Embed Size (px)
Citation preview

Shock Absorber
Quality Maintenance
Magneti Marelli Motherson Shock Absorbers India
Quality ControlQuality Maintenance – ACME PU1310
Project Leader – Sachin Dhawale
World Class Manufacturing

Shock Absorber
Processes:
Un
itCe
llPr
oces
sUn
it Ce
ll Pr
oces
s
1 2 3 4
Nissan, GM, TML, Jamna All Models Front Strut Groove Dia U/S (A) 70Nissan, FIAT All Models Gas Spring Groove Dia O/S (A) 70FIAT Europe Fam A & B Rear Shocks Step Dia.Ø 7.92 O/S( (A) 40FIAT Europe Fam A & B Rear Shocks Step Dia. Ø 7.92 U/S (A) 40FIAT Europe Fam A & B Rear Shocks Binder 30Punto RR, All Models Front Strut Upper Welding Blow hole 18
Criti
calit
y Ind
ex:
Custo
mer
Mod
el
Appl
icatio
n
Occu
ranc
e
Defects
4th QA Matrix 2014
Period SEP 2014 to DEC 2014 Plant - MMSA, Pune I1301
Incoming
Material
1301 Incoming Material
4M
Proc
ess
Weig
htag
e (H,
M,L)
2
4M - Machine
Project – ACME Improvement
Investigate current condition
Step 2 Step 3 Step 4 Step 5 Step 6 Step 7Step 1

Shock Absorber 3
4M - Machine
Project – ACME Improvement
Investigate current condition
Step 2 Step 3 Step 4 Step 5 Step 6 Step 7Step 1

Shock Absorber
Quality Maintenance
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Investigating Current Condition
10.710.610.510.410.310.2
LSL USL
LSL 10.3Target *USL 10.7Sample Mean 10.473Sample N 50StDev(Within) 0.119712StDev(Overall) 0.112418
Process Data
Cp 0.56CPL 0.48CPU 0.63Cpk 0.48
Pp 0.59PPL 0.51PPU 0.67Ppk 0.51Cpm *
Overall Capability
Potential (Within) Capability
PPM < LSL 20000.00PPM > USL 20000.00PPM Total 40000.00
Observed PerformancePPM < LSL 74210.28PPM > USL 28965.82PPM Total 103176.10
Exp. Within PerformancePPM < LSL 61914.04PPM > USL 21730.43PPM Total 83644.47
Exp. Overall Performance
WithinOverall
Process Capability of Piston Groove Dia
Quality Maintenance

Shock Absorber
Quality Maintenance
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Investigating Current Condition
7.9207.9047.8887.872
LSL USL
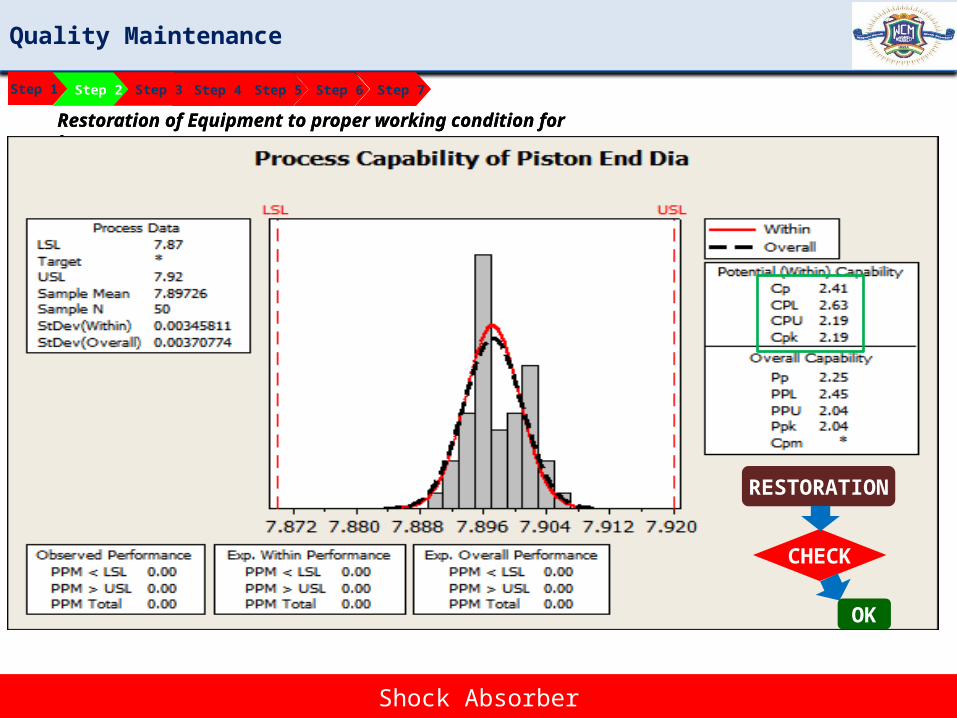
LSL 7.87Target *USL 7.92Sample Mean 7.89592Sample N 50StDev(Within) 0.0136475StDev(Overall) 0.0161496
Process Data
Cp 0.61CPL 0.63CPU 0.59Cpk 0.59
Pp 0.52PPL 0.53PPU 0.50Ppk 0.50Cpm *
Overall Capability
Potential (Within) Capability
PPM < LSL 80000.00PPM > USL 40000.00PPM Total 120000.00
Observed PerformancePPM < LSL 28765.60PPM > USL 38829.84PPM Total 67595.44
Exp. Within PerformancePPM < LSL 54247.71PPM > USL 67973.14PPM Total 122220.85
Exp. Overall Performance
WithinOverall
Process Capability of Piston End Dia
Quality Maintenance

Shock Absorber
Quality Maintenance
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Restoration of Equipment to proper working condition for known causes
Groove stopper bolt changed, to avoid groove dia (Ø 10.3 ±0.2) oversize & undersize problems
To avoid fall of burr on bolt, oil pipe fitted & oil sprinkles starts
All controls & its light restored Feeding roller changed

Shock Absorber
Quality Maintenance
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Restoration of Equipment to proper working condition for known causes
Missing bolts fitted Main part counter restored
For better tool life monitoring part counter fitted for each tool

Shock Absorber
Quality Maintenance
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Restoration of Equipment to proper working condition for known causes
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Restoration of Equipment to proper working condition for known causes
Month wise defect PPM
1. Light fitted inside of ACME Machine
2. OPL For Chamfer Damage
3. OPL For Piston End Dia
4. OPL For uneven Chamfer
5. Q Spot makes all required gauges available for
machine
6. Cpk of Piston Groove Dia = 2.15
7. Cpk of Piston End Dia = 2.19

Shock Absorber
Quality Maintenance
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Restoration of Equipment to proper working condition for known causes
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Restoration of Equipment to proper working condition for known causes
Shock Absorber
Quality Maintenance
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Restoration of Equipment to proper working condition for known causes
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Restoration of Equipment to proper working condition for known causes
CHECK
RESTORATION
OK

Shock Absorber
Quality Maintenance
Step 1
Step 2
Step 3
Step 4
Step 5
Step 6
Step 7
Investigate Current ConditionsClarify the relationship among
Quality characteristics, equipment and operation
method
Restoration of equipment to proper working conditions for the known causes.. Investigation of 4M Conditions, table of the countermeasures against the defects
Factor analysis of the unknown causes.. Processing Point Analysis (PPA)
Reducing and Eliminating all possible causes of chronic losses
Restoration of equipment based on PPA.. Checking the result of PPA
Establishment of proper conditions for zero defectEstablishment of the inspection standard sheet
by taking proper inspection items into consideration
Maintenance of proper conditions for zero defectCarrying daily inspection and schedule inspection into effect based on the inspection standard sheet
.. QM Matrix
Improvement of Maintenance method of the conditions for zero defectEfficient time-saving checking of the optimal conditions.. Trend Charts Etc.,
OKNOK
CHECK

Shock Absorber
Quality Maintenance
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Establishment of Proper Conditions of 0 Defect
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Establishment of Proper Conditions of 0 Defect
QCAM
EEM
X Matrix
As we observed towards main contributor for defect generation is slider
Q Componen
t

Shock Absorber 13
4M - Machine
Project – ACME Improvement
Maintenance of proper condition for zero defect
Step 2 Step 3 Step 4 Step 5 Step 6 Step 7Step 1
S AF
L C S
D a te : 07/01/2014
A u th o r: K u m b h a r
O n e P o in t L esso n (O P L )
P lan t: M M M S AI, R S A C e n te r /U n it: R S A D e p artme n t: P ro d u ctio n Zo n e /E T U :P isto n R o d
N O T O KN ot ok pos ition o f o il p ipe , w h ich flow gon ing tow ards
o ther d irec tion o f too l
O KO K pos ition o f o il p ipe ,
w h ich flow gon ing tow ards too l
P M
O th e r
Are a/T e am: M an u factu r in g S tatio n : AC M E G in d le y M o d e l/P ro d u ct All O th e r:
P il la rC D F I A M W O Q C S o u rce : O P L N°:
M 13_00943EEM EP M P D EN EN V
T itle : W e a r in g o f p ro te c tio n g lo v e s
NO T O K O K
S AFLCS
Da te : 07/01/2014
Author: Kum bha rT itle : We a r in g o f p ro te c tio n g lo v e s
NO T O K O K
N O T O KN o w asher c lip to the a ir pressure p ipe
O KW asher c lip to the a ir pressure p ipe
Q C S ource : O P L N°: M 13_00943EEM EP M P D EN ENV O the r
P illa rCD FI AM W O P M
O n e P o in t L esso n (O P L )
P lant: M M M S AI, R S A C e nte r/U n it: R S A D e partme nt: P roduction Zone /E T U :P iston R od Are a/T e am: M anufacturing S tation: AC M E G ind le y M ode l/P roduct All O the r:
OPL
Updation: “Q’’ Component slider Lubrication oil & Cutting oil Insert (Tool)
AM Calendar
QCAM
PM
EEM

Shock Absorber
Quality Maintenance
Parameters
Reference (value)
Tollerance
Measuring Tool
Frequency
Responsibility
Standard Document
Q POINT
HML
Part Counter Reflecto meter
Fo
r F
am
A 1
000
rod
s
Fo
r F
am
B 6
00
rod
s
5-7
%
Co
nta
min
ati
on
Wh
eel
Bala
ncin
g
Ali
gn
men
t o
f
un
load
ing
co
nveyo
r
Ro
d p
ass
thro
ug
h c
en
ter
Dre
ssin
g
Fre
qu
en
cy
Oil
Level
To
ol
Lif
e
To
ol
Lif
e
To
ol
Lif
e
± 200 rods - - - -100m
g /
1000lt
r
0.7
mic
ron
max
Electronic Balance
Measuring Visualy
Daily Daily Daily Daily Daily
Gri
nd
ing
Wh
eel
Co
ole
nt
Co
ole
nt
Gri
nd
ing
Wh
eel
Un
load
ing
Co
nveyo
r
Cin
cin
ati
Grindin
g
Cin
cin
ati
Grindin
g
Cin
cin
ati
Grindin
g
Cin
cin
ati
Grindin
g
Sw
anson
Group Machine
OperatorOperator Operator Chemical Lab
Millipore Test
Component
Standard
Control PlanProcess Control
SheetControl Plan
Operator
√
-Machine Start up
Checklist
100 % Visual Inspection
100 % Visual Inspection
100 % Visual Inspection
100 % Visual Inspection
Check
Impact√ √ √
100 % Visual Inspection
√ √ √
QM-Matrix
√
AC
ME
Grindle
y
AC
ME
Grindle
y
AC
ME
Grindle
y
AC
ME
Grindle
y
AC
ME
Grindle
y
Gro
ovin
g
To
ol
Ro
ug
h T
oo
l
Sem
ifin
ish
To
ol
Fin
ish
To
ol
Part
ing
To
ol
Part Counter Part Counter Part Counter
To
ol
Lif
e
To
ol
Lif
e
3000
6000
2800
7500
3000
Operator Operator Operator
- - - - -
Part Counter Part Counter
100 % Visual Inspection
100 % Visual Inspection
100 % Visual Inspection
Daily Daily Daily Daily Daily
Operator Operator
√
100 % Visual Inspection
100 % Visual Inspection
√
QM Matrix
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Establishment of Proper Conditions of 0 Defect
Step 3 Step 4 Step 5 Step 6 Step 7Step 1 Step 2
Establishment of Proper Conditions of 0 Defect

Shock Absorber 15
4M - Machine
A) The settings are defined and shared. (1pt)
B) A method to check the settings is defined. (3pt)
C) The settings are easy to see without special access or tools.(5pt)
A) Difficult to adjust/set.(1pt)
B) Easy to adjust/set.(3pt)
C) Adjustment is automatic.(5pt)
A) During the normal production (1pt)
B) Only at set up / start (3pt)
C) Exceptionally (5pt)
A) Low probability of seeing it. (1pt)
B) The periodic inspection system is able to detect the variation. (3pt)
C) Continuous monitoring ensuring immediate alert. (5pt)
A) Difficult, requiring specialized technical skills and high downtime.(1pt)
B) Easy, once a person is qualified (3pt)
C) Automatic adjustment (closed loop). (5pt)
5 Questions
for 0 Defects
Are the equipment settings varying outside the specification range?
5Is it easy to bring the equipment settings back into specification?
1 Are the settings defined?
4 Is the equipment variation detectable?
2Is the machine easy to adjust to return to specified range?
3
Parameters
Reference (value)
Tollerance
Measuring Tool
Frequency
Responsibility
Standard Document
Q POINT
H
M
L
Before After Before After Before After Before After Before After Before After
A) The settings are defined and shared. (1pt) 1 1 1 1 1 1
B) A method to check the settings is defined. (3pt)
C) The settings are easy to see without special access or tools.(5pt)
5 5 5 5 5 5
A) Difficult to adjust/set.(1pt) 1 1 1 1 1 1
B) Easy to adjust/set.(3pt) 3 3 3 3 3 3
C) Adjustment is automatic.(5pt)
A) During the normal production (1pt) 1 1 1 1 1 1
B) Only at set up / start (3pt)
C) Exceptionally (5pt) 5 5 5 5 5 5
A) Low probability of seeing it. (1pt)
B) The periodic inspection system is able to detect the variation. (3pt)
3 3 3 3 3 3
C) Continuous monitoring ensuring immediate alert. (5pt)
5 5 5 5 5 5
A) Difficult, requiring specialized technical skills and high downtime.(1pt)
B) Easy, once a person is qualified (3pt) 3 3 3 3 3 3
C) Automatic adjustment (closed loop). (5pt) 5 5 5 5 5 5
Total 9 23 9 23 9 23 9 23 9 23 9 23
% Q-Factor per Parameter 36.0% 92.0% 36.0% 92.0% 36.0% 92.0% 36.0% 92.0% 36.0% 92.0% 36.0% 92.0%
Daily
Operator
100 % Visual Inspection
√
ACM
E G
rindl
eyPa
rting
Too
lTo
ol L
ife30
00
-
Part Counter
Operator Operator
100 % Visual Inspection 100 % Visual Inspection
- -
Part Counter Part Counter
Daily Daily
ACM
E G
rindl
ey
ACM
E G
rindl
ey
Sem
ifini
sh
Tool
Fini
sh T
ool
Tool
Life
Tool
Life
2800
7500
√
√ √ √
Impact
√
100 % Visual Inspection 100 % Visual Inspection 100 % Visual Inspection
4 Is the equipment variation detectable?
2Is the machine easy to adjust to return to specified range?
3
5Is it easy to bring the equipment settings back into specification?
QM-Matrix
Group Machine
Component
Standard
Check
1 Are the settings defined?
Are the equipment settings varying outside the specification range?
ACM
E G
rindl
ey
ACM
E G
rindl
ey
ACM
E G
rindl
ey
Gro
ovin
g To
ol
Roug
h To
ol
Parti
ng T
ool
Tool
Life
Tool
Life
Tool
Life
3000
6000
3000
- - -
Part Counter Part Counter
Daily Daily
Part Counter
Operator
Daily
5 Questions
for 0 Defects
Operator Operator
Parameters
Reference (value)
Tollerance
Measuring Tool
Frequency
Responsibility
Standard Document
Q POINT
H
M
L
Before After Before After Before After Before After Before After Before After
A) The settings are defined and shared. (1pt) 1 1 1 1 1 1
B) A method to check the settings is defined. (3pt)
C) The settings are easy to see without special access or tools.(5pt)
5 5 5 5 5 5
A) Difficult to adjust/set.(1pt) 1 1 1 1 1 1
B) Easy to adjust/set.(3pt) 3 3 3 3 3 3
C) Adjustment is automatic.(5pt)
A) During the normal production (1pt) 1 1 1 1 1 1
B) Only at set up / start (3pt)
C) Exceptionally (5pt) 5 5 5 5 5 5
A) Low probability of seeing it. (1pt)
B) The periodic inspection system is able to detect the variation. (3pt)
3 3 3 3 3 3
C) Continuous monitoring ensuring immediate alert. (5pt)
5 5 5 5 5 5
A) Difficult, requiring specialized technical skills and high downtime.(1pt)
B) Easy, once a person is qualified (3pt) 3 3 3 3 3 3
C) Automatic adjustment (closed loop). (5pt) 5 5 5 5 5 5 Before After
Total 9 23 9 23 9 23 9 23 9 23 9 23 54 138
% Q-Factor per Parameter 36.0% 92.0% 36.0% 92.0% 36.0% 92.0% 36.0% 92.0% 36.0% 92.0% 36.0% 92.0% 36.0% 92.0%
Daily
Operator
100 % Visual Inspection
√
ACM
E G
rindl
eyPa
rting
Too
lTo
ol L
ife30
00
-
Part Counter
Operator Operator
100 % Visual Inspection 100 % Visual Inspection
- -
Part Counter Part Counter
Daily Daily
ACM
E G
rindl
ey
ACM
E G
rindl
ey
Sem
ifini
sh
Tool
Fini
sh T
ool
Tool
Life
Tool
Life
2800
7500
Total Machine Q-Factor
√
√ √ √
Impact
√
100 % Visual Inspection 100 % Visual Inspection 100 % Visual Inspection
4 Is the equipment variation detectable?
2Is the machine easy to adjust to return to specified range?
3
5Is it easy to bring the equipment settings back into specification?
QM-Matrix
Group Machine
Component
Standard
Check
1 Are the settings defined?
Are the equipment settings varying outside the specification range?
ACM
E G
rindl
ey
ACM
E G
rindl
ey
ACM
E G
rindl
ey
Gro
ovin
g To
ol
Roug
h To
ol
Parti
ng T
ool
Tool
Life
Tool
Life
Tool
Life N° of
parameters
3000
6000
3000 6
- - -
Part Counter Part Counter
Daily Daily
Part Counter
Operator
Daily
5 Questions
for 0 Defects
Operator Operator
5 Question for Zero defect
QCAM
PM
EEM
Project – ACME Improvement
Improvement of Maintenance methods of conditions for 0 Defect
Step 2 Step 3 Step 4 Step 5 Step 6 Step 7Step 1
B/C 5.6

Shock Absorber 16
4M - Machine
Project – ACME Improvement
Improvement of Maintenance methods of conditions for 0 Defect
Step 2 Step 3 Step 4 Step 5 Step 6 Step 7Step 1
X Matrix
QM Matrix
AM Activities
S AF
L C S
D a te : 07/01/2014
A u th o r: K u m b h a r
O n e P o in t L esso n (O P L )
P lan t: M M M S AI, R S A C e n te r /U n it: R S A D e p artme n t: P ro d u ctio n Zo n e /E T U :P isto n R o d
N O T O KN ot ok pos ition o f o il p ipe , w h ich flow gon ing tow ards
o ther d irec tion o f too l
O KO K pos ition o f o il p ipe ,
w h ich flow gon ing tow ards too l
P M
O th e r
Are a/T e am: M an u factu r in g S tatio n : AC M E G in d le y M o d e l/P ro d u ct All O th e r:
P il la rC D F I A M W O Q C S o u rce : O P L N°:
M 13_00943EEM EP M P D EN EN V
T itle : W e a r in g o f p ro te c tio n g lo v e s
NO T O K O K
S AFLCS
Da te : 07/01/2014
Author: Kum bha rT itle : We a r in g o f p ro te c tio n g lo v e s
NO T O K O K
N O T O KN o w asher c lip to the a ir pressure p ipe
O KW asher c lip to the a ir pressure p ipe
Q C S ource : O P L N°: M 13_00943EEM EP M P D EN ENV O the r
P illa rCD FI AM W O P M
O n e P o in t L esso n (O P L )
P lant: M M M S AI, R S A C e nte r/U n it: R S A D e partme nt: P roduction Zone /E T U :P iston R od Are a/T e am: M anufacturing S tation: AC M E G ind le y M ode l/P roduct All O the r:
OPL
ISSUER /DEPARTMENT
DATA
X
X X
YES NO SIGN
NAMESTANDARDIZATION
EXTENSION OF STANDARDIZATION
SPECIFICATIONS
0.5% TO 1.0% CUT MARK REJECTION
PERIOD INDICATORS OBSERVATION PERIOD INDICATORS OBSERVATION
4 MONTHS % REJECTION 10% TO 15% CUT MARK REJECTION 3 MONTHS % REJECTION
Proper size groove slider bolt
CONSTRUCTION VERIFICATION OPERATIONAL FEEDBACK
HISTORY RESULTS
XENVIRONMENT ERGONOMICS
PROBLEM SOLUTION
PURPOSE OF MODIFICATION IMPROVING MTBF / MTTR AND GERD
PHASE OF CREATION
PLANNING CHECKLIST INSTALLATION VERIFICATION
IMPACT
RELIABILITY MAINTENANCE PRELIMINARY DESIGN VERIFICATION FUNCTIONAL VERIFICATION
QUALITY COST FINAL PROJECT VERIFICATION FINAL CHECK
OPERABILITY SAFETY
DESCRIPTION
Piston Rod ACME Grindley
05-2014PRODUCTIONPROCESS
UPPER MOUNTING RING+DUST SHIELD CAP+SHOX CO2 WELDING
DOCUMENT No.(INDEX)
EQUIPMENTLINE STATION BP SUPPLIER
Maintenance Prevention Information
ESTABLISHMENT PRODUCTION UNIT MMSAI -1302 PUNE
EEM
QCAM
PM
EEM

Shock Absorbers
Quality MaintenanceQuality Maintenance
Thank YouMagneti Marelli Motherson Shock Absorbers India Pvt. Ltd.





























