Embed Size (px)
Citation preview

UNIVERSIDADNACIONAL DE PIURAFACULTAD DE INGENIERIA
PESQUERADEPARTAMENTO ACADÉMICO DE
INGENIERIA PESQUERA
TEMA: Principales lineamientos generales para el pintado y acabado de los cascos de las embarcaciones artesanales e industriales en el Perú.
Alumna:Calderón Chumacero Yurema.
DOCENTE: Ing. Tito Caballero
Peralta.CURSO: Embarcaciones
Pesqueras.

Mayo 2016
1. INTRODUCCIÓN
Los primeros hombres, utilizaban el mar por la necesidad de alimentarse, querían expandirse, explorar nuevos territorios, ya que les invadía una gran curiosidad.
Es un misterio cómo y cuándo fue votada la primera embarcación, ni si lo fue desde la orilla de un río, un lago o una playa marina. Muchos estudiosos creen que embarcaciones de tipos diferentes aparecieron en todas las partes del mundo, sin relación entre sí, pero en forma más o menos simultánea.
Las cañas y los juncos han sido durante varios milenios los principales materiales utilizados para construir embarcaciones, desde las egipcias del Nilo hasta cierto tipo de botes utilizados actualmente en los mares costeros del Perú y en el lago Titicaca. Las primeras construcciones flotantes con que los hombres se lanzaron al mar eran impulsadas y movidas con los sistemas más sencillos: manos y pies, tablas planas e incluso largas pértigas con las cuales se tomaba impulso apoyándolas sobre el fondo de las aguas tranquilas. En cuanto a los tipos de embarcaciones de una sola pieza, en otras partes del mundo se recurrió a construirlas cada vez con mayor calado, de modo que una parte considerable del buque se hallara bajo el agua, y su centro de gravedad descendiera hasta el máximo posible.
Las embarcaciones de pesca y transporte se utilizaban ocasionalmente con fines de recreo. Pero estos fines lúdicos eran únicamente para la nobleza debido a su alto coste. No obstante, con la aparición de nuevos materiales, como la madera contrachapada, permitió a los diseñadores y constructores realizar embarcaciones más sólidas y ligeras, con un coste bastante inferior.
La construcción de un barco de madera es un proceso sometido a las leyes rigurosas de la geometría y la mecánica. El casco del barco es de las partes más importantes de la embarcación y sin embargo, al estar sumergida, no solemos fijarnos en ella. El casco es el que permite la flotabilidad y también determina en gran medida la maniobrabilidad del barco cuando se navega, por eso es importante conocer sus características. La madera ha sido el material básico empleado en la construcción del casco y la arboladura de las embarcaciones hasta el primer tercio del siglo XIX en que comenzó a utilizarse el hierro y el acero, en forma de planchas y piezas fundidas, desplazando de forma progresiva a la madera.
2. OBJETIVO
Informar sobre la funcionalidad de los cascos, el pintado y mantenimiento de las embarcaciones pesqueras.
3. MARCO TEORICO:
“Principales lineamientos generales para el pintado y acabado de los cascos de las embarcaciones artesanales e industriales en el
Perú”.
Una sola embarcación puede encerrar centenares, e incluso millares, de kilómetros de conductos y cables, y estar dotado de las más avanzadas centrales eléctricas y los equipos electrónicos más refinados disponibles en la actualidad. Deben construirse y mantenerse de forma que soporten las condiciones ambientales más hostiles y estar al mismo tiempo dotados de todo el confort y la seguridad necesarios para la tripulación y el pasaje, así como del grado de fiabilidad preciso para llevar a cabo sus misiones.
EL CASCO: PARTES Y ESTRUCTURA
El CASCO es el cuerpo del navío sin contar el aparejo. Se entiende por aparejo el conjunto de palos, vergas, jarcias y velas del buque.

A la vista del dibujo nos será más sencillo familiarizarnos con los términos usados, que son los siguientes:
PROA: parte delantera de la embarcación que abre camino a las aguas. POPA: parte trasera o posterior de la embarcación. BABOR: lado o costado izquierdo del buque mirando de popa a proa. ESTRIBOR: lado o costado derecho del navío mirando de popa a proa. ALETA: partes curvas del casco del navío ubicadas en los costados y en
las proximidades de la popa. Hay dos aletas: la de babor y la de estribor. AMURA: zonas curvadas del casco del navío próximas a la proa.
Existen dos amuras: la de babor y la de estribor. EJE DE CRUJÍA: la línea o eje de crujía es el plano que, de proa a
popa, divide el navío en dos mitades simétricas. TRAVÉS: dirección perpendicular al eje de crujía.
Maqueta del navío español Santísima Trinidad, visto por la amura de estribor.

Maqueta del navío francés Bucentaure, visto por la aleta de estribor.
CALADO: longitud existente entre la parte más baja de un buque y la línea de flotación, entendiéndose por parte más baja del buque la parte inferior de la quilla. También se denomina calado a la longitud que hay entre la superficie del agua y el fondo marino.
LÍNEA DE FLOTACIÓN: es la marcada en la parte exterior del casco que señala la superficie del agua, indicando así la parte sumergida del buque.
OBRA MUERTA: parte del casco que sobresale del agua, es decir, la parte del buque por encima de la línea de flotación.

OBRA VIVA O CARENA: es la parte sumergida del buque, es decir, la comprendida desde la quilla hasta la línea de flotación.
MANGA: anchura del buque. ESLORA: de forma genérica, la eslora es la longitud de una
embarcación.
Además de la total, existen otras medidas de eslora, como las llamadas eslora de flotación y eslora entre perpendiculares.
TIMÓN: todos sabemos a qué pieza importante del navío nos referimos con este vocablo, que nos es completamente familiar además de usado en tierra. Diremos que el timón es una pieza móvil instalada en la popa de la embarcación que, girando sobre un eje, sirve para darle dirección a dicha embarcación.
PUNTAL: altura del barco desde la parte superior de la quilla hasta el bao de la cubierta principal.
QUILLA: pieza estructural, longitudinal y robusta, que corre de popa a proa del buque por la parte inferior del mismo, sirviendo de ligazón y asiento de las piezas que forman el armazón de dicho buque. Es, por tanto, la columna vertebral del buque en la que se encastran las cuadernas (las "costillas" del buque) , la roda y el codaste.

CODASTE: madero grueso y pieza estructural que puesto en la popa sobre el extremo de la quilla prolonga esta y sirve de fundamento para el armazón de esta parte del buque.

Los barcos flotan porque desplazan una cantidad de agua superior a su propio peso. Es un principio básico de la física (fuerza de flotación) que permite que el barco no se hunda: cuando el barco se mueve lentamente o está quieto, su propio peso desplaza el agua a su alrededor y lo mantiene a flote. Sin embargo, cuando se alcanza cierta velocidad, el barco empieza a planear: el casco se eleva sobre la superficie, se reduce el rozamiento y aumenta la velocidad. Así, se pueden encontrar dos diseños básicos en cascos:
Casco de desplazamiento: algunos cascos han sido diseñados para funcionar únicamente a bajas velocidades. Pese a esta limitación de velocidad, son muy eficientes, se mueven muy suavemente en el agua y cumplen su cometido a la perfección. Al tener un casco algo más pronunciado, el movimiento de las olas se nota más.

Casco de planeo: para poder alcanzar altas velocidades en el agua es necesario un diseño que permita una transición rápida hacia el planeo. Así, este tipo de casco tiene una base plana desde la sección media del barco hacia popa. El mamparo de popa debe encontrarse con la base en un ángulo agudo.
Existe una variedad de cascos de planeo con una base totalmente plana, que si bien son extremadamente rápidos, no son fáciles de controlar y tienden a embestir las olas. En su lugar, darle a la proa una forma más puntiaguda permite al casco abrirse camino y deslizarse entre olas. Este detalle tiene un gran impacto en la maniobrabilidad y en la comodidad de la navegación.
Los cascos redondeados son utilizados para velocidades de desplazamiento, ya que proporciona una navegación muy suave. Es muy eficiente también, ya que se necesita muy poca potencia para mover el barco. Normalmente son muy estables, pero cuando hay oleaje, tienden a balancearse demasiado.
Los cascos en forma de V poco profunda tienen un ángulo de 20º a 25º en el centro de la embarcación y se va reduciendo hasta los 5º o menos conforme avanzamos hacia el espejo de popa. Este diseño proporciona un manejo suave sin renunciar a la velocidad que proporciona un casco plano. Los cascos en forma de V pronunciada, es decir con gran pendiente, tienen un ángulo de 25º en el centro que se reduce ligeramente hasta los 20º en la popa. Esta estructura es apropiada para moverse a grandes velocidades en aguas bravas, ya que rompe mejor las olas.
Además, normalmente los cascos de planeo tienen aristas en el pantoque (zona donde se une la base del casco con los laterales del barco) e hiladas. Las aristas del pantoque también influyen en la estabilidad, siendo las aristas rectas las más comunes. Además, bajo el pantoque el casco suele presentar unas líneas que lo recorren horizontalmente (hiladas), que juegan un papel importante en el proceso de elevación cuando el barco planea, y por tanto aumenta la eficiencia.
Hay algunas embarcaciones que cuentan con cascos escalonados. Cada uno de estos escalones son básicamente saltos de elevación que crean múltiples superficies para la corriente. Así, conforme el barco gana velocidad, las superficies en contacto con el agua van variando, teniendo como resultado una mayor velocidad con menos potencia necesaria respecto a un casco en V convencional.
Cada armador diseña sus embarcaciones según el uso que se le vaya a dar. Hay tantas variantes de cascos como modelos. Por ejemplo, los barcos que se usan para esquí náutico de competición, normalmente están diseñados para minimizar la creación de olas a ciertas velocidades, de manera que los esquiadores pueden desplazarse la estela más fácilmente.

Introducción histórica de las embarcaciones:
La madera en la construcción naval:
El ser humano ha navegado desde su pasado más remoto, aunque las pruebas directas más antiguas de ello corresponden al Mesolítico.
A Australia se llegó hace más de 40.000 años desde la costa del Sudoeste cruzando cortos tramos de los estrechos, estas primeras embarcaciones eran extremadamente rudimentarias pero cumplían su objetivo. Se trataba y por tanto se puede considerar como la primera embarcación de troncos vaciados, que formaban una canoa rudimentaria.
El hombre pronto experimento con nuevas fórmulas para poder navegar más lejos con mayor capacidad de transporte y con mayor seguridad.
Para poder adentrarse más en el mar tendrían que utilizar troncos amarrados entre sí con cuerdas, formando embarcaciones más sólidas.
Se han encontrado múltiples muestras, donde se puede observar claramente que estos hombres más avanzados eran capaces de realizar embarcaciones de hasta 15 metros de eslora y una manga de más de 1,5 metros.
El tipo de navegación en aquellos tiempos se realizaba bien por aguas interiores o bordeando la costa intentando evitar adentrarse en alta mar siempre que se podía. En muchas ocasiones no eran tanto problemas técnicos como supersticiones, ya que incluso en tiempos modernos el mar siempre ha sido víctima de innumerables leyendas y cábalas.
Lógicamente, también la época del año era importante, la más conveniente era el verano por las condiciones climáticas existentes.
Se desarrolló el comercio, la navegación y difusión cultural con mayor rapidez en las zonas de mar tranquilo. Donde la mayor parte del año se podía navegar, es decir, a lo largo del Mediterráneo

En los procesos de fabricación de las primeras embarcaciones está presente como único referente el uso de la madera. Ya sea ensamblando troncos o juncos entre ellos, aprovechando las corrientes para desplazarse. Como el vaciado de troncos para formar una canoa.
Hasta mediados del siglo XIX la madera fue el único material empleado en la construcción de cascos y estructuras de los buques.
Más ligera que el agua y muy resistente en relación con su peso específico, presenta grandes dificultades de ensamblaje por lo que las dimensiones de los mayores buques de la época tuvieron un límite de entre los 60 y los 70 metros de eslora. También es así en los mástiles, que en sus inicios se formaban de una única pieza o tronco. Se daban dos técnicas de construcción:
Las maderas superpuestas a partir de la quilla sin cuadernas (técnica que usaron los vikingos) o las maderas unidas y calafateadas sobre quilla y cuadernas.
El calafateo: Técnica que consiste en introducir entre cada dos tablas estopa y brea, de manera que se evite la entrada de agua por las pequeñas separaciones que quedan entre los tablones.
Hasta el siglo XVII no empezaron las primeras construcciones en metal, mientras que los materiales plásticos y los compuestos de fibra de vidrio o carbono con resinas epoxi empezaron en el siglo XX.
También en el siglo XX, se han desarrollado técnicas de epoxidización de maderas lo que las hace más duraderas y resistentes y han abierto un nuevo camino en la construcción de barcos en madera.
Tipos de madera:
En este apartado únicamente se tratan las maderas propias de la construcción naval.
Quedando sin definir otras muchas debido a que no es el objetivo del proyecto su definición.
Dentro de cada categoría de madera pueden encontrarse variedades como en el caso del roble, roble rojo, roble americano, etc. que, conjuntamente con el pino, es la madera que produce mayores variedades aptas para la construcción naval.
Principalmente se tratan 7 tipos de maderas:
- Roble
- Roble Rojo

- Teka
- Cedro
- Fresno
- Olmo
- Abeto
ROBLE:
Se trata de la madera más utilizada en Europa y América del norte, para construcción naval.
Tiene una buena durabilidad en agua de mar, del orden de 12 años. Es una de las maderas más resistentes después de la Teka.
El peso específico oscila entre 720 Kg/m3 a 890 Kg/m3. No se suele utilizar para forros debido a su alto peso específico.
Necesita de un periodo de estacionamiento elevado para evitar la posible aparición de alabeos o grietas.
ROBLE ROJO:
Variedad del roble, originario de EE.UU. y Canadá, es una madera de grano recto y textura basta, de veteado menos atractivo que el roble blanco. Como resultado se obtienen buenos acabados, y su peso medio específico es de 790 Kg/m3.
TEKA:
La teka originaria de Birmania, tiene la gran singularidad de contener características particulares que no se dan en otras maderas conocidas. La más conocida sin duda es su capacidad de resistencia al fuego.

Otra particularidad de la teka, es que permite ser secada de pie, sin que afecte a su duramen.Su durabilidad en medios de aguas saladas parece ser ilimitada, no siendo así en aguas dulces.
Su peso específico es de 660 Kg/m3. Reúne pues la teka los requisitos de la madera más adecuada a la construcción naval, con la ventaja inalcanzable para otras especies de que, en la parte mojada del casco, soporta mejor que ninguna sus efectos.
CEDRO:
EL cedro es otra de las maderas más utilizadas en la construcción naval, especialmente en forros, debido a que soporta muy bien sumergida el ataque de microorganismos
Se trata de una madera moderadamente pesada, al punto de variar su peso específico entre 500 kg/m3 a 820 kg/m3. No admite ser utilizada para piezas muy curvadas, dobladas al vapor, pues es débil su resistencia a la flexión, ya que se vuelve quebradiza.
FRESNO:
El Fresno es una especie con un veteado realmente característico y muy bello. Este tipo de madera presenta al menos sesenta variedades, particulares de cada clima y región. Es una madera durable en seco, pero de poca duración si se moja y seca alternamente.
Proceso al que está sometida toda embarcación. Por eso, se suele utilizar barnizada y con fines decorativos. Posee una extraordinaria flexibilidad, lo que lo hace ideal para embarcaciones ligeras. Su peso específico es de 650 Kg/m3.
OLMO:

En la construcción naval, las variedades más apreciadas son las de olmo “blanco” y el de “roca” o “negro”, debido a su durabilidad bajo el agua, sólo superadas por la teka.
Su alto peso específico (890 Kg/m3) limita su uso, ya que está bastante por encima de las demás maderas aquí vistas.
ABETO:
El abeto es el árbol con mayor abundancia ya que dentro de la designación Abeto se encuentran descritas infinidad de variedades.
Como es bien conocido el pino, se trata de una variedad cuyo rápido desarrollo provoca que sea una de las maderas más baratas. Sin embargo, son pocas las variedades útiles para la construcción naval.
-pino (colorado, Oregón, Sitka, blanco...)
El pino “colorado” Se utiliza en forros, cascos y cubiertas, cuadernas y baos. Su principal característica es la durabilidad en aguas frías.
El pino “clear” es una variedad baja del pino “spruce”, también conocido como pino blanco. Usada principalmente para mástiles y botavaras de encolado hueco. El pino “Sitka” es una variedad de “spruce” o abeto, y debido a su estabilidad y falta de nudos, la convierten en la más idónea para la construcción de mástiles huecos.
Métodos de construcción en madera
Técnicas tradicionales
Las principales técnicas tradicionales (forro a tope, tingladillo y doble forro)
Forro a tope o carabela:
Esta técnica se caracteriza principalmente en el hecho de que las tracas no se pegarán a las cuadernas sino que lo harán entre sí a tope, es decir canto con canto.
Los tablones o tracas se unen con juntas a tope para conseguir una superficie lisa. Las juntas se calafatean o impermeabilizan para hacerlas estancas.
El Calafateado es la operación de rellenar de estopa las juntas de las tablas de fondos, costados y cubiertas; se cubren después con una capa de brea.

Forro a tingladillo:
Los tablones del casco se disponen de tal modo que los bordes de las tablas, montan ligeramente los unos sobre los otros.
Doble forro:
Es una técnica que se basa en el forro a tope, pero aplicando una capa más, normalmente en una dirección diferente a la anterior para así dar resistencia a la embarcación en más sentidos.
Estas técnicas quedan perfectamente claras en las siguientes imágenes ya que se puede apreciar perfectamente el modo de colocar las tracas o tablones:

TÉCNICAS MODERNAS
Las principales técnicas modernas en construcción de embarcaciones de madera se nombran y describen escuetamente a continuación.
- Forro de listones:
Básicamente o sigue los mismos pasos que se dan en la técnica tradicional forro a tope, ya que en vez de tracas o tablas de una anchura considerable se emplean sus “hermanos pequeños”, los listones.
Es el modo clásico de construir embarcaciones.
Se tendrá que fabricar un armazón y forrar todo el casco mediante tiras de madera que se van ajustando una a una. El resultado final es muy vistoso y en mi opinión el método junto a la madera laminada más bonito.
- Forro en contrachapado:
Es una técnica usual en la construcción de pequeñas embarcaciones, debido a su sencillez.
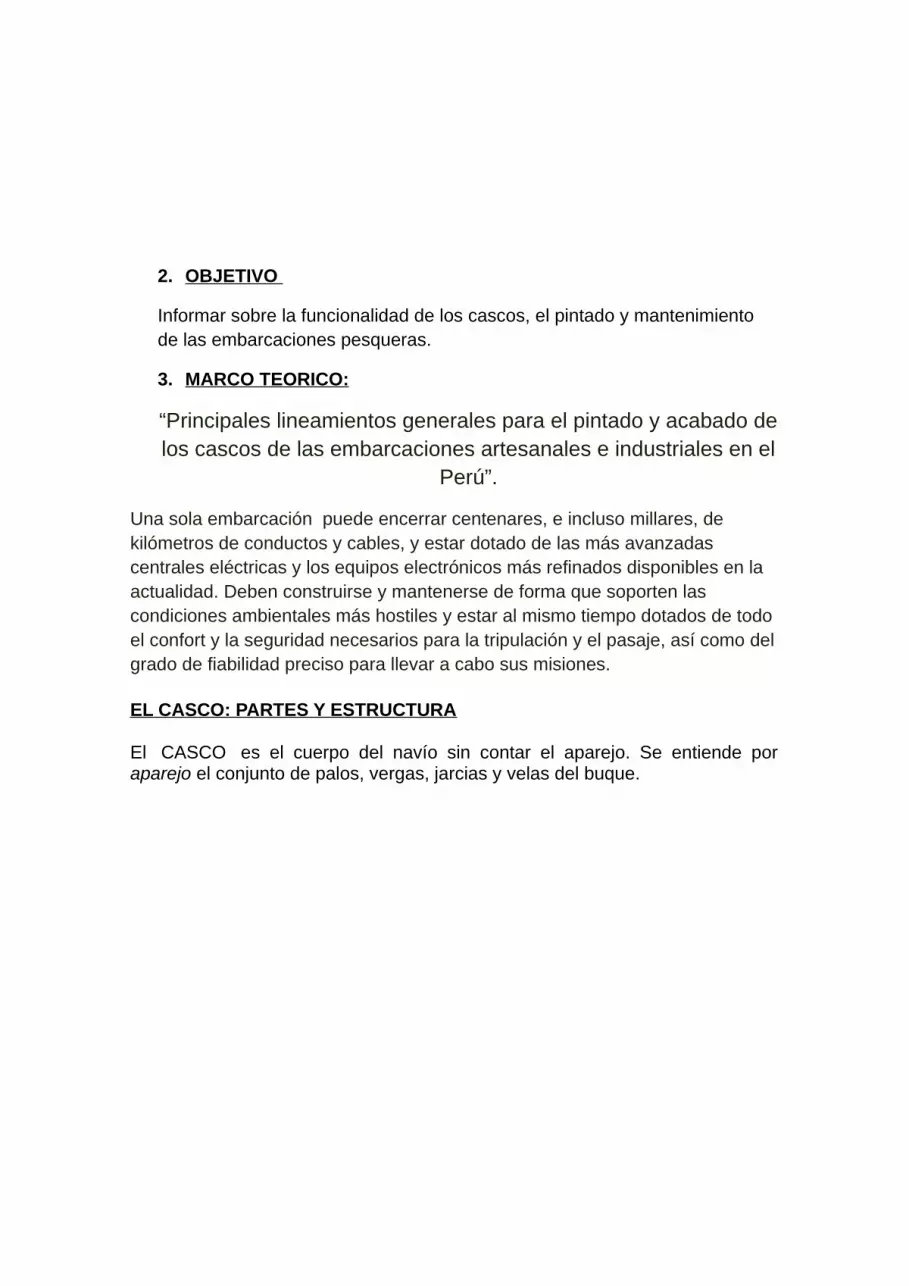
La madera contrachapada, es un tipo de madera de ingeniería creada, a partir de hojas delgadas de madera. Las capas se pegan entre sí, de modo que las capas tienen su grano en ángulos rectos unos con otros proporcionando mayor fuerza al conjunto. Generalmente hay un número impar de láminas.Una razón común para el uso de este tipo de madera es su resistencia al agrietamiento, la contracción, torsión / deformación, y su fuerza general.La madera contrachapada marina es altamente resistente al tiempo, a los microorganismos, al agua, al vapor, y al calor seco. Este tipo de contrachapado se diseña especialmente para resistir el ambiente de humedad alta, y por lo tanto se prefiere en la construcción de muelles y barcos.Es un método económico, sencillo y ecológico
Características principales:
Sin deformaciones ni fracturas Puede ser cortada en pequeñas partes Puede reciclarse y no contiene sustancias dañinas, lo que la hace
ecológica Posee una larga duración
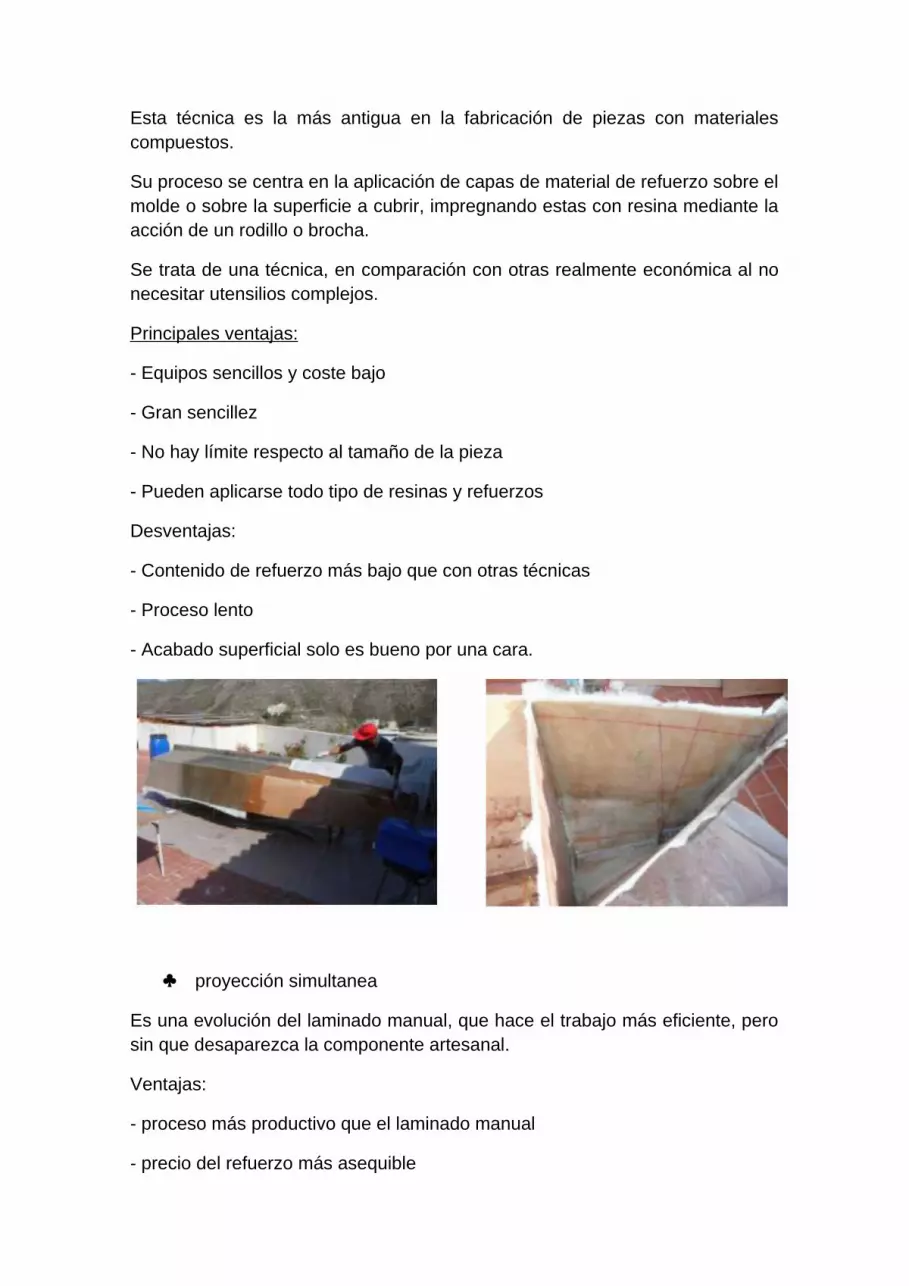
- Madera laminada:
Sus principales ventajas son:
Permite diseñar elementos de diversas formas y cubre grandes luces sin apoyos intermedios.
Su conductividad térmica es muy inferior a la de otros materiales, otorgando excelentes condiciones aislantes.
No reacciona con agentes oxidantes, generando gran resistencia en ambientes ácidos o alcalinos. (Propios del medio marino). Como pasara con la Teka, la madera laminada resiste sorprendentemente bien al fuego.
El carácter noble y cálido de la madera, resalta considerablemente en las estructuras de Madera Laminada.

- Tingladillo de contrachapado:
Su única variación es el tipo de madera y su naturaleza, pero los procesos constructivos son los mismos y las propiedades serán las mismas a este proceso con las características que le ofrece la madera contrachapada.
- Cosido y estratificado o Stich and glue:
La construcción inicial es más rápida y más fácil, utiliza menos piezas, y no requiere moldes de construcción. A largo plazo, el barco es mucho más fácil de mantener.
Es una técnica muy efectiva a la hora de construir pequeñas embarcaciones
Como kayaks, piraguas y todo tipo de pequeños veleros.
Con la llegada de las modernas resinas de epoxi y la madera contrachapada de calidad, rápidamente se vio que se podían construir pequeñas embarcaciones sin recurrir a complejos armazones, moldes o cuadernas.
Tiene la ventaja de ser muy ligera y rígida.

Embarcaciones en fibra
Los materiales compuestos quedan definidos como toda combinación de materiales a partir de la unión de dos o más componentes. Dando lugar a un nuevo material con propiedades y características específicas.
Estos materiales están formados por dos fases. La matriz y el refuerzo.
La matriz de un material compuesto es la fase que tiene carácter continuo y es la responsable de las propiedades físicas y químicas. Transmite los esfuerzos al agente reforzante. También lo protege y da cohesión al material.
El refuerzo referido a materiales compuestos se define como la fase que le otorga al material las propiedades mecánicas.
Son materiales, los cuales su matriz está formada por un polímero y el refuerzo es algún tipo de fibra, ya sea sintética o inorgánica.
Tipos de materiales compuestos y métodos construcción
Tipos de materiales de refuerzo
- Fibra de vidrio: están generalmente compuestas por Sílice, combinado con
diferentes óxidos.
Los enlaces covalentes de estas fibras la dotan de gran resistencia.
Sus principales propiedades son:
Gran resistencia mecánica Resistente a los agentes químicos Incombustible Posee una elevada adherencia a la matriz Buen aislante eléctrico

- Fibra de carbono:
Propiedades:
Gran resistencia y rigidez Buen comportamiento ante la fatiga Bajo coeficiente de dilatación térmica Elevada resistencia química No se ve afectado por el contacto con el agua de mar
- Fibras sintéticas:
Más conocidas por su nombre comercial Kevlar, sus usos se centran en campos que requieran de una alta resistencia a la tracción con un peso bajo y una gran resistencia al impacto.
No es muy común en la industria naval.
Propiedades:
Alta resistencia a la tracción Buena resistencia a la fatiga Auto extinguible La rotura se produce progresivamente Menor densidad respecto a todas las fibras sintéticas Excelente comportamiento a la corrosión en cualquier ambiente.
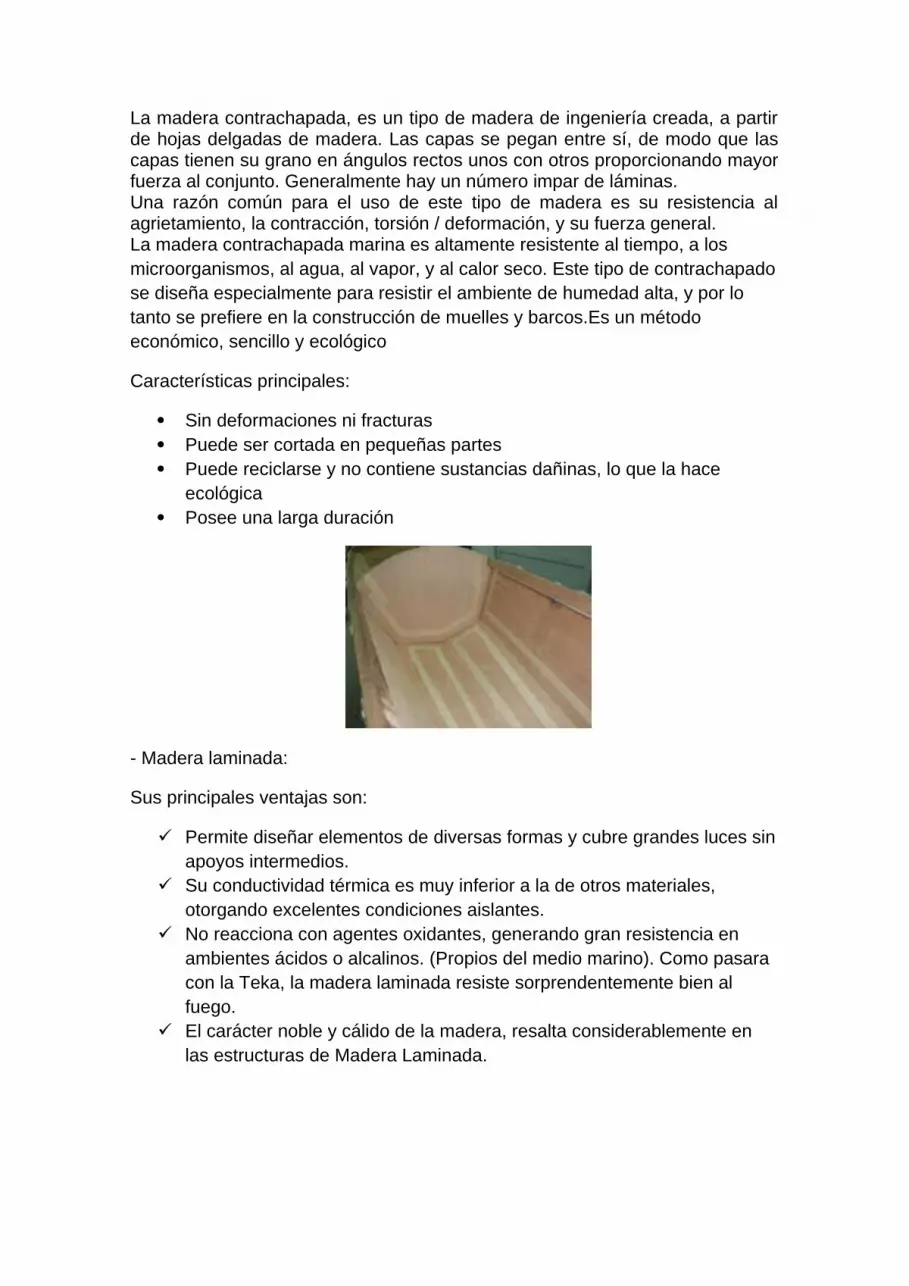
- Estructuras textiles:
Las fibras se configuran en ordenamientos planos, a estas estructuras se les denomina estructuras textiles. Se presentan en diversas configuraciones. Fieltros, sistemas no mallados y sistemas mallados.
Estas estructuras pueden formarse de distintas fibras, obteniendo las propiedades de estas. Es decir, se pueden formar fieltros de fibra de vidrio, mallados de carbono etc.
-Plástico reforzado con fibra de vidrio:
El plástico reforzado con fibra de vidrio, o PRFV, es un compuesto de varios materiales (principalmente fibras de vidrio y resina) dispuestos en capas alternas, que se endurece hasta formar un laminado sólido. A efectos de comparación, las fibras de madera de un árbol se mantienen unidas debido a su adhesivo natural, la lignina. De la misma manera, las capas de material de fibra de vidrio del PRFV se adhieren entre ellas con resina de poliéster.
Se determinan como los procesos más utilizados en la construcción naval los siguientes:
Dado la complejidad, coste y necesidad de maquinaria de muchas de estas técnicas solo es practicable un método para la fabricación de la embarcación, por ello no se comentaran los conceptos fundamentales de estas técnicas.
- Moldeo por contacto
laminación manual
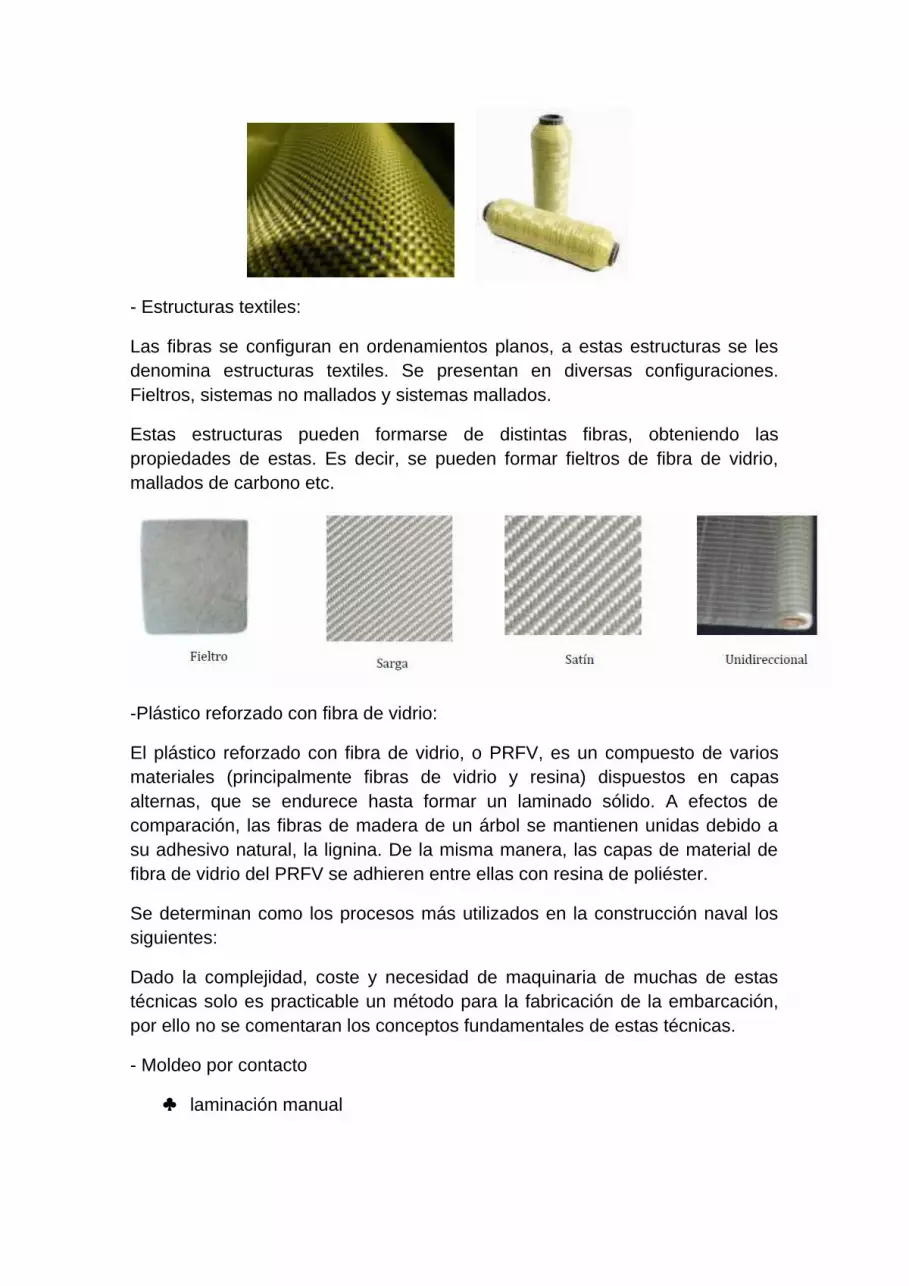
Esta técnica es la más antigua en la fabricación de piezas con materiales compuestos.
Su proceso se centra en la aplicación de capas de material de refuerzo sobre el molde o sobre la superficie a cubrir, impregnando estas con resina mediante la acción de un rodillo o brocha.
Se trata de una técnica, en comparación con otras realmente económica al no necesitar utensilios complejos.
Principales ventajas:
- Equipos sencillos y coste bajo
- Gran sencillez
- No hay límite respecto al tamaño de la pieza
- Pueden aplicarse todo tipo de resinas y refuerzos
Desventajas:
- Contenido de refuerzo más bajo que con otras técnicas
- Proceso lento
- Acabado superficial solo es bueno por una cara.
proyección simultanea
Es una evolución del laminado manual, que hace el trabajo más eficiente, pero sin que desaparezca la componente artesanal.
Ventajas:
- proceso más productivo que el laminado manual
- precio del refuerzo más asequible

- se optimizan los materiales y los desperdicios.
Desventajas:
- coste del equipo elevado
- supone las mismas desventajas que el método laminado manual, añadiendo
todas las que se refieren a mantenimiento y uso de la maquinaria.
Moldeo asistido por vacío
Ventajas:
- Laminados con altos porcentajes de refuerzo
- Densidad elevada
- No existe límite de tamaño
- Se pueden emplear todo tipo de refuerzos
Desventajas:
- El coste aumenta al tener que utilizarse bombas de vacío, entre otros equipos auxiliares
- El proceso requiere una formación técnica
- En general las resinas utilizadas requieren procesos térmicos posteriores.

Moldeo por vía liquida
Las técnicas por vía liquida se fundamentan en colocar las fibras de refuerzo sobre el molde en la posición definitiva sin la resina, ya que no hay contacto directo entre los refuerzos y esta. Hasta que no se inicia el proceso dentro del molde cerrado.
Por medio de diferentes mecanismos se introduce la resina dentro del molde ya catalizada. Resina y refuerzos quedan compactados gracias a la presión ofrecida por el vacío o por el contra-molde.
RTM (Resin Transfer Molding)
RTM es un proceso de moldeo a baja presión, donde se inyecta una resina y el catalizador mezclados en un molde cerrado que contiene un paquete de fibra o de preformas. Cuando la resina ha curado el molde se abre y se retira la pieza acabada.
Una amplia gama de sistemas de resina se puede utilizar como poliéster, viniléster, epoxi, fenólicas.
Ventajas:
- Molduras pueden construirse con tolerancias dimensionales
- Los componentes tendrán un buen acabado superficial a ambos lados
- La uniformidad del espesor de la fibra y la carga, resultando en la contracción uniforme
- Capacidad de alcanzar desde 0,5 mm hasta 90 mm de espesor del laminado

Infusión
Esta técnica se basa en los mismos pasos que el RTM. Se colocaran las fibras sobre los moldes y se cerrara al ambiente mediante una bolsa conectada a una bomba de vacío y a cubos con resina.
Una vez hecho el vacío se abrirán los conductos de resina y esta fluirá a lo largo de toda la superficie. Una vez cubierta toda la superficie del molde, la presión se mantendrá hasta alcanzar la polimerización.
Al ser métodos tan parejos, sus ventajas y desventajas son a si mismo muy similares.
PINTADO:
Es un proceso sumamente delicado ya que cualquier imperfección en las superficies a pintar quedara aumentada a la hora de aplicar la pintura.
Cabe destacar dos tipos de pintura esenciales en el pintado de un barco.
- Zona obra viva se utiliza pintura anti incrustante o antifooling,
Proporciona una superficie lisa, hidrófoba y de baja tensión superficial con
Propiedades antiadherentes y auto limpiables que minimiza el crecimiento de los organismos marinos. El producto puede acumular algo de incrustación durante periodos de inmovilización.

Se entiende por obra viva aquella zona que está permanentemente sumergida en el agua y en contacto con los organismos vivos que activan la incrustación.
Estas zonas están expuestas a una fuerte corrosión acentuada por la abrasión, impacto, incrustación de algas, percebes, escaramujo y otros seres, haciendo que el buque envejezca rápidamente o en el mejor de los casos pierdan velocidad y aumente su consumo de combustible a consecuencia de las incrustaciones.
Estos motivos hacen que esta zona sea la más cuidada de un buque, la que más recursos económicos se lleve y se preste una especial atención en su pintado.
Zona obra muerta, donde el acabado superficial es muy importante así como la durabilidad de este.
La naturaleza de los trabajos de construcción y reparación de buques obliga a emplear diversos tipos de pintura para aplicaciones distintas, desde productos al agua hasta revestimientos epóxicos de altas prestaciones. El tipo de pintura adecuado para una aplicación determinada depende de las condiciones a las que vaya a estar expuesta. Los instrumentos de aplicación de pintura van desdelos simples rodillos y brochas hasta los pulverizadores sin aire y las máquinas automáticas. En general, hay normas de pintura especiales en las siguientes zonas de los buques:
• Bajo el agua (fondo del casco)
• Línea de flotación
• Superestructuras superiores
• Recintos internos y depósitos
• cubiertas a la intemperie
• Equipo suelto.
Como primer paso para el posterior pintado de la embarcación, se debe limpiar la superficie con un trapo húmedo a fin de eliminar suciedad y polvo de la superficie.
Una vez perfectamente limpio se aplica la imprimación, necesaria para la buena adherencia de la pintura.
Al elegir la pintura hay que considerar muchas variables: condiciones ambientales, intensidad de la exposición al medio ambiente, tiempos de secado o endurecimiento e instrumentos y métodos de aplicación. Muchos astilleros disponen de zonas e instalaciones reservadas para trabajos de pintura. Los talleres cubiertos son caros, pero en ellos se trabaja con mayor eficacia y se obtienen resultados de mejor calidad. Cuando se pinta al aire libre, el grado de transferencias es menor y sólo se puede trabajar con buen tiempo.
Sistemas de aplicación de pintura utilizados en los astilleros:
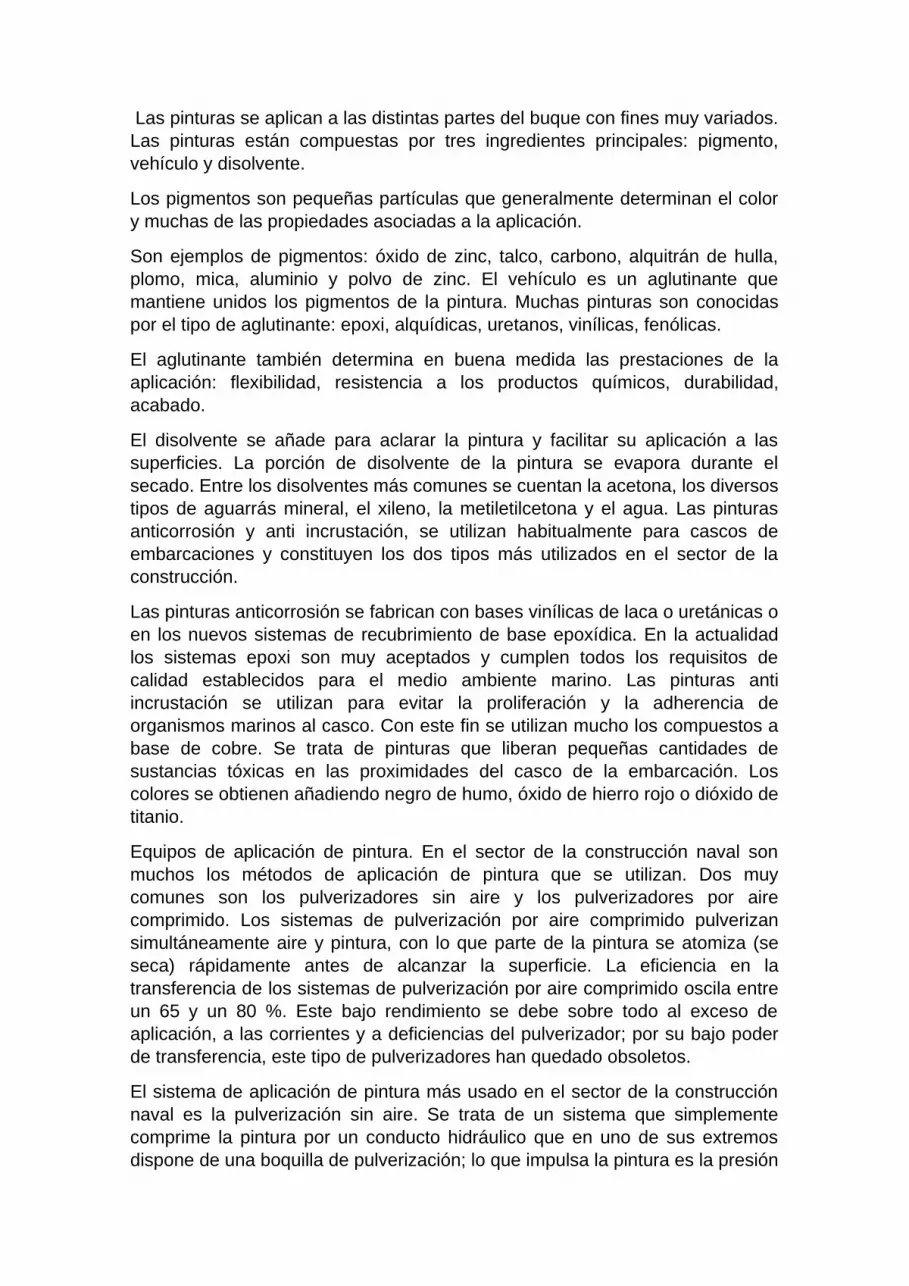
Las pinturas se aplican a las distintas partes del buque con fines muy variados. Las pinturas están compuestas por tres ingredientes principales: pigmento, vehículo y disolvente.
Los pigmentos son pequeñas partículas que generalmente determinan el color y muchas de las propiedades asociadas a la aplicación.
Son ejemplos de pigmentos: óxido de zinc, talco, carbono, alquitrán de hulla, plomo, mica, aluminio y polvo de zinc. El vehículo es un aglutinante que mantiene unidos los pigmentos de la pintura. Muchas pinturas son conocidas por el tipo de aglutinante: epoxi, alquídicas, uretanos, vinílicas, fenólicas.
El aglutinante también determina en buena medida las prestaciones de la aplicación: flexibilidad, resistencia a los productos químicos, durabilidad, acabado.
El disolvente se añade para aclarar la pintura y facilitar su aplicación a las superficies. La porción de disolvente de la pintura se evapora durante el secado. Entre los disolventes más comunes se cuentan la acetona, los diversos tipos de aguarrás mineral, el xileno, la metiletilcetona y el agua. Las pinturas anticorrosión y anti incrustación, se utilizan habitualmente para cascos de embarcaciones y constituyen los dos tipos más utilizados en el sector de la construcción.
Las pinturas anticorrosión se fabrican con bases vinílicas de laca o uretánicas o en los nuevos sistemas de recubrimiento de base epoxídica. En la actualidad los sistemas epoxi son muy aceptados y cumplen todos los requisitos de calidad establecidos para el medio ambiente marino. Las pinturas anti incrustación se utilizan para evitar la proliferación y la adherencia de organismos marinos al casco. Con este fin se utilizan mucho los compuestos a base de cobre. Se trata de pinturas que liberan pequeñas cantidades de sustancias tóxicas en las proximidades del casco de la embarcación. Los colores se obtienen añadiendo negro de humo, óxido de hierro rojo o dióxido de titanio.
Equipos de aplicación de pintura. En el sector de la construcción naval son muchos los métodos de aplicación de pintura que se utilizan. Dos muy comunes son los pulverizadores sin aire y los pulverizadores por aire comprimido. Los sistemas de pulverización por aire comprimido pulverizan simultáneamente aire y pintura, con lo que parte de la pintura se atomiza (se seca) rápidamente antes de alcanzar la superficie. La eficiencia en la transferencia de los sistemas de pulverización por aire comprimido oscila entre un 65 y un 80 %. Este bajo rendimiento se debe sobre todo al exceso de aplicación, a las corrientes y a deficiencias del pulverizador; por su bajo poder de transferencia, este tipo de pulverizadores han quedado obsoletos.
El sistema de aplicación de pintura más usado en el sector de la construcción naval es la pulverización sin aire. Se trata de un sistema que simplemente comprime la pintura por un conducto hidráulico que en uno de sus extremos dispone de una boquilla de pulverización; lo que impulsa la pintura es la presión

hidrostática, no la neumática. Para reducir el exceso de aplicación y el desperdicio, en los astilleros se está generalizando la utilización de pulverizadores sin aire. Son mucho más limpios que los de aire comprimido y sufren menos fugas que ellos, pues trabajan a menos presión. El rendimiento de la transferencia es de casi el 90 %, según las condiciones. La técnica de HVLP (alto volumen, baja presión) es una novedad en el terreno de la pulverización sin aire que, en determinadas condiciones, mejora aún más el índice de transferencia. Las medidas de eficacia de transferencia son estimativas, y en ellas se tienen en cuenta el goteo y el desperdicio.
La pulverización térmica o pulverización metálica o por llama es la aplicación sobre acero de revestimientos de zinc o aluminio como protección anticorrosión de larga duración. Se trata de un proceso de revestimiento utilizado en numerosas aplicaciones, tanto civiles como militares. Se diferencia de las prácticas de revestimiento tradicionales por lo especializado del equipo y por el ritmo de producción relativamente lento. Hay dos tipos básicos de máquinas para aplicación térmica de revestimientos: alambre de combustión y arco térmico. El alambre de combustión es un sistema de llama a base de gases combustibles con un controlador de alimentación de alambre. Los gases combustibles funden el material, que a continuación se pulveriza sobre las piezas. La máquina eléctrica de pulverización térmica por el contrario, utiliza un arco eléctrico para fundir el material pulverizado por la llama. El equipo incorpora filtración, compresión de aire, arco eléctrico con controlador y pistola pulverizadora para llama de arco. Hay que preparar bien la superficie para que se adhieran los materiales pulverizados por la llama. La forma de preparación más común es el tratamiento con chorro de arena fina (óxido de aluminio, por ejemplo).
El coste inicial de la pulverización térmica es elevado en comparación con el de la pintura, pero resulta económicamente más atractiva cuando se considera todo el ciclo de servicio.
Aunque algunos astilleros disponen de sus propias máquinas de pulverización térmica, otros subcontratan este trabajo. La pulverización térmica puede realizarse en el taller o a bordo del buque.

Al terminar de pintar, debemos limpiar el equipo inmediatamente para asegurar el buen funcionamiento del mismo. Para limpiar el interior de la pistola, vaciamos el recipiente y le colocamos disolvente, pulverizamos sobre periódicos, para limpiar el recipiente y las boquillas y tubos.
Luego desmontamos la boquilla y la limpiamos con un pincel mojado en disolvente.
Una vez secada la capa de pintura, esperaremos a sus tiempos de secado como indique el fabricante y daremos al menos dos capas más.

Se procede así con toda la embarcación, teniendo en cuenta que la pintura antifooling tiene un aspecto mate. Se podrá pintar la zona de obra viva con rodillo si resultase más cómodo.
Pintura de cascos
Los cascos se pintan tanto en operaciones de reparación como durante la construcción de embarcaciones nuevas. Por lo general, cuando se trata de buques en reparación, la preparación de la superficie y la pintura del casco se llevan a cabo en el dique seco (en el dique de carena de un dique seco flotante). En el caso de los buques de nueva construcción, el casco se prepara y se pinta en la posición de construcción empleando alguna de las técnicas anteriormente descritas.

El tratamiento de preparación más común es la limpieza con chorro de arena impulsado por aire o por agua. Este trabajo obliga a utilizar plataformas o equipos elevadores. También la pintura se aplica con pulverizadores y dispositivos elevadores, como ascensores, plataformas de tijera o andamios móviles. Los sistemas para pintar cascos varían de acuerdo al número de capas aplicadas.
Preparación de la superficie:
La preparación de la superficie dañada, en caso de daños importantes, exige un suavizado mediante un lijado. El lijado realiza dos funciones: por un lado elimina el material y por otro, a medida que utilizamos lija de menor efecto, los sucesivos lijados eliminan las marcas dejadas por las operaciones previas, teniendo siempre la precaución de limpiar la superficie reparada cuando se cambia el tipo de lija, para eliminar las partículas desprendidas.
Para los trabajos de lijado “mayores”, se recomienda una lijadora eléctrica.
Reparación de grietas y arañazos:
Los líquidos penetrantes en estructuras metálicas identifican posibles grietas ocultas a simple vista. De forma análoga, si aplicamos y limpiamos con un poco de acetona una superficie de FRP, podemos detectar las grietas en aquellas zonas donde la acetona penetra y se colora.
Las grietas y agujeros deben ser rellenados con material de resina de forma cuidadosa, impidiendo la formación de burbujas de aire interiores.

Laminados:
Una vez que la superficie está saneada, es necesario igualar en amplitud superficial y en espesor, la falta de material, para igualar la superficie exterior de la embarcación, con la zona dañada.
Se recomienda ir laminando superponiendo pequeños paños de tejido de fibra impregnados cada vez de menor tamaño, produciendo la natural curvatura que tenga el casco dañado. Una vez finalizado y curado, se lijará para igualar la superficie dañada con la sana.
Trucos para una pintura perfecta

Lo normal es que de vez en cuando tengamos que hacer alguna revisión en el barco, repintar alguna superficie que ya empieza a necesitar repaso, reparar los arañazos de una amarrada un tanto accidentada o simplemente volver a barnizar algunas maderas comidas por el sol.
Dependiendo del tipo de pintura, tendremos que utilizar diferentes disolventes. Estos ayudan a hacer la pintura más fluida, que es una de las claves de un buen acabado.
Naturalmente la pintura a pistola y en una sala dedicada para ello es siempre la mejor solución y por ello en ocasiones vemos en los varaderos complicadas estructuras montadas sobre la cubierta y forradas de plástico blanco tensado mediante calor, con el objetivo de crear una “sala” de pintura directamente sobre el mismo barco. Es un procedimiento normal utilizado corrientemente.
Pero los trucos que aquí comentamos son menos complicados.
1) No descarte el rodillo de pelo corto. Existen de varias anchuras y además de hacer el trabajo mucho más rápido y cómodo, permite conseguir resultado profesionales especialmente al pintar la obra viva con antifouling.

2) Cuidado con las altas temperaturas. Lo mejor es un ambiente fresco y sobre todo bien seco, justo lo contrario a lo que nos ofrecen los puertos náuticos en verano. La humedad muy elevada impide una buena adherencia y extensión de la pintura. Si el ambiente está cargado de niebla o hace mucho calor, deje el trabajo para otro día.
3) Nunca pinte a pleno sol. Buscar una sombra le será más cómodo para usted y evitará que la radiación del sol caliente excesivamente la pieza a pintar. Con demasiada temperatura los disolventes de la pintura se evaporan demasiado pronto sin dar tiempo a que la fina capa de pintura se extienda correctamente asegurando un buen acabado.
4) Ojo con las brochas nuevas. Tienden a soltar pelos estropeando todo nuestro trabajo. Pagando un euro más, seguro que encontramos una brocha de más calidad. Un precio barato para asegurar un buen acabado. Las brochas nuevas deben dejarse dentro de un cuenco con agua durante un día entero para que el mango de la madera se hinche y apriete todas las cerdas evitando que estas se pierdan. Olvídese de brochas de goma espuma para usas y tirar. Es imposible conseguir un buen resultado con ellas.

5) Aplicar capas delgadas mientras pinta. Dos capas finas mejor que una gorda y espesa que seguramente producirá goterones. Mientras vea que el pincel arrastra pintura es que la capa no es lo suficientemente fina. Debe extenderla más, pero sin pasarse, pues entonces secaría demasiado rápido y perdería su brillo. En la lata de pintura debe figurar el rendimiento óptimo de la pintura.
6) Hacer una prueba con algo sin valor evita las meteduras de pata. Ojo con las pinturas de color pues el tono final puede variar del que vemos con la pintura fresca. Los esmaltes tipo Titanlux suelen mantener la misma pigmentación pero con las plásticas el cambio de color está asegurado.
7) Utilice cinta de pintor para enmascarar todo lo que no quiera que se manche. Y ojo al retirarla pues si espera demasiado podría llegar a no conseguir arrancarla. Pasadas 1 ó 2 horas ya puede quitarla con cuidado de no manchar nada.
8) Cuidado con la cinta de pintor que pegamos para marcar la línea de flotación antes de aplicar una pintura antifouling. Si la deja puesta y lloviera, al secarse de nuevo quedará muy adherida y costará quitarla pues se partirá

continuamente. De modo que debe ponerla sólo cuando vaya a pintar y retírela al cabo de unas horas.
Procesos y prácticas de reparación de embarcaciones Artesanales e Industriales
La construcción y reparación de embarcaciones se cuentan entre las actividades industriales más peligrosas del mundo, está considerada en todo el mundo una de las tres actividades industriales más peligrosas. Aunque los materiales, los métodos de construcción, las herramientas y los equipos se han perfeccionado extraordinariamente con el paso del tiempo y continúan evolucionando y aunque la formación y el hincapié en materia de salud y seguridad han contribuido a mejorar de manera sustancial las condiciones de trabajo en los astilleros, lo cierto es que en todo el mundo y todos los años se producen lesiones graves e incluso mortales entre los trabajadores del sector de la reparación, la construcción y el mantenimiento de embarcaciones .
El tamaño y la forma de los componentes de un buque, así como la complejidad propia de su montaje y equipamiento, impiden automatizar los trabajos, aunque el avance tecnológico ha aportado cierto grado de automatización.
Las tareas de reparación se resisten firmemente a la modernización. El trabajo en el sector exige mucha mano de obra muy cualificada, que con frecuencia se ve obligada a trabajar en circunstancias muy alejadas de las ideales y en condiciones físicas muy difíciles.
Las propias condiciones naturales dificultan mucho el trabajo en los astilleros. Aunque unos pocos están habilitados para realizar bajo techo trabajos de construcción o de reparación de buques, en casi todos se trabaja al aire libre.

No hay región climática del planeta en la que no haya astilleros, y mientras que los situados más al norte han de sufrir las inclemencias del tiempo (superficies deslizantes a causa de la nieve y el hielo, pocas horas de luz solar y consecuencias físicos derivadas de las largas horas de actividad laboral sobre superficies de acero heladas, a menudo en posturas incómodas) los expuestos a climas más meridionales han de soportar la tensión del calor, las quemaduras solares, el trabajo en superficies en las que casi se puede cocinar, las picaduras de insectos y hasta las mordeduras de serpientes. Gran parte de estos trabajos se llevan a cabo sobre el agua, bajo ella o en sus proximidades y, a menudo, a las rápidas corrientes de marea se suman los vientos que hacen cabecear y oscilar las mismas superficies de trabajo en que los trabajadores han de efectuar trabajos de gran precisión y en las posturas más variadas, utilizando herramientas y equipos potencialmente muy peligrosos para su integridad física. La fuerza de estos vientos, con frecuencia imprevisibles, hay que tenerla muy en cuenta a la hora de mover, suspender o colocar unidades cuyo peso a menudo excede las 1.000 toneladas con ayuda de una o varias grúas de izada. Son muchas las dificultades que impone el medio natural, y se combinan en una variedad en apariencia infinita de situaciones de riesgo para la salud y la seguridad que deben ser contrarrestadas por medidas preventivas especiales. Es vital que todos los trabajadores estén debidamente informados y formados a este respecto.
A medida que el buque va tomando forma a partir de las primeras planchas de acero que constituyen la quilla, se va convirtiendo en un lugar cada vez más complejo que lleva asociado un subconjunto en constante cambio de peligros potenciales y situaciones de riesgo que requieren, no sólo procedimientos bien fundamentados para la correcta realización del trabajo, sino también mecanismos para identificar y resolver los miles de imprevistos que invariablemente surgen a lo largo del proceso de construcción. Conforme el buque adquiere entidad, van añadiéndose plataformas y andamiajes para facilitar el acceso al casco. La misma construcción real de esta red de plataformas es un trabajo muy especializado y en ocasiones peligroso; y su terminación supone un aumento del riesgo al que están expuestos los trabajadores, proporcional a la elevación de esta estructura sobre el suelo o la superficie del agua. El interior del buque va tomando forma al mismo tiempo que el casco, pues los modernos métodos de construcción permiten apilar unos sobre otros los grandes subconjuntos que forman los recintos interiores de la nave.
Es en este punto del proceso cuando la enorme necesidad de mano de obra de esta actividad resulta más evidente.
Cada uno de los recintos interiores del casco está diseñado con un propósito concreto. El casco puede ser un simple hueco destinado a contener lastre o bien albergar depósitos, contenedores de carga, camarotes.

La aplicación de revestimientos entraña numerosos riesgos.
Los trabajos de pintura a pistola deben llevarse a cabo frecuentemente en recintos cerrados, en un ambiente enrarecido por la presencia de partículas volátiles de pinturas, disolventes diversos revestimientos epóxicos, caracterizados por su capacidad sensibilizadora.
El proceso de reparación de un buque es muy semejante al de nueva construcción; la principal diferencia es que se trabaja a menor escala y a un ritmo más rápido. La reparación exige más sincronización y mucha capacidad de negociación para obtener contratos. Normalmente, los clientes facilitan las especificaciones contractuales, los planos y los demás elementos estándar.
El grupo de valoración de la reparación prepara una estimación del coste y la correspondiente oferta. La estimación de la licitación incluye por lo general costes de mano de obra, en salarios y horas/hombre, materiales, gastos generales, servicios especiales, subcontratación, horas extraordinarias y primas por trabajos fuera de turno; también se incorporan otras tasas, el coste de utilización de las instalaciones y el coste del dinero; la oferta económica o de licitación se basa en el conjunto de estos costes.
Una vez adjudicado el contrato, se elabora un plan de producción.
Veamos algunos ejemplos de tareas de mantenimiento y reparación:
• Limpieza con chorro de arena y repintado del casco, la cubierta de intemperie, la superestructura, los depósitos interiores y las áreas de trabajo.
• Reparación e instalación de la maquinaria principal (motores diésel, turbinas, generadores y equipos de bombeo).
• Revisiones generales, mantenimiento e instalación (pruebas de caudal, comprobación e instalación de sistemas de conducciones).
• Instalación de nuevos sistemas, bien por incorporación de nuevos equipos o por sustitución de otros obsoletos (de navegación, comunicaciones o conducciones).
• Reparación modificación y centrado de timón y hélices.
• Habilitación en el buque de nuevos alojamientos para maquinaria (eliminación de estructuras de acero, incorporación de nuevos paramentos, refuerzos y soportes verticales e instalación de nervaduras).
La construcción y reparación de embarcaciones es uno de los sectores industriales más peligrosos. El trabajo se desarrolla en medios peligrosos, tales como recintos cerrados reducidos y alturas considerables.

Buena parte del trabajo manual se efectúa con materiales y equipos pesados. Por la gran interrelación que hay entre las tareas, los resultados de un proceso pueden poner en peligro la integridad del personal que trabaja en otro.
Riesgos para la salud
Riesgos químicos que entrañan peligros para la salud de los trabajadores
De los astilleros, y que incluyen:
• Polvo originado por la limpieza con chorro de arena.
• Exposición a fibras minerales y de amianto en trabajos de aislamiento.
• Vapores y emanaciones procedentes de la pulverización de pinturas, recubrimientos, disolventes y diluyentes.
• Emisiones de trabajos de soldadura autógena, corte y soldadura con bronce o estaño.
• Exposición a los gases empleados en soldaduras diversas, corte y procesos de calentamiento.
• Exposición a productos químicos tóxicos de resinas epoxi, pinturas anti incrustación de estaño y cobre orgánicos, pinturas al plomo, aceites, grasas, pigmentos y similares.
Riesgos físicos debidos a la naturaleza manual de los trabajos:
• Condiciones ambientales y de temperatura extremas al trabajar a la intemperie.
• Riesgos eléctricos.
• Problemas ergonómicos asociados debidos al manejo reiterado de materiales pesados y voluminosos.
• Radiaciones ionizantes y no ionizantes.
• Ruidos y vibraciones; riesgo de falta de oxígeno al trabajar en depósitos, calderas, dobles fondos, etc.
• Caídas y deslizamientos en trabajos realizados al mismo nivel o a gran altura.
4. CONCLUSIONES La madera es más ligera que el agua y muy resistente en relación con
su peso específico. Al considerarse el método tradicional tingladillo, de entre sus cualidades
y desventajas el método más favorable, al ser este el más usual y sencillo de utilizar, adaptándose perfectamente al material madera en contrachapado.
Los materiales compuestos Son materiales, los cuales su matriz está formada por un polímero y el refuerzo es algún tipo de fibra, ya sea sintética o inorgánica.
5. BIBLIOGRAFIA ALEJANDRO BESEDNJAK DIETRICH, 2005, 1ª edición, Materiales
compuestos, ediciones Upc ANSELMO ARTIME GONZALEZ, 1998 2ª edición, Construcción de
embarcaciones de madera ANTONIO MANDELLI, 1986, 3ª edición, Elementos de arquitectura
naval,Editorial Alsina DAVE GERR, 2000, 2ª edición, Boat Strength for builders. Designers
and owners, Editorial Adlard coles náutica. www.guiadelasmaderas.com http://www.fondear.org/infonautic/Equipo_y_Usos/Bricolaje/
CuidadoCasco/Cuidado_Casco.htm http://www.fondear.org/infonautic/Equipo_y_Usos/Bricolaje/
Casco_Renovar_Novaboats/Casco_Renovar_Novaboats.asp http://www.navegar.com/consejos-pequenas-reparaciones-del-casco/ http://www.nauticaydeportes.com/noticias/por-que-la-forma-del-casco-
del-barco-es-importante/ http://www.portonartesano.com

6. ANEXOS
Renovar un casco
Eliminación de las pinturas viejas y preparación del casco
Reparamos el casco y eliminamos los microporos e imperfecciones

Protección y preparación
Capas de pintura

Acabado final































