-
The liquid Metal has a Volume "A
It solidifies to solid with a new volume "B"
The solidified casting further contracts (shrinks) through the
cooling process to Volume "C"
Three Stages of Contraction (Shrinkage)
-
DIRECTIONAL SOLIDIFICATION
-
LIKE A PRESSURISED SYSTEM
-
MOULDING BOARDFLASKSHOWELDRAW
SPIKERIDDLESLICKRAMMERLIFTERSTRIKE-OFF BARTROWELS GATE CUTTER
BELLOWSSPRUE PINS VENT ROD ..
MOULDERSTOOLS AND EQUIPMENT
-
Design of Risers and Feeding of Castings
A simplified diagram by putting in references to the equations
(1, 2 & 4) there is no Equation 3, diagram not changed
EQ(1) - Freeze Point Ratio (FPR)
FPR=X X = (Casting Surface/Casting Volume) / (Riser
Surface/Riser Volume)
EQ(2) - Volume Ratio (VR) (Y Axis)
VR=Y=Riser Vol/Casting Vol*Note: The riser volume is the actual
poured volumeReferences - AFS Text Chapter 16; Chastain's Foundry
manual Vol 2, Google EQ(4) - (Freeze Point Ratio) Steel
X=0.12/y-0.05 + 1.0**The constants are from experiments and are
empirical
-
Volumes, Surface Areas, Castings and Risers...
There are relationships between all these items and values that
will help in designing a complete mold that controls progressive
solidification, and influences directional solidification to
produce castings with minimal porosity and shrinkage defects. This
is by ensuring that the riser(s) are the last to solidify.
-
Gating / Runner Design
Now a look at the flow characteristics of the metal as it enters
the mold and how it fills the casting.
Of the flow characteristicsfluidity/viscosity plays a role.
Also, velocity, gravitational acceleration & vortex, pressure
zones, molten alloy aspiration from the mold and the momentum or
kinetic energy of a fluid.
-
The demarcation point is
Re < 2000 is considered a Laminar Flow Re > 2000 is
considered a Turbulent Flow
Objective is to maintain Re below 2000.
-
LAMINAR FLOW- REFERENCE
-
TURBULENT FLOW- REFERENCE
-
SEVERELY TURBULENT FLOW
-
TEST FOR FLUIDITY
USING A SPIRAL MOULD.
FLUIDITY INDEX IS THE LENGTH OF THE SOLIDIFIED METAL IN THE
SPIRAL PASSAGE. GREATER THE LENGTH, GREATER THE FLUIDITY INDEX.
-
Basic Components of a Gating System
The basic components of a gating system are: Pouring Basin,
Sprue, Runners and Gates that feed the casting.
The metal flows through the system in this order.
Some simple diagrams to be familiar with are:
-
The runner system is fed by the well and is the path that the
gates are fed from.This path should be "Balanced" with the model of
heating or AC ductwork serving as a good illustration. The Runner
path should promote smooth laminar flow by a balanced volumetric
flow, and avoiding sharp or abrupt changes in direction.The "Runner
Extension" is a "Dead-End" that is placed after the last gate. The
R-Ext acts as a cushion to absorb the forward momentum or kinetic
energy of the fluid flow. The R-Ext also acts as a "Dross/Gas Trap"
for any materials generated and picked-up along the flow of the
runner.An Ideal Runner is also proportioned such that it maintains
a constant volumetric flow through virtually any cross-sectional
area. In the illustration, notice that the runner becomes
proportionally shallower at the point where an in-gate creates an
alternate path for the liquid flow.
The Runner System
-
DIRECTIONAL SOLIDIFICATION-
-
Formulae, Ratios and Design Equations
What is covered so far is comprehensive, and intuitive on a
conceptual level, but the math below hopefully offers some insight
into quick approximations for simple designs, and more in-depth
calculations for complex systems. Computerized Flow Analysis
programs are used extensively in large Foundry operations. From
basic concepts, designing on a state of the art system shall be
attempted:
Continuity Equation
This formula allows calculation of cross-sectional areas,
relative to flow Velocity and Volumetric flow over unit time. This
is with the assumption that the fluid flow is a liquid that does
NOT compress (that applies to all molten metals).
-
Here, a flow passes through A1 (1" by 1", 1 sq") The passage
narrows to a cross-sectional area A2 (.75" by .75", 0.5625 sq")
The passage expands to a cross-sectional area A3 (1" by 1", 1
sq").Q= Rate of Flow (Constant - uncompressible)V=Velocity of
flowA=Area (Cross-section)If A1 and A2 are considered, the Area A2
is almost half of A1, thus the velocity at A2 has to be almost
double of A1.
-
GATING RATIO is-
Areas of Choke : Runner : Gate(s)
The base of the Sprue and Choke are the same. The ratios between
the cross-sectional Area can be grouped into either Pressurized or
Unpressurized.
Pressurized: A system where the gate and runner cross-sectional
areas are either equal or less than the choke cross-sectional
area.
-
Areas A2 & A3 do not get added as they are positioned in
line with each other and flow is successive between the points and
not simultaneous.
While Areas A4 & A5 are added together as flow does pass
through these points simultaneously.
This example would resolve to a pressurized flow of 1 : 0.75 :
0.66A1= Choke = 1 Sq InchA2 = 1st Runner c/s Area = 0.75 Sq InchA3
= 2nd Runner c/s Area = 0.66 Sq InchA4 = 1st Gate = 0.33 Sq inchA5
= 2nd Gate = 0.33 Sq Inch
-
An exception is noted in Chastain with a 1 : 8 : 6 ratio to
promote dross capture in the runner system of Aero-Space
castings.The Continuity Equation is simplified with the use of
ratios as the velocity is inversely proportional between any 2
adjacent ratio values. ie H : L equates to an increase in velocity
while a L : H equates to a drop in velocity.Laminar Flow is harder
to control at a high velocity than a relatively lower
velocity.Chastain's Vol 2 has much more mathematical expressions
and calculations.
-
PURE METALS-
Have clearly defined melting/freezing point, solidifies at a
constant temperature.
Eg: Al - 6600C, Fe - 15370C, and W- 34100C.
NITC
-
Solidified structures of metal - solidified in a square
mould(a). Pure metal(b). Solid solution(c). When thermal gradient
is absent within solidifying metal
Development of a preferred texture - at a cool mould wall. A
chill zone close to the wall and then a columnar zone away from the
mould.Three basic types of cast structures- (a). Columnar
dendritic; (b). equiaxed dendritic; (c). equiaxed nondendritic
-
SOLIDIFICATION TIME
During solidification, thin solidified skin begins to form at
the cool mould walls.
Thickness increases with time.For flat mould walls thickness
time (time doubled, thickness by 1.414)
NITC
-
CHVORINOVS RULE solidification time (t) is a function of volume
of the casting and its surface area t = C ( volume/ surface area
)2C is a constant [depends on mould material, metal properties
including latent heat, temperature]
A large sphere solidifies and cools at a much slower rate than a
small diameter sphere. (Eg- potatoes, one big and other small)
Volume cube of diameter of sphere, surface area square of
diameterNITC
-
Solidification time for various shapes:Eg: Three pieces cast
with the SAME volume, but different shapes. (i)Sphere, (ii)Cube,
(iii)Cylinder with height = diameter. Which piece solidifies the
fastest?Solution: Solidification time = C (volume/surface area)2Let
volume = unity. As volume is same, t = C/ surface area2. Cylinder:
V = r2h = 2 r3; ie, r = (1/2 ) 1/3 A = 2 r2 + 2rh = 6 r2 = 5.54.
Then, t cube = 0.028C ; t cylinder = 0.033C ; t sphere= 0.043CMetal
poured to cube shaped mould solidifies the fastest.Sphere: V= 4/3 (
r3); i.e. r = (3/4 )1/3A= 4 r2 = 4 (3/4 )1/3 = 4.84Cube: V = a3; ie
a = 1; A = 6 a2 = 6.NITC
-
SHRINKAGE AND POROSITY
METALS SHRINK(CONTRACT) DURING SOLIDIFICATION
- CAUSES DIMENSIONAL CHANGES
LEADING TO CENTRE LINE SHRINKAGE, POROSITY, CRACKING TOO
NITC
-
TTime123NITCSHRINKAGE DUE TO: (1).CONTRACTION OF MOLTEN METAL AS
IT COOLS PRIOR TO SOLIDIFICATION (2) CONTRACTION OF SOLIDIFYING
METAL, LATENT HEAT OF FUSION (3) CONTRACTION OF SOLIDIFIED METAL
DURING DROP TO AMBIENT TEMPOUT OF THESE, LARGEST SHRINKAGE DURING
COOLING OF CASTING (ITEM 3) eg:pure metal
-
SOLIDIFICATION CONTRACTION FOR VARIOUS METALS
METAL Volumetric Solidification Contraction Al 6.6 Grey cast
Iron Expansion 2.5 Carbon Steel 2.5 to 3 Copper 4.9Magnesium 4.2
Zinc 6.5NITC
-
POROSITY DUE TO SHRINKAGE OF GASES AND METAL TOO. RELATED TO
DUCTILITY AND SURFACE FINISH(DUCTILITY V/S POROSITY CURVES FOR
DIFFERENT METALS) ELIMINATION BY VARIOUS MEANS(ADEQUATE SUPPLY OF
LIQUID METAL, USE OF CHILLS, NARROWING MUSHY ZONE- CASTING
SUBJECTED TO ISOSTATIC PRESSING
NITC
-
POROSITY BY GASES
LIQUID METALS HAVE HIGH SOLUBILITY FOR GASESDISSOLVED GASES
EXPELLED FROM SOLUTION DURING SOLIDIFICATION(Hydrogen, Nitrogen
mainly)ACCUMULATE IN REGIONS OF EXISTING POROSITY ORCAUSE
MICROPOROSITY IN CASTING- TO BE CONTROLLEDNITC
-
Effect of microporosity on the ductility of quenched and
tempered cast steel Porosity affects the pressure tightness of cast
pressure vesselDuctilityPorosity(%)ElongationReduction of area0 5
10 15NITC
-
Type of pattern depends on: Shape and size of casting, number of
castings required, method of moulding employed, easiness or
difficulties of the moulding operations, other factors peculiar to
the casting. NIT CALICUT
NITC
-
Pattern, Finish Allowance, and Wall Thickness
MetalPattern Oversize Factor (each direction)Finish Allowance
(smaller number for larger sizes)Min Wall mm Aluminum1.08 - 1.120.5
to 1.0 %4.75Copper alloys1.05 - 1.060.5 to 1.0 %2.3Gray Cast
Iron1.100.4 to 1.6 %3.0Nickel alloys1.050.5 to 1.0 %N/ASteel1.05 -
1.100.5 to 2 %5Magnesium alloys1.07 - 1.100.5 to 1.0 %4.0Malleable
Irons1.06 - 1.190.6 to 1.6 % 3.0
-
CHARACTERISTICS OF PATTERN MATERIALSCHARACTERISTIC RATING
WOOD AL STEEL PLASTIC CAST IRONMACHINABILITY E GFG G WEAR
RESISTANCE PGEFESTRENGTH EGEGGWEIGHT EGPGPREPAIRABILITY
EPGFGRESISTANCE TO:CORROSION(by water) EEPEPSWELLING PEEEE
E- Excellent; G- Good; F-fair, P- PoorNITC
-
Functions of pattern
Moulding the Gating system;Establishing a parting Line,Making
Cores, Minimising casting Defects,Providing Economy in
mouldingOthers, as needed
-
MOULDING SANDGranular particles from the breakdown of rocks by
frost, wind, heat and water currents
Complex Composition in different places
At bottom and banks of rivers- mainly silica (86 to 90%);
Alumina (4% to 8 %); Iron oxide (2 to 5%) with oxides of Ti, Mn,
Ca. etc.
NITC
-
NATURAL SAND , called Green sand. Only water as binder; can
maintain water for long time
SYNTHETIC SAND.- (1)GREEN and (2)DRY types (1) Artificial sand
by mixing clay free sand, binder(water and bentonite) Contains New
silica sand 25%; Old sand 70%; bentonite 1.5%;moisture 3% to
3.5%
(2) New 15%; Old 84%; bentonite and moisture 0.5 % eachNITC
-
DRY SAND- for moulding large castings. Moulds of green sand
dried and baked with venting done. Add- cow dung, horse manure
etc.LOAM SAND- mixture of clay and sand milled with water to thin
plastic paste. Mould made on soft bricks. The mould dried very
slowly before cast. For large regular shapes- drums, chemical pans
etc.FACING SAND- used directly with surface of pattern; comes in
contact with molten metal; must have high strength,
refractoriness.Silica sand and clay without used sand- plumbago
powder, Ceylon lead, or graphite used. Layer of 20 to 30 mm
thick--- about 10% to 15% of whole mould sandNITC
-
BACKING SAND- old used moulding sand called floor sand black in
colour. Used to fill mould at back of facing layer. Weak in bonding
strengthSYSTEM SAND- used in machine moulding to fill whole of
flask. Strength, premealibility and refractoriness highPARTING
SAND- used for separating boxes from adhering, free from clayCORE
SAND- for making cores. Silica sand with core oil (linseed oil,
rosin, light mineral oil, binders etc)SPECIALISED SANDS - like CO2
sand, Shell sand, etc for special applicationsMould washers- slurry
of fine ceramic grains applied on mould surface to minimize fusing
NITC
-
About MOULDING SANDNATURAL SANDSYNTHETIC SAND.- GREEN and DRYDRY
SANDLOAM SANDFACING SANDBACKING SANDSYSTEM SANDPARTING SANDCORE
SAND SPECIALISED SANDS Mould washers
NITC
-
ADV - Acid Demand ValueDefined as the property of a sand or
additive to affect the cure process as a function of the materials
acidity or basicity on the pH scale.
-
MOULDING SAND- PROPERTIES
Green Strength- Adequate strength after mixing, and plasticity
for handlingDry Strength- After pouring molten metal, adjacent
surface loses water content. Dries. Dry sand must have enough
strength to resist erosionHot Strength- Strength at elevated
temperature after evaporation of moisture Permeability- Permeable
or porous to permit gases to escape. Ability of sand moulds to
allow the escape of gases
NITC
-
Thermal stability- Rapid expansion of sand surface at
mould-metal interface. May crack. Results in defect called
SCABRefractoriness- Ability of sand to withstand high
temperatureFlowability- Ability to flow & fill narrow portions
around patternSurface finish- Ability to produce good surface
finish in castingCollapsibility- Allow easy removal of casting from
mouldReclamation- Should be reusable and reclaimable
NITC
-
FURNACES Proper selection depends on:Composition and melting
point of alloy to be castControl of atmospheric
contaminationCapacity and rate of melting requiredEnvironmental
considerations- noise, pollutionPower supply, availability, cost of
fuelsEconomic considerations-initial cost, operating cost,
maintenance cost etc.CUPOLAS (> 50 T, VERTICAL, HIGH RATES)
ELECTRIC FURNACESINDUCTION FURNACESNITC
-
NITC
-
NITC
-
Casting DefectsMetal casters try to produce perfect castings. A
few castings, however, are completely free of defects. Modern
foundries have sophisticated inspection equipment which can detect
small differences in size and a wide variety of external and even
internal defects. For example, slight shrinkage on the back of a
decorative wall plaque is acceptable whereas similar shrinkage on a
position cannot be tolerated. No matter what the intended use,
however, the goal of modern foundries is zero defects in all
castings
-
Scrap castings cause much concern.
In industry, scrap results in smaller profits for the company
and ultimately affects individual wages.
Scrap meetings are held daily. Managers of all the major
departments attend these meetings. They gather castings that have
been identified as scrap by inspector. The defect is circled with
chalk. An effort is made to analyze the cause of the defect, and
the manager whose department was responsible for it is directed to
take corrective action to eliminate that specific defect in future
castings.
There are so many variables in the production of a metal casting
that the cause is often a combination of several factors rather
than a single one.
All pertinent data related to the production of the casting
(sand and core properties, pouring temperature) must be known in
order to identify the defect correctly.
After the defect is identified attempt should be to eliminate
the defect by taking appropriate corrective action.
-
CASTING DEFECTS
SURFACE
METALLIC PROJECTION (4)DEFECTIVE SURFACE (11)CHANGE IN
DIMENSION- WARPINCOMPLETE CASTING MISRUN, RUNOUTCAVITY- BLOWHOLES,
SHRINKAGE PINHOLESDISCONTINUITY HOT CRACKCOLD SHUT, COLD
CRACKSUBSURFACE
SUBSURFACE CAVITYINCLUSIONSDISCONTINUITY NITC
-
CASTING DEFECTS
SURFACE METALLIC PROJECTION Swell, Crush, Mould Drop, Fillet
Vein DEFECTIVE SURFACE Erosion Scab, Fusion, Expansion Scab, Rat
tails, Buckle, Seams, Gas Runs, Fillet Scab, Rough Surface, Slag
Inclusion, Elephant Skin CHANGE IN DIMENSION- Warped
castingINCOMPLETE CASTING- Misrun, Run outCAVITY- Blow Holes,
Shrinkage cavity, PinholesDISCONTINUITY-Hot6 Cracking, Cold Shut,
Cold CrackingSUBSURFACESUBSURFACE CAVITY- Blow Holes, Pin Holes,
ShrinkagePorosity, Internal Shrinkage, SevereRoughness
INCLUSIONS- Gas Inclusions, Slag, Blow Holes
DISCONTINUITY- Cold ShutsNITC
-
Repairability
-
FINS OR FLASH ON CASTINGS -AsMetallic Projections
Joint flash or fins. Flat projection of irregular thickness,
often with lacy edges, perpendicular to one of the faces of the
casting. It occurs along the joint or parting line of the mold, at
a core print, or wherever two elements of the mold intersect.
Possible CausesClearance between two elements of the mold or
between mold and core; Poorly fit mold joint. RemediesCare in
pattern making, molding and core making; Control of their
dimensions; Care in core setting and mold assembly; Sealing of
joints where possible.
-
Flask was disturbed while investment was setting. Base was
removed too soon. Flask was allowed to partially dry before
dewaxing. Incorrect dewaxing or a furnace malfunction. Flask burned
out and allowed to cool below (500oF (260oC) before casting
reheating, flask allowed to cool between dewax and placement in
preheated oven. Flask was improperly handled or dropped. Speed was
set too high on centrifugal casting machine. Patterns were placed
on one plane. The should be staggered on top rack. Incorrect water
powder ratio was used. Not enough investment was placed over the
patterns. Flask was placed too close to heat source in burnout
oven. Flasks were not held at low burnout temperature long
enough.
-
DEFECTS IN CASTINGS- CAN BE ELIMINATED/MINIMISED BY PROPER
DESIGN, MOLD PREPARATION, PROPER POURING.NITC
-
DEFECTS IN CASTINGS- AS HOT TEARS - DUE TO CONSTRAINTS IN
LOCATIONS, CASTINGS CANNOT SHRINK FREELYNITC
-
Cavities
Blowholes, pinholes. Smooth-walled cavities, essentially
spherical, often not contacting the external casting surface
(blowholes). The largest cavities are most often isolated; the
smallest (pinholes) appear in groups of varying dimensions. The
interior walls of blowholes and pinholes can be shiny, more or less
oxidized or, in the case of cast iron, can be covered with a thin
layer of graphite. The defect can appear in all regions of the
casting.
-
Possible Causes
Because of gas entrapped in the metal during the course of
solidification: Excessive gas content in metal bath (charge
materials, melting method, atmosphere, etc.); Dissolved gases are
released during solidification.
In steel and cast irons: formation of carbon monoxide by the
reaction of carbon and oxygen, presents as a gas or in oxide form.
Blowholes from carbon monoxide may increase in size by diffusion of
hydrogen or, less often, nitrogen.
Excessive moisture in molds or cores.Core binders which liberate
large amounts of gas.Excessive amounts of additives containing
hydrocarbons.Blacking and washes which tend to liberate too much
gas. Insufficient evacuation of air and gas from the mold cavity;
-insufficient mold and core permeability. Entrainment of air due to
turbulence in the runner system.
-
RemediesMake adequate provision for evacuation of air and gas
from the mold cavityIncrease permeability of mold and cores Avoid
improper gating systemsAssure adequate baking of dry sand
moldsControl moisture levels in green sand molding
Reduce amounts of binders and additives used or change to other
types; -use blackings and washes, which provide a reducing
atmosphere; -keep the spree filled and reduce pouring height
Increase static pressure by enlarging runner height.
-
Discontinuities
Hot cracking. A crack often scarcely visible because the casting
in general has not separated into fragments. The fracture surfaces
may be discolored because of oxidation. The design of the casting
is such that the crack would not be expected to result from
constraints during cooling.
Possible CausesDamage to the casting while hot due to rough
handling or excessive temperature at shakeout.
RemediesCare in shakeout and in handling the casting while it is
still hot; Sufficient cooling of the casting in the mold; For
metallic molds; delay knockout, assure mold alignment, use ejector
pins
-
Defective Surface
Flow marks. On the surfaces of otherwise sound castings, the
defect appears as lines which trace the flow of the streams of
liquid metal. Possible CausesOxide films which lodge at the
surface, partially marking the paths of metal flow through the
mold.
RemediesIncrease mold temperature; Lower the pouring
temperature; Modify gate size and location (for permanent molding
by gravity or low pressure); Tilt the mold during pouring; In die
casting: vapor blast or sand blast mold surfaces which are
perpendicular, or nearly perpendicular, to the mold parting
line.
-
Incomplete Casting
Poured short. The upper portion of the casting is missing. The
edges adjacent to the missing section are slightly rounded, all
other contours conform to the pattern. The spree, risers and
lateral vents are filled only to the same height above the parting
line, as is the casting (contrary to what is observed in the case
of defect).
Possible CausesInsufficient quantity of liquid metal in the
ladle; Premature interruption of pouring due to workmans error.
RemediesHave sufficient metal in the ladle to fill the mold;
Check the gating system; Instruct pouring crew and supervise
pouring practice.
-
Incorrect Dimensions or ShapeDistorted casting. Inadequate
thickness, extending over large areas of the cope or drag surfaces
at the time the mold is rammed.
Possible CausesRigidity of the pattern or pattern plate is not
sufficient to withstand the ramming pressure applied to the sand.
The result is an elastic deformation of the pattern and a
corresponding, permanent deformation of the mold cavity. In
diagnosing the condition, the compare the surfaces of the pattern
with those of the mold itself.
RemedyAssure adequate rigidity of patterns and pattern plates,
especially when squeeze pressures are being increased.
-
Inclusions or Structural Anomalies
Metallic Inclusions. Metallic or intermetallic inclusions of
various sizes which are distinctly different in structure and color
from the base material, and most especially different in
properties. These defects most often appear after machining.
Possible CausesCombinations formed as intermetallics between the
melt and metallic impurities (foreign impurities); Charge materials
or alloy additions which have not completely dissolved in the melt;
Exposed core wires or rods; During solidification, insoluble
intermetallic compounds form and segregate, concentrating in the
residual liquid.
RemediesAssure that charge materials are clean; eliminate
foreign metals; Use small pieces of alloying material and master
alloys in making up the charge; Be sure that the bath is hot enough
when making the additions; Do not make addition too near to the
time of pouring; For nonferrous alloys, protect cast iron crucibles
with a suitable wash coating
-
INCLUSIONS (FOREIGN PARTICLES) IN CASTINGS
Patterns were improperly sprued to wax base or tree or not
filleted, causing investment to break at sharp corners during
casting. Flask was not sufficiently cured before placing into
burnout oven. Improper dewaxing cycle was used. Flask was not
cleaned from prior cast. Loose investment in sprue hole. Molten
metal contains excess flux or foreign oxides. Crucible
disintegrating or poorly fluxed. Improperly dried graphite
crucible. Investment was not mixed properly or long enough.
Contaminants in wax pattern. Flask was not held at low burnout
temperature long enough. Flask was placed too close to heat source
in burnout oven.
-
POROSITYPattern is improperly sprued. Sprues may be too thin,
too long or not attached in the proper location, causing shrinkage
porosity. Not enough metal reservoir to eliminate shrinkage
porosity. Metal contains gas. Mold is too hot. Too much moisture in
the flux. Too much remelt being used. Always use at least 50% new
metal. Metal is overheated. Poor mold burnout.
-
ROUGH CASTINGSA poor quality pattern Flask was not sufficiently
cured before placing into burnout oven. Flask was held in steam
dewax too long. Metal, flask or both were too hot. Patterns were
improperly sprued. Flask was placed too close to heat source in
burnout oven.
-
BUBBLES OR NODULES ON CASTINGSVacuum pump is leaking air. Vacuum
pump has water in the oil. Vacuum pump is low on oil. Investment
not mixed properly or long enough. Invested flasks were not
vibrated during vacuum cycle. Vacuum extended past working
time.
-
SPALLING (an area of the mold wall flakes into the mold
cavity)Flask was placed into a furnace at low temperature (below
150oC) for an extended period. Flask was placed too close to the
source of heat. Sharp corners are struck by metal at high
centrifugal velocities. Improper burnout cycle was used.
-
NON-FILL OR INCOMPLETE CASTINGSMetal was too cold when cast.
Mold was too cold when cast. The burnout was not complete. Pattern
was improperly sprued, creating turbulence when casting in a
centrifugal casting machine. Centrifugal casting machine had too
high revolution per minute.
-
GROWTH-LIKE ROUGH CASTING THAT RESISTS REMOVAL IN PICKLING
SOLUTIONBurnout temperature too high. Mold temperature was too high
when casting. Metal temperature was too high when casting.
-
SHINY CASTINGSCarbon residue was left in the mold, creating a
reducing condition on the surface.
-
DESIGN CONSIDERATIONSCAREFUL CONTROL OF LARGE NUMBER OF
VARIABLES NEEDED- CHARACTERISTICS OF METALS & ALLOYS CASTMETHOD
OF CASTINGMOULD AND DIE MATERIALSMOULD DESIGNPROCESS PARAMETERS-
POURING, TEMPERATURE, GATING SYSTEMRATE OF COOLING Etc.Etc.
NITC
-
Poor casting practices, lack of control of process variables-
DEFECTIVE CASTINGS
TO AVOID DEFECTS-Basic economic factors relevant to casting
operations to be studied.General guidelines applied for all types
of castings to be studied.
DESIGN CONSIDERATIONS
NITC
-
CORNERS, ANGLES AND SECTION THICKNESSSharp corners, angles,
fillets to be avoided Cause cracking and tearing during
solidificationFillet radii selection to ensure proper liquid metal
flow- 3mm to 25 mm. Too large- volume large & rate of cooling
lessLocation with largest circle inscribed critical. Cooling rate
less shrinkage cavities & porosities result- Called HOT
SPOTS
NITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS- AVOID SHARP CORNERS
MAINTAIN UNIFORM CROSS SECTIONSAVOID SHRINKAGE CAVITIESUSE CHILLS
TO INCREASE THE RATE OF COOLINGSTAGGER INTERSECTING REGIONS FOR
UNIFORM CROSS SECTIONSREDESIGN BY MAKING PARTING LINE STRAIGHTAVOID
THE USE OF CORES, IF POSSIBLEMAINTAIN SECTION THICKNESS UNIFORMITY
BY REDESIGNING (in die cast products)
NITC
-
LARGE FLAT AREAS TO BE AVOIDED- WARPING DUE TO TEMPERATURE
GRADIENTSALLOWANCES FOR SHRINKAGE TO BE PROVIDEDPARTING LINE TO BE
ALONG A FLAT PLANE- GOOD AT CORNERS OR EDGES OF CASTINGDRAFT TO BE
PROVIDEDPERMISSIBLE TOLERANCES TO BE USEDMACHINING ALLOWANCES TO BE
MADERESIDUAL STRESSES TO BE AVOIDED
ALL THESE FOR EXPENDABLE MOULD CASTINGS.NITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS- AVOID SHARP CORNERS TO
REDUCE STRESS CONCENTRATIONSNITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS- MAINTAIN UNIFORM CROSS
SECTIONS TO AVOID HOT SPOTS AND SHRINKAGE CAVITIESNITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS- GOOD DESIGN PRACTICE
NITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS- STAGGERING OF
INTERSECTING REGIONS NITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS- SECTION THICKNESS
UNIFORMITY MAINTAINED THROUGHOUT PARTNITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTSNITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS- USE OF METAL PADDING
(CHILLS) TO INCREASE RATE OF COOLING NITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS- MAKING PARTING LINE
STRAIGHT NITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS-IN DESIGNNITC
-
CARBON-DI OXIDE PROCESS(SILICATE BONDED SAND PROCESS)FIRST IN
1950sMIXTURE OF SAND AND 1.5% TO 6 % SODIUM SILICATE (AS
BINDER)MIXTURE PACKED AROUND THE PATTERN, HARDENED BY BLOWING
CO2DEVELOPED FURTHER BY ADDDING OTHER CHEMICALS AS BINDERSMAINLY TO
MAKE CORES-AS USE IS IN ELEVATED TEMPERATURE APPLICATION
-
Na2O SiO2 + H2O +CO2 Na2CO3 + (SiO2 +H2O) (Silica Gel)Formation
of Silica Gel gives strength to the moulds
+ Points:Drying not necessaryImmediately ready for pouringVery
high strength achievedDimensional accuracy very
goodPointsCollapsibility poor, can be improved by additivesNa2O
SiO2 attacks and spoils wooden pattern
-
CO2FunnelCO2 Moulding Mould
-
DIE CASTING
GRAVITY SEMI PERMANENT MOULDOR PERMANENT MOULD COLD CHAMBER HOT
CHAMBER (HEATING CHAMBER) OUTSIDE THE MACHINE INTEGRAL WITH THE
MACHINE
-
PERMANENT MOULD OR GRAVITY DIE CASTING*METALLIC MOULDS USED *TWO
HALVES OF DIES- ONE FIXED, ONE MOVABLEVERY CLOSE TOLERANCE
CASTINGS, MORE STRENGTH, LESS POROUS-BETTER SURFACE FINISH COMPARED
TO SAND CASTING-SURFACE FREE FROM SAND & DENSITY HEAVYONLY FOR
SMALL AND MEDIUM SIZE CASTINGSFOR NON FERROUS, MAINLYLARGE
QUANTITY, BUT IDENTICAL PIECES ONLY
-
PERMANENT MOULD OR GRAVITY DIE CASTING*METALLIC MOULDS USED -
MOULD TO WITHSTAND TEMPERATURE
*NO EXTERNAL PRESSURE APPLIED,
*HYDROSTATIC PRESSURE BY RISERING
*LAMP BLACK/CORE OIL APPLIED TO DIE SURFACES FOR EASY
REMOVAL
*FAST CONDUCTION, RAPID COOLING
*TWO HALVES OF DIES- ONE FIXED, ONE MOVABLE
NITC
-
+POINTS- VERY CLOSE TOLERANCE CASTINGS, MORE STRENGTH, LESS
POROUS- BETTER SURFACE FINISH COMPARED TO SAND CASTING- SURFACE
FREE FROM SAND- DENSITY HEAVY- MORE DIMENSIONAL ACCURACY - 0.06 TO
0.3 MM- DIES LESS COSTLY THAN PRESSURE DIE CASTING DIES- GOOD FOR
PRESSURE TIGHT VESSELS- LESS COOLING CRACKS- LESS SKILL - GOOD FOR
LARGE QUANTITIES
NITC
-
-POINTS
ONLY FOR SMALL AND MEDIUM SIZE CASTINGS FOR NON FERROUS, MAINLY
LARGE QUANTITY, BUT IDENTICAL PIECES ONLY POOR ELONGATION STRESS
AND SURFACE HARDNESS DEFECTS OBSERVED CASTING TO BE WITHDRAWN
CAREFULLY FROM DIES
NITC
-
A TYPICAL DIE ECCENTRIC CLAMPINGMOULD / DIE HALFVENT HOLEPOURING
BASIN
MOULD CAVITY
-
SEMIPERMANENT DIECASTING
DIE PRESSURE AT 20 TO 20,000 ATM
PRESSURE FILL SOLIDIFICATION
FOR NONFERROUS METALS
FOR INTRICATE SHAPES
CLOSE TOLERANCES POSSIBLE
FOR MASS PRODUCTION, >10,000
NITC
-
FOR SEMI AND PRESSURE DIE CASTING SET UPS, THE FOLLOWING FACTORS
A MUST
1. A GOOD DIE SET MECHANISM
2. MEANS FOR FORCING METAL
3. DEVICE TO KEEP DIE HALFS PRESSED
4. ARRANGEMENT FOR AUTOMATIC REMOVAL OF CORES- IF ANY
5. EJECTOR PINS
NITC
-
TWO TYPES OF PRESSURE DIE CASTING COLD CHAMBER- HEATING CHAMBER
OUTSIDE THE MACHINE - FOR Al, Mg, Cu, AND HIGH MELTING ALLOYS HOT
CHAMBER- HEATING INTEGRAL WITH THE HANDLING GOOSE NECK MECHANISMS
WIDELY USED FOR LOW MELTING ALLOYS- Zn, Pb, Etc.ALSO VACUUM DIE
CASTING MACHINES- SPACE BETWEEN THE DIES AND PASSAGE VACUUMISED
BEFOR POURING- SUBMERGED PLUNGE TYPE, DIRECT AIR DIE CASTING
MACHINES
-
231123
-
D.A.D.C. MACHINE showing two positions of pot
-
ANOTHER TYPE OF D.A.D.C. MACHINE
-
SQUEEZE CASTINGDEVELOPED IN 1960S (also called liquid
forging)SOLIDIFICATION OF MOLTEN METAL UNDER HIGH PRESSURE
(pressure application when liquid partially solidifies 70 to 140
MPa)A COMBINATION OF CASTING & FORGINGDIE, PUNCH, EJECTOR PIN
PUNCH KEEPS ENTRAPPED GASES IN SOLUTION, RAPID COOLING DUE TO HIGH
PRESSURE DIE- METAL INTERFACEPARTS OF NEAR-NET SHAPE MADE, COMPLEX
AND FINE SURFACE DETAILS OBTAINED. No riser needed FOR FERROUS
& NON FERROUSAUTOMOTIVE WHEELS, SHORT BARRELED CANNONS ETC.
-
VACUUM DIE CASTING MACHINESSOME AIR ENTRAPPED IN ORDINARY DIE
CASTING MACHINESTHIS PRODUCES BLOW HOLESIN VACUUM DIE CASTING TYPE,
VACUUM PUMP CREATES VACUUM IN DIE CAVITY, A SEAL CUTS OFF THE PIPE
CONNECTION AFTER EVACUATINGTHIS PREVENTS FLOW OF METAL FROM DIE TO
VACUUM PIPEFLOW OF MOLTEN QUICK AND AUTOMATIC
FINISHES:ALL DIE CASTINGS SUSCEPTIBLE TO CORROSION, HENCE
SUBJECTED TO FINISHING OPERATIONS OR PLATING
NITC
-
DESIGN CONSIDERATIONSUSE OF RIBS, HUBS, BOSSES MUST BE TO REDUCE
WEIGHT, STRENGTHEN THE PART, IMPROVE THE APPEARANCETHICK SECTIONS
MAKE DIE HOTTER AND THUS LESSEN DIE LIFELARGE SECTIONS TO BE COOLED
MAY CAUSE POROSITYEXCESSIVE SECTIONAL CHANGES TO BE AVOIDEDAVOID
UNDERCUTSFILLETS DESIRABLE OVER SHARP EDGESDRAFTS NEEDED ON ALL
CASTINGSEJECTOR PINS AT BACK TO AVOID VISIBILITY OF MARKSFLASH
NECESSARY , TO BE REMOVED LATER BY TRIMMING
NITC
-
DIE MATERIALS NITC
-
DIE CASTING ALLOYSMAINLY NON-FERROUS CASTINGS WITH PROPERTIES
COMPARABLE WITH FORGINGS
ZINC ALLOYS:- WIDELY USED ( 70%)- Al 4.1%; Cu MAX 1%, Mg 0.4%;
BALANCE ZINC-- PERMITS LONGER DIE LIFE, SINCE TEMP. IS LOWGOOD
STRENGTH, Tensile Strength: 300 Kg/cm2VERY GOOD FLUIDITY, THUS THIN
SECTIONS POSSIBLEUSES: AUTOMOBILES, OIL BURNERS, FRIDGES, RADIO, TV
COMPONENTS, MACHINE TOOLS, OFFICE MACHINERIESNITC
-
ALUMINIUM ALLOYS:
BY COLD CHAMBER PROCESS-Cu 3 to 3.5%, Si 5 to 11 %, BALANCE
Al.LIGHTEST ALLOYS, GOOD CORROSION RESISTANCE, FINE GRAINED
STRUCTURE DUE TO CHILLING EFFECTTensile Strength: 1250 to 2500
Kg/cm2GOOD MACHINABILITY, SURFACE FINISHUSES: MACHINE PARTS,
AUTOMOTIVE, HOUSE HOLD APPLIANCES ETC.NITC
-
COPPER BASED ALLOYS:
Cu 57 to 81%;Zn 15 to 40%; SMALL QUANTITIES OF Si, Pb, SnVERY
HIGH TENSILE STRENGTH: 3700 to 6700Kg/cm2;GOOD CORROSION
RESISTANCE; WEAR RESISTANCELOW FLUIDITY, HENCE REDUCED DIE
LIFEUSES; ELECTRICAL MACHINERY PARTS, SMALLGEARS, MARINE,
AUTOMOTIVE AND AIR CRAFT FITTINGS, HARDWARES
NITC
-
MAGNESIUM BASED ALLOYS:LIGHTEST IN DIE CASTING, PRODUCTION COST
SLIGHTLY HIGH, Al: 9%; Zn: 0.5%; Mn: 0.5%; Si: 0.5%, Cu:0.3%;
REMAINING Mg.USES: IN AIRCRAFT INDUSTRY, MOTOR & ISTRUMENT
PARTS, PORTABLE TOOLS, HOUSE HOLD APPLIANCES
LEAD & TIN BASED ALLOYS; Lead base: 80% Pb & ; Tin base
75% tin, antimony, copper LIMITED APPLICATIONS. LIGHT DUTY
BEARINGS, BATTERY PARTS, X-RAY SHIELDS, LOW COST JEWELLERY,
NON-CORROSIVE APPLICATIONSNITC
-
V-Process
1. Pattern (with vent holes) is placed on hollow carrier
plate.2. A heater softens the .003" to .007" plastic film. Plastic
has good elasticity and high plastic deformation ratio.3. Softened
film drapes over the pattern with 300 to 600 mm Hg vacuum acting
through the pattern vents to draw it tightly around pattern.4.
Flask is placed on the film-coated pattern. Flask walls are also a
vacuum chamber with outlet shown.5. Flask is filled with fine, dry
unbonded sand. Slight vibration compacts sand to maximum bulk
density.6. Sprue cup is formed and the mold surface leveled. The
back of the mold is covered with unheated plastic film.7. Vacuum is
applied to flask. Atmospheric pressure then hardens the sand. When
the vacuum is released on the pattern carrier plate, the mold
strips easily.8. Cope and drag assembly form a plastic-lined
cavity. During pouring, molds are kept under vacuum.9. After
cooling, the vacuum is released and free-flowing sand drops away
leaving a clean casting, with no sand lumps. Sand is cooled for
reuse. NITC
-
Benefits Of Using The V-Process:
Very Smooth Surface Finish 125-150 RMS is the norm. Cast surface
of 200 or better, based on The Aluminum Association of America STD
AA-C5-E18. Excellent Dimensional Accuracy Typically +/-.010 up to 1
inch plus +/-.002 per additional inch. Certain details can be held
closer. +/-.010 across the parting line. Cored areas may require
additional tolerances. Zero Draft Eliminates the need for machining
off draft to provide clearance for mating parts and assembly.
Provides consistent wall thickness for weight reduction and
aesthetic appeal. Allows for simple fixturing for machining and
inspection.
NITC
-
Pattern construction becomes more accurate and efficient. Total
tolerance range becomes more accurate and efficient.
Geometry/tolerance of part is at its simplest form. Draft does not
use up tolerance. Design/drafting is less complex. Calculations and
depictions related to draft are eliminated. Thin Wall Sections
Walls as low as .100 in some applications are possible. Excellent
Reproduction Of Details Very small features and lettering are
possible. Consistent Quality All molding is semi-automatic.
Variable "human factor" has been reduced. Superior Machining Sound
metal and no hidden sand in the castings means fewer setups,
reduced scrap and longer tool life. Low Tooling Costs
NITC
-
All patterns are made from epoxy, machined plastics, SLA or LDM.
There is no need to retool for production quantities. Unlimited
Pattern Life Patterns are protected by plastic film during each
sand molding cycle. Easy Revisions To Patterns No metal tooling to
weld or mill. Great for prototypes. Short-Run Production Capability
Excellent for short-run production while waiting for hard tooling.
The V-PROCESS method can outproduce traditional prototype methods
such as plaster or investment castings. Fast Turnaround From
placement of order to sample casting in as little as two to four
weeks.
NITC
-
Known for several hundred years.
But its evolution into a sophisticated production method for
other than simple shapes has taken place only in this century.
Today, very high quality castings of considerable complexity are
produced using this technique. CENTRIFUGAL CASTING
AN OVERVIEWNITC
-
To make a centrifugal casting, molten metal is poured into a
spinning mold.
The mold may be oriented horizontally or vertically, depending
on the casting's aspect ratio.
Short, square products are cast vertically while long tubular
shapes are cast horizontally. In either case, centrifugal force
holds the molten metal against the mold wall until it
solidifies.
Carefully weighed charges ensure that just enough metal freezes
in the mold to yield the desired wall thickness.
In some cases, dissimilar alloys can be cast sequentially to
produce a composite structure. NITC
-
CENTRIFUGAL CASTINGTRUE- C.I. PIPES, LINERS, BUSHES, CYLINDER
BARRELS ETC.SEMI- CENTRE CORE FOR INNER SURFACE- SHAPE BY MOULD AND
CORE, MAINLY NOT BY CENRTRIFUGAL ACTION- Eg:FLYWHEELSPRESSURE OR
CENTRIFUGAL CASTING- ALSO TERMED AS CENTRIFUGINGFOR NON SYMMETRICAL
SHAPES MOULD WITH ANY SHAPE PLACED AT CERTAIN DISTANCE FROM
AXIS
-
SEMI- CENTRE CORE FOR INNER SURFACE- SHAPE BY MOULD AND CORE,
MAINLY NOT BY CENRTRIFUGAL ACTION- Eg:FLYWHEELSSPEED OF ROTATION-
60 TO 70 TIMES GRAVITY FOR HORIZONTAL AND INCLINED TYPES ABOVE 100
FOR VERTICAL TYPES.
NITC
-
CENTRIFUGING PROPERTIES OF CASTING DEPEND ON DISTANCE FROM
AXIS
SQUEEZE CASTINGDIE, PUNCH, EJECTOR PINPARTS OF NEAR-NET SHAPE
MADE, COMPLEX AND FINE SURFACE DETAILS OBTAINEDFOR FERROUS &
NON FERROUS
-
CENTRIFUGAL CASTING
+ points:Denser structure, cleaner, foreign elements segregated
(inner surface)Mass production with less rejectionRunners, risers,
cores avoidedImproved mechanical propertiesCloser dimensions
possible, less machiningThinner sections possibleAny metal can be
cast
NITC
-
points:
Only for cylindrical and annular parts with limited range of
sizesHigh initial costSkilled labour neededToo high speed leads to
surface cracks- (high stresses in the mould )NITC
-
For copper alloy castings, moulds are usually made from carbon
steel coated with a suitable refractory mold wash.
Molds can be costly if ordered to custom dimensions, but the
larger centrifugal foundries maintain sizeable stocks of molds in
diameters ranging from a few centimetres to several metres. The
inherent quality of centrifugal castings is based on the fact that
most nonmetallic impurities in castings are less dense than the
metal itself. Centrifugal force causes impurities (dross, oxides)
to concentrate at the casting's inner surface. This is usually
machined away, leaving only clean metal in the finished
product.
Because freezing is rapid and completely directional,
centrifugal castings are inherently sound and pressure tight.
Mechanical properties can be somewhat higher than those of
statically cast products. NITC
-
Centrifugal castings are made in sizes ranging from
approximately 50 mm to 4 m in diameter and from a few inches to
many yards in length.
Size limitations, if any, are likely as not based on the
foundry's melt shop capacity.
Simple-shaped centrifugal castings are used for items such as
pipe flanges and valve components, while complex shapes can be cast
by using cores and shaped molds.
Pressure-retaining centrifugal castings have been found to be
mechanically equivalent to more costly forgings and extrusions.
NITC
-
NITC
-
INVESTMENT CASTINGAlso called LOST WAX PROCESS- used during
4000-3000 BC
Die for casting wax pattern made with allowances for wax and
metal. Pattern and gating systems made of wax (bee wax, aera wax,
paraffin) or plastic (polystyrene) by injecting -in molten
condition - into the metal diePRECOATING- The pattern dipped in a
slurry of refractory material (fine 325 mesh silica &binders,
water, ethyl silicate, acids), and sprinkled with silica sandThis
pattern with initial coating dried, coated repeatedly to increase
thickness
The one piece mould is driedDEWAXING- Inverted and heated to
900C -1750 C for 12 hoursWax melts. Can be reclaimed and
reused.Mould fired to 6500C-10500C for about 4 hoursPOURING- Metal
poured, allowed to solidifyMould broken, casting taken out
-
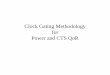
INVESTMENT CASTING- SEQUENCES
-
Plus and Minus pointsVery good dimensional accuracyNo or very
little finishing Intricate and thin shapes possibleAbout 40 kg
parts castBoth for ferrous and nonferrous alloysSuited for
mechanization
Careful handling needed,as the patterns are not strong.Close
control of process neededLabour and material costs high, but high
melting point alloys cast with good surface finish & close
tolerances. Eg: gears, cams, valves, ratchets, turbine blades,
electrical & electronic components etc.
-
INTRODUCTION Investment casting, often called lost wax casting,
is regarded as a precision casting process to fabricate
near-net-shaped metal parts from almost any alloy. Although its
history lies to a great extent in the production of art, the most
common use of investment casting in more recent history has been
the production of components requiring complex, often thin-wall
castings. A complete description of the process is complex. But,
the sequential steps of the investment casting process are as
below, with emphasis on casting from rapid prototyping patterns.
NITC
-
Fig: 1- Investment casting process NITC
-
The investment casting process begins with fabrication of a
sacrificial pattern with the same basic geometrical shape as the
finished cast part Patterns are normally made of investment casting
wax that is injected into a metal wax injection die. Fabricating
the injection die is a costlier process and can require several
months of lead time.
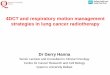
Once a wax pattern is produced, it is assembled with other wax
components to form a metal delivery system, called the gate and
runner system. The entire wax assembly is then dipped in a ceramic
slurry, covered with a sand stucco, and allowed to dry. The dipping
and stuccoing process is repeated until a shell of ~6-8 mm (1/4-3/8
in) is applied. NITC
-
Fig. 2- Investment casting process - dewaxing NITC
-
Once the ceramic has dried, the entire assembly is placed in a
steam autoclave to remove most of the wax. After autoclaving, the
remaining amount of wax that soaked into the ceramic shell is
burned out in a furnace. At this point, all of the residual pattern
and gating material is removed, and the ceramic mold remains.
The mold is then preheated to a specific temperature and filled
with molten metal, creating the metal casting. Once the casting has
cooled sufficiently, the mold shell is chipped away from the
casting.
Next, the gates and runners are cut from the casting, and final
post-processing (sandblasting, machining) is done to finish the
casting.
(The CAD solid model, the shell, and the pattern produced in the
QuickCast process is schematically shown) NITC
-
Fig. 3. Investment casting process Preheating and pouring
NITC
-
SHELL MOULDING-DEVELOPED IN 1940sTHERMOSETTING RESINS USED AS
BINDERSPHENOL FORMALDEHYDE(3% BY WT.OF SAND) 15% HEXAMETHYLENE
TETRAMINE ADDED TO GIVE THERMOSETTING PROPERTYRESIN SETS AT ABOUT
2500 C (1750 C- 3700 C)SHELL OF 4 to 9 MM FORMS SHELL MOULDING
MACHINES USEDPATTERN MADE OF METALMOUNTED ON MATCH PLATES WITH
GUIDE PINS
PATTERN HEATED TO 2500 CCLEANED WITH COMPRESSED AIR, PETROLEUM
SPIRIT APPLIEDPATTERN INVERTED, PLACED IN DUMP BOX CONTAINING SAND
MIX , LOCKEDDUMP BOX INVERTED, KEPT FOR A FEW MINUTES, (1-3 MINS)
SHELL FORMS RE-INVERTED, SHELL FORMED IS TRIMMED, REMOVED USING
GUIDE PIN EJECTION,ANOTHER HALF ASSEMBLED, READY FOR POURING
-
SHELL MOULDING - SEQUENCES
- + AND - POINTSAdvantagesLeast moulding material (about 5%)Quick
operating cycle (
-
V-Process
1. Pattern (with vent holes) is placed on hollow carrier
plate.2. A heater softens the .003" to .007" plastic film. Plastic
has good elasticity and high plastic deformation ratio.3. Softened
film drapes over the pattern with 300 to 600 mm Hg vacuum acting
through the pattern vents to draw it tightly around pattern.4.
Flask is placed on the film-coated pattern. Flask walls are also a
vacuum chamber with outlet shown.5. Flask is filled with fine, dry
unbonded sand. Slight vibration compacts sand to maximum bulk
density.6. Sprue cup is formed and the mold surface leveled. The
back of the mold is covered with unheated plastic film.7. Vacuum is
applied to flask. Atmospheric pressure then hardens the sand. When
the vacuum is released on the pattern carrier plate, the mold
strips easily.8. Cope and drag assembly form a plastic-lined
cavity. During pouring, molds are kept under vacuum.9. After
cooling, the vacuum is released and free-flowing sand drops away
leaving a clean casting, with no sand lumps. Sand is cooled for
reuse. NITC
-
Benefits Of Using The V-Process:
Very Smooth Surface Finish 125-150 RMS is the norm. Cast surface
of 200 or better, based on The Aluminum Association of America STD
AA-C5-E18. Excellent Dimensional Accuracy Typically +/-.010 up to 1
inch plus +/-.002 per additional inch. Certain details can be held
closer. +/-.010 across the parting line. Cored areas may require
additional tolerances. Zero Draft Eliminates the need for machining
off draft to provide clearance for mating parts and assembly.
Provides consistent wall thickness for weight reduction and
aesthetic appeal. Allows for simple fixturing for machining and
inspection.
NITC
-
With wall thickness to 0.12 in., this casting requires moderate
strength, good stability and resistance to stress-corrosion
cracking to 600F (316C). This casting exhibits mechanical
properties at room temperature of 32-ksi tensile strength, 24-ksi
yield strength and 1.5% elongation, while maintaining a 16-ksi
tensile strength and 4% elongation at 600F. The component's as-cast
surface finish meets the customer's requirements, and the invest
casting process reduced the customer's finishing and machining
costs.
-
SEMI-PERMANENT MOLD CASTINGSemi-permanent mold is a casting
process - producing Aluminum alloy castings - using re-usable metal
molds and sand cores to form internal passages within the
casting.Molds are typically arranged in two halves - the sand cores
being put into place before the two halves are placed together. The
molten metal flows into the mold cavity and surrounds the sand core
while filling the mold cavity.When the casting is removed from the
mold the sand core is removed from the casting leaving an internal
passage in the casting.
-
The re-usable metal molds are used time and again, but the sand
cores have to be replaced each time the product is cast, hence the
term semi-permanent molding.Semi-permanent molding affords a very
high precision quality to the casting at a reduced price compared
to the sand casting processes.
-
NO BAKE CASTING The No-Bake Sand Casting process consists of
sand molds created using a wood, metal or plastic pattern. Sand is
mixed with a urethane binder and deposited into a box containing
the pattern (and all necessary formers and inserts) for pouring.
Filling a wood mold with sand
-
PRODUCTS 15. TENSIONER PULLEY Material: Gray iron Process:
Nobake sand Casting Supplier: Wellsville Foundry, Wellsville,
Ohio
-
This 175-lb component is used as a brake that puts tension on a
4 ft. wide roll of rubber feeding into a tire press. Converted from
a steel fabrication (two ring burn-outs with spokes), the foundry
provided the end-user with a 50% cost savings.
-
Previously made from two steel stampings welded together with
two tube sections and subsequently tin-plated for corrosion
resistance (r), this bronze cast component (l) now is a one-piece
permanent mold casting. The cast component (l) exhibits good
corrosion resistance (without plating or painting), 50 ksi yield
strength and 95 ksi tensile strength. By converting this part to a
copper-based permanent mold casting, the
-
CASTING TECHNIQUES FOR SINGLE CRYSTAL GROWING
(S.C.G.)POLYCRYSTALLINE- ANISOTROPYSINGLE CRYSTAL- PROPERTIES SAME
IN ALL DIRECTIONSCASTING OF GAS TURBINE BLADES BY S.C.G.
-
CASTING TECHNIQUES FOR SINGLE CRYSTAL GROWING
(S.C.G.)CONVENTIONAL USE OF CERAMIC MOULDGRAINS WITH THE ABSENCE OF
THERMAL GRADIENTDIRECTIONAL SOLIDIFICATION PROCESS CERAMIC MOULD
PREHEATED. MOULD SUPPORTED BY WATER COOLED CHILL PLATES.AFTER
POURING, ASSEMBLY LOWERED CRYSTALS GROW AT CHILL PLATE SURFACE
UPWARD. COLUMNAR GRAINS FORM
-
CONVENTIONAL
USE OF CERAMIC MOULDGRAINS- AS WITH THE ABSENCE OF THERMAL
GRADIENTPRESENCE OF GRAIN BOUNDARIES- MAKES STRUCTURE SUSCEPTIBLE
TO CREEP AND CRACKING ALONG BOUNDARIES
-
DIRECTIONAL SOLIDIFICATION PROCESS, (1960s) CERAMIC MOULD
PREHEATED. MOULD SUPPORTED BY WATER COOLED CHILL PLATES.AFTER
POURING, ASSEMBLY LOWERED CRYSTALS GROW AT CHILL PLATE SURFACE
UPWARD. COLUMNAR GRAINS FORMBLADE DIRECTIONALLY SOLIDIFIED WITH
LONGITUDINAL- NOT TRANSVERSE- GRAIN BOUNDARIES. THUS STRONGER
-
SINGLE CRYSTAL BLADES, (1967),MOULD HAS CONSTRICTION IN THE
SHAPE OF CORK SCREWTHIS CROSS SECTION ALLOWS ONLY ONE CRYSTAL TO
FIT THROUGHWITH THE LOWERING, SINGLE CRYSTAL GROWS UPWARD THROUGH
CONSTRICTIONSTRICT CONTROL OF MOVEMENT NEEDEDTHERE IS LACK OF GRAIN
BOUNDARIES, MAKES RESISTANT TO CREEP AND THERMAL
SHOCK.--EXPENSIVE
-
SINGLE CRYSTAL GROWING (S.C.G.)FOR SEMICONDUCTOR INDUSTRYCRYSTAL
PULLING METHOD- CZOCHRALSKI PROCESSSEED CRYSTAL DIPPED INTO THE
MOLTEN METAL, PULLED SLOWLY, (AT 10 m/ s), WITH ROTATION
LIQUID METAL SOLIDIFIES ON THE SEED AND CRYSTAL STRUCTURE
CONTINUED THROUGHOUT
-
FLOATING ZONE METHODPOLYCRYSTALLINE ROD (SILICON)- ALLOWED TO
REST ON A SINGLE CRYSTALINDUCTION COIL HEATS THE PIECESCOIL MOVED
UPWARD SLOWLY (20 m/ s) SINGLE CRYSTAL GROWS UPWARD WITH
ORIENTATION MAINTAINEDTHIN WAFERS CUT FROM ROD, CLEANED,
POLISHEDUSE IN MICROELECTRONIC DEVICES
-
PLASTER MOULD CASTINGFor casting silver, gold, Al, Mg, Cu, and
alloys of brass and bronze.Plaster of Paris (Gypsum) (CaSo4.nH2O)
used for cope and drag mouldingA Slurry of 100 parts metal casting
plaster and 160 parts water used. Plaster added to water and not
water to plaster. To prevent cracks, 20-30% talc added to plaster.
Lime and cement to control expansionStirred slowly to form cream
Poured carefully over a match plate pattern (of metal)Mould
vibrated to allow plaster to fill all cavities. Initial setting at
room temperature(setting time reduced by either heating or by use
of terra-alba/ magnesium oxide)Pattern removedCope and drag dried
in ovens at 200- 425 C(about 20 hours)Mould sections assembled
-
+ points Dimensional accuracy 0.008 t0 0.01 mm per mmExcellent
surface finish as no sand used.. No further machining or
grindingNon ferrous thin sectioned intricate castings made. -
pointsLimited to non ferrous castings.(sulphur in gypsum reacts
with ferrous metals at high temperatures)Very low permeability as
metal moulds used. Moulds not permanent, destroyed when castings
removed.
-
FROZEN MERCURY MOULDING (MERCAST PROCESS)Frozen Mercury used for
producing precision castingsMetal mould prepared to the shape with
gates and sprue holesPlaced in cold bath and filled with acetone
(to act as lubricant)Mercury poured into it, freezes at 20 C, after
a few minutes (10mins)Mercury Pattern removed and dipped in cold
ceramic slurry bath. A shell of 3 mm is built up. Mercury is melted
and removed at room temperature.Shell dried and heated at high
temperature to form hard permeable shape.Shell placed in flask-
surrounded by sand-, preheated and filled with metal. Solidified
castings removed.
-
For both ferrous and non ferrous castings.(melting temperature
upto 16500C) Very accurate details obtained in intricate
shapesExcellent surface finish, machining and cleaning costs
minimum.Accuracy of 0.002 mm per mm obtained.
But, casting process costly.Casting cost high.
-
DESIGN CONSIDERATIONSCAREFUL CONTROL OF LARGE NUMBER OF
VARIABLES NEEDED- CHARACTERISTICS OF METALS & ALLOYS CASTMETHOD
OF CASTINGMOULD AND DIE MATERIALSMOULD DESIGNPROCESS PARAMETERS-
POURING, TEMPERATURE, GATING SYSTEMRATE OF COOLING Etc.Etc.
NITC
-
Poor casting practices, lack of control of process variables-
DEFECTIVE CASTINGS
TO AVOID DEFECTS-Basic economic factors relevant to casting
operations to be studied.General guidelines applied for all types
of castings to be studied.
NITC
-
CORNERS, ANGLES AND SECTION THICKNESSSharp corners, angles,
fillets to be avoided Cause cracking and tearing during
solidificationFillet radii selection to ensure proper liquid metal
flow- 3mm to 25 mm. Too large- volume large & rate of cooling
lessLocation with largest circle inscribed critical. Cooling rate
less shrinkage cavities & porosities result- Called HOT
SPOTS
NITC
-
LARGE FLAT AREAS TO BE AVOIDED- WARPING DUE TO TEMPERATURE
GRADIENTSALLOWANCES FOR SHRINKAGE TO BE PROVIDEDPARTING LINE TO BE
ALONG A FLAT PLANE- GOOD AT CORNERS OR EDGES OF CASTINGDRAFT TO BE
PROVIDEDPERMISSIBLE TOLERANCES TO BE USEDMACHINING ALLOWANCES TO BE
MADERESIDUAL STRESSES TO BE AVOIDED
ALL THESE FOR EXPENDABLE MOULD CASTINGS.NITC
-
DESIGN MODIFICATIONS TO AVOID DEFECTS- AVOID SHARP CORNERS
MAINTAIN UNIFORM CROSS SECTIONSAVOID SHRINKAGE CAVITIESUSE CHILLS
TO INCREASE THE RATE OF COOLINGSTAGGER INTERSECTING REGIONS FOR
UNIFORM CROSS SECTIONSREDESIGN BY MAKING PARTING LINE STRAIGHTAVOID
THE USE OF CORES, IF POSSIBLEMAINTAIN SECTION THICKNESS UNIFORMITY
BY REDESIGNING (in die cast products)
NITC
-
PROPERTIES AND TYPICAL APPLICATIONS OF CAST IRONS, NON FERROUS
ALLOYS etc. Tables shall be suppliedNITC
-
General Cost Characteristics of Casting ProcessesNITC
PROCESSCOSTPRODUCTION RATE
(pc/hr)DIEEQUIPMENTLABOURSANDLLL-M
-
THIXOTROPIC DIE CASTING
Some of the die-cast joints used in the Insight's aluminum body
are made using a newly developed casting technology invented by
Honda engineers, called Thixotropic Die Casting.
Thixotropic Die Casting uses aluminum alloy that has been heated
to a semi-solid condition, instead of the molten, liquid state
normally used in die casting.
Pieces made with molten aluminum must be more highly processed
and refined before casting.
NITC
-
However, Thixotropic Die Casting requires less energy for
smelting (an important consideration since aluminum is more
expensive than steel), and owes much of its strength to the
controlled formation of discrete aluminum crystals within the metal
casting.
Thixotropic casting involves vibratory casting of highly
thixotropic slips of very high solids loadings that are fluid only
under vibration, using porous or nonporous molds.
It is quite different from other conventional and new methods
for solid casting ceramics, including vibroforming, vibraforming,
in situ flocculation, direct coagulation casting, and gel casting.
This is demonstrated in Table 1. NITC
-
Table 1. Thixotropic casting in comparison with the
alternatives.
NITC
-
Thixotropic casting is a little-known derivative of solid slip
casting, having reportedly been used in the refractories industry
in the early 1970's. Since then, the refractories industry has
since largely embraced low-cement and ultra-low-cement castables.
It is also a suitable process for forming ceramic matrix composites
and metal-ceramic functionally gradient materials. Thixotropic
casting involves vibratory casting of highly thixotropic slips of
very high solids loadings that are fluid only under vibration,
using porous or nonporous molds. It is quite different from other
conventional and new methods for solid casting ceramics, including
vibroforming, vibraforming, in situ flocculation, direct
coagulation casting, and gel casting. (This is demonstrated in
Table 1)
NITC
-
INSPECTION OF CASTINGSSEVERAL METHODSVISUALOPTICAL- FOR SURFACE
DEFECTSSUBSURFACE AND INTERNAL DEFECTS THROUGH NDTs &
DTsPRESSURE TIGHTNESS OF VALVES BY SEALING THE OPENING AND
PRESSURISING WITH WATER
NITC
-
NDTsMethods of testing Destructive-
Non destructive-RadiagraphicUltrasonic NITC
-
Non Destructive Testing with Ultrasonics for flaw Detection in
Castings,Weldments, Rails, Forged Components etc.
NITC
-
INSPECTION OF CASTINGSSEVERAL METHODSVISUALOPTICAL- FOR SURFACE
DEFECTSSUBSURFACE AND INTERNAL DEFECTS THROUGH NDTs & DTs
PRESSURE TIGHTNESS OF VALVES BY SEALING THE OPENING AND
PRESSURISING WITH WATER
-
EXERCISE
-
PROCESS FLOW CHARTRECEIPT OF ORDER(REVIEW)ARE THE TERMS
ACCEPTED? NO COMMUNICATE- NEGOTIATEYESPREPARE WORK ORDERWORK ORDER
TO Q.C, INSPECTION, PLANNING, METHODS, PRODUCTION AND DESPATCH
-
PRODUCTION PLANMETHOD DRAWING, QA DATA, PATTERN PLAN
MOULDINGWORK ORDER, CORE MAKING, HEAT CONFORMATION MELTING AND
POURING FOR THESE, LAB TEST REPORTSKNOCK OUTSTAGE ISPECTION- NOT
OK, REJECT OK, SHOT BLASTING, GAS CUTTING/ARC CUTTING ASTM
STANDARDSHEAT TREATMENTROUGH FETTLING, FINISH FETTLING,
INSPECTION
-
NDT- CUSTOMER REPORT, NOT OK, WELDING & RECTIFICATION
WELDING LOG SHEET RE-INSPECTION, NOT OK- REJECTMACHINE - IF
REQUIREDSTRESS RELIEFHYDRAULIC TESTS Etc.TEST CERTIFICATE DESPATCH
DOCUMENTS, PACKING, Etc. Etc.