Embed Size (px)
Citation preview

Final Report Pre-Feasibility Assessment of a Thermal Conversion Facility for the Australian Capital Territory
27 AUGUST 2010
Prepared for
Department of the Environment, Climate Change, Energy and Water
Level 4, Macarthur House 12 Wattle Street Lyneham, ACT 2602
43177679


Pre-Feasibility Assessment
j:\jobs\43177679\6 deliv\stage 1 report_final\43177679_stage 1 final 270810.doc
Project Manager:
……………………………
Chani Lokuge Senior Associate Civil/Environmental Engineer
Project Director:
……………………………
Greg Loftus Principal Consultant
URS Australia Pty Ltd Level 4, 407 Pacific Highway Artarmon NSW 2064 Australia T: 61 2 8925 5500 F: 61 2 8925 5555
Date: Reference: Status:
27 August 2010 43177679/03/H Final
Document delivery
URS Australia provides this document in either printed format, electronic format or both. URS
considers the printed version to be binding. The electronic format is provided for the client’s
convenience and URS requests that the client ensures the integrity of this electronic information is
maintained. Storage of this electronic information should at a minimum comply with the requirements
of the Commonwealth Electronic Transactions Act (ETA) 2000.
Where an electronic only version is provided to the client, a signed hard copy of this document is held
on file by URS and a copy will be provided if requested.

Pre-Feasibility Assessment
43177679/03/H
Limitations
No representation, warranties or liabilities
No representation or warranty (either express or implied) is given by or on behalf of URS, EcoWaste
or the Australian Capital Territory (including without limitation their respective officers, employees,
agents, associates and advisors) (collectively the Parties) as to the quality, accuracy, reliability,
reasonableness or completeness of the information contained in this Report or any part of it or any
other information supplied by or on behalf of the Parties (collectively the Information) to a third party
reading this report.
The Parties expressly disclaim all liability, and any third party relying on this report irrevocably and
absolutely releases the Parties from all claims, (whether arising from negligence or otherwise) for, or
based on, or relating to the Information, or for any errors in, or omissions from, this Report, except for
any liability which cannot be excluded as a matter of law.
Limitations to the report
URS Australia Pty Ltd (URS) has prepared this report in accordance with the usual care and
thoroughness of the consulting profession for the use of DECCEW and only those third parties who
have been authorised in writing by URS to rely on the report. It is based on generally accepted
practices and standards at the time it was prepared. No other warranty, expressed or implied, is made
as to the professional advice included in this report. It is prepared in accordance with the scope of
work and for the purpose outlined in our proposal dated 1st June 2009.
The methodology adopted and sources of information used by URS are outlined in this report. URS
has made no independent verification of this information beyond the agreed scope of works and URS
assumes no responsibility for any inaccuracies or omissions. No indications were found during our
investigations that information contained in this report as provided to URS was false.
This report was prepared between July 2009 and August 2010 and is based on the conditions
encountered and information reviewed at the time of preparation. URS disclaims responsibility for any
changes that may have occurred after this time.
This report should be read in full. No responsibility is accepted for use of any part of this report in any
other context or for any other purpose or by third parties. This report does not purport to give legal
advice. Legal advice can only be given by qualified legal practitioners.
This report contains various estimates and cost projections and other forward looking financial
statements relating to the subject of the report. These estimates and assumptions are based on
events current as at the date of this report and factors in future events and actions that may not
necessarily take place and are subject to significant uncertainties and contingencies which are outside
the Parties’ control. Actual future events may vary significantly from the assumptions behind the
estimates and no representation is made that any of these will be achieved.
Any third party reading this report should make its own enquiry and investigations regarding the
assumptions, uncertainties and contingencies which may affect the estimates and the impact that
different future outcomes may have on the estimates and therefore should not rely on the estimates.

Pre-Feasibility Assessment
43177679/03/H 5
Australian Capital Territory limitation
The Australian Capital Territory makes this report available for information only. Assumptions are
made in this report that have not been fully tested and may not correspond with any actual outcome.
Data used in this report has not been independently verified for its accuracy or completeness. The
views expressed in the report are not the views of the Territory Government and do not represent the
Territory’s commitment to any particular course of action. This report is released in order to promote
public discussion and consultation regarding the potential costs and benefits of establishing a thermal
conversion facility in the ACT. The Australian Capital Territory accepts no liability whatsoever
(including for negligence) arising from any reliance by any person on the contents of this report.


Pre-Feasibility Assessment
43177679/03/H i
Table of Contents
Executive Summary .................................................................................................xi
1 Introduction .......................................................................................................1
1.1 Background issues and starting conditions ..................................................1
1.1.1 Progress to Date ..............................................................................................................1
1.1.2 Thermal Processing – A New Option under Consideration ........................................1
1.1.3 Opportunity Evaluation / Potential Feedstock Availability / Suitability .....................2
1.2 Summary of Adopted Approach......................................................................6
2 Waste Characterisation ....................................................................................9
2.1 Data Collection Methodology ..........................................................................9
2.2 Existing Waste Quantities................................................................................9
2.2.1 Summary...........................................................................................................................9
2.2.2 MSW Stream ...................................................................................................................10
2.2.3 C&D Waste......................................................................................................................12
2.2.4 C&I Waste .......................................................................................................................15
2.2.5 Urban Trees ....................................................................................................................16
2.2.6 Biosolids.........................................................................................................................17
2.3 Future Projections..........................................................................................17
2.3.1 Population Growth.........................................................................................................17
2.3.2 Waste Generation Growth.............................................................................................18
3 TCT Scenario Development............................................................................21
3.1 Analysis of Projected Material Flows Available for TCT..............................21
3.2 Phase 1: Existing Facilities and Material Flows...........................................21
3.2.1 C&D Sources ..................................................................................................................21
3.2.2 Urban Forest/Parks and Gardens.................................................................................27
3.2.3 Biosolids.........................................................................................................................28
3.2.4 Phase 1 Summary ..........................................................................................................31
3.3 Phase 2: C&I first point of receival (wet and dry Dirty MRF facility) in addition to C&D Waste .................................................................33
3.3.1 C&I Sources....................................................................................................................33
3.3.2 Phase 2 C&I Summary (Including mixed C&D Waste) ...............................................38
3.4 Phase 3 MSW Sources...................................................................................39
3.5 Tyres ...............................................................................................................42

Pre-Feasibility Assessment
43177679/03/H
3.6 Strategic Rationale Project Implementation Issues in Selecting Preferred Scenarios .......................................................................................44
3.7 Development of Practical Scenarios for Further Detailed Analysis ..........................................................................................................46
3.7.1 Proposed Scenario 1 – Base Case – Current Situation .............................................46
3.7.2 Proposed Scenario 2 – Power Production as the Main Focus..................................46
3.7.3 Proposed Scenario 3 – Iterative Development with Multiple Products....................47
4 Regulatory Overview ......................................................................................51
4.1 Introduction ....................................................................................................51
4.2 ACT Legislation and Guidelines....................................................................51
4.2.1 Environment Protection Act, 1997 ...............................................................................51
4.2.2 Planning and Development Act 2007...........................................................................57
4.2.3 Waste Minimisation Act, 2001 ......................................................................................58
4.3 Australian Guidelines/Code of Practice........................................................58
4.4 International Guidelines.................................................................................59
4.5 Greenhouse Gas Emission Guidelines and Schemes .................................59
4.5.1 NSW Greenhouse Gas Reduction Scheme (GGAS) ...................................................59
4.5.2 Mandatory Renewable Energy Target (MRET)............................................................60
4.5.3 Greenhouse Friendly .....................................................................................................62
4.5.4 GreenPower....................................................................................................................62
4.5.5 Carbon Pollution Reduction Scheme (CPRS) .............................................................63
4.5.6 Implications for the Project...........................................................................................64
5 Technology Overview .....................................................................................65
5.1 Introduction ....................................................................................................65
5.1.1 Pyrolysis .........................................................................................................................65
5.1.2 Gasification ....................................................................................................................66
5.1.3 Pyrolysis followed by Gasification ..............................................................................67
5.1.4 Plasma Arc Gasification................................................................................................68
5.2 TCF Potential Market Value ...........................................................................69
5.2.1 Power ..............................................................................................................................69
5.2.2 Biochar Benefits, Markets and Value...........................................................................71
5.2.3 Syngas and Bio-oils.......................................................................................................72
5.3 Indicative Capital and O&M Cost...................................................................72

Pre-Feasibility Assessment
43177679/03/H iii
5.4 Diversion Rate ................................................................................................73
5.5 Greenhouse Gas (GHG) Emissions...............................................................73
5.6 Air Emission Control......................................................................................74
5.7 Discussion of Potential International Service Providers.............................75
5.7.1 WasteGen (UK) Ltd ........................................................................................................75
5.7.2 Ebara Corporation .........................................................................................................76
5.7.3 Primenergy LLC .............................................................................................................77
5.7.4 Interstate Waste Technologies.....................................................................................78
5.7.5 AlterNRG.........................................................................................................................80
5.8 Discussion of Potential Domestic Service Providers ..................................83
5.8.1 Pacific Pyrolysis ............................................................................................................83
5.8.2 Crucible Carbon .............................................................................................................83
5.8.3 New Energy Corporation...............................................................................................85
5.8.4 Corky’s ............................................................................................................................88
5.8.5 Real Power Systems......................................................................................................89
5.9 TCT Summary.................................................................................................90
6 Case Studies....................................................................................................93
6.1 Introduction ....................................................................................................93
6.2 Scenario 2: Power production as main focus ..............................................93
6.2.1 Case Study 1: Biomass Gasification (Austria) ...........................................................93
6.2.2 Case Study 2: Gasification Facility Aomori, Japan....................................................94
6.3 Scenario 3: Iterative development with multiple products..........................98
6.3.1 Case study 1: Pacific Pyrolysis (formally BEST energies)........................................98
6.3.2 Case study 2: EDDITh thermolysis process (France) ..............................................105
6.4 Case Study Wollongong Solid Waste and Energy Recycling Facility (SWERF)...........................................................................................107
7 Economic Model............................................................................................109
7.1 Objective.......................................................................................................109
7.2 Methodology.................................................................................................109
7.3 Key costs and benefits categories..............................................................109
7.4 Assumptions and Key Information Sources ..............................................110
7.4.1 Economic modelling parameters ...............................................................................110

Pre-Feasibility Assessment
43177679/03/H
7.4.2 Capital expenditure, renewals and salvage values ..................................................111
7.4.3 Operation and maintenance costs .............................................................................112
7.4.4 CO2 emissions..............................................................................................................113
7.4.5 Sale of Renewable Energy Certificates (RECs) ........................................................115
7.4.6 Electricity sales prices ................................................................................................115
7.4.7 Other benefits...............................................................................................................116
7.4.8 Gate fee .........................................................................................................................116
7.5 Results ..........................................................................................................116
7.5.1 Main results ..................................................................................................................116
7.5.2 Sensitivity analysis results.........................................................................................118
7.6 Conclusion....................................................................................................118
8 References.....................................................................................................121

Pre-Feasibility Assessment
43177679/03/H v
Tables
Table ES-1 Material Available for proposed TCF (dry tonnes, 2009)..................................................ix
Table 2-1 Waste to Landfill and Estimated Recycling....................................................................... 9
Table 2-2 Recycling Categories and Estimated Quantities .............................................................. 9
Table 2-3 Waste Disposed to Mugga Lane Landfill ........................................................................ 10
Table 2-4 Estimated MSW Waste Characteristics (ACT & Queanbeyan) ...................................... 11
Table 2-5 Estimated MSW Drop-Off Waste Characteristics ........................................................... 11
Table 2-6 Mixed C&D Sources – Estimated tonnes per annum ..................................................... 13
Table 2-7 Mixed C&D Characteristics – Estimated tonnes per annum........................................... 13
Table 2-8 Mixed C&D Characteristics Mugga Lane – Estimated tonnes per annum ..................... 14
Table 2-9 Estimated Mixed C&I as Proportion of Total Waste to Mugga Lane Landfill .................. 15
Table 2-10 Mixed C&I Material: Distribution of Bagged Wastes...................................................... 15
Table 2-11 Estimated Mixed C&I Material by Type........................................................................... 16
Table 2-12 ACT Population Growth Scenarios ................................................................................. 17
Table 2-13 Waste Projections to 2029 (assuming high population growth), tonnes......................... 19
Table 2-14 Waste Projections to 2029 (assuming moderate population growth), tonnes ................ 20
Table 3-1 Projected Timber Availability by Grade........................................................................... 22
Table 3-2 TCT Feedstock Quality Grades ...................................................................................... 22
Table 3-3 Projected Plasterboard Availability by Grade ................................................................. 24
Table 3-4 Projected Paper and Cardboard Availability by Grade ................................................... 25
Table 3-5 Projected Plastic Availability by Grade ........................................................................... 26
Table 3-6 Projected Green Waste Availability by Grade................................................................. 26
Table 3-7 Projected Urban Forest Wood Availability by Grade ...................................................... 27
Table 3-8 Gasification Technology Providers Processing sewage sludge or night soil sludge...... 29
Table 3-9 Projected Biosolids Availability by Grade ....................................................................... 31
Table 3-10 Consolidated Phase 1 potential TCT inputs ................................................................... 32
Table 3-11 Projected C&I Residual Paper/Cardboard Availability by Grade.................................... 34
Table 3-12 Projected C&I Organic Residuals Availability by Grade ................................................. 35
Table 3-13 Projected Wood & Timber Availability by Grade............................................................. 36
Table 3-14 Projected C&I Textile/Rubber/Plastics Availability by Grade.......................................... 38
Table 3-15 Consolidated Phase 2 Potential TCT inputs ................................................................... 39
Table 3-16 Gross Separation of Pre-treated Residual MSW............................................................ 40
Table 3-17 Combined Composition of End-of-life Tyres ................................................................... 42

Pre-Feasibility Assessment
43177679/03/H
Table 3-18 Feedstock Available for TCFs in Dry Tonnes (2009 Figures)......................................... 46
Table 4-1 Existing Air Emission Standards for Waste Incineration................................................. 55
Table 5-1 Estimated Energy Content of Waste Streams (with biosolids) ....................................... 69
Table 5-2 Estimated Energy Content of Waste Streams (without biosolids) .................................. 70
Table 5-3 Summary of Costs and Energy generation for Thermal Conversion Technologies ....... 73
Table 5-4 Ebara Reference Facilities.............................................................................................. 76
Table 5-5 Primenergy Reference Facilities ..................................................................................... 78
Table 5-6 Thermoselect Reference Facilities ................................................................................. 79
Table 5-7 Alter NRG Reference Facilities ....................................................................................... 81
Table 5-8 Summary Table of International MSW TCT Suppliers (Ref Juniper, 2008).................... 82
Table 5-9 Entech-WtGas-RESTM Operating Facilities..................................................................... 88
Table 5-10 Air emission test data from Corky's Gasifier ................................................................... 89
Table 5-11 TCT Overview ................................................................................................................. 90
Table 6-1 EDDITh Reference Plants............................................................................................. 105
Table 7-1 Costs and benefits categories summary....................................................................... 109
Table 7-2 Capex Gasification plant ............................................................................................... 112
Table 7-3 Capex Pyrolysis plant ................................................................................................... 112
Table 7-4 MRF Capex................................................................................................................... 112
Table 7-5 Opex Gasification plant................................................................................................. 113
Table 7-6 Opex Pyrolysis plant ..................................................................................................... 113
Table 7-7 MRF Opex..................................................................................................................... 113
Table 7-8 Landfill CO2-e emissions............................................................................................... 114
Table 7-9 CO2-e emissions from biosolids incineration ................................................................ 114
Table 7-10 CO2-e emissions from Gasification/Pyrolysis ............................................................... 114
Table 7-11 CO2-e prices.................................................................................................................. 114
Table 7-12 RECs prices .................................................................................................................. 115
Table 7-13 Wholesale electricity prices........................................................................................... 115
Table 7-14 Biochar prices ............................................................................................................... 116
Table 7-15 Main results................................................................................................................... 117
Table 7-16 Break-even gate fees.................................................................................................... 117
Table 7-17 Sensitivity analysis results ............................................................................................ 118

Pre-Feasibility Assessment
43177679/03/H vii
Figures
Figure 1-1 Current & Potential Streaming & Cascading Materials Flow in ACT ................................ 4
Figure 2-1 Waste & Recycling Growth 1994-95 to 2008-09 ............................................................ 18
Figure 2-2 Waste & Recycling Split 1994-95 to 2008-09 ................................................................. 19
Figure 3-1 Generic Structure and Composition of a Tyre ................................................................ 42
Figure 5-1 Typical Pyrolysis System for Biochar Production and Power Generation ...................... 66
Figure 5-2 Typical Gasification System for Power Generation or Chemicals .................................. 68
Figure 5-3 Conceptual Layout of Pyrolysis Facility .......................................................................... 84
Figure 5-4 Entech-WtGas-RESTM process....................................................................................... 86
Figure 6-1 Biomass Gasifier Process Flow Diagram ....................................................................... 94
Figure 6-2 TwinRec Gasification with Ash Melting........................................................................... 96
Figure 6-3 Combined energy and material recycling at the Aomori plant ........................................ 96
Figure 6-4 Simplified PacPyro Energies Slow Pyrolysis Process .................................................... 99
Figure 6-5 The EDDITh process flowchart ..................................................................................... 106
Plates
Plate 6-1 The TUV- FICFB Biomass Gasification Process: CHP Demonstration in Güssing (8 MWth capacity, 2.0 MWe + 4.5 MWth Heat, 50 tonnes/day of wood chips from forestry)........................................................................................................................................ 94
Plate 6-2 Shredder residue treatment plant in Aomori, Japan ....................................................... 95
Plate 6-3 Corn on the left shows the benefits of Agrichar addition, whereas the corn on the right was grown in this poor soil with no Agrichar and failed to produce a crop................... 102
Plate 6-4 Corn Greenwaste derived AgricharTM biochar product. .............................................. 103
Plate 6-5 Technology Development Life Cycle for PacPyro Slow Pyrolysis Technology ............ 104
Appendices
Appendix A Data Collection Methodology
Appendix B Sensitivity Analysis


Pre-Feasibility Assessment
43177679/03/H ix
Abbreviations
Abbreviation Description
ACT Australian Capital Territory
AD Anaerobic Digestion
C&D Construction and Demolition Waste
C&I Commercial and Industrial Waste
CCA Copper Chrome Arsenate treated timber
CHP Cogeneration of Heat and Power
CO2-e Carbon Dioxide Equivalent
DECCEW ACT Government Department of the Environment, Climate Change, Energy and Water
DECCW NSW Department of Environment, Climate Change and Water, previously Department of Environment and Climate Change
DII NSW Department of Industry and Investment, previously Department of Primary Industries
EOI Expression of Interest
EW EcoWaste Pty Ltd
GHG Greenhouse Gas
HCF High Calorific Fraction of waste stream
HHW Household Hazardous Waste
HNRV Highest Net Resource Value
LDPE Low Density Polyethylene
LMWQCC Lower Molonglo Water Quality Control Centre
MRF Materials Recovery Facility
MSW Municipal Solid Waste
NPV Net Present Value
PEF Process Engineered Fuel (same as RDF)
P&G Parks and Gardens
PP Polypropylene
PET Polyethylene terephthalate
PSD Pollution Solutions & Designs Pty Ltd
SWERF Wollongong Solid Waste Energy and Recycling Facility
RDF Refuse Derived Fuel (same as PEF)
TCF Thermal Conversion Facility
TCT Thermal Conversion Technologies
TPD Tonnes per day
tpa Tonnes per annum
URS URS Australia Pty Ltd
WEEE Waste Electrical and Electronic Equipment


Pre-Feasibility Assessment
43177679/03/H xi
Executive Summary
URS Australia Pty Ltd (URS) in conjunction with Eco Waste Pty Ltd (Eco Waste) was commissioned
by the ACT Department of the Environment, Climate Change, Energy and Water (DECCEW) to
undertake a Pre-Feasibility assessment of thermal conversion technologies for the Australian Capital
Territory (ACT). The pre-feasibility study consists of the following elements:
• Chapter 2: Waste characterisation;
• Chapter 3: Assessment of availability of waste material for the proposed TCF and description of
preferred scenarios;bn jm
• Chapter 4: Regulatory overview;
• Chapter 5: Technology overview;
• Chapter 6: Case studies; and
• Chapter 7: High level modelling of the economic impacts associated with the establishment of a
TCF in the ACT.
The approach adopted for this prefeasibility study is founded on a clear three stage process.
Stage 1 – Identify the available materials / feedstocks
This is covered in Chapter 2 of this report, and subsequently analysed in Chapter 3. The available
materials within and around the ACT needs to be thoroughly understood as to their generic
characteristics, the quality (purity or level of contamination) and their reliability of supply over the likely
life span of a TCF. This study addresses the option of an iterative or staged strategy implementation.
For this reason:
• Phase 1 is based on existing facilities and material flows.
• Phase 2 makes assumptions that a Commercial and Industrial Material Recovery Facility (C&I
MRF) has been established as a first point of receival for dry commercial wastes.
• Phase 3 makes assumptions that first point of receival / pre-treatment facility has been
commissioned for Municipal Solid Waste (a dirty MRF or AWT).
Based on our characterisation study, the following approximate quantities of material would be
available to the proposed TCF (in dry tonnes, 2009 figures, rounded to the nearest 1,000 tonnes).
Table ES-1 Available material estimates for a TCF (dry tonnes per annum, rounded to the nearest 1,000 tonnes 2009)
Phase Grade A Grade B Grade D Grades A & B & D
Phase 1 34,000 13,000 47,000
Phase 2 2,000 29,000 31,000
Phase 3 - 15,000 17,000 32,000
Total 110,000
It is noted that the economic modelling of the scenarios takes into consideration changes in waste
generation over the 20 years of modelling, as analysed in Chapter 2.

Pre-Feasibility Assessment
Executive Summary
xii 43177679/03/H
Stage 2 – Determine what products are most sustainable and/or commercially attractive as
feedstocks
The thermal processing of the predominantly biomass based materials, with thermal oxidation
discounted as an option, can only produce the following products:-
• Heat;
• Syngas;
• Bio-oils; and
• Biochars.
Secondary products are electricity generation and cooling.
Based on an understanding of the feedstock availability and characteristics (Chapter 2) and the likely
marketable products from a TCF in the ACT we have developed scenarios (described in Chapter 3).
Scenario 1 – Base Case – Current Situation
Modelling the current situation will establish the benchmark for any subsequent scenarios.
Scenario 2 – Power Production as the Main Focus
a) Whether to deliver gasification technology incrementally (based on 2009 (dry) figures);
Phase 1 – 45,000 tpa nominal capacity;
Phase 2 – 30,000 tpa nominal capacity;
Phase 3 – 30,000 tpa nominal capacity;
This approach will have three separate plants, sized for the available feedstocks at each phase, or
b) To consider a transitional strategy such that only one optimally efficient gasification plant is
developed at Phase 3 for some 100,000 tpa (dry) capacity.
Scenario 3: Iterative Development with Multiple Products
Under Scenario 3 the main TCT is the modular pyrolysis facility that aims to optimise biochar
manufacture, with syngas as the by-product for power generation. This scenario considers the
establishment of individual modular pyrolysis units at each Phase of the project.
Chapters 4 and 5 of this report provide an overview of the regulatory regime and types of TCT
technology available and their products, which provide further support to the preferred scenarios.
Stage 3 – Determine if the TCT scenarios developed result in a higher net present value to the
ACT Government compared to the current (baseline) situation
The selection of the specific technology and provider would be part of a detailed request for proposal
(RFP) process at a future date. As part of the pre-feasibility study, URS undertook a high level
economic modelling exercise of the scenarios described in Chapter 3 of the report, to provide
guidance on whether the scenarios identified result in a higher net present value for the ACT
Government, compared to the current waste management practices.
The modelling provides preliminary guidance on the economic benefit of establishing a TCF in the
ACT. However this will need to be confirmed at a latter stage of the project when updated details on
the available technologies and costs are obtained from suitable providers via the RFP process.

Pre-Feasibility Assessment
Executive Summary
43177679/03/H xiii
Background
Since the adoption of the ACT NoWaste 2010 Strategy, the ACT has been in the vanguard of
systematically recovering and realising inherent resource value in a wide range of materials including
Municipal Solid Waste (MSW), Construction and Demolition (C&D) and Commercial and Industrial
(C&I) waste streams. This NoWaste strategy has looked to programmes and initiatives that avoid
wastes being produced in the first place and minimising the quantum and impact of those wastes that
continue to be produced.
This approach has successfully optimised recycling across the MSW and C&D waste streams.
Initiatives include a comprehensive kerbside recycling service linked to an integrated suite of self-
haul/drop-off facilities. C&D sorting and recycling facilities (C&D MRFs), are now fully operational at
two sites around the ACT (Mugga Lane and Pialligo), which are recovering masonry, concrete and
road pavement materials. These facilities also recover various timbers and high calorific materials for
which there are limited market opportunities.
Building on the successful initiatives with C&D material flows, the ACT is now considering options for
the sorting of both “wet” and “dry” C&I wastes. Following an industry research process to identify the
practical options available for the Hume Resource Recovery Estate (HRRE), ACT are now moving
towards an Request for Tender for a Dry C&I MRF in 2010.
Landfill is the default disposal option for all materials that have not been, or cannot be avoided,
minimised, reused or commercially recycled to realise a better disposal outcome.
Thermal Processing – A New Option Under Consideration
Within this context DECCEW is considering the next generation of initiatives to reduce the amount of
material being sent to landfill. In this context, the introduction of thermal processing of currently
undervalued or wasted material flows is being considered, and is the specific subject of this study.
The elevated temperatures, at a range of possible operating conditions, that characterises thermal
processing, opens up a range of potential new products that could be made from the currently
undervalued or wasted resources in the ACT. The same thermal processes introduce a whole range
of complexities and collateral issues that must be systematically addressed. The quality of the
potential products, such as charcoal/biochar (soil productivity improvers and sustainable carbon
sequestration products), bio-oils, syngas (petrochemical industry precursors for liquid fuels or
sustainable heat/power generation) also stem from the rigorous operational management of the TCF
and its feedstocks.
Hence, the commercial and environmental risks and returns for adopting these relatively sophisticated
thermal processes are irrevocably linked to the supply and quality control of the available infeed
materials.
Opportunity Evaluation / Potential Feedstock Availability / Suitability
Before analysing specific technologies or various vendor offers, the first step must be to thoroughly
assess and analyse the available, appropriate and potential feedstock materials generated in the ACT.
In so doing, a wide range of thermal conversion options are kept in mind, to be more rigorously
assessed when the feedstock materials have been reviewed for quality, quantity, reliability of supply,
and sustainability (best and highest use of available materials).

Pre-Feasibility Assessment
Executive Summary
xiv 43177679/03/H
Sophisticated thermal processes also involve elevated capital and operating costs compared with
landfill disposal. The TCF will need to be justified on financial, environmental and social grounds, and
be able to adequately service the capital employed for the working life of the proposed project (at least
20 years). Once a sophisticated thermal conversion option is deployed, the applied capital needs
servicing by reliable and continuous waste feedstocks meeting tight specifications. Thermal processes
also prefer continuous operation, usually 24/7, to achieve maximum operational efficiency. This
determining issue revolves around the reliability of supply and can be problematic in a waste
management context.
Hence, “first point of receival” facilities are needed that are able to receive wastes as and when they
are generated, and then screen, sort, pre-treat and store materials to be made available to the
subsequent “value add” processes, and/or TCF in a manner that matches market requirements.
Further, with each subsequent stage of material processing and incremental value adding, a
cascading system emerges, if the realisation of Highest Net Resource Value (or Highest and Best
Use) recovery is to be achieved. Generally, the more specific or sophisticated a secondary resource
recovery facility is, the less tolerance it has for variation in quality, quantity and reliability of supply.
This factor favours the designing of plants to a capacity and for an input specification that can be
assured with the trade off that excess material flows will sometimes cascade down to lower value
applications and even landfill. As the system is optimised it will move towards a “No Waste” outcome
where over 95% of waste could be beneficially utilised.
This material “streaming and cascading” approach is illustrated in Figure 1.1 provided in Chapter 1.
Whilst the focus of this study is on the proposed TCF feasibility, as discussed above, the single
biggest defining factor in making such a recommendation is to thoroughly understand the sustainably
provided infeed materials to such a facility.
Once “first-point-of-receival” facilities are established in lieu of direct access to landfill disposal, sorted
and semi sorted material flows are available for subsequent more specialised secondary processing,
to produce final products to specifications that are recognised or accepted by the relevant markets.
This secondary processing may form part of the ACT network of installed capacity, such as the
proposed TCF or the existing compost markets, or may occur as a preliminary beneficiation stage at
the site of the ultimate customer/end user, such as glass, paper/cardboard, plastics, metals etc.
The crucial issue is that if such a suite of resource recovery facilities and options was available, a
pathway is established for all materials presenting in the MSW, C&I or C&D waste streams to achieve
their respective Highest Net Resource Value where the material streaming potential is realised, but the
cascading features ensure that at least a minimum level of inherent resource value is cost effectively
realised in preference to landfill disposal.
For example, paper/cardboard being discarded by households is encouraged to be presented to the
kerbside collection system, such that the existing HRRE clean MRF will recover all the best quality
material for direct recycling into more paper and cardboard.
Those materials that were of too low a quality to be forwarded by the MRF in accordance with the
receival specifications of the new paper and cardboard manufacture are then available to be
presented for a secondary use for thermal processing. Similarly the paper/cardboard discarded in the
MSW mixed residual bin, by mistake or due to food contamination etc. could then be recovered in the
High Calorific stream from a dirty MRF and would also available for a TCF.

Pre-Feasibility Assessment
Executive Summary
43177679/03/H xv
The end result of this cascading system is that no paper would go to landfill, and all the best material
would be returned for direct recycling with no inherent commercial pressure to down cycle.
Urban Trees & Biosolids
Urban forestry prunings and biosolids are two waste streams that have not been considered in
previous ACT Government waste strategies. Both are ideal feedstocks for a TCF.
Currently the ACT produces approximately 40,000 m3 per annum of prunings from its urban forests.
This is likely to increase in the coming years as mature trees reach the end of their life cycle and new
forests – such as at the Arboretum – require pruning and/or thinning. Much of this solid log and fire
hazard reduction material is stockpiled while the remainder is processed into mulch.
This study assumes 30 per cent of the urban forest prunings will be used as mulch for weed
suppression and moisture management across the city. This potentially leaves 70 per cent available
for thermal conversion.
The ACT currently produces approximately 38,000 tpa of biosolids. These are currently co-fired with
diesel at the Lower Molonglo Water Quality Control Centre (LMWCC). This incinerator does not
currently recover energy. As the ACT’s population grows and the LMWCC moves to improve
biological nutrient removal there will be greater quantities of wetter biosolids. The ACTEW Strategic
Review of Sewerage Services is underway and numerous plant upgrades are being considered.
Hence, it is timely to reconsider the optimum biosolids management options that have come available
in the 40 years since the biosolids incinerator was designed and to expand the scope of this review to
include opportunities for the management of biosolids in conjunction with other ACT waste streams.
Technology Overview
The thermal processes being considered for the ACT Thermal Conversion study are technologies that
thermally convert waste material to other useful products and by-products. These technologies
include:
• pyrolysis;
• conventional gasification (fixed bed and fluid bed);
• pyrolysis/gasification; and
• plasma gasification.
This study does not include “conventional” mass-burn incineration.
Biochar Benefits, Markets and Value
Pyrolysis generates biochar as a solid by-product that can be sold to generate revenue, while also
sequestering carbon in the soil, thereby further reducing GHG emissions compared to landfill. Biochar,
at its simplest, is a charcoal product ideal as a coal replacement in metals smelting or as a
supplementary fuel (coal replacement) for power stations or cement kilns. An approximate value of
$100- $150/t was assumed in the scenario modelling.
If the feedstock is of the highest quality, such as the material from the urban forest prunings, an
activated carbon product could potentially be made for air and water filtration applications. Such
materials trade for over $1,000/t. However, these markets are currently well serviced.

Pre-Feasibility Assessment
Executive Summary
xvi 43177679/03/H
Biochars designed for agricultural applications (sometimes called agrichars1) are made from organic
material and sometime optimised by the addition of with certain minerals, clays, calcium carbonates
etc. Biochar is attracting significant interest from soil scientists, agronomists and land owners around
the world because of its connection with the ‘terra preta’ phenomenon.
It’s believed that the highly fertile Amazonian dark earths, or terra preta, were created by pre-
Columbian populations thousands of years ago through the addition of charred organic matter. In the
Amazon today, these highly fertile soils are valuable, and despite being intensively cultivated they
remain productive without the addition of fertilisers. The possibility that such productive soils could be
sustainably man-made presents a huge opportunity for agricultural land users.
Lehman (2006) notes that conversion of biomass carbon to biochar applied to soil can sequester
around 50% of the initial carbon content compared to 3% sequestered through burning and 10-20%
remaining in the soil after 5-10 years following composting and land application.
Compared with carbon found in humic material, the carbon in biochar generally resists degradation
and entering the atmosphere as carbon dioxide. This means that sequestered carbon may be stored
within the soil for hundreds to thousands of years (Krull, 2009). The process of sequestering carbon in
the soil by biochar is considered “carbon negative”.
Pacific Pyrolysis notes that “biochar is considered one of only a handful of technologies that remove
carbon from the atmosphere. Other technologies in this vein include carbon capture and storage (ed:
geo-sequestration), forestry and other soil carbon practices such as no-till farming. Biochar is
certainly not the silver bullet which will solve the global issue; however it is a readily deployable,
proven technology. It does not suffer from the uncertainties associated with no till farming or a
requirement to lock up large areas of land dedicated to perpetual forestry with insurance against a
residual risk of bushfire”.
Besides the direct sequestration benefit, there is evidence that biochar provides further mitigation of
greenhouse gas emissions through reduction in nitrous oxide emissions from soil. Furthermore,
biochar has been demonstrated to reduce fertiliser requirements, thus reducing indirect greenhouse
gas emissions from fertilizer manufacture. The syngas produced is a renewable energy source that
can provide additional greenhouse mitigation benefits through displacement of fossil energy sources.
Agricultural biochar are currently entering the market for approximately $300-$500/t.
Case Studies
The description of potential technology providers in Chapter 5, and case studies presented in Chapter
6, provide further examples of TCT developments in Australia and overseas. The international case
studies presented provide further support to the proposed scenarios, as described in Chapter 3 of the
report. The domestic case study on the Wollongong Solid Waste and Energy Recycling Facility
(SWERF) highlights some of the key risks associated with development of a TCF.
Different approaches and designs, including combination and hybrid concepts can cause significant
variation in cost and efficiency estimates. These case studies represent a small selection of the
technologies and providers available in the market and should not be relied on as criteria for decision
making regarding gasification or conversion technologies in general. The selection of a specific
technology and provider would be part of a detailed request for proposal and/or expression of interest
process at a future stage of the project.
1 This name has been trade marked by Pacific Pyrolysis for use in Australia

Pre-Feasibility Assessment
Executive Summary
43177679/03/H xvii
Economic Model
As part of the pre-feasibility study, URS undertook a high level economic modelling exercise of the
scenarios described in Chapter 3 of the report, to provide guidance on whether the TCF scenarios
identified result in a higher net present value for the ACT Government, compared to the current waste
management practices.
The modelling provides preliminary guidance on the preferred TCF scenario; however this will need to
be confirmed through a request for proposal process to better evaluate the available technologies and
costs.
• Sale of Renewable Energy Certificates (RECs)
As the TCT facility is expected to be an eligible producer of renewable energy under the Renewable
Energy Target (up to 2030), a source of revenues for the project would be the sale of Renewable
Energy Certificates (REC). RECs are based on the quantity of electricity produced from eligible waste
(one REC per MWh of electricity). In each scenario, the quantity of eligible electricity produced has
been calculated and considered as attracting RECs sales benefit in the same year. It has been
considered that the percentage of eligible waste content to total waste delivered to the TCT facility
would be very high i.e. 98%.
• Electricity sales prices
One of the benefits of the TCF options will be the significant sales of electricity generated from gas
recovered during the waste treatment process. The wholesale electricity prices are relevant to value
these benefits.
• Sale of biochar
In Scenario 3, the pyrolysis process would produce biochar of low and high quality, which could be
sold. As the market for biochar is only emerging, there is significant uncertainty around biochar prices.
An approximate value of $100- $150/t was assumed in the scenario modelling. To be conservative,
the low estimates have been used for the key results and the high estimates in the sensitivity analysis.
Conclusion
• Results of high level economic modelling
The main results presented in Table ES-2 correspond to the following assumptions: CPRS 5 prices for
CO2 and wholesale electricity and current REC prices (conservative estimates: $30/MWh) all through
the period. Revenues and Costs over 20 years have been discounted, then netted off. All options
have been compared to the Base Case. As an indication only (as this does not correspond to any
financial reality), the net costs have been annualised using the same discount rate as the Net Present
Value calculations. This amount is equivalent to the annual amount that would need to be paid to
finance a debt equivalent to the net cost over 20 years. It must be noted that the uncertainty around
the assumptions made means that results should be seen as an indicative order of magnitude, not
precise estimates. A difference of several million dollars between the Base Case and other scenarios
can be considered as non-significant.

Pre-Feasibility Assessment
Executive Summary
xviii 43177679/03/H
Hence, in these main results presented below (with biosolids), the Base Case and scenario 2b are
practically on par. Scenario 3 comes slightly behind, with $22 million in additional net present costs
compared to the Base Case. As noted above, though, staging investments over time in scenario 3
phase 3 could make it a more financially attractive proposition. Without considering biosolids, the
results are significantly less favourable.
Table ES-2 Main results for net present cost ($M)
Assumptions:
Scenario CPRS 5, current price estimates for REC
Landfill costs: $50/t
Discount rate: 7%
With biosolids in $M Revenues Costs Net costs
Comparison to Base Case
Annualised net costs over 20 years
Base case $4 $287 $283 $0 $26.7
Scenario 2a $133 $484 $351 $68 $33.1
Scenario 2b $131 $415 $284 $1 $26.8
Scenario 3 $201 $507 $305 $22 $28.8
No biosolids in $M Revenues Costs Net costs
Comparison to Base Case
Annualised net costs over 20 years
Base case $0 $204 $204 $0 $19.2
Scenario 2a $108 $430 $322 $118 $30.4
Scenario 2b $107 $350 $243 $39 $22.9
Scenario 3 $158 $434 $276 $72 $26.0
As a complement to the analysis above, break-even thresholds for gate fees to be applied to the
waste accepted by the TCT facility have been calculated. The gate fee has been assumed to be
constant over the life of the facility (in real dollar terms) and represents the amount that would have to
be charged per tonne of waste to make the costs and revenues of the considered options break-even
(notwithstanding any comparison with the Base Case). The results of this analysis for the main results
presented above are shown in Table ES-3, and are mostly in the $100 to $200 per tonne range.
Table ES-3 Break-even gate fees
With biosolids
Revenues Costs Net costs
Break-even gate fee
$M $/tonne
Scenario 2a $484 $484 $0 $168
Scenario 2b $415 $415 $0 $138
Scenario 3 $507 $507 $0 $146
No biosolids Revenues Costs Net costs
Break-even gate fee
$M $/tonne
Scenario 2a $430 $430 $0 $204
Scenario 2b $350 $350 $0 $150
Scenario 3 $434 $434 $0 $174

Pre-Feasibility Assessment
Executive Summary
43177679/03/H xix
Sensitivity analysis results
The sensitivity analysis has been carried out by varying one parameter at a time and observing how
the results change in different circumstances (in particular different market conditions). In particular,
the following parameters have been tested:
• Discount rate: 4%,7%, 10%;
• Electricity prices and Carbon prices (correlated): CPRS 5, CPRS 15, no CPRS;
• REC prices: current prices, Dept of Climate Change modelling (McLennan Magasanik Associates,
(2009), consistent with CPRS 5), low estimates (URS estimated); and
• Landfill costs: $50/tonne, $100/tonne.
Some of the price assumptions have been combined: REC prices, electricity and carbon prices have
been varied together.
The full results are disclosed in Appendix B. Fourteen cases have been considered. Table ES-4
presents an overview of the range of results for each scenario. This shows that the results are very
sensitive to the assumptions made and market conditions encountered. It also shows that every
scenario, under the right circumstances may be equal to the Base Case or much more favourable. A
negative figure corresponds to a favourable scenario compared to the Base Case.
The most favourable configuration (for all scenarios) corresponds to high carbon, electricity and REC
prices (McLennan Magasanik (2009) prices have not been tested with this combination of other prices
but would only enhance the results) and a low discount rate.
The least favourable configuration (for all scenarios) corresponds to low carbon, electricity and REC
prices and high discount rates (10% discount rate not tested with this combination, but would enhance
the results).
Table ES-4 Sensitivity analysis results
Comparison to Base Case With biosolids ($M) MIN MAX MIN MAX
Scenario 2a -$57 $164
Scenario 2b -$142 $97
Scenario 3 -$138 $116
Scenario CPRS 15, discount rate 4%, Landfill costs : $100/t, REC current price
Low CO2 price scenario, discount rate: 7%, landfill costs $50/t, low REC price scenario
No biosolids
($M)
Scenario 2a $4 $206
Scenario 2b -$97 $121
Scenario 3 -$74 $157
Scenario CPRS 15, discount rate 4%, Landfill costs : $100/t, REC current price
Low CO2 price scenario, discount rate: 7%, landfill costs $50/t, low REC price scenario
Biochar prices were also tested and the results show that scenario 3 is very sensitive to these prices:
assuming “high estimates” biochar prices makes scenario 3 more favourable than the Base Case by
$40 million (everything else equal to the main results assumptions).

Pre-Feasibility Assessment
Executive Summary
xx 43177679/03/H
Findings from Stage 3
When considering the whole range of possible results as presented in the sensitivity analysis, it
appears that some of them present a significant advantage compared to the Base Case.
Market conditions and possible prices of carbon, electricity and RECs have a very significant influence
on the viability of the proposed project. Biochar prices have a significant impact on scenario 3.
It is recommended to look more closely into these key parameters, in particular the robustness of the
biochar market. The affordability of the break-even gate fee would also need to be assessed.
Based on the CBA undertaken, it is recommended to proceed to the next stage of the project and then
carry out a more detailed and precise feasibility analysis including information obtained from potential
vendors through a Request for Proposals.

Pre-Feasibility Assessment
43177679/03/H 1
1
1 Introduction
URS Australia Pty Ltd (URS) in conjunction with Eco Waste Pty Ltd (Eco Waste) was commissioned
by the ACT Department of the Environment, Climate Change, Energy and Water (DECCEW) to
undertake a Pre-Feasibility assessment of thermal conversion technologies for the Australian Capital
Territory (ACT). The pre-feasibility study consists of the following elements:
• Waste characterisation;
• Assessment of availability of waste material for the proposed TCF;
• Description of preferred scenarios;
• Technology overview;
• Case studies; and
• High level economic modelling of the preferred scenarios.
1.1 Background issues and starting conditions
1.1.1 Progress to Date
Since the adoption of the ACT NoWaste 2010 Strategy, the ACT has been in the vanguard of
systematically recovering and realising inherent resource value in a wide range of materials presenting
as Municipal Solid Waste (MSW), Construction and Demolition (C&D) and Commercial and Industrial
(C&I) waste streams.
This NoWaste strategy has looked to programmes and initiatives that avoid wastes being produced in
the first place and minimising the quantum and impact of those wastes that continue to be produced.
This approach has successfully optimised recycling across the MSW and C&D waste streams.
Initiatives include a comprehensive kerbside recycling service linked to an integrated suite of self-
haul/drop-off facilities. Plus C&D sorting and recycling facilities, now fully operational at three sites
around the ACT (Mugga Lane, Pialligo and West Belconnen), which are recovering impressive
volumes of masonry, concrete and road pavement materials and producing various timber and high
calorific material flows and currently attract soft market opportunities.
Building on the successful initiatives with C&D material flows, the ACT is now considering options for
C&I waste stream sorting of both the “wet” and “dry” streams. Following an Expressions of Interest to
identify the practical options available on the Hume Resource Recovery Estate, ACT are now moving
towards a Request for Tender for a Dry C&I MRF facility in 2010.
Landfill is the default disposal option for all materials that have not been, or cannot be avoided,
minimised, reused or recycled to realise a commercially better-than-landfill disposal outcome.
The consideration of further resource recovery options, via selected thermal processing is the next
logical stage, in consideration of the iterative options for the ACT waste streams.
1.1.2 Thermal Processing – A New Option under Consideration
Within this context DECCEW is considering the next generation of practical initiatives to reduce the
amount of material currently and potentially being wasted to landfill. In this context, the introduction of
thermal processing of currently undervalued or wasted material flows is being considered, and is the
specific subject of this prefeasibility study.

Pre-Feasibility Assessment
1 Introduction
2 43177679/03/H
The elevated temperatures, at a range of possible operating conditions, that characterises thermal
processing, opens up a range of potential new products that could be made from the currently
undervalued or wasted resources in the ACT, but the same thermal processes introduce a whole
range of complexities and collateral outcomes that must be systematically addressed in the formation
of any potential waste management scenarios that might include the thermal processing option.
DECCEW understands these complexities and has identified gasification and pyrolysis technologies
as being worthy of special attention because of their potential and emerging track record for
converting selected spent surplus or currently undervalued infeed materials into high value and/or
more readily marketable products.
At the same time, more traditional incineration has been discounted from further consideration due to
poor resource recovery. In its simplest form, disposal/destruction by incineration has no greater
resource recovery than disposal by landfill. However, thermal processes such as gasification and
pyrolysis (refer to Chapter 5 for definitions) derive their respective abilities, to produce high quality
products because of their relative technical complexity and sophistication.
In generic process engineering terms, the quality of the potential products, such as charcoal/biochar
bio-oils, syngas (refer to Chapter 5 for definition of these products) that themselves have the ability to
be converted into quality soil productivity improvers and sustainable carbon sequestration products
(biochar), petrochemical industry precursors or liquid fuels (bio-oils and syngas), or sustainable
heat/power generation sources (charcoals, bio-oils, syngas), all stem from the complexity of the
respective gasification and pyrolysis processes and the rigorous operational management of such
plants.
The commercial and environmental rewards for adopting these relatively sophisticated thermal
processes, and the quality of the products and outcomes that they have the potential to achieve, are
directly and irrevocably linked to the quality, specific characteristics and reliability of supply of the
available infeed materials.
1.1.3 Opportunity Evaluation / Potential Feedstock Availability / Suitability
Before analysing specific technologies or various vendor offers, the crucial first step must be to
thoroughly assess and analyse the available, appropriate and potential feedstock materials generated
in the ACT. In so doing, a wide range of thermal conversion options are kept in mind, to be more
rigorously assessed when the feedstock materials have been reviewed for quality, quantity, reliability
of supply, and sustainability (best and highest use of available materials).
Sophisticated thermal processes also involve elevated capital and operating costs per units
processed, especially as compared with the alternative landfill disposal option. This application of new
capital will need to demonstrate that it can be initially justified on financial, environmental and social
grounds, and adequately service the capital employed for the working life of the proposed projects.
One advantage of landfill disposal, is that it is “there when you need it”, but when reduced volumes of
waste are presented, the avoided air space consumption offsets the opportunity cost of having such
an option available. However, once a sophisticated thermal conversion option is deployed, the applied
capital needs servicing by reliable and continuous production of the proposed product range. Thermal
processes also prefer continuous operation, usually 24/7, to deliver their anticipated thermal efficiency
advantages. This determining issue revolves around the reliability of supply issue, and this is, in itself,
problematic in a waste management context.

Pre-Feasibility Assessment
1 Introduction
43177679/03/H 3
By definition “wastes” are indeterminate. Whether emanating from residents (MSW) or business (C&I)
or the development sector (C&D), the spent, surplus or otherwise (currently) unwanted materials,
certainly in the hands of the current owner, are discarded for a wide range of quite secondary reasons.
None of the three key sources of waste make waste as a primary consideration. Wastes are
generated as purely collateral, secondary or resultant activities, which possess a problem for a facility
that seeks to derive its optimum viability from processing such materials. Further, it is
counterproductive for societies to create incentives that encourage waste generation simply to
optimise the returns and/or efficiency of a facility dedicated to processing these wastes.
To accommodate the sporadic, occasional and impulsive nature of the waste generation process,
whilst providing assurance to the ever more dedicated and sophisticated resource recovery options
provided to accept and handle such materials, a process flow buffer needs to be established in the
systematic resource recovery systems, infrastructure and facilities. These “first point of receival”
facilities need to be able to receive solid wastes as and when they are generated and that such
materials are then screened, sorted, pre-treated and made available to the subsequent “value add”
processes, facilities or customers in the manner best suited to their respective needs and capabilities.
Further, with each subsequent stage of more focused material processing and incremental value
adding, a cascading system emerges, if the realisation of Highest Net Resource Value (or Highest and
Best Use) recovery is to be achieved. Generally, the more specific or sophisticated a secondary
resource recovery facility is, the less tolerance it has for variation in quality, quantity and reliability of
supply. This is especially true for the identified Thermal Conversion Technologies (TCT).
This factor favours the designing of plants to a capacity and for an input specification that can be
assured at the expense of potentially excess material flows that would need to cascade down to the
next available option.
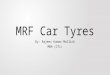
This material “streaming and cascading” approach is illustrated in Figure 1.1. Figure 1.1 describes a
practical “streaming and cascading” materials flow that might represent the eventual achievement of a
NoWaste strategy.

Figure 1.1: Current & Potential Streaming & Cascading Materials Flow in ACT
Do
mes
tic
Was
te S
trea
mC
&D
Was
te S
trea
mC
&I W
aste
Str
eam
Urb
an F
ore
st
Str
eam
Bio
solid
s S
trea
m
Do
mes
tic
Rec
yclin
g
Str
eam
Co
mp
ost
ing
S
trea
mInfeed Primary Separation Secondary Processing Disposal or Market
Domestic Waste
Domestic Waste Pretreatment
Organic Fraction
HC Fraction
Metals
Inerts
HazardousRejects
Wet Organic Processing (AD)
Power
PEF FacilitySupplementary
Fuel
C&DWaste
Timber
Plasterboard
Paper Carboard
Plastics
Dirty MRFExisting Facilities
Green Waste
Existing Inert
Markets
Metal
Thermal Conversion
Facility
Landfill(CCA & Others)
Existing Recycling Markets
Existing Fertiliser Market
C&IWaste
Timber
Clean Paper Cardboard
Metals
Plastics
C&I DryMRF
ResidualMaterials
Clean Chipped
Wood Waste
Urban ForestClean Wood
Chipped at Source
Existing Parks & Gardens
Mulch
Biosolids
Domestic Recycling
MRF
Green Waste
Composting
Existing Compost Markets
Inert
Syngas
C&I WetProcessing
Pre-SortTunnel
Composting

Pre-Feasibility Assessment
1 Introduction
43177679/03/H 5
Notes to Figure 1.1
Note 1: Material Streaming
Since resource recovery is impractical at the tip face, the three main waste streams can be directed to
their respective, non-landfill/non-disposal “First points of Receival”.
For MSW – As mentioned, targeted kerbside recycling arrangements are in place and operating as
planned. Further, local residents are encouraged to self haul/drop off source separated garden wastes
and miscellaneous household durables and household hazardous waste (HHW) (including oils) to well
established facilities. This has reinforced a strong culture in the local community to not only consider
the optimum post consumer fate of their individual waste streams, but also provided the actual
facilities and capabilities to be able to follow through on the various waste
avoidance/minimisation/recycling messages that selected education programmes have delivered over
time.
This leaves only the residual mixed MSW waste stream – which currently goes directly to landfill.
These materials contain additional “recyclables”, moist organics and food wastes, dry high calorific
materials, metals hazardous house hold wastes (HHW) and inerts . The proposed streaming and
cascading strategy will require an alternative first-point-of-receival for these materials – other than
landfill – so that the inherent resource value in these materials can also be systematically realised.
For C&D – Such facilities already exist and, in the future, attention could be given to optimising the
efficiency of such facilities – but no major capital expenditure is required.
For C&I – Currently, first-point-of-receival is landfill. If the generator hasn’t made separate recycling or
resource recovery arrangements with their selected waste “front lift” contractor, or some other third
party specialist, all such materials are destined to be wasted to landfill.
The C&I situation is currently being addressed via the HRRE development and the Government’s
ACTSmart Office and Business recycling programs that seek to facilitate increased sorting and
resource recovery. Tenders for a C&I MRF (first point of receival) are in development and could
incorporate findings from this TCF study.
Whilst the focus of this study is on the proposed TCF feasibility, as discussed above, the single
biggest defining factor in making such a recommendation is a thorough understanding of the
sustainably-of providing suitable in-feed materials to such a facility.
Note 2: Cascading End Uses
Once “first-point-of-receival” facilities are established in lieu of direct access to landfill disposal, sorted
and semi sorted material flows are available for subsequent, and much more specialised secondary
processing, to produce final products to specifications that are recognised or accepted by the market.
This secondary processing may form part of the ACT network of installed capacity, such as the
proposed TCF or the existing compost markets, or may occur as a preliminary beneficiation stage at
the site of the ultimate customer/end user, such as glass, paper/cardboard, plastics, metals etc.
The crucial issue is that if such a suite of resource recovery facilities and options was available, a
pathway is established for all materials presenting in the MSW, C&I or C&D waste streams to achieve
their respective Highest Net Resource Value where the material streaming potential is realised, but the
cascading features cut in to ensure that at least a minimum level of inherent resource value is cost
effectively realised in preference to being completely wasted to the landfill disposal default option.

Pre-Feasibility Assessment
1 Introduction
6 43177679/03/H
For example, paper/cardboard being discarded by households is encouraged to be presented to the
kerbside collection system, such that the existing HRRE MRF will recover all the best quality material
for direct recycling into more paper and cardboard,
Those materials that were of too low a quality to be forwarded by the MRF in accordance with the
receival specifications of the new paper and cardboard manufacture are then available to be
presented for a secondary use for thermal processing. Similarly the paper/cardboard discarded in the
MSW mixed residual bin, by mistake or due to food contamination etc. could then be recovered in the
High Calorific stream from a MSW pre-treatment plant, also available for subsequent TCT.
End result – no paper to landfill, with all the best material returned for direct recycling and no inherent
commercial pressure to down cycle.
Similarly with C&D wood waste, for example at the existing C&D sorting facilities, timber can be
recovered for direct recycling, reprocessing into chip and mulch or presented for thermal conversion of
various types depending on batch quality. Gross contaminants can be removed, such as copper,
chrome, arsenic (CCA) treated timber materials, as a “by-product” of the core activity. Again, no
inherent commercial pressure is built into the system for down cycling but all materials are presented
with a cascading option for value recovery depending on the prevailing market conditions.
1.2 Summary of Adopted Approach
The approach adopted for this prefeasibility study is founded on a clear three stage process.
• Stage 1 – Identify the available materials / feedstocks
This is covered in Chapter 2 of this report, and is subsequently analysed in Chapter 3.
The available materials emanating from the ACT (and surrounding jurisdictions) need to be thoroughly
understood as to their generic characteristics, the quality (purity or level of cross contamination), their
reliability of supply, especially over the likely life span of an eventual TCF, any likely competitive
pressures or issues that can be anticipated to affect the quality, quantity and reliability of supply over
the proposed life span of any process plant that might be established.
• Stage 2 – Determine what products are most ideal, sustainable or commercially attractive to
make from the, by now, clearly identified and characterised feedstocks
The thermal processing of the predominantly biomass based materials can produce the following
products:-
• Heat
• Syngas
• Bio-oils
• Biochars
Secondary products are electricity generation and cooling.

Pre-Feasibility Assessment
1 Introduction
43177679/03/H 7
Potential management issues associated with any thermal conversion facility will be emissions to
atmosphere as well as dust, odour, noise and air emissions associated with traffic movements. TCFs
convert in-feed materials, predominantly lignocellulosics, from complex cellular structures and
molecules, into the four products identified above.
Chapters 4 and 5 of this report provide an overview of the regulatory regime and types of TCT
technology available and their products, which provide further support to the scenarios developed in
Chapter 3.
With these strategic factors in mind, the proposed scenarios recommended in our report, are
discussed in the context of the logistics, sustainability, and ultimately, the policy issues and
consequences that will pertain.
• Stage 3 – Determine if the TCT scenarios developed result in a higher net present value to
the ACT Government compared to the current (baseline) situation
The selection of the specific technology and provider would be part of a detailed request for proposal
and/or expression of interest process at a future stage in the project. As part of the pre-feasibility
study, URS undertook a high level economic modelling exercise of the scenarios described in Chapter
3 of the report, to provide guidance on whether the TCT scenarios identified result in a higher net
present value for the ACT Government, compared to the current waste management method. This
high level modelling was undertaken following the ACT Government’s confirmation of the scenarios
presented in this report. The modelling provides preliminary guidance on the preferred TCT scenario;
however this will need to be confirmed at the next stage of the project when updated details on the
available technologies and costs are obtained from suitable providers.


Pre-Feasibility Assessment
43177679/03/H 9
2
2 Waste Characterisation
This section provides a detailed summary of the wastes types and quantities generated in the ACT.
This information is critical to determining the potential feedstock which would be available for the
proposed TCF.
2.1 Data Collection Methodology
Data for this project and which is used in this report has been obtained by reviewing and analysing
existing reports and audits provided by DECCEW as well as from direct consultation. Data sources
and references used in this project are provided in Appendix A. It is noted that the data presented is
based on best available information provided to URS at the time of the study, which has not been
independently verified. As such, the data can only be considered as a guide to meet the objectives of
this pre-feasibility study, and should not be relied upon for any other purpose.
2.2 Existing Waste Quantities
2.2.1 Summary
In 2008/2009 the wastes generated in the ACT totalled 872,612 tonnes with 640,643 tonnes recycled
and the remainder landfilled.
Table 2-1 Waste to Landfill and Estimated Recycling
Categories Tonnes % of Total
Recycling 640,643 73.4%
Waste 231,969 26.6%
TOTAL 872,612 100.00%
Reference: ACT TAMS data (September 2009)
ACT Territory and Municipal Services (TAMS) data (2009) indicates the following characteristics of the
recycling stream as shown in the table below.
Table 2-2 Recycling Categories and Estimated Quantities
Recycling Categories Tonnes % of Total
Glass 15,996 2%
Paper/ Cardboard 56,946 9%
Rigid Plastics (PET, HDPE, PVC) 1,823 0%
Liquid-paperboard (inc in Paper above) 0 0%
Aluminium 1,897 0%
Steel cans 888 0%
Garden/ Compost 197,008 34%
Demolition 280,356 36%
Metals ferrous 34,836 6%
Cooking oil and fat 1,447 0%
Clothing 6,656 1%
Salvage & Reuse 1,320 0%

Pre-Feasibility Assessment
2 Waste Characterisation
10 43177679/03/H
Recycling Categories Tonnes % of Total
Motor oil 2,296 1%
Wood/Timber** 27,824 6%
Tyres** 3,684 1%
Other** 7,666 2%
TOTAL 640,643 98.00%
Reference: ACT TAMS (2009) data
** Based on split derived from 2007/2008 Data
The latest TAMS (Sept 2009) states that the total waste to Mugga Lane landfill in the ACT in 2008/09
is 213,969 tpa (tonnes per annum) as shown in Table 2-3 below. The TAMS total figure is used in the
analysis as well as the tonnages of the individual waste categories.
Table 2-3 Waste Disposed to Mugga Lane Landfill
Waste Categories Tonnes % of Total
MSW * 81,130 38%
C&I ** 105,317 49%
C&D 27,522 13%
TOTAL 213,969 100%
Reference: TAMS (2009) reporting data
* Total includes domestic drop-off and Queanbeyan domestic waste
** Total includes C&I drop-off materials
It is noted that some C&D wastes were used as fill as part of the rehabilitation of the site at the
Canberra Concrete Recyclers (Pialligo) facility. However under a modified EPA authorisation, this
practice was discontinued in September 2009.
2.2.2 MSW Stream
Domestic Waste
A total of 81,130 tonnes of domestic waste are disposed to landfill each year (TAMS Sept 2009).
Based on TAMS there is 59,840 tpa of domestic waste collected in the bin-based system in the ACT.
This is confirmed by the APRINCE audit (2009). The total disposed to landfill is broken down into the
following categories and tonnages:
• ACT domestic waste (59,84 tpa);
• Queanbeyan domestic waste (7,980 tpa); and
• Private Drop-off (13,310 tpa). Description of the Private Drop-off (or Domestic Drop-off is noted in
the subsection below).
The domestic waste is characterised in Table 2-4 which has been summarised from the original 38
material categories in the original APRINCE Consulting (APC) Audit. This characterisation has been
used to assist in interpreting the raw data from the landfill audits completed by GHD in 2009, where a
significant quantity (65.9%) of the audited waste stream was classified as bagged waste. ACT

Pre-Feasibility Assessment
2 Waste Characterisation
43177679/03/H 11
Government (TAMS) has indicated that additional audit work will be carried out on this waste stream in
the near future.
Table 2-4 Estimated MSW Waste Characteristics (ACT & Queanbeyan)
MSW Material Type Tonnes % of Total
Paper/Cardboard/Other Paper/LPB 3,575 5.3%
Disposable / Contaminated Paper 4,043 6.0%
Food / Kitchen 26,383 38.9%
Garden / Garden Organics 3,584 5.3%
Other Organic Wood / Timber 634 0.9%
Textiles / Clothing / Carpet 3,175 4.7%
Glass Generally 2,672 3.9%
Recyclable Plastic (non PVC) 1,233 1.8%
Plastic 3 PVC 62 0.1%
Polystyrene 412 0.6%
Other Plastics 5,310 7.8%
Metal (Ferrous & Non Ferrous) 1,664 2.5%
Hazardous/Medical/Chemicals 596 0.9%
Nappies 3,537 5.2%
Inert & Residual 10,939 16.1%
TOTAL 67,819 100.00%
Reference: TAMS (Sept 2009) & APC (2009) Domestic Audit Appendix B - Composition of Garage Stream
Domestic Drop-Off Waste
The composition of this waste stream has been compiled by reviewing the raw transfer station/landfill
audit data captured by GHD (2009). The quantum of waste in this stream is 13,310 tpa as noted
above which is included in the total of 81,130 tpa for the overall domestic waste stream. Table 2-5
below provides the material split for this waste stream based on the specific domestic waste disposed
of at the Mugga Lane and Mitchell transfer stations.
Table 2-5 Estimated MSW Drop-Off Waste Characteristics
MSW Drop-off Material Type Tonnes % of Total
Paper/Cardboard/Other Paper/LPB 407 3%
Disposable / Contaminated Paper 0 0%
Food / Kitchen 15 0%
Garden / Garden Organics 1,267 10%
Timber 2,748 21%
Textiles / Clothing / Carpet 1,190 9%
Glass Generally 180 1%
Plastics 157 1%
Rubber 82 1%
Polystyrene 0 0%

Pre-Feasibility Assessment
2 Waste Characterisation
12 43177679/03/H
MSW Drop-off Material Type Tonnes % of Total
Other Plastics 1,022 8%
Metal (Ferrous & Non Ferrous) 1,054 8%
Hazardous/Medical/Chemicals 0 0%
Plasterboard 306 2%
Inert & Residual 2,563 19%
Other (Elect, Ducting & Insulation) 135 1%
Garbage Bags 2,008 15%
Luggage & Mattress 176 1%
TOTAL 13,310 100.00%
Reference: TAMS (Sept 2009) & GHD (2009) Landfill Audit. Data from specific locations
No attempt was made to assess the likely contents of the waste in garbage bags as there is no
certainty regarding their content and whether the wastes in the garbage bags could be characterised
as putrescibles domestic or hard wastes. In addition this stream only represented 15% of the total and
was therefore seen as less critical than the significantly greater percentage in the Domestic Waste
Stream data above. As noted above, further assessments are being undertaken of the wastes in
garbage bags.
2.2.3 C&D Waste
Overview
There are four Construction and Demolition (C&D) facilities in the ACT. It is understood that Mugga
Lane landfill takes a small portion of C&D waste directly (27,522 tpa (TAMS (Sept 2009)) and from its
2 feeder transfer stations at Mitchell and Mugga Lane. The majority of C&D wastes are disposed of to
Canberra Concrete Recyclers (Pialligo), Samarkos Earthmoving Builders Waste Recourse Recovery
(Mugga Lane) and Building Waste Recyclers (Belconnen)2. Much of the source separated C&D
wastes (concrete, bricks, asphalt and the like) are recycled and sold as product and the focus of the
consultation was on mixed C&D wastes. Data obtained during project interviews with C&D waste
contractors in the ACT in July 2009 and the latest TAMS data (Sept 2009) indicated that there was a
total of 150,935 tonnes of mixed C&D waste generated in 2008/2009. In addition it was reported that
there was approximately 2,037 tpa of source separated wood waste.
Total Mixed C&D Wastes
Mixed C&D from the commercial operators Concrete Recyclers, Samarkos and Building Waste
Recyclers total 123,413 tpa in total. An additional 27,522 tpa of C&D waste is disposed of at Mugga
Lane Landfill as noted in the latest TAMS (Sept 2009).
2 Since finalisation of this report it is understood Builders Waste Recyclers has gone into receivership

Pre-Feasibility Assessment
2 Waste Characterisation
43177679/03/H 13
Table 2-6 Mixed C&D Sources – Estimated tonnes per annum
Mixed C&D Material Sources Tonnes % of Total
Commercial Operators 123,413 81.8%
ACT Mugga Lane Landfill** 27,522 18.2%
TOTAL 150,935 100.0%
Reference: Data obtained by personal interviews July 2009
** TAMS (Sept 2009) Data
Conversion factor m3 to tonne= 3m
3 to 1 tonne
C&D Characterisation
Audit data on the C&D waste streams from commercial operations were not available. Data for the
Mugga Lane landfill was available through the TAMS (Sept 2009) and GHD landfill audit (May 2009)).
A review was undertaken to assess C&D characterisation from NSW (DECC Report into the
Construction and Demolition Waste Stream Audit 2000-2005 – Sydney Metropolitan Area). The DECC
Report stated that mixed waste comprised of 20% wood wastes, 17% plasterboard, 3% paper &
cardboard and 3% plastics (by weight). The 20% wood waste percentage was confirmed by a number
of the operators. The following table lists the percentage split in the waste characterisation of mixed
C&D waste based on the total mixed C&D waste presented in the ACT (as determined by this study).
Table 2-7 Mixed C&D Characteristics – Estimated tonnes per annum
Mixed C&D Material Type Tonnes % of Total
Concrete 34,509 22.9%
Fines (<4.75mm) 32,499 21.5%
Timber 30,153 20.0%
Clay products 13,402 8.8%
Natural aggregate 8,376 5.6%
Ferrous metals 7,706 5.1%
Plasterboard 5,696 3.8%
Paper and cardboard 4,691 3.1%
Plastic 4,356 2.8%
Garden and vegetation 2,680 1.8%
Textiles 2,010 1.3%
Non-ferrous metals 1,005 0.7%
Glass 670 0.5%
Asphalt 503 0.3%
Miscellaneous 2,680 1.8%
TOTAL 150,936 100.00%
Reference: Percentages from DECC Report into the Construction and Demolition Waste Stream Audit 2000-2005 – Sydney Metropolitan Area
Reference: Mixed C&D waste data obtained from interviews undertaken in July 2009 by the URS/EW Team

Pre-Feasibility Assessment
2 Waste Characterisation
14 43177679/03/H
Source separated wood is delivered to the various C&D operators as a source separated stream but in
the main is delivered as part of C&D mixed waste loads. It was reported that there are two sources of
source separated C&D wood waste (Canberra Concrete Recyclers and Thiess (Mitchell transfer
station) totalling around 2,037 tonnes.
C&D Wastes to Mugga Lane
As a sub-set of the total C&D wastes the mixed C&D wastes as reported in the GHD Landfill and
Transfer Station Audit (2009) (total of 27,522 tonnes per annum (TAMS Sept 2009)) appear to have
different characterisation of the material types presented in the mixed C&D stream noted above. An
analysis was undertaken of the material types of vehicles classified as C&D entering the Mugga Lane
Landfill and also the Mugga Lane Transfer Station suggests the following breakdown as noted in the
table below.
Table 2-8 Mixed C&D Characteristics Mugga Lane – Estimated tonnes per annum
Mixed C&D Material Type (Mugga Lane Tonnes % of Total
Concrete 952 22.9%
Fines (<4.75mm) 4,731 21.5%
Timber 3,745 20.0%
Clay products 2,165 8.8%
Natural aggregate 4,731 5.6%
Ferrous metals 229 5.1%
Plasterboard 2,308 3.8%
Paper and cardboard 699 3.1%
Plastic 701 2.8%
Garden and vegetation 400 1.8%
Textiles 2,445 1.3%
Non-ferrous metals 708 0.7%
Glass 127 0.5%
Asphalt 133 0.3%
Miscellaneous 3,448 1.8%
TOTAL 27,522 100.00%
Reference: TAMS (Sept 2009) & GHD 2009 Landfill Audit.

Pre-Feasibility Assessment
2 Waste Characterisation
43177679/03/H 15
2.2.4 C&I Waste
The TAMS data (Sept 2009) states that the C&I Waste Stream is 105,317 tonnes per annum in
2008/09. This represents the largest of the waste streams disposed to landfill.
Table 2-9 Estimated Mixed C&I as Proportion of Total Waste to Mugga Lane Landfill
Waste Categories Tonnes % of Total
Domestic * 81,130 38%
C&I ** 105,317 49%
C&D 27,522 13%
TOTAL 213,969 100%
Reference: TAMS (2009) reporting data
* Total includes domestic drop-off and Queanbeyan domestic waste
** Total includes C&I drop-off materials
One of the more significant issues in assessing this waste stream is the high percentage of bagged
waste recorded in the GHD audit (51.1%). However, a detailed assessment has been made of the
raw data provided by GHD whereby all specific data from all of the C&I designated vehicles disposing
at all three facilities (Mugga Lane landfill, Mugga Lane Transfer Station and Mitchell Transfer Station)
over the audit period have been extracted so as to obtain a better understanding of the waste
characterisation of the C&I category. The percentage split of the various wastes types are shown in
Table 2-10 below. The first column presents the percentage of Mixed C&I Material Types including
the percentage for Bagged Waste; the second column distributes the likely contents of the Bagged
Waste and distributes these amongst through the other Mixed C&I Material Types.
Table 2-10 Mixed C&I Material: Distribution of Bagged Wastes
Mixed C&I Material Type % of Total (incl Bagged Waste)
% of Total (Bagged Waste distributed)
Paper and cardboard 11.3% 19.7%
Organics 10.6% 43.8%
Wood and timber products 6.6% 6.6%
Textiles and rubber 4.0% 5.0%
Glass 0.6% 1.1%
Plastics 6.0% 13.7%
Metals 1.5% 1.8%
Building material 7.5% 7.5%
Hazardous 0.0% 0.0%
Bags and loose garbage 51.1% 0.0%
E-waste and office equipment 0.2% 0.2%
Other 0.6% 0.6%
TOTAL 100.00% 100.00%
Reference: GHD (2009) waste audit data as analysed by URS/EW

Pre-Feasibility Assessment
2 Waste Characterisation
16 43177679/03/H
This has resulted in the tonnages apportioned to the C&I stream and as used in the analysis as
follows:
Table 2-11 Estimated Mixed C&I Material by Type
Mixed C&I Material Type Tonnes % of Total
Paper and cardboard 20,722 19.7%
Organics 46,146 43.8%
Wood and timber products 6,974 6.6%
Textiles and rubber 5,242 5.0%
Glass 1,121 1.1%
Plastics 14,431 13.7%
Metals 1,921 1.8%
Building material 7,909 7.5%
Hazardous 0 0.0%
Bags and loose garbage 0 0.0%
E-waste and office equipment 220 0.2%
Other 631 0.6%
TOTAL 105,317 100.00%
Reference: TAMS data (Sept 2009) & GHD (2009) waste audit data as analysed by URS/EW
2.2.5 Urban Trees
Information has been gathered from officers of the Urban Forest Renewal Program (UFRP) of TAMS
(July, 2009). There are approximately 630,000 trees in the urban forest and the Department is
currently developing an urban forest renewal strategy. Currently 6,000 trees are removed annually but
this is likely to increase in the coming years as mature trees reach the end of their life cycle. Currently
40,420m3 of wood by-product is generated from the urban forest annually. Based on a 2.5:1 volume
to tonnage ratio this equates to 15,062 tonnes per annum. The current volume is made up of two
streams:
• Log by-product and fuel reduction solid by-product (10,000m3); and
• Prunings (30,420m3) based on the productivity of three teams working 260 days per annum
producing 39m3 of prunings per day
TAMS UFRP officers stated that the number of pruning teams will increase to four in 2009/10 with the
likely total wood by-product from this stream increasing to 20,000 tonnes per annum. Much of the
solid log and fire hazard reduction by-product material is stockpiled and later processed into mulch.
Some of this material was recently used in spreading on a complete landfill cell to assist in
remediation. Currently most of the chipped prunings and processed mulch is used for weed
suppression and moisture management in shrub beds across the city. In future there will be a
continuing need for a portion of this material to be used for this purpose and 30% was discussed with
potentially 70% being available for its thermal conversion, although the exact percentage would
require further study. Our pre-feasibility analysis for the TCT uses 70% of 20,000 tonnes per annum.

Pre-Feasibility Assessment
2 Waste Characterisation
43177679/03/H 17
The current system is a cost to the ACT and the following costs per annum figures were quoted:
• $70,000 to $100,000 to process in storage; and
• $100,000 to $150,000 to transfer and spread mulch.
2.2.6 Biosolids
Data from the Lower Molonglo Water Quality Control Centre Biosolids Options Review prepared by
Pollution Solution & Design Pty Ltd for ActewAGL in September 2008 (PSD, 2008) was used for our
analysis on the availability of biosolids for a potential TCT. The tonnage quoted in this report is that in
2008 the existing sewerage treatment facility produced 13,373 dry tonnes of sludge per annum. The
sludge is delivered to the current incinerator facility with a 65% moisture content which would indicate
that the total tonnage delivered is 38,209 tpa.
Tonnages in 2028 have been estimated by PSD to be 16,318 dry tonnes of sludge per annum (45,328
tpa). The effects of the proposed de-nitrification at the existing sewerage treatment facility on future
tonnages is discussed in Section 3.2.3.
2.3 Future Projections
2.3.1 Population Growth
The ACT had an estimated residential population of 334,200 at June 2006 (ABS 1307.8 - Australian
Capital Territory in Focus, 2007). The Canberra-Queanbeyan Statistical District had an estimated
residential population of 381,400 at June 2006.
During 2005-06, the population of the ACT increased by nearly 4,000 people (from 330,300 at June
2005 to 334,200 at June 2006), equating to a population growth rate of 1.2%. From June 2001 to June
2006 the population increased by 14,900 (ABS, 2006).
By June 2008 the estimated resident population had grown to 345,551 (ABS, 2009) an increase from
June 2006 of 11,351.
Projections forward over 20 years have been generated using the ABS Population Projections
Australia 1999 to 2101 (August 2000) based on the Series I (high growth) and Series II (moderate
growth) scenarios only as shown in Table 2-12.
Table 2-12 ACT Population Growth Scenarios
Year Projections Population (Series I)
% Change Population (Series II)
% Change
2009 (Baseline) 350,135 - 350,135 -
2014 370,659 5.93% 360,333 2.93%
2019 390,692 5.46% 369,600 2.58%
2024 410,136 5.03% 377,726 2.21%
2029 428,204 4.44% 384,190 1.72%
Average Annual Change 1.02% 0.50%

Pre-Feasibility Assessment
2 Waste Characterisation
18 43177679/03/H
2.3.2 Waste Generation Growth
General Overview
In its report to the Department of Environment and Heritage (now Department of the Environment,
Water, Heritage and the Arts) titled Waste and Recycling in Australia (Hyder, 2006) projected future
disposal and recycling quantities up to 2022-23 based on an average annual per capita GDP growth of
1.88 percent and an average annual population growth of 1.13%. Hyder have calculated that there is
likely to be an annual increase of 3.5% in waste and recycling generation based on the GDP average
annual population growth rates noted above.
ACT Overview
The specific characteristics of the ACT indicate that the likely GTP (Gross Territory Product) will be
approximately 1.4% and the population growth average of between 0.5% to 1.02%, depending on the
growth scenario.
ACT Waste & Recycling Growth
Based on the data provided by TAMS (Sept 2009) there has been an average growth in waste and
recycling generation of 6% since 1994-95 through to 2008-09 compared with an average per capita
increase in GTP of 2.4% over the same period.
Figure 2-1 Waste & Recycling Growth 1994-95 to 2008-09
Source: URS/Eco Waste Analysis
In terms of the relative growth in waste and recycling, the ACT has reached a plateau with recycling
rates at or around 71-75% % for the past five years.

Pre-Feasibility Assessment
2 Waste Characterisation
43177679/03/H 19
Figure 2-2 Waste & Recycling Split 1994-95 to 2008-09
0%
10%
20%
30%
40%
50%
60%
70%
80%
1994-95
1995-96
1996-97
1997-98
1998-99
1999-00
2000-01
2001-02
2002-03
2003-04
2004-05
2005-06
2006-07
2007-08
2008-09
Waste
Recycling
Source: URS/Eco Waste Analysis
For the purposes of this analysis the waste/recycling split will be projected forward on a 25/75% split
as listed in the following table and does not account for any additional recycling or resource recovery
infrastructure. It is noted that the total amount of waste presented in the following tables includes
biosolids and urban trees. Also, we have not included the C&D recycled material that does not first
pass through a MRF. Changes to the waste/recycling split will be discussed in more detailed in
Chapter 3 of this report.
Table 2-13 Waste Projections to 2029 (assuming high population growth), tonnes
Waste Stream 2009 (Baseline)
2014 2019 2024 2029
MSW Kerbside Waste (plus Queanbeyan)
67,820 77,423 87,558 98,138 108,670
MSW Drop-off Waste 13,310 15,195 17,184 19,260 21,327
Mixed C&D Waste (plus Wood Waste)
152,972 174,633 197,493 221,357 245,111
C&I Waste 105,317 120,230 135,968 152,398 168,752
Urban Trees 15,000 17,124 19,366 21,706 24,035
Bio-Solids 38,209 43,619 49,329 55,289 61,223
Total 392,628 448,223 506,898 568,149 629,118

Pre-Feasibility Assessment
2 Waste Characterisation
20 43177679/03/H
Table 2-14 Waste Projections to 2029 (assuming moderate population growth), tonnes
Waste Stream 2009 (Baseline) 2014 2019 2024 2029
MSW Kerbside Waste (plus Queanbeyan)
67,820 72,674 77,275 81,468 84,918
MSW Drop-off Waste 13,310 14,263 15,166 15,988 16,666
Mixed C&D Waste (plus Wood Waste)
152,972 163,920 174,299 183,755 191,537
C&I Waste 105,317 112,854 120,000 126,510 131,868
Urban Trees 15,000 16,074 17,091 18,018 18,782
Bio-Solids 38,209 40,943 43,535 45,897 47,841
Total 392,628 420,728 447,366 471,636 491,612

Pre-Feasibility Assessment
43177679/03/H 21
3
3 TCT Scenario Development
Chapter 2 of the report presented a detailed waste characterisation for the ACT. Chapter 3 analyses
the data from Chapter 2, to determine what material would be potentially available to the proposed
TCF taking into consideration quantity, quality and reliability of supply for the various materials. This
information is then used to identify the suitable scenarios for establishing a TCF in the ACT.
3.1 Analysis of Projected Material Flows Available for TCT
This study addresses the option of an iterative or staged strategy implementation. For this reason:
• Phase 1 is based on existing facilities and material flows.
• Phase 2 makes assumptions after a C&I first point of receival facility (wet and dry Dirty MRF
facility) has been commissioned.
• Phase 3 makes assumptions after an MSW first point of receival/pre-treatment facility has been
commissioned.
3.2 Phase 1: Existing Facilities and Material Flows
3.2.1 C&D Sources
The three C&D sorting and recycling facilities in the ACT receive materials in preference to landfill
because they offer lower gate fee/receival prices than the mixed waste landfill alternative. Even lower
receival/gate fees are available for source separated loads that meet merchantable standards as
recognised products. The incoming C&D materials can be sorted into at least the following generic
groupings:
• Timber;
• Plasterboard;
• Paper and cardboard;
• Plastics; and
• Greenwaste.
C&D Timber
• Quantity
Table 3.1 indicates that these facilities recover an average (2009) 26,692 tonnes per annum and that
under the moderate population projections (2029) M, they might produce 33,422 tonnes per annum or
under high population projections (2029)H – 42,770 tonnes per annum.
• Quality
Of the 26,692 tonnes per annum (2009), certain assumptions can be made on the potential quality
subcategories contained in these average numbers. Table 3-2 provides the key criteria adopted,
based on our industry experience, for the different grades of quality for potential TCT feedstock
material recovered from the waste streams in the ACT. As presented, the entire 26,692 tonnes per
annum of C&D timber could be classified as Grade B and systems established to sort the material to
stay within this default quality parameters. However, all three existing operators have the ability to
recover a Grade A stream from the main material flows. In addition, a certain volume can be, and is,
recovered as directly recyclable timber and/or products (pallets etc.). Therefore, a reasonable carry
forward estimate for Grade A and B material is represented in Table 3-2a.

Pre-Feasibility Assessment
3 TCT Scenario Development
22 43177679/03/H
Table 3-1 Projected Timber Availability by Grade
Suitable for Grade:
2009
tonnes per annum
2029 (M)
tonnes per annum
2029 (H)
tonnes per annum
A 10,000 12,000 15,000
B 12,190 15,784 20,555
C - - -
D - - -
Treated timber for disposal/ treatment 2,466 3,087 3,951
Directly recyclable 2,037 2,551 3,264
Totals 26,692 33,422 42,770
Table 3-2 TCT Feedstock Quality Grades
Adopted Grade
Criteria
A “Dry”, clean wood, timber, paper/cardboard and garden/parks wastes
Max. average moisture up to 65%
Minimal engineered timber products
Treated (especially CCA) timber products removed
Minimal < 1% w/w plastic content – No PVC
B “Dry” wood, timber, paper/cardboard and garden/parks wastes
Max. Average moisture up to 65%
Treated (especially CCA) timber products removed
Non PVC plastic contamination approximately 10% w/w
C “Wet”, clean organic food wastes, vegetative materials or sludges
Average moisture content > 65%
Minimal < 1% w/w plastic content –No PVC
Minimal heavy metal content (see Appendix A)
Minimal inerts < 5% w/w (see Appendix A)
D “Wet” organic residuals, food and vegetative materials and sludges
Average moisture content > 65%
Non PVC plastic content approximately 10% w/w
Minimal heavy metal content (see Appendix A)
Minimal inerts < 5% w/w (see Appendix A)
Reliability of Supply
Currently, the three C&D processing facilities receive their material because they:-
a) Offer recycling services; and
b) Accept the material at a lower gate/receival fee than the alternative mixed landfill disposal option.
All three then seek the best possible return for the range of recycled products they present.
Currently, recovered timber, especially Grade B, is presenting in larger volumes than there is a market
for, and when interviewed, all three facilities have expressed enthusiasm for a TCT option being
available in the region.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 23
However, this will be a market based decision, with the C&D recyclers always motivated to sell their
material for the best available net return.
As discussed above, reliable and assured supply of feedstock will be an important viability issue for
any future TCT. If an assured flow, at an agreed Grade, can be established, the TCT selection can
favour the more technologically advanced plant, with better control of collateral impacts and the
highest practical quality of end products (including the net energy values). Conversely, where potential
feedstocks present on a “last resort” basis, the TCT selection process will be determined by this factor.
For the purposes of this prefeasibility study we will make an assumption that has been tested in
interview with the three C&D recyclers, that they would be amenable to entering into a secure “supply”
contract with a potential TCF operator such that:-
a) Subject to actual ACT waste generation rates – an issue quite beyond their control – they could
enter into minimum volume supply arrangements in preference to directing any portion of this
minimum volume to higher value market opportunities – should they ever exist.
b) Any available material available over this contracted minimum to be made available on a “spot”
basis.
In these circumstances, any “spot” material not taken up by the TCF operator, would then be available
to the next best reuse opportunity in accordance with the “cascading” structure of this proposed
streaming and cascading approach to the ACT NoWaste management system.
NB: This study will assume similar arrangements can be developed for every other potential TCT
feedstock discussed.
Table 3-2a assumes an 80% assured availability value for the Grade A material and defaults the
surplus to Grade B as the basis for establishing final value to include into the final option evaluation.
Table 3-2a Projected Timber Availability by Grade
Projected Availability Carry forward, assured supply
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 10,000 12,000 15,000 8,000 9,600 12,000
B 12,190 15,784 20,555 14,190 18,184 23,555
C - - -
D - - -
Treated timber for disposal/treatment
2,466 3,087 3,951
Directly recyclable 2,037 2,551 3,264
Totals 26,692 33,422 42,770
C&D Plasterboard
NB: Plasterboard would not normally be singled out for consideration as a feedstock into a TCT,
however certain thermal facilities can benefit from the pH correcting effects of some minor gypsum
“contamination” in the feedstock and currently some ACT originating plasterboard is being forwarded
to Incitec for inclusion in fertilizer products. The recovered paper (some 50% of the original volume) is

Pre-Feasibility Assessment
3 TCT Scenario Development
24 43177679/03/H
then presenting as a waste. Hence the opportunity to consider this material as a minor additive
ingredient in future plans, especially if biochar emerges as a viable option – since such a product
would directly link the initiative with the fertilizer/soil improvement sector.
• Quantity
Table 3-3 Projected Plasterboard Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
Separated gypsum 2,600 3,500 4,500
Paper only 2,057 2,331 2,962
Totals 4,657 5,831 7,462
• Quality
All the recovered plasterboard from the existing C&D recyclers can be considered to be of similar
quality, unless a market for the gypsum (with paper) is found to be more valuable than presentation to
a TCT facility – in which case only the gypsum “contaminated” paper, as removed from the whole
product would be available.
• Reliability of Supply
Currently plasterboard is a widely used building product, but there is no guarantee that a new product
might not be introduced in the next 20-30 years, so the material should be treated as a non critical
input and only provisional allocation made for the material in estimating potential feedstock
characteristics. It should be noted that recycled plasterboard is currently used in the fertilizer industry
therefore 50% of the quantities are carried forward.
Table 3-3a Projected Plasterboard Availability by Grade
Projected Availability Carry forward, assured supply
50% of Totals
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
Separated gypsum 2,600 3,500 4,500
Paper only 2,057 2,331 2,962
Totals 4,657 5,831 7,462 2,329 2,916 3,731
C&D Paper/Cardboard
• Quality and Quantity
Paper and cardboard are inherently recyclable materials for which strong post consumer markets exist
and recovery and supply systems well established from both the MSW (dry recyclable sorting) and the
C&I (direct collections from major generators) waste flows. However, paper and cardboard does
present (approximately 3%) in C&D “as presented” waste flows where they have failed to be
recovered by such existing systems.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 25
These materials should always be considered for streaming towards direct recycling where practical,
but where they do still present in C&D waste flows, they are ideal for thermal conversion – especially
waxed or coated materials, or composite materials, with perhaps a plastic coating etc.
The fillers in paper and cardboard, calcium carbonate and bentonite etc. are ideal “contaminants” in
biochar products – if such biochar production proves to be viable in the final analysis. If not, such
minerals would report benignly to the ash phase of any other TCT.
Table 3-4 Projected Paper and Cardboard Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 3,260 4,082 5,224
Potential for direct recycling 575 720 922
Totals 3,835 4,802 6,145
• Reliability of Supply
All non recycled material presented in C&D flows would be suitable for TCT at an estimated 80% of
projected flows.
Table 3-4a Projected Paper and Cardboard availability by Grade
Projected Availability Carry forward, assured supply
50% of Totals
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 3,260 4,082 5,224 2,608 3,265 4,179
Potential for direct recycling
575 720 922 - - -
Totals 3,835 4,802 6,145
C&D Plastics
PVC is the predominant plastic used in the building sector, as pipes and vinyl coatings and conduit
and electrical wire coatings etc. This material should be limited or avoided in the feed material to
thermal processing to avoid unnecessarily complex emissions management issues. Such materials
now have direct recycling markets where they can be positively sorted from C&D waste flows. This
practice should be encouraged. However, since there will be such a preponderance of PVC in C&D
plastics, not all will be sorted out and as such, plastics from C&D waste flows should not be
specifically advocated for inclusion in the planned feedstocks to a TCT.
Within this framework, C&D plastics do also contain “benign” plastics in the form of low-density
polyethylene (LDPE) (e.g. pallet shrink wrap), polystyrene (PS) (e.g. parts packaging and insulation),
polypropylene (PP) and polyethylene terephthalate (PET) (containers etc.). Again, all these materials
have strong and existing recycling markets if recovered by polymer type. This study must assume that
such avenues are optimised and only some plastics will present in the feed streams to a potential TCF
as minor contaminants in grade A & B fuels.

Pre-Feasibility Assessment
3 TCT Scenario Development
26 43177679/03/H
• Quality and Quantity
Table 3-5 Projected Plastic Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 100 200 300
B 2,036 2,475 3,126
Directly recovered for recycling, est. 1,425 1,784 2,283
Totals 3,561 4,459 5,706
• Reliability of Supply
The issue here is more about the estimates concerning the proactive plastic removal and recycling
initiatives, rather than assuring dependable volumes to any subsequent TCF. Say 80% of projected
total for Grade B for calorific value assessment purposes.
Table 3.5a: Projected Plastic Availability by Grade
Projected Availability Carry forward, assured supply
50% of Totals
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 100 200 300 100 200 300
B 2,036 2,475 3,126 1628 1980 2,500
Directly recovered for recycling, est.
1,425 1,784 2,283 - - -
Totals 3,561 4,459 5,706 1728 2180 2800
C&D Green Waste
• Quality and Quantity
This material is only an occasional and minor material flow in the C&D waste streams. The main
generators of such material are residents and parks and gardens etc. (see below). Where this material
presents at C&D processing facilities, it can either be positively sorted out and streamed to the MSW
and P&G processing options or added to the processed wood streams – Grades A and/or B. The
assumption in this study being that woody material/roots and stumps etc. will be added to the Grade A
flow (for subsequent size reducing etc.) and the tops added to the grade B engineered timbers etc.
Table 3-6 Projected Green Waste Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 1,000 1,300 1,700
B 1,192 1,444 1,812
Totals 2,192 2,744 3,512

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 27
• Reliability of Supply
The assumption that at least 80% of the projected materials will be available to a subsequent TCT.
Table 3.6a: Projected Green Waste Availability by Grade
Projected Availability Carry forward, assured supply
50% of Totals
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 1,000 1,300 1,700 800 1,040 1,360
B 1,192 1,444 1,812 954 1,155 1,450
Totals 2,192 2,744 3,512 1,754 2,195 2,810
3.2.2 Urban Forest/Parks and Gardens
This material flow emanates from the ACT urban forest management program.
• Quantity
The material indicated in Table 3.7 reflects some 15,000 tonnes per annum being immediately
available, with this volume growing to a sustainable 20,000 tonnes per annum.
Of this relatively homogeneous and consistent supply of quality biomass, there are existing uses that
whilst minor in volume, must be given priority, such as providing the mulch products required, or even
access by local artisans to selected bowers for creative purposes.
• Quality
As mentioned, this must be regarded as “high” quality material in that apart from hardwood/softwood
species variation, this material is not so much an “indeterminate waste stream” as a high quality by-
product of urban forest management, presenting as a potentially assured input stream to a permanent
value adding process, which requires such characteristics, such as a TCF.
Table 3-7 Projected Urban Forest Wood Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 10,500 13,147 16,824
B - - -
C - - -
D - - -
Mulch & artisans etc. 4,500 5,635 7,211
Totals 15,000 18,782 24,035
•

Pre-Feasibility Assessment
3 TCT Scenario Development
28 43177679/03/H
• Reliability of Supply
The driver for the generation of this material flow is a clearly articulated urban forest management plan
which is entirely within government control. For this reason, this material is not only a reliable or
assured resource flow, but it is of such quality that conversion through a TCT facility needs to
demonstrate that such an outcome would represent the highest and best use of the material. This is
especially so, as the ability of the ACT Government to “contract” a minimum volume of such material
to a TCT, to underpin overall feedstock/supply certainty, will remove the “cascade” option to highest
and best use, should such an option arise in the future.
For example, such is the quality of this material that perhaps it could sustain the development of a
local wood pelletizing operation to supply commercial and domestic space and water heating
initiatives.
Whilst it is beyond the scope of the current brief to review such options and the cross cutting policy
issues that might arise, such a study might be beneficial before moving to a subsequent feasibility
study of any options that arise from this current study.
Our study assumes 100% of the projected materials will be available to a subsequent TCT.
3.2.3 Biosolids
Background
Consideration of Biosolids in this study is a specific requirement of the brief. PSD consultants are
currently engaged by the operator of the Lower Molonglo, ActewAGL, to review sewage sludge
treatment options going forward. PSD consultants have been interviewed for this study and extracts
of their recent report (PSD, 2008) provided. In summary, the situation is that:-
• For the last 30 years all ACT sewage sludge has been dewatered and incinerated at LMWQCC.
• The ACTEW Strategic Review of Sewerage Services is underway and numerous plant upgrades
are being considered, hence it is timely to reconsider the optimum sewage sludge management
options that have come available in the 40 years since the biosolids incinerator was designed and
to expand the scope of this review to include opportunities for management in conjunction with
MSW.
• Whilst the actual plant and the dual incinerators, are reported to be in good condition, with many
more years of service possible in the current duty, if an upgrade is undertaken to address the
emissions issue a budget of some $4M-$85M will be required, depending on the actual upgrade
specifications selected and if energy capture is included.
• The current practice of incineration has provided assured Biosolids disposal for the last 30 years,
and as such, has provided an important level of management simplicity, but in the current social
and political climate such a practice is not sustainable in a carbon constrained, resource depleted
and environmentally conscious context.
As reported by PSD (PSD, 2008), “Compared with most sewage treatment plants in Australia, the
LMWQCC Biosolids are a very high quality Biosolids product. This is due in part, to the lime added to
the process”.
This “...very high quality...” is also due to the lack of any concentration of heavy industry in the ACT, or
conversely, the residential/light commercial catchment for the plant. This issue is likely to be a
continuing situation for the foreseeable future.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 29
In terms of the ACT Government’s ambition to move towards carbon neutrality, the current practice of
incinerating the post centrifuge Biosolids product, which is potentially a “very high quality” source of
organic carbon and soil nutrients, with some $400,000 per year worth of fuel oil seems inappropriate,
and well worth a thorough review at this time.
It is informative to note that Sydney Water now beneficially applies 100% of the Biosolids under
management to agriculture and composting (Sydney Water, 2009). This would suggest that the ACT
Biosolids could be excellent candidates for sustainable and cost effective return of nutrients to land,
either in a similar manner to NSW or as pyrolysis chars.
The biosolids in question are of “very high quality” and at the very least the organic carbon and
nutrients could be returned to the land for the benefit of Australia’s organic carbon depleted soils and
demonstrating a significant saving on the $20-50Million mooted for the proposed LMWQCC incinerator
upgrades.
Our review of international technology suppliers (Section 5.6) highlights two suppliers (Primenergy and
Ebara Corporation) who claim to be operating gasification facilities processing sewage sludge or night
soil, as summarised in Table 3-8.
Table 3-8 Gasification Technology Providers Processing sewage sludge or night soil sludge
Facility City Country Throughput tonnes/year
Feedstock
Primenergy LLC:
Sewage Sludge Destruction
Philadelphia, Pennsylvania
U.S. 87,600 75% moisture content sewage sludge
Ebara Corp: Sakata area refuse disposal union
Sakata City Japan 70,000 MSW and sewage sludge
Ebara Corp: Ube City Environmental Preservation Centre Waste Disposal Centre
Ube City Japan 72,000 MSW, sewage sludge
Ebara Corp: Nagareyama Clean Centre
Nagareyama City
Japan 75,000 MSW, sewage sludge
In addition, further evidence of sewage sludge treatment using TCTs is provided by marketing
information from the following technology providers:
• Pacific Pyrolysis provided information which lists sewage sludge, along with several other potential
feedstock which have been successfully trialled at their pyrolysis facility near Sydney (refer to
Section 5.7 for further details on Pacific Pyrolysis);
• Waste to Energy, a UK based company indicates on its web page www.waste-to-energy.co.uk that
is has a small scale gasifier that can convert sewage sludge cake to a combustible gas and reports
a project with Anglican Water to process 1,100 tonnes of dry sludge a year, producing up to 330
kW electricity in a module;
• AE&E Australia (formerly known as Austrian Energy and Environment) report that several plants
use a combination of sewage sludge and wood, but more specifics were not available. Potential
issues are the metal content of the sludge and also plastics which could result in complex
emissions management issues (if chlorine-based plastics such as PVC are present); and

Pre-Feasibility Assessment
3 TCT Scenario Development
30 43177679/03/H
• Splainex Ecosystems Ltd based near the Hague, Netherlands appears to have a pyrolysis process
which converts both woodchips and sewage sludge (not explicitly mentioned if mixed, but should
not be a problem). Their web page http://www.splainex.com/waste_recycling.htm gives details of a
pyrolysis technology which lists sewage sludge and other biomass sources as feedstocks. Their
web page claims: "Splainex" - industrial environmental friendly technologies: waste-to-energy, bio
fuel and electricity generation, pyrolysis and gasification, biomass treatment, soil remediation,
sewage sludge treatment, sales and marketing, technology adaptation, equipment fabrication and
commissioning.
The above review indicates that conversion of sewage sludge together with wood chips via pyrolysis,
gasification or combustion is technically feasible and has been conducted to some extent, although
not commonly practiced. During any subsequent feasibility studies, a strategy of inviting technology
vendors to establish demonstration plants could provide complete assurance of technological
capability and process capability provided by the multi unit/modular nature of pyrolysis plants. This
would enable satisfactory redundancy to be built into an integrated ACT system thus maximising
resource (and nutrient) recovery for considerably less than the budgeted amounts proposed, that
would only achieve simple resource value destruction. Currently, operational redundancy is achieved
by having duplicate incinerator capacity on permanent standby, in the event that the primary unit has
to be decommissioned for maintenance, or experiences unscheduled failure of any sort. In the event
of these biosolids being presented, in part or whole, as ingredients in the prepared infeed materials to
a TCF, similar operational redundancy could be accommodated. In fact, pyrolysis technologies in
particular are often supplied in modular units (see Section 5.7) which would be ideal for systematically
addressing this issue.
• Quantity
Currently LMWQCC produces some 38,209 tonnes per annum (35% solids) or 13,373 dry tonnes per
annum and with population growth, this volume is due to increase to 47,841 tonnes per annum
(16,318 dry tonnes per annum) by 2029.
• Quality
As mentioned, this material is considered to be of very high quality, and is classified as Grade B (PSD,
2008) based on the NSW EPA (part of NSW DECCW) Environmental Guidelines for the Use and
Disposal of Biosolid Products (NSW EPA, 1997). It would meet the biosolids Grade A criteria but for
very minor exceedences in the average values for copper and zinc. This material could ideally be
mixed 25/75% with Grade A wood waste to provide an assured infeed to a selected TCF. Based on
the information available within the PSD (2008) report, we have assumed the Biosolids would meet
our adopted Grade A criteria for suitable TCT feedstock.
This material could certainly be beneficially applied to forestry or agriculture in its current form,
however, in light of this current TCT prefeasibility study, perhaps this material could be more efficiently
concentrated/beneficiated to optimise its application to land and soil productivity improvement.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 31
Table 3-9 Projected Biosolids Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 38,209 47,841 61,223
B - - -
C - - -
D - - -
Total 35% solids. 38,209 47,841 61,223
Totals 13,373 16,744 21,428
• Reliability of Supply
This is one material that could be defined by its reliability of supply. Biosolids production is closely
related to population in combination with the level and efficiency of the solids removal process.
LMWQCC is planning to upgrade de-nitrification at the plant which will increase the volume of waste
activated solids and complicate the dewatering process generally.
However, this material flow has a much higher value use as a soil productivity improver which is not
realised by the current practice of incineration without energy recovery.
A further and most significant advantage of this material is that flow control is entirely within the ACT
Government’s control, where any subsequent TCT might rely on certain assured supply volumes to
underpin financial viability.
Table 3.9a Projected Biosolids Availability by Grade
Projected Availability Carry forward, assured supply
100% of Totals
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 38,209 47,841 61,223 38,209 47,841 61,223
B - - - - - -
C - - - - - -
D - - - - - -
Total 35% solids. 38,209 47,841 61,223
Totals 13,373 16,744 21,428 13,373 16,744 21,428
3.2.4 Phase 1 Summary
Phase 1 is considered as those potential material flows that could be available as inputs to a new
TCT(s) without further development of first-point-of-receival facilities for the C&I and MSW streams.
Biosolids have been considered in Phase 1 because their current treatment option is under strategic
review. A suitable TCT initiated on the basis of Phase 1 feedstocks may have a role to play in
processing a portion of existing kerbside recycling MRF rejects, but the volume and impact is low and
this has not been considered at the prefeasibility stage.

Pre-Feasibility Assessment
3 TCT Scenario Development
32 43177679/03/H
Also, this study has sought to avoid including the existing green waste composting operations. These
operations have taken time to develop to their current levels of product and operation assurance under
the umbrella of the longstanding NoWaste strategy. Existing operators were interviewed for this study
to establish what commercial effect the establishment of a TCT facility might have on their existing
operations: negative impact points and/or positive impact sensitivity points, and such feedback has
been taken into account in the development of the proposed scenarios.
The adopted philosophy has been to not propose anything which would negatively impact the existing
composting sector, or hamper its organic growth over time.
Potential Phase 1 TCT Feedstocks
Table 3.10 consolidates the reliable carry forward volumes of potential TCT inputs adjusted for
moisture, available from existing first-point-of-receival infrastructure (based on 2009 data).
Table 3-10 Consolidated Phase 1 potential TCT inputs
Grade A Grade B
Material As presented
% moisture
Dry tonnes
% of mix
As presented
% moisture
Dry tonnes
% of mix
Notes
C&D timber 8,000 15 6,800 20 14,190 15 12,062 95 See 1 below
C&D plasterboard
2,329 10 2,095 6 See 2 below
C&D paper/cardboard
2608 15 2217 6 See 3 below
C&D plastics 1,728 15 1,469 4 See 4 below
C&D green waste
800 30 560 2 954 30 668 5
Urban forest 10,500 30 7,350 22
Biosolids 38,209 65 13,373 40
Totals 64,174 47 33,865 100 15,144 16 12,729 100
Combined A & B 79,318 41 46,594
Notes:
1. Perhaps some 80% Grade B could be upgraded to be suitable as Grade A if necessary 2. Non essential TCT input. 3. Presented predominantly as an unnecessary contaminant. 4. Included on the assumption that higher and better uses are not identified, such as pelletising for local use for space and
water heating.
NB: If A & B are combined then collective quality will be “B”.
TCF Operational Assumptions
Advanced TCT’s operate at their most efficient if operated continuously, rather than stopped and
started on a shift basis. Continuous operations are traditionally interpreted as 8,000 working hours per
year/per unit to allow for regular scheduled maintenance and the like.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 33
Therefore:
• 1 dry/t/hr = 8,000 tpa
• 2 dry/t/hr = 16,000 tpa
• 3 dry/t/hr = 24,000 tpa
• 4 dry/t/hr = 32,000 tpa
Key Findings from Analysis of the Data in Table 3.9
• The total of dry Grade A material indicates a TCT facility in the 4 t/hr range as being
practical/optimal.
• Such a conclusion is dependent on thermal conversion being the optimum use of both the Urban
Forest and Biosolids material, both of which are material flows that the ACT Government can
control, and which present with well defined characteristics.
• An option that could be modelled would be to include the 12,763 tonnes per annum of Grade B
materials, instead of either the Urban Forest material or Biosolids, or both.
• As will be discussed in the subsequent scenario and iterative development possibilities below, 1
t/hr or 2 t/hr plants could be commissioned initially to demonstrate product quality, efficiency and
reliability whilst incineration options are still available for bypass/fallback management of Biosolids.
3.3 Phase 2: C&I first point of receival (wet and dry Dirty MRF facility) in addition to C&D Waste
3.3.1 C&I Sources
The Territory Government is currently assessing the costs and benefits to the ACT of establishing a
first point of receival for MSW waste flows i.e. a dry C&I MRF and a dirty MRF.
Whatever the final sorting/MRF technologies finally adopted, flows of potential TCT in-feed material
will arise – to varying levels of consistency.
For the purpose of this prefeasibility study, we will adopt the wet/dry MRF concept being promoted. In
this scenario the C&I contractors will be encouraged to introduce dedicated “slops runs” to collect food
and wet waste directly from recognisable generators (restaurants, food markets, hotels, hospitals and
any other generators of such materials). These materials could then be directed to a specialist facility
that would realise the highest net resource value from the materials.
This strategy will have the significant collateral benefit of removing the majority of the “wet” materials
from the residual C&I waste stream, thus making the dry MRF easier and cheaper to design and
operate and improve the quality of the proposed products, especially those products that would be
significantly degraded by cross contamination with food waste, such as paper/cardboard.
C&I Paper/Cardboard
As with C&D paper/cardboard, the primary end use is for recycling back into new paper/cardboard.
The large generators, such as supermarkets, avail themselves of the services of specialty
paper/cardboard collectors, who will install dedicated containers, even balers/compactors, to optimise
paper/cardboard recovery.

Pre-Feasibility Assessment
3 TCT Scenario Development
34 43177679/03/H
The adoption of a TCT in the ACT should do nothing to undermine this activity, and should instead
focus on providing the “cascading” option to ensure that any such material that isn’t, or can’t be
beneficially recycled by this method, will at least have its inherent “renewable” energy quotient, and
carbon content, realised in lieu of being wasted to landfill disposal.
• Quantity and Quality
An important function of a dirty C&I MRF must be to optimise paper/cardboard recovery and recycling
for direction into the strong existing markets for such materials. In fact, paper/cardboard presenting as
a residual at the end of a dirty MRF process will be mostly secondary materials, with coated and
plasticised materials or with entrapped plastic film etc.
Table 3-11 Projected C&I Residual Paper/Cardboard Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A - - -
B 8,722 9,946 13,204
C - - -
D - - -
Encourage recycling 12,000 16,000 20,000
Totals 20,722 25,946 33,204
• Reliability of Supply
The scenario described above where major generators have direct recycling services available from
specialist cardboard collection companies, and that a major operational task of a C&I dirty MRF is to
recover as much paper/cardboard as practical, the carry over estimates for a possible TCT facility will
not be an assured volume, but more in the nature of a next best option for MRF residuals. So as only
a small fraction should be carried forward as a reliable supply to a potential TCT facility.
Table 3-11a Projected C&I Residual Paper/Cardboard Availability by Grade
Projected Availability Carry forward, assured supply
50% of Totals
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A - - - - - -
B 8,722 9,946 13,204 6,631 8,303 10,625
C - - - - - -
D - - - - - -
Encourage recycling 12,000 16,000 20,000
Totals 20,722 25,946 33,204
- - -

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 35
C&I Organics
In the adopted scenario the major sources of such material would be source separated and collected
by a dedicated “slops run”.
Only small individual amounts would remain in the Dry C&I front lift collection, although such small
individual amounts may be numerous and represent perhaps half of the total volume reported to be in
the C&I gross flows.
• Quantity and Quality
Such organic wastes presenting in “dry” loads to a C&I MRF will pass through into the C&I residual
stream.
Table 3-12 Projected C&I Organic Residuals Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A - - -
B 21,146 29,780 37,941
C - - -
D - - -
Recovered by “slops run” 25,000 28,000 36,000
Totals 46,146 57,780 73,941
• Reliability of Supply
These organic materials will present in the Dry MRF rejects stream, as a contaminant on the residual
paper/cardboard etc. This will not present a major problem for a subsequent, Grade B, TCT process,
but other bypass/pass through residuals in the Dry MRF rejects might be much more problematic
(glass, metals, building materials, Hazardous, WEEE etc.). The Dry C&I MRF should be designed to
optimise residual quality to suit potential TCT requirements.
Table 3.12a: Projected C&I Organic Residuals Availability by Grade
Projected Availability Carry forward, assured supply
50% of Totals
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A - - - - - -
B 21,146 29,780 37,941 18,458 23,112 29,576
C - - - - - -
D - - - - - -
Recovered by “slops run” 25,000 28,000 36,000
Totals 46,146 57,780 73,941
- - -

Pre-Feasibility Assessment
3 TCT Scenario Development
36 43177679/03/H
C&I Wood and Timber Products
These materials could be presented by self haul to existing C&D facilities, but the main source would
be as readily identifiable materials for separation at the proposed C&I dry MRF.
Once separated, they should be available as A and B Grade (no CCA treated). If commercially viable,
Grade A could be directed to the (Grade A) TCT infeed preparation facility, or to local mulch/compost
operations, or directed to the proposed PEF manufacturing facility, which could be co-located with the
proposed C&I (dry) MRF.
This is another example of the streaming/cascading strategy proposed to ensure that highest and best
uses are always available and giving priority access to available materials, but if market conditions
change, the same materials can cascade down to their next best use without jeopardising the highest
use opportunity, but avoiding waste to landfill disposal.
• Quantity and Quality
The amount of C&I wood and timber products depends on overall commercial activity (as does most
C&I waste) and packaging trends. In the absence of data to the contrary, we make the assumption
that clean, untreated wood (pallets, packing cases etc.) will present in approximately 50/50
relationship with engineered timbers.
Table 3-13 Projected Wood & Timber Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 3,139 3,929 5,029
B 3,138 3,930 5,028
C - - -
D - - -
Treated Timbers 697 873 1,117
Totals 6,974 8,732 11,175
• Reliability of Supply
In developing an estimate of assured supply to a TCT, 90% of Grade A is carried forward with any
balance cascading down to Grade B should it arise.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 37
Table 3.13a Projected Wood & Timber Availability by Grade
Projected Availability Carry forward, assured supply
50% of Totals
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A 3,139 3,929 5,029 2,511 3,144 4,023
B 3,138 3,930 5,028 2,510 3,144 4,023
C - - - - - -
D - - - - - -
Treated Timbers 697 873 1,117
Totals 6,974 8,732 11,175
- - -
C&I Textiles, Rubber, Plastics
A strong market /approved end uses exist for reclaimed textiles, tyres and most plastics. Even PVC
has a recognised reuse if separated out, bulked up and forwarded, and it will be assumed that a new
C&I dry MRF will be designed and operated to achieve this outcome.
• Quantity and Quality
These “synthetic”, hydrocarbon based materials can present as “calorific value enhancers” in Grade
B type “fuels” if undesirable polymers such as PVC have been minimised or eliminated from the
combined or separated material flows.
As complex polymer materials made from non renewable fossil resources, these materials should all
be recovered for recycling/reuse wherever practical. Any reclaimed net energy value is preferable, in a
cascade of possible end use applications, to wasting such materials to landfill disposal. The highest
and best use will always be recycling/reuse. For example, the original virgin polymers, employed in the
original products and packaging presenting in these C&I material flows, had commercial values of
$3,500-$10,000/t in the initial manufacturing process. To recover only the net energy value (say $30-
$50/t coal equivalent) represents an unsustainable “down cycling” of the inherent resource value, even
if the landfill alternative is some minus $150/t – in net realisable value.
The C&I dry MRF should be specifically designed to recover the optimum range of polymers from the
considerable plastic input available. The assumptions made in this study are that 80% of the plastic
stream would be recovered for recycling with the remainder directed to a thermal conversion facility.

Pre-Feasibility Assessment
3 TCT Scenario Development
38 43177679/03/H
Table 3-14 Projected C&I Textile/Rubber/Plastics Availability by Grade
Projected Availability
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A - - -
B 8,128 10,178 13,024
C - - -
D - - -
Recover for recycling 11,545 14,456 18,499
Totals 19,673 24,633 31,523
• Reliability of Supply
If the design specification of the proposed C&I Dry MRF includes:-
— To optimise the recycling of the textile/rubber/plastic fractions;
— To remove gross contaminants (such as PVC);
— Present Dry MRF residual/by materials as
o Suitable for PEF production; and
o Suitable for treatment/disposal only,
then the project High Calorific material flow will be quite reliable as an input into a subsequent PEF
production facility.
Table 3.14a: Projected C&I Textile/Rubber/Plastics Availability by Grade
Projected Availability Carry forward, assured supply
50% of Totals
Suitable for Grade: 2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
2009 tonnes per annum
2029 (M) tonnes per annum
2029 (H) tonnes per annum
A - - - - - -
B 8,128 10,178 13,024 7,722 9,669 12,373
C - - - - - -
D - - - - - -
Recover for recycling 11,545 14,456 18,499
Totals 19,673 24,633 31,523
- - -
3.3.2 Phase 2 C&I Summary (Including mixed C&D Waste)
The C&I waste streams, as currently presented include:-
• Some self haul to landfill;
• Specialty paper/cardboard collections for recycling;
• Speciality glass (pubs, clubs etc.); and
• Private “front lift” mixed collections.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 39
The C&D mixed waste is material disposed of the Mugga Lane Landfill and is exclusive of the C&D
wastes discussed in the previous section. The total tonnage (2009 data) is 27,522 tonnes per annum
It is likely that in Phase 2 this tonnage of waste will be processed through the C&D recycling
operations discussed in the previous section.
This latter material all currently goes to landfill disposal and if the wet/dry MRF strategy is
implemented, the proposed TCT facility could see the following (Table 3.15) as potential inputs as a
result of the proposed “streaming and cascading” overall strategy (based on 2009 data).
Table 3-15 Consolidated Phase 2 Potential TCT inputs
Grade A Grade B
Material As presented
% moisture
Dry tonnes
% of mix
As presented
% moisture
Dry tonnes
% of mix
Notes
C&I paper/ cardboard
- 8 - - 6,631 8 6,101 21 See 1 below
C&I organic residual
- 60 - - 18,458 60 7,383 26 See 1 below
C&I wood 2,511 15 2,134 100 2,510 15 2,134 7 See 2 below
C&I textiles/rubber / plastics
- 2 - - 7,722 2 7,568 26 See 1 below
Mixed C&D Waste - - - - 6,821 15 5,768 20
Totals 2,511 15 Av 2,134 100 42,142 34 28,952 100
Combined A & B 44,653 33 31,087
Notes:
1. Organic residuals will present combined with paper/cardboard and textile/rubber/plastic fractions in the proposed Dry
C&I MRF (decontaminated) residuals stream.
2. The wood and timber stream would more usually be positively sorted out, with only trace amounts reporting with the
other residual stream. This allows the best of the wood and timber stream to be directed to Grade A uses – where
they exist.
NB: Totals carried forward to Table 3.18 for scenario scoping and summarisation.
3.4 Phase 3 MSW Sources
As discussed in Section 1.1.1 and 1.1.3, the ACT NoWaste strategy has, to date, been directly
focused on resource recovery (and waste minimisation/landfill avoidance) from the MSW (domestic)
waste stream. The ACT Government has retained flow control over the MSW stream, as compared to
the C&D waste stream, where similarly significant results have been achieved but by providing
incentives to commercial customers, such as reduced gate fees.
Phase 3 refers to the outcomes that could be achieved following the establishment of a residual mixed
MSW, first point of receival, or pretreatment facility to replace direct access to (landfill) disposal.
Technologies to perform this task are well established and assured outcomes could be achieved from
a tightly defined and proactively focused vendor enquiry process.

Pre-Feasibility Assessment
3 TCT Scenario Development
40 43177679/03/H
To provide an objective basis for the following assessment of potential feedstock to a TCF, the
following assumptions are drawn:-
• Basic pretreatment will separate the raw, as delivered, MSW into six basic product streams as
shown in Table 3.16 which will represent:
• Positively sorted carry over dry recyclables for channelling to markets with existing (kerbside) MRF
product streams.
• Gross contaminants removal, (gas bottles, HHW (whole containers/items only), W.E.E.E., batteries,
PVC (if obvious), bulk items etc. all for specialist return (for e.g. linked to Product Stewardship
schemes etc.).
• A processed, mainly “moist” organic material, ideal for A.D. processing (energy recovery) and the
(plastic contaminated – Grade B) digestate for PEF production (indirect TCT) or a suitably non
selective TCF directly.
• A processed, mainly “dry” High Calorific material, ideal for PEF productions (indirect) or a suitably
non selective TCT facility directly.
• Metals (ferrous and non ferrous)
• Inerts, non-putrescible residuals, for selected civil applications.
• From the domestic drop-off waste stream of 13,310 tpa it is estimated that 2,333 tpa of mixed
waste will be added to the overall domestic kerbside mixed waste.
Table 3-16 Gross Separation of Pre-treated Residual MSW
Resolved into:
Material TONNES PER ANNUM
Dry recycling
Gross contaminants
< 40mm moist organics
> 40mm Dry HC fraction
Metals Inerts
Paper/cardboard 3,698 1,403 1,102 1,193
Contaminated paper / cardboard
4,182 4,182
Food/kitchen 27,304 27,304
Garden organics 3,707 3,707
Wood/timber 656 656
Textiles/clothing/carpet 3,284 3,284
Broken glass 2,764 2,764
Recyclable plastics 7,182 742 6440
PVC 65 65
Metals – Fe & Non Fe 1,721 1,721
HHW 617 617
Nappies 3,659 3,659
Inert residuals 11,315 11,315
70,154 2,145 681 39,954 11,572 1,721 14,080 Totals
3.1% 1.0% 57.0% 16.5% 2.5% 20.1%
With such a tightly specified MSW pretreatment facility, issues of quality, quantity and reliability of
supply will resolve as Table 3.16a.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 41
Table 3-16a Projected Residual MSW Available for TCT – Grade B
“Wet Organics” Dry HCF
Material TONNES PER
ANNUM
% moisture
Dry
TONNES PER
ANNUM
% of mix
TONNES PER
ANNUM
% moisture
Dry tonnes
% of mix
Paper/cardboard - clean 1,102 15 937 5 1,193 8 1,097 11
Paper/cardboard - contaminated
4,182 15 3,555 20
Food/kitchen 27,304 70 8,191 47
Garden organics 3,707 50 1,854 11
Wood/timber 656 15 557 6
Textiles/clothing/carpet 3,284 15 2,792 28
Plastics 6,440 15 5,474 55
Nappies (plastics) 3,659 20 2,927 17
Totals 39,954 56 (Av) 17,463 100 11,572 14 (Av) 9,920 100
NB: The analysis is drawn from sources the specific ACT data, and the consultant’s own experience and is expressed in terms that provide order of magnitude or indicative values sufficient to inform scenario development at this prefeasibility stage.
Residual MSW Moist Organics Value Recovery
The most significant fraction of the pretreated residual MSW is the combined food/kitchen/garden
wastes fractions which represent approximately half of the total volumes when combined with
“contaminated” paper/cardboard (usually food wrappers/pizza boxes etc.).
Determining when and how to recover the highest net resource value from these materials is a very
complex logistical, socio-political, cost/benefit assessment that is recommended as a separate and
specialist study or investigation, to provide certainty around projecting available infeed volumes to a
proposed TCF.
One obvious option is to provide a third bin to residents for the specific discard of food/kitchen/small
garden wastes – or a bio-bin. This is an expensive but readily definable and budgetable option. Such a
strategy would collect more bio-wastes at a higher quality than extracting the same volume from MSW
pre-treatment. The issue then becomes, the cost ($ and carbon) of collection versus the extra material
and the improved quality of that material.
The ACT NoWaste strategy has now instilled a very strong culture of self hauling, source separated
garden waste for composting – would this practice be devalued by the introduction of a bio-bin, and
would the actual quality of the collective bio-bin system ensure a higher and better use for the
material? In the case of an anaerobic digestion (AD) treatment option, only the digestate would be
impacted and if this was destined for TCT, the impact would be minimal, since any residual physical
contamination with plastics or inerts could be accommodated within the Grade B classification.
In making these assessments, the net value of composts needs comparing to the net energy values of
AD and/or TCT and the net carbon profiles of the options. AD processes generate “Biogas” as their
primary, energy recovery products, and the digested solids report as a digestate “sludge”. If the
digestate is of sufficiently high quality, this is ideal for aerobic re-stabilization (composting) and
subsequent application to land as a valuable soil productivity improver with a similar commercial value
to other compost products. The commercial viability of such AD plants usually relies on a sustained
income stream from the digestate materials.

Pre-Feasibility Assessment
3 TCT Scenario Development
42 43177679/03/H
Where the digestate contains certain physical contaminants, as might be the case where the organic
fraction of MSW pre-treatment is the primary feedstock, then the digestate would present as a waste
disposal cost or problem, unless a suitable TCF was available to realise the resource value of the
material, without necessarily being detrimentally affected by the same physical contaminants.
Recent studies (Lundie et.al 2005) have shown that to obtain the very highest volume and quality of
food/kitchen organics recovery from high rise/multi unit dwellings, insinkerators avoid any reverse
logistics impacts, as long as the STP is recovering the biosolids and nutrients efficiently.
Further, a bio-bin option could discourage all those who home compost or worm farm.
3.5 Tyres
Tyres are an item that is currently presenting as a waste stream in ACT, and consideration of tyres as
a potential input to a future TCF was specifically requested.
A tyre is a complex, highly engineered item consisting of natural and synthetic rubbers, different
grades of carbon black, steel wire/textile reinforcement and all bound and mixed with an extensive mix
of specialty chemicals.
Figure 3-1 Generic Structure and Composition of a Tyre
Source: Kumho Tyres Website 2005
End of life tyres present with the following characteristics:
Table 3-17 Combined Composition of End-of-life Tyres
New Tyres Rubber (% & kg) Steel (% & kg) Textile (% & kg)
Motor cycle tyres 70% 2.8 18% 0.7 12% 0.5
Passenger tyres 72% 5.7 21% 1.7 6% 0.6
Specialty tyres 70% 28.1 30% 11.9 0% 0.0
Light & medium commercials 69% 11.1 25% 4.0 5% 1.0
Truck & bus tyres 68% 27.2 32% 12.8 0% 0.0
OTR tyres 70% 562.5 30% 234.5 0% 0.0
Source: URS Analysis

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 43
The original materials of construction for, say a standard passenger tyre cost the original manufacturer
approximately $3,000/t to assemble and apply to tyre manufacture. In the first instance it is valuable to
compare this value with the potential value an end of life tyre would realise if presented systematically
for thermal conversion for a one-off recovery of the inherent Calorific Value. As a coal replacement to
a cement kiln for example, the Calorific Value of tyres and the value of the steel as a substitute for
other Ferrous materials applied in the manufacture of clinker might, optimistically, have a net resource
value of between $100-$150/t. In simple commercial terms, this presents an unsustainable “down
cycling” for materials that had an original value of some $3,000/t.
Now, unlike glass or metal or lube oil recycling, the full initial resource value of some $3,000/t for tyre
manufacture is not directly recoverable because of the complex cross linking and vulcanisation
chemistry involved in tyre manufacture. However, this same manufacturing process produces an end-
of-life product that:-
a) Presents as a highly engineered “donut” if practical applications can be found to fully realise these
properties, or
b) If shredded, crumbed or powdered, the steel and fibre are directly recyclable and the residual
rubber retains its highly engineered original properties of UV resistance, compressive strength with
rebound memory and impact resistance. Further, such crumbs and powders can be surface
modified or even (partially) devulcanised for inclusion in a wide range of new rubber or polymer
products.
Such applications have a benchmarked commercial value (as compared with virgin products to
achieve similar results) of some $1,000-$1,500/t or some order of magnitude more than simple CV or
energy recovery. Where the likely or proposed end of life tyre recycling sector generates “by-product”
rubber materials, energy recovery would be an entirely suitable outcome where the receiving facility
could accommodate sporadic supply or occasional supply of such material, could ensure complete
control of any resultant emission and avoid the problematic ash/residual material. Around the world,
cement kilns have proved most satisfactory in this role (see 3.7.2 re PEF capability).
However, a current market failure exists where capital has not been systematically applied to achieve
these higher order outcomes with the result that tyres continue to present today as more of a
waste/disposal problem, rather than as a strongly viable resource recovery opportunity. This problem
was first acknowledged in 2001 when the tyre industry and the Commonwealth government first met
and agreed to establish a voluntary, industry driven product stewardship scheme to “systematically
and comprehensively” address the clearly identified market failure.
The finally negotiated, co-regulated Tyre Product Stewardship Scheme is being considered by EPHC.
A strategic framework for the realisation of the full inherent resource value available from end of life
tyres is intended to be established through this process. The proposed scheme has been specifically
designed to reward the highest product value realised from used tyres as the major focus of
redressing the prevailing market failure.
The recovery of calorific value alone will be one of the lowest value applications under the scheme
and it is anticipated that eventually used tyres will attain a small but positive value as feedstock to
specialised crumbing, powdering and devulcanising facilities.
In this anticipated market place, few tyres are expected to be presenting in the ACT waste streams
and therefore it is not recommended to specify an eventual TCF that might seek to rely on tyres to
ensure its viability.

Pre-Feasibility Assessment
3 TCT Scenario Development
44 43177679/03/H
Further, the thermal processing of tyres is problematic due to the very complex chemical mixture of
the original materials of construction.
For simple calorific value recovery, industrial kilns, such as cement kilns have proved ideal for burning
tyres, but only because kilns offer:-
• High operating temperatures (1200°-1400°C);
• Long residence time in the kilns (2-5 sec) to ensure complete burn out;
• Very effective off gas clean up capabilities to ensure no diminution in emissions quality; and
• No residual ash – since all such materials and the steel cords are absorbed into the final clinker.
To create such specialised conditions purely for those diminishing volumes of used tyres arising from
the ACT is not recommended. However, the highest net resource value recycling, anticipated by the
proposed product stewardship scheme, will result in some 25,000-35,000 tonne per annum, of tyre
recycling scrap, rejects and geographically inconvenient used tyre arisings for which appropriate
energy recovery may well prove the most sustainable and practical outcome.
Further, the ACT has a significant repository of end of life tyres in the West Belconnen landfill. These
casings will no longer be suitable for reprocessing for high quality crumb or powders, but would be
ideal as an energy source.
So, whilst the national agenda will be towards end of life tyre recycling for high quality Tyre Derived
Products (TDP’s), the ACT is in position to source casings from:-
• existing historical repositories;
• surplus casing from recurrent arisings;
• interstate end of life tyre recycling by-products and rejects;
and to provide a reliable flow of specifically processed Tyre Derived Fuels (TDF’s) for the local cement
kiln (already licensed to receive such material) or for a local TCF, if such a facility could provide the
appropriate conditions for efficient energy recovery from such materials.
3.6 Strategic Rationale Project Implementation Issues in Selecting Preferred Scenarios
As clearly articulated in the URS/Eco Waste proposal, and as reiterated at meetings to date, the
logical approach being adopted for this prefeasibility study is founded on a clear three stage process.
• Stage 1 – Identify the available materials
This is covered by the analysis in Chapter 2 of this report, and as subsequently analysed in Chapter 3.
The available materials emanating from the ACT (and surrounding jurisdictions) need to be thoroughly
understood as to their generic characteristics, the quality (purity or level of cross contamination), their
reliability of supply, especially over the likely life span of an eventual TCF, any likely competitive
pressures or issues that can be anticipated to affect the quality, quantity and reliability of supply over
the proposed life span of any process plant that might be established on the basis of an identified
strategic need, and/or identified feedstock.
Finally, the legislative, regulatory or commercial measures the ACT Government currently employs or
might employ in the future to provide “flow control” to any resultant TCF.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 45
• Stage 2 – Determine what products it is most ideal, sustainable or commercially attractive to make
from the, by now, clearly identified and characterised feedstocks
The thermal processing of the predominantly biomass based materials, with thermal oxidation
discounted as an option, can only produce the following products:-
• Heat;
• Syngas;
• Bio-oils; and
• Biochars.
A secondary product from all four primary products is power (electricity generation).
Potential collateral impacts of any such thermal processing facility will be emissions to atmosphere
(and perhaps lesser impacts of dust, odour, noise, traffic etc.) and the irreversible conversion of the
infeed materials, predominantly lignocellulosics, from complex cellular structures and molecules, into
the four more generic products identified.
Thermal conversion is a binary decision that has the considerable potential to transform certain
materials into more valuable resultant products. But if undertaken without due consideration,
unsustainable “down cycling” can ensue.
A further strategic implication relates to process efficiency. In simple terms, an inefficient thermal
conversion is manifested where a disproportionate proportion of the inherent energy value of the
feedstock materials is lost or dissipated during the process (parasitic load) rather than being available
as a product of the process. Generally, smaller process plants require a greater proportion of the
inherent energy in the selected feedstock to drive the process and “heat up” the equipment itself.
Once the primary process has produced heat or syngas, the conversion of this produced energy into
power or electricity (or electrons in the wires) represents a further potential step down or utilization of
the originally available inherent energy potential to support the conversion from heat to electrons. For
example, the most efficient modern fossil fuelled power stations are struggling to be 40% thermally
efficient. That is, that 60% of the inherent energy in the original fuel is utilised to support the process,
and only 40% of the energy value of the original fuel can be measured as the final product – electricity.
Older, smaller units can present as only 15-20% thermally efficient. This represents a waste of the
original resource in that maybe 20% of the original fuel source is consumed and lost purely because
the selected conversion process was inappropriate or inefficient. When reviewing the available
feedstocks from the ACT region, an important feature of demonstrating sustainability will be to
minimise process losses or inefficiencies.
• Stage 3 - Determine if the TCT scenarios developed result in a higher net present value to the ACT
government compared to the current (baseline) situation
In this strategic framework the technology is the “servant” not the “master”, performing the clearly
articulated need as efficiently as possible.
There is an often an adopted approach where the technology is selected first with only scant regard to
the facts evidenced in stages 1 and 2. In such a TCT technology selection approach the technology
becomes the “master”: the fixed and determining factor around which the inherent need or demand or
actual characteristics of the input materials or the quality of the products become secondary
considerations.

Pre-Feasibility Assessment
3 TCT Scenario Development
46 43177679/03/H
The selection of the specific technology and provider would be part of detailed request for proposal
and/or expression of interest process at a future stage in the project. As part of the pre-feasibility
study, URS undertook a high level economic modelling exercise of the scenarios described in Chapter
3 of the report, to provide guidance on whether the TCT scenarios identified result in a higher net
present value for the ACT Government, compared to the current waste management method. This
high level modelling was undertaken following the ACT Government’s confirmation of the scenarios
presented in this report. The modelling provides preliminary guidance on the preferred TCT scenario;
however this will need to be confirmed at the next stage of the project when updated details on the
available technologies and costs are obtained from suitable providers.
3.7 Development of Practical Scenarios for Further Detailed Analysis
During the phased implementation of the proposed C&I and eventually, MSW first point of receival
capabilities, available feedstocks for a potential TCF present iteratively as shown in Table 3-18 (based
on 2009 data). It is noted that these figures include biosolids.
Table 3-18 Feedstock Available for TCFs in Dry Tonnes (2009 Figures)
Phase Grade A Grade B Grade D Grades A & B & D
Phase 1 33,865 12, 729 46,594
Phase 2 2,134 28,952 31,087
Phase 3 HCF - 9,920 9,920
- - 17,463 Dry 17,463 Phase 3 Wet
(39,954) Wet
Phase 3 Domestic Drop Off 4,681 4,681
Totals 35,999 43,553 17,463 109,745
3.7.1 Proposed Scenario 1 – Base Case – Current Situation
Modelling the current situation will establish the benchmark for any subsequent scenarios.
The model of the current situation will quantify the cost of managing those materials currently
presenting for landfill disposal and those materials which are currently diverted but whose current
market value is limited e.g. C&D timber or Grade B materials created by current sorting facilities, for
which no current market exists. These are the materials that under the alternative scenarios
described below would be potentially available for the TCF.
3.7.2 Proposed Scenario 2 – Power Production as the Main Focus
In selecting this scenario focused on power generation, gasification is considered the most appropriate
technology to convert the Type B materials identified into electricity. Whilst gasification and pyrolysis
are much more sophisticated thermal processes and have the potential to generate much higher value
products than simple thermal oxidation (incineration), the determining factor in every such
situation is control of feedstock quality, quantity and reliability of supply – not the generic
technology itself.

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 47
The modelling of this scenario will include:-
1) Whether to deliver gasification technology incrementally (based on 2009 dry tonnages);
Phase 1 – 45,000 t/yr nominal capacity;
Phase 2 – 30,000 t/yr nominal capacity;
Phase 3 – 35,000 t/yr nominal capacity;
This approach will have three separate plants, sized for the available feedstocks at each phase, or
2) To consider a transitional strategy such that only one optimally efficient plant is developed at
Phase 3 for some 100,000 t/yr (dry) capacity.
This strategy is supported by the proposal to establish a Process Engineered Fuel (PEF) capacity
adjacent to or as an integral part of the proposed Dry C&I MRF, which is soon to enter a tender
process. The rationale for this recommendation is as follows:-
— The material conversion sophistication possible with modern gasification is greatly optimised by
standardising feedstock quality (See SWERF case study in Chapter 6).
— The current and proposed “first-point-of-receival” facilities (C&D, C&I and MSW) will produce
generic product streams, but not necessarily tightly specified fit-for-purpose feedstocks for an
optimally efficient gasification plant, so a PEF capability is strongly recommended.
— A proven and established PEF capability will establish the precise feedstock specification
whenever a TCF is procured.
The option to install three separate plants at phases 1, 2 and 3 will lose some thermal efficiency,
but provide some operational flexibility. The quantification of these values will emerge from the
modelling. If, however, the one, 100,000 t/yr capability plant is selected, PEF produced in the
interim could be directed to a regional cement kiln customer or the Port Kembla Steel Works, for
whom such materials would be valuable, but not critical. This could have the beneficial result that
during the time the PEF was applied to the kiln, product quality would be less critical, whilst the
PEF plant operators perfected their processes and procedures, such that if:-
a) The gasification plant was acquired, the infeed quality, quantity and reliability of supply would
be established, rather than assured, at a crucial point of review by the community and
assessment by the vendor engineers; or
b) The TCF was not procured, the type B materials would continue to be converted into cement
clinker for a sustainable resource use outcome.
3.7.3 Proposed Scenario 3 – Iterative Development with Multiple Products
This scenario will model the phased implementation of C&I and MSW pre-treatment first-point-of-
receival facilities where facilities are established to optimise the quality, quantity and reliability of
supply issues for each type of feedstock identified. This scenario aims to generate the most valuable
products from the available materials.
The main TCT is the modular pyrolysis facility that aims to optimise biochar manufacture, from the
Grade A feed stocks, with syngas as the by-product for heat and/or power generation, where
produced in excess of the parasitic loads required for the plant itself. As a guide, an energy balance
benchmark considered for evaluating available technologies is that for every 20 gigajoules (GJ) of

Pre-Feasibility Assessment
3 TCT Scenario Development
48 43177679/03/H
available fuel, some 10 GJ should present as biochar, 9 GJ should present as syngas and only 1 GJ
be required as a parasitic requirement to run the plant.
(Note: A mass balance will differ proportionately depending on the actual calorific value (CV) per tonne
of the available materials).
Pyrolysis (as discussed further in Chapter 5) involves the heating of the biomass material in a
chamber with reduced or no air/oxygen to produce the range of products - heat/syngas/bio-
oils/biochar.
Externally heating such vessels has a natural rate of heat transfer constraint, whereby the ability to
heat the biomass by externally heating the vessel is constrained to units that process approximately 4
t/hr or less.
By way of confirmation, the current selection of Australian developed technologies (see Section 5.7)
all offer actual pyrolysis units in the 1-4 t/hr range for this very reason.
This issue is not a constraint in the context of this TCT pre-feasibility study, since a pyrolysis function
as proposed in Scenario 3 could consist of a single materials receiving, preparation, and presentation
plant, with single product recovery, finishing and presentation. The concept of multiple individual
pyrolysis units is comparable with a single internal combustion engine having multiple cylinders to
deliver the single power source.
Having multiple individual pyrolysis units in a single processing plant provides strategic advantages,
such as:
1) Always having some units functioning whilst others are shut down for maintenance
2) Built-in redundancy to provide assured process capability when processing time-critical
materials such as biosolids
3) Providing flexibility to process different grades of input material to produce different grades of
product simultaneously.
For comparison, one 4 t/hr unit will process some 60-70,000 tpa of raw biomass (depending on
moisture content). This volume is entirely in proportion to the volume of potential infeed materials
identified in Chapters 2 and 3 of this report.
For example – some units process Grade A material for agricultural Biochar production, which is
considered to achieve the highest market price for the biochar. Some units might process Grade B
material for use in iron and steel manufacture with the surplus syngas used for power production.
The issue of whether to compost the wet C&I for sale and whether to compost the MSW pre-treatment
wet residual prior to processing as Grade B materials, or whether either of these two wet streams
should be anaerobically digested first for optimum net resource recovery realisation, is outside the
direct scope of this study, but generic values can be applied to the model to provide an indication of
relative benefits. Such a separate study may prove to be valuable before final decisions are made.
This integrated scenario does present the advantage of providing flow control buffering in the system.
First-point-of-receival facilities need to be available to handle whatever materials are generated by the
community and whenever they are presented and to forward them as value added and primarily
streamed flows ready for direction to the next, more specialised processing option. A PEF facility, if
adopted, will not only improve product quality for subsequent uses, but will also provide flow control

Pre-Feasibility Assessment
3 TCT Scenario Development
43177679/03/H 49
buffering to better service the more highly specialised and less flexible TCT options. The phased
development process applied in Scenario 3 is illustrated in Figure 3.2.
The following sections of the report, including the Regulatory Review, Technology Overview and Case
Studies provide further support for the rationale behind selection of the preferred scenarios described
above.


Pre-Feasibility Assessment
43177679/03/H 51
4
4 Regulatory Overview
4.1 Introduction
As part of the review process, an assessment of the current regulatory and legislative framework
governing waste in general and waste management facilities, including air emission criteria, and any
land application guidelines and thresholds.
As these types of technologies are relatively new to Australia and are still not seen as part of the
waste management solution, several regulatory bodies throughout Australia may have an interest in a
waste-to-energy development. These include planning and environmental agencies; state-based
electricity regulators, and National Electricity Market bodies.
4.2 ACT Legislation and Guidelines
4.2.1 Environment Protection Act, 1997
Objectives
The particular objectives of the Environment Protection Act 1997 (the Act) with respect to this project
are:
• to protect and enhance the quality of the environment; and
• to prevent environmental degradation and adverse risks to human health and the health of
ecosystems by promoting pollution prevention, clean production technology, reuse and recycling of
materials and waste minimisation programs; and
• to require people engaging in polluting activities to make progressive environmental improvements,
including reductions of pollution at the source as such improvements become practical through
technological and economic development; and
• to regulate, reduce or eliminate the discharge of pollutants and hazardous substances into the air,
land or water consistent with maintaining environmental quality; and
• to provide for the monitoring and reporting of the environmental quality on a regular basis in
conjunction with the commissioner for the environment; and
• to control the generation, storage, collection, transportation, treatment and disposal of waste with a
view to reducing, minimising and, where practical, eliminating harm to the environment; and
• to adopt a precautionary approach when assessing environmental risk to ensure that all aspects of
environmental quality, including ecosystem sustainability and integrity and beneficial use of the
environment, are considered in assessing, and making decisions in relation to, the environment;
and; and
• to coordinate all activities as are necessary to protect, restore or improve the ACT environment;
and
The operation of an incineration facility for the destruction of waste by thermal oxidation (including
biological, veterinary, medical, dental, quarantine and municipal wastes) and the operation of a
commercial landfill facility that receives, or is intended by the operator to receive, more than 5,000
tonnes of waste per year is considered a class A activity and as such categorised as an activities
requiring environmental authorisation.

Pre-Feasibility Assessment
4 Regulatory Overview
52 43177679/03/H
ACT Air Environment Protection Policy
The Air Environment Protection Policy has been prepared by the Environment Management Authority
(the EMA) in accordance with Part IV of the Environment Protection Act 1997. The objectives of the
ACT Air Quality Policy are, within the limits of its applicability, to ensure air quality in the ACT at least
meets national standards for ambient air and to minimise environmental harm from local emissions of
air pollutants consistent with the requirements and Objects of the Act.
The Air Environment Protection Policy has been developed in accordance with the following principles
that in the view of the EMA are derived from, or consistent with, the objects and provisions of the Act
and Regulations:
• Regulatory limits should minimise environmental harm to local and ambient air quality while
enabling necessary or socially acceptable activities to take place, subject to appropriate controls.
Examples of such activities include hazard reduction burning and the use of solid fuel burning
appliances for domestic heating.
• The EPP should be consistent with national agreements relating to air quality.
• The EMA should work with other regulatory agencies, such as planning and public health
authorities, to ensure an integrated approach is taken to maximising air quality.
In many cases, emissions can be minimised through the use of appropriate technology and ensuring
equipment is properly maintained and operated in accordance with its design parameters. Fugitive
emissions, in particular, can be minimised in this way but the approach is also valid for reducing
emissions through chimneys and stacks etc.
For industrial emissions not specifically regulated (i.e. either emission through a chimney of pollutants
not covered by the national emission guidelines or fugitive emissions), the general environmental duty
still applies. Under Part III of the Act, that duty requires a person to take “such steps as are
practicable and reasonable to prevent or minimise environmental harm or environmental nuisance
caused, or likely to be caused, by an activity conducted by that person.”
To comply with the general environmental duty, the EMA expects that a person undertaking an
industrial activity would:
• have installed, or be in the process of installing, pollution control equipment at least of a standard
matching general industry practice elsewhere in Australia;
• properly maintain and use any pollution control equipment and any other equipment, the condition
or use of which impacts on the level of pollutants emitted;
• ensure that any person involved in undertaking the activity (e.g. employees, contractors) is
competent to do so; and
• appropriate systems and procedures are in place to minimise the risk of causing environmental
harm.
In the case of Class A or Class B activities listed in Schedule 1 of the Act, specific conditions relating
to the above may be included in the conditions of an environmental authorisation or an environmental
protection agreement. Persons undertaking other industrial activities who are unsure as to whether
they are complying with the general environmental duty are encouraged to seek the advice of the
EMA.

Pre-Feasibility Assessment
4 Regulatory Overview
43177679/03/H 53
Likely Air Emission Standards for Proposed Thermal Conversion Facility
There is currently no ACT air emission standard developed for a pyrolysis or gasification thermal
conversion facility; however the proposed facility would be required to meet the principles and
objectives of the air environmental protection policy as noted above. It is envisaged that as part of the
environmental planning approval process for the TCF, the ACT Environmental Protection Authority
would work with the proponents of the TCF to develop a set of suitable air emission standards. These
standards are likely to be based on existing national and international air emission standards for
similar facilities located in similar environments. Outlined in Table 4-1 are currently applicable
emission standards including the Stericorp Medical Waste Incinerator which was operating at Mitchell,
ACT. These standards provide some guidance on likely applicable emission standards for the
proposed TCF.


Pre-Feasibility Assessment
4 Regulatory Overview
43177679/03/H 55
Table 4-1 Existing Air Emission Standards for Waste Incineration
Contaminant
Commonwealth Consolidated
Regulations - Airports (Environment Protection)
Regulations 1997
NSW Protection of the Environment
Operations (Clean Air) Amendment - Industrial and
Commercial Activities and Plant Regulation,
2005
US EPA Limits for new large (>250tpd) municipal waste
combustion units, 2006
US EPA Limits for new small municipal waste combustion units, 2000
Stericorp Incinerator, Mitchell, ACT, 2006
Directive 2000/76/EC, European Parliament of the Council, 2000~
Total Solid Particles 250 mg/Nm3 (expressed at 12% CO2 level)
50 mg/Nm3 (at 12% CO2 level)
18.635 mg/Nm3 22.362 mg/Nm3 34 mg/Nm3 (expressed at 12% CO2 level)
10 mg/Nm3
Carbon Monoxide 1000 mg/Nm3 125 mg/Nm3 114.56 mg/Nm3 Up to 171.84 mg/Nm3 51 mg/Nm3 50 mg/Nm3
Nitrogen Oxides (expressed as NO2)
90 – 800mg/Nm3 350 mg/Nm3 338.69 mg/Nm3 / 282.24 mg/m3 after 1st year operation
338.69 mg/Nm3 / 282.24 mg/Nm3 after 1st year operation
350 mg/Nm3 400 mg/Nm3
Fluorides (expressed as HF)
50mg/Nm3 50 mg/Nm3 - - 5 mg/Nm3 1 mg/Nm3
Total Organic Compounds
Referred to, no specific limits for TOC
40 mg/Nm3 (Volatile Organic Compounds expressed as n-propane equivalent)
- - 20 mg/Nm3 (expressed as carbon)
10 mg/Nm3
Heavy Metals 10 mg/Nm3 (aggregate Sb, As, Cd, Pb, Hg, V)
- - - 10 mg/Nm3 (expressed as total metals)
0.5 mg/Nm3
Mercury See heavy metals 0.2 mg/Nm3 0.0466 mg/Nm3 0.0745 mg/Nm3 2 mg/Nm3 0.05 mg/Nm3
Lead See heavy metals - 0.1304 mg/Nm3 0.1863 mg/Nm3 3 mg/Nm3 See heavy metals
Cadmium 3 mg/Nm3 0.2 mg/Nm3 0.0093 mg/Nm3 0.0186 mg/Nm3 1 mg/Nm3 0.05 mg/Nm3 (total Cadmium and Thalium)
Hydrogen chloride - 100 mg/Nm3 37.28 mg/Nm3 37.28 mg/Nm3 50 mg/Nm3 10 mg/Nm3
Sulphur Dioxide and Sulphur Trioxide
100 mg/Nm3 (for SO3 only)
100 mg/Nm3 (as SO3) 78.61 mg/Nm3 (for SO2 only)
78.61 mg/Nm3 (for SO2 only)
50 mg/Nm3 50 mg/Nm3 (for SO2 only)
Dioxins and Furans - (at 11% O2 level) 0.1 ng/Nm3 (at 11% O2) 12.113 ng/Nm3 12.113 ng/Nm3 0.1 ng/Nm3 (1-TEQ) 0.10 ng/Nm3
Reference conditions: Dry, 273 K, 101.3 kPa and 7% O2.


Pre-Feasibility Assessment
4 Regulatory Overview
43177679/03/H 57
Restrictions on feedstocks
Restrictions are placed on the fuels and wastes which can be burnt in Part IV of Schedule 2 of the Act
(petrol), clause 3 of Schedule 2 of the Act and Regulation 9 (fuel oil) and Regulation 11 (plastics,
wood, chemicals and wastes).
Under Regulation 9, the sulphur content of fuel oil is restricted to minimise emissions of sulfur dioxide.
Restrictions on substances which may be burnt
Under Regulation 11, specified substances may not be burnt except in an incinerator authorised
(under the conditions of an environmental authorisation) to burn those substances.
The substances which may not be burnt are:
• synthetic plastics or other synthetic polymers; wood that is painted, chemically treated or
contaminated with chemicals; and chemicals other than those recommended by the manufacturer
as a fuel. The ban on burning these substances has been imposed because of the risk of toxic
emissions (e.g. fumes from burning PVC plastic).
• unseasoned wood. Wood which is burnt as a fuel should be properly seasoned to minimise smoke
emissions.
• wastes. Recycling and, where this is not possible, disposal to landfill, are considered the most
appropriate forms of disposal for general wastes. Certain types of waste which are not suitable for
recycling or landfill, such as clinical waste, may be incinerated at an authorised facility.
4.2.2 Planning and Development Act 2007
The objectives of this Act are to provide a planning and land system that contributes to the orderly and
sustainable development of the ACT:
• consistent with the social, environmental and economic aspirations of the people of the ACT; and
• in accordance with sound financial principles.
Note This Act, like all Territory Acts, has no effect to the extent that it is inconsistent with the
national capital plan, but is taken to be consistent with the national capital plan to the extent that it can
operate concurrently with it (see Australian Capital Territory (Planning and Land Management) Act
1988 (Cwlth), s 11 (1)).
Development proposals requiring EIS relevant to this project includes
proposal for the construction of a waste management facility for—
(a) the destruction of waste, including biological, veterinary, medical, clinical, dental, quarantine and municipal waste, by incineration (that is, thermal oxidation); or
(b) the storage, treatment, disposal, processing, recycling, recovery, use or reuse of regulated waste
proposal for a transfer station or material recycling facility that sorts, consolidates or temporarily stores solid waste (including municipal waste) for transfer to another site for disposal, storage, reprocessing, recycling, use or reuse, that—
(a) is intended to handle more than 30kt of waste each year; or
(b) is to be within 2km of a residential zone and, taking into consideration the topography and local weather conditions, is likely to significantly affect the amenity of the neighbourhood because of noise, odour, dust, vermin attracted, lights or traffic

Pre-Feasibility Assessment
4 Regulatory Overview
58 43177679/03/H
If an environmental assessment is required for this development, the following key environmental
issues have been identified as being relevant to the assessment:
• Air quality;
• Health impact;
• Land use and socio-economic impact;
• Noise and vibration;
• Visual amenity; and
• Traffic.
It is anticipated that a preliminary siting analysis will be undertaken, taking into account the following
additional issues:
• Preferred technologies and locations;
• Regulatory and Permitting Issues (Air emissions and permit requirements, water discharges, and
waste); and
• Public acceptability.
4.2.3 Waste Minimisation Act, 2001
An Act relating to the management, regulation and reduction of waste, and for other purposes with the
main objects as follows:
• to establish a waste management hierarchy of the following order:
— avoidance;
— reuse;
— recycling and reprocessing; and
— disposal.
• to ensure that government, industry and community representatives are involved in the
development of ACT-wide waste policy;
• to minimise the consumption of natural resources and the final disposal of waste by encouraging
the avoidance of waste and the reuse and recycling of waste;
• to ensure that industry shares with the community the responsibility for minimising and managing
waste;
• to promote and ensure the efficient resourcing of waste service planning and delivery;
• to achieve integrated waste planning and services;
• to promote and ensure environmentally responsible transporting, reprocessing and handling of
waste.
Although this facility will be beneficial to waste minimisation, this ACT will need to be adhered to on a
policy and management level.
4.3 Australian Guidelines/Code of Practice
NHMRC National Guidelines for Waste Management in the Health Industry, March 1999
These guidelines outline procedures for the classification, segregation, safe packaging (containment),
labelling, storage, transport and disposal of clinical wastes. They are intended to assist authorities and
practitioners, as well as other people involved (whether directly or indirectly), in determining an
appropriate waste management strategy. These guidelines provide design guidelines for the proposed
incinerator, as it will be disposing of some clinical waste.

Pre-Feasibility Assessment
4 Regulatory Overview
43177679/03/H 59
National Occupational Health and Safety Commission, Control of Major Hazard Facilities, National Standard [NOHSC: 1014(2002)], National Code of Practice [NOHSC: 2016 (1996)], October 2002
This standard provides certain control measures to be adopted by Major Hazard Facilities. It is
considered unlikely that proposed ACT facility would be defined as a Major Hazard Facility; however
this should be confirmed prior to completion of the detail environmental assessment and design of the
facility, based on the types and quantities of chemicals to be present at the facility.
4.4 International Guidelines
Stockholm Convention on Persistent Organic Pollutants;
The Stockholm Convention on Persistent Organic Pollutants is a global treaty to protect human health
and the environment from chemicals that remain intact in the environment for long periods, become
widely distributed geographically and accumulate in the fatty tissue of humans and wildlife. Exposure
to Persistent Organic Pollutants (POPs) can lead serious health effects including certain cancers, birth
defects, dysfunctional immune and reproductive systems, greater susceptibility to disease and even
diminished intelligence. Given their long range transport, no one governing acting alone can protect is
citizens or its environment from POPs. In response, the Stockholm Convention, which was adopted in
2001 and entered into force 2004, requires Parties to take measures to eliminate or reduce the
release of POPs into the environment. The Convention is administered by the United Nations
Environment Programme and based in Geneva, Switzerland.
United Nations Convention on Biological Diversity;
The objectives of this Convention, to be pursued in accordance with its relevant provisions, are the
conservation of biological diversity, the sustainable use of its components and the fair and equitable
sharing of the benefits arising out of the utilization of genetic resources, including by appropriate
access to genetic resources and by appropriate transfer of relevant technologies, taking into account
all rights over those resources and to technologies, and by appropriate funding.
4.5 Greenhouse Gas Emission Guidelines and Schemes
This summary addresses the following schemes:
• NSW Greenhouse Gas Reduction Scheme
• Mandatory Renewable Energy Target
• Greenhouse Friendly
• GreenPower
• Carbon Pollution Reduction Scheme (proposed)
It should be noted that the above schemes are in a state of flux and therefore implications for this
project may change.
4.5.1 NSW Greenhouse Gas Reduction Scheme (GGAS)
GGAS commenced on 1 January 2003 in NSW and 1 January 2005 and the ACT. It is one of the first
mandatory greenhouse gas emissions trading schemes in the world. GGAS aims to reduce
greenhouse gas emissions associated with the production and consumption of electricity.

Pre-Feasibility Assessment
4 Regulatory Overview
60 43177679/03/H
GGAS established an annual State-wide greenhouse gas benchmark for the electricity sector and then
requires individual benchmark participants to meet their allocation of the mandatory greenhouse gas
benchmark, based on their share of electricity demand.
Benchmark participants achieve this by surrendering abatement certificates created from project-
based emission reduction activities. Project based emission reduction activities, from which abatement
certificates can be created by accredited abatement certificate providers include low emission
generation of electricity or improvements in emission intensity of existing generation activities, demand
side abatement activities, large user abatement activities and carbon sequestration in forests.
Abatement certificate providers (ACPs) can sell NSW Greenhouse Abatements Certificates (NGACs)
on the market. Each certificate is the equivalent of one tonnes of CO2 equivalent. In recent months the
market price for NGACs has been in the vicinity of AUD$3 to AUD$7 per NGAC. GGAS therefore
provides an additional revenue stream to ACPs for projects that may not otherwise be financially
viable.
With the introduction of the proposed Carbon Pollution Reduction Scheme (CPRS), it is intended that
GGAS will discontinue (the Demand Side Abatement activities of GGAS have recently been migrated
to the NSW Energy Saving Scheme). The announcement by the Commonwealth Government in April
2010 to delay the commencement of the Carbon Pollution Reduction Scheme (CPRS), means that
GGAS is likely to continue for another three years or until the CPRS starts although new
accreditations are not currently being accepted. The NSW Government is negotiating with the
Commonwealth seeking to ensure a smooth transition to the CPRS when if/when it commences.
Companies particularly adversely affected in the transition into the CPRS have been identified and
negotiations are in progress to address the impact of the early closure of GGAS on those companies.
www.greenhousegas.nsw.gov.au/
4.5.2 Mandatory Renewable Energy Target (MRET)
The Australian Government's Mandatory Renewable Energy Target (MRET) was established on 1
April 2001 to encourage additional generation of electricity from renewable energy sources and
achieve reductions in greenhouse gas emissions. The MRET scheme places a legal liability on
wholesale purchasers of electricity to proportionally contribute to an additional 9,500 gigawatt hours
(GWh) of renewable energy per year by 2010. It also sets the framework for both the supply and
demand of renewable energy certificates (RECs) via a REC market.
To deliver on the Government's goal of 20 percent renewable energy in Australia's electricity supply by
2020, a national Renewable Energy Target (RET) scheme was established which expands MRET
over four times to achieve a target of 45,000 GWh in 2020. The national RET scheme, which absorbs
existing and proposed state and territory targets, was designed in cooperation with the states and
territories through the Council of Australian Governments (COAG).
The Mandatory Renewable Energy Target (MRET) is designed to increase the amount of electricity
generated from eligible renewable energy sources. Renewable energy power stations increasing their
output of electricity above 1997 levels can contribute towards the achievement of the RET. This
includes new power stations constructed since 1 January 1997 and pre-existing power stations
increasing output or generating from renewables for the first time.

Pre-Feasibility Assessment
4 Regulatory Overview
43177679/03/H 61
Eligible parties include renewable energy sourced power stations such as wind, hydro, landfill gas,
solar and bagasse, owners of solar water heaters and small generation units, and agents of solar
water heaters and small generation units. Since 2008 REC prices have generally been between
AUD$35 and AUD$50. RET therefore provides an additional revenue stream to accredited generators
for generating systems that may not otherwise be financially viable.
Power stations, if accredited by the Office of the Renewable Energy Regulator (ORER), are eligible to
create renewable energy certificates (RECs) through an internet based registry system, known as the
REC-registry, for their eligible generation output. Once the RECs are created and registered, through
a validation and audit process, the RECs can be traded independently of the physical electricity to
third parties and provide a second revenue stream for eligible power stations.
To become an accredited renewable energy power station, the power station must:
• use one or more of the eligible renewable energy sources to generate electricity;
• have obtained, and comply with the provisions of, all relevant environmental and other approvals
for the operation of a power station;
• be able to measure the amount of electricity being generated; and
• supply the generated electricity to directly meet demand for electrical energy
Baselines for individual power stations are determined and set as part of the power station
accreditation process.
The eligible sources are provided below:
• hydro;
• wave;
• tide;
• ocean;
• wind;
• solar;
• geothermal-aquifer;
• hot dry rock;
• energy crops;
• wood waste;
• agricultural waste;
• waste from processing of agricultural products;
• food waste;
• food processing waste;
• bagasse;
• black liquor;
• biomass-based components of municipal solid waste;
• landfill gas;
• sewage gas and biomass-based components of sewage;
• any other energy source prescribed by the regulations.
http://www.orer.gov.au/

Pre-Feasibility Assessment
4 Regulatory Overview
62 43177679/03/H
4.5.3 Greenhouse Friendly
Greenhouse Friendly™ aims to help meet the challenge of climate change by providing businesses
and consumers with the opportunity to sell and purchase greenhouse neutral products and services by
broadening the basis for investment in additional greenhouse gas abatement and engaging
consumers on climate change issues.
Through Greenhouse Friendly™, Australian businesses can market greenhouse neutral products or
services, deliver greenhouse gas abatement and give Australian consumers greater purchasing
choice.
Changes to Greenhouse Friendly that were announced on 4 February advised that no new
applications for abatement projects would be considered from that date. Some stakeholders may have
benefitted from longer notice of the closure of the abatement provider component. As such,
organisations wishing to lodge an Eligibility Statement to become an abatement provider had to do so
up to 27 May 2009.
www.climatechange.gov.au/greenhousefriendly/
4.5.4 GreenPower
The GreenPower accreditation program aims to drive investment in renewable energy in Australia and
make Australia's electricity supply sustainable. It does this by raising awareness of GreenPower
accredited renewable energy products to increase their uptake and by helping consumers feel more
confident when choosing these products.
The objectives of the National GreenPower Accreditation Program are to:
• Facilitate the installation of new renewable energy generators across Australia, beyond mandatory
renewable requirements, thereby decreasing greenhouse pollution.
• Encourage growth in consumer demand for renewable energy.
• Provide consumer choice for, and increase confidence in credible renewable energy products.
• Promote the renewable energy industry through the rigorous accreditation of generators.
• Increase consumer awareness of the benefits of renewable energy.
• Increase the sustainability of Australia’s electricity supply.
• Eligible renewable resources under GreenPower include:
• solar power
• wind
• biomass (landfill gas, municipal solid waste, agricultural wastes, energy crops, wood wastes)
• hydro-electric power (small-scale or on existing dams)
• geothermal energy
• wave and tidal power.
Only wood waste sourced from existing sustainably managed forestry plantations and clearing of
specified noxious weeds are eligible. Use of any materials from high conservation-value forests is not
eligible. Only crops grown on land cleared prior to 1990 are eligible under the GreenPower program.
Hydro-electric power projects must have adequate environmental flows. Projects that involve
construction of new dams or diversion of rivers are not acceptable under GreenPower.

Pre-Feasibility Assessment
4 Regulatory Overview
43177679/03/H 63
Under GreenPower product providers are currently required to source GreenPower Rights and RECs
from GreenPower Accredited Generators. These requirements are currently in the process of
transition and from January 2011 GPRs will no longer be required or accepted by the program.
Instead, GreenPower currency will be through the acquisition and surrender of RECs only.
GreenPower has provided accredited GreenPower generators with an additional revenue stream
through the sale of GPRs. However, in recent time the value of GPRs has diminished and are
understood to be trading in some cases for AUD$0.5.
www.greenpower.gov.au/
4.5.5 Carbon Pollution Reduction Scheme (CPRS)
In 2009 the Government proposed a Carbon Pollution Reduction Scheme (CPRS) which, if
implemented, would place a limit, or cap, on the amount of carbon pollution industry can emit. It will
require affected businesses and industry to buy a 'pollution permit' for each tonne of carbon they
contribute to the atmosphere, giving them a strong incentive to reduce pollution.
On 27 April 2010, the Prime Minister announced that the Government had decided to delay the
implementation of the CPRS until after the end of the current commitment period of the Kyoto Protocol
and only when there is greater clarity on the action of other major economies including the US, China
and India.
Because the carbon pollution reduction scheme would concentrate on the biggest polluters, it would
have placed obligations on around 1,000 Australian companies in total, those that produce more than
25,000 tonnes of carbon pollution each year.
Under the CPRS the Government would set a cap on the total amount of carbon pollution allowed in
the economy by covered sectors. The Government would issue permits up to the annual cap each
year. Industries that generate carbon pollution would need to acquire a 'permit' for every tonne of
greenhouse gas that they emit. The quantity of carbon pollution produced by each firm would be
monitored and verified. At the end of each year, each liable firm would need to surrender a permit for
every tonne of carbon pollution the firm produced in that year. Firms compete in the market to
purchase the number of permits that they require. Firms that value the permits most highly would be
prepared to pay the most for them, either at auction, or on a secondary trading market. For some
firms, it would be cheaper to reduce emissions than to buy permits. As a transitional assistance
measure, certain categories of firms might receive some emissions permits for free. These firms could
use these permits or sell them.
The price of permits is not set by the Government- rather, it emerges from the market. If a firm can
reduce carbon pollution more cheaply than the prevailing market price of permits, it would choose to
reduce carbon pollution rather than buy permits. Therefore, this kind of scheme provides a strong
incentive for participants to reduce their own carbon pollution. By making this business decision
around whether to reduce carbon pollution or trade in permits, firms operate within the overall cap at
least cost.

Pre-Feasibility Assessment
4 Regulatory Overview
64 43177679/03/H
4.5.6 Implications for the Project
In summary, this project could be eligible for accreditation as an Abatement Certificate Provider under
GGAS if accreditations are reopened in response to the recent announcement of delaying the CPRS
until at least 2013. However, GGAS has a limited duration and will cease following the introduction of
CPRS. Current GGAS accredited LFG generation project(s) in the vicinity of this project may have
questionable viability after GGAS ends. This may provide a source of LFG for this project.
The project will not be eligible for Greenhouse Friendly accreditation.
It should be confirmed whether the project will be eligible for RET accreditation. Revenue for the sale
of RECs could be material if RET accreditation is achieved. Based on eligible renewable energy
sources as included in Section 17 of the Renewable Energy (Electricity) Act 2000, this project is likely
to be eligible for RECs. As such the revenue from RECs has been taken into consideration in our
financial modelling of the preferred scenarios.
The project might be eligible for GreenPower accreditation although there might be little benefit to this
as GPRs are phased out. However, the price of RECs from GreenPower accredited generators could
demand a higher price than those of non GreenPower accredited generators.
The owner of the project would need to determine whether it has future liabilities under any future
carbon emission trading scheme and the magnitude of these.

Pre-Feasibility Assessment
43177679/03/H 65
5
5 Technology Overview
5.1 Introduction
The thermal processes being considered for the ACT Thermal Conversion study are technologies that
thermally convert waste material to other useful products and by-products. These technologies
include:
• Pyrolysis;
• Conventional gasification (fixed bed and fluid bed);
• Pyrolysis/gasification; and
• Plasma Gasification.
As noted in the brief for this project, this study does not include “conventional” mass-burn incineration.
The following section provides a brief overview of the alternative thermal conversion technologies.
5.1.1 Pyrolysis
Pyrolysis has a long history of industrial use. Pyrolysis systems utilise a wide range of designs,
temperatures, and pressures to initiate the pyrolysis reactions. Typically pyrolysis systems use a
drum, kiln-shaped structure, or pyrolysis tube, which is externally heated using either recycled syngas
or anther fuel or heat source to heat the pyrolysis tube/chamber.
Pyrolysis involves the thermal degradation of organic carbon-based materials through the use of an
indirect, external source of heat, typically at temperatures of 400°C to 900°C (750°F to 1,650°F), in the
absence or almost complete absence of oxygen or air. This thermally decomposes and drives off the
volatile portions of the organic materials, resulting in a syngas composed primarily of hydrogen (H2),
carbon monoxide (CO), carbon dioxide (CO2), and methane (CH4). In some systems the volatile
components maybe turned into tar and oil, which can be used as a fuel. Most pyrolysis systems are
closed systems and there are no air emissions sources (if the syngas is combusted to produce
electricity, the power system will have air emissions through an air emissions control system and
stack). After cooling and cleaning in emission control systems, the syngas can be utilised in boilers,
gas turbines, or internal combustion engines to generate electricity or used to make chemicals. It
should be noted that some systems use thermal oxidizers to combust syngas directly without cleaning.
A typical pyrolysis unit processing MSW can produce around 580 to 650 kWh per tonne of waste
processed (average 615 kWh/ton). The balance of the organic materials that are not volatile or liquid
that is left as a biochar material, can be further processed or used for its adsorption properties (to
make activated carbon etc). Inorganic materials form a bottom ash that requires disposal, although
some pyrolysis ash can be used for manufacturing brick materials. This solid by-product is mostly
char. If other nonorganic exist it will be solid by-products not ash.
Feedstock
Pyrolysis systems can process a wide range of carbon-based materials. Any organic or thermally
degradable material can be processed by pyrolysis. Historically, pyrolysis was used to make charcoal
from wood. Currently, some manufacturers are using pyrolysis to make activated carbon using
coconut shells or wood as feedstock. If a homogenous feedstock is processed by pyrolysis it
produces high quality by-products. In order to make the pyrolysis process more efficient, pre-
processing of mixed waste is required. The pre-processing may include drying to enhance the heat
content of the feedstock and/or separation of thermally non-degradable material like metals, glass and
concrete debris. Also, for some pyrolytic processes, size reduction and /or usually a pre-processing
step is required to remove non heat degradable material from the feedstock.

Pre-Feasibility Assessment
5 Technology Overview
66 43177679/03/H
Pyrolysis Reactor 400
OC to 900
OC
Water Quenching/Condenser
Refining
Power Generation or Chemicals
Pre-sorted waste material
Syngas or Liquid
Clean Syngas
Emission Control System
Ash Biochar Metals Silica
Tar, Heavy Liquid
(Bio-oil)
The typical conventional pyrolysis process is shown in Figure 5-1.
Figure 5-1 Typical Pyrolysis System for Biochar Production and Power Generation
5.1.2 Gasification
Gasification involves the thermal conversion of organic carbon-based materials in the presence of
internally produced heat, typically at temperatures of 760°C to 1400°C (1,400°F to 2,500°F), and in a
limited supply of air/oxygen (less than is needed for complete combustion) to produce a syngas composed
primarily of hydrogen, carbon monoxide, methane, and carbon dioxide. Inorganic materials are
converted either to bottom ash (low-temperature gasification) or to a solid, vitreous slag (high
temperature gasification that operates above the melting temperature of inorganic components).
Some of the oxygen injected into the system is used in reactions that produce heat, so that pyrolysis
(endothermic) gasification reactions can initiate; after which, the exothermic reactions control and
cause the gasification process to be self-sustaining. Most gasification systems, like pyrolysis, are
closed systems and do not generate air emission sources during the gasification phase. After cooling
and cleaning in emission control systems, the syngas can be utilised in boilers, gas turbines, or
internal combustion engines to generate electricity, or to make chemicals.

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 67
The use of gasification for MSW began in the 1980’s in the US, Europe and Japan. In these units, the
use of unprocessed MSW resulted in many technical problems, primarily due to the heterogeneous
nature of MSW. This caused handling and feeding problems, as well as issues with temperature and
process control, ash removal and overall cost. Many of these facilities were shut down. With the
worldwide success in coal and petroleum coke gasification, regulatory requirements in Europe and
Japan for increased diversion of MSW from landfill, and difficulties in siting and permitting
conventional incineration, gasification became a major alternative treatment technology for MSW.
Most of the development has occurred in Japan and Europe, at first utilising MSW combined with
other feedstocks such as sewage sludge and industrial wastes.
Feedstock
Prior to entering the gasifier, some pre-processing of the mixed waste streams will be required as
described above in the section on pyrolysis. Some gasification technologies (primarily fixed–bed
designs) may accept a minimum amount of pre-processing, such as removal large appliances,
shredding and sorting. Others may require a significant amount of removal of recyclables, sorting,
shredding and drying, in order to provide a more homogenous feedstock, suitable for gasification.
The typical conventional pyrolysis process is shown in Figure 5-1.
5.1.3 Pyrolysis followed by Gasification
The thermal conversion unit for this type of technology (pyrolysis-gasification) combines pyrolysis
reactor and high temperature gasification or char oxidation chambers. The char from pyrolysis is
introduced to a high temperature reactor (temperature up to 2,000 °C) for gasification. In this chamber
additional syngas and a vitrified slug type solid by product is produced. Energy production occurs
when the syngas is cleaned and combusted in reciprocating engines.

Pre-Feasibility Assessment
5 Technology Overview
68 43177679/03/H
Figure 5-2 Typical Gasification System for Power Generation or Chemicals
5.1.4 Plasma Arc Gasification
This technology make use of alternating current (AC) and/or direct current (DC) electricity passed
through graphite or carbon electrodes, with steam and/or oxygen/air injection (less than
stoichiometric), to produce an electrically conducting gas (a plasma) typically at temperatures greater
than 3900°C. This system converts organic carbon-based materials, including tar, oil, and char, to a
syngas composed primarily of H2 and CO with inorganic materials converted to a solid, vitreous slag.
Like pyrolysis and conventional gasification, plasma arc gasification is a closed system; therefore
there are no air emission sources in the plasma gasification conversion process. After cooling and
cleaning in emission control systems, the syngas produced by plasma arc gasification can be utilised
in boilers, gas turbines, or internal combustion engines to generate electricity or to make chemicals.
The quality of the syngas produced from thermal conversion technologies varies based on the pre-
processing technology utilised as well as the characteristics of the conversion process.
Gasifier 760°C to 1400°C
Emission Control System
Chemical Production
Power Generation
or Chemicals
Pre-sorted waste material
Clean Syngas or Liquid
Ash or Slag Air or Oxygen

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 69
Natural gas, which is primarily methane, has a heating value of about 1,000 British thermal units
(Btu)/cubic foot. Syngas from these thermal conversion technologies are composed primarily of CO
and H2, which have a heating value of 100-700 Btu/cubic foot depending on the composition of
feedstock. If used for power generation, the quality of the syngas generally determines what kind of
power generation equipment can be utilised. For example, low heating value syngas is easily
combusted in a boiler, but may not be usable in a commercially available reciprocating engine due to
ignitability issues and flame characteristics. Some manufacturers of reciprocating engines and gas
turbines produce equipment with modified combustion chambers to deal with lower heating value
syngas.
5.2 TCF Potential Market Value
As discussed above the primary products from advanced thermal processing of the identified in-feed
streams available are heat, syngas, bio-oils/tars and biochars.
All these products can be converted to electrical power (or used for cooling) as a secondary process,
either as a main outcome, or as a logical use of by-products.
5.2.1 Power
Power generation by a thermal conversion technology (TCT) facility processing MSW or mixed waste
depends on the following factors:
1. Throughput of the facility (tonnes/year)
2. Energy content of the feedstock (kJ/kg)
3. Efficiency of TCT and their electrical generation system (boiler, generator etc)
Outlined in Tables 5.1 and 5.2 is the approximate energy content of different feedstock’s available in
the ACT as characterised in Chapters 1 and 2. Based on the percentage of each of the different
waste streams at each Phase of implementation, we have estimated the energy content of the
combined waste stream as presented to the TCF, both with and without biosolids. These values will
be used in our financial model to estimate the electricity generated from each of the scenarios
considered.
Table 5-1 Estimated Energy Content of Waste Streams (with biosolids)
Percentage of Waste Stream Material
Energy Content (kJ/kg) of material as presented (wet)
Phase 1 Phase 1 & 2 Phase 1, 2 & 3
Organic Residual waste 4,700 0% 15% 32%
Domestic HCF to Thermal 25,000 0% 0 7%
Timber 18,700 28% 22% 16%
Plasterboard 1,700 3% 2% 1%
Paper/cardboard 16,300 3% 7% 5%
Plastics 32,500 2% 8% 6%
Green waste 6,500 2% 1% 2%
Urban forest 6500 13% 8% 6%
Biosolids (wet) 6300 48% 31% 21%
Mixed C&D waste 10500 0% 6% 4%
Total quantity of waste (tpa wet) 2009 data 79,300 124,000 181,600
Energy Content of Combined Waste (kJ/kg) 10,564 11,690 11,272

Pre-Feasibility Assessment
5 Technology Overview
70 43177679/03/H
Table 5-2 Estimated Energy Content of Waste Streams (without biosolids)
Percentage of Waste Stream Material
Energy Content (kJ/kg) of material as presented (wet)
Phase 1 Phase 1 & 2 Phase 1, 2 & 3
Organic Residual waste 4,700 0% 22% 41%
Domestic HCF to Thermal 25,000 0% 0% 9%
Timber 18,700 54% 32% 20%
Plasterboard 1,700 6% 3% 2%
Paper/cardboard 16,300 6% 11% 7%
Plastics 32,500 4% 11% 7%
Green waste 6,500 4% 2% 2%
Urban forest 6500 26% 12% 7%
Mixed C&D waste 10500 0% 8% 5%
Total quantity of waste (tpa wet) 2009 data 41,100 85,700 143,400
Energy Content of Combined Waste (kJ/kg) 14,528 14,092 12,597
From the above analysis it is evident that the energy content of the waste as presented to the
proposed TCF would vary between 10,500 to 11,600 kJ/kg (with biosolids) and 12,600 to 14,500 kJ/kg
(without biosolids).
Analysis of a wide range of thermal conversion technologies from different suppliers shows that they
can produce between 450 to 850 kWh/ton net. Throughput of these facilities assumed to be 150
tonnes/day with energy content of 11,000 kJ/kg. In lieu of producing electricity, the steam generated
by these facilities also could be used for other industrial purposes. It also should be noted that
pyrolysis and low temperature gasification technologies electricity generation are very close and vary
in a wide range depending on the manufacturer design and efficiency of the system. The final
estimation of electricity generation for these technologies can be accomplished only when specific
designs are under consideration. In general, based on URS review of technologies, the following
numbers can be used to estimate electricity generation for different technologies:
• Pyrolysis: 580 – 650 kWh/ton (Average 615 kWh/ton);
• Gasification: 600 – 700 kWh/ton (Average 650 kWh/ton);
• Pyrolysis/Gasification: 650 – 750 kWh/ton (Average 700 kWh/ton); and
• Plasma Gasification: 750 – 850 kWh/ton (Average 800 kWh/ton).
The actual market value for electrical power will be determined by a number of factors, including:-
i) Whether a definable portion of the power generated can be classified as “renewable” in either
the voluntary market, or any formal legislated scheme and what premium can be negotiated.
ii) The quality of the power on offer.
� The quantity of power being offered.
� The level of assurance as to continuity of supply
iii) Local supply and demand issues

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 71
Assumptions will be made in the development of the various scenarios, but it is reasonable to assume
that any power generated by even the scenario 2 TCF will not be able to compete with nationally
supplied base load power. As such, local, social and political considerations will need to be brought to
account in the final feasibility analysis.
Quantification of these “local” considerations will be able to be determined once the three scenarios
are complete and the attractiveness of power generation as a primary focus, or as a by-product
optimisation measure, has been scoped.
5.2.2 Biochar Benefits, Markets and Value
Pyrolysis generates biochar as a solid by-product that can be sold to generate a source of revenue,
while also sequestering carbon in the soil, thereby further reducing GHG emissions compared to
landfill. Biochar, at its simplest, is a charcoal product ideal as a coal replacement in metals smelting
or as a supplementary fuel (coke/coal replacement) to power stations etc. An approximately value of
$100-$150/t will be assumed in the high level modelling process. If the feedstock is of the highest
quality, as the material from the urban forest management sources has the potential to be (Grade A),
even highly specified, activated carbon products are possible for air and water filtering applications.
Such materials trade for >$1,000/t. Whilst these markets are constrained and currently well serviced,
this application will at least be modelled.
Biochars designed for agricultural applications are substantially defined by their residual mineral (ash)
content, and are optimised by being processed with certain minerals, clays, calcium carbonates etc.
These products are currently entering the market for approximately $300-$500/t, supplied fit-for-
purpose.
Regarding carbon sequestration benefits of biochar, as noted by Pacific Pyrolysis “As a source of
carbon offset, biochar is one of the few sources of carbon sequestration. There is a proliferation of
projects and technologies seeking to reduce carbon emissions to an optimal level, however biochar is
considered one of only a handful of technologies that remove carbon from the atmosphere. Other
technologies in this vein include carbon capture and storage, forestry and other soil carbon practices
such as no-till farming. Biochar is certainly not the silver bullet which will solve the global issue;
however it is a readily deployable, proven technology that is of a scale that is accessible to customers
seeking to sequester carbon at a project level. It does not suffer from the uncertainties associated
with no till farming or a requirement to lock up large areas of land dedicated to perpetual forestry with
insurance against a residual risk of bushfire”.
Compared with carbon found in humic material, the carbon in biochar generally resists degradation
and entering the atmosphere as carbon dioxide. This means that sequestered carbon may be stored
within the soil for hundreds to thousands of years (Krull, 2009). The process of sequestering carbon in
the soil by biochar is considered “carbon negative”. This is due to the carbon being held in the biochar
would have otherwise remained in the natural photosynthesis cycle and would have been released to
the atmosphere during decomposition. Lehman (2006) notes that conversion of biomass carbon to
biochar applied to soil sequesters around 50% of the initial carbon content compared to 3%
sequestered through burning and 10-20% through biological decomposition (after 5-10years). It is
noted that not all biochar technologies are carbon negative due to carbon leakage and poor
combustion systems. It is essential that understanding, monitoring and auditing of the system is
carried out to verify carbon offsets generated.

Pre-Feasibility Assessment
5 Technology Overview
72 43177679/03/H
Enquiries by Eco Waste (August 2009) have established the following:
i) PEF manufactured to a pre-agreed specification (not onerous) would be attractive to a local
kiln operator for $50-$100/t, but price negotiations would need to include quality, quantity and
reliability of supply issues.
ii) Grade A and B materials would be immediately attractive at the Port Kembla steel works for
carbonising into coal/coke replacements, at a finished product value of between $150-$200/t
depending again on quality, quantity and reliability of supply. Port Kembla steel works has a
potential demand for between 1.5 MT and 2MT/pa of finished product.
iii) Two national fertilizer companies have been identified that have immediate demand for Grade
A sourced biochar for agricultural purposes at prices in the $300-$500/t range as previously
discussed and in volumes of 20,000 tpa to >100,000 tpa respectively; again final pricing
dependent on quality, quantity and reliability of supply.
These values will be further verified before including in the finally accepted scenarios for modelling.
5.2.3 Syngas and Bio-oils
The assumption proposed for the scenarios is that bio-oils be presented as syngas and/or biochar,
since these materials are currently problematic to refine into recognisable products due to their
molecular complexity.
Bio-oils may well be valuable products in the future, when specialist bio-refineries have been
established nationally, but in the short to medium term it is proposed that any subsequent vendor
enquiries or EOI/tender processes stipulate that bio-oil production be minimised, or completely
avoided in favour of increased syngas or biochar production.
Syngas (pyrolysis) can be directly converted to power via turbines or reciprocating engines. Such
power would be marketed as noted above.
Syngas and bio-oils can also be applied directly in a pyrolysis process to provide the parasitic energy
requirements for the process heat necessary. In the scenarios, the potential syngas volumes available
will be discounted by the likely internal process consumption, before estimating possible power
generation.
5.3 Indicative Capital and O&M Cost The costs estimate for thermal conversion technologies provided by the suppliers varies greatly. This
large variation in the costs between suppliers resulted for the following reasons:
• Some supplier submitted information for systems larger or smaller than that envisioned for this
waste disposal facility. URS had to adjust and re-scaled these costs.
• Most of the “emerging technology” firms (those without commercial facilities) do not have strong
cost and revenue data. For example, some plasma technology supplier with energy production
does not have substantiated data and/or long track records utilizing MSW as feedstock.
Revenue generated by thermal conversion technology facilities depends on the sale of electricity. A
Power Purchase Agreement (PPA) with a local utility company can be signed with a fixed cost of
electricity ($/MWh). Table 5-3 summaries the costs associated with different conversion technologies.

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 73
Table 5-3 Summary of Costs and Energy generation for Thermal Conversion Technologies
Technology Throughput (Wet TPY)
Approx Capital Cost ($M)
Annual Net O&M Cost ($M/yr)
Average
Energy
Generation
(kWh/ton)
Annual Energy Generation (MWh) 50,000t/yr
Approx No of Canberra homes (based on 8000 kWh/yr per home)
Pyrolysis 50,000 50 5.0 615 30,750 3,844
Gasification 50,000 40 7.0 650 32,500 4,063
Pyrolysis/ Gasification
50,000 70 8.1 700 35,000 4,375
Plasma Gasification
50,000 90 8.5 800 40,000 5,000
Assumptions:
• Conversion technology capital and annual O&M costs are based on information provided by
different international technology suppliers. It is noted that locally based suppliers have indicated
the capital cost of a 50,000tpa (wet) pyrolysis plant would be in the range of AUD $20 to 30m
depending on the extent of works and material / labour prices. The actual cost of a TCT suitable
for the ACT would need to be confirmed through a call for tender process.
• The costs of preprocessing, and land acquisition is not included.
5.4 Diversion Rate
Thermal conversion technologies in general (pyrolysis, gasification, pyrolysis /gasification, and plasma
gasification) have a diversion rate between 80- 98 %. If the solid by products from high temperature
gasification and plasma gasification (slag) can be used as road base or as construction material, the
diversion rate can be nearly 100%.
Diversion rate for Anaerobic Digestion is lower (approximately 60%) because it generates up to 40%
digestate or solid by products. Some suppliers are processing the digestate further to make compost.
5.5 Greenhouse Gas (GHG) Emissions
The results of several life cycle assessments performed indicate that GHG emissions of thermal
conversion technologies are much lower than any other alternative of MSW disposal including landfills.
GHG emissions for each technology can be calculated based on the diversion rate from the landfill
and in metric ton carbon equivalent (MTCE). Life Cycle Assessment indicated that the annual
emissions from a thermal conversion facility with 1,200 tonnes/day throughput are estimated to be up
to 300,000MTCE. If requested in the future, URS can provide support as part of a detailed feasibility
study to estimate MTCE numbers for each category of technologies and compare them with other
landfill disposal.

Pre-Feasibility Assessment
5 Technology Overview
74 43177679/03/H
5.6 Air Emission Control
TCTs are quite different to direct incineration facilities in terms of their design, and therefore air
emissions characteristic differ as well. Some of the key design and operational characteristics of
TCTs in relation to generation and management of air emissions include:
• Since pyrolysis and gasification processes occur in a reducing environment, typically using indirect
heat, and without free air or oxygen, or with a limited amount of air or oxygen, the formation of
unwanted organic compounds or trace constituents is minimised.
• Pyrolysis and gasification reactors are typically closed, pressurized systems, so that there are no
direct air emission points. Contaminants are removed from the syngas and/or from the flue gases
prior to being exhausted from a stack.
• Incorporating first point of receival material recovery facilities, in order to produce a more
homogeneous feedstock; this provides the opportunity to remove significant amounts of chlorine-
containing plastics (as recyclables), which may otherwise contribute to the formation of organic
compounds or trace constituents.
• The volume of syngas produced in the conversion of the feedstock is considerably lower than the
volume of flue gases formed in the combustion of MSW in incineration facilities. Smaller gas
volumes are easier and less costly to treat, and allow for the use of a wider variety of control
technologies.
• Pre-cleaning of the syngas is possible prior to combustion in a boiler, and is required when
producing chemicals or prior to combustion in a gas turbine in order to reduce the potential for
corrosion in this sensitive equipment. Syngas precleaning serves to reduce overall air emissions.
• Syngas produced by thermal conversion technologies is much more homogeneous and cleaner-
burning fuel than from incineration of MSW.
Air emission control and processing systems that may be required by a TCF in the ACT include:
• When the syngas is combusted in a boiler, or gas turbine, automated combustion controls and
furnace geometry (for boilers) designed to optimize residence time, temperature, and turbulence to
ensure complete combustion.
• For combustion of syngas in a boiler, low-NOx burners and/or a Selective Non-catalytic Reduction
(SNCR) system for reduction of NOx emissions. Selective Catalytic Reduction (SCR) is typical for
exhaust gases from reciprocating engines and gas turbines.
• Baghouse (fabric filter) for removal of particulate matter from flue gases.
• Activated carbon injection (followed by a baghouse) for removal of trace metals (such as mercury).
• Wet scrubber for removal of chlorides/HCl (may produce saleable HCl).
• Wet, dry, or semi-dry scrubber for SO2 (may produce saleable gypsum).
• Final baghouse for removal of fine particulate matter after dry or semi-dry scrubbers.
Air emission control equipment to accomplish this syngas and/or flue gas cleanup is commercially
available, and could be applied to the proposed facility in the ACT to meet the likely emission limits as
discussed in Section 4.2. Local TCT suppliers such as Pacific Pyrolysis and Crucible Carbon would
be able to carry out pilot plant testing of ACT waste samples, to assess potential air emissions against
proposed emission limits.

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 75
5.7 Discussion of Potential International Service Providers
The discussion presented below of potential international service providers is based on information
obtained from the URS (2005) study for the City of Los Angeles, and additional marketing information
provided in the respective company websites. No independent assessment of the information
provided has been undertaken by URS as part of this study. It is understood that as part of the next
stage of the project a more detailed request for information or expression of interest would be
submitted to the potential providers to obtain further updated information.
5.7.1 WasteGen (UK) Ltd
Internet Site Address: http://www.wastegen.com/
Overview
WasteGen (UK) Ltd. is an energy from waste venture that supplies and operates materials and energy
recovery plants for municipal wastes. The core technique of the company is to generate electricity
and heat from solid waste and wastewater sludge by using Pyrolysis Energy Recovery. This
technique has been widely used in Europe to treat solid waste and wastewater sludge for many years.
The waste treatment plants at Burgau and Hamm-Euentrop in Germany with a separate treatment
capacity of 36,000 tonne per year and 100,000 tonne per year respectively are successful applications
of this technique.
Technology Process
The materials and energy are recovered from the incoming waste stream in a conventional materials
segregation process, followed by a pyrolysis gas production process. The gas is subsequently burnt
in either a Gas Turbine or a burning chamber to raise steam to drive a Steam Turbine. The materials
segregation is designed to remove the unsuitable material, the material for composting and the
recyclable materials both mechanically and if required, by manual selection.
The process can be designed to maximise the amount of recycling and composting required by a
particular customer and varied in operation to respond to changing market opportunities. The
pyrolysis process is capable of significant variations in fuel input and is capable of far exceeding the
requirements of all known and anticipated legislative requirements. No waste is burnt in this process
and the gas that is produced is burnt in controlled conditions to generate electricity.
Commercial Status
The plant at Burgau was engineered in the 1970’s and was commissioned in 1984. It has operated
continuously since then with an annual input of 34,000 tonnes of municipal waste. Its kilns are rated
at 2.6 tonnes per hour. The 100,000 tonne/year facility at Hamm-Uentrop went into service in 2001.
Its kilns are rated at 7.3 tonnes/hour each. The service provider claims an electricity production rate of
675 kWh/ton net of feedstock.

Pre-Feasibility Assessment
5 Technology Overview
76 43177679/03/H
5.7.2 Ebara Corporation
Overview
Ebara Corporation is a large Japanese engineering firm established in 1912 with over 16,000
employees and net sales of A$5.7 billion in 2009. The environmental engineering arm of Ebara
provides a range of solutions for managing solid waste including gasification technologies. To date,
Ebara have successfully developed and implemented over 100 waste processing plants, including
MSW incinerators and gasifiers
Technology Process
The Twin Rec technology is one of Ebara’s most advanced technologies for gasification of MSW and
other solids and liquid wastes. Twin Rec is a combination of fluid bed gasification and ash melting,
coupled with immediate combustion of the syngas in a high-temperature chamber. This gasification
process converts the MSW to syngas, and the combustion of the syngas in the high temperature
combustion chamber cause the inorganic component of the MSW (ash) to be converted to a molten
slag.
Ebara’s waste management solution combines the following goals in the thermal treatment process:
• Complete destruction of toxic potential of waste
• Maximised recycling of metals and construction materials, and
• Efficient energy recovery.
Commercial Status
The TwinRec process has been in commercial operation since 2000. Ebara Corporation has
approximately 11 gasification facilities currently in operation, collectively processing 1,462 tonnes of
MSW, 1,063 tonnes of industrial waste and 16 tonnes of sewage sludge per day, and is considered to
be in full-scale development. Key reference facilities are outlined in Table 5-4.
Table 5-4 Ebara Reference Facilities
Facility City Start-up Feedstock Throughput (TPY)
Power output
Aomori Renewable Energy Recycling Corporation
City of Aomori, Japan
2000 Shredder residue, sewage sludge
20t/h 17MW
Sakata Area Clean Union Sakata City, Japan
2002 MSW, sewage sludge 70,000 2MW
Ube City Environmental Preservation Centre Waste Disposal Centre
Ube City, Japan 2002 MSW, sewage sludge 72,000 4.1MW
Asahi Clean Centre Kawaguchi City, Japan
2003 MSW, fly ash 168,000 12MW
Chuno Union Seki City, Japan 2003 MSW 60,000 2MW
Minami-Shinshu Japan 2003 MSW 35,000 0.8MW
Nagareyama Clean Centre Nagareyama City, Japan
2004 MSW, sewage sludge 75,000 12MW

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 77
5.7.3 Primenergy LLC
Website: http://www.primenergy.com/
Overview
Primenergy, L.L.C. is an Oklahoma based corporation founded in 1995 with principal offices located in
Tulsa, Oklahoma. Their primary business is engineering; procurement and construction of turnkey,
biomass fueled energy conversion and recovery facilities. Their primary products are a unique and
proprietary thermal oxidizers, gasification technology and gas cleaning processes.
The gasification technology employed by Primenergy is air blown, updraft, fixed bed and operates at
sub-atmospheric, sub-stoichiometric conditions. Solid fuel feed rate into the gasifier is modulated
based on an energy demand or may be manually controlled. Air flow into the gasifier is controlled to
maintain a pre-set optimum operating temperature. Negative pressure within the gasifier is controlled
by an induced draft fan that is located down-stream of heat recovery. Their commercial systems vary
in size (converting from 70 to 550 tonnes of biomass per day) and purpose (providing hot air for drying
or steam for various process applications and producing up to 12.8 megawatts of electricity).
At their Tulsa headquarters, Primenergy has a fully functional, commercially sized, gasification test
facility complete with a low-pressure boiler and spark ignited internal combustion engine generator.
This demonstration complex has the capacity to gasify up to thirty tonnes per day or a nominal gross
heat release of about eighteen million Btu's per hour, and they have to date successfully tested over
twenty-five different feedstocks including rice hulls and straw, sugar cane bagasse, poultry litter,
refuse derived fuel, paper plant pulp sludge, and sewage sludge (biosolids) etc. For each new
biomass gasification test, Primenergy employs a third party testing company to conduct stack
compliance testing in accordance with U.S. EPA test methods and reporting protocol, and for all
biomass materials tested to date, the process is autogenetic, requiring no auxiliary fossil fuel to
maintain continuous operation.
There are many possible equipment configurations which can be designed by Primenergy and utilised
downstream of the gasifier.
• The synthetic gas produced by the gasifier may be used as boiler fuel and the flue gas directed to a
boiler to produce medium or high-pressure steam.
• Medium pressure steam has been used for various processes; i.e. rice parboiling or soybean
processing.
• High-pressure steam has been used to drive steam turbines for the production of electricity.
For some of the systems, all or a portion of the flue gas has been used both directly and indirectly to provide dry heat for material drying operations.
Technology Process
Primenergy has developed and patented a method of cooling and cleansing the synthesis gas to a
specification necessary for use as a fuel source in an internal combustion engine, Particulate and
Aerosol Removal System (PARS). Coupled to an electrical generator, this method of electrical
generation requires less capital investment and is more efficient than electrical production using steam
for applications under five megawatts. The wet scrubbing of the synthesis gas does not recover the
thermal energy of the gas in usable energy output, but this sacrifice is offset by the reduction in capital
expense of the internal combustion engines. A second use synthesis gas produced by the gasifier and

Pre-Feasibility Assessment
5 Technology Overview
78 43177679/03/H
cleansed by PARS™ may be the production of synthetic organic liquids such as ethanol, acetic acid or
synthetic crude oil stocks by either fermentation or catalytic conversion. A third use may be as a fuel
for gas turbines. For large-scale energy production, the use of a synthesis gas fueled turbine may offer
increased efficiency in energy output.
Feedstocks that have undergone some type of post-harvest processing, such as poultry litter, or
animal waste, human waste, paper pulp sludge, and refuse derived fuel, often contain contaminants,
which potentially limit their use as fuels In an intermediate step between the gasifier and a thermal
conversion system, the hot syngas is dry scrubbed in a process, which is called Synthesis Gas
Scrubbing Systems or S3 Technology. After hot cleansing, the synthesis gases from contaminated
biomass may be safely and cleanly burned. Examples of these fuels and their markets are poultry litter
– poultry integrators; sewage sludge – municipal wastewater treatment; and co-firing of refuse derived
fuel in electric utility boilers – electric utilities.
Commercial Status
Primenergy’s claims that its gasification technology is proven at commercial scale at throughputs over
100,000 tonnes/year. Primenergy’s first commercial facility employing its gasification technology has
operated continuously for over eighteen years. There are seventeen other Primenergy gasifiers in
commercial operation worldwide, using a wide range of biomass feedstocks.
Table 5-5 Primenergy Reference Facilities
Facility City Country Throughput tonnes/year
Feedstock
Riceland Foods (steam and power production)
Stuttgart, AR U.S. 195,000 Rice hulls
Rice processor Jonesboro, AR U.S. 115,000 Rice hulls
Olive processing plant (olive wastes to syngas combusted in internal
combustion engines for power)
Rossano Italy 35,000 Olive waste
Wood Waste Gasification & Thermal Oxidation
Little Falls, Minnesota
U.S. 100,000 waste wood or other biomass materials
Sewage Sludge Destruction Philadelphia, Pennsylvania
U.S. 87,600 75% moisture content sewage sludge
5.7.4 Interstate Waste Technologies
http://www.iwtonline.com/
Overview
IWT is a development company that privately finances, designs, constructs, and operates waste
processing facilities. IWT uses the Thermoselect technology, a patented process, incorporating high
temperature gasification to recycle municipal waste into clean energy and useful products.
IWT maintains offices in: Middleburg, Virginia; Charles County, Maryland; and Malvern, Pennsylvania.

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 79
Technology Process
The Thermoselect technology requires no pre-processing, and no recyclables are removed from the
MSW. Very large pieces of MSW, such as engines and white goods, are typically removed as rejects
in the tipping hall. The Thermoselect technology is a combination of pyrolysis, followed by high
temperature, oxygen-blown, fixed bed gasification. A “plug” of MSW is fed into an externally heated
“degassing” channel, where pyrolysis of the MSW occurs. Syngas is produced, leaving a char and ash
material which is then gasified with oxygen in the directly coupled gasification portion of the process.
The addition of oxygen and natural gas into the lower portion of the gasifier chamber results in
extremely high temperatures, and the inorganic portion of the MSW (ash) is converted to a molten
stream of metals and slag. The molten stream is quench-cooled, forming metal shot and a vitrified
(glass), non-hazardous slag aggregate material.
Following production of syngas, the Thermoselect technology incorporates significant syngas clean-
up, recovery of marketable byproducts, and process wastewater treatment and clean-up. The cleaned
syngas is combusted in reciprocating engines for generation of 11 MW net of electricity for the
100,000 tonnes/year facility, and 124 MW net for the 990,000 tonnes/year facility.
Metals and slag are recovered as byproducts from the gasification, and salts, zinc concentrate, and
sulfur are recovered from the syngas and process water clean-up systems.
Thermoselect has been able to market most or all of the byproducts at other facilities, and IWT
expects to be able to market all of the byproducts generated at the proposed facility for the City of Los
Angeles. Overall diversion from landfill is essentially 100%.
Commercial Status
To put the potential merits of the Thermoselect process to the test, a 110-ton per day demonstration
facility was constructed in Fondotoce, Italy. Research was performed by a variety of universities,
technical institutes, and independent laboratories. After detailed government testing and an extensive
monitoring program, the facility received its commercial license in 1994. After finalizing the
development and optimization of the technology, Thermoselect decommissioned the facility in 1999.
With several commercial plants currently in operation in Japan, using the Thermoselect gasification
technology, this process is considered to be in full-scale development. The approximate total existing
capacity for the Thermoselect process is almost 400,000 tonnes/year.
Table 5-6 Thermoselect Reference Facilities
Facility City Country Throughput tonnes/year
Feedstock
Chiba Chiba Japan 103,500 MSW, and combinations of MSW and industrial waste
Mutsu Facility Mutsu Japan 47,850 MSW
City of Nagasaki Nagasaki Japan 103,125 MSW
Mizushima Eco Works Kurashiki Japan 191,250 MSW and industrial waste
Yorii Orix Eco Service Yorii Japan 155,000 Industrial Waste
City of Tokushima Tokushima Japan 47,000 MSW
Kyokuto Kaihastsu Izumi Japan 32,800 Industrial waste

Pre-Feasibility Assessment
5 Technology Overview
80 43177679/03/H
5.7.5 AlterNRG
http://www.alternrg.ca/
Overview
Alter NRG Corp (Alter), based in Calgary, is an energy company that focuses on gasification to create
alternative energy solutions to meet the demand for environmentally responsible energy. Alter NRG
was formally established in March 2006. Alter NRG has established “Alter NRG” a company whose
focus is on the sale of plasma gasification technology which includes the proprietary plasma torch
technology of our wholly owned Westinghouse Plasma Corporation (WPC).
Technology Process
The feed material is dropped in to the Alter NRG Plasma Gasifier which operates at a slightly sub-
atmospheric pressure. A superheated blast of air, provided at the bottom of the reactor, is heated by
passing part of the air through a non-transferred arc plasma torch. Only part of the required
stoichiometric air is provided, yielding a fuel gas mixture containing hydrocarbons, CO, hydrogen and
CO2.
The plasma torch provides approximately 2-5% of the heat input into the reactor vessel, minimizing
the electrical power required in the process. With the plasma heated air entering the plasma gasifier at
10,000oF (5,500
oC).
In a traditional combustion process, an ash film forms on the material which restricts the passage of
oxygen into the feed material limiting the rate of the chemical reactions. To penetrate this ash film
traditional designs increase the operating pressure, concentration and/or quantity of oxygen required
in the process. The additional volume of process oxygen increases velocities in the reactor, increasing
the carryover of particulate and tars which can occur in competing designs.
The elevated temperatures in the plasma gasification zone prevent the formation of ash film on the
feed material. As ash is formed it will quickly melt allowing the oxygen free access to the feed to
continue the gasification process. As such, the plasma gasifier can operate on air only with oxygen at
reduced quantities improving the overall process. Inorganic material in the feed melts to form a liquid
slag which, when quickly cooled, forms a vitrified glass demonstrated to pass TCLP testing for
leachate. The slag material can be used as an aggregate, and eliminating land filled of hazardous ash
which can be required with other gasification or incineration technologies.
Foundry coke, in measured batches, is added to the plasma gasifier with the feed material to form a
porous bed at the bottom of the plasma gasifier. The porous coke provides avenues for the plasma-
heated air to travel throughout the inside diameter of the plasma gasifier contacting a wide area of
feed material. Additionally with the porous bed the molten metals and slag can easily flow by gravity to
the bottom of the reactor where they can be removed.
According to Alter NRG the plasma gasifier needs little pre-treatment of feed material with only
primarily external drying required for high moisture fuels, and reducing the sizing of large materials to
meet the specifications for the plasma gasifier selected for the project.
According to Alter NRG high moisture feeds can be handled in the plasma gasifier, including slurries
and liquids. Our research testing has indicated that the overall energy efficiency of our plasma gasifier
can be increased as the moisture content in the feed materials is reduced.

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 81
Commercial Status
In the mid 1990s WPC in cooperation with Hitachi Metals began a pilot testing program to confirm the
capability of the plasma system to treat municipal solid waste (MSW) and other waste materials to
produce a syngas which could be used in a power plant for the production of steam and electricity.
A series of tests were completed at the WPC Plasma Center in Madison, US, using a variety of feed
materials and at varying moisture contents. These tests requested by Hitachi Metals provided the
technical basis for the design and installation of a pilot scale 24 ton/day MSW gasification plant in
Yoshi, Japan.
The Japanese government awarded a process certification of the technology in September 2000, and
the Westinghouse Plasma Gasification Vitrification Reactor was established (now called the Alter NRG
Plasma Gasifier).
Lessons learned at Yoshi were applied to full scale facilities in Mihama-Mikata and Utashinai Japan,
which both began commercial operation in 2002 and 2001 and continue operating today.
Two installations in India to treat common hazardous wastes are currently under construction near the
cities of Pune and Nagpur.
The facility in Pune began commercial operation at 50% capacity during April 2009, and is expected to
increase in capacity after the plant power generating equipment is installed. The Nagpur facility is
under construction and is slated to begin operation in late 2009.
A project for the treatment of 144 tons/day of chemical waste for a client in Turkey is completing the
engineering design and the plasma torch systems are expected to ship in 2010. Alter NRG reference
facilities are outlined in Table 5-7
Table 5-7 Alter NRG Reference Facilities
Date Installed Buyer
Application
Plasma Torch Systems
2009
Expected
Start-up – Q4
SMS Infrastructure, Ltd.
Nagpur, India
Commercial Gasification of Common Hazardous Waste
2 - Marc-3a
2009
Under going Start-up – Q1
SMS Infrastructure, Ltd.
Pune, India
Commercial Gasification of Common Hazardous Waste
2 - Marc-3a
2002 Hitachi Metals Ltd.
Mihama/Mikata, Japan
Commercial Gasification of MSW & Waste Water Sludge
4 - Marc-3a
2001 Hitachi Metals Ltd.
Utashinai, Japan - Eco-Valley Waste-to-Energy Facility
Gasification of Auto Shredder Residue & Refuse Derived Fuel
8 - Marc-3a
Attached below is a summary table of international suppliers with commercial references processing
MSW/RDF on a sustained basis overseas:

Pre-Feasibility Assessment
5 Technology Overview
82 43177679/03/H
Table 5-8 Summary Table of International MSW TCT Suppliers (Ref Juniper, 2008)
Process Supplier
Country of supplier
No. of Plants
Location of plants
Min/Max throughout ktpa
Configuration of commercial reference projects
Ebara Japan 8 Japan 21 – 183 gasification + melting + close coupled combustion of syngas
Energos / EnerG
Norway / UK 8 Norway, Germany, UK
37 -875 gasification + close coupled combustion of syngas
Foster Wheeler
1
Finland 1 Finland 100 gasification + close coupled combustion of syngas
Hitachi Ltd Japan 3 Japan 11 – 78 pyrolysis + close coupled comb. of gas
Hitachi Metals (Alter NRG)
Japan 22 Japan 7 – 55
plasma gasification + close coupled combustion of syngas
Hitachi Zosen
Japan 7 Japan 17 – 135 gasification + melting + close couple combustion of syngas
IHI Japan 4 Japan 27 – 80 pyrolysis + melting _ close coupled combustion of syngas
ITI Energy UK 1 Turkey3 12 gasification + close coupled combustion of syngas
JFE Japan 16 Japan 32 – 185
1. pyrolysis + gasification + melting + close coupled comb. of syngas, gasif. + melting + syngas to gas engine, gasif. + melting + close coupled comb.
Kawasaki Giken
Japan 5 Japan 12 – 55 gasification + melting close coupled combustion of syngas
KHI Japan 2 Japan 25 – 100 gasification + melting + close coupled combustion of syngas
Kobelco Japan 7 Japan 20 – 76 gasification + melting + close coupled combustion of syngas
Mitsubishi Heavy
Japan 1 Japan 80 gasification + melting + close coupled combustion of syngas
Mitsui Japan 6 Japan 47 – 133 pyrolysis + melting + close coupled combustion of syngas
Nippon Steel Japan 26 Japan 22 – 240 gasification + melting + close coupled combustion of syngas
Sumitomo Heavy Ind.
Japan 1 Japan 44 gasification + melting + close coupled combustion of syngas
Takuma Japan 3 Japan 42 – 54 pyrolysis + melting + close coupled combustion of syngas
Techtrade Germany 2 Germany 32 – 100 pyrolysis + syngas over-the-fence
Thide France 1 France 50 pyrolysis + close coupled comb. of gas
Toshiba Japan 1 Japan 30 pyrolysis + gasification + close coupled combustion of syngas
TPS Sweden 1 Italy 50 Gasification + close coupled combustion of syngas
Source: Juniper database, 2008
Note to table: 1Seems to now be focussing on biomass, not waste 2also act as references for Canadian company Alter NRG who own the underlying (Westinghouse) technology and have announced a number of new projects 3Plant in Turkey, but no longer appears to cite this as a reference plant.

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 83
5.8 Discussion of Potential Domestic Service Providers
Outlined below are potential local service providers who have undertaken their own research and
development of gasification and pyrolysis TCT’s. This information was obtained directly from the
suppliers and from available published information. No independent assessment of the information
provided has been undertaken by URS as part of this study. It is understood that as part of the next
stage of the project a more detailed request for information or expression of interest would be
submitted to the potential providers to obtain further updated information.
5.8.1 Pacific Pyrolysis
Refer to Chapter 6 for a detailed case study on the Pacific Pyrolysis Process.
5.8.2 Crucible Carbon
Company Overview
Company website: www.cruciblecarbon.com
Crucible Carbon Pty Ltd was formed by a partnership between The Crucible and Warnken ISE in
2008. The Crucible is a research and consulting organisation that links sustainability, business
strategy, innovation and science, with a strong industry focus. Warnken ISE is an environmental
business development consultancy. Crucible Carbon headquarters are in Sydney, with a research
and development centre in Newcastle (two hours north of Sydney).
Technology Overview
The Crucible Carbon Pyrolysis technology produces a syngas that can be used for electricity
generation, in addition to biochar. The pilot plant was commissioned in late 2008 and has a capacity
of approximately 100 to 400 kg/hr (depending on the feedstock).
According to Crucible Carbon, their pyrolysis technology can process a wide range of biomass
sources. Potential sources include:
• Purpose grown woody crops for example, interspersed mallee in wheat country
• Woody weeds
• Sawmill residues
• Plantation forestry residues
• Urban wood residues (demolition)
• Agricultural residues such as straw and bagasse
• Pulp and paper residues
• Other organic and industrial residues
A schematic of the Crucible Carbon plant layout is shown in Figure 5-3 below. Biomass is unloaded in
the tipping area at minus 150mm sized particle. A front end loader mixes biomass as required and
loads into the hammer mill hopper.

Pre-Feasibility Assessment
5 Technology Overview
84 43177679/03/H
The hammer mill processes product down to minus 20mm particle size. These particles pass through
quality assurance (QA) screening such as magnets (to remove metal) and trommels (to remove
oversize particles). End sized product is fed into a dosing bin which then feeds to the pyrolysis
reactor. The commercial module will have the capacity to process one dry tonne per hour. The
generated biogas is fed to a stand alone 1 MW nominal capacity electricity generator via a handling
unit if required. Biochar is conveyed to storage for transport to metallurgical, thermal or agricultural
markets. Pyrolysis water is fed to handling tanks and is used in biochar densification or used off site.
The capital cost of the whole facility will vary according to material accepted onsite, feedstock pre-
processing requirements, storage needs, electrical connections, number of module installed at a
facility and other regional specific (such as cost and availability of land).
Figure 5-3 Conceptual Layout of Pyrolysis Facility
Key competitive features of the technology, as claimed by the company (not independently verified by
URS) include:
• No pre-drying of biomass required unlike other pyrolysis technologies. Biomass containing up to
50 percent moisture can be processed directly without requiring expensive drying equipment.
• Processing for a wide variety of type and size in feedstock enables wider and easier supply of
feedstock with less cost to process and simple infrastructure and operating requirements..
• Multiple product streams of biochar and biogas increase market options- heat and power from the
biogas and large scale agricultural, thermal coal and metallurgical markets fro the biochar.

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 85
• Each dry tonne equivalent of biomass processed will generate approximately 1MWh of electricity
(from biogas and genset) and 350kg of biochar. It is noted that this net electricity generation is
highly dependent on the energy content of the feedstock used in the process, and is considerably
higher than other pyrolysis systems evaluated.
• Effective carbon abatement estimated at above 1.7 tonnes of carbon dioxide equivalent per tonne
of biomass (dry weight basis)
Commercial Status
A commercial module is being designed for construction and deployment in 2010 for Rainbow Bee
Eater Pty Ltd in Western Australia. This module will have an annual capacity of approximately 8000
dry tonne equivalent.
5.8.3 New Energy Corporation
New Energy Corporation Pty Ltd (New Energy) based in Perth, Western Australia, has exclusive rights
to the Entech-WtGas-RESTM renewable energy technology for Australia and New Zealand. In
Australia, New Energy operates in an alliance with Instant Waste Management Group of Companies
(IWM). IWM is one of WA’s largest privately owned waste management companies. New Energy
plans to augment IWM’s existing waste separation operations by the inclusion of the Entech-WtGas-
RESTM renewable energy process, to utilise non-recyclable “waste streams” as an energy source and
thereby achieve significant or total waste utilisation, with associated renewable energy benefits. New
Energy will establish stand-alone storage and waste separation facilities in “key” strategic regional
areas incorporating the Entech-WtGas-RESTM renewable energy process.
Overview of Entech-WtGas-RESTM Technology
The Entech-WtGas-RESTM technology is based upon:
• conversion of the chemical compounds in waste or biomass from their solid to gaseous form to
produce syngas (a methane based gas); and
• firing of the syngas to produce renewable energy.
The Entech-WtGas-RESTM process is illustrated in Figure 5-4.

Pre-Feasibility Assessment
5 Technology Overview
86 43177679/03/H
Figure 5-4 Entech-WtGas-RESTM process
Key stages of the process are described in the following sections.
Feeding Device (FD) receives RDF from the materials handling stage
The Gasification Chamber receives the RDF and heats it to the required ignition temperature in a sub-
stiochiometric environment. The RDF is converted from solid to gaseous phase. The syngas is volatile
and energy rich and is used downstream in the process. Large volume and low sub-stiochiometric air
flow minimises process velocity (1/50th that of combustion). Unique churning and stoking device
(patent applied for) required due to absence of the pneumatic action of air.
Syn-Gas Manufacture Stage –Solid Residue Discharge
The RDF feed is subjected to the gasification process for 16-24 hours. All carbon and organic matter
is converted to syngas. The remaining small portion of incombustible matter and ash is discharged as
solid residue. It is biologically inert and relatively carbon free and therefore suitable for landfill disposal
and complies with stringent leachate regulations. It is also suitable as a constituent for concrete and
fertiliser, or can be granulated into a ceramic type inert road base.
Syngas Firing Stage
The syngas burner receives the syngas and fires it instead of fossil fuels. The syngas burner is a
technologically advanced high efficiency, 3-stage low NOx gas-burner. The syngas burner is used to
fire the downstream steam boiler or other energy utilisation devices.
SYN-GAS BURNER ENERGY UTILISATION HEAT EXCHANGER
PYROLYTIC GASIFICATION CHAMBER TURBINE / GENERATOR
AIR QUALITY CONTROL SYSTEM

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 87
Energy Utilisation Stage
The syngas fired steam boiler utilises the heat energy for steam generation, which is subsequently
utilised downstream for electrical power generation. Through a distinct “over-design” basis, a corner-
tube design, water-tube type steam boiler is adopted to produce high-pressure steam. It is designed
for high solids content of inlet gas, but is applied to ultra-low solids content, so as to maximize
efficiency and minimise down-time for cleaning
Air Quality Control Stage
The Air Quality Control System (AQCS) receives the cooled off-gas for cleaning. The untreated off-
gas from syngas burner firing is environmentally superior to firing of many conventional fossil fuels,
even-so cleaning is undertaken to enable compliance with stringent environmental regulations and to
provide minimal environmental impact. The AQCS design is based upon “best available control
technology” (BACT).
Flow Control Stage
The cleaned exhaust gas exiting the AQCS is induced through the Duplex Induced Draft Fan System
(DIDFS). Pressure controlled variable speed drive of the ID Fans is adopted so as to maintain the
entire system under vacuum. Additionally all feed and discharge orifices of the entire system are
pressure sealed or valve sealed to eliminate the potential escape of fugitive emissions.
Steam Turbine & Power Generator Stage
The high pressure steam produced by the EUHX is connected via a steam manifold to the Steam
Turbine & Power Generator System (ST&PGS). Key features of the ST & PGS are:
• it generates 11kV, 3 ph, 50 Hz electrical power;
• the complete system includes: Multi-stage turbine, turbo-alternator and voltage regulation;
• automatic voltage regulation (AVR);
• an air/water-cooled condenser to recover steam as condensate for re-use in the steam circuit; and
• a closed loop glycol-based air/water turbine cooling system.
Commercial Status
New Energy consider the technology to be well proven, with over 100 facilities (according to New
Energy) installed world wide. Table 5-9 provides a summary of four commercially operating
installations of the Entech-WtGas-RESTM technology located in Asia.

Pre-Feasibility Assessment
5 Technology Overview
88 43177679/03/H
Table 5-9 Entech-WtGas-RESTM Operating Facilities
PROJECT NO. 1134
PROJECT NO. 1123
PROJECT NO. 1106
PROJECT NO. 1072
THERMAL CAPACITY (MW)
6.9 5.8 5.7 3.5
APPLICATION RDF RDF RDF RDF
RDF TYPE MSW(@ 10.0 MJ/kg)
Byproduct of Food Processing (@ 7 MJ/kg)
Industrial (@ 25.0 MJ/kg)
MSW (@ 10.0 MJ/kg)
RDF CAP (tonnes/day) 60 72 25 30
ENV. STD Not Available Compliance to equal of US-EPA
Compliance to US-EPA
Compliance to US-EPA
CUSTOMER: Sri Layang Municipality
Singapore Food Industries
LG Engineering Chung Gung Municipality
DATE INSTALLED 1998 1997 1997 1991
LOCATION: Malaysia Singapore Korea Taiwan
It is interesting to note from a Corporate Risk Management perspective that following several years of
extensive due diligence the Entech-WtGas-RESTM renewable energy process has secured Aon / QBE
/ AIG underwriting support, including for:
• Construction Phase: covers loss of anticipated revenue and increase costs of construction due to
the delay in the completion of the construction phase;
• System Performance Insurance (underwrites performance upon start-up); and
• Maintained Availability Insurance (underwrites performance after start-up for agreed periods
ranging from 12 to 60 months).
As an example, New Energy noted that they would insure that the plant would be available for 8,000
hours per annum (91% availability). The expected revenue from 8,000 hours operation in terms of
gate fees and energy sales is covered by the insurance policy. Any shortfall in expected revenue is
covered by the policy. According to New Energy this is a feature that no other gasification company
can offer and gives clients certainty about future revenue streams.
5.8.4 Corky’s
Corky’s is a gasifier technology provider based in Mayfield, NSW. The Company is structured into
three separate companies:
• Corky’s Carbon and Combustion (IP development and research company)
• Corky’s Carbon and Consultancy (Provider of skilled consultants), and
• Corky’s Sustainable Energy (Supply, project delivery, and plant operation)
Overview of Technology
Corky’s have developed an updraft gasifier with dry scrubbing and catalytic conversion, gas quenching
and bag house. The power plant is combined cycle using Otto and Rankine cycles with waste heat
used for drying. Corky’s have recently exported their first system to Jordan in October 2009, and are
developing three other facilities. The throughputs of the facilities currently under development vary
between 1tpd and 50tpd. The types of feedstock considered suitable for the Corky’s system include

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 89
MSW, greenwaste and manures. The power produced per tonne of waste processed varies
depending on the size of plant and moisture content of the feedstock. According to Corky’s the plant
efficiency varies between 11% and 33%, for a feedstock with 50% moisture. In theory, according to
Corky’s, based on a throughput of 72,000 tonnes per annum of MSW at 50% moisture, a facility based
on the Corky’s technology would yield approximately 3.6MWe net electricity. Corky’s were able to
provide recent emission testing data for their 50tpd facility processing MSW, as given in the table
below.
Table 5-10 Air emission test data from Corky's Gasifier
Parameter Corky’s 50t/day plant test results US EPA Standard for small MSW Incinerators (less than 250t/day)
VOC 15 to 25 ppm (v) -
NOx 100 to 200 ppm (v) Up to 150 ppm(v)
Phenol 20 to 50ppb (v) -
Cresol 10 to 20 ppb (v) -
Total Particles 5 to 15 mg/ Nm3 dust 24 mg/dscm
Dioxin and furan <0.1 ng/Nm3 (to be confirmed) 13 ng/Nm
3
5.8.5 Real Power Systems
Real Power Systems (RPS) is a Canberra based firm run by Peter Davies and Kerry Davies. RPS has
developed relatively small scale (100 to 500kg/hr throughput) biomass gasifier’s.
Overview of Technology
RPS describes their gasification unit as a mature first generation linear hearth design, which can be
referred to as a downdraft tar burning gasifier. The system produces a clean “tar” free syngas suitable
for engine or boiler use. The first prototype system developed by RPS has been tested with a
throughput of 150kg/hr. A new system recently built has a capability of around 250kg/hr and will
commence independent testing shortly. A third smaller trailer mounted system used by RPS engine
suppliers for generator load testing and fuel intake design optimisation, has a throughput of 100 kg/hr.
A fourth system intended as the standard module for commercial scale industry production, has
recently commenced fabrication and has a planned throughput of 500kg/hr of biomass.
The following material has been successfully gasified using the prototype systems developed by RPS:
• Hardwood & softwood chips & chunks;
• Fine ground mixed species garden mulch chips;
• Macadamia shell;
• Shredded woody residues from composting operations including some mixed plastics (<5%);
• Mixed transformer waste including compressed cardboard, bakelite insulators, lump tar, oil soaked
timber, aluminium coated paper rolls, polyethylene cable sheathing;
• Cotton trash;
• Sugar cane trash;
• Oil Mallee residues (leaf and stem);
• Sawdust briquettes;
• Cattle manure briquettes (40% ash);
• Anthracite briquettes; and

Pre-Feasibility Assessment
5 Technology Overview
90 43177679/03/H
• Lignite briquettes.
Restrictions: So far problems have occurred with ash slagging where the materials used are
contaminated with iron/steel or ground glass.
Generally RPS expects carbonaceous materials will be suitable subject to their ability to form a porous
char bed or are placed in a mixture with other materials that do.
Based on processing 8 tonnes per day of tonnes of wood wastes and/or equivalent plantation sourced woody fuels, operating, 24/7 the power generated is claimed by RPS to be approximately 2100 MW per annum.
5.9 TCT Summary
Outlined in Table 5-3 is a summary of the suitable feedstock, key risks, potential suppliers and major
products for each of the thermal technologies discussed above.
Table 5-11 TCT Overview
Technology Suitable Feedstock Key Risks/Issues Potential Suppliers Major Products
Pyrolysis Bio-solids (dewatered sewage sludge)
Wood waste
MSW
Plastics
Plasterboard
Paper/ Cardboard
Capital costs of the facility and operation and maintenance (O&M) cost;
Air Emissions from combustion of Syngas;
Markets for char products; Volume and quality of the syngas produced; Cleaning of the syngas before combustion;
International
Waste Gen (UK)
Global Energy Solution
International Environmental
Solutions (IES)
GEM America
Green Energy Corporation
BTG
Domestic
Pacific Pyrolysis
Crucible Carbon
Syngas
Biochar
Biooils
Gasification Bio-solids (dewatered sewage sludge)
Wood waste
MSW
Plastics
Plasterboard
Paper/ Cardboard
Costs of establishment and operation;
Solid residue (ash) management; visual impact assessment Emissions from fugitive release and combustion of Syngas;
All thermal technologies to some degree have air emissions issues.
International
Ebara Corporation
Energy Product of Idaho
Enerkem Technologies
FERCO Enterprises Inc.
Primenergy LLC,
BTG
Foster Wheeler
Domestic
New Energy Corporation
Real Power Systems
Corky’s
Syngas

Pre-Feasibility Assessment
5 Technology Overview
43177679/03/H 91
Technology Suitable Feedstock Key Risks/Issues Potential Suppliers Major Products
Pyrolysis/
Gasification
Bio-solids (dewatered sewage sludge)
Wood waste
MSW
Plastics
Plasterboard
Paper/ Cardboard
Costs of establishment and operation;
Odour;
Emissions from fugitive release and combustion of syngas;
International
Interstate Waste Technologies (IWT)
Global Energy Solution, LC
Syngas
Plasma Arc Gasification
Bio-solids (dewatered sewage sludge)
Wood waste
MSW
Plastics
Plasterboard
Paper/ Cardboard
Capital and operational cost.
Heterogeneous like MSW feedstock. No large units are available to process MSW.
Air emissions and other environmental issues,
International
Geoplasma LLC
Plasco
Alter NRG
Syngas


Pre-Feasibility Assessment
43177679/03/H 93
6
6 Case Studies
6.1 Introduction
The following case studies present further examples of TCT developments in Australia and overseas.
The international case studies presented provide further support to the proposed scenarios, as
described in Section 3.7 of the report. The domestic case study on the Wollongong Solid Waste Solid
Waste and Energy Recycling Facility (SWERF) highlights some of the key risks associated with
development of a TCF.
Different approach and design, including combination and hybrid concepts, applied by each supplier
cause significant variation in cost and efficiency estimates. These case studies represent a small
selection of the technologies and providers available in the market and should not be relied on as
criteria for decision making regarding gasification or conversion technologies in general. The selection
of a specific technology and provider would be part of a detailed request for proposal and/or
expression of interest process at a future stage of the project.
6.2 Scenario 2: Power production as main focus
Scenario 2, as described in Section 3.7.2, considers two options:
i) Whether to deliver gasification technology incrementally (based on 2009 (dry) figures);
Phase 1 – 45,000 t/yr nominal capacity;
Phase 2 – 30,000 t/yr nominal capacity;
Phase 3 – 30,000 t/yr nominal capacity;
This approach will have three separate plants, sized for the available feedstocks at each phase, or
ii) To consider a transitional strategy such that only one optimally efficient gasification plant is
developed at Phase 3 for some 100,000 t/yr (dry) capacity.
The following two case studies present examples of both small and relatively large gasification
facilities, supporting the feasibility of the above scenario.
6.2.1 Case Study 1: Biomass Gasification (Austria)
This case study outlines a gasification facility in Austria, processing 50 tonnes per day (or around
15,000 tpa) of biomass woodchips. This is smaller than the Phase 1 gasifier, however does provide
guidance on the smaller types of gasification facilities currently available, which may be feasible for
the ACT.
The Technical University of Vienna (TUV) successfully developed the Fast Internal Circulating
Fluidized Bed (FICFB) Process which employs indirect-heating to gasify biomass with air to produce
syngas. The first application for the FICFB process is to service the heat and power needs in the town
of Güssing.

Pre-Feasibility Assessment
6 Case Studies
94 43177679/03/H
Figure 6-1 Biomass Gasifier Process Flow Diagram
Plate 6-1 The TUV- FICFB Biomass Gasification Process: CHP Demonstration in Güssing (8 MWth capacity, 2.0 MWe + 4.5 MWth Heat, 50 tonnes/day of wood chips from forestry)
The gasifiers including the gas-cleaning units were
commissioned at the end of 2001. The calorific value
of the product synthesis gas is 12–14 MJ/Nm3 and the
tar content after gas cleaning is < 20 mg/Nm3. R&D is
continuing to further reduce the tar content. The
scrubbed, clean product gas was first used to
generate electricity using GE-Jenbacher IC engines
in April 2002. The entire cogeneration heat and power
(CHP) system is performing as per design
specifications in a 3-year demonstration phase (2001
to 2003). At the end of January, 2006, the 8 MWth
capacity demonstration plant had logged-in nearly
22,000 hours of gasifier operation which includes almost 18,000 hours of integrated operation with
GE-Jenbacher engines, producing ~2 MW electricity and 4.5 MW thermal heat for district heating.
6.2.2 Case Study 2: Gasification Facility Aomori, Japan
The following case study outlines a gasification facility in Japan processing around 120,000 tonnes per
annum of automobile shredder waste along with sewage sludge. This case study provides some
guidance on the feasibility of the second option considered under Scenario 2, which is the
establishment of a relatively large gasification facility in Phase 3.

Pre-Feasibility Assessment
6 Case Studies
43177679/03/H 95
A waste management solution was sought for the combined residues of five automobile shredding
facilities in the northern part of Japan’s main island. Like in many other regions, landfilling of such
material is undesirable for three reasons: lack of (affordable) landfill capacity, long-term pollution
threat arising from landfills plus recycling targets which have to be met. In addition, capacities for
treatment of mechanically dewatered sewage sludge were needed by the City of Aomori.
Plate 6-2 Shredder residue treatment plant in Aomori, Japan
In a pioneering decision, the Ebara Corporation technology “TwinRec” was chosen for this project,
which became world’s largest thermal shredder residue treatment plant. Commissioning started in
February 2000. It has a thermal capacity of 80 MWth, corresponding to 120,000 tonnes of shredder
residues per year. All shredder residues, including non-metal fractions from heavy liquid separation
units, are fed to the TwinRec gasifier without any further pre-treatment. After the shredder process, the
waste size fits perfectly with the waste specifications for the TwinRec technology.
In addition to the shredder residue up to 30% of the plant feedstock is mechanically dewatered
sewage sludge. Other waste plastic materials are treated at times. A hospital waste feeding system
was installed, which is now feeding sealed boxes of hospital waste directly into the TwinRec gasifier.
Recently, bone meal became another major feed to the plant. As of April 2004, 300,000 tonnes of
shredder residues and 60,000 tonnes of sewage sludge were treated. The flexibility concerning
sewage sludge co-treatment was demonstrated with various amounts of sludge, including shredder
residue treatment alone.
TwinRec is a process that combines fluidized-bed gasification with an ash melting furnace. It can treat
a variety of waste materials, such as waste shredder residues and waste plastics, but also electronics
waste and other industrial residues, municipal waste and sewage sludge. The gasifier features internal
bed circulation combined with external metals separation. It is operated between 550 - 650°C at
atmospheric pressure conditions. The metal in the waste is recovered, as it is neither burned nor
molten or sintered in the process. The fine ash, char and combustible gas is transferred to the second
stage, the cyclonic combustion chamber, where air is added to release the energy necessary to vitrify
the ash to be recycled as stable glass granulates. Heat generated from the process is used to produce
steam for electricity production in steam turbines. In this way, TwinRec turns waste materials into
useable end products – recyclable metals, construction materials and energy – utilising up to 95% of
the waste.

Pre-Feasibility Assessment
6 Case Studies
96 43177679/03/H
Figure 6-2 TwinRec Gasification with Ash Melting
Figure 6-3 summarises the dual energy and material recycling demonstrated in Aomori. Useful by-
products generated in a year include 5.525 net MW or 37.5 million kWh of electricity, 1,228 tonnes per
year of metals and 11,350 tonnes of slag.
Figure 6-3 Combined energy and material recycling at the Aomori plant

Pre-Feasibility Assessment
6 Case Studies
43177679/03/H 97
Magnetic metals, after their separation at the TwinRec plant, are delivered to the shredder plant and
recycled to the scrap industry. Non-ferrous metals (mainly copper and aluminium, and also stainless
steel) as well as the gasifier bottom ash fraction are pre-separated on the plant, and then processed to
a specialized non-ferrous separation plant. With that scheme, the existing equipment optimised for
metals separation can be used.
Copper, aluminium and stainless steel of good quality are sold to the respective metal markets. The
molten glass product fulfils the stringent Japanese soil standard. After grinding, it is sold to the
construction industry, where it is currently used as filler in asphalt. The zinc-rich filter ash is recycled in
the zinc industry.
The energy content of the shredder residues is converted to electricity, which is used to operate other
plants of the same company; the excess is fed to the grid.
Slag can be readily sold for sand-blasting grit, asphalt filler or for manufacture of cement and roofing
tiles.
Overall thermal treatment process is designed to minimise environmental issues. A slight negative
pressure is maintained on the tipping floor to control odours with the air used in the gasification and
combustion processes. The air from combustion is cleaned within the emission control systems before
it is released to the atmosphere to ensure that all regulated emissions, including air toxics, are well
below the applicable EU emission limits. In addition, water is recycled and reused slag cooling, gasifier
cooling water, in the gas cooler, and for conditioning the ash. Following treatment of the wet scrubber
blow down, a 100 Litre per minute stream would be discharged. Depending on the feedstock
composition, between 5-15% of the inlet stream is unmarketable, including non-combustibles removed
from the bottom of the gasifier and conditioned ash from the boiler and fabric filter, and can be
stabilised with water, ferrite and cement for disposal.
The pre-processing, conversion unit and power generation subsystems will be operated on a
continuous basis (24/7) producing syngas and generating electricity for 283 days per year. Staffing is
based on two 12-hour shifts per day with 7 employees per shift with 4 crews. In addition, a manager,
two supervisors, weigh bridge operator and two waste receiving-platform operators will be required
during the day shift. Total staff is 34.
In 2000, the Aomori plant was a pioneer installation. It was the first commercial-scale TwinRec plant
(scaled up by a factor of 10 from the pilot installations) treating a waste material where only limited
experience from thermal treatment was available. Taking this into consideration, the core components
worked satisfactorily from start-up. The shredder residue was found to have more ash and a lower
heating value than original design, so that the thermal capacity allowed for more tonnage to be fed.
Some adaptations in the ash separation system were made to accommodate for the increase in total
ash amount, while the metals separation was adapted to the specific needs of the owners metal
recycling facilities. More work was required to modify the heat recovery boiler. At the conditions of the
ash melting chamber, large amounts of metal and metal compounds are evaporated and condensed
at lower temperature in the boiler. More boiler surface and more advanced boiler cleaning was
required to achieve sufficient cooling of the flue gas. Combined with additional design optimizations,
the desired availability was achieved. Currently, the waste throughput per line is about 20% higher
than the design figures, and each of the additionally co-treated waste materials increases the success
of this breakthrough waste gasification installation.

Pre-Feasibility Assessment
6 Case Studies
98 43177679/03/H
Ebara’s record using TwinRec technology demonstrates experience and success in design, build and
operation of solid waste management facilities. Even though, this case study presented a facility
taking primarily automobile shredder residue and sewage sludge, as noted in Section 5.6.2, Ebara has
several reference facilities using the TwinRec technology taking MSW and sewage sludge.
6.3 Scenario 3: Iterative development with multiple products
Under Scenario 3 the main TCT is the modular pyrolysis facility that aims to optimise biochar
manufacture, with syngas as the by-product for heat and/or power generation. The following two case
studies provide examples of operating pyrolysis systems, which support the feasibility of this scenario.
6.3.1 Case study 1: Pacific Pyrolysis (formally BEST energies)
Company Overview
Pacific Pyrolysis Pty Limited (PacPyro), based in Somersby, NSW has an exclusive license to exploit
proven pyrolysis technology in the Asia Pacific region through commercial deployment to solve a
number of the sustainability issues facing businesses. The company was formed recently by the
founders in conjunction with the technology licensor, BEST Energies Inc. (BEI). PacPyro has also
purchased the pyrolysis business interests and assets of BEI’s Australian subsidiary BEST Energies
Australia Pty Limited (BEA), including the integrated pyrolysis demonstration plant located at
Somersby.
Technology Overview
The PacPyro technology platform is based on slow pyrolysis, which is the thermo-chemical
decomposition of organic material (biomass) at elevated temperatures in the absence of oxygen. This
technology provides carbon negative (removing CO2 from the atmosphere) renewable energy. The
technology recycles waste (non-food) biomass such as animal manures and greenwaste to produce
renewable energy and a very stable form of carbon which can be sequestered beneficially over the
long-term in soils as natural, low-risk sinks. It also products a proprietary biochar called AgricharTM that
has been proven by independent trials to increase food production and sequester carbon over long
periods of time.
Figure 6-4 below shows the technology process in simplified form.

Pre-Feasibility Assessment
6 Case Studies
43177679/03/H 99
Figure 6-4 Simplified PacPyro Energies Slow Pyrolysis Process
The technology platform has been engineered to heat organic matter in a vessel, which is designed to
provide an oxygen free environment whilst allowing continuous processing. The organics held under
these conditions do not have the oxygen required to combust, instead they undergo pyrolysis
reactions. The decomposition of the organics at temperature leads to the liberation of a combustible
gas (syngas), a process known as devolatilisation.
The process also yields a solid product, called biochar. The biochar is a concentrated carbon product
which is chemically very stable due to its aromatic structure. The organics entering the process are
prepared to a specification.
The technology is capable of processing feed streams with a large range of particle size distributions
(from dust up to 40mm) and moisture contents (from bone dry to 70%). Notionally any organic
feedstock, which can meet the materials handling specification, either biomass (anything that was
once growing) or fossil (coal, plastics, etc) could be pyrolysed in the system. A wide range of
feedstocks have been demonstrated in the PacPyro trial facilities, many of which present a waste
management issue looking for solutions:
• municipal green waste;
• wood waste (including processing plants, mills, forest residue, packaging timber, construction and
demolition);
• woody weeds;
• bagasse (sugar cane trash);
• paper sludge;
• biosolids (waste water sludges);
• animal manures and bedding;
• nut shells and husks;
• crop residue;
• distillers grain; and
• industrial organic waste.

Pre-Feasibility Assessment
6 Case Studies
100 43177679/03/H
Contaminants in the feedstock, such as metals and glass, which often prevent the beneficial use of the
organic materials, if within size specification can pass through the process and are comparatively easy
to separate from the friable biochar product. Organics feedstocks are often contaminated with film
plastics, which make them difficult to market. The pyrolysis process is well suited to processing
organics with these contaminants, as they have high energy densities that are converted to syngas,
offering a true alternative to landfill for these materials. It is understood that plastic contamination
levels between 5 to 10% by weight of the feedstock have been successfully treated within the PacPyro
process.
The process operates on a continuous basis, meaning the feed material is constantly fed into the first
unit operation, the rotary drier, from a feed hopper. The drier uses waste heat from the process,
making the overall process very efficient. If the feed material is very wet, syngas produced in the
process may be used to supplement the waste heat. The technology, unlike other applications of
waste organics drying, does not require a large external energy source, which is vulnerable to
increasing energy prices.
Once dried to less than 5% moisture content the organics are fed to an intermediate storage hopper.
This intermediate storage is designed to buffer inevitable variability in the moisture content of the
feedstock, meaning a slug of wetter material coming through the drier does not cause a decrease in
the overall output of the plant. The feedstock is then conveyed from this storage though an air lock
that prevents unwanted air being drawn into the kiln and ensures oxygen-free reaction conditions. The
feedstock is passed through a conditioning screw, which is aligned above the kiln within the kiln jacket,
to enhance the energy recovery from the kiln burners by pre-heating the feedstock. The feedstock falls
from the screw into the main pyrolysis kiln. The kiln design is very robust and economical to
manufacture due to its fixed, mild steel design. Syngas produced in the process is combusted in off-
the-shelf burners sourced from a specialty burner manufacturer in the US who has optimised the
burners for low-NOx production and maximized heat transfer.
As the syngas is evolved it is continuously removed from the kiln, maintaining slight positive pressure.
The syngas is processed through a series of proprietary clean-up operations, which represent the core
of the licensed technology. This eliminates any bio-oils or tars which may be present in the gas
stream, reducing them to smaller hydrocarbon molecules which can be utilised for electricity
production without condensing out and causing fouling. Particulates and moisture are also removed,
however due to the pre-drying the amount of waste water produced is minimal. The syngas is then
suitable to be cooled and utilised for its energy content. This may be in a gas engine/generator for
electricity production, or may be for several thermal energy applications such as raising steam and hot
water, space heating, drying etc. It should be noted that thermal energy applications, where the
syngas energy is used instead of fossil fuel gas inputs such as natural gas, LPG or even coal and
electricity for heating, require closer process integration with other operations onsite. When electricity
is produced, it can be either embedded for use by an onsite customer, who would otherwise have the
expense of retail priced electricity from the grid, or can be sold via a local distribution network (or
national grid) at wholesale rates. The biochar is also continuously removed from the kiln. The heating
rate and highest heating temperature is controlled with extensive substantiating research and
development supporting the biochar characteristics it invokes. The biochar is then introduced to the
biochar conditioner, which facilitates partial activation with steam for enhanced surface area and
polishing of condensates. Partial gasification is also a possibility for increased energy production. The
decoupling of the pyrolysis kiln and biochar conditioner offers a high degree of process control and
hence control of product quality. It also allows for flexibility in optimising the outputs to meet the
market opportunities, whether they are energy or biochar driven.

Pre-Feasibility Assessment
6 Case Studies
43177679/03/H 101
This technology description generically describes the process operations, however not all aspects will
necessarily be essential to each project application. The technology is flexible in its ability to
accommodate different feedstocks and produce a range of products. Given that projects have vastly
different objectives the technology can be optimised to provide the case specific outcomes required.
Slow pyrolysis has distinct advantages over other technologies in that it combines solutions for
biomass waste management and resources recovery, with the production of renewable ‘green’ energy,
the increased sustainability of agriculture, increased energy efficiency in industry, carbon
sequestration and rural development. Each solution potentially brings its own income stream,
contributing to the overall feasibility of a project. The potential of this technology to mitigate climate
change can only be realised with the large-scale commercial uptake of the technology, hence the
feasibility of running of pyrolysis plants as a business is considered essential.
As a renewable energy solution, this technology is remarkably flexible and is suitable for
implementation in rural and remote communities. For example, agricultural wastes, instead of
presenting an environmental risk, can be used as a resource and converted to energy in rural areas
where conventional energy sources are stretched and expensive. The syngas stream can be
converted to electricity and/or thermal energy which can then be used either by industry or
domestically. The energy efficiency of several industries can be increased significantly through
producing their energy requirements from their waste biomass resources which are currently sent to
landfill.
AgricharTM
Agrichar is attracting significant interest from soil scientists, agronomists and land owners around the
world because of its connection with the ‘terra preta’ phenomenon. It’s believed that the highly fertile
Amazonian dark earths, or terra preta, were created by pre-Columbian populations thousands of years
ago through the addition of charred organic matter. In the Amazon today, these highly fertile soils are
prized, and despite being intensively cultivated they remain productive without the addition of
fertilisers. The possibility that such productive soils could be sustainably man-made presents a huge
opportunity, and challenge, for agricultural land users, whose current systems cause soil degradation.
New South Wales Department of Industry and Investment (NSW DII, previously Department of
Primary Industries) has formed a research partnership to investigate Agrichar products as agronomic
amendments to increase the productivity and sustainability of agriculture. They are also investigating
the role of Agrichar in climate stabilisation through sequestering carbon and reducing greenhouse gas
emissions from agricultural soils. As part of a collaborative research program partly funded by the
Department of Environment, Climate Change and Water (DECCW), Agrichar was found to increase
agricultural productivity and fertilizer use efficiency by restoring organic carbon and enhancing the
physical, chemical and biological soil properties. The results from initial pot trials were so successful,
with some char amended treatments yielding 266% of the controls, that field trials have been initiated.
This work has also confirmed findings from other international research groups which have reported
improvement to soil health factors including: water holding capacity, soil pH, cation exchange capacity
(CEC), and tensile strength.

Pre-Feasibility Assessment
6 Case Studies
102 43177679/03/H
Plate 6-3 Corn on the left shows the benefits of Agrichar addition, whereas the corn on the right was grown in this poor soil with no Agrichar and failed to produce a crop
The carbon dynamics experts from NSW State Forests were also engaged to make a Life Cycle
Assessment across the whole process. Besides the direct sequestration benefit, there is evidence that
Agrichar provides further mitigation of greenhouse gas emissions through reduction in nitrous oxide
emissions from soil. Furthermore, Agrichar has been demonstrated to reduce fertiliser requirements,
thus reducing indirect greenhouse gas emissions from fertilizer manufacture. The syngas produced is
a renewable energy source that can provide additional greenhouse mitigation benefits through
displacement of fossil energy sources.
Pyrolysis of biomass to produce Agrichar to be used as a soil amendment is a process that captures
atmospheric carbon and stores it safely in the soil, providing additional greenhouse gas mitigation
benefits along the way. U.S. researcher Johannes Lehmann from Cornell University estimates that by
the end of this century, terra preta schemes and pyrolysis programs could store up to 9.5 billion
tonnes of carbon a year.
In summary, PacPyro has research collaborations with a number of organisations including:
• NSW DII under a MOU to facilitate several research grants;
• University of New South Wales, via an Australian Research Council funded project;
• Cornell University (USA), pioneers of Terra Preta research;
• Waginengen University (Netherlands), one of the most respected Agricultural Universities in the
world;
• CSIRO, through various research programs including GRDC and DAFF funded projects;
• University of Sydney, supply of biochar samples;
• SARDI, including a RIRDC funded project on Arondo Donax (Giant Reed);
• Diggers Organic gardening group, including trials at their prestigious Heronswood public gardens in
Victoria;

Pre-Feasibility Assessment
6 Case Studies
43177679/03/H 103
• University of New England, through a federally funded soil carbon project;
• Massey University (New Zealand), through their MAF funded Biochar Initiative; and
• Catchment Management Authorities, two trials underway in SA and VIC on commercial farms.
Plate 6-4 Corn Greenwaste derived AgricharTM biochar product.
Commercial Status
Over the past decade, PacPyro have accepted the significant risks and investments required to
develop slow pyrolysis technology to a scale that can make a globally significant impact on removing
CO2 from the atmosphere. The first semi-continuous pyrolysis reactor built by BEA was based at
Moree (NSW) and was constructed with financial assistance from the NSW state government.
Advances in technology and knowledge led to the construction of the second generation semi-
continuous unit “El Toro” which has a 40kg/hr feed capacity. El Toro was exported to Green Bay,
Wisconsin, USA and has been used to produce biochar samples for research programs. Outlined in
Plate 6-5 is the Technology Development Life Cycle for PacPyro Slow Pyrolysis Technology.

Pre-Feasibility Assessment
6 Case Studies
104 43177679/03/H
Plate 6-5 Technology Development Life Cycle for PacPyro Slow Pyrolysis Technology
The continuous slow pyrolysis plant, named PyroChar 300, has a capacity of approximately 300kg/hr
(dry basis) of biomass material and is capable of powering a 200 kW electrical generator which is
integrated on site. The PyroChar 300 pilot plant has been used to produce quantities of Agrichar™
soil amendment for research programs since 2006 and has a fully documented set of run logs dating
back to this time. PacPyro has designs for 48 (2 tph) and 96 (4 tph) dry tonne-per-day commercial
units (PyroChar 2000 and PyroChar 4000 respectively).
The existence of a pilot plant significantly de-risks the purchasing process for potential new projects
and represents a clear advantage over other competitors who have been unable to construct a pilot
demonstration plant on any meaningful scale to date. The demonstration facility fulfils a number of
key roles including:
• Providing data required for the development of detailed process flow diagrams (mass and energy
balances) of the technology and verification of unit operation modelling for scale-up de-risking;

Pre-Feasibility Assessment
6 Case Studies
43177679/03/H 105
• Production of AgricharTM biochar product samples for use in market development;
• Gas analysis of syngas for energy use specification; and
• Materials handling and operations experience with the different feedstocks.
Ownership of the pilot plant will be critical in completing the scale up to commercial demonstration
plant as it provides the specific unit operations data required for the detailed design of commercial
scale process equipment.
6.3.2 Case study 2: EDDITh thermolysis process (France)
In the Review of Small Scale Waste to Energy Conversion Systems prepared as part of the IEA Bio-
Energy Agreement – Task 36 (Stein and Tobiasen, 2004), the EDDITh thermolysis process was
identified as a small-scale waste to energy system that parallels Scenario 3.
The EDDITh process was developed by IFP (the French Institute for Petroleum). The French company
Thide Environment (www.thide.com) is now in charge of the commercialisation/operation of the
process. In 1999 a license for the EDDITh process was sold to Japanese Hitachi, who built three
commercial plants based on the technology in Japan – see reference plants below.
EDDITh is essentially a pyrolysis process by IFP (French Institute for Petroleum) specially designed
for MSW at small scale. It employs an indirectly heated atmospheric pressure rotary kiln pyrolysis unit
to generate a solid fuel and non-condensable gases.
Since 1999, three plants based on the EDDITh process have been erected in Japan. In addition, one
is currently at the end of start-up operation stage in France (the Arthelyse Plant) for the treatment of
50,000 tonnes of waste per year. The technology is based on a 500kg per hour pilot plant in
Vernouillet, France.
Table 6-1 EDDITh Reference Plants
Plant Date Operational
Fuel Fuel Consumption Comments
Nakaminto Plant, Japan
1997 MSW 1,000 kg per hour or approx 8,000 tonnes per annum
Pilot plant
Itoigawa Plan, Japan
April 2002 MSW 18,000 tonnes per annum
Produces hot water for a fitness centre close to the plant. Solid fuel product sold to a cement plant.
Itzumo Plant, Japan
N/A- MSW 70,000 tonnes per annum
There can be various flow-diagram configurations depending on where the gas and solid fuels are
used.

Pre-Feasibility Assessment
6 Case Studies
106 43177679/03/H
Figure 6-5 The EDDITh process flowchart
The EDDITh process was specially developed for small-scale MSW, suitable size range between
10,000 and 80,000 tonnes per annum. This process has been used for a number of feedstock
including MSW, RDF, auto shredder residue, industrial waste, electronic waste, sewage sludge, etc
which is ground and dried prior to the thermolysis reactor. The French Arthelyse plant consumes
40,000 tonnes per annum of domestic waste, 8,000 tonnes per annum of general industrial waste and
2,000 tonnes per annum of waste treatment sludge. The fuel moisture content is 31-44% and has a
Lower Heating Value of 7.5 to 9.4 MJ/kg
The fuel is combusted in an indirectly heated atmospheric pressure rotary kiln pyrolysis unit
("thermolysis process"). The heating rate is 10-50K/min up to a final temperature of 400-700°C, which
yields a residence time of 45-60 minutes. Metals and inerts are separated out of the thermolysis
reactor. The main product from the EDDITh thermolysis process is a solid fuel product (Carbor®) that
can be used for combustion, and hence electricity production. The process is not directly coupled to
an electricity generating unit (if deemed viable) however according to IFP, it is expected that power
generation will not always be a financially viable solution in small-scale installations. The solid fuel
yield is approximately 45% of the waste energy content. Gases are used for thermal energy such as
drying, hot water or steam or power production after conditioning.
In the future, it is anticipated that the EDDITh system will develop further with gas upgrading and
conditioning and continued work to develop use of solid fuel.

Pre-Feasibility Assessment
6 Case Studies
43177679/03/H 107
6.4 Case Study Wollongong Solid Waste and Energy Recycling Facility (SWERF)
Aims
Brightstar Environmental, a subsidiary of Energy Developments Limited, an ASX listed company set
out to develop a waste minimisation and electricity generating technology in conjunction with
Wollongong City Council at Kembla Grange, Wollongong. The plant was originally to process a wide
variety of wastes, but this was subsequently narrowed down to household waste. An objective of the
project was to reduce the amount of waste being deposited in Wollongong’s landfill by 90 percent.
Brightstar Environmental’s aim was to develop a new, modular gasification technology for both local
use and for international application.
SWERF had the specific aims to
• reduce greenhouse gas emissions;
• reduce reliance on precious fossil fuels such as coal, diesel and natural gas;
• utilise landfill gas at Whyte’s Gully Waste Disposal Depot;
• provide a ‘green’ electricity option for the people of Wollongong;
• recover more recyclables than was then possible; and
• although still under development, produce a bio-fertiliser product.
A secondary aim was to provide additional employment in the Wollongong area.
History
The demonstration project at Whyte’s Gully commenced in 1998, following Council’s approval to
proceed. There was a comprehensive community education program on the project. An artist’s
impression of the site was unveiled in March 1999 to mark the commencement of site construction. In
October 1999 the next stage of the community education program began which included resident
briefings and setting up special community representative groups to act as a formal link between
Council, Brightstar Environmental and the community. In October 2000, Brightstar Environmental set
up a SWERF community liaison committee to address issues and queries of the community in relation
to the SWERF. In addition, Brightstar Environmental implemented a community contact hotline for the
purpose of receiving and addressing any complaints and queries from members of the public.
The major components of this project were to be:
• Municipal Solid Waste (MSW) receiving facilities;
• MSW processing and resource recovery;
• Gasifier, and
• Power generation.
The demonstration plant was built and trial operation commenced in 2000. The front end of the plant
consisted of an autoclave which processed unsorted waste. This ‘cooked’ waste was then separated
into a number of streams for beneficial reuse. The organic pulp from the autoclave, including
putrescible and film plastic material, was converted to a fuel gas using an externally heated pyrolytic
gasification process, which was adapted from a US relationship with Brightstar from the USA.

Pre-Feasibility Assessment
6 Case Studies
108 43177679/03/H
Brightstar Environmental initially invested approximately $40m into the total project with additional
funding assistance of $2m from the Australian Greenhouse Office under the ‘Showcase’ program and
a further $1m from the Sustainable Energy Development Authority of NSW. Council also provided
$1.5m to build necessary infrastructure.
The plant was officially opened in February 2001 with much fan-fare prior to the technology
development being completed. The demonstration plant was not very suitable for making
modifications for the plant development, as it required a substantial shut down and work to make even
relatively minor modifications. The plant did not meet its design objectives, in that about 15 percent of
the carbon in the feedstock was not converted to energy and emissions would not comply with the
NSW regulatory requirements. The plant was under intense investor scrutiny at that time. EDL
summarised the status of the project to the ASX on 8 November 2001 (see
http://www.energydevelopments.com.au/01_cms/PublicDocuments/20011108_AGMSWERFPresentati
on.pdf) noting the problems with the char gasifier and its integration into the overall plant. When it
became apparent that the technology was not complete, investors lost confidence in the technology,
and coupled with a general downturn in economic conditions, the EDL share price rapidly dropped
from $14.75 to $2.50 (at 29 October 2002).
Outcomes
The inability to deliver the technology operating to meet both its full design specification and regulatory
requirements resulted in loss of investor confidence, management ructions and eventual sale of the
company to new owners, who chose to cease development of the SWERF technology. The total loss
of investor funds was reputed to be in excess of $120 million from the failure of the SWERF
technology.
Lessons Learned
It is apparent that the SWERF technology was not fully developed before the marketing and business
development activities got into full swing. There were huge expectations on what the technology
would be able to deliver, even though the technology was not fully developed and could not meet
performance and regulatory requirements. The gasifier needed substantial development at the stage
when it was officially launched. The plant’s operation was complicated by using unsorted household
waste. The pre-processing ran into problems with wastes such a plastic film and carpets, which
regularly jammed the feed systems. The SWERF plant proved to be both a financial disaster plus an
undelivered technological solution.

Pre-Feasibility Assessment
43177679/03/H 109
7
7 Economic Model
7.1 Objective
As part of the pre-feasibility study, URS undertook a high level economic modelling exercise of the
scenarios described in Chapter 3 of the report, to provide guidance on whether the TCT scenarios
identified result in a higher net present value for the ACT Government, compared to the current waste
management method. This high level modelling was undertaken following the ACT Government’s
confirmation of the scenarios presented in this report. The modelling provides preliminary guidance
on the preferred TCT scenario; however this will need to be confirmed at the next stage of the project
when updated details on the available technologies and costs are obtained from suitable providers.
7.2 Methodology
The preliminary economic model was built using a benefit-cost analysis framework to evaluate the
economic efficiency of the proposed scenario. Benefit-cost analysis (BCA), through discounting
procedures, converts future flows of benefits and costs to a comparable basis at a common point in
time. The BCA is used to assess the marginal change in benefits and costs associated with the TCT
(‘with scenario’) relative to a Base Case (‘without scenario’).
The model can be considered as an economic model in that it incorporates CO2 costs, which are not
currently priced on a market. It also considers the benefits of producing electricity and by-products
such as biochar (using their sale prices as proxy). However, the model does not consider more
general benefits to society, such as the innovative character and demonstration effect of a TCT facility.
In this respect, the model is very close to a financial model. However, the model does not include any
funding costs or tax impacts.
7.3 Key costs and benefits categories
Table 7-1 presents a summary of the costs and benefits considered in the economic model. Additional
detail is provided in the following sections.
For each scenario, two sub-options have been considered, depending on whether biosolids would be
managed as part of the waste stream or not. The summary in Table 7-1 describes the sub-option with
biosolids included.
Table 7-1 Costs and benefits categories summary
Scenario Costs Benefits
Capital and operational expenditure for landfill: included in a per unit cost of landfill (Wright, 2008)
Capital and operational expenditure for biosolid management: incineration Capex for upgrades Current Practice 1 Scenario (PSD, 2008)
Associated carbon costs
Sale of electricity generated from 2023 (PSD, 2008)
Sale of lime products from 2010
(as per report by “pollution solutions and designs’ (PSD, 2008)
Scenario 1 Base Case
C&I and MSW MRF- Capital and Expenditure costs (Ref Estimate based on URS /EW internal database)

Pre-Feasibility Assessment
7 Economic Model
110 43177679/03/H
Scenario Costs Benefits
Capital and operational expenditure for the gasification facilities (Ref Estimate based on URS internal database)
Associated carbon costs (negligible – may be avoided as renewable energy)
Electricity sales
Renewable Energy Certificates (REC) sales
Residual (inert) waste disposal costs (linked to the residual volume of waste going to landfill)
Scenario 2a – Gasification, staged implementation
C&I and MSW MRF- Capital and Expenditure costs as per the Base Case
Capital and operational expenditure for the gasification facilities, built in 2012 at the beginning of Phase 2 (Estimate based on URS internal database)
Associated carbon costs (negligible – may be avoided as renewable energy)
Electricity sales
Renewable Energy Certificates (REC) sales
Residual (inert) waste disposal costs (linked to the residual volume of waste going to landfill)
During phase 1 (2010 and 2011), the same costs as for the base case have been considered (except Capex in biosolid incineration facility).
Scenario 2b – Gasification, implementation at the beginning of Phase 3
C&I and MSW MRF- Capital and Expenditure costs slightly lower than in the Base Case because of efficiency of scale in building a combined facility
Capital and operational expenditure for the pyrolysis facility (Estimate based on URS internal database)
Associated carbon costs (negligible – may be avoided as renewable energy)
Electricity sales
Renewable Energy Certificates (REC) sales
Biochar sales (high and low quality product prices assumed) (EW estimates)
Residual (inert) waste disposal costs (linked to the residual volume of waste going to landfill)
Scenario 3 – Pyrolysis, staged implementation
C&I and MSW MRF- Capital and Expenditure costs as per the Base Case
Note: Associated carbon costs obtained from emission estimates calculated using NGERS Technical
Guideline, 2009 and National Greenhouse Accounts (NGA) Factors 2009, and carbon price obtained
from DRAFT CPRS legislation, CPRS 5 and 15 Scenarios (ref Commonwealth of Australia, 2008).
7.4 Assumptions and Key Information Sources
7.4.1 Economic modelling parameters
Discount rate and analysis period
The analysis has been carried out over a horizon of 20 years, covering the period from 2010 to 2029
inclusive, as 20 years can be considered as the useful life of the TCT investment. 2010 is the first year
of the period and has been discounted over one year, i.e. costs can be considered as discounted back
to 2009.

Pre-Feasibility Assessment
7 Economic Model
43177679/03/H 111
In line with previous reports and with the recommendations of Infrastructure Australia for investment
assessments, the key discount rate used was 7% (real), and 4% and 10% discount rates were used in
the sensitivity analysis. As a real discount rate has been used, current prices, costs and benefits have
been used throughout the model.
7.4.2 Capital expenditure, renewals and salvage values
Apart for landfill costs, initial capital expenditures and renewals of pieces of equipment have been
included in the model as cashflows at the time of the expenditure.
Capital expenditure (Capex) costs have been estimated on a per unit cost basis (i.e. per tonne of
waste processed) depending on the size of the facility or module (see below Table 7-2 and Table 7-3).
The timing of the capital expenditure was determined in line with each scenario’s respective
assumptions, that is at the beginning of each phase for scenarios 2a and 3 and at the beginning of
phase 2 for scenario 2b. The separate investments have been essentially considered as separate
plants (rather than additional modules to an existing plant).
It must be noted that in some cases this means investing early in significant processing capacity that
may not be required until later, which has a financial impact by bringing forward the capital outlay.
There may be possibilities to optimise the investment by fine-tuning the timing of the investment.
It has been considered that a major refurbishment (renewals) would be necessary after 10 years for all
gasification or pyrolysis facilities. The expenditure was estimated at 25% of the initial capital
expenditure.
All scenarios (including the base case) assume the building of a MRF facility for C&I and MSW waste,
but the facility is assumed to be built as a combined facility only in scenario 2b. In the other cases, it is
built in two stages (Table 7-4).
At the end of the 20 years period, no salvage value has been considered, although some components
would have some residual useful life. This may need to be explored in subsequent more detailed
analyses.
Landfill costs used are annualised values from the Wright Corporate Strategy report (Wright, 2008): a
figure of $50/tonne of waste has been assumed. It must be noted that the calculations for these
annualised values are unlikely to be consistent with the calculations carried out in the model. In
particular, no discounting seems to have been included in these calculations. The costs also appear
low and while they have been tested for sensitivity ($100/tonne), further analysis may be warranted.

Pre-Feasibility Assessment
7 Economic Model
112 43177679/03/H
Gasification plant
Table 7-2 Capex Gasification plant
Gasification Cost per tonne of capacity Total Replacement cost (AUD)
Plant capacity (tpa, wet) USD AUD
Total Capex ($M) At 10y – per t
At 10y – total ($M) % Capex
50,000 700 778 38 194 10 25%
100,000 600 667 67 167 17 25%
150,000 585 650 97 163 24 25%
200,000 570 633 127 158 32 25%
250,000 550 611 153 153 38 25%
Pyrolysis plant
Table 7-3 Capex Pyrolysis plant
Pyrolysis Cost per tonne of capacity Total Replacement cost (AUD)
Plant capacity (tpa, wet) USD AUD
Total Capex ($M) At 10y – per t
At 10y – total ($M) % Capex
50,000 930 1033 52 258 13 25%
100,000 800 889 89 222 22 25%
150,000 775 861 129 215 32 25%
200,000 750 833 167 208 42 25%
250,000 700 778 194 194 48 25%
MRF facility
Table 7-4 MRF Capex
Base case, Scenarios 2a and 3 Scenario 2b
Phase 2 C&I MRF (tonnes/yr)
Phase 3 MSW Dirty MRF (2009)
Waste to C&I MRF (tonnes/yr)
Phase 2 and 3 together
Capital Cost($M) 15 10 17
7.4.3 Operation and maintenance costs
Apart from landfill costs (as mentioned above), operation and maintenance costs have been estimated
per tonne of waste processed, depending on the size of the facility considered (see below Table 7-5
and Table 7-6). As the investments have been considered as investments in separate facilities, unit
costs have been selected to reflect the capacity of that particular facility. It may be that in some cases
(modular plant), further economies of scale should be considered when carrying out the more detailed
assessment.

Pre-Feasibility Assessment
7 Economic Model
43177679/03/H 113
Unit Opex costs for the MRF facilities are shown in Table 7-7.
Unit costs have been multiplied by the relevant yearly volume of waste to obtain yearly cost estimates.
Table 7-5 Opex Gasification plant
Gasification Cost per tonne of capacity
Plant capacity USD AUD
50,000 120 133
100,000 80 89
150,000 73 81
200,000 65 72
250,000 60 67
Table 7-6 Opex Pyrolysis plant
Pyrolysis Cost per tonne of capacity
Plant capacity USD AUD
50,000 85 94
100,000 70 78
150,000 65 72
200,000 60 67
250,000 55 61
Table 7-7 MRF Opex
Base case, Scenarios 2a and 3 Scenario 2b
Phase 2 C&I MRF (tonnes/yr)
Phase 3 MSW Dirty MRF (2009)
Waste to C&I MRF (tonnes/yr)
Phase 2 and 3 together
Operating Cost ($/tonne) 35 35 35
7.4.4 CO2 emissions
Emissions
CO2-e emissions have been calculated for the Base Case. Each option was based on standard
emissions factors from the various processes (landfill emissions and biosolids incineration in the base
case, gasification or pyrolysis in the various scenarios).
Table 7-8 shows the emission’s factors applied to waste going to landfill. Table 7-9 details how the
biosolid incineration emission factor was calculated. Finally, Table 7-10 shows emission factors for
electricity generated in the TCT scenarios.

Pre-Feasibility Assessment
7 Economic Model
114 43177679/03/H
Table 7-8 Landfill CO2-e emissions
Emission Factors - Waste to Landfill Phase 1 Phase 2 Phase 3
No Biosolids (tCO2-e per t of waste) 0.323 0.428 0.738
Source: Emission Factors derived from NGA workbook (DCC, 2009) based on composition of waste at
different phases.
Table 7-9 CO2-e emissions from biosolids incineration
Assumption Value Reference
Emission Factor - (kg CO2-e2/GJ) 1.8 Table 1 (NGA 2009)
Energy Content (GJ/t) - Based on calorific value of sludge (approx 6,300kJ/kg) 6.3 Table 1 (NGA 2009)
Total Emissions ( tCO2-e / tonne) 0.011
Table 7-10 CO2-e emissions from Gasification/Pyrolysis
Emissions from Gasification and Pyrolysis Value Reference
Emissions Factor (kg CO2-e2/GJ) 1.8 Table 1 (NGA 2009)
Energy Content (GJ/t) 12.2 Table 1 (NGA 2009)
Total Emissions ( tCO2-e / tonne) 0.022
CO2-e prices
Although currently no price is currently attached to carbon dioxide emissions (expressed as CO2-e),
which remain essentially an externality (in economic terms), the Commonwealth Treasury has
modelled CO2-e prices under various Carbon Pollution Reduction Scheme (CPRS) scenarios. These
prices have been used in the model and are shown below; CO2-e prices between these dates have
been linearly extrapolated. Wholesale electricity production prices have been used as the best point of
reference (rather than retail prices). A low estimate scenario where a CPRS fails to be implemented
(and hence CO2-e prices remain at zero for the whole period) has been considered in the sensitivity
analysis.
Table 7-11 CO2-e prices
Carbon prices ($/tCO2-e) 2010 2020 2050
Scenario CPRS 5 20 35 115
Scenario CPRS 15 28 50 158
Low estimate: no CPRS 0 0 0
Source: Commonwealth Treasury CPRS modelling, 2008
It must be noted that CO2-e prices have been used to value emissions in all scenarios (but is only
material in the Base Case) from 2010, as a proxy representing the benefit to the whole of community
(economic benefit). It is acknowledged that CO2-e costs may not apply from 2010, but at a later stage,
which would have an impact in favour of the Base Case in comparison to the various TCT scenarios.

Pre-Feasibility Assessment
7 Economic Model
43177679/03/H 115
7.4.5 Sale of Renewable Energy Certificates (RECs)
As the TCT facility is expected to be an eligible producer of renewable energy (Refer to Section 4.5.6)
under the Renewable Energy Target (up to 2030), a source of revenues for the project would be the
sale of Renewable Energy Certificates (REC). RECs are based on the quantity of electricity produced
from eligible waste (one REC per MWh of electricity). In each scenario, the quantity of eligible
electricity produced has been calculated and considered as attracting RECs sales benefit in the same
year. It has been considered that the percentage of eligible waste content to total waste delivered to
the TCT facility would be very high: 98%. Should this percentage be lower, then it would have an
impact on the number of RECs created and hence on revenues.
Future REC prices are largely uncertain and difficult to predict due to the complex interaction between
renewable energy technology and financing costs, shortfall charge (penalty for those who fail to meet
their obligations), prices of electricity and CO2-e costs. Further research into this issue may be
warranted, but the following possible scenarios have been considered for modelling purposes (see
Table 7-12). In particular, the consistency between these REC price estimates and the CO2-e and
electricity prices (see previous and following paragraphs) would need to be ascertained.
Table 7-12 RECs prices
RECs prices($/MWh) 2010 2020 2030
Rounded down current REC prices (main scenarios) 30 30 30
Scenarios for sensitivity analysis
Decreasing prices, as per :
McLennan Magasanik Associates, January 2009 65 41 18
Low estimate scenario (URS’ own) 25 15 5
7.4.6 Electricity sales prices
One of the benefits of the TCT options will be the significant sales of electricity generated from gas
recovered during the waste treatment process. The wholesale electricity prices are relevant to value
these benefits, as the TCT effectively becomes a participant on the wholesale electricity market.
Should CO2-e emissions costs be internalised, electricity prices would be directly impacted. The
Commonwealth Treasury has also modelled likely wholesale electricity prices (see below), which have
been used to value the electricity produced under the various options. The low price scenario
corresponds to the situation without CPRS (the “reference” scenario in the Treasury modelling).
Table 7-13 Wholesale electricity prices
Wholesale electricity prices($/MWh) 2010 2020 2050
Scenario CPRS 5 60 80 112
Scenario CPRS 15 60 80 136
Low price scenario 55 40 45
Source: Commonwealth Treasury CPRS modelling, 2008

Pre-Feasibility Assessment
7 Economic Model
116 43177679/03/H
7.4.7 Other benefits
Sale of incinerated biosolids as a lime substitute
In the base case, it has been considered that a lime substitute obtained from the incineration of
biosolids would be produced from 2010 onwards (PSD, 2008). The sale of lime substitute has been
estimated at $16.12 per dry tonne of biosolids incinerated (PSD, 2008). This applies to the base case
only and only when biosolids are considered.
Sale of biochar
In Scenario 3, the pyrolysis process would produce biochar of low and high quality, which could be
sold. As the market for biochar is only emerging, there is significant uncertainty around biochar prices,
but according to some sources it could reach as much as $1,000 per tonne, as noted in Section 5.2.2.
Table 7-14 indicates biochar prices that have been used in the economic model. To be conservative,
the low estimates have been used for the key results and the high estimates in the sensitivity analysis.
Table 7-14 Biochar prices
Biochar sales prices - $ per t Low High
Low quality 100 200
High quality 300 500
7.4.8 Gate fee
As the initial objective of the BCA was to compare various TCT scenarios to the base case and not to
judge the financial viability of each scenario, no gate fee was included in the analysis.
However, should a commercial operator consider investing and operating such facilities, a gate fee
would apply to any waste accepted by the facility, in order to make it a financially viable proposition.
While the present model was not built with a private operator financial logic in mind, as no amortisation
of, no financing costs or no tax impact has been considered at this stage, it has been considered
valuable to estimate the gate fee which would balance the costs and benefits of the various scenarios.
7.5 Results
Considering that this study only presents a high level preliminary costing of the TCT options, the
results presented below should be considered with caution. In particular, it is important to consider not
only the main results, which only reflect one possible market configuration but the whole range of
possible results, as per the sensitivity analysis.
7.5.1 Main results
The main results presented in Table 7-15 correspond to the following assumptions: CPRS 5 prices for
CO2-e and wholesale electricity and current REC prices (conservative estimates: $30/MWh) all
through the period. Revenues and Costs over 20 years have been discounted, then netted off. All
options have been compared to the Base Case. As an indication only (as this does not correspond to
any financial reality), the net costs have been annualised using the same discount rate as the Net
Present Value calculations. This amount is equivalent to the annual amount that would need to be
paid to finance a debt equivalent to the net cost over 20 years.

Pre-Feasibility Assessment
7 Economic Model
43177679/03/H 117
It must be noted that the uncertainty around the assumptions made means that results should be seen
as an indicative order of magnitude, not a precise estimates. A difference of several million dollars
between the base case (Scenario 1) and the TCT scenarios can be considered as non-significant.
Hence, in these main results presented below (with biosolids), the Base Case and scenario 2b are
practically on par. Scenario 3 comes slightly behind, with a $22M difference in net present costs
compared to the base case. As noted above, though, staging investments over time in scenario 3
phase 3 would make it a more financially attractive proposition. Without considering biosolids, the
results are significantly less favourable.
Table 7-15 Main results
Assumptions:
Scenario CPRS 5, current price estimates for REC
Landfill costs: $50/t
Discount rate: 7%
With biosolids in $M
Revenues Costs Net costs Comparison to Base Case
Annualised net costs over 20 years
Base case $4 $287 $283 $0 $26.7
Scenario 2a $133 $484 $351 $68 $33.1
Scenario 2b $131 $415 $284 $1 $26.8
Scenario 3 $201 $507 $305 $22 $28.8
No biosolids in $M
Revenues Costs Net costs Comparison to Base Case
Annualised net costs over 20 years
Base case $0 $204 $204 $0 $19.2
Scenario 2a $108 $430 $322 $118 $30.4
Scenario 2b $107 $350 $243 $39 $22.9
Scenario 3 $158 $434 $276 $72 $26.0
As a complement to the analysis above, break-even thresholds for gate fees to be applied to the
waste accepted by the TCT facility have been calculated. The gate fee has been assumed to be
constant over the life of the facility (in real dollar terms) and represent the amount that would have to
be charged per tonne of waste to make the costs and revenues of the considered options break-even
(notwithstanding any comparison with the Base Case). The results of this analysis for the main results
presented above are shown in Table 7-16, and are all in the $100 to $200 per tonne range.
Table 7-16 Break-even gate fees
With biosolids Revenues Costs Net costs Break-even gate fee
$M $/tonne
Scenario 2a $484 $484 $0 $168
Scenario 2b $415 $415 $0 $138
Scenario 3 $507 $507 $0 $146
No biosolids Revenues Costs Net costs Break-even gate fee
$M $/tonne
Scenario 2a $430 $430 $0 $204
Scenario 2b $350 $350 $0 $150
Scenario 3 $434 $434 $0 $174

Pre-Feasibility Assessment
7 Economic Model
118 43177679/03/H
7.5.2 Sensitivity analysis results
The sensitivity analysis has been carried out by varying one parameter at a time and observing how
the results change in different circumstances (in particular different market conditions). In particular,
the following parameters have been tested:
• Discount rate: 4%,7%, 10%;
• Electricity prices and Carbon prices (correlated): CPRS 5, CPRS 15, no CPRS;
• REC prices: current prices, Dept of Climate Change modelling (McLennan Magasanik Associates;,
2009, consistent with CPRS 5), low estimates (URS estimated); and
• Landfill costs: $50/tonne, $100/tonne.
Some of the price assumptions have been combined: REC prices and electricity and carbon prices
have been varied together.
The full results are disclosed in Appendix B. 14 cases have been considered. Table 7-17 presents an
overview of the range of results for each scenario. This shows that the results are very sensitive to the
assumptions made and market conditions encountered. It also shows that every scenario, under the
right circumstances may be equal to the Base Case or much more favourable. A negative figure
corresponds to a favourable scenario compared to the Base Case.
Table 7-17 Sensitivity analysis results
Comparison to Base Case
With biosolids ($M) MIN MAX MIN MAX
Scenario 2a -$57 $164
Scenario 2b -$142 $97
Scenario 3 -$138 $116
Scenario CPRS 15, discount rate 4%, Landfill costs : $100/t, REC current price
Low CO2 price scenario, discount rate: 7%, landfill costs $50/t, low REC price scenario
No biosolids ($M)
Scenario 2a $4 $206
Scenario 2b -$97 $121
Scenario 3 -$74 $157
Scenario CPRS 15, discount rate 4%, Landfill costs : $100/t, REC current price
Low CO2 price scenario, discount rate: 7%, landfill costs $50/t, low REC price scenario
The most favourable configuration (for all scenarios) corresponds to high carbon, electricity and REC
prices (McLennan Magasanik prices have not been tested with this combination of other prices but
would only enhance the results) and a low discount rate.
The least favourable configuration (for all scenarios) corresponds to low carbon, electricity and REC
prices and high discount rates (10% discount rate not tested with this combination, but would enhance
the results).
Biochar prices have also been tested and the results show that scenario 3 is very sensitive to these
prices: assuming “high estimates” biochar prices (as per Table 7-14) makes scenario 3 more
favourable than the Base Case by $40M (everything else equal to the main results assumptions).
7.6 Conclusion
When considering the whole range of possible results as presented in the sensitivity analysis, it
appears that some of them present a significant advantage compared to the Base Case.

Pre-Feasibility Assessment
7 Economic Model
43177679/03/H 119
Market conditions, and possible prices or carbon, electricity and REC have a very significant influence
on the viability of the proposed project. Biochar prices have a significant impact on scenario 3.
It is recommended to look more closely into these key parameters, in particular the robustness of the
biochar market. The affordability of the break-even gate fee would also need to be assessed.
Based on the CBA undertaken, it is recommended to proceed to the next stage of the project and
carry out a more detailed and precise feasibility analysis including information obtained from potential
vendors through an Expression of Interest process.


Pre-Feasibility Assessment
43177679/03/H 121
8
8 References
Alternative Resources Inc (2008), Evaluation of Municipal Solid Waste Conversion Technologies
prepared for City and County of Santa Barbara, California, USA.
Australian Bureau of Statistics (2006), ABS 3218.0 - Regional Population Growth, Australia, 1996 to
2006, Australia.
Australian Bureau of Statistics (2009), ABS 1308.8 – In ACT – Statistical Information on the ACT and
Region, Aug 2009, Australia.
Australian Business Council for Sustainable Energy (2005), Waste to Energy: A guide for local
authorities, Melbourne, Australia.
Australian Business Council for Sustainable Energy (2003), Guide for the Connection of Embedded
Generation in the National Electricity Market, Melbourne, Australia.
ACT Territory and Municipal Services (2006), Environmental Authorisation: Stericorp Limited,
Canberra, Australia.
ACT Planning and Land Authority (2008), Evaluation of Preliminary Assessment: Canberra
Technology City Natural Gas Power Station and Computer Data Centres, Canberra, Australia.
Downie, A. (2007), BEST Pyrolysis for Renewable Energy and Agrichar, Somersby, Australia.
Department of Climate Change (2009), National Greenhouse Accounts (NGA) Factors, Australian
Government, Canberra.
Environment ACT (1999), Air – Environment Protection Policy. Canberra, Australia.
European Commission (2002), Waste Management in Island Communities: Strategy to Integrate
Waste to Energy Policies, 5th Framework Programme of the European Commission, DG-TREN.
Greece.
European Parliament (2000), Directive 2000/76/EC of the European Parliament and Council on the
incineration of waste, Official Journal of the European Communities.
Giroudiére, F and Marty, E (2003), Waste to Power and Energy by the EDDITh Thermolysis Process,
Recent Industrial Developments, IT3'03 Conference, Orlando, Florida, 2003.
Heermann, C., F.J. Schwager, et al. (2001), Pyrolysis & Gasification of Waste: A Worldwide
Technology and Business Review, Juniper Consultancy Services LTD., England, UK.
Hyder Consulting (2006), Waste and Recycling in Australia, Prepared for Department of Environment,
Water, Heritage and the Arts, Australia.
Lundie,S. and Peters, M.G. (2005), Life cycle assessment of food waste management options, Journal
of Cleaner Production Vol 13 275–286.
Marty, E. (2002): Case study: Production of Fuels from Waste & Biomass by the EDDITh Thermolysis
Process. Recent Industrial Developments", Presentation held at the Pyrolysis and Gasification of
Biomass and Waste Expert Meeting in Strasbourg, October 2002.
McLennan Magasanik Associates (2009), Benefits and costs of the Expanded Renewable Energy
Target.
Pollution Solutions and Design Pty Ltd (2008), Biosolids Options Review: Lower Molonglo Water
Quality Control Centre, Canberra, ACT.

Pre-Feasibility Assessment
8 References
122 43177679/03/H
Richardson, I. (2004), High Temperature Plasma Gasification and In-Tunnel Composting – Notes of
presentation to States of Jersey Shadow Scrutiny Panel, Verno Ltd, USA.
Selinger, A., Steiner, C. (2004), Waste Gasification in Practice: TwinRec Fluidized Bed Gasification
and Ash Melting – Review of Four Years of Commercial Plan Operation, Conference Paper at IT3’04
Conference, May 10-14, 2004, Phoenix, Arizona, USA.
Senate Economics Legislative Committee (2009), Renewable Energy (Electricity) Amendment Bill
2009 and a related bill [Provisions], August 2009
Stein, W. and Tobaisen, L (2004), Review Of Small Scale Waste To Energy Conversion Systems, IEA
Bioenergy Agreement - Task 36 Work Topic 4.
Sydney Water (2009), Annual Rpoert 2009, Sydney Australia.
Taylor, J. and Warnken, M. (November 2008) Market Acess and Development (Project Number:
PNA017-0708), Wood recovery and recycling: A source book for Australia, Prepared for Forest and
Wood Products Australia.
University of California (2004), Evaluation of Conversion Technologies Processes and Products (Draft
Final Report). Prepared for California Integrated Waste Management Board, California, USA.
URS Corporation (2005), Evaluation of Alternative Solid Waste Processing Technologies, Prepared for
City of Los Angeles, California, USA.
US EPA (2000), New Source Performance Standards for New Small Municipal Waste Combustion
Units, Federal Register: December 6, 2000 (Vol. 65, No. 235). USA.
US EPA (2006), Standards of Performance for New Stationary Sources and Emission Guidelines for
Existing Sources: Large Municipal Waste Combustors, Final Rule, Federal Register: May 10, 2006
(Vol. 71, No. 90). USA.
Connet, E. & P. (1995), Final Emission Standards and Guidelines for Municipal Solid Waste
Incinerators, A publication of Work On Waste USA, Inc. Available at
http://www.americanhealthstudies.org/wastenot/wn352.htm, last accessed 26/10/2009.
Wright Corporate Strategy (2008), ACT No Waste Strategy and Targets – Review and Assessment of
Options (Revised Final Report), Prepared for ACT No Waste, Canberra, Australia.
Wright Corporate Strategy (2008), Alternative Waste Technologies – An Update Report, Prepared for
ACT No Waste, Canberra, Australia.
Wright, T. (2000), Report of the Alternative Waste Technologies and Practices Inquiry, Prepared for
NSW State Government, Sydney, Australia.
Zero Waste SA (2006), Alternative Waste Technologies – Position Paper, Adelaide, Australia.

Pre-Feasibility Assessment
43177679/03/H
A
Appendix A Data Collection Methodology

Pre-Feasibility Assessment
Appendix A
43177679/03/H
Data for this project has been obtained by reviewing and analysing existing reports and audios
provided by DECCEW as well as from direct consultation. Data sources and references used in this
project are (listed alphabetically).
Waste Data
• ACT Landfill Audits. Prepared by GHD for ACT NOWaste, May 2009.
o Raw Data: Final Data Mugga Lane Transfer Station. Prepared by GHD for ACT NOWaste,
August 2009
o Raw Data: Final Data Mitchell Transfer Station. Prepared by GHD for ACT NOWaste, August
2009
o Raw Data: Final Data Mugga Lane Landfill. Prepared by GHD for ACT NOWaste, August
2009
o Raw Data: Final Complied Data All Sites. Prepared by GHD for ACT NOWaste, August 2009
• Audit of Hume MRF Residual. Prepared by APRINCE Consulting Pty Ltd prepared for Thiess
Services and ACT NOWaste, November 2007.
• Construction and Demolition Waste Stream Audit 2000-2005, Sydney Metropolitan Area.
Prepared by Department of Environment and Climate Change NSW, August 2007
• Disposal Based Audits of the C&I and C&D Waste Streams. Prepared by Golder
Associates/Waste Audit and Consultancy Services (Aust) Pty Ltd for Department of Environment
and Conservation WA, March 2007.
• Domestic Waste Audit. Prepared by APRINCE Consulting Pty Ltd prepared for Thiess Services
and ACT NOWaste, November 2007.
• Domestic Kerbside Waste Stream Audit for Groundswell. Prepared by EC Sustainable
Environmental Consultants Pty Ltd for Queanbeyan City Council, November 2008.
• Kerbside Domestic Waste and Recycling Audit. Prepared by APRINCE Consulting Pty Ltd for
ACT NOWaste, July 2009.
• Waste and Recycling in Australia. Prepared by Hyder Consulting for the Department of
Environment and Heritage (now Department of the Environment, Water, Heritage and the Arts),
February 2006.
• Waste to Landfill Data (2008/2009). Informal Spreadsheet prepared by Department of Territory
and Municipal Services (TAMS), July 2009.
• Urban Forest Wood Information. Email from Michael Brice, Urban Tree, Conservation and Lands,
ACT Department of Territory and Municipal Services, August 2009.
• Yearly Landfill & Recycling Stats 07-08. Informal document prepared by Department of Territory
and Municipal Services (TAMS), August 2009.
General Information
• ACT No Waste Strategy & Targets. Review & Assessment of Options. Prepared by Wright
Corporate Strategy Pty Ltd for ACT NOWaste, July 2008.

Pre-Feasibility Assessment
Appendix A
43177679/03/H
o Raw Data: Full Data Summary. Prepared by Wright Corporate Strategy Pty Ltd for ACT
NOWaste, July 2008.
o Raw Data: Population & GDP. Prepared by Wright Corporate Strategy Pty Ltd for ACT
NOWaste, July 2008.
o Raw Data: DECCEW Commercial-Municipal Data Split (2008). Prepared by Wright Corporate
Strategy Pty Ltd for ACT NOWaste, July 2008.
• Alternative Waste Technologies, An Update Report. Prepared by Wright Corporate Strategy Pty
Ltd for ACT NOWaste, April 2008.
• Canberra at the 2006 Census: Population and housing. ACTPLA, December 2007.
• Investing in Canberra – Australia’s Capital: Doing Business and Living in Canberra ’08-’09. ACT
Business and Industry Development, ACT Chief Minister’s Department.
• Lower Molonglo Water Quality Control Centre BioSolids Options Review Paper. Prepared by
Pollution Solutions & Designs, September 2008.
• NOWaste by 2010, Turning Waste into Resources Action Plan 2004-2007. ACT Urban Services.
Population Data
• ABS Population Projections Australia 1999 to 2101 (August 2000) Section 4.8.
• ABS 1307.8 - Australian Capital Territory in Focus. Reports for 1998; 2001; 2003; & 2007.
• ABS 3218.0 - Regional Population Growth, Australia, 1996 to 2006.
• ABS 1308.8 – In fACT – Statistical Information on the ACT and Region, Aug 2009.
Consultation
Direct and phone consultation held with:
• Construction & Demolition (C&D) Waste operators:
o Peter Paulos and Manuel Samarkos, ACT Recycling (Samarkos Earthmoving Pty Ltd);
o Paul Humphries, Building Waste Recyclers Pty Ltd, Parkwood Road, Belconnen; and
o Tony Buchanan, Canberra Concrete Recyclers Pty Ltd, Pialligo Avenue, Pialligo.
• Composters:
o Phil Corkhill, Corkhill Bros, Darling St, Mitchell;
o Wayne Gregory, Canberra Sand & Gravel, Parkwood Road, Belconnen; and
o David Wallace, NoWaste WoodBusters, Parkwood Road, Belconnen.
• Urban Trees:
o Michael Brice and Fleur Flannery, Urban Tree, Conservation and Lands, ACT Department of
Territory and Municipal Services (phone consultation only).
• Biosolids:
o Paul Darvodelsky, Pollution Solutions & Designs Pty Ltd, Pymble NSW.


Pre-Feasibility Assessment
43177679/03/H
B
Appendix B Sensitivity Analysis

Pre-Feasibility Assessment
Appendix B
43177679/03/H
Table B-1 Main results
Assumptions:
Scenario CPRS 5, current price estimates for REC
Landfill costs: $50/t
Discount rate: 7%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $4 $287 $283 $0 $26.7
Scenario 2a $133 $484 $351 $68 $33.1
Scenario 2b $131 $415 $284 $1 $26.8
Scenario 3 $201 $507 $305 $22 $28.8
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $204 $204 $0 $19.2
Scenario 2a $108 $430 $322 $118 $30.4
Scenario 2b $107 $350 $243 $39 $22.9
Scenario 3 $158 $434 $276 $72 $26.0
Table B-2 Sensitivity testing of various assumptions - 1
The bold characters in the assumptions signal what has changed compared to the main results’
assumptions.
Assumptions:
Scenario CPRS 15, current price estimates for REC
Landfill costs: $50/t
Discount rate: 7%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $4 $304 $300 - $28.3
Scenario 2a $134 $484 $350 $50 $33.0
Scenario 2b $133 $416 $283 -$17 $26.7
Scenario 3 $203 $507 $304 $4 $28.7
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $221 $221 - $20.8
Scenario 2a $109 $431 $321 $101 $30.3
Scenario 2b $108 $350 $243 $22 $22.9
Scenario 3 $159 $434 $275 $54 $25.9

Pre-Feasibility Assessment
43177679/03/H
Table B-3 Sensitivity testing of various assumptions - 2
Assumptions:
Scenario CPRS 5, current price estimates for REC
Landfill costs: $50/t
Discount rate: 4%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $6 $379 $372 - $27.4
Scenario 2a $181 $609 $428 $56 $31.5
Scenario 2b $179 $518 $338 -$34 $24.9
Scenario 3 $273 $627 $354 -$19 $26.0
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $276 $276 - $20.3
Scenario 2a $148 $545 $397 $121 $29.2
Scenario 2b $147 $437 $290 $14 $21.4
Scenario 3 $216 $541 $325 $49 $23.9
Table B-4 Sensitivity testing of various assumptions - 3
Assumptions:
Scenario CPRS 5, current price estimates for REC
Landfill costs: $50/t
Discount rate: 10%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $3 $224 $221 - $26.0
Scenario 2a $100 $396 $295 $74 $34.7
Scenario 2b $98 $342 $244 $23 $28.6
Scenario 3 $153 $421 $268 $47 $31.5
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $155 $155 - $18.2
Scenario 2a $81 $349 $268 $113 $31.5
Scenario 2b $80 $288 $208 $52 $24.4
Scenario 3 $119 $358 $239 $84 $28.0

Pre-Feasibility Assessment
Appendix B
43177679/03/H
Table B-5 Sensitivity testing of various assumptions - 4
Assumptions:
Scenario CPRS 5, current price estimates for REC
Landfill costs: $100/t
Discount rate: 7%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $4 $366 $362 - $34.2
Scenario 2a $133 $499 $367 $5 $34.6
Scenario 2b $131 $434 $303 -$59 $28.6
Scenario 3 $201 $517 $316 -$46 $29.8
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $283 $283 - $26.7
Scenario 2a $108 $442 $334 $51 $31.5
Scenario 2b $107 $366 $259 -$24 $24.4
Scenario 3 $158 $442 $284 $1 $26.8
Table B-6 Sensitivity testing of various assumptions - 5
Assumptions:
Scenario CPRS 5, current price estimates for REC
Landfill costs: $100/t
Discount rate: 4%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $6 $486 $480 - $35.3
Scenario 2a $181 $630 $449 -$30 $33.1
Scenario 2b $179 $543 $363 -$117 $26.7
Scenario 3 $273 $641 $368 -$112 $27.1
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $383 $383 - $28.2
Scenario 2a $148 $561 $413 $30 $30.4
Scenario 2b $147 $458 $311 -$73 $22.9
Scenario 3 $216 $552 $335 -$48 $24.7

Pre-Feasibility Assessment
43177679/03/H
Table B-7 Sensitivity testing of various assumptions - 6
Assumptions:
Scenario CPRS 5, current price estimates for REC
Landfill costs: $100/t
Discount rate: 10%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $3 $284 $281 - $33.0
Scenario 2a $100 $408 $307 $26 $36.1
Scenario 2b $98 $358 $259 -$22 $30.4
Scenario 3 $153 $429 $276 -$5 $32.4
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $215 $215 - $25.3
Scenario 2a $81 $358 $277 $62 $32.6
Scenario 2b $80 $301 $220 $5 $25.9
Scenario 3 $119 $364 $245 $30 $28.7
Table B-8 Sensitivity testing of various assumptions - 7
Assumptions:
Scenario CPRS 15, current price estimates for REC
Landfill costs: $100/t
Discount rate: 7%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $4 $383 $379 - $35.8
Scenario 2a $134 $500 $366 -$13 $34.5
Scenario 2b $133 $435 $302 -$76 $28.5
Scenario 3 $203 $518 $315 -$64 $29.7
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $300 $300 - $28.3
Scenario 2a $109 $442 $333 $33 $31.4
Scenario 2b $108 $366 $259 -$41 $24.4
Scenario 3 $159 $442 $283 -$17 $26.7

Pre-Feasibility Assessment
Appendix B
43177679/03/H
Table B-9 Sensitivity testing of various assumptions - 8
Assumptions:
Scenario CPRS 15, current price estimates for REC
Landfill costs: $100/t
Discount rate: 4%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $6 $510 $504 - $37.1
Scenario 2a $184 $631 $447 -$57 $32.9
Scenario 2b $182 $544 $361 -$142 $26.6
Scenario 3 $276 $642 $366 -$138 $26.9
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $408 $408 - $30.0
Scenario 2a $150 $562 $411 $4 $30.3
Scenario 2b $148 $459 $310 -$97 $22.8
Scenario 3 $219 $552 $334 -$74 $24.6
Table B-10 Sensitivity testing of various assumptions - 9
Assumptions:
Scenario CPRS 15, current price estimates for REC
Landfill costs: $100/t
Discount rate: 10%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $3 $297 $293 - $34.4
Scenario 2a $101 $408 $307 $13 $36.0
Scenario 2b $100 $358 $259 -$35 $30.4
Scenario 3 $154 $429 $276 -$18 $32.4
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $227 $227 - $26.7
Scenario 2a $82 $359 $277 $50 $32.5
Scenario 2b $81 $301 $221 -$7 $25.9
Scenario 3 $120 $364 $244 $17 $28.7

Pre-Feasibility Assessment
43177679/03/H
Table B-11 Sensitivity testing of various assumptions – 10
Assumptions:
Scenario CPRS 5, “Senate inquiry” price estimates for REC
Landfill costs: $50/t
Discount rate: 7%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $4 $287 $283 $0 $26.7
Scenario 2a $149 $484 $335 $52 $31.6
Scenario 2b $146 $415 $269 -$14 $25.4
Scenario 3 $217 $507 $289 $6 $27.3
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $204 $204 $0 $19.2
Scenario 2a $120 $430 $310 $106 $29.2
Scenario 2b $120 $350 $230 $26 $21.7
Scenario 3 $170 $434 $264 $60 $24.9
Table B-12 Sensitivity testing of various assumptions - 11
Assumptions:
Scenario CPRS 5, low estimates price estimates for REC
Landfill costs: $50/t
Discount rate: 7%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $4 $287 $283 $0 $26.7
Scenario 2a $115 $484 $368 $85 $34.8
Scenario 2b $114 $415 $301 $18 $28.4
Scenario 3 $184 $507 $322 $39 $30.4
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $204 $204 $0 $19.2
Scenario 2a $93 $430 $337 $133 $31.8
Scenario 2b $92 $350 $257 $53 $24.3
Scenario 3 $144 $434 $289 $86 $27.3

Pre-Feasibility Assessment
Appendix B
43177679/03/H
Table B-13 Sensitivity testing of various assumptions - 12
Assumptions:
No CPRS, low price estimates for RECs
Landfill costs: $50/t
Discount rate: 7%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $4 $246 $243 $0 $22.9
Scenario 2a $75 $482 $407 $164 $38.4
Scenario 2b $73 $413 $340 $97 $32.1
Scenario 3 $146 $505 $359 $116 $33.9
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $163 $163 $0 $15.4
Scenario 2a $60 $429 $369 $206 $34.8
Scenario 2b $64 $348 $284 $121 $26.8
Scenario 3 $113 $433 $320 $157 $30.2
Table B-14 Sensitivity testing of various assumptions - 13
Assumptions:
No CPRS, low price estimates for RECs
Landfill costs: $100/t
Discount rate: 7%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $4 $325 $322 $0 $30.4
Scenario 2a $75 $498 $422 $101 $39.9
Scenario 2b $73 $432 $359 $37 $33.9
Scenario 3 $146 $515 $369 $48 $34.9
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $242 $242 $0 $22.9
Scenario 2a $60 $441 $380 $138 $35.9
Scenario 2b $64 $364 $300 $58 $28.3
Scenario 3 $113 $440 $328 $86 $30.9

Pre-Feasibility Assessment
43177679/03/H
Table B-15 Sensitivity testing of various assumptions - 14
Assumptions:
Biochar prices $200 (low quality) and $500 (high quality)
Scenario CPRS 5, current price estimates for REC
Landfill costs: $50/t
Discount rate: 7%
With biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $4 $287 $283 $0 $26.7
Scenario 2a $133 $484 $351 $68 $33.1
Scenario 2b $131 $415 $284 $1 $26.8
Scenario 3 $264 $507 $243 -$40 $22.9
No biosolids
in $M Revenues Costs
Net
costs
Comparison to
Base Case
Annualised net
costs over 20 years
Base case $0 $204 $204 $0 $19.2
Scenario 2a $108 $430 $322 $118 $30.4
Scenario 2b $107 $350 $243 $39 $22.9
Scenario 3 $205 $434 $228 $25 $21.6


URS Australia Pty Ltd
Level 4, 407 Pacific Highway
Artarmon NSW 2064
Australia
T: 61 2 8925 5500
F: 61 2 8925 5555
www.ap.urscorp.com