Embed Size (px)
Citation preview
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
INTRODUCCIÓN
La Empresa.
Gran Prideco S.A. de C.V., es una empresa internacional,cuyo mercado principal es el extranjero. Esta empresa metalmecánica se dedica principalmente a la fabricación de juntaspara tubería de perforación y algunos otros componentes enmenor escala, involucrando en ello varios procesos de corte,maquinado, tratamientos térmicos y recubrimientos especiales,todo lo anterior de acuerdo las normas de calidad que rigen ala empresa y al tipo, dimensión y características especialesque el cliente solicita, en base a las condiciones de trabajoen donde se utilizara la tubería.
La planta se encuentra localizada en el Km 433.5 de lacarretera México Veracruz, a 12 km de la zona portuaria,específicamente en la ciudad industrial Bruno Pagliai. Laempresa cuenta con una extensión de 135,000 m2 de los cuales susinstalaciones abarca aproximadamente 19,000 m2. en donde seencuentran distribuidas la naves de corte, forja, roladoMaquinado de Juntas, talleres, laboratorios, almacenes,oficinas y áreas verdes. Y cuenta con servicios como agua,energía eléctrica, drenajes industriales, depósitos de gasnatural y gasolina, entre otros.
Esta empresa cuenta con certificaciones que la acreditan demanera sobresaliente, estas certificaciones son:
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Instituto Americano del Petróleo (API) No. 7-0247-6, parautilizar el monograma como fabricante de acuerdo con laespecificación 7.
A.B.S. Quality Evaluations, certificación ISO-9002. No.31322.
Petróleos Mexicanos, certificación NMX-CC-4 (ISO-9002) No.054/04
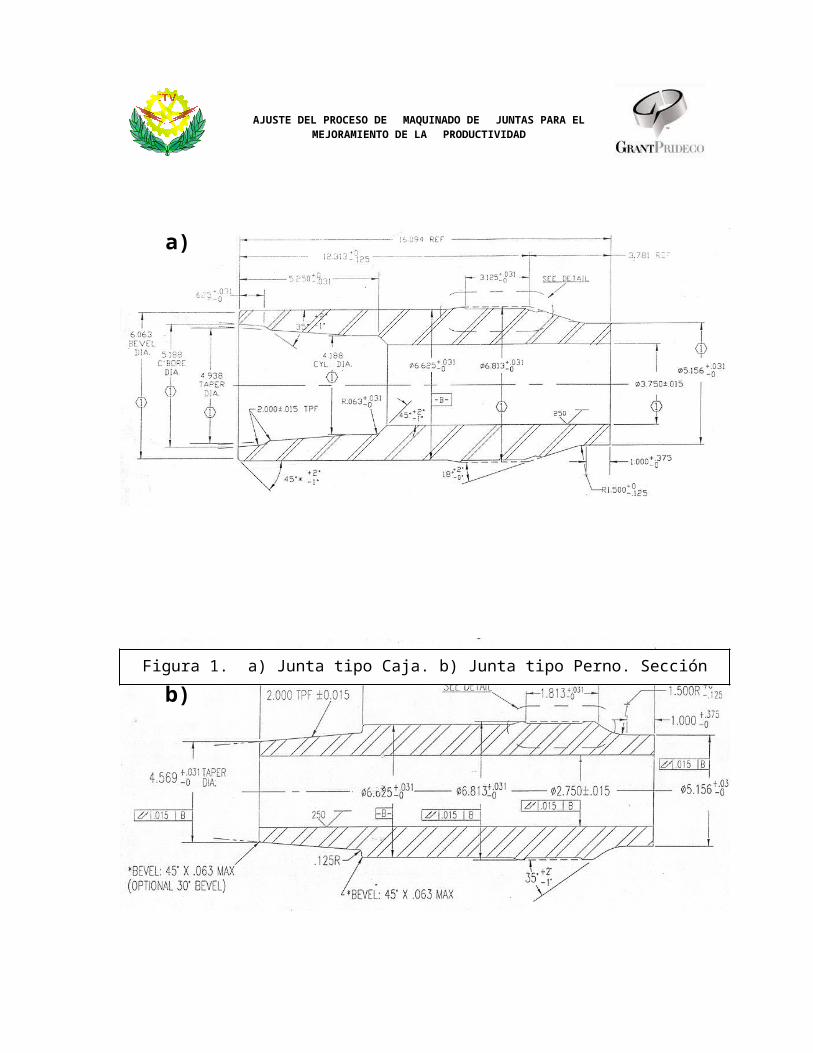
Existen dos tipos de juntas: de Perno (pine)y de Caja (Box),su función es básica en la unión de la tubería de perforación,dándole la longitud y resistencia apropiada para realizar laperforación. Las juntas son forjadas en acero, maquinadas,tratadas, probadas y soldadas en cada extremo de los tubos oexportadas por cantidades especificas según sea solicitado.
El modelo de la junta lo especifica el cliente, y estospueden variar de uno a otro o ser muy parecidos, todo dependedel tipo de tubería de perforación que se necesite.
Algunos tipos de juntas para tuberías de perforaciónfabricadas en esta empresa son:
Extrahole: El diseño de esta junta proporciona el mayordiámetro interior recomendado a través de recalcado interno dela tubería de perforación y la rosca API modificada permite unconducto amplio a través del perno sin perdida de resistencia.
Full hole: La ventaja de esta junta con respecto a la APIregular, es que tiene el diámetro interno uniforme conrespecto al de recalcado interno API de la tubería deperforación. Esto resulta en una máxima utilización delrecalcado en la sección de la soldadura.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Internal flush: Estas juntas tienen aproximadamente el mismodiámetro interior que el área de recalcado de la tubería a laque queda integrada y se utiliza también la cuerda APImodificada.
H-90: Es una adaptación para las juntas de la forma de cuerdacon flancos a 90º , desarrollada para conexiones de lastrabarrenadas y si gran éxito se debe a la facilidad y velocidadde enrosque y alto grado de resistencia de daños por manejo.
Slimline H-90: Están diseñadas para ser utilizadas en tuberíasde perforación con peso unitario ligero o tubería deperforación con juntas. Para tuberías de perforación enoperaciones en donde se requiere un diámetro exterior mínimo dela sarta de perforación.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
b)
a)
Figura 1. a) Junta tipo Caja. b) Junta tipo Perno. Secciónlongitudinal.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
El Proyecto.
El área de producción de maquinado de juntas, es la partemedular de la empresa, esta cuenta actualmente con una línea deproducción que involucra a un buen numero de maquinas,operadores, transporte y otros muchos trabajadores yherramientas que son necesarios para lograr llevar a cabo susmetas de producción y obtener utilidades.
Las maquinas con las que cuenta esta línea, en especial lade maquinado de las juntas, son maquinas que tienen ya muchotiempo de operación pero que todavía son funcionales, noobstante estas maquinas presentan algunas fallas durante suoperación. Estas fallas producen en las juntas variaciones ensu dimensión que pueden ser representativas o no, es decir,pueden o no estar dentro de las tolerancias permitidas. Queestas piezas tengan que ser retrabajadas o desechadas comochatarra produce un aumento en el costo de la producción.
El tratamiento térmico que se les da a las juntas paraincrementar sus propiedades mecánicas, provoca en estas unaleve deformación que aunado a las complicaciones antesmencionadas producen la aparición de áreas de retrabajo yacabado dimensional, que incrementan el costo de la producción.
Se han tomado medidas correctivas, efectuando una variaciónen el proceso de producción y la utilización de maquinaria masreciente.
Esto consiste en someter a tratamiento térmico el materialproveniente de la forja y posteriormente maquinarlo hastaobtener la junta, reduciendo así los defectos. A su vez se handesarrollado centros de trabajo con los que se pretende reduciren gran manera los costos de la producción.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
PLANTEAMIENTO.
Materia prima.
La materia prima que se utiliza en la nave de maquinado dejuntas proviene de la nave de forja. La materia prima seobtiene de barras de Acero SN-2039 que se cortan formandotochos, estos tochos se calientan, por medio de un horno deinducción, a una temperatura por encima de su temperaturacritica, pasando posteriormente a una prensa o forja que ledará al material una forma previa de lo que será finalmente lajunta terminada.
Proceso.
El proceso de maquinado de juntas consiste principalmente en5 partes:
1. Maquinado Exterior.2. Maquinado Interior.3. Maquinado Complementario de Conizado o Abocardado según sea
el caso.4. Tratamiento térmico de Austenizado y Revenido.5. Maquinado de la Rosca.
Ademas de estos procesos se incluye una prueba de dureza(Brinell) y una inspeccion por particulas magneticas(magnaflux) para deteccion de grietas en la superficie de lajunta, estas operaciones se realizan despues de efectuarse elT. Termico. Despues de la ultima operacion que corresponde alroscado de la junta, se realiza un recubrimiento con particulasde fosforo y otros componentes (Fosfatizado), con el fin deprotejer la rosca de los elementos que la puedan corroer uoxidar.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
En cada una de las partes del proceso intervienen maquinariay operadores, en la primera parte del proceso, el MaquinadoExterior consiste en un proceso de arrancamiento de viruta pormedio de herramienta de corte de Carburo de Tugsteno (insertos)y Tornos Copiadores.
Dichos tornos maquinan el exterior de las juntas provenintesde la forja hasta conseguir las dimenciones requeridas por eldibujo, correspondiente a su orden de produccion.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
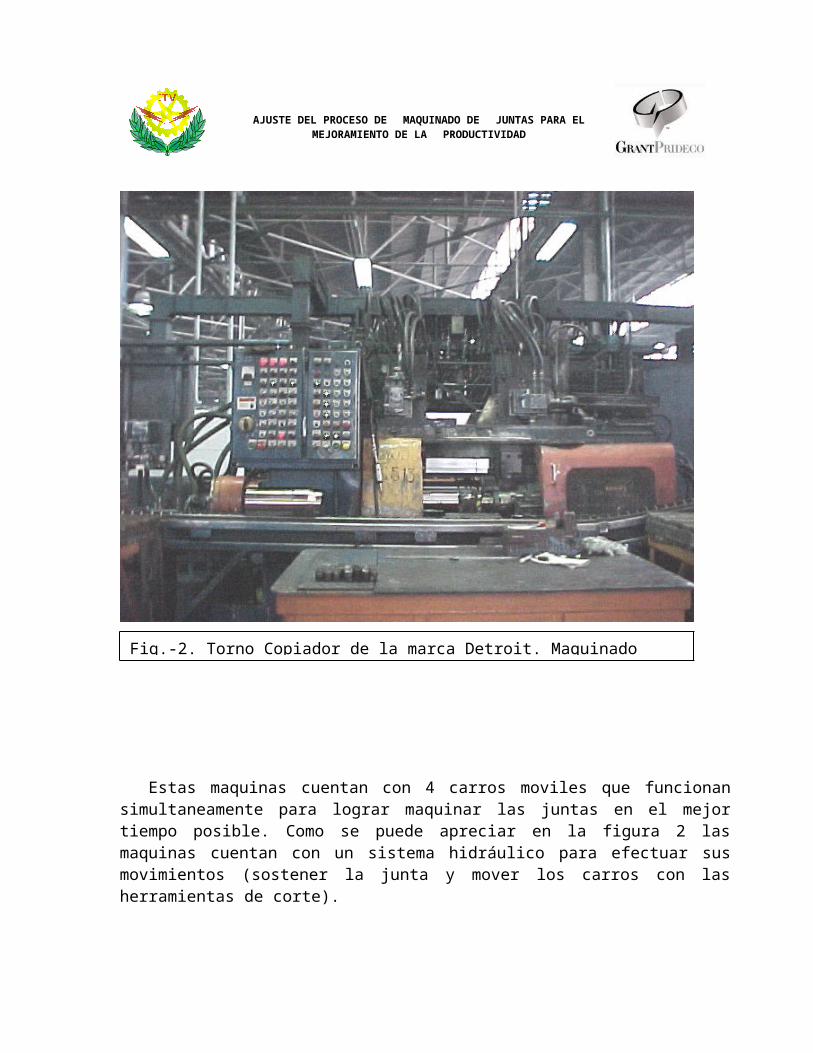
Estas maquinas cuentan con 4 carros moviles que funcionansimultaneamente para lograr maquinar las juntas en el mejortiempo posible. Como se puede apreciar en la figura 2 lasmaquinas cuentan con un sistema hidráulico para efectuar susmovimientos (sostener la junta y mover los carros con lasherramientas de corte).
Fig.-2. Torno Copiador de la marca Detroit. Maquinado

AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
La siguiente parte del proceso esta constituida por elMaquinado Interior de la junta, para este proceso se empleamaquinaria que perfora o ensancha el diámetro interior de lajunta hasta dejar las dimensiones requeridas.
Como se muestra en la figura 3, es una maquina pequeña endonde se sujeta la junta de un extremo y la herramienta queesta formada por insertos montados en una barra que penetra alinterior de la junta, desbasta el interior.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
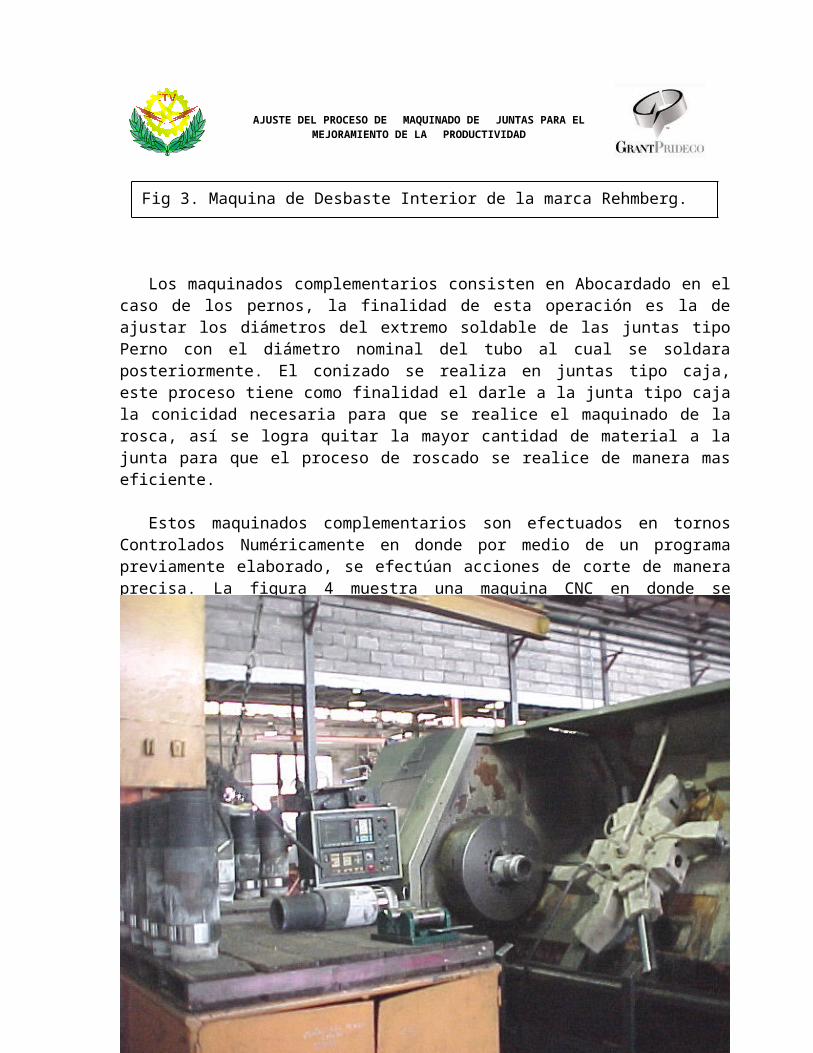
Los maquinados complementarios consisten en Abocardado en elcaso de los pernos, la finalidad de esta operación es la deajustar los diámetros del extremo soldable de las juntas tipoPerno con el diámetro nominal del tubo al cual se soldaraposteriormente. El conizado se realiza en juntas tipo caja,este proceso tiene como finalidad el darle a la junta tipo cajala conicidad necesaria para que se realice el maquinado de larosca, así se logra quitar la mayor cantidad de material a lajunta para que el proceso de roscado se realice de manera maseficiente.
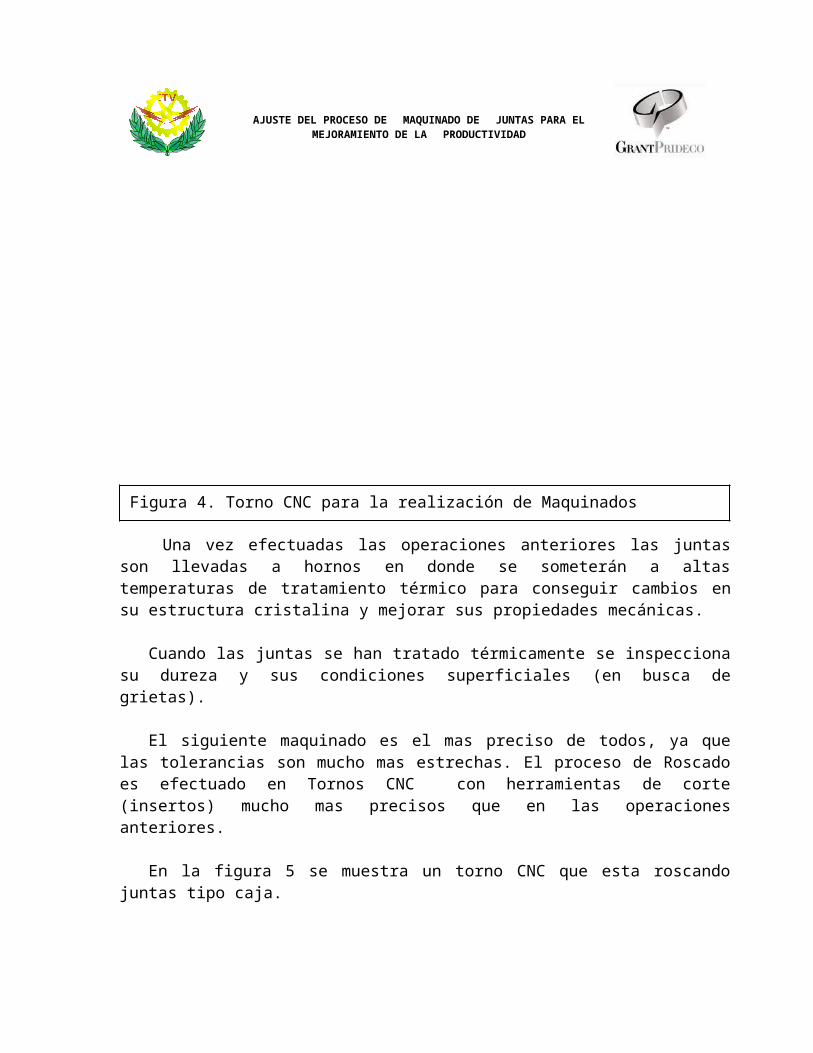
Estos maquinados complementarios son efectuados en tornosControlados Numéricamente en donde por medio de un programapreviamente elaborado, se efectúan acciones de corte de maneraprecisa. La figura 4 muestra una maquina CNC en donde serealizan estas operaciones.
Fig 3. Maquina de Desbaste Interior de la marca Rehmberg. Maquinado Interior.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Una vez efectuadas las operaciones anteriores las juntasson llevadas a hornos en donde se someterán a altastemperaturas de tratamiento térmico para conseguir cambios ensu estructura cristalina y mejorar sus propiedades mecánicas.
Cuando las juntas se han tratado térmicamente se inspeccionasu dureza y sus condiciones superficiales (en busca degrietas).
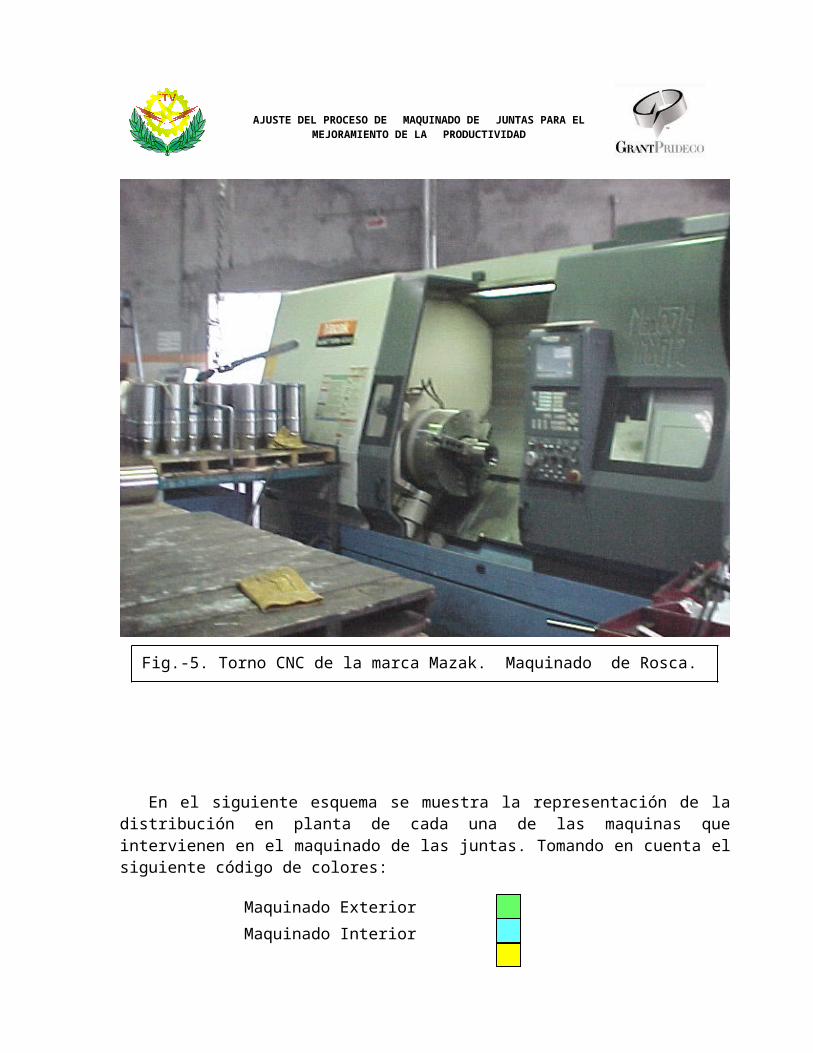
El siguiente maquinado es el mas preciso de todos, ya quelas tolerancias son mucho mas estrechas. El proceso de Roscadoes efectuado en Tornos CNC con herramientas de corte(insertos) mucho mas precisos que en las operacionesanteriores.
En la figura 5 se muestra un torno CNC que esta roscandojuntas tipo caja.
Figura 4. Torno CNC para la realización de Maquinados Complementarios
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
En el siguiente esquema se muestra la representación de ladistribución en planta de cada una de las maquinas queintervienen en el maquinado de las juntas. Tomando en cuenta elsiguiente código de colores:
Maquinado ExteriorMaquinado Interior
Fig.-5. Torno CNC de la marca Mazak. Maquinado de Rosca.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
MaquinadosComplementariosT. Térmico AustenizadoT. Térmico RevenidoMaquinado RoscaProyecto FTT
Circunstancias.
En la actualidad las empresas requieran ser mas competitivassin descuidar su calidad. El proceso actual de la plantapresenta algunos puntos en los cuales su producto se veafectado. Tal afectación ocasiona que se originen retrabajos enlas piezas con el fin de conservar la calidad. Situaciones queoriginan que los costos de producción se eleven.
Uno de los puntos principales es la deformación que sufrenlas piezas al pasar por el tratamiento térmico. Otros son elmovimiento del material dentro de la nave para llegar de unproceso a otro.
Solución Propuesta (Proyecto FTT).
Se ha desarrollado un proyecto en el cual el proceso normalsufre un ajuste, en donde la materia prima proveniente de laforja se trata Térmicamente de manera inicial para despuéspasar a maquinarse, esto con el fin de eliminar la deformaciónque se presentaba antes del Maquinado de la Rosca.
Por esta razón se han implementado centros de maquinadodenominados CELULAS en donde se instalaron 2 maquinas; un TornoCopiador y un Torno CNC, en donde un solo trabajador opera las
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
dos maquinas y se realizan todos los procesos hasta que sale lajunta terminada.
El ajuste hecho al proceso de maquinado de juntas paramejorar la productividad se refleja en las partes del procesode la siguiente manera:
1. Tratamiento Térmico de Austenizado y Revenido.2. Maquinado Exterior de la junta.3. Maquinado Interior, Conizado o Abocardado y Roscado de la
junta.
Objetivo:
Analizar detalladamente el proceso original de maquinado dejuntas, así como el proyecto propuesto con las especificacionesantes mencionadas, para poder determinar de manera clara lasmejoras que conlleva la aplicación de un ajuste en el procesode maquinado y la implementación de centros de trabajo conmaquinaria mas sofisticada.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Así también expresar de manera conveniente cada uno de losaspectos en donde se obtengan beneficios y en los que serequiera mayor empeño para alcanzar los fines deseados.

AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
ACTIVIDADES
Análisis del Proyecto.
El proyecto denominado CELULA (FTT) fue creado con el fin decorregir los problemas que se presentan cuando las juntas sesometen a Tratamiento Térmico, al pasar por esta operación alinicio del proceso se obtiene un material con propiedadesmecánicas mucho mayores y por lo tanto mas difícil de maquinarde lo que era habitualmente pero, que una vez maquinado ya nosufrirá cambios en su forma pues, ya no se someterá a ningúntratamiento térmico después de maquinarse.
Se contempla que hay un desgaste mayor de la herramienta decorte debido a la resistencia con la que ahora cuenta elmaterial, por esta razón se han probado herramientas queresistan de manera similar las nuevas condiciones de trabajo.
Otra de las principales causas fue la de reducir los costosde producción, esto mediante estaciones de trabajo denominadasCELULAS en donde se cuenta con 2 maquinas que realizan eltrabajo que realizaban antes 4 y con 1 operador que opera 2maquinas en vez de 1 pero realiza la labor de 4.
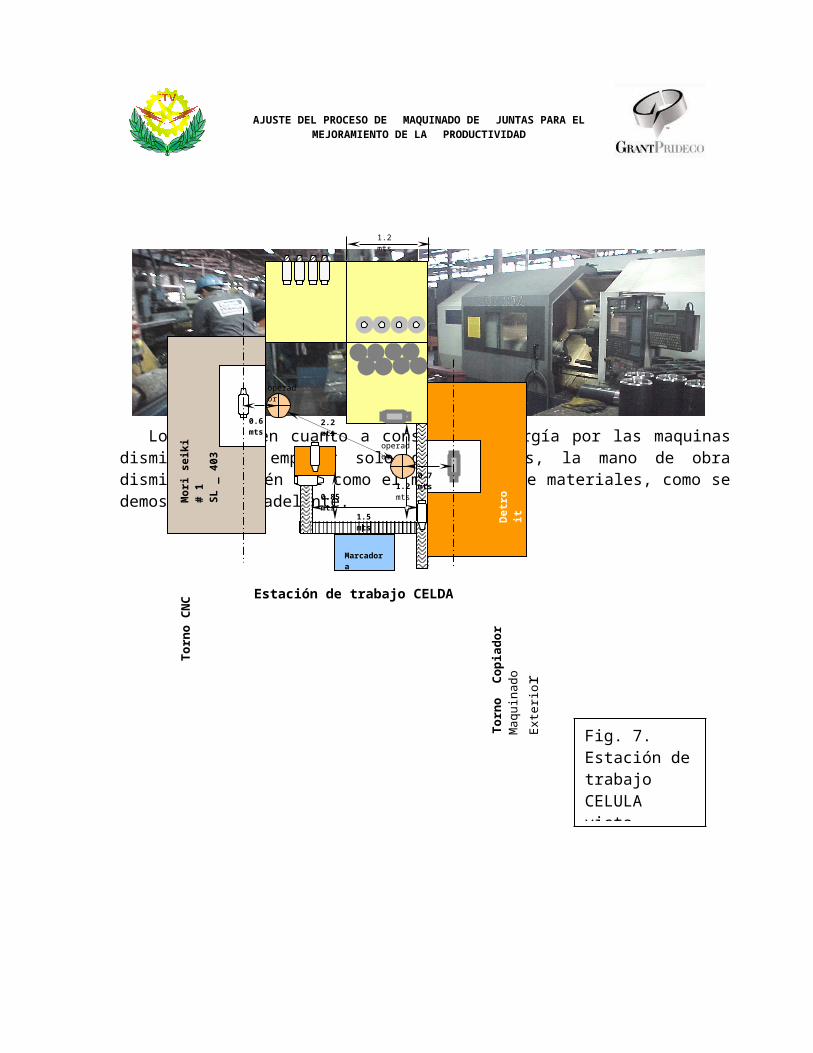
De entrada y como se puede apreciar en el diagrama de lanave de producción el maquinado de las juntas se concentra enuna sola estación de trabajo (CELULA), el material se lesuministra desde tratamiento térmico y sale completamentemaquinado.
Fig.6. Estación de Trabajo CELULA
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Los costos en cuanto a consumo de energía por las maquinasdisminuyen al emplear solo dos maquinas, la mano de obradisminuye también así como el movimiento de materiales, como sedemostrara mas adelante.
Estación de trabajo CELDA
Mori s
eiki
#
1SL
_ 4
03
Detro
it
Lathe
Babco
ck &
wilco
x Maq.
No.
596
Marcadora
1.2 mts
0.7 mts
0.6 mts
1.5 mts
0.85 mts
2.2 mts
operador
1.2 mts
operador
Fig. 7. Estación detrabajo CELULA vista
Torno
CNC
Torn
o Cop
iado
rMaqu
inado
Exte
rior
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Diagrama de Operaciones de Proceso.
El diagrama muestra la secuencia cronológica de lasoperaciones, inspecciones y márgenes de tiempo y materiales autilizar en un proceso de fabricación o maquinado.
Describiremos mas ampliamente las operaciones que intervieneen el maquinado de juntas:
Maquinado Exterior de la Junta
En esta parte del proceso se le da a la junta eldimensionamiento y acabado liso de la superficie exterior, deacuerdo a la orden de trabajo previamente entregada aloperador. Este proceso se lleva a cabo con tornos copiadoresautomáticos: este es un proceso de desprendimiento de viruta ylas velocidades de la maquina así como la profundidad del cortey tipo de herramental están consideradas en el programapreviamente diseñado para cada tipo de junta en cada torno.Estos tornos (DETROIT) utilizan sistema hidráulicos para efectuarlas operaciones y constan cada uno con 4 cabezales móviles parala realización de sus tareas, en cada uno de ellos se coloca laherramienta necesaria, estas herramientas son insertos decarburo de tungsteno que son muy resistentes.
.Los operadores en este proceso se encargan de recibir las
piezas que llegan a sus estaciones de trabajos, las piezasllegan agrupadas y reciben el nombre de pellet, junto con suorden de trabajo y la plantilla correspondiente de la junta:para el torno copiador .
Los operadores montan las piezas en los tornos y lasaseguran mediante presión hidráulica ejercida sobre unas cuñasdenominadas perros. Echan a andar la maquina asegurándose de
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
que todo se encuentre como lo establece la ICP (instrucción decontrol de proceso) y observando la ejecución del maquinado,una vez terminada de maquinar exteriormente la junta, eloperador la desmonta del torno y se cerciora de las medidasdimensiónales de esta con el uso de instrumentos de medición yobservación rápida como las horquillas (pasa no pasa), una vezque se aseguran de que la pieza cuenta con la calidaddimensional necesaria, marcan sobre ella, mediante unostimbradores, la información de la orden de trabajo y su clavede operador.
También tiene la obligación de reportar cualquieranormalidad tanto en la maquina como en la pieza y no permitirque esta ultima siga su curso por los demás procesos si antesno fue inspeccionada y corroborada su calidad.
Maquinado Interior.
Esta operación se realiza en tornos mucho mas sencillos quepueden ser automáticos o manuales (Rehenberg Jacobsou). Estostornos cuentan solamente con un cabezal horizontal paraefectuar el desbaste interior de la junta.
El operador de esta maquina tiene las mismasresponsabilidades que el operador de maquinado exterior. Peroen este caso las juntas se colocan en un par de rodillos parainspeccionar el grado de excentricidad del acabado interior conrespecto al exterior, además de verificar la dimensión deldiámetro interior con una paleta calibrada (pasa no pasa).
Maquinado Complementario Abocardado y Conizado.
Como se menciono anteriormente el diámetro interior derealiza con tornos muy sencillos en cuanto a su capacidad deoperación; por esta razón es necesario utilizar un torno de
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
mayor precisión (CNC) y que trabaje automáticamente pararealizar este tipo de dimensionamiento.
En el caso de las Cajas, estas llevan un conizado en laparte posterior, en esta parte es en donde llevara la rosca;por esta razón es que la operación debe de ser precisa ya queel maquinado debe ser con cierta inclinación y desbastenecesario.
Esta operación tiene como principal propósito el de prepararla caja quitando material en esta parte para que el maquinadode la rosca sea mucho mas sencillo, preciso y rápido.
En el caso de los pernos, se les realiza un abocardado en elextremo en donde se podrá unir mediante soldadura con latubería de perforación, este abocardado se hace a lasdimensiones de la tubería a soldar, es decir, tanto el diámetrointerior como exterior de la parte soldable de la junta debenconcordar con el de la tubería en la cual serán unidosposteriormente.
Los operadores en este proceso al igual que en losanteriores se encargan de montar las juntas, seleccionar elprograma y ejecutarlo según el tipo de junta y de la orden detrabajo, así como de inspeccionar las dimensiones especificadasal terminar el maquinado.
Tratamiento térmico de Templado.
El tratamiento térmico de templado incrementa la dureza delacero, esto es porque al calentarlo su estructura cristalina vacambiando, estas estructuras tienen diferentes propiedades cadauna, por esta razón se busca fijar en la junta una de ellas ovarias, para obtener ciertas características mecánicasesenciales para su trabajo.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Existen 9 hornos de Templado de los cuales uno es continuojunto a uno de Revenido. En este proceso las juntas se acomodanen rejillas, que entran por cada horno y se dividen en dossecciones, sección A para las juntas de acaban de entrar alhorno y por lo tanto tienen menor temperatura y sección B paralas que ya alcanzaron la temperatura máxima y se les mantiene aesa temperatura para lograr obtener la estructura martensitica,cada horno cuenta también con una cámara de aceite integradapara realizar el enfriamiento de temple.
La máxima temperatura es de 890 a 900º C y en la sección Aes menos debido a que entran nuevas juntas. El tiempo quepermanecen las juntas dentro del horno para ser templadas es de2 a 2 1/2hrs. dependiendo del espesor de las juntas.
Los hornos funcionan con gas natural y tienen atmósferacontrolada la cual evita la presencia de oxidación en lasjuntas, además cada horno cuenta con un sistema de agitadores yventiladores para mantener homogénea la temperatura en elinterior de el horno.
Cuando el acero se expone a una atmósfera de oxidación,debido a la presencia de vapor de agua o de oxigeno en elhorno, se forma una capa de oxido de hierro, llamada escama, lainformación empírica muestra que una delgada capa de escamatiene muy poco efecto en la rapidez real de enfriamiento, peropor una gruesa capa de escama (de .005 pulg de profundidad)retarda la rapidez real de enfriamiento. Partes de la escamatambién tienden a pelar la superficie cuando la pieza setransfiere del horno al tanque de temple, dando lugar así a unavariación en la rapidez de enfriamiento en diferentes puntos dela superficie. Es necesario considerar la presencia de escamassolo si la rapidez real de enfriamiento es muy próxima a larapidez critica de enfriamiento. La formación de escamasgeneralmente se evita en los tratamientos térmicos comerciales.Muchos métodos se emplean en la industria a fin de eliminar la
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
formación de escama. La selección del método depende de laparte que se trate térmicamente, del tipo de horno utilizado,de la disponibilidad de equipo y del costo. Aquí en GrantPrideco el método utilizado es el de Atmósfera de protección ocontrolada, el cual consiste en introducir una atmósfera inertebajo presión dentro del horno. Los gases utilizados para estepropósito son hidrógeno, amoniaco disociado y gas quemado,resultante de la combustión parcial de gases de hidrocarburoscombustibles, como metano y propano en generadores especiales.
Cuando salen del horno son enfriadas drásticamentesumergiéndolas en aceite que circula dentro de un contenedor,el aceite se encuentra a temperatura ambiente (entre 38 y 42ºC); este aceite es enfriado por un intercambiador de calor ymandado nuevamente al contenedor por un sistema de bombeo. Esteenfriamiento de las juntas se realiza durante una media horaaproximadamente.
La estructura, dureza y resistencia resultantes de unaoperación de tratamiento térmico se determinan por la rapidezde enfriamiento real obtenida del proceso de temple. Si larapidez de enfriamiento real excede a la rapidez critica deenfriamiento, solo se obtendrá martensita; si la rapidez realde enfriamiento es menor que la rapidez critica deenfriamiento, la pieza no endurecerá completamente.
Los operadores colocan las juntas y vigilan el proceso, asícomo los controles y graficas de temperatura, estos deben deobservarse continuamente ya que si la temperatura bajara por untiempo considerable se tendría que volver a realizar elproceso, y este proceso de tratamiento térmico no se puedevolver a realizar mas de tres veces.
Tratamiento térmico de Revenido.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
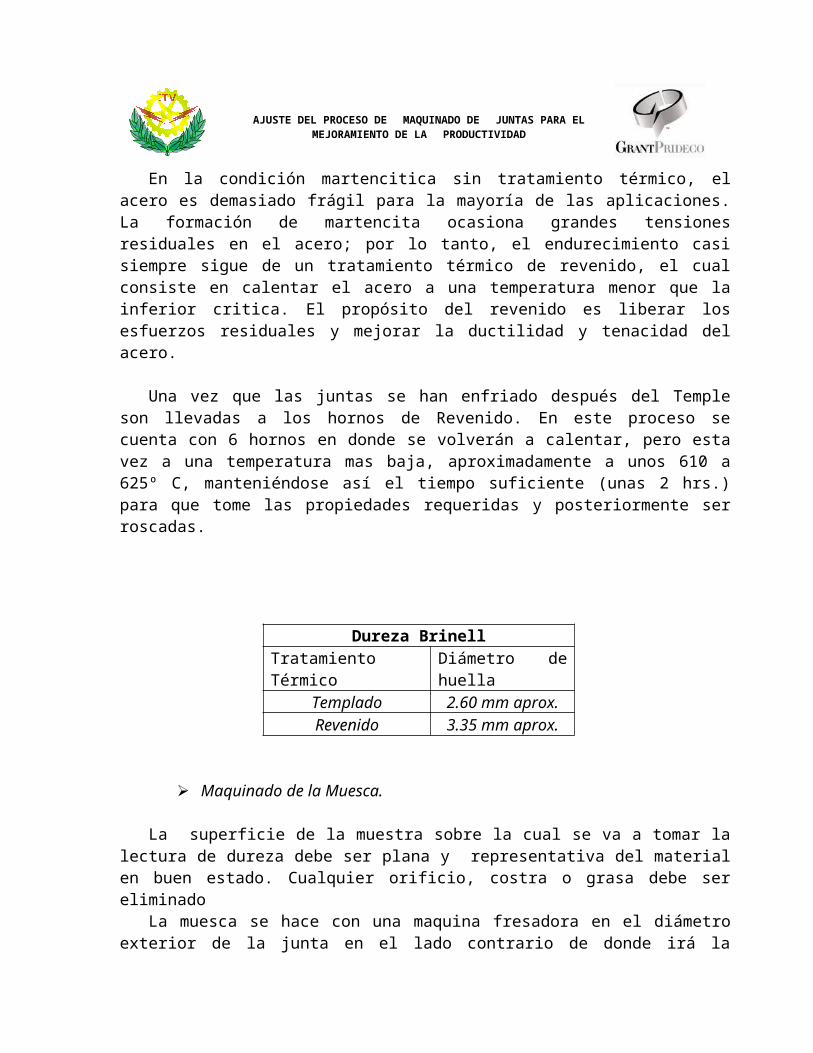
En la condición martencitica sin tratamiento térmico, elacero es demasiado frágil para la mayoría de las aplicaciones.La formación de martencita ocasiona grandes tensionesresiduales en el acero; por lo tanto, el endurecimiento casisiempre sigue de un tratamiento térmico de revenido, el cualconsiste en calentar el acero a una temperatura menor que lainferior critica. El propósito del revenido es liberar losesfuerzos residuales y mejorar la ductilidad y tenacidad delacero.
Una vez que las juntas se han enfriado después del Templeson llevadas a los hornos de Revenido. En este proceso secuenta con 6 hornos en donde se volverán a calentar, pero estavez a una temperatura mas baja, aproximadamente a unos 610 a625º C, manteniéndose así el tiempo suficiente (unas 2 hrs.)para que tome las propiedades requeridas y posteriormente serroscadas.
Dureza BrinellTratamientoTérmico
Diámetro dehuella
Templado 2.60 mm aprox.Revenido 3.35 mm aprox.
Maquinado de la Muesca.
La superficie de la muestra sobre la cual se va a tomar lalectura de dureza debe ser plana y representativa del materialen buen estado. Cualquier orificio, costra o grasa debe sereliminado
La muesca se hace con una maquina fresadora en el diámetroexterior de la junta en el lado contrario de donde irá la
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
rosca. Esta muesca lleva una profundidad especifica lossuficiente para dejar una superficie lisa en donde poder hacerla prueba de dureza brinell.
Prueba de Dureza Brinell.
El probador de dureza brinell generalmente consta de unaprensa hidráulica vertical de operación manual, diseñada paraforzar un marcador de bola dentro de la muestra.
El procedimiento requiere que la prueba se haga con una bolade 10mm de diámetro bajo una carga de 3000 kg para metalesferrosos, la bola bajo presión es presionada dentro de lamuesca de la junta por lo menos durante 10 segundos. Eldiámetro de la impresión producida es medido por medio de unmicroscopio que contiene una escala ocular, generalmentegraduada en decimos de milímetros, que permite estimaciones dehasta casi 0.05 mm.
La dureza se mide de acuerdo al diámetro en mm de la huella,entre mas pequeño sea el diámetro dejado por la esfera masdureza presentara, en el caso contrario entre mas grande sea eldiámetro el acero será mas dúctil.
Magnaflux, (inspección por partículas magnéticas).
Este es un método para detectar la presencia de fisuras ,recubrimientos, rasgones, inclusiones y discontinuidadessemejantes en materiales ferromagnéticos como lo es el acero.El método detectara discontinuidades de la superficie demasiadofinas para apreciarse a simple vista y también detectaradiscontinuidades ligeramente por debajo de la superficie. No esaplicable a materiales no magnéticos.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
La inspección puede realizarse de diferentes formas. Lapieza que va a inspeccionarse puede magnetizarse y luegocubrirse con finas partículas magnéticas (polvo de hierro);esto se conoce como método residual. O bien la magnetización yaplicación de las partículas puede hacerse simultáneamente, locual se conoce como método continuo. Las partículas magnéticaspueden mantenerse en suspensión en un liquido que se viertesobre la pieza, o la pieza puede sumergirse en la suspensión(método húmedo), como en este caso. En algunas aplicaciones,las partículas, en forma de polvo fino, se esparcen sobre lasuperficie de la pieza de trabajo (método seco). La presenciade una discontinuidad se revela por la formación y adherenciade un arreglo característico de las partículas sobre ladiscontinuidad en la superficie de la pieza de trabajo. Estearreglo recibe el nombre de indicación y adquiere la formaaproximada de la proyección superficial de la discontinuidad.El método Magnaglo, ideado por la Magna flux Corporation, esuna variante de la prueba magna flux. La suspensión vertidasobre la pieza de trabajo magnetizada contiene partículasmagnéticas fluorescentes. Entonces , la pieza de trabajo seobserva bajo luz negra, con lo cual las indicaciones destacanmas claramente.
También se someten a un ultrasonido por si existierainternamente algún agrietamiento o defecto de material quedebilitara la junta.
Maquinado de la Rosca
El maquinado de la rosca interna para las cajas se realizacon un torno de CNC que hace la rosca de manera automática yprecisa, en este proceso como en los anteriores el operador seencarga de montar correctamente la junta tomando las distanciascorrespondientes y ejecutar el programa de roscado, cuando estetermine de ejecutarse debe de verificar que la rosca cumpla conlas especificaciones del dibujo de la orden de trabajo.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
El maquinado de la rosca exterior es hecho también por untorno de CNC, que de igual forma realiza las acciones deroscado automáticamente de acuerdo a la programación.
Fosfatizado.
El proceso de fosfatizado se aplica a la rosca de las cajasy los pernos, a fin de cubrir las y protegerlas contra laoxidación y la corrosión.
En este proceso el operador coloca las juntas dentro de unasrejas, sumergiéndolas después, con ayuda de una grúa, en unastinas.
Antes de ser fosfatizadas las juntas, son limpiadas yliberadas de toda presencia de grasa o impurezas, esto se hacesumergiéndolas en una tina que contiene una mezcla dedesengrasante a una temperatura de 80º C durante 10 min. Dichamezcla se encuentra en movimiento constante para efectuar laacción de limpiar.
Posteriormente las juntas son enjuagadas en otras tinas conagua normal a temperatura ambiente por unos 2 min. para despuéspasar a la solución Fosfatosa donde se deja allí por 15 min. auna temperatura de 85 a 95º C. Después de salir del fosfato laspiezas son enfriadas y enjuagadas en agua a temperaturaambiente 2 minutos, después se pasan a una tina con aceite atemperatura ambiente para proteger el fosfato.
Se puede apreciar clara mente el cambio en la cantidad deoperaciones que se realizan así como también el tiempo totalpara cada una de las piezas.
Los datos para realizar los diagramas de operaciones fueronobtenidos de la Orden producción correspondiente (137333.5), en
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
donde se especifican los estándares de tiempos para realizardichas operaciones. A ecepcion de la parte en donde el ajustese llevo a efecto puesto que no hay un estándar determinadopara esta nueva operación, este dato se estimo empíricamenteanalizando las actividades del trabajador y tomando tiempo deestas.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
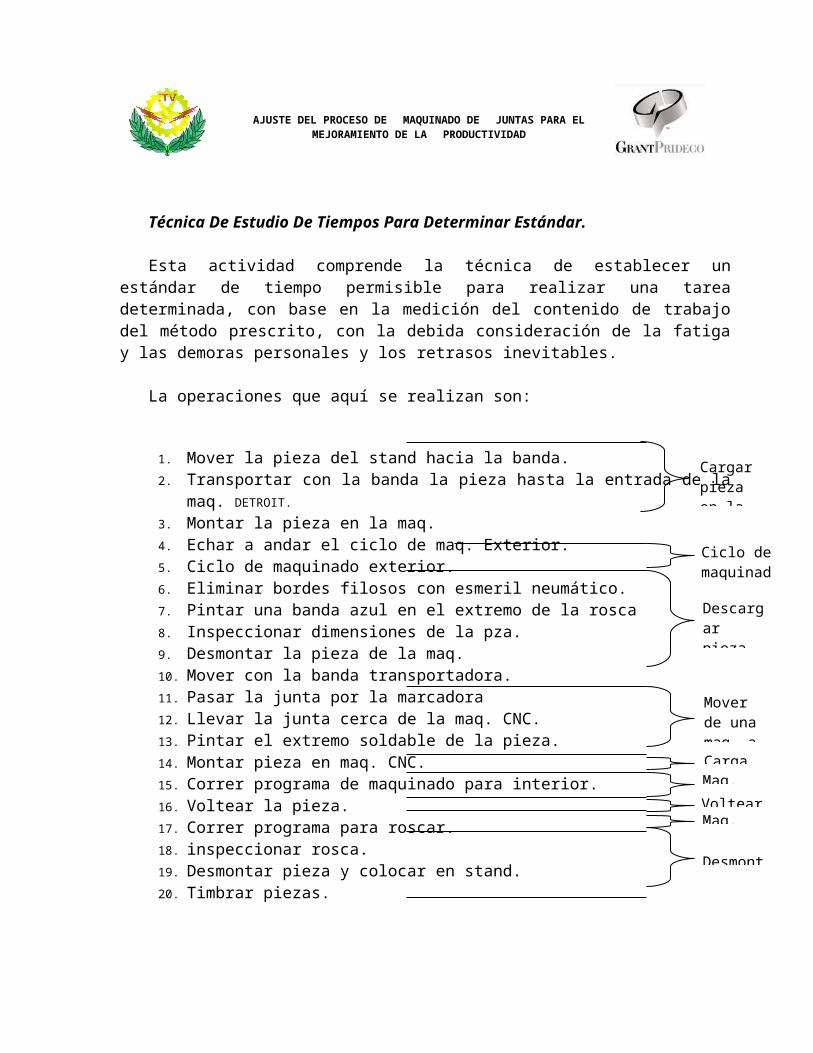
Técnica De Estudio De Tiempos Para Determinar Estándar.
Esta actividad comprende la técnica de establecer unestándar de tiempo permisible para realizar una tareadeterminada, con base en la medición del contenido de trabajodel método prescrito, con la debida consideración de la fatigay las demoras personales y los retrasos inevitables.
La operaciones que aquí se realizan son:
1. Mover la pieza del stand hacia la banda.2. Transportar con la banda la pieza hasta la entrada de la
maq. DETROIT.3. Montar la pieza en la maq. 4. Echar a andar el ciclo de maq. Exterior.5. Ciclo de maquinado exterior.6. Eliminar bordes filosos con esmeril neumático.7. Pintar una banda azul en el extremo de la rosca8. Inspeccionar dimensiones de la pza.9. Desmontar la pieza de la maq.10. Mover con la banda transportadora.11. Pasar la junta por la marcadora12. Llevar la junta cerca de la maq. CNC.13. Pintar el extremo soldable de la pieza.14. Montar pieza en maq. CNC.15. Correr programa de maquinado para interior.16. Voltear la pieza.17. Correr programa para roscar.18. inspeccionar rosca.19. Desmontar pieza y colocar en stand.20. Timbrar piezas.
Cargar pieza en la
Descargar pieza
Ciclo demaquinad
Mover de una maq. a CargaMaq. VoltearMaq.
Desmont
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
De esta manera se pueden agrupar las actividades para que suestudio y medición sean mas fáciles.
Dado que existen tiempos maquinado que permanecen constantesla técnica de medición utilizada es la de vuelta a cero, en elsiguiente formato se pueden apreciar los resultados de esteestudio:
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
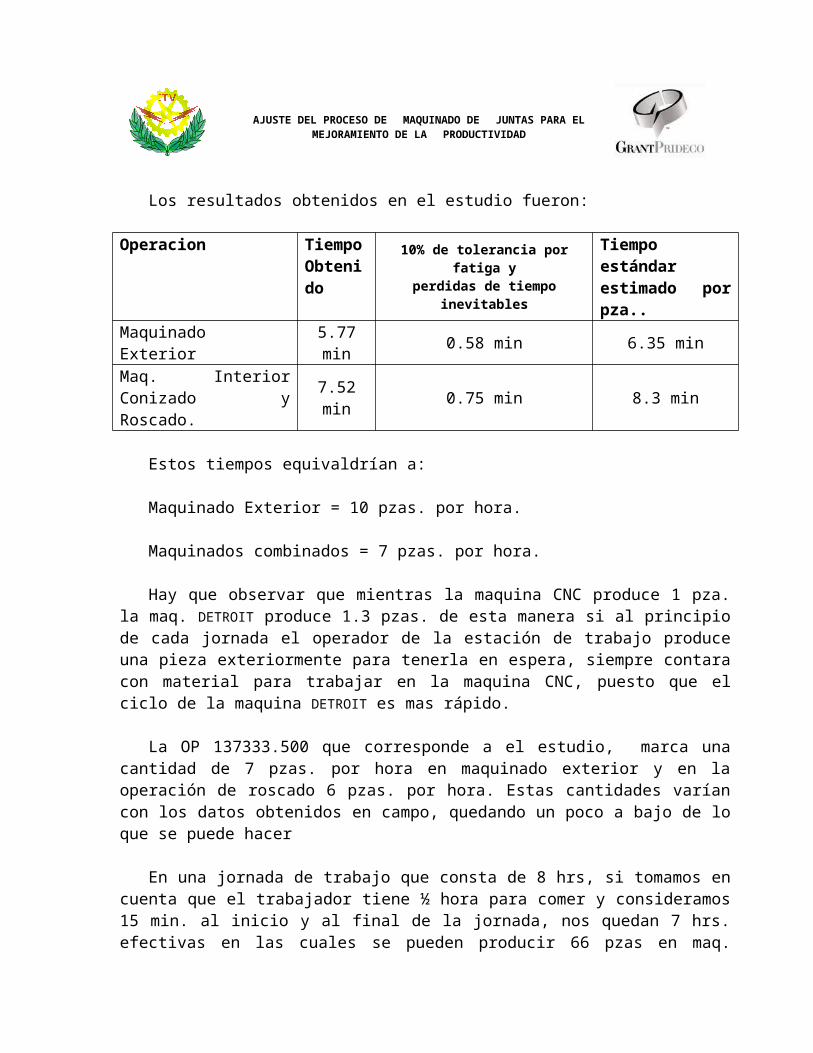
Los resultados obtenidos en el estudio fueron:
Operacion TiempoObtenido
10% de tolerancia porfatiga y
perdidas de tiempoinevitables
Tiempoestándarestimado porpza..
MaquinadoExterior
5.77min 0.58 min 6.35 min
Maq. InteriorConizado yRoscado.
7.52min 0.75 min 8.3 min
Estos tiempos equivaldrían a:
Maquinado Exterior = 10 pzas. por hora.
Maquinados combinados = 7 pzas. por hora.
Hay que observar que mientras la maquina CNC produce 1 pza.la maq. DETROIT produce 1.3 pzas. de esta manera si al principiode cada jornada el operador de la estación de trabajo produceuna pieza exteriormente para tenerla en espera, siempre contaracon material para trabajar en la maquina CNC, puesto que elciclo de la maquina DETROIT es mas rápido.
La OP 137333.500 que corresponde a el estudio, marca unacantidad de 7 pzas. por hora en maquinado exterior y en laoperación de roscado 6 pzas. por hora. Estas cantidades varíancon los datos obtenidos en campo, quedando un poco a bajo de loque se puede hacer
En una jornada de trabajo que consta de 8 hrs, si tomamos encuenta que el trabajador tiene ½ hora para comer y consideramos15 min. al inicio y al final de la jornada, nos quedan 7 hrs.efectivas en las cuales se pueden producir 66 pzas en maq.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
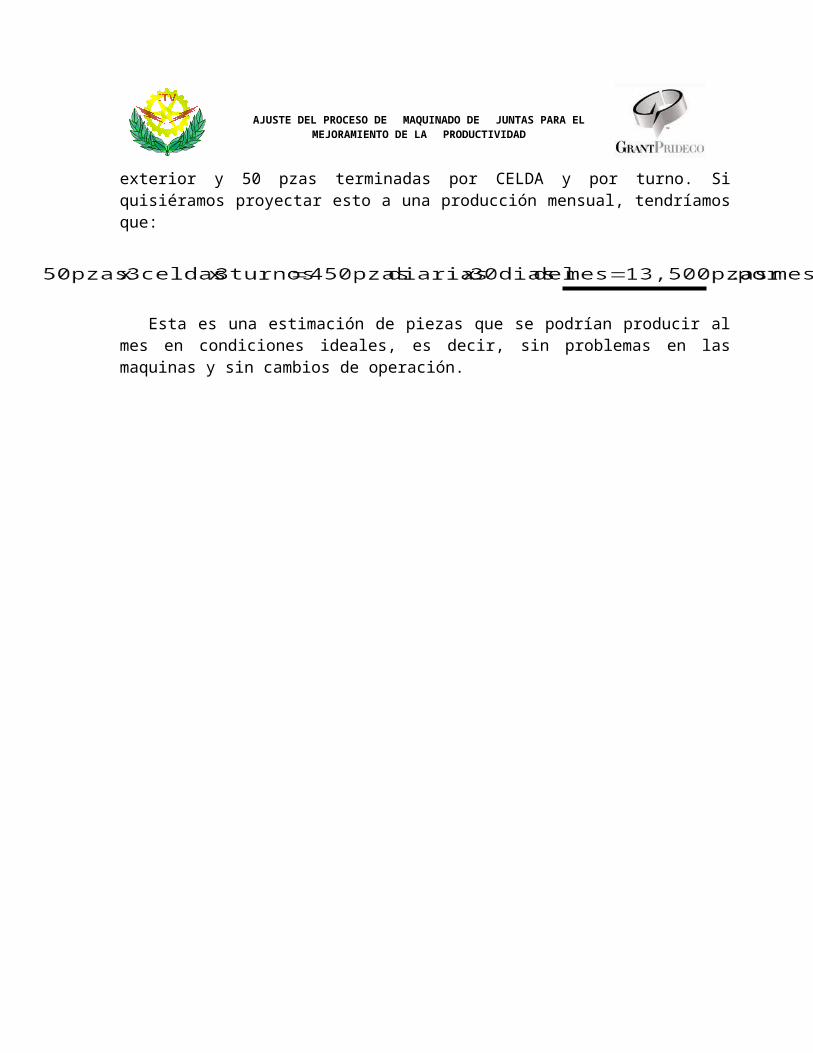
exterior y 50 pzas terminadas por CELDA y por turno. Siquisiéramos proyectar esto a una producción mensual, tendríamosque:
Esta es una estimación de piezas que se podrían producir almes en condiciones ideales, es decir, sin problemas en lasmaquinas y sin cambios de operación.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Análisis Comparativo en Cuanto a Producción Por El Método Actual y el Método Propuesto.
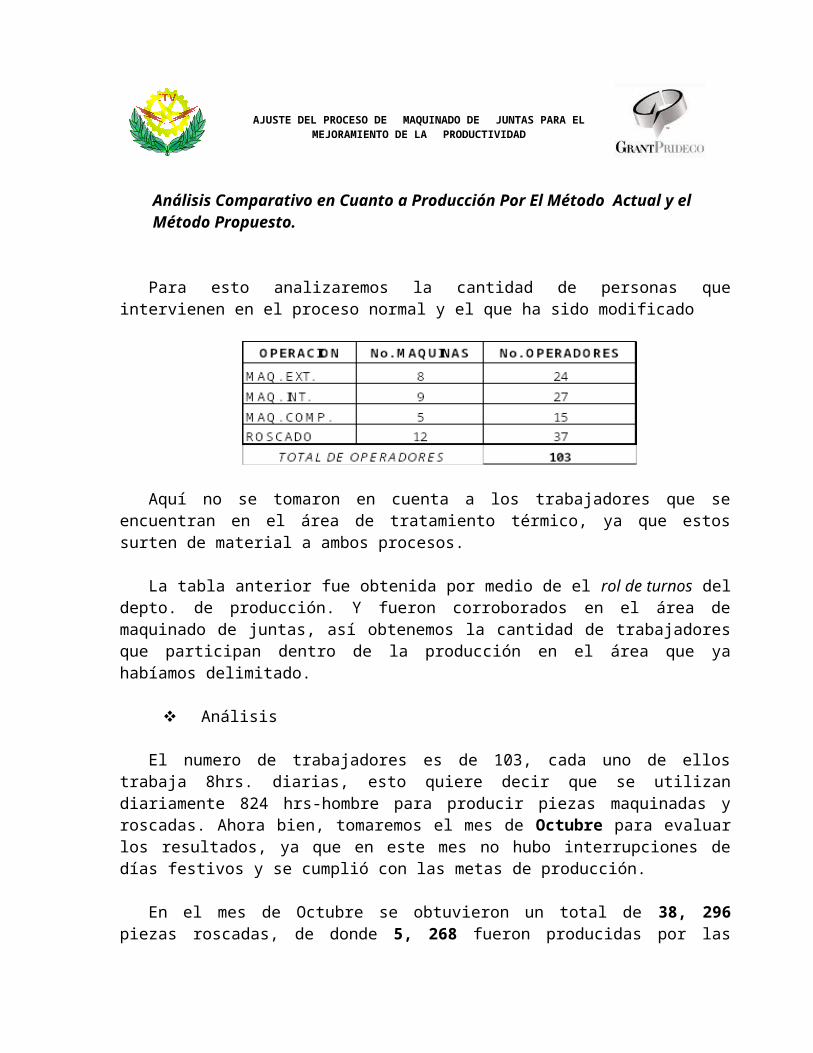
Para esto analizaremos la cantidad de personas queintervienen en el proceso normal y el que ha sido modificado
Aquí no se tomaron en cuenta a los trabajadores que seencuentran en el área de tratamiento térmico, ya que estossurten de material a ambos procesos.
La tabla anterior fue obtenida por medio de el rol de turnos deldepto. de producción. Y fueron corroborados en el área demaquinado de juntas, así obtenemos la cantidad de trabajadoresque participan dentro de la producción en el área que yahabíamos delimitado.
Análisis
El numero de trabajadores es de 103, cada uno de ellostrabaja 8hrs. diarias, esto quiere decir que se utilizandiariamente 824 hrs-hombre para producir piezas maquinadas yroscadas. Ahora bien, tomaremos el mes de Octubre para evaluarlos resultados, ya que en este mes no hubo interrupciones dedías festivos y se cumplió con las metas de producción.
En el mes de Octubre se obtuvieron un total de 38, 296piezas roscadas, de donde 5, 268 fueron producidas por las
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
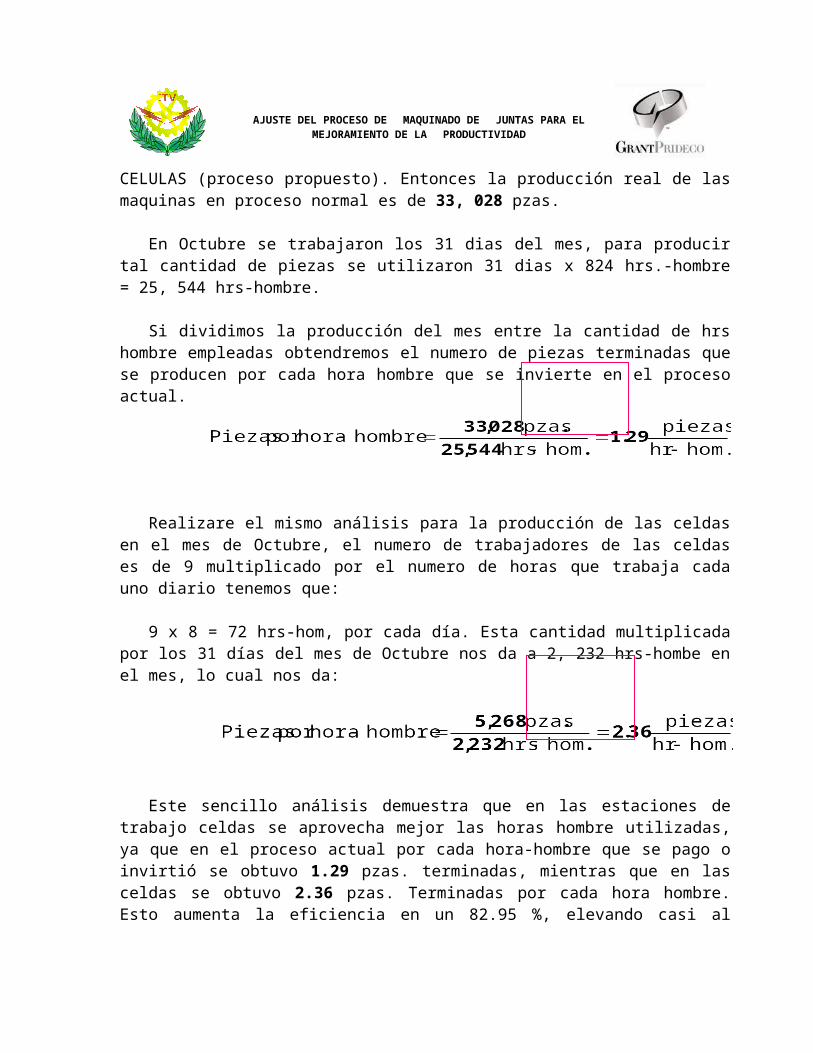
CELULAS (proceso propuesto). Entonces la producción real de lasmaquinas en proceso normal es de 33, 028 pzas.
En Octubre se trabajaron los 31 dias del mes, para producirtal cantidad de piezas se utilizaron 31 dias x 824 hrs.-hombre= 25, 544 hrs-hombre.
Si dividimos la producción del mes entre la cantidad de hrshombre empleadas obtendremos el numero de piezas terminadas quese producen por cada hora hombre que se invierte en el procesoactual.
Realizare el mismo análisis para la producción de las celdasen el mes de Octubre, el numero de trabajadores de las celdases de 9 multiplicado por el numero de horas que trabaja cadauno diario tenemos que:
9 x 8 = 72 hrs-hom, por cada día. Esta cantidad multiplicadapor los 31 días del mes de Octubre nos da a 2, 232 hrs-hombe enel mes, lo cual nos da:
Este sencillo análisis demuestra que en las estaciones detrabajo celdas se aprovecha mejor las horas hombre utilizadas,ya que en el proceso actual por cada hora-hombre que se pago oinvirtió se obtuvo 1.29 pzas. terminadas, mientras que en lasceldas se obtuvo 2.36 pzas. Terminadas por cada hora hombre.Esto aumenta la eficiencia en un 82.95 %, elevando casi al
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
doble la cantidad de piezas que se producen por cada horahombre que se paga.
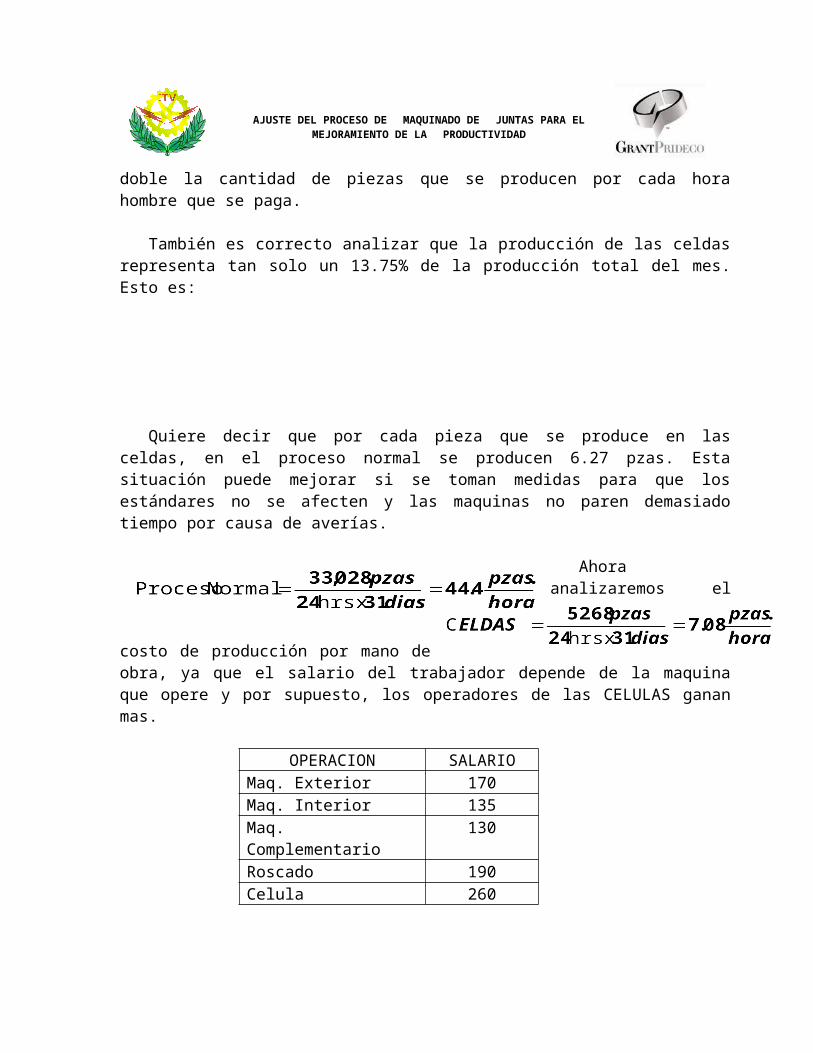
También es correcto analizar que la producción de las celdasrepresenta tan solo un 13.75% de la producción total del mes.Esto es:
Quiere decir que por cada pieza que se produce en lasceldas, en el proceso normal se producen 6.27 pzas. Estasituación puede mejorar si se toman medidas para que losestándares no se afecten y las maquinas no paren demasiadotiempo por causa de averías.
Ahoraanalizaremos el
costo de producción por mano deobra, ya que el salario del trabajador depende de la maquinaque opere y por supuesto, los operadores de las CELULAS gananmas.
OPERACION SALARIOMaq. Exterior 170Maq. Interior 135Maq.Complementario
130
Roscado 190Celula 260
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
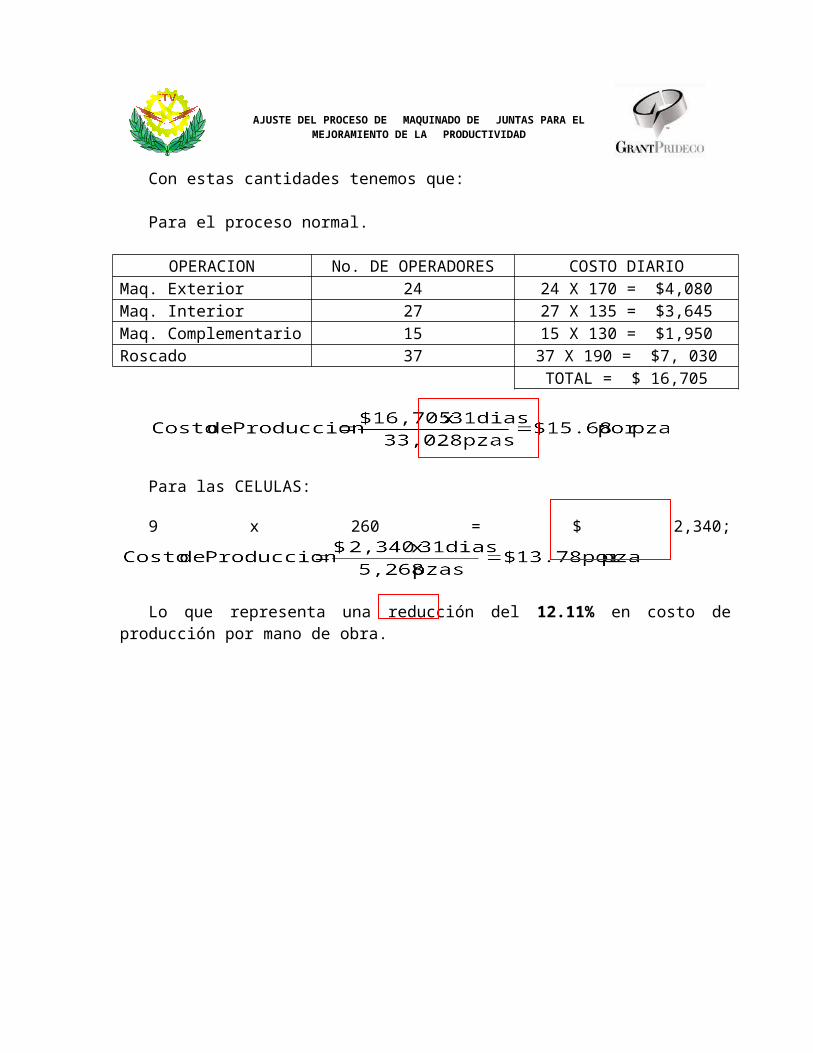
Con estas cantidades tenemos que:
Para el proceso normal.
OPERACION No. DE OPERADORES COSTO DIARIOMaq. Exterior 24 24 X 170 = $4,080Maq. Interior 27 27 X 135 = $3,645Maq. Complementario 15 15 X 130 = $1,950Roscado 37 37 X 190 = $7, 030
TOTAL = $ 16,705
Para las CELULAS:
9 x 260 = $ 2,340;
Lo que representa una reducción del 12.11% en costo deproducción por mano de obra.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Diagrama de flujo del producto.
Este diagrama de flujo es especialmente útil para poner demanifiesto costos ocultos como distancias recorridas, retrasosy almacenamientos temporales. Además de registrar lasoperaciones y las inspecciones el diagrama de flujo de procesomuestra todos los traslados y retrasos de almacenamiento conlos que tropieza un articulo en su recorrido por la planta.
Continuación se muestran los diagramas de flujo del producto(Juntas), en su recorrido por la nave de Maquinado de juntas.
En estos diagramas se puede apreciar el tiempo y lasdistancias que se requieren, tanto para el proceso normal comopara el proyecto del ajuste.
El tiempo de transporte y perdido disminuye en un 33.24%.
Por otro lado la distancia recorrida disminuye en un 34.66%o 166.1 mts.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Control
Se le ha dado seguimiento a la producción de las CELULAS afin de observar su comportamiento. Se ha observado que lasCELULAS trabajan bien con juntas que tienen conexiones NC50,NC46 y hacia abajo, pero han presentado muchos problemasoperativos de vibración con juntas mas grandes XT y HT.
En la siguiente grafica se muestra el comportamiento quesufrieron las CELULAS cuando se realizo un cambio de operaciónpara juntas XT57
Así también se continuo estudiando el trabaja de cada uno delos trabajados de las CELULAS para observar su desempeño:
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Resultados
Los resultados obtenidos son una notable mejora en cuanto alcosto de producción, ya que con este ajuste al proceso, estoscentros de trabajo pueden reducir los costos directos de:
Mano de ObraConsumo de Energía EléctricaTransporte de MaterialesTiempo perdido
Y algunos costos indirectos como papelería.
Por lo menos en mano de obra el costo se reduce un 12.11% yen transporte de materiales un 34.66%.
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
Conclusiones y Recomendaciones.
El proyecto CELULA (FTT) trae consigo muchos beneficios a laproductividad de la empresa, logrando mayores utilidades con lafabricación de juntas mediante este ajuste en el proceso ymanteniendo su calidad, reduciendo también la cantidad deretrabajos. Si este proyecto se lleva a efecto a gran escala ycon un control adecuado se podrán lograr mejores expectativasen cuanto a competitividad con otras empresas.
Recomendaciones:
Seria muy apropiado realizar un estudio mas detallado encuanto a costos se refiere. Tomando en cuenta costos directos eindirectos para poder determinar el beneficio monetario real,costos como consumo de energía eléctrica, gas natural(montacargas), herramientas de corte, refacciones pormantenimiento. Para así poder realizar un estudio financiero ydeterminar su factibilidad.
Para lograr alcanzar los estándares en cuanto a tiempo deproducción es necesario establecer un método estándar para quetodos los trabajadores laboren de manera similar y se puedaesperar lo mismo de cada uno.
Es de suma importancia que el área de producción ymantenimiento elaboren un programa de Mantenimiento ProductivoTotal MPT o Manto Preventivo, analizando las partes criticas delas maquinas (las que están en movimiento como los rodamientoso que requieren limpieza como los filtros de los circuitoshidráulicos, etc) para eliminar al máximo las posibles fallasque pudieran sufrir las maquinas y que puedan afectar de maneraconsiderable la producción de la empresa. Esto haciendo parosprogramados en las maquinas, es preferible perder algunas horas
AJUSTE DEL PROCESO DE MAQUINADO DE JUNTAS PARA ELMEJORAMIENTO DE LA PRODUCTIVIDAD
de producción a semanas enteras, el lavar las maquinas porfuera no es mantenimiento preventivo.





























