Embed Size (px)
Citation preview
Bioresource Technology 97 (2006) 1420–1426
Specific energy requirement for compacting corn stover
Sudhagar Mani a, Lope G. Tabil b, Shahab Sokhansanj a,*
a Department of Chemical and Biological Engineering, University of British Columbia, 2216 Main Mall, Vancouver, BC, Canada V6T 1Z4b Department of Agricultural and Bioresource Engineering, University of Saskatchewan, 57 Campus Drive, Saskatoon, SK, Canada S7N 5A9
Received 27 August 2004; received in revised form 21 June 2005; accepted 30 June 2005Available online 31 August 2005
Abstract
Corn stover is a major crop residue for biomass conversion to produce chemicals and fuels. One of the problems associated withthe supply of corn stover to conversion plants is the delivery of feedstock at a low cost. Corn stover has low bulk density and it isdifficult to handle. In this study, chopped corn stover samples were compacted in a piston cylinder under three pressure levels (5, 10,15 MPa) and at three moisture content levels (5%, 10%, 15% (wb)) to produce briquettes. The total energy requirement to compressand extrude briquette ranged from 12 to 30 MJ/t. The briquette density ranged from 650 to 950 kg/m3 increasing with pressure.Moisture content had also a significant effect on briquette density, durability and stability. Low moisture stover (5–10%) resultedin denser, more stable and more durable briquettes than high moisture stover (15%).� 2005 Published by Elsevier Ltd.
Keywords: Densification; Briquettes; Compression and extrusion energy; Density and durability
1. Introduction
Corn (Zea mays L.) stover is the major field crop res-idue in the USA, comprising roughly 75% of total agri-cultural residues (Sokhansanj et al., 2002). Bulk densityof chopped corn stover is reported as 40–80 kg/m3
depending on the chop size and moisture content (Knut-son and Miller, 1982). Costs and difficulties in handlingand storage of loose biomass are major obstacles inusing stover as feedstock for bio-based products andfuels. Conversion of this bulky biomass into a denserform improves the handling property and reduces thecost of handling, transportation and storage.
Energy requirement for densification of biomass de-pends primarily upon the pressure applied and the mois-ture content of the material to be compressed. It alsodepends on other physical properties of the material
0960-8524/$ - see front matter � 2005 Published by Elsevier Ltd.doi:10.1016/j.biortech.2005.06.019
* Corresponding author. Tel.: +1 604 904 4272; fax: +1 604 8226003.
E-mail address: [email protected] (S. Sokhansanj).
(particle size, initial bulk density, and other properties)and the method of compaction. A conventional pelletingprocess involves pressing a material through a long die.The friction between the material and the die wall cre-ates resistance against the material flow through thedie. This resistance causes compaction of material ifthe die is tapered. Mewes (1959) studied the consump-tion of energy to overcome friction during compressionof straw and hay and showed that roughly 40% of thetotal applied energy was used to compress the materials(straw and hay) and the remaining 60% was used toovercome friction. Bellinger and McColly (1961) re-ported that the pushing energy for circular dies was upto 2 MJ/t for alfalfa which was about 10–15% of the to-tal applied energy. Thus, a good fraction of the energyrequired to densify biomass is used to overcome frictionin pushing the densified product out of the die.
Abd-Elrahim et al. (1981) reported a specific energyconsumption of 7.2 MJ/t for compression of cottonstalks in circular dies. The compression of barley strawin a circular die required a specific energy consumption
S. Mani et al. / Bioresource Technology 97 (2006) 1420–1426 1421
of 5–25 MJ/t depending on the compact density(O�Dogherty and Wheeler, 1984). Faborode and O�Cal-laghan (1987) studied the energy requirement for com-pression of fibrous agricultural materials. They foundthat chopped barley straw at 8.3% (wb) moisture con-tent consumed 28–31 MJ/t of energy, while unchoppedmaterial consumed 18–27 MJ/t.
Several researchers including Tabil (1996), Fasinaand Sokhansanj (1996), Chin and Siddiqui (2000) andAl-Widyan et al. (2002) studied the quality of the densi-fied products in terms of briquette/pellet durability andstability. Highly durable and stable pellets/briquettes areless susceptible to breakage during handling, transporta-tion and storage. A durability index is determined tosimulate the ability of pelleted and cubed material towithstand the impact force and vibration generated dur-ing handling. Stability is the ability of the product tomaintain its initial dimension and shape. The mainobjectives of this work were: (1) to investigate the densi-fication characteristics and specific energy requirementto densify corn stover at different pressures and moisturecontents; and (2) to determine density, durability andstability of densified corn stover.
ONOFF
1
37
9
5
8
11
10
4
7
6
2
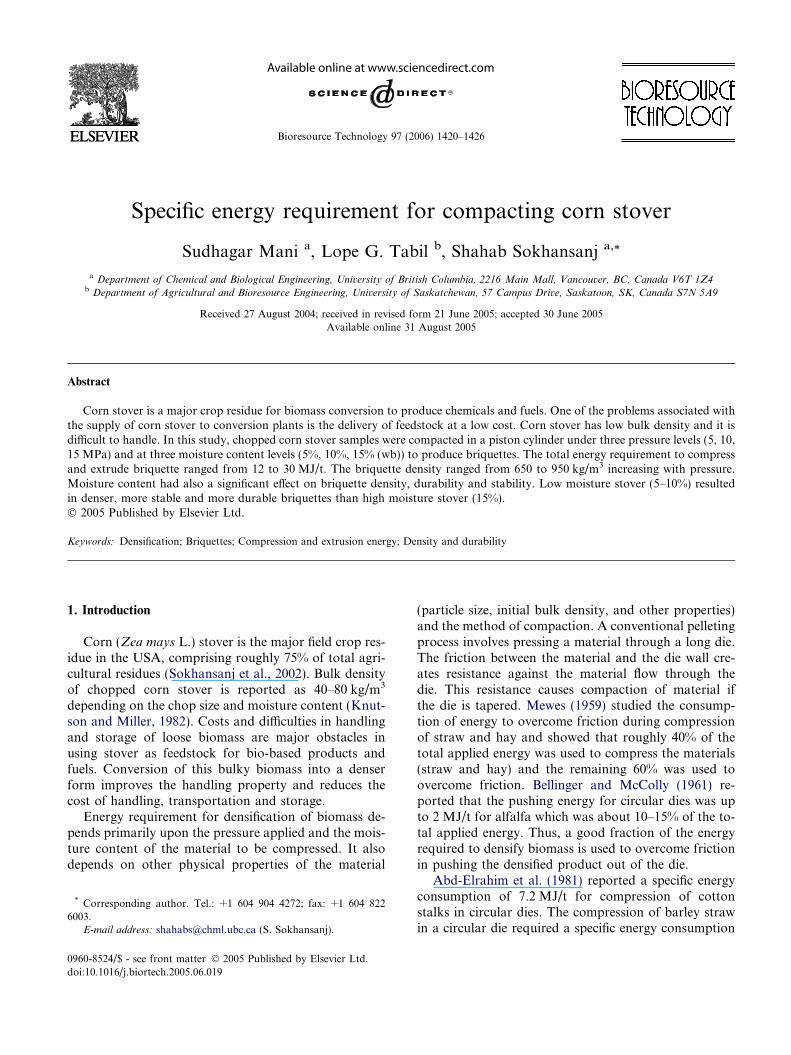
Fig. 1. Schematic diagram of a briquetting machine: (1) Cylindricaldie, (2) plunger, (3) upper cylindrical ram, (4) lower cylindrical ram, (5)feeding column, (6) displacement transducer, (7) pressure sensors, (8)microswitches which activate the directional control valve, (9) pressuregages, (10) pressure control valves, and (11) directional control valvefor both rams.
2. Methods
2.1. Materials
Round bales of corn stover of variety ‘‘Garst 8550’’were received at 10–15% (wb) moisture content fromIowa, USA. The bales were ground in a tub grinder(Haybuster H-1000, DuraTech Industries InternationalInc., Jamestown, ND) to an average particle size of5.6 mm. Corn stover had reached a moisture contentof about 5% (wb) when it was stored at room condition.A portion of the chop at 5% (wb) moisture content wasset aside for compression test. Another portion of thechop was further conditioned by spraying a predeter-mined amount of distilled water over the samples, thor-oughly mixed and kept for 48 h at 5 �C to obtain chopswith moisture content of 10% and 15% (wb). (In this pa-per, moisture content is given in percent wet basis (wb)unless otherwise stated.)
2.2. Corn stover properties
The chop size of corn stover was determined accord-ing to the ASAE standard S424.1 DEC 01 (ASAE,2003a) for chopped forage materials. A sample consist-ing of four-liter chopped corn stover (after tub grinding)was taken and placed into the top screen of the screenshaker. The material was screened for 5 min and themass retained on each screen was weighed to determinethe geometric mean size of the chopped material. Mois-ture content of chopped stover was determined accord-
ing to ASAE standard S358.2 FEB 03 for forages(ASAE, 2003b). A sample of 25 g was oven-dried for24 h at 105 ± 3 �C. The moisture content was reportedin percent wet basis. For bulk density measurement, afour-liter volume container was filled with choppedmaterial and the top surface was leveled. The materialmass was subsequently measured on an electronic bal-ance. Bulk density was calculated as the mass of thesample over the volume of the container and expressedin kg/m3.
2.3. Compaction test
A hydraulic press (briquetting machine) was con-structed by a local manufacturing company (Fig. 1).The press consisted of an upper and lower hydraulic dri-ven ram moving inside an electrically heated die. Pres-sure regulating valves and pressure gauges adjustedboth the upper and lower ram pressures in the die.The die diameter was about 30 mm and the length ofthe briquette could be varied depending on the massof the feed material. Two pressure transducers, one mea-suring the top piston pressure and the other measuringthe bottom piston pressure, were used. A displacement

Fig. 2. Corn stover briquettes of 32 mm diameter and 20–25 mm thick.
1422 S. Mani et al. / Bioresource Technology 97 (2006) 1420–1426
transducer was set up to measure the top pistondisplacement.
A known amount of stover was allowed to flow freelyfrom a pre-filled container into the cylindrical die usinga sliding gate between the tubes (Fig. 1). The materialwas compressed to a pre-set pressure and kept underthe pressure for 60 s to reduce the sudden expansionof the material after compression. The compacted mate-rial was pushed out of the bottom of the die using thetop piston. The pressure exerted to the compacted mate-rial during pushing was recorded. This pressure wasconsidered as a frictional pressure. During the compres-sion process, the compression pressure, back pressure,and displacement of the upper ram were measured andlogged into a computer. These data were used for theanalysis of energy requirement.
There are many variables, which may affect the com-paction and energy consumption of corn stover, namely,applied pressure, material moisture content, materialparticle size, temperature, holding time, among othervariables. Among them, moisture content and appliedpressure are the main variables affecting compact den-sity (Sitkei, 1986). Trial runs showed that heating thedie to increase the material temperature resulted inunstable and cracked briquette surfaces. Consequently,the die was not heated in subsequent experiment. There-fore, the temperature variable was eliminated. Stoverparticle size is the average particle size of the tub groundsamples. Further reduction of stover particle size wouldbe expensive and is only required for the pelleting pro-cess. The holding time was set constant as it may notaffect densification process significantly (Gonzalez andMunoz, 2002). Therefore, the two main variables—pres-sure and moisture content were chosen to conduct thecompaction test. The level of applied pressure was cho-sen taking into consideration on the limitation of thecompacting machine. The machine has a maximumpressure limit of 16 MPa. The lowest level for appliedpressure was chosen based on the pressure at which,the material forms into briquettes. Similarly, the lowestlevel was selected as the actual moisture content of thestover at room temperature. Since corn stover is usuallybaled at about 15% moisture content, the highest level of15% moisture content was selected. An increase in mois-ture content may not be favorable to the compactionprocess as moisture may provide more resistance toform briquettes. A factorial design was used to conductexperiments for the combination of moisture contents at5%, 10%, and 15% and pressure levels at 5, 10, and15 MPa. Twenty briquettes were made for each combi-nation of moisture and pressure.
2.4. Specific energy consumption
Specific energy (defined as the energy used to produceunit mass of briquette made) required for producing bri-
quette was determined from the pressure–displacementdata. The area under the pressure–displacement curvewas divided into two sections: compression and extru-sion/frictional portions. The area under each sectionwas integrated using the trapezoidal rule and expressedin MJ/t. The extrusion energy was calculated until thetotal length of the briquette was pushed through thedie. The total energy required to produce the briquetteis the energy required to compress the briquette plusthe energy required to extrude the briquette from thedie. The specific energy consumption values were calcu-lated from five representative pressure–displacementdata for each combination of moisture content and ap-plied pressure.
2.5. Durability and stability
The durability was measured based on the ASAEstandard S269.4 (ASAE, 2003c) using a DURAL testerdeveloped at University of Saskatchewan for testing al-falfa cubes (Sokhansanj and Crerar, 1999). Each testwas repeated three times. The stability of stover bri-quette was determined based on the procedure describedby Al-Widyan et al. (2002). Twenty samples were usedto measure the stability of the briquette. In this study,both the durability and stability tests were conductedafter four weeks of storage of the briquettes at roomtemperature.
3. Results and discussion
3.1. Briquette density
The stover used in this study was on average 5.6 mmlong with a standard deviation of 3.12 mm. The bulk
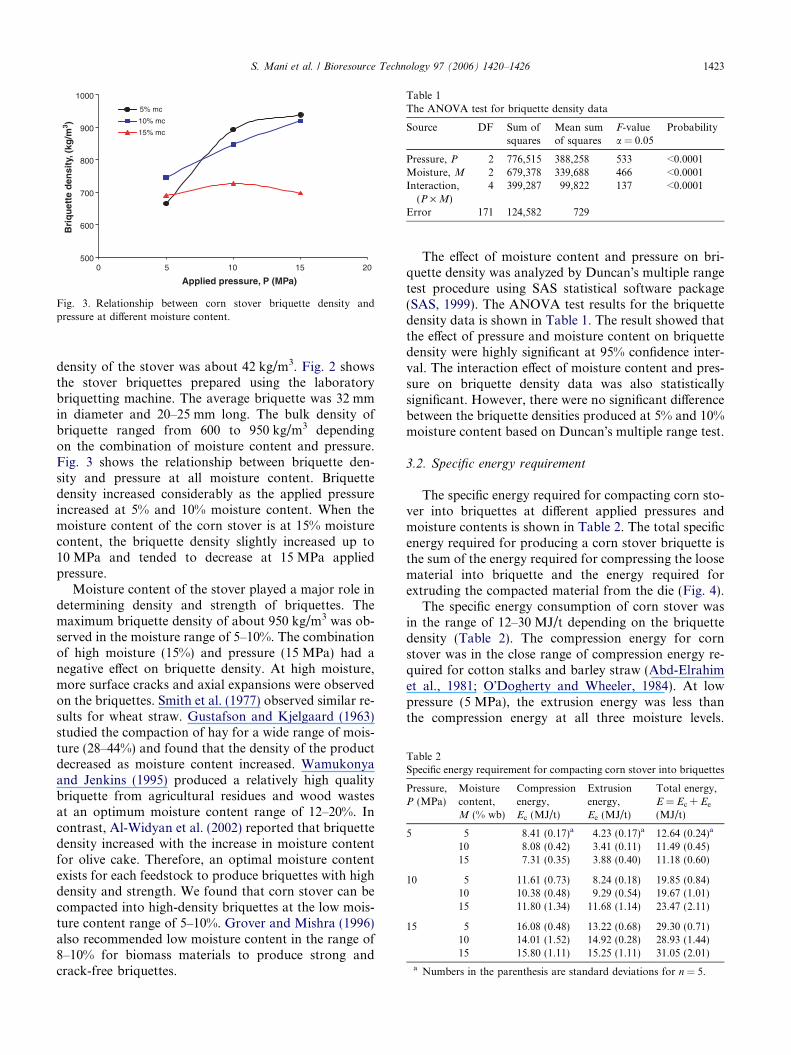
Table 1The ANOVA test for briquette density data
Source DF Sum ofsquares
Mean sumof squares
F-valuea = 0.05
Probability
Pressure, P 2 776,515 388,258 533 <0.0001Moisture, M 2 679,378 339,688 466 <0.0001Interaction,
(P · M)4 399,287 99,822 137 <0.0001
Error 171 124,582 729
Table 2Specific energy requirement for compacting corn stover into briquettes
Pressure,P (MPa)
Moisturecontent,M (% wb)
Compressionenergy,Ec (MJ/t)
Extrusionenergy,Ee (MJ/t)
Total energy,E = Ec + Ee
(MJ/t)
5 5 8.41 (0.17)a 4.23 (0.17)a 12.64 (0.24)a
10 8.08 (0.42) 3.41 (0.11) 11.49 (0.45)15 7.31 (0.35) 3.88 (0.40) 11.18 (0.60)
10 5 11.61 (0.73) 8.24 (0.18) 19.85 (0.84)10 10.38 (0.48) 9.29 (0.54) 19.67 (1.01)15 11.80 (1.34) 11.68 (1.14) 23.47 (2.11)
15 5 16.08 (0.48) 13.22 (0.68) 29.30 (0.71)10 14.01 (1.52) 14.92 (0.28) 28.93 (1.44)15 15.80 (1.11) 15.25 (1.11) 31.05 (2.01)
a Numbers in the parenthesis are standard deviations for n = 5.
500
600
700
800
900
1000
0 10 15 20
Bri
qu
ette
den
sity
, (kg
/m3 )
5% mc
10% mc
15% mc
5
Applied pressure, P (MPa)
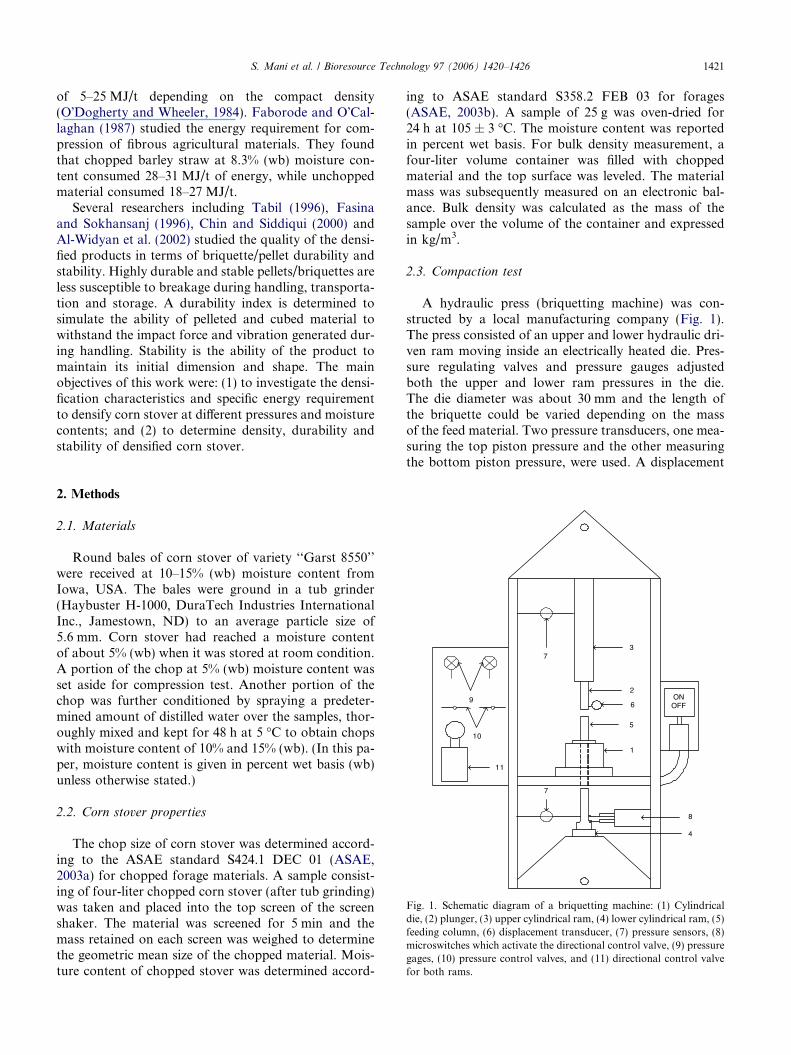
Fig. 3. Relationship between corn stover briquette density andpressure at different moisture content.
S. Mani et al. / Bioresource Technology 97 (2006) 1420–1426 1423
density of the stover was about 42 kg/m3. Fig. 2 showsthe stover briquettes prepared using the laboratorybriquetting machine. The average briquette was 32 mmin diameter and 20–25 mm long. The bulk density ofbriquette ranged from 600 to 950 kg/m3 dependingon the combination of moisture content and pressure.Fig. 3 shows the relationship between briquette den-sity and pressure at all moisture content. Briquettedensity increased considerably as the applied pressureincreased at 5% and 10% moisture content. When themoisture content of the corn stover is at 15% moisturecontent, the briquette density slightly increased up to10 MPa and tended to decrease at 15 MPa appliedpressure.
Moisture content of the stover played a major role indetermining density and strength of briquettes. Themaximum briquette density of about 950 kg/m3 was ob-served in the moisture range of 5–10%. The combinationof high moisture (15%) and pressure (15 MPa) had anegative effect on briquette density. At high moisture,more surface cracks and axial expansions were observedon the briquettes. Smith et al. (1977) observed similar re-sults for wheat straw. Gustafson and Kjelgaard (1963)studied the compaction of hay for a wide range of mois-ture (28–44%) and found that the density of the productdecreased as moisture content increased. Wamukonyaand Jenkins (1995) produced a relatively high qualitybriquette from agricultural residues and wood wastesat an optimum moisture content range of 12–20%. Incontrast, Al-Widyan et al. (2002) reported that briquettedensity increased with the increase in moisture contentfor olive cake. Therefore, an optimal moisture contentexists for each feedstock to produce briquettes with highdensity and strength. We found that corn stover can becompacted into high-density briquettes at the low mois-ture content range of 5–10%. Grover and Mishra (1996)also recommended low moisture content in the range of8–10% for biomass materials to produce strong andcrack-free briquettes.
The effect of moisture content and pressure on bri-quette density was analyzed by Duncan�s multiple rangetest procedure using SAS statistical software package(SAS, 1999). The ANOVA test results for the briquettedensity data is shown in Table 1. The result showed thatthe effect of pressure and moisture content on briquettedensity were highly significant at 95% confidence inter-val. The interaction effect of moisture content and pres-sure on briquette density data was also statisticallysignificant. However, there were no significant differencebetween the briquette densities produced at 5% and 10%moisture content based on Duncan�s multiple range test.
3.2. Specific energy requirement
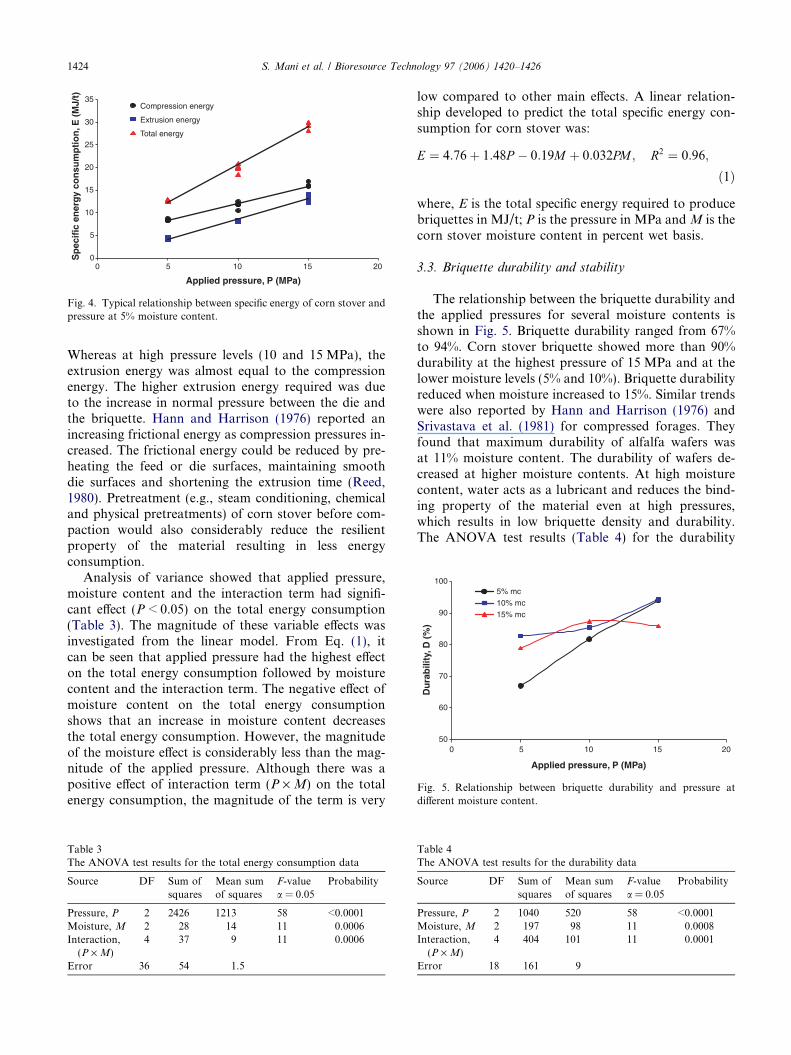
The specific energy required for compacting corn sto-ver into briquettes at different applied pressures andmoisture contents is shown in Table 2. The total specificenergy required for producing a corn stover briquette isthe sum of the energy required for compressing the loosematerial into briquette and the energy required forextruding the compacted material from the die (Fig. 4).
The specific energy consumption of corn stover wasin the range of 12–30 MJ/t depending on the briquettedensity (Table 2). The compression energy for cornstover was in the close range of compression energy re-quired for cotton stalks and barley straw (Abd-Elrahimet al., 1981; O�Dogherty and Wheeler, 1984). At lowpressure (5 MPa), the extrusion energy was less thanthe compression energy at all three moisture levels.
50
60
70
80
90
100
0 10 15
Applied pressure, P (MPa)
Du
rab
ility
, D (
%)
20
5% mc10% mc15% mc
5
Fig. 5. Relationship between briquette durability and pressure atdifferent moisture content.
0
5
10
15
20
25
30
35
0 10 15 20
Applied pressure, P (MPa)
Sp
ecif
ic e
ner
gy
con
sum
pti
on
, E (
MJ/
t)
Compression energy
Extrusion energy
Total energy
5
Fig. 4. Typical relationship between specific energy of corn stover andpressure at 5% moisture content.
1424 S. Mani et al. / Bioresource Technology 97 (2006) 1420–1426
Whereas at high pressure levels (10 and 15 MPa), theextrusion energy was almost equal to the compressionenergy. The higher extrusion energy required was dueto the increase in normal pressure between the die andthe briquette. Hann and Harrison (1976) reported anincreasing frictional energy as compression pressures in-creased. The frictional energy could be reduced by pre-heating the feed or die surfaces, maintaining smoothdie surfaces and shortening the extrusion time (Reed,1980). Pretreatment (e.g., steam conditioning, chemicaland physical pretreatments) of corn stover before com-paction would also considerably reduce the resilientproperty of the material resulting in less energyconsumption.
Analysis of variance showed that applied pressure,moisture content and the interaction term had signifi-cant effect (P < 0.05) on the total energy consumption(Table 3). The magnitude of these variable effects wasinvestigated from the linear model. From Eq. (1), itcan be seen that applied pressure had the highest effecton the total energy consumption followed by moisturecontent and the interaction term. The negative effect ofmoisture content on the total energy consumptionshows that an increase in moisture content decreasesthe total energy consumption. However, the magnitudeof the moisture effect is considerably less than the mag-nitude of the applied pressure. Although there was apositive effect of interaction term (P · M) on the totalenergy consumption, the magnitude of the term is very
Table 3The ANOVA test results for the total energy consumption data
Source DF Sum ofsquares
Mean sumof squares
F-valuea = 0.05
Probability
Pressure, P 2 2426 1213 58 <0.0001Moisture, M 2 28 14 11 0.0006Interaction,
(P · M)4 37 9 11 0.0006
Error 36 54 1.5
low compared to other main effects. A linear relation-ship developed to predict the total specific energy con-sumption for corn stover was:
E ¼ 4:76þ 1:48P � 0:19M þ 0:032PM ; R2 ¼ 0:96;
ð1Þ
where, E is the total specific energy required to producebriquettes in MJ/t; P is the pressure in MPa and M is thecorn stover moisture content in percent wet basis.
3.3. Briquette durability and stability
The relationship between the briquette durability andthe applied pressures for several moisture contents isshown in Fig. 5. Briquette durability ranged from 67%to 94%. Corn stover briquette showed more than 90%durability at the highest pressure of 15 MPa and at thelower moisture levels (5% and 10%). Briquette durabilityreduced when moisture increased to 15%. Similar trendswere also reported by Hann and Harrison (1976) andSrivastava et al. (1981) for compressed forages. Theyfound that maximum durability of alfalfa wafers wasat 11% moisture content. The durability of wafers de-creased at higher moisture contents. At high moisturecontent, water acts as a lubricant and reduces the bind-ing property of the material even at high pressures,which results in low briquette density and durability.The ANOVA test results (Table 4) for the durability
Table 4The ANOVA test results for the durability data
Source DF Sum ofsquares
Mean sumof squares
F-valuea = 0.05
Probability
Pressure, P 2 1040 520 58 <0.0001Moisture, M 2 197 98 11 0.0008Interaction,
(P · M)4 404 101 11 0.0001
Error 18 161 9
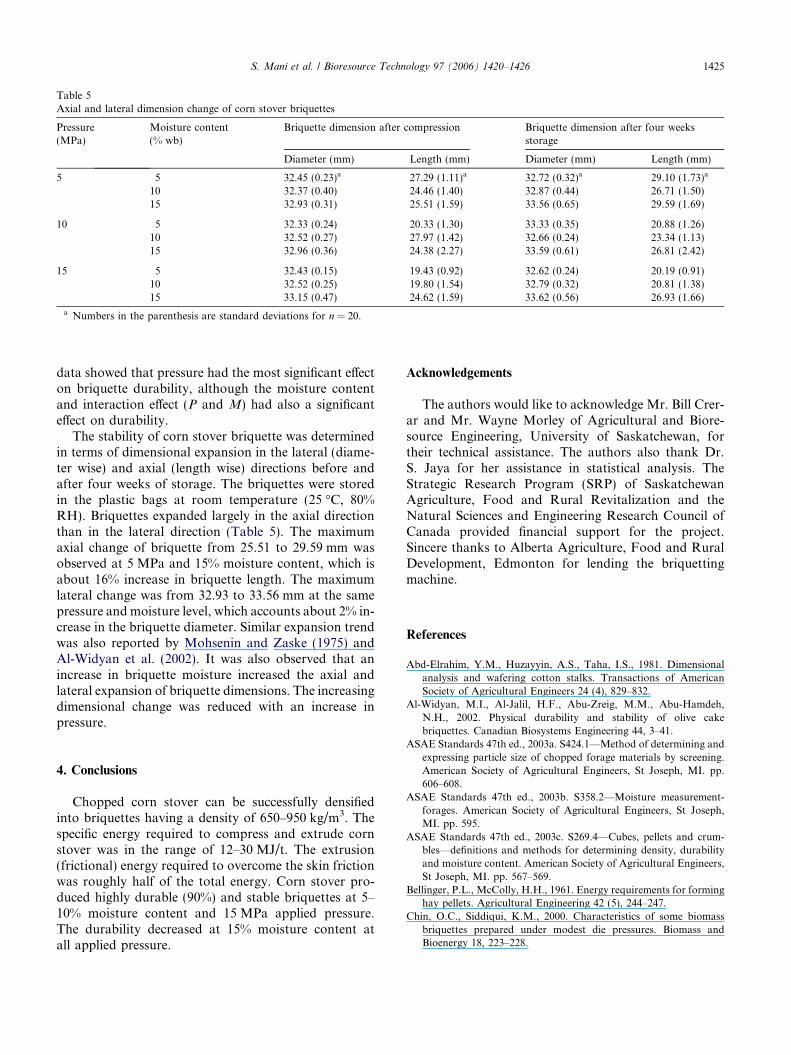
Table 5Axial and lateral dimension change of corn stover briquettes
Pressure(MPa)
Moisture content(% wb)
Briquette dimension after compression Briquette dimension after four weeksstorage
Diameter (mm) Length (mm) Diameter (mm) Length (mm)
5 5 32.45 (0.23)a 27.29 (1.11)a 32.72 (0.32)a 29.10 (1.73)a
10 32.37 (0.40) 24.46 (1.40) 32.87 (0.44) 26.71 (1.50)15 32.93 (0.31) 25.51 (1.59) 33.56 (0.65) 29.59 (1.69)
10 5 32.33 (0.24) 20.33 (1.30) 33.33 (0.35) 20.88 (1.26)10 32.52 (0.27) 27.97 (1.42) 32.66 (0.24) 23.34 (1.13)15 32.96 (0.36) 24.38 (2.27) 33.59 (0.61) 26.81 (2.42)
15 5 32.43 (0.15) 19.43 (0.92) 32.62 (0.24) 20.19 (0.91)10 32.52 (0.25) 19.80 (1.54) 32.79 (0.32) 20.81 (1.38)15 33.15 (0.47) 24.62 (1.59) 33.62 (0.56) 26.93 (1.66)
a Numbers in the parenthesis are standard deviations for n = 20.
S. Mani et al. / Bioresource Technology 97 (2006) 1420–1426 1425
data showed that pressure had the most significant effecton briquette durability, although the moisture contentand interaction effect (P and M) had also a significanteffect on durability.
The stability of corn stover briquette was determinedin terms of dimensional expansion in the lateral (diame-ter wise) and axial (length wise) directions before andafter four weeks of storage. The briquettes were storedin the plastic bags at room temperature (25 �C, 80%RH). Briquettes expanded largely in the axial directionthan in the lateral direction (Table 5). The maximumaxial change of briquette from 25.51 to 29.59 mm wasobserved at 5 MPa and 15% moisture content, which isabout 16% increase in briquette length. The maximumlateral change was from 32.93 to 33.56 mm at the samepressure and moisture level, which accounts about 2% in-crease in the briquette diameter. Similar expansion trendwas also reported by Mohsenin and Zaske (1975) andAl-Widyan et al. (2002). It was also observed that anincrease in briquette moisture increased the axial andlateral expansion of briquette dimensions. The increasingdimensional change was reduced with an increase inpressure.
4. Conclusions
Chopped corn stover can be successfully densifiedinto briquettes having a density of 650–950 kg/m3. Thespecific energy required to compress and extrude cornstover was in the range of 12–30 MJ/t. The extrusion(frictional) energy required to overcome the skin frictionwas roughly half of the total energy. Corn stover pro-duced highly durable (90%) and stable briquettes at 5–10% moisture content and 15 MPa applied pressure.The durability decreased at 15% moisture content atall applied pressure.
Acknowledgements
The authors would like to acknowledge Mr. Bill Crer-ar and Mr. Wayne Morley of Agricultural and Biore-source Engineering, University of Saskatchewan, fortheir technical assistance. The authors also thank Dr.S. Jaya for her assistance in statistical analysis. TheStrategic Research Program (SRP) of SaskatchewanAgriculture, Food and Rural Revitalization and theNatural Sciences and Engineering Research Council ofCanada provided financial support for the project.Sincere thanks to Alberta Agriculture, Food and RuralDevelopment, Edmonton for lending the briquettingmachine.
References
Abd-Elrahim, Y.M., Huzayyin, A.S., Taha, I.S., 1981. Dimensionalanalysis and wafering cotton stalks. Transactions of AmericanSociety of Agricultural Engineers 24 (4), 829–832.
Al-Widyan, M.I., Al-Jalil, H.F., Abu-Zreig, M.M., Abu-Hamdeh,N.H., 2002. Physical durability and stability of olive cakebriquettes. Canadian Biosystems Engineering 44, 3–41.
ASAE Standards 47th ed., 2003a. S424.1—Method of determining andexpressing particle size of chopped forage materials by screening.American Society of Agricultural Engineers, St Joseph, MI. pp.606–608.
ASAE Standards 47th ed., 2003b. S358.2—Moisture measurement-forages. American Society of Agricultural Engineers, St Joseph,MI. pp. 595.
ASAE Standards 47th ed., 2003c. S269.4—Cubes, pellets and crum-bles—definitions and methods for determining density, durabilityand moisture content. American Society of Agricultural Engineers,St Joseph, MI. pp. 567–569.
Bellinger, P.L., McColly, H.H., 1961. Energy requirements for forminghay pellets. Agricultural Engineering 42 (5), 244–247.
Chin, O.C., Siddiqui, K.M., 2000. Characteristics of some biomassbriquettes prepared under modest die pressures. Biomass andBioenergy 18, 223–228.
1426 S. Mani et al. / Bioresource Technology 97 (2006) 1420–1426
Faborode, M.O., O�Callaghan, J.R., 1987. Optimizing the compres-sion/briquetting of fibrous agricultural materials. Journal ofAgricultural Engineering Research 38, 245–262.
Fasina, O., Sokhansanj, S., 1996. Effect of fines on storage andhandling properties of alfalfa pellets. Canadian AgriculturalEngineering 38, 25–29.
Gonzalez, M., Munoz, G., 2002. Experimental determination of theoptimal parameters of the mechanical densification process offibrous materials for animal feed. ASAE Paper no. 02-1072.American Society of Agricultural Engineers, St Joseph, MI,USA.
Grover, P.D., Mishra, S.K. 1996. Biomass briquetting: technology andpractices; Regional Wood Energy Development program in Asia.Field document No. 46, Food and Agriculture Organization of theUnited Nations, Bangkok, Thailand.
Gustafson, A.S., Kjelgaard, W.L., 1963. Hay pellet geometry andstability. Agricultural Engineering 44 (8), 442–445.
Hann, S.A., Harrison, H.P., 1976. Friction in and energy requiredfor extruding alfalfa. Canadian Agricultural Engineering 18,21–25.
Knutson, J., Miller, G.E. 1982. Agricultural residues in California—factors affecting utilization. Leaflet No. 21303, CooperativeExtension, University of California, Berkeley, CA.
Mewes, E., 1959. Verdichtungsgesetzmassigkeiten Nach Presstopf-versuchen (Compression relationships as a result of experimentsin pressure chambers). Landtechnische Forschung 9 (3),68–76.
Mohsenin, N., Zaske, J., 1975. Stress relaxation and energy require-ments in compaction of unconsolidated materials. Journal ofAgricultural Engineering Research 11, 193–205.
O�Dogherty, M.J., Wheeler, J.A., 1984. Compression of straw to highdensities in closed cylindrical dies. Journal of Agricultural Engi-neering Research 29 (1), 61–72.
Reed, T.B., 1980. Thermal conversion of solid wastes and biomass. In:Trezek, G., Diaz, L. (Eds.), Biomass Densification EnergyRequirement. Elsevier Applied Science, London, UK, pp. 169–177.
SAS, 1999. SAS User�s Guide: Statistics, Ver. 8. SAS Institute Inc.,Cary, NC.
Sitkei, G., 1986. Mechanics of Agricultural Materials. Elsevier,Amsterdam.
Smith, E., Probert, S., Stokes, R., Hansford, R., 1977. The briquettingof wheat straw. Journal of Agricultural Engineering Research 22,105–111.
Sokhansanj, S., Crerar, W.J., 1999. Development of a durability testerfor pelleted and cubed animal feed. SAE Technical Paper Series–1999-01-2830. Society of Automotive Engineers Inc., Warrendale,PA.
Sokhansanj, S., Turhollow, A., Cushman, J., Cundiff, J., 2002.Engineering aspects of collecting corn stover for bioenergy.Biomass and Bioenergy 23, 347–355.
Srivastava, A.C., Bilanski, W.K., Graham, V.A., 1981. Feasibility ofproducing large size hay wafers. Canadian Agricultural Engineer-ing 23 (2), 109.
Tabil, L.G. 1996. Binding and pelleting characteristics of alfalfa.Unpublished Ph.D. dissertation, Department of Agricultural andBioresource Engineering, University of Saskatchewan, Saskatoon,Saskatchewan, Canada.
Wamukonya, L., Jenkins, B., 1995. Durability and relaxation ofsawdust and wheat straw briquettes as a possible fuels for Kenya.Biomass and Bioenergy 8 (3), 175–179.





























