Inspection Procedures in sewing Room
Inspection Procedures in sewing RoomInspection refers to quality
control in sewing room Advantages of in-process inspectionReduction
of major surprises from the customers due to bad quality.Decrease
in labor cost due to a decrease in repair rates.ASSQC--Inspection
procedure in sewing Room1Inspection LoopASSQC--Inspection procedure
in sewing Room2In-Process inspection (In line)
In-Process inspection means the inspection of parts before they
are assembled into a complete product.
In apparel manufacturing , this means inspection at various
points in the entire manufacturing process from spreading fabric to
pressing /ironing.In-process inspection can be performed by either
quality control inspectors or individual operators themselves after
they perform their respective operation.This will help to identify
the source of quality problems as early in the manufacturing
process as possible.This will result in minimizing the need for
later repairs & rework.ASSQC--Inspection procedure in sewing
Room3
In-Process inspection (In line)During production or du-pro
inspection
Visual evaluation or assessment of parts , components or
materials during production.This process assesses conformance to
standard & specification for the assembly process,Individual
components are examined before the assembly for standard &
specification In-line inspection helps eliminate the production of
unacceptable merchandise,ASSQC--Inspection procedure in sewing
Room4Few important steps in sewing section are as
follows:LayoutLine balancingBundle trackingOptimum utilization of
6msEffective communication & co-ordinationMaintaining
bufferQualityImproving productivity
ASSQC--Inspection procedure in sewing Room5Optimum utilization
of 6ms6m s mean effective utilization of Men, Machine, Material,
Method Money & Management in the departmentASSQC--Inspection
procedure in sewing Room6Flow charts (Line plan)Flow charts can
help understanding complete process Flow chart along with a set of
standards & specification.Identify critical stage of
processLocate problem areas & allocate check points.Flow charts
show relationships between different steps in
processASSQC--Inspection procedure in sewing Room7Sewing Room
Quality Process ChartProduction FileCutting ReceiptPilot RunActual
Prod. beginsWith Layout prep byLine Chief and Sup.Line PlanIssued
to Finishing
PP MeetingCommentsKey Inspection Points -Style Start-up
ChecklistQuality Specification Sheet100% End line report:
ProvidingDHUMeasurement ReportPass100% Re-check and rectifyFailTrim
CardDefectApproved PP Sample100 % In-processQuality Control100% End
of LineVisual InspectionAfter assemblyRandom inline
inspection(Based on AQL)Visual audit (2.5)Minor audit (4.0)Mock-ups
at criticaloperations100% In- line report: ProvidingDHUSkip Bundle
AuditLot pass ReportASSQC--Inspection procedure in sewing
Room8Managing In-line quality depends on belowOrganizational
structureProducts manufacturedTechnologyWork force level
ASSQC--Inspection procedure in sewing Room9Required parameters
in terms of a standards & specifications For a Particular
operation ,For example: Side seamStitch typeSeam typeThreadSeam
allowanceStitches per inchStandard for appearancePlacement of front
& back panelsAmount of material to be trimmed
Note:-- Operator must know above requirement Operator &
supervisor are constantly reminded for company specific quality
level to meet.ASSQC--Inspection procedure in sewing
Room10Inspection Procedures in sewing RoomSewing Sewing
DefectsSeaming defectsAssembly DefectsControl of Fusing
OperationEmbellishmentPanel printing &
embroideryASSQC--Inspection procedure in sewing Room11Sewing
/Construction defectsIrregular stitchingHem or hidden stitching
uneven.Broken stitchesExcessively tight or loose tensionNot
straight or Not parallel topstitchingUse of wrong thread (i.e.
wrong tkt or monofilament)Skipped stitchesNeedle cut or needle
damageExcessive seam puckerEdge stitching irregular affecting
appearance.Wrong seam or stitch type used.
ASSQC--Inspection procedure in sewing Room12Irregular seams
Curled ,puckered, crooked, pleated, twisted, Wavy or uneven
seams.Open seam ( stitching thread open or absent)Excessive
grinning of seams.Uneven seam margins.Seam wrong side out.Irregular
or incorrect shape of sewing line(sometime called run-offs) in top
stitching.
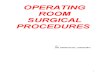
ASSQC--Inspection procedure in sewing Room13Seam puckering
Replicas
ASSQC--Inspection procedure in sewing Room14Assembly
DefectsComponent parts and assembly Missing parts Missing operation
Operations not done per approved sample and specification
Misalignment of parts, pockets, flaps, trims more than 7 mm
Inconsistent nap directions if specified Interlining incorrectly
positioned ,twisted, too full, too tight, cockling(wrinkle or
puckering, as in cloth ).Lining too full, too tight, showing below
the bottom of the garments, twisted, incorrectly pleated & so
onASSQC--Inspection procedure in sewing Room15.AQL For Production
that occurs in lots or batchesAOQLFor Continuous production
systemQIP ImplementationCost of QualityRepair % and Rejection %
StandardizationDefect TaxonomyConcept of DHU Proposed Process
Design
ASSQC--Inspection procedure in sewing Room16QIPQuality
improvement programeQIP Implementation Activities:Sewing and
Finishing End of Line Repair and rejection record keeping &
documentationFinalization of Work distribution sheetVisual Cards in
sewingRandom Table IntroductionCharts and Slogans
ASSQC--Inspection procedure in sewing Room17Percent
defectiveDefect % = Number of defective units X 100 Number of units
inspectedASSQC--Inspection procedure in sewing Room18AQL Acceptable
quality levelAQL is the maximum percent defective that, for the
purpose of sampling inspection, an be considered satisfactory as a
process average.Process average is the average percent defective of
a product submitted by the supplier for original
inspection.ASSQC--Inspection procedure in sewing Room19AOQLAverage
outgoing quality levelFor Continuous production systemUnit
production systemFormation of lots or batches for inspection would
be artificial or uneconomical.Statistical or acceptance sampling
plan applicable to continuous production - Continuous sampling plan
(CSP)
AOQL means the maximum possible value of the average defective %
in the outgoing product or shipments,For egAOQL is 4% means , in
long run the average defect % of an out going product will not be
more than 4% defective.
ASSQC--Inspection procedure in sewing Room20Continuous Sampling
Plan (CSP)Beginning inspect all the units consecutively as produced
& continue until X pcs in succession are found acceptable. (
For example 40pcs continuous inspection)Stop inspecting all pieces
, but inspect only fraction of pieces produced ( i.e inspect 1 out
of every 20pcs ---5%)When a sample pieces is found to be defective,
resume inspecting all pieces until X are found acceptable in
succession. Then resume sampling inspection.All defective pieces
should be either repaired or replaced with good
pieces.ASSQC--Inspection procedure in sewing Room21Sewing Room
Quality - RecommendationsCreation of all possible Defect list.Use
of Bundle Tracking sheet in line loading
Use of DHU as measure for quality performance at inline and end
line points and taking it through three steps of improvement.
Besides gauzing repair and rejection percentages:RecordingAnalyzing
Problem Solvingcorrective action and responsibility
Standardizing the style start-up procedures with inclusion of
following elements besides current ones:Key Inspection
PointsQuality Specification SheetStyle start-up
checklistASSQC--Inspection procedure in sewing Room22Sewing Room
Quality - proceduresImplementation of Skip Bundle Inspection
Application of Quality Drills to enhance quality at source
(operator)
Use of tally marks for capturing data at check points
Creation of daily summary and visibility to management
Requirement: Allocation of manpower as per job allocation sheet
to cover all the planned activities and sustainability of
systemASSQC--Inspection procedure in sewing Room2323Skip Bundle
samplingIn skip bundle sampling , a variable proportion of
production is inspected, not a fixed portion.
The extent of variability in the average fraction of inspected
material is depended on the process average fraction of percent
defective. The higher the % defective , the larger the proportion
of production that must be inspected.
Inspection occur at a minimum when the quality level being
maintained is at or better than, the level desired.
ASSQC--Inspection procedure in sewing Room24Skip Bundle sampling
& inspection n = number of sample to be inspected from the
bundleC =acceptance number or number of defective pieces allowed in
n samples.S=skip interval m =clearance intervalE. g.-- n=12, c=0,
s=4, m=2 n=30, c=1, s=4, m=2 ASSQC--Inspection procedure in sewing
Room25Skip Bundle sampling & inspectionSelect a bundle at
random & at random inspect 12pcs , if no defect, accept the
bundle.
Then inspect every 4th bundle, if defect found reject &
return the bundle.
Sort out bundle & repair the defective pieces
These repaired pieces are inspected & if acceptable, the
bundle moves on the next operation.
Once the bundle is rejected, every bundle from that operator is
inspected from then on until 2 consecutive bundle from that
operator are found acceptable
ASSQC--Inspection procedure in sewing Room26