Embed Size (px)
Citation preview
Pengendalian & Penjaminan Mutu
Statistical Process Control (SPC)Data Variabel
Fakultas
Teknik
Khamaludin, S.T., M.T
Program Studi
Teknik Industri
Pertemuan:
04

Istilah-istilah yang Digunakan
Quality Fitness for use (Juran)
Conformance to requirements or specifications (Crosby)
Quality CharacteristicsElements that define the intended quality level of product/service
Quality ControlA system that is used to maintain a desired level of quality in
product/service
Statistical Process ControlComparison of the output of a process/service with a standard and taking
of remedial actions in case of a discrepancy between them.
SPC is a tool for obtaining cost effective
quality, achieved by process monitoring and
forecasting techniques which are used to
predict problems before they occur. (defect
prevention)
Statistical Process Control
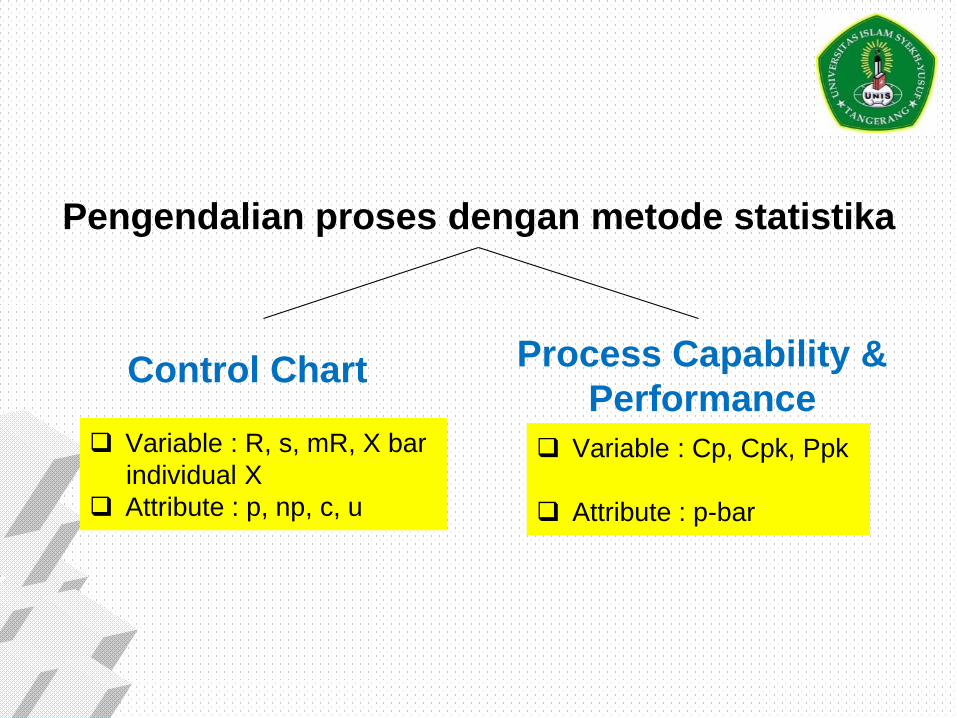
Pengendalian proses dengan metode statistika
Control Chart Process Capability &
Performance Variable : R, s, mR, X bar
individual X
Attribute : p, np, c, u
Variable : Cp, Cpk, Ppk
Attribute : p-bar
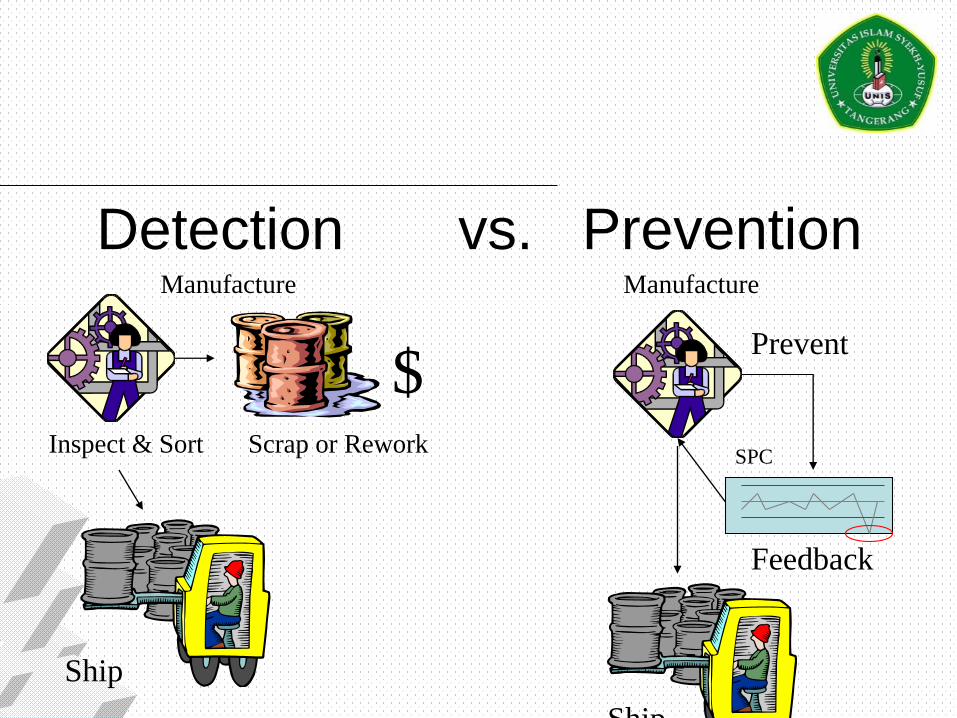
Detection vs. PreventionManufacture
SPC
Ship
Inspect & Sort
Ship
Scrap or Rework
Prevent
$
Manufacture
Feedback
Detection vs Prevention
Detection Biasanya pada produk jadi
Membiarkan cacat
Membayar seseorang untuk
memeriksa pekerjaan orang
lain
Prevention Sedini mungkin pada proses
produksi
Mencegah cacat
Membayar seseorang untuk
bekerja dengan benar
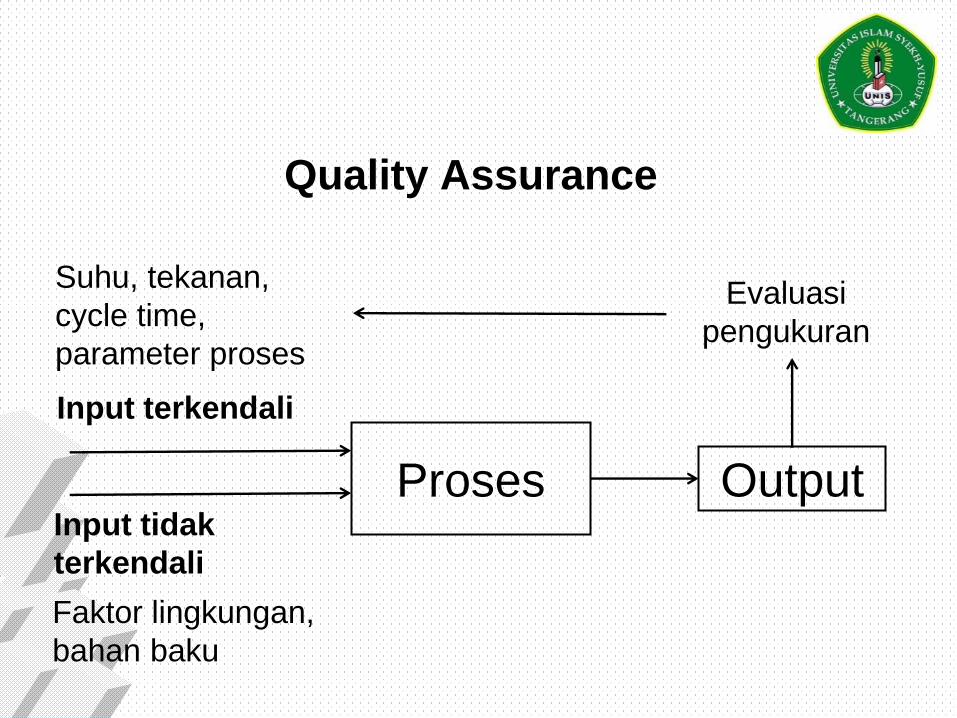
Quality Assurance
Suhu, tekanan,
cycle time,
parameter proses
Evaluasi
pengukuran
Faktor lingkungan,
bahan baku
Input terkendali
Input tidak
terkendali
OutputProses

SPC sebagai Sistem Feedback
SPC SPCSPCSPC
Barang
Jadi
Proses
Produksi
Bahan
Baku
Input Process Output
Operator / Manajemen
Feedback Feedback Feedback Feedback

Peta Kontrol untuk Data
Variabel
• Isi Pendahuluan
Memilih karakteristik kualitas
Mengkonstruksi peta kontrol
Peta kontrol X dan R
Peta kontrol X dan S
Peta kontrol individual
Peta kontrol lainnya
Pendahuluan
• Variabel karakteristik kualitas
yang dapat diukur dalam skala numerik
• Ketika kita bekerja dengan variabel, kita harus memonitor rata-rata dan variabilitas secara bersama-sama
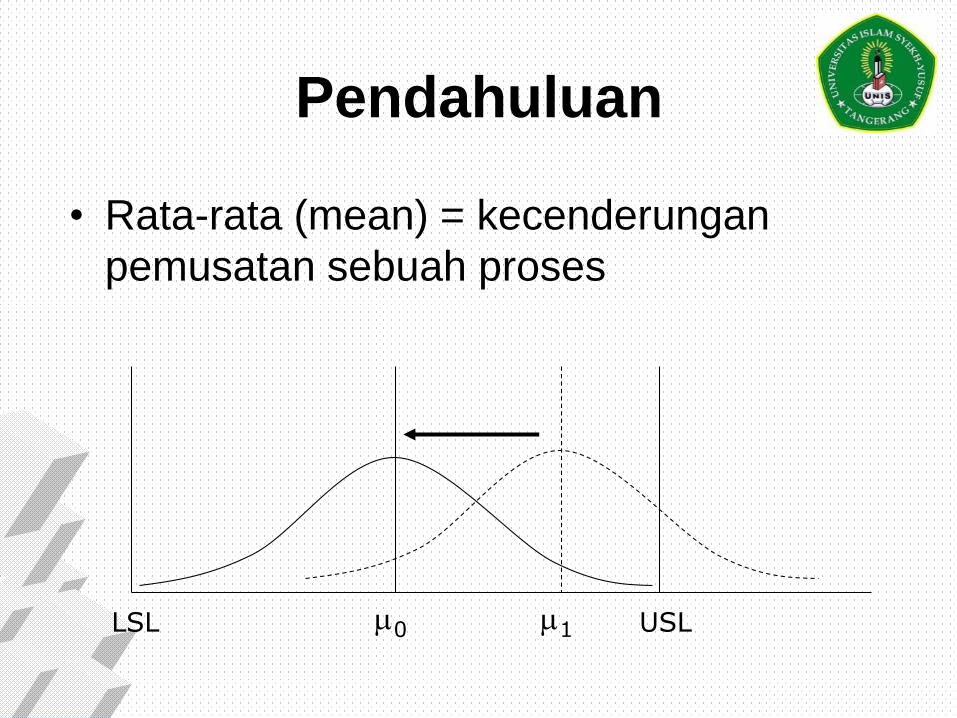
Pendahuluan
• Rata-rata (mean) = kecenderungan
pemusatan sebuah proses
0 1LSL USL
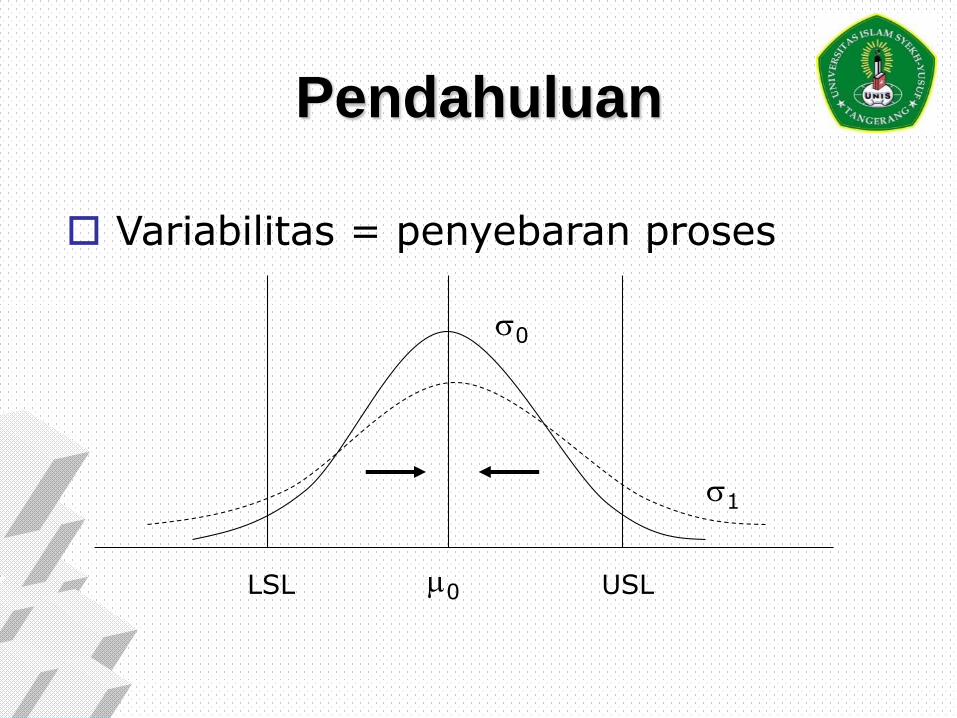
Pendahuluan
0LSL USL
0
1
Variabilitas = penyebaran proses
Pendahuluan
• Monitor Level Kualitas Rata-Rata
– Peta kontrol X-bar ( X )
• Monitor Level Kualitas Variabilitas
Proses
– Peta kontrol untuk standar deviasi, S
– Peta kontrol untuk jangkauan, R
Memilih karakteristik kualitas
• Ada banyak kemungkinan memilih
karakteristik kualitas
• Pengambilan keputusan menjadi
kompleks
• Seleksi beberapa ( sedikit ) karakteristik
kualitas menggunakan analisis pareto

Mengkonstruksi peta kontrol
• Menseleksi subgrup yang rasional
– Perbedaan antar subgrup maximal
– Perbedaan dalam subgrup minimal
• Ukuran subgrup
– Antara 4 – 10 ( 4 atau 5 )
Mengkonstruksi peta kontrol
• Banyaknya subgrup tergantung biaya
• Alat ukur yang digunakan
• Form untuk menulis data contoh hal 194
(Mitra, edisi ke-1 )
Mengkonstruksi peta kontrol
Beberapa notasi
n Ukuran sampel (subgrup)
m Jumlah sampel yang diambil
= rata-rata sampel ke-i sample (i = 1, 2, ..., m)
= Rata-rata total (digunakan sebagai garis tengah– center line)
ix
x
Beberapa notasi
Ri = Nilai range pada sampel ke-i
Ri = xmax - xmin
= Rata-rata range keseluruan
rata populasi
standar deviasi populasi
Mengkonstruksi peta kontrol
R
Peta kontrol dan R
• Peta kontrol memonitor antar subgrup
• Peta kontrol R memonitor dalam subgrup
x
x
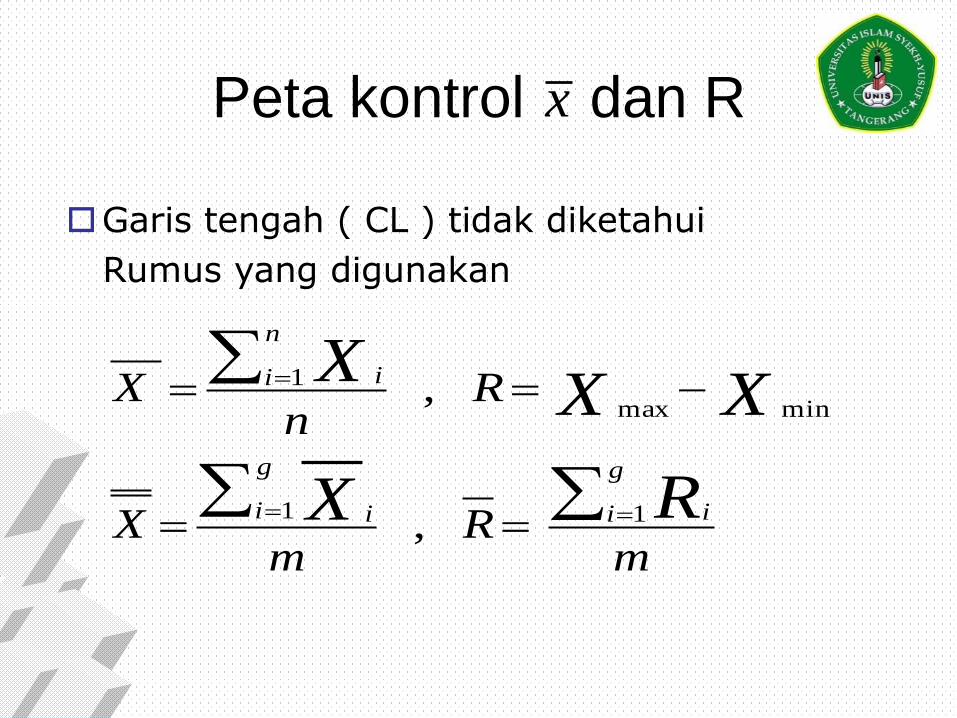
Peta kontrol dan Rx
Garis tengah ( CL ) tidak diketahui
Rumus yang digunakan
mR
mX
Rn
X
g
i i
g
i i
n
i i
RX
XXX
11
minmax
1
,
,
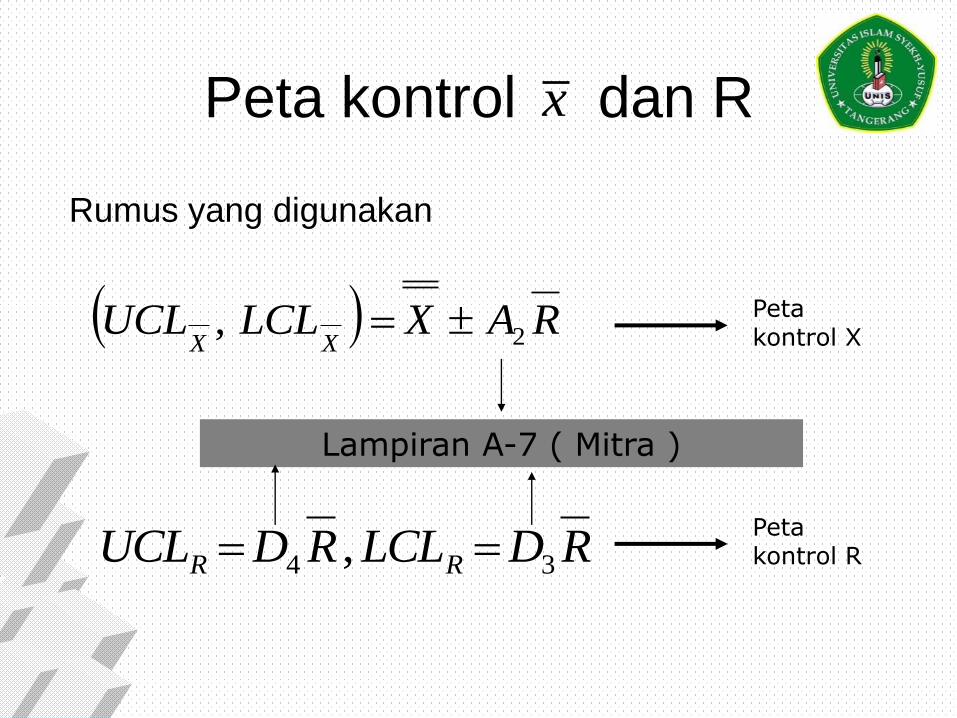
Peta kontrol dan R
Rumus yang digunakan
RAXLCLUCLXX 2,
RDLCLRDUCL RR 34 ,
Peta kontrol X
Peta kontrol R
Lampiran A-7 ( Mitra )
x
___________________________________________
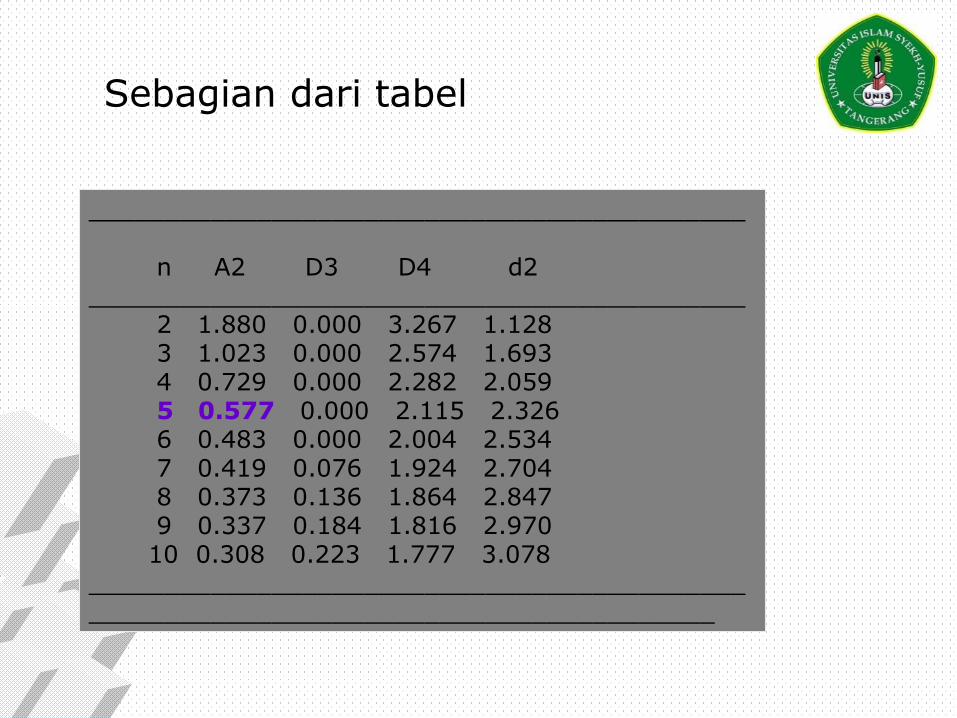
n A2 D3 D4 d2___________________________________________
2 1.880 0.000 3.267 1.1283 1.023 0.000 2.574 1.6934 0.729 0.000 2.282 2.0595 0.577 0.000 2.115 2.3266 0.483 0.000 2.004 2.5347 0.419 0.076 1.924 2.7048 0.373 0.136 1.864 2.8479 0.337 0.184 1.816 2.970
10 0.308 0.223 1.777 3.078____________________________________________________________________________________
Sebagian dari tabel
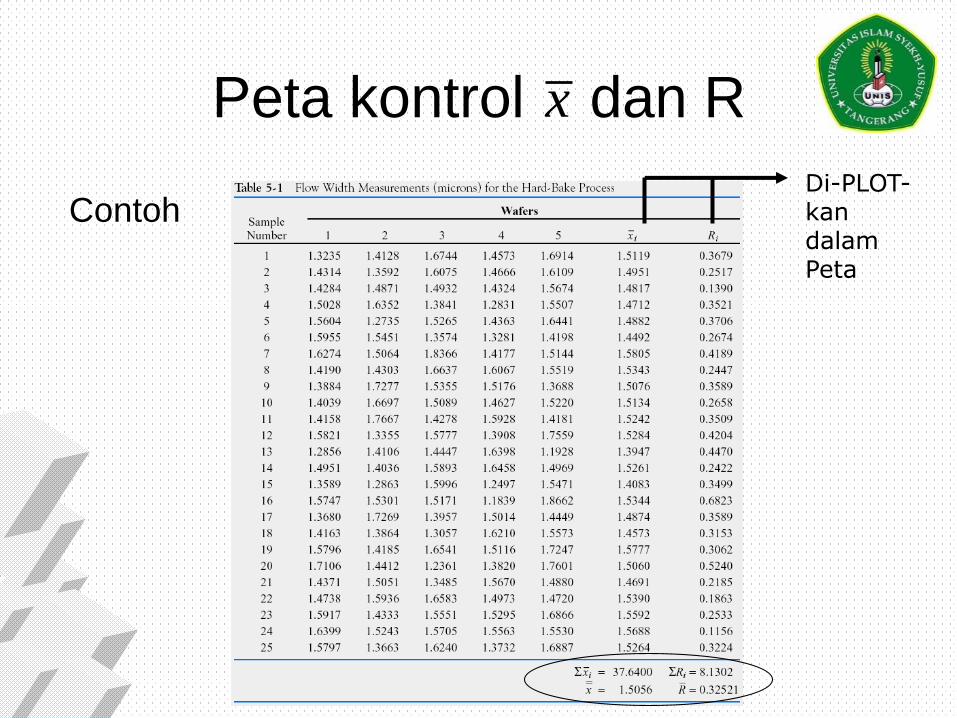
Contoh
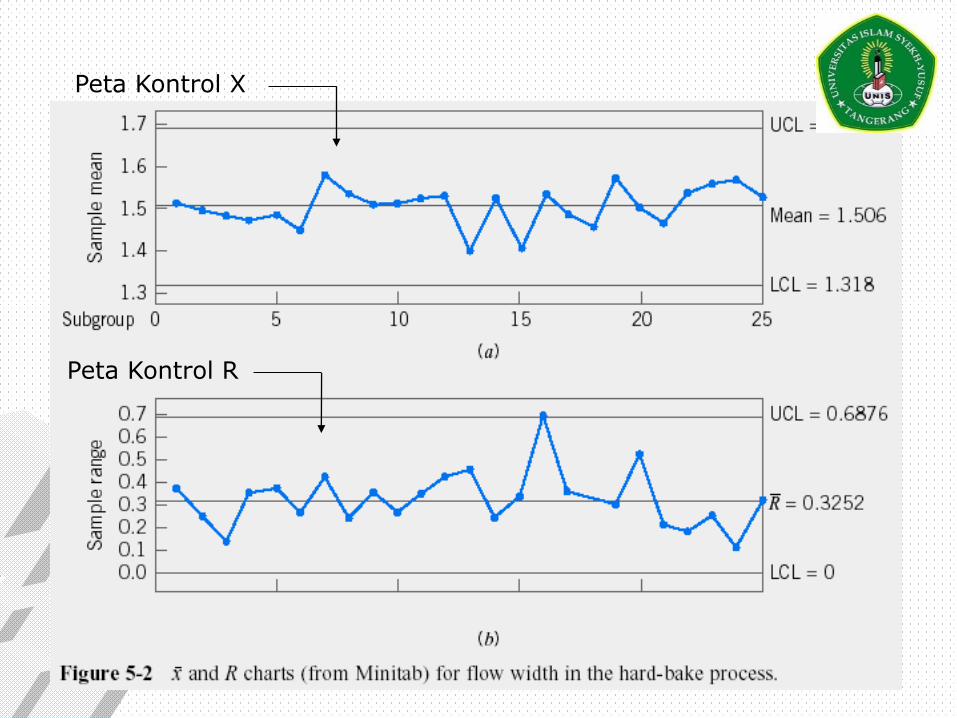
Peta kontrol dan Rx
Di-PLOT-kan dalam Peta
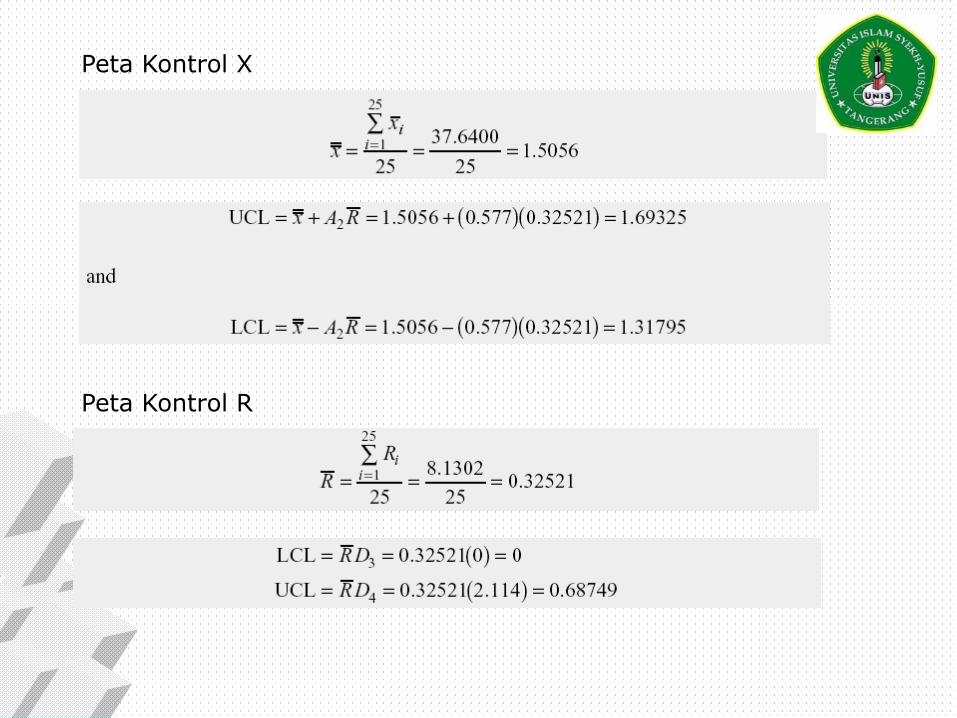
Peta Kontrol R
Peta Kontrol X
Peta Kontrol X
Peta Kontrol R
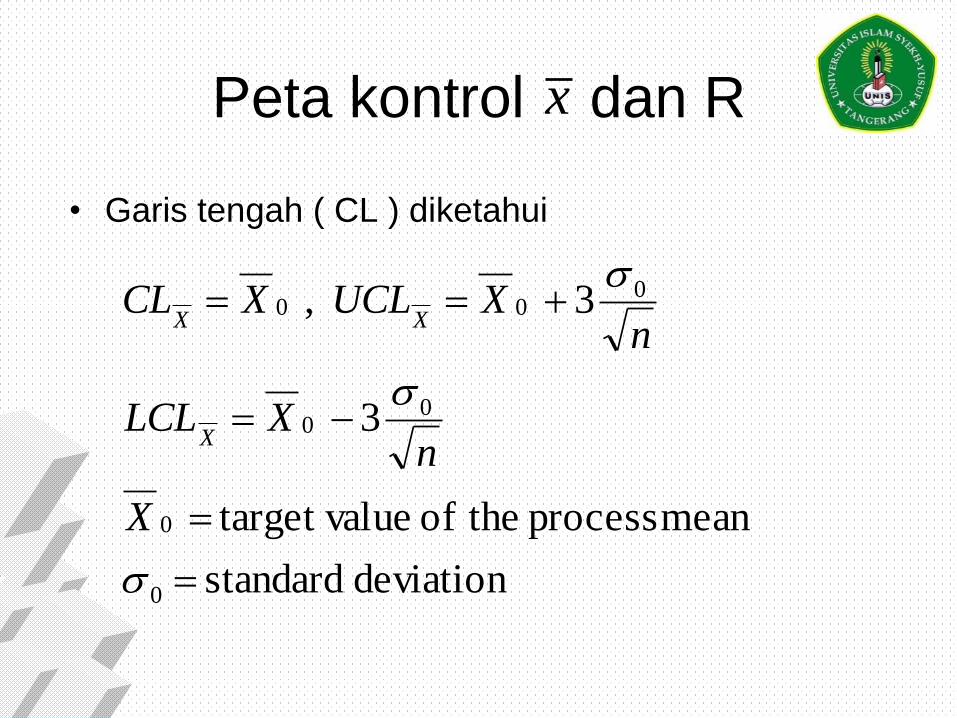
• Garis tengah ( CL ) diketahui
deviation standard
mean process theof uetarget val
3
3,
0
0
00
000
X
nXLCL
nXUCLXCL
X
XX
Peta kontrol dan Rx
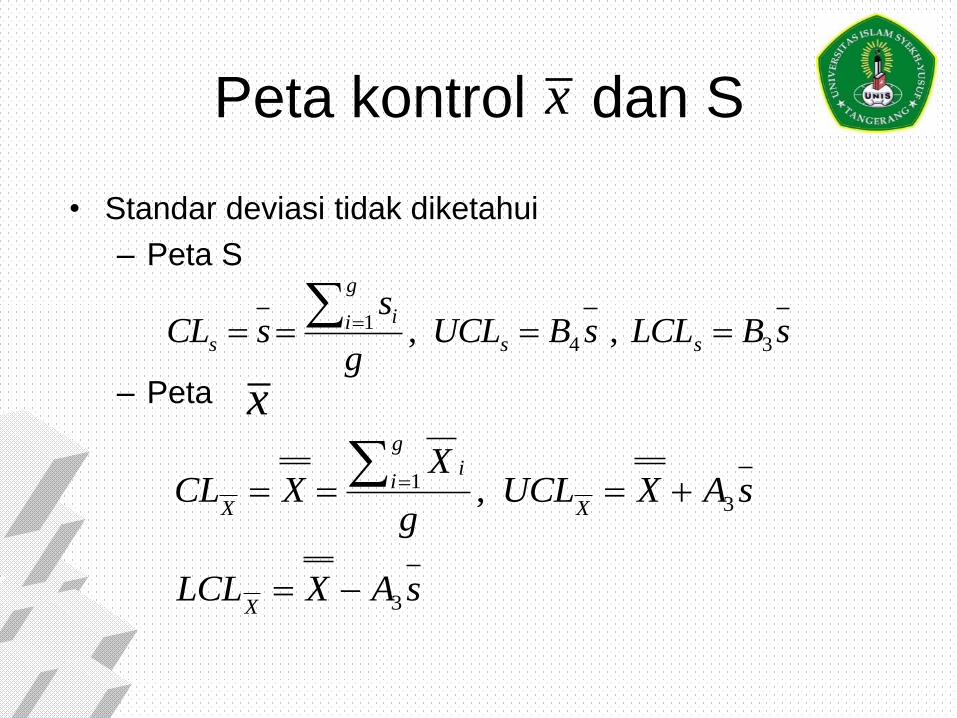
Peta kontrol dan S
• Standar deviasi tidak diketahui
– Peta S
– Peta
sBLCLsBUCLg
ssCL ss
g
i i
s 341 ,,
sAXLCL
sAXUCLg
XXCL
X
X
g
ii
X
3
31 ,
x
x
• Standar deviasi diketahui
– Peta S
– Peta
050604 ,, BLCLBUCLCCL sss
00
000
3
,
XLCL
AXUCLXCL
X
XX
Peta kontrol dan Sx
x

Contoh
Ketebalan pelapisan
magnetik pada video tape
merupakan karakteristik
yang penting. Tabel
disamping menunjukan rata-
rata dan standar deviasi
untuk 20 sampel. Spesifikasi
adalah 38 ± 4.5 .
Ukuran sampel = 4
Sample
number
Sample
mean
sample
stdv
1 36,4 4,6
2 35,8 3,7
3 37,3 5,2
18 39,2 4,8
19 36,8 4,7
20 37,7 5,4
Peta kontrol dan Sx
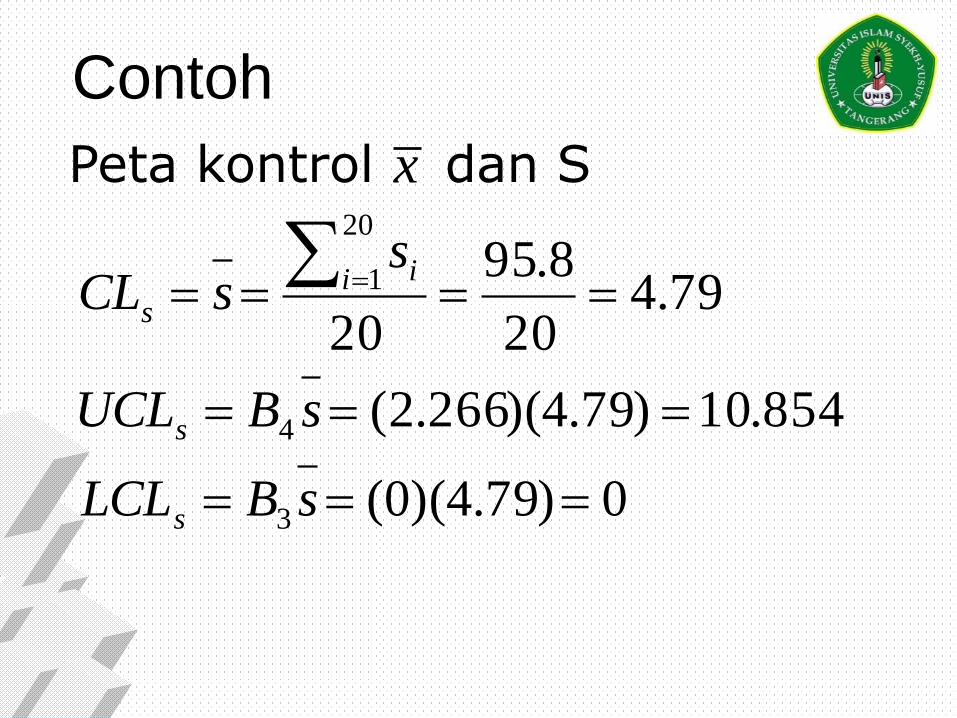
Contoh
0)79.4)(0(
854.10)79.4)(266.2(
79.420
8.95
20
3
4
20
1
sBLCL
sBUCL
ssCL
s
s
i i
s
Peta kontrol dan Sx

Contoh
277.29)79.4)(628.1(075.37
873.44)79.4)(628.1(075.37
075.3720
5.741
20
3
3
20
1
sAXLCL
sAXUCL
XXCL
X
X
ii
X
Peta kontrol dan Sx
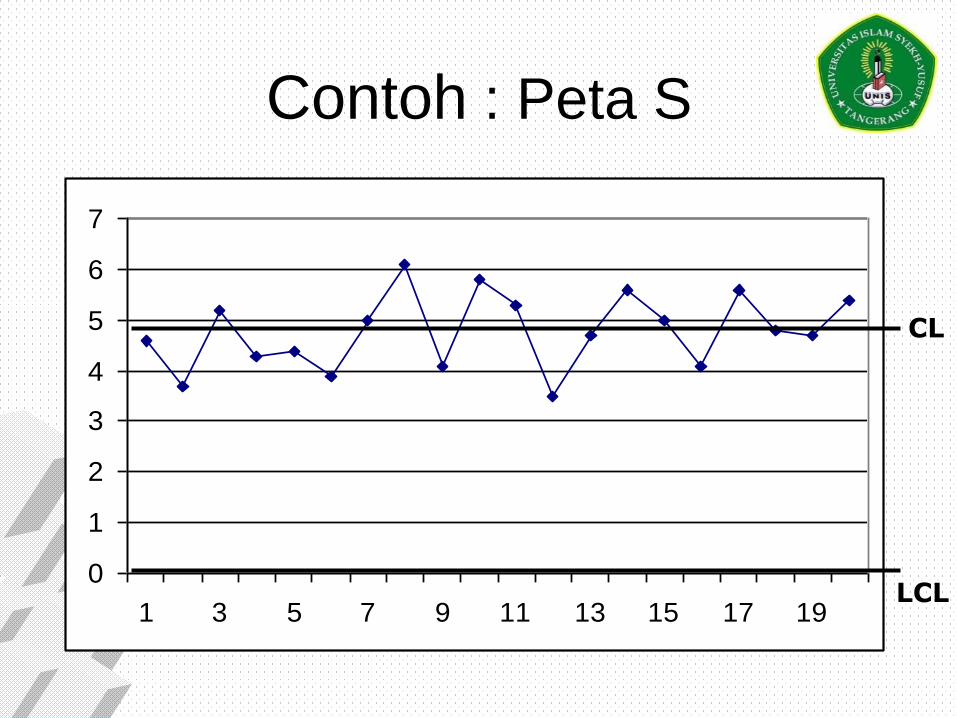
Contoh : Peta S
0
1
2
3
4
5
6
7
1 3 5 7 9 11 13 15 17 19
CL
LCL

31
32
33
34
35
36
37
38
39
40
1 3 5 7 9 11 13 15 17 19
CL
Contoh Peta kontrol x
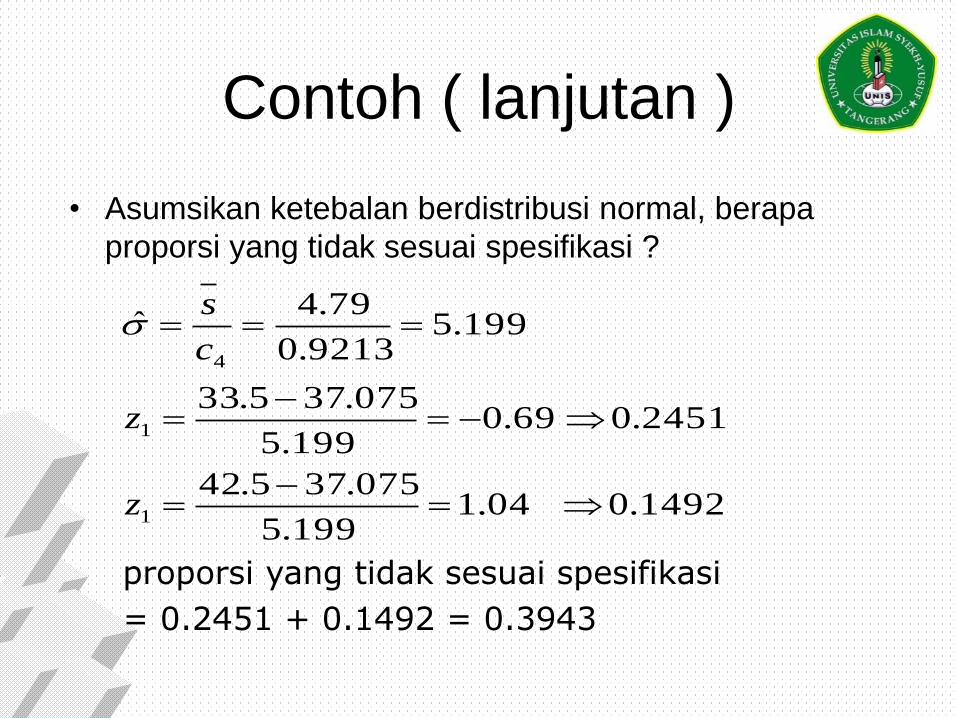
Contoh ( lanjutan )
• Asumsikan ketebalan berdistribusi normal, berapa
proporsi yang tidak sesuai spesifikasi ?
1492.004.1199.5
075.375.42
2451.069.0199.5
075.375.33
199.59213.0
79.4ˆ
1
1
4
z
z
c
s
proporsi yang tidak sesuai spesifikasi
= 0.2451 + 0.1492 = 0.3943
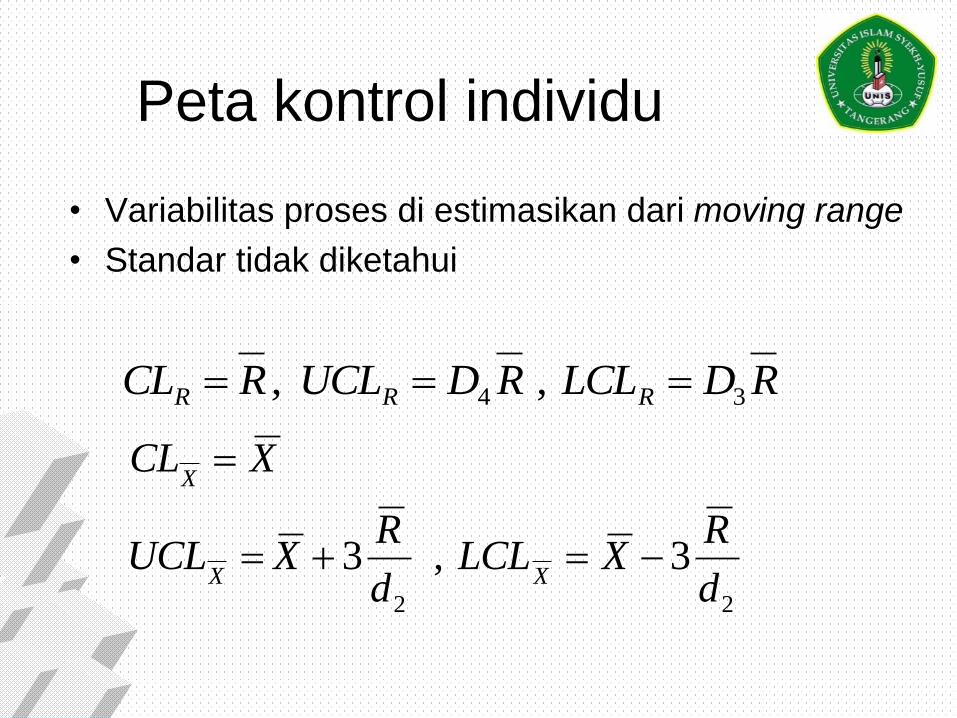
Peta kontrol individu
• Variabilitas proses di estimasikan dari moving range
• Standar tidak diketahui
RDLCLRDUCLRCL RRR 34 ,,
22
3,3d
RXLCL
d
RXUCL
XCL
XX
X
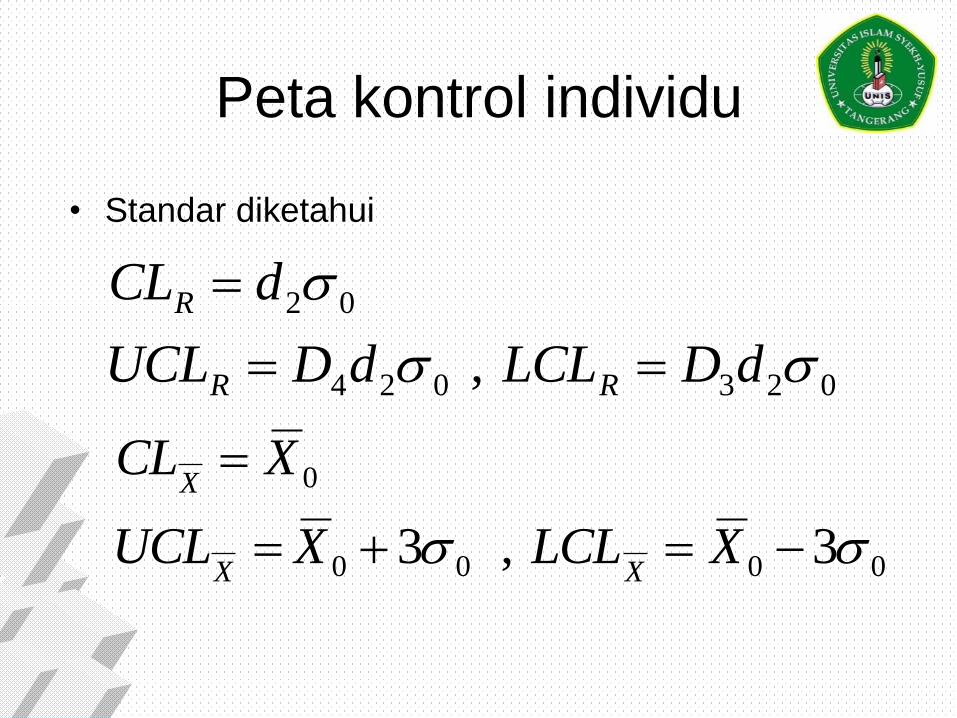
Peta kontrol individu
• Standar diketahui
023024
02
,
dDLCLdDUCL
dCL
RR
R
0000
0
3,3
XLCLXUCL
XCL
XX
X
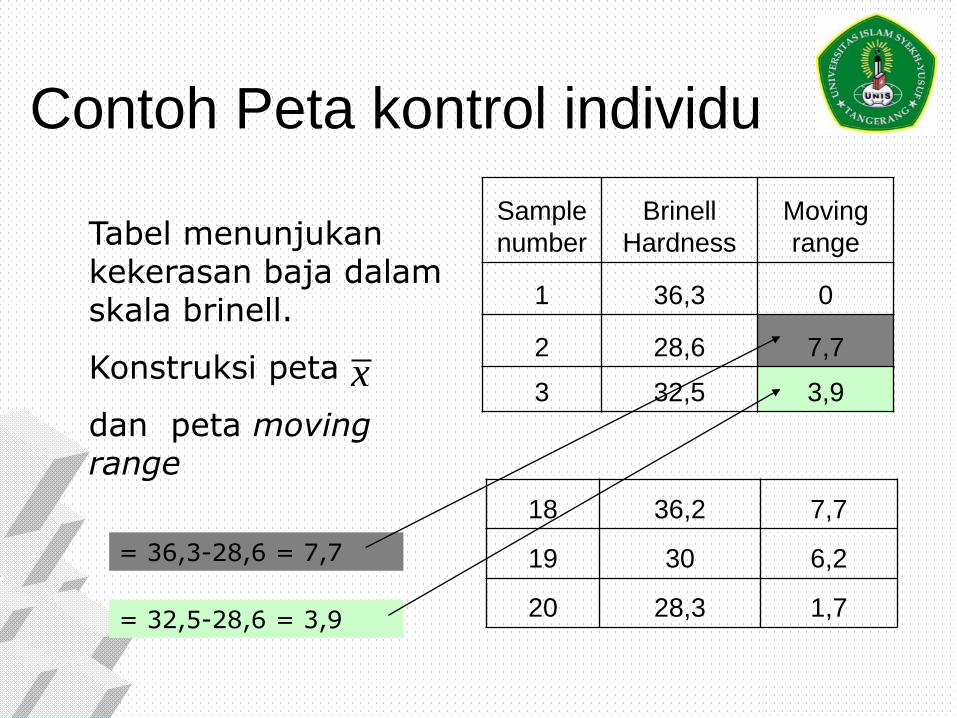
Contoh Peta kontrol individu
Sample
number
Brinell
Hardness
Moving
range
1 36,3 0
2 28,6 7,7
3 32,5 3,9
18 36,2 7,7
19 30 6,2
20 28,3 1,7
Tabel menunjukan kekerasan baja dalam skala brinell.
Konstruksi peta
dan peta moving range
x
= 36,3-28,6 = 7,7
= 32,5-28,6 = 3,9
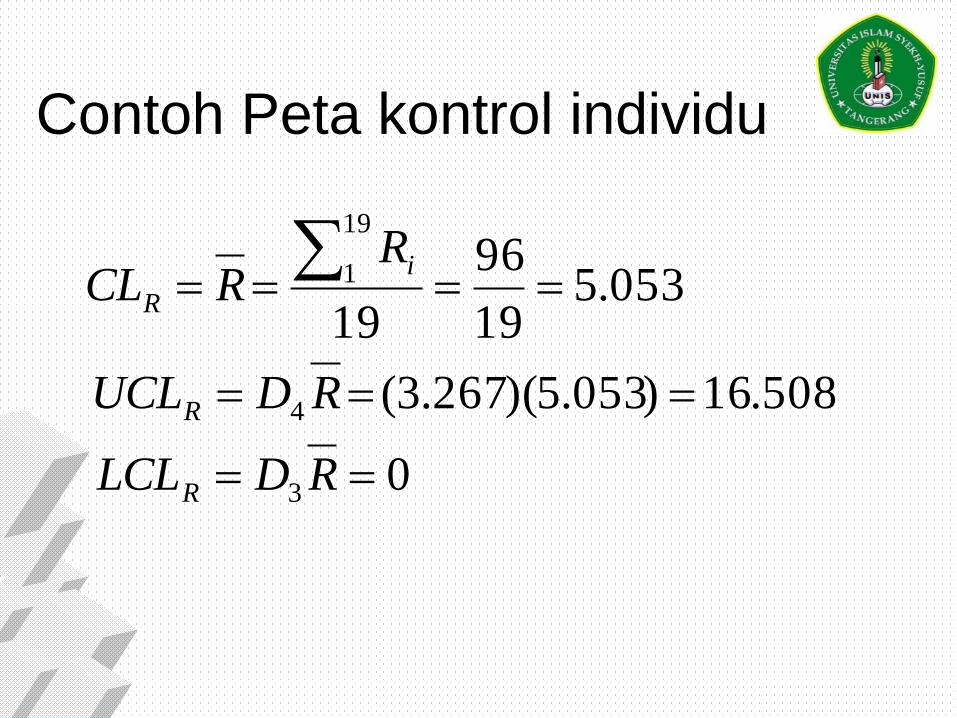
Contoh Peta kontrol individu
0
508.16)053.5)(267.3(
053.519
96
19
3
4
19
1
RDLCL
RDUCL
RRCL
R
R
i
R
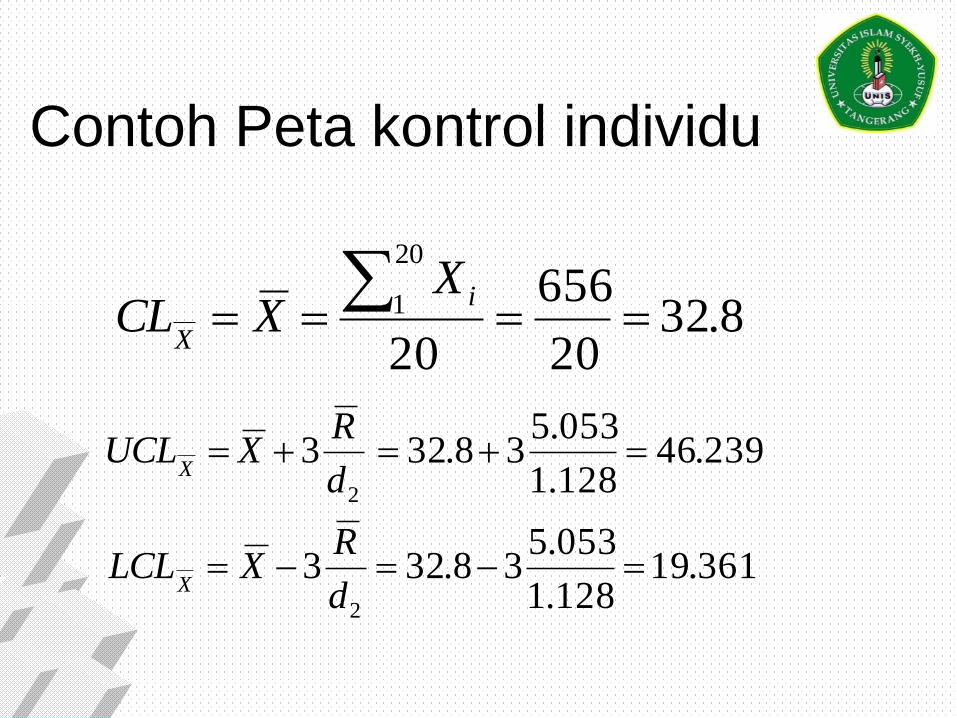
Contoh Peta kontrol individu
8.3220
656
20
20
1 i
X
XXCL
361.19128.1
053.538.323
239.46128.1
053.538.323
2
2
d
RXLCL
d
RXUCL
X
X
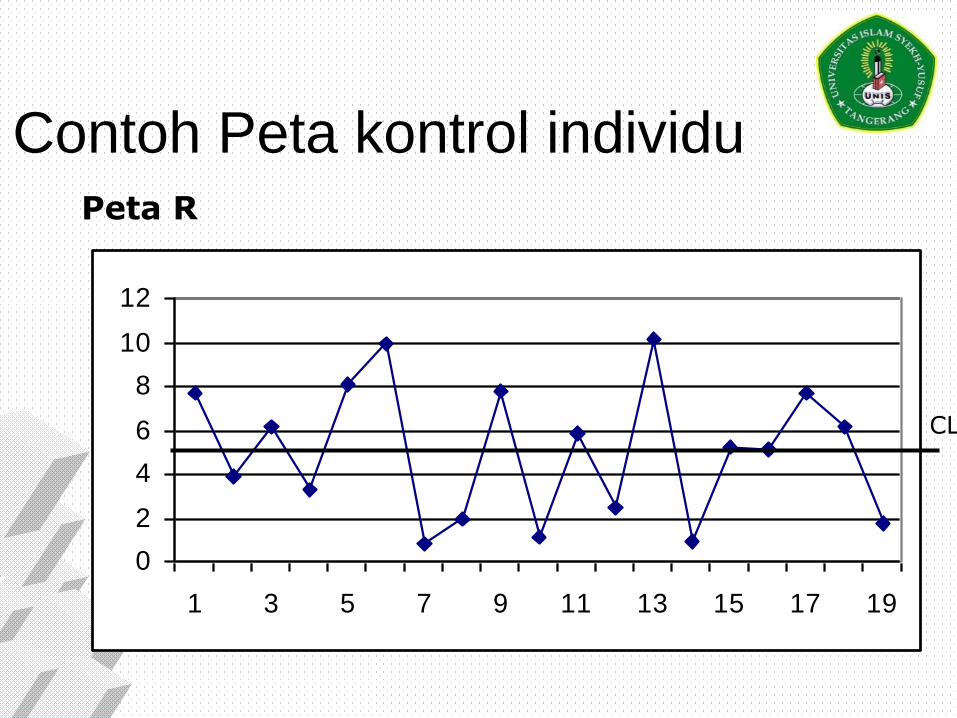
Contoh Peta kontrol individuPeta R
0
2
4
6
8
10
12
1 3 5 7 9 11 13 15 17 19
CL
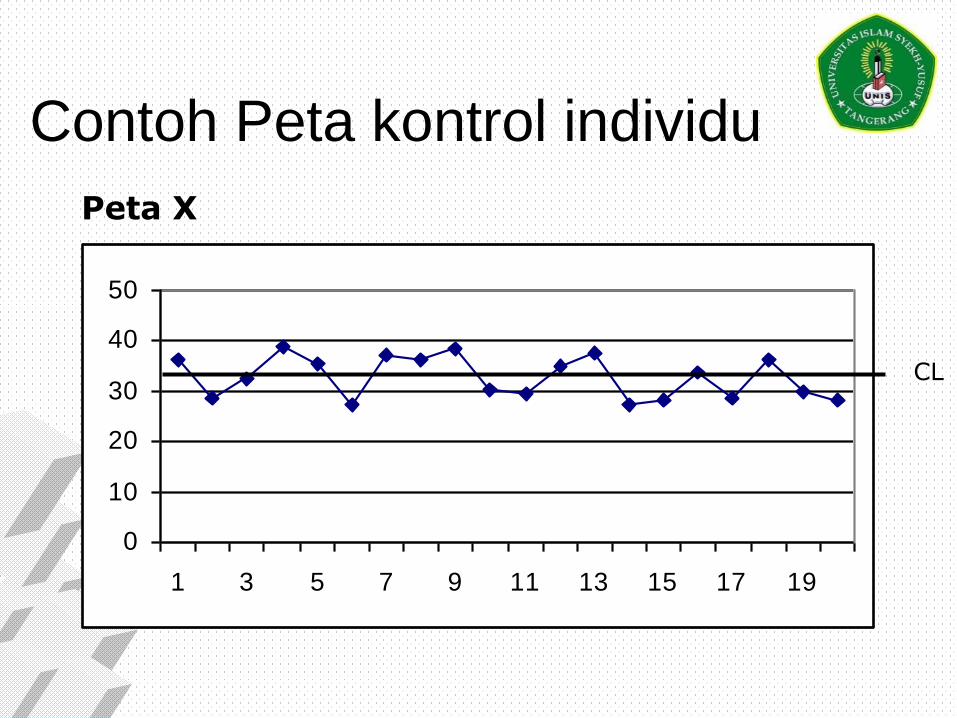
Contoh Peta kontrol individu
0
10
20
30
40
50
1 3 5 7 9 11 13 15 17 19
CL
Peta X

Peta kontrol lainnya
( Pelajari sendiri )
Cumulative Sum Control Chart
Moving Average Control Chart
Geometric Moving Average Control Chart
Trend Chart ( Regression Control Chart )
Modified Control Chart
Acceptance Control Chart
Peta kontrol lainnya
( Pelajari sendiri )
Cumulative Sum Control Chart
Moving Average Control Chart
Geometric Moving Average Control Chart
Trend Chart ( Regression Control Chart )
Modified Control Chart
Acceptance Control Chart
Quiz
1. Definisikan variabel menurut anda
dan contohnya ?
2. Apa yang dapat dimonitor oleh peta
kendali variabel ?
3. Apa perbedaan fungsi X-chart dan
R-chart ?


Thanks!!!