -
M/c No.: - Corino 1
Process: - Cutting
Start time: - 7:15 a.m.
End time: - 10:30 a.m.
Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 1,102 kg
M/c Speed: - 40 m/min
2) Stenter Machine : -
M/c No.: - Montex ST -2
Process: - Finish
Start time: - 2:00 p.m.
End time: - 5:30 p.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber61600C 1600C 1600C 1600C 1600C 1600C

Quantity: - 1,102 kg
Chain Width: - 195 cm
Final Width: - 196 cm
Overfeed: - 50%
RPM / Fan Speed: - 1000/1000
Machine Speed: - 22 m/min
Final GSM: - 209
Chemicals used: -
S. No. Material Concentration Quantity1 Microsil Mega 168 10 GPL 1.00 kg2 Smooth 90 20 GPL 2.00 kg3 Acetic Acid 0.5 GPL 0.50 kgTotal volume = 100 l
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Shrink: - ok
Handfeel: - ok
Chemical: - ok
Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirementi) Fabric weight[GSM]
(GM/M2)/(oz./sq. Yd)ISO 3801 1977 220/6.49 210
ii) Original Width (cm/inch) ASTM D3774 2008 197/77.56iii) Usable Width (cm/inch) ASTM D3774 2008 19.5/76.57 190iv) Dimensional stability to ISO 6330 2009 -2.5 -8.0

washing (%) - Lengthv) Dimensional stability to
washing (%) - WidthISO 6330 2009 -7.8 -8.0
vi) Spirality AATCC 179 2004 0.4% 5%vii) Bursting Strength ISO-13938-2 1999 587.4 KPA
Colour Fastness Test: -
Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to Washing ISO 105 CO6-B2S-
4 4-5 4-5 4-5 4-5 4-5 4-5 4 3-4
2 CF to Rubbing (Dry)
ISO 105X12-2001
4-5 4
3 CF to Rubbing (Wet)
ISO 105X12-2001
4-5 3
4 CF to Water ISO 105EO1-2010
4 4-5 4-5 4-5 4-5 4-5 4-5 4 3-4
5 CF to Perspiration (Acidic)
ISO105 EO4-2008
4 4-5 4-5 4-5 4-5 4-5 4-5 3-4 3-4
6 CF to Perspiration (Alkaline)
ISO105 EO4-2008
4 4-5 4-5 4-5 4-5 4-5 4-5 3-4 3-4
Quality Control: -
Department Remarks Quality Control RemarksRoll to Roll Width 189-191 cmRoll to Roll GSM 211-220Roll to Roll Hand feel OKDesign & Shade OKCenter to Selvage Shade Variation OKRoll to Roll Shade variation OKSkew % OKGrouping if any OKAesthetic look of fabric Some holes and yarn patta on 17 rollsHairiness OKDead cotton OKContamination OKVertical/Horizontal lines OK
PACKAGING AND DISPATCHING: -

Batch no.: - 28478
Order Quantity: - 1004 kg
Quantity packed against Greige issue: - 997.30 kg (out of 1101 kg greige issue)
Quantity sold: - 577.60 kg (in Grade A) + 364.7 kg (in Grade B)
Quantity unsold: - 55 kg No. of rolls packed: - 35 rolls
Wt. Loss: - 9.4%
P.O.: -037788
S.O.: - 22198
Customer Name: - MAS Active (Pvt) Ltd
Buyer Name: - MAS Active (Pvt) Ltd
Material: - 60s Cotton+ 75/72D+40D Spandex Plated SJ
Fabric: - Plated Single Jersey
Process Flow
Greige (Batch Making)
Dyeing
1) RFD (Pre-Treatment)2) Dyeing3) Auto Wash Off (After
Dyeing Treatment)
Finishing
1) Corino (Slitting)2) Stenter (Gumming)3) Compactor
Stenter (Heat Setting)
LOT NO -15

Folding
1) Quality Assurance2) Inspection3) Quality Control
Packaging & Dispatching

GREIGE:-
P.O.: - 037788
Shade: - Black
Material: - 60s Cotton+ 75/72D+40D Spandex Plated SJ
Sort No.: - AK13967
Order Quantity: - 246kg
Greige issue: -276 kg
Greige GSM: - 230
Required GSM: - 190
Gauge: - 24
Meter/Kg: - 3.61
Diameter: - 30
Rolls consumed: - 10
Ropes Prepared: - 2
Lot No.: - K49698
Knit Lot No.: - SJNO3024-11-0789
Yarn Lot No.: - /3LH1100003
Rope1:-
Rolls consumed: - 5
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 148.45 kg
Rope2:-
Rolls consumed: - 5
Fabric quality: - Grade A
Fabric form: - Open Width
Quantity: - 127.07 kg
Total Quantity: - 275.52 kg
Length: - 996.36 m
Date: - 08/06/2011

STENTER (HEAT SETTING) :-Shade: - Black
Machine: - ILSUNG Stenter 2 (Heat Set)
Chamber Temperature: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber6 Chamber7195oC 195oC 195oC 195oC 195oC 195oC 195oC
Quantity: - 276 kg
Chain Width: - 168cm
Final Width: - 172 cm
Overfeed: - 15%
RPM / Fan Speed: - 1800/1800
Machine Speed: - 12 m/min
Final GSM: - 210
Chemicals used: -
S. No. Material Concentration1 HFC 4 GPL2 ACA 2 GPL
Start Time: -12:00 p.m. End Time: - 12:55 p.m.
DYEING:-P.O.: - 037788
Quantity: - 276 kg
Shade: - Black
Lab Dip No.: - D-92181374-A
Machine No.: - 500 – 5(Reduction Clear) & 500-1 (Cotton Dyeing)

Start Time: - 6:50 a.m. End Time: -8:30 p.m. (Day 2)
Under loading: - 44.8%
Loading: - 276kg
Theor Water: -21,052 l
Theor Time: - 690 mins
1) Dyeing for Polyester(Without Neutral):-Start Time: - 6:50 a.m.End Time: - 10:30 p.m.Dye Recipe:-
POLYESTER DYED SAMPLE (RFT)
Topping Recipe:-
Material recipeCoralene YELLOW BROWN 0.54%Coralene RUBINE XF2G 0.30%Coralene Black XF 0.8%
Time taken: - 207 minutes Water consumed: - 5,821 lPeroxide: - NilAbsorbency: - OKHardness: - OKDye Solution pH: -3.8Topping Recipe:-
Material 1st time 2nd timeCoralene RUBINE XF2G 1.00 gm 2.80 gmCoralene Black XF 1.100 gm 2.80 gm
Material Lab recipe Bulk recipeCoralene YELLOW BROWN
0.27% 0.27%
Coralene RUBINE XF2G 0.25% 0.20%Coralene Black XF 4.00% 4.00%
Caustic lye(NaOH) 3.00 g/l 3.000 g/lSoda Ash(Na2CO3) 0.0 g/l 0.0g/l

2) RFD (Ready For Dyeing/Pre-treatment) : -
Total duration: - 98 min POLYESTER DYE
Water consumed: - 4,056 lts. SAMPLE (TOPPING)
RFD sample:
Peroxide: - Nil
Absorbency: - OK
Soaping pH: - 6.3
Final pH: - 6
3) Cotton Dyeing:-Start Time: - 1:10 p.m.End Time: - 8:30 p.m.Dye Recipe:-
Material Lab recipe Bulk recipeAmron YELLOW HFGR 0.2% 0.11%Amron RED HF4BL 0.55% 0.45%Amron Black HR2D 3.5% 3.8%
Common salt (NaCl) 70 g/l 70 g/lCaustic Flakes(NaOH) 1.5 g/l 2.5 g/lSoda Ash(Na2CO3) 5 g/l 20g/l
Topping Recipe:-
Material recipeAmron YELLOW HFGR 0.13%Amron RED HF4BL 0.2%Amron Black HR2D 3.5%
Time taken: - 189minutes Water consumed: - 3,255 lPeroxide: - NilAbsorbency: - OKHardness: - 50 ppmDye Solution pH: -6.51

Alkali pH: - 10.5
4) After- Dyeing Treatment (Wash-off): -Time Taken: - 196 minWater consumed: -7,920 l FINAL
DYED SAMPLE
Soaping pH: - 6.3Final pH: - 6
LCH (Lightness-Chrome-Hue) test:
1) RFD sample: -
Illuminant used: - D65
STD CIE WI STD CIE Tint70.77 -0.17
2) Dyed sample: -
L C HStandard (company)
30.14 13.65 259.13
Bulk sample 32.21 5.41 107.53
3) DLCH: -
Illuminant DL DC DH DE Strength (%)
MsTL84-10 -0.19 0.52 -0.47 0.73 101.02MsD65-10 -0.12 0.08 -0.45 0.47 101.02MsA-10 -0.15 0.09 -0.27 0.33 101.02
FINISHING:-1) Corino Slitting Machine: -
M/c No.: - Corino 1
Process: - Cutting
Start time: - 10:35 a.m.

End time: - 11:00 a.m.
Pressure: -
Rope Squeezer: - 1.0 Bar Padding Mangle: - 5.0 Bar
Quantity: - 276 kg
M/c Speed: - 40 m/min
2) Stenter Machine : -
M/c No.: - Monforts ST -2
Process: - Finish
Start time: - 7:35 p.m.
End time: - 8:40 p.m.
Chamber Temp.: -
Chamber1 Chamber2 Chamber3 Chamber4 Chamber5 Chamber61600C 1600C 1600C 1600C 1600C 1600C
Quantity: - 422 kg
Chain Width: - 182 cm
Final Width: - 185-186 cm
Overfeed: - 40%
RPM / Fan Speed: - 1300/1300
Machine Speed: - 20 m/min
Final GSM: - 170
Chemicals used: -
S. No.
Material Concentration Quantity
1 Ageis 5772 50 GPL 10.00 kg2 Passareal 25 GPL 5.00 kg3 Acetic Acid 0.5 GPL 0.10 kg
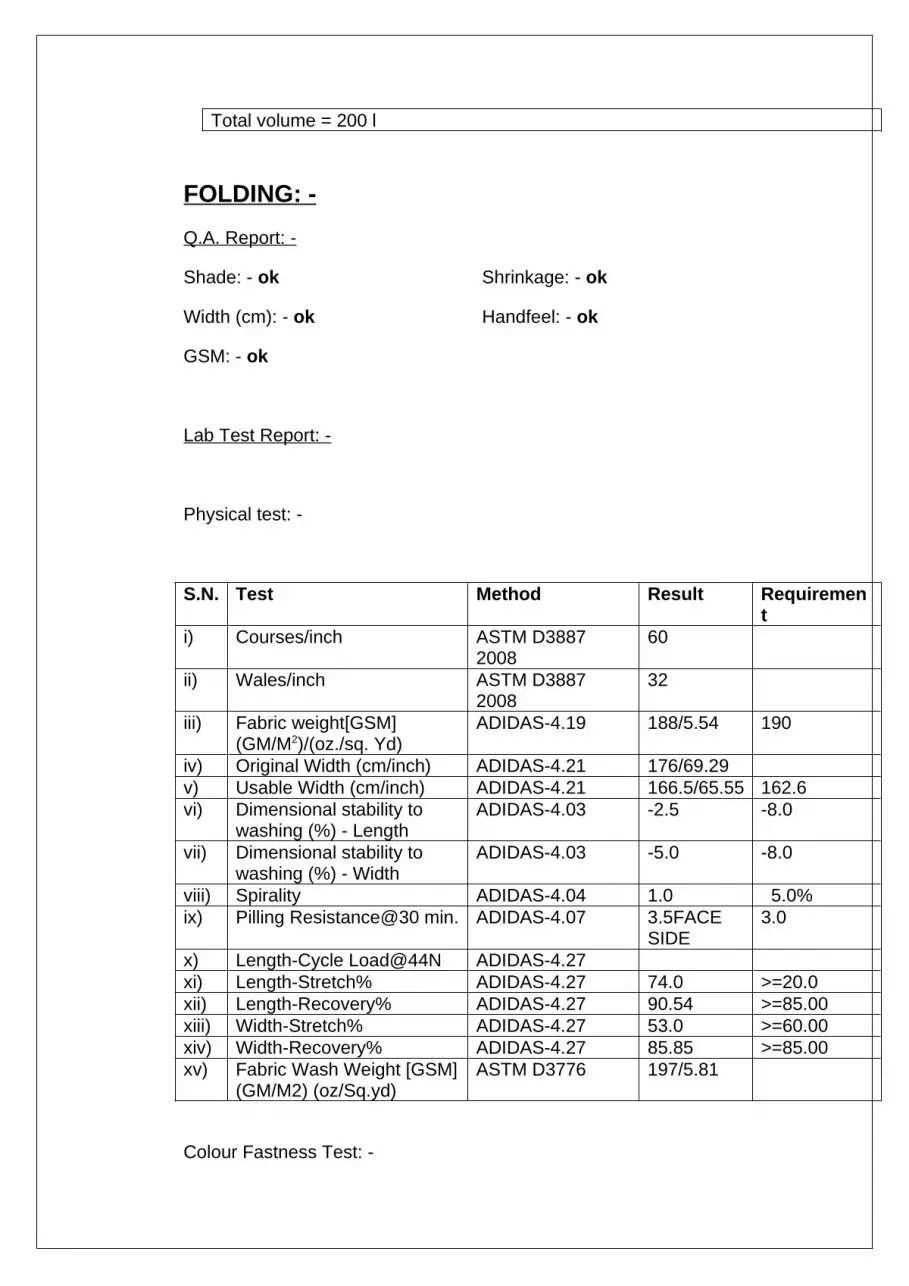
Total volume = 200 l
FOLDING: -Q.A. Report: -
Shade: - ok
Width (cm): - ok
GSM: - ok
Shrinkage: - ok
Handfeel: - ok
Lab Test Report: -
Physical test: -
S.N. Test Method Result Requirement
i) Courses/inch ASTM D3887 2008
60
ii) Wales/inch ASTM D3887 2008
32
iii) Fabric weight[GSM] (GM/M2)/(oz./sq. Yd)
ADIDAS-4.19 188/5.54 190
iv) Original Width (cm/inch) ADIDAS-4.21 176/69.29v) Usable Width (cm/inch) ADIDAS-4.21 166.5/65.55 162.6vi) Dimensional stability to
washing (%) - LengthADIDAS-4.03 -2.5 -8.0
vii) Dimensional stability to washing (%) - Width
ADIDAS-4.03 -5.0 -8.0
viii) Spirality ADIDAS-4.04 1.0 5.0%ix) Pilling Resistance@30 min. ADIDAS-4.07 3.5FACE
SIDE3.0
x) Length-Cycle Load@44N ADIDAS-4.27xi) Length-Stretch% ADIDAS-4.27 74.0 >=20.0xii) Length-Recovery% ADIDAS-4.27 90.54 >=85.00xiii) Width-Stretch% ADIDAS-4.27 53.0 >=60.00xiv) Width-Recovery% ADIDAS-4.27 85.85 >=85.00xv) Fabric Wash Weight [GSM]
(GM/M2) (oz/Sq.yd)ASTM D3776 197/5.81
Colour Fastness Test: -

Sn
Test Method ShadeChange
Staining on RequirementsSelf Ace C N P Acr W Shade
Change
Staining
1 CF to Washing ADIDAS-5.01-
4-5 3 4 3 3 4-5 3-4 4-5 4
2 CF to Rubbing (Dry)
ADIDAS-5.04-
4-5 4
3 CF to Rubbing (Wet)
ADIDAS-5.04-
3
4 CF to Water ADIDAS-5.03-
4-5 4 4 4 4 4 4 4-5 4
5 CF to Perspiration (Acidic)
ADIDAS-5.02-
4-5 4 4 4 4 4 4 4-5 4
6 CF to Perspiration (Alkaline)
ADIDAS-5.02-
4-5 4 4 4 4 4 4 4-5 4
Quality Control: - Under Progress
PACKAGING AND DISPATCHING: - Under Progress

CONCLUSIONThus, from our study of the wet processing of knitted fabrics, we observed and learnt the following things: -
Wet Processing for different types of knitted fabrics:
There are different types of knitted fabrics with different knitted structures or different knitting yarns like Single Jersey, Rib, Interlock, Pique, Single Jersey Lycra, Viscose, Melange, Modal etc. They can be mercerized or unmercerized, printed or non-printed, regular finish or special finish. There can be mixed yarns like Poly-Cotton (PC fabric), Cotton-Spandex (Lycra Blend), Melange etc. All the fabrics have different process routes, which are described as below: -
Mercerized (100% Cotton knitted fabric)
Process flow
Lot making/Stitching/Marking and reversing
Mercerizing
Slitting/Squeezing on Corino slitting
Finishing on Stenter
Open width compacting
Testing
Inspection
Packing

Stacking in finished store
Dispatch
Cotton and viscose fabric (unmercerised)
Process flow
Lot making
Scouring/ Bleaching/ Dyeing
Squeezing on Santa Stretch
Drying/ relaxing on Fong’s dryer
Tubular width compacting on Santa Stretch
Testing
Inspection
Packing
Stacking in finishing store
Dispatch
Cotton/Lycra printed fabric
Process flow
Lot making
Pad heat setting on Stenter
Re-lot making
Dyeing
Open in Corino
Drying and gumming and cutting
Printing
Finish on Stenter
Compact if required
Testing
Inspection
Packing
Stacking in finishing store
Dispatch
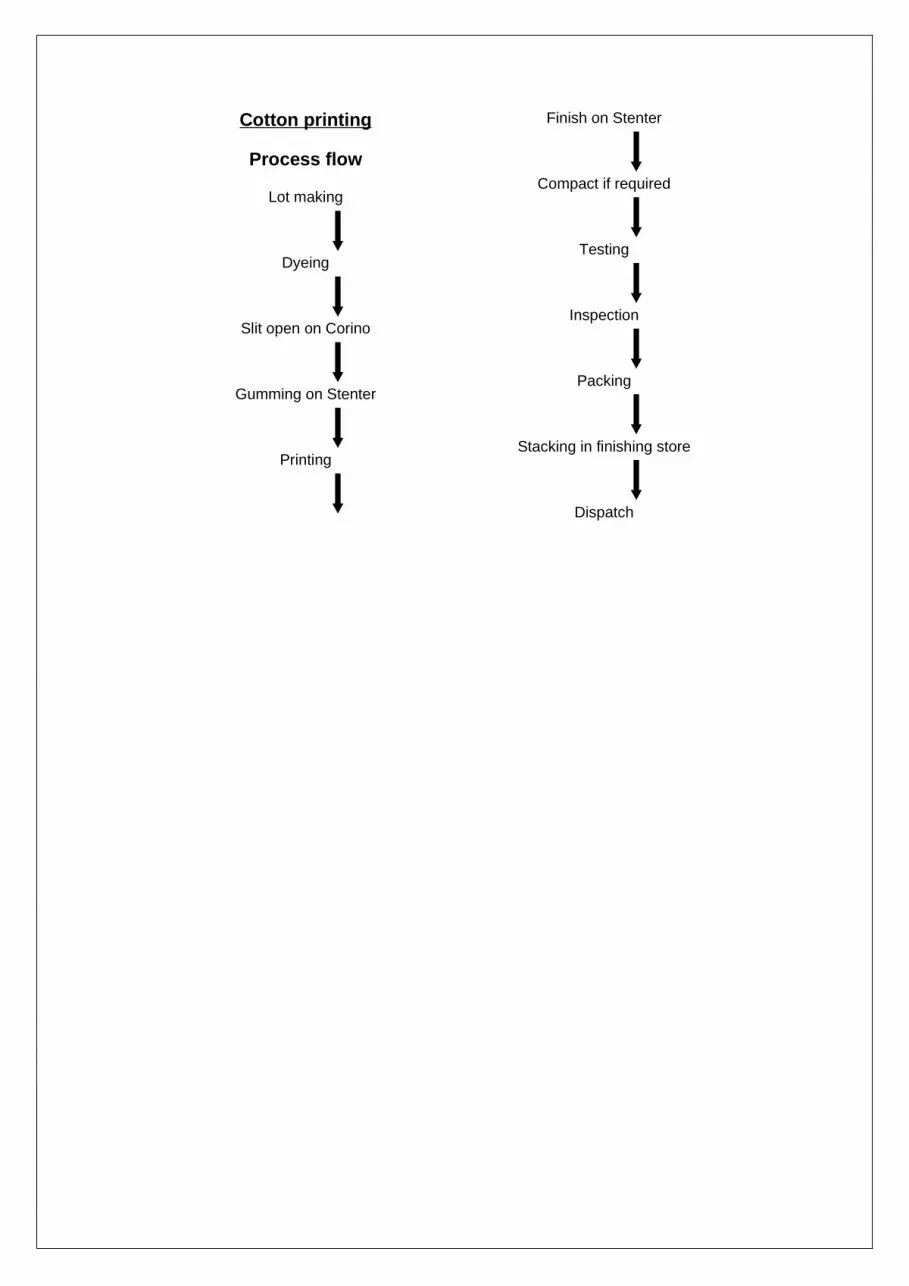
Cotton printing
Process flow
Lot making
Dyeing
Slit open on Corino
Gumming on Stenter
Printing
Finish on Stenter
Compact if required
Testing
Inspection
Packing
Stacking in finishing store
Dispatch

Polyester/viscose &polyester/cotton
Process flow
Lot making
Heat setting on Stenter
Re-lot making/ Tube making
Double dyeing
Slit open/Squeezing on Corino
Finishing on Stenter
Testing
Inspection
Packing
Stacking in finishing store
Dispatch
Cotton/Lycra and Viscose/Lycra
Process flow
Lot making/ Stitching/ Marking
PAD head setting on Stenter
Re-lot making
Dyeing
Slitting/ Squeezing on Corino
Drying and finishing on Stenter
Compaction on Santo Compactor
Quality parameter testing
Inspection
Packing
Stacking on finishing store
Dispatch

Fabrics that require Gumming & Heat setting:
As mentioned above, Lycra blends and Viscose require gumming and heat setting. Since these types of fabrics are dimensionally unstable and can get stretched while processing, so to make the fabric stable and prevent it from unnecessary stretch, it is heat set. Moreover, Lycra blends and Viscose tend to curl from the edges a lot, so gumming is done to prevent it prevent it from curling at the edges. Gumming is done using PVA, in Compact Machine. The remaining edge beyond the gummed area is cut using an edge cutter in the compact machine itself.
Benefits of Compacting:
Compacting is a part of finishing which helps in increasing moisture and hence, the GSM of the fabric. It may also be done to rectify the shrinkage, stretch, skewing and bowing of the fabric. After Stenter, the fabric is sent to the Quality Assurance Department and if it is found non-conforming to any of the above mentioned specifications then the fabric is compacted. Moreover, compacting is compulsorily done for Lycra blends and Viscose for gumming.
Advantage of finding LCH of a fabric:
LCH stands for Lightness–Chroma–Hue. Every buyer that sends order has a standard LCH for every ordered shade. The shade of the dyed fabric needs to conform to the standard LCH for that particular shade within tolerance limit; otherwise it may be rejected on the grounds of shade failure. Hence, LCH is a tool to measure the shade and compare it to the specified requirements. Datacolor Spectrometer is used to measure the LCH of the dyed fabric. It can also be used to measure the whiteness index of Greige and RFD samples.
Adjusting the fabric GSM:
The buyer specifies the required GSM of the fabric. Accordingly, the fabric is knitted with GSM lower than the required GSM so that the required GSM can be met during the processing. The GSM of the fabric increases after dyeing. So the GSM of the fabric is adjusted during the finishing process by adjusting the overfeed percentage on the Stenter machine. To adjust the overfeed, the chain width of the fabric is increased or decreased as compared to the width of the fabric. The more is the overfeed, the more is the GSM of the fabric. Since the moisture of the fabric reduces by 10-12% after passing through the Stenter, it decreases the GSM of the fabric. Hence, the overfeed is generally kept higher so that on an average, the GSM of the fabric increases after passing through the Stenter. Usually, the GSM of the fabric conforms to the required GSM after Stenter processing. If not, then it is compacted to increase the GSM by 2-3% by increasing the moisture of the fabric.
Defects that can occur during dyeing and handling of the fabric:

There are various defects that can occur at various stages during knitting as well as processing of the fabric. The defects that occur during Dyeing and Handling of the fabric are as follows:
The dyed fabric can become patchy because of the following reasons:1. After unloading from dyeing machine, the fabric if kept unprocessed in
the trolley, in wet condition, for a long time.2. Before dyeing, if mercerized fabric is kept undyed in the trolley for more
than two hours.3. If the fabric fails to open properly (curls at the edges) during dyeing in
the machine. The fabric may develop crease marks on its surface, which is one of the
most critical problems during processing. The following are some of the reasons for this problem:1. After unloading from dyeing machine, the fabric if kept unprocessed in
the trolley, in wet condition, for a long time.2. During finishing, if the fabric remains wrinkled at some places, these
wrinkles get converted into permanent creases. The fabric may get stained with oil, grease etc. due to mishandling of the
operators. Fabric such as Viscose or Lycra blends may develop big holes near edges
due to mishandling while pinning in the Stenter and Compactor.
---------------------------------------------------------------------------------------------------------------------------------------
SAMPLESOF
REFERENCES





























