Embed Size (px)
Citation preview
International Journal of Minerals, Metallurgy and Materials Volume 16, Number 6, December 2009, Page 626 Metallurgy
Corresponding author: Hou-fa Shen, E-mail: [email protected] Also available online at www.sciencedirect.com © 2009 University of Science and Technology Beijing. All rights reserved.
Temperature distribution and dynamic control of secondary cooling in slab continuous casting
Liang-liang Guo1), Yong Tian2), Man Yao1), and Hou-fa Shen3)
1) School of Materials Science and Engineering, Dalian University of Technology, Dalian 116023, China 2) Anshan Iron and Steel Group, Anshan 114021, China 3) Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China (Received 2008-12-29)
Abstract: To predict and optimize the temperature distribution of slab continuous casting in steady operational state, a three-dimensional model (named “offline model”) based on the heat transfer and solidification theories was developed. Both heat transfer and flux distribution characteristics of the nozzle sprays on the slab were considered, and the complicated boundary condi-tions, such as spray cooling, natural convection, thermal radiation as well as contact cooling of individual rolls were involved in the model. By using the calibrated caster dependent model factors, the calculated temperature and shell thickness accorded well with the measured. Furthermore, a dynamic secondary water cooling control system was also developed on the basis of a two-dimensional transient heat transfer model (named “online model”) and incremental PID control algorithm to reduce slab surface temperature fluc-tuation in unsteady state. Compared with the traditional spray table control method, the present online model and dynamic PID con-trol demonstrate a higher capability and flexibility to adjust cooling water flowrate and reduce slab surface temperature fluctuation when the casting speed is changed.
Key words: mathematical model; slab temperature; dynamic control; continuous casting
[This work was financially supported by the National Natural Science Foundation of China (No.50174031).]
1. Introduction
It is important to control the strand temperature of continuous casting in both steady and unsteady opera-tional states. Currently, the online model with tran-sient heat transfer calculation is used to control the secondary cooling while the offline model is used to predict and optimize the strand temperature. Generally, the offline model is the basis of the online model, and the precision of the offline model is a precondition of applying the online model. In previous offline models of secondary cooling in continuous casting [1-5], the effects of spray cooling, natural convection, thermal radiation and contact cooling of individual rolls were estimated with an average heat transfer coefficient over the secondary cooling segments. However, it was reported that the difference of slab surface temperature calculated using “even” (or uniform spray distribution) and “uneven” (or nozzle mapped spray distribution)
spray distributions with the same water flowrate in each cooling loop was apparent, and it was also indi-cated that the model considered the uneven spray dis-tribution in the secondary cooling zone could give more information on surface temperature than a model using an averaged treatment of boundary conditions [6-7].
When the objective was dynamic control of water flowrate in the secondary cooling zone, the real- time/online heat transfer model was necessary and the physical model should be simplified from the three- dimensional offline model [7]. The water flowrates were determined by the difference between actual and set strand surface temperatures depending on the cast-ing speed [8]. The feedback and online temperature measuring devices were used to calibrate the system [4, 9]. However, a more stable and sensitive algorithm is still a pursuit for the dynamic control.

L.L. Guo et al., Temperature distribution and dynamic control of secondary cooling in slab continuous casting 627
In this work, both a three-dimensional heat transfer model (named “offline model”) with uneven spray cooling distribution and a two-dimensional heat trans-fer model (named “online model”) based on the sim-plified offline model were developed for the predic-tion and control of temperature in slab continuous casting. The offline model was applied to simulate the heat transfer and solidification process of a mid-dle-thin slab and three operational parameters, i.e., spray cooling pattern, casting speed and casting tem-perature, were optimized to modify the slab tempera-ture at the caster exit. The online model and incre-mental PID algorithm were applied to calculate the cooling water flowrate according to the difference between the set and calculated temperatures, and dy-namic secondary water cooling control system, Visual Cast—Dynamic, composed of the online model and the incremental PID control algorithm was clarified.
2. Mathematical model 2.1. Heat transfer
The energy equilibrium equation of offline model for the heat transfer in continuous casting is as follows [6-7]:
cast eff eff 1pT T TV c k k Sz x x y y
(1)
in which
s s s s l l1p p pc f c f c (2)
2eff s s s l s1 1 1k f k f k f (3)
s s1 cast l s refp p
fS V L c c T T
z (4)
where Vcast is the casting speed, m/min; the density, kg/m3; cp the specific heat, J/(kg·K); T the temperature, K; k the thermal conductivity, W/(m·K); f the solidifi-cation fraction; the thermal conductivity enhance-ment factor; L the latent heat, J/kg; Sl the energy source term, W/m3; and x, y and z are the slab thick-ness, width and distance from meniscus, respectively, m. The subscripts s, l, ref and eff denote solid, liquid, reference and effective, respectively. The thermo-physical properties of steel such as and k are func-tions of temperature [10]. The term of energy advected down the slab with the casting speed was taken into account in the model. The similar description as Eq. (1) was used for the online model with an assumption that heat transfer in the slab width was neglected.
2.2. Boundary conditions
In the mould, an average heat flux as a function of casting time is utilized and the boundary heat flux is
described by [11]
cast2675200 zq B
V (5)
where q is the mould heat flux, W/m2; B the coeffi-cient relative to heat flux in the mould.
The cooling zone between two rolls was divided into 4 heat transfer regions and the heat transfer coef-ficients in the offline model were specified for each region by spray cooling, radiation, natural convection and roll contact cooling, respectively [12]. The spray cooling heat transfer coefficient is calculated by [13]
0.55spray
spray1570.0 [1.0 0.0075( 273.15)]w T
h (6)
where w is the flux of spray cooling water, L/(m2·s); Tspray the temperature of spray cooling water, K, and a machine dependent calibration factor. Nozaki et al. [13], Hardin et al. [7] and Laitinen et al. [14] reported the values of were 4, 4.4 and 5 in their investiga-tions, respectively. In the present study, if only one constant was used over the entire machine length, the average would be 4.2. For the downward facing surface of the slab, hspray was modified to include the effect of slab orientation by multiplying Eq. (6) with (1 0.15cos ), where is the slab surface angle from horizontal. The heat transfer coefficient of the roll contact was taken from the Ref. [14]. Thermal radia-tion was computed over the entire casting surface ex-cept at the roll contact region in the secondary cooling zone. A standard correlation for natural convection was used, where no spray was mapped to the strand surface.
To satisfy the transient calculation of dynamic sec-ondary control, the boundary of the online model was simplified as the upward facing surface of the slab. The overall heat transfer coefficient is determined from an area-weighted average of all heat transfer modes for each segment of the machine as below [6-7]:
roll roll nat nat rad rad spray spray
total
h A h A h A h Ah
A (7)
where hroll, hnat, hrad and hspray are the heat transfer co-efficients of roll contact, natural convection, radiation and spray cooling respectively, W/m2, and they are calculated similarly as those in the offline model. Aroll, Anat, Arad and Aspray are the corresponding areas for above 4 heat transfer modes respectively, m2.
2.3. Dynamic control strategy
The incremental PID algorithm was applied to di-rectly calculate the water flowrate in the online model, and integral part was considered only when the input
628 International Journal of Minerals, Metallurgy and Materials, Vol.16, No.6, Dec 2009
perturbation is small during the calculation, i.e.,
c p d
c p d i
( ) : ( ) ( ) ( 1) ( ) 2 ( 1) ( 2)
( ) : ( ) ( ) ( 1) ( ) 2 ( 1) ( 2) ( )
T n T L n K T n T n K T n T n T n
T n T L n K T n T n K T n T n T n K T n (8)
where L(n) is the water flowrate adjustment, L/min; Tc the tolerance for temperature control which can be set as 5 K; T(n) the difference between the set and calculated surface temperatures, K; and Kp, Ki and Kd are the proportional, integral and differential coeffi-cients, respectively. When the operational condition changes in the continuous casting process, the ad-justed water flowrate is:
( ) ( 1) ( )L n L n L n (9)
where L(n 1) and L(n) are the water flowrates before and after the adjustment, respectively, L/min.
3. Results and discussion
3.1. Validation of offline model
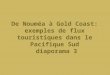
The offline model is validated by comparison of the predicted and measured surface temperatures and shell thicknesses as shown in Fig. 1. The related technical parameters and thermo-physical properties are listed in Table 1. As shown in Fig. 1(a), the roll contact cooling results in temperature drops. Obviously, the
Fig. 1. Comparison of the predicted and measured surface temperatures (a) and shell thicknesses (b) at the middle of the Q235B slab with a casting speed of 2.0 m/min
offline model provides more temperature variation in-formation with an engineering satisfied precision. Therefore, it can be applied for the optimization of process parameters and the dynamic control of secon-dary cooling in continuous casting.
Table 1. Main technical parameters and thermo-physical properties
Parameter Value Slab width and thickness / mm 1650 and 135 Effective mould length / mm 1100
Metallurgical length / mm 24.09 Number of secondary cooling zone 8
Steel grade Q235B Superheat / °C 25 Liquidus / °C 1521 Solidus / °C 1461
Latent heat / (J·kg 1) 270000 Spray water temperature / °C 25
Ambient temperature / °C 30 3.2. Optimization of temperature distribution
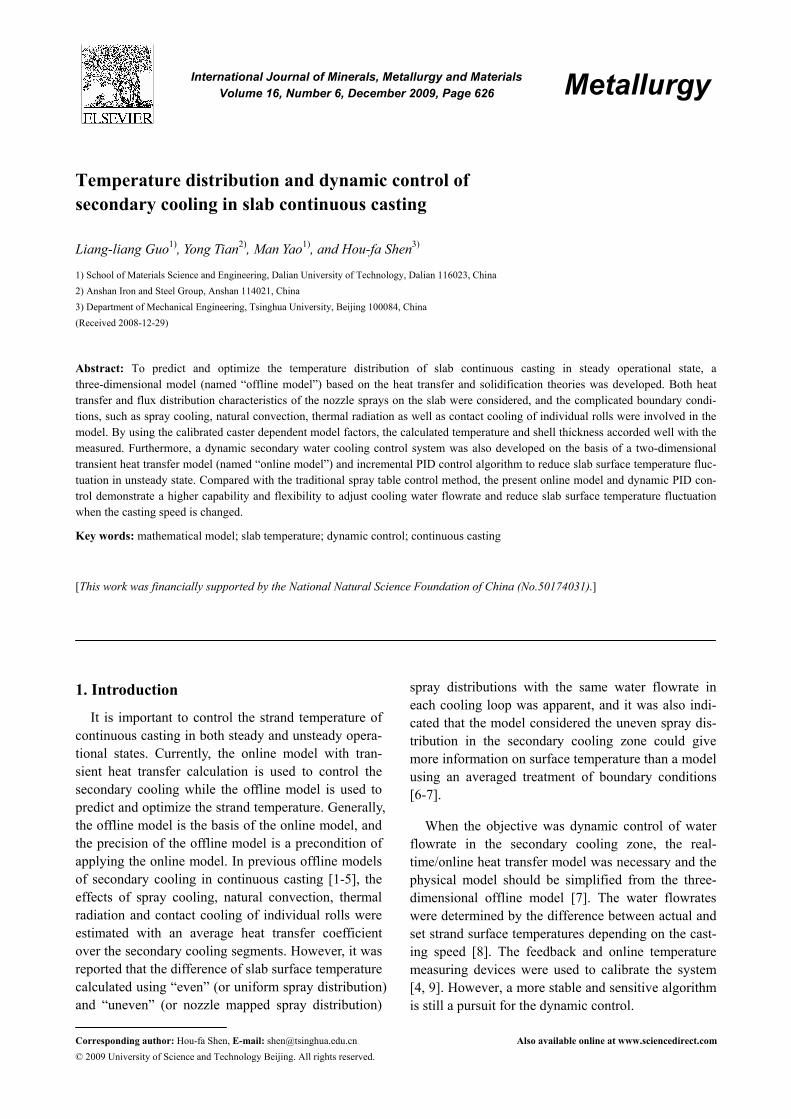
The offline model was then applied to optimize the water flowrate, casting speed and casting temperature to obtain a reasonable high slab temperature at the machine exit. Fig. 2 shows the effect of spray water flowrate at the last segment on the slab temperature,
Fig. 2. Effect of spray patterns at the last segment on the surface and center temperatures of slabs.
where spray patterns 1 and 2 denote the cooling with and without spray at the last segment, respectively. The slab surface temperature increases remarkably at the last segment with spray pattern 2, and still satisfies the limitation of the heat rebound along withdrawal direction [15]. At the slab center, the temperatures are almost the same for the two spray patterns. Therefore, soft cooling in a lower part of the secondary cooling
L.L. Guo et al., Temperature distribution and dynamic control of secondary cooling in slab continuous casting 629
zone is in favor of producing of high temperature slabs.
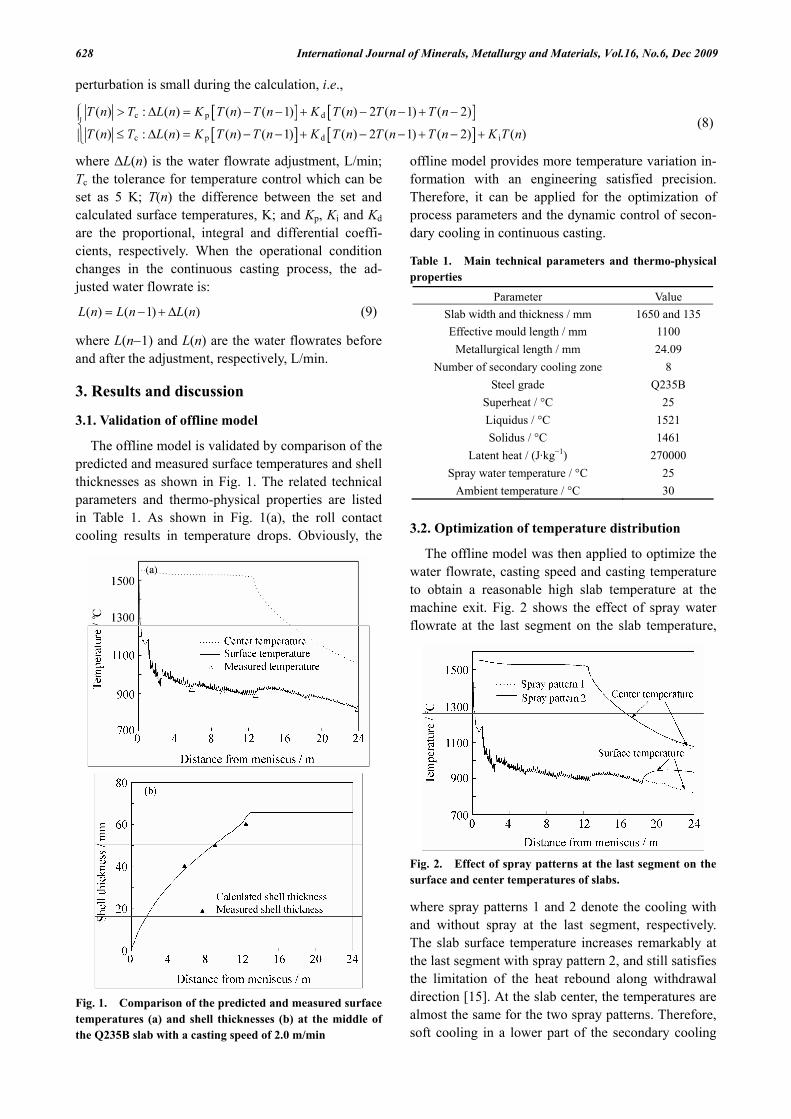
Further optimization demonstrates that a higher casting speed with a certain lower casting temperature is also favorable to produce high slab temperature as shown in Fig. 3.
Fig. 4 shows the calculated temperature profiles in the slab cross section before and after optimization, and it illustrates that the optimization is effective.
Fig. 3. Slab temperature and shell thickness before and after optimization by simulation (before adjustment: cast-ing speed 2.0 m/min, casting temperature 1546°C; after ad-justment: casting speed 2.5 m/min, casting temperature 1538°C).
Fig. 4. Temperature profiles (°C) in the slab cross section before (a) and after (b) optimization by simulation.
3.3. Test of the online model
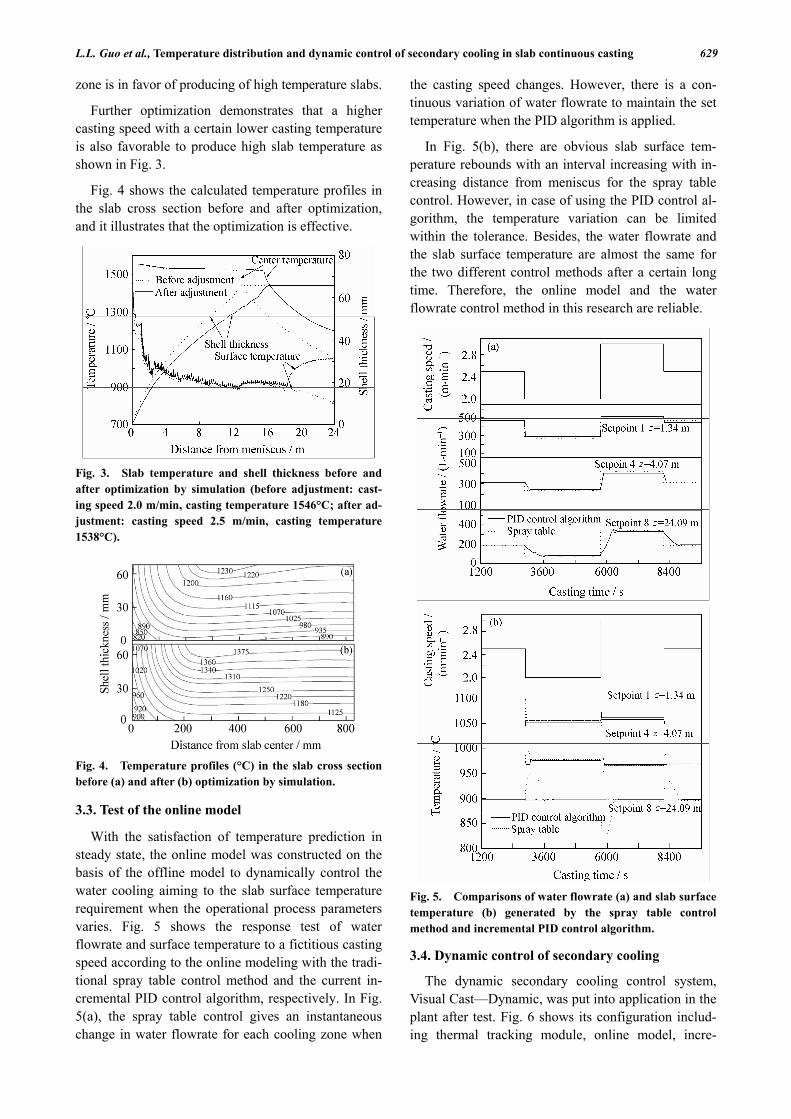
With the satisfaction of temperature prediction in steady state, the online model was constructed on the basis of the offline model to dynamically control the water cooling aiming to the slab surface temperature requirement when the operational process parameters varies. Fig. 5 shows the response test of water flowrate and surface temperature to a fictitious casting speed according to the online modeling with the tradi-tional spray table control method and the current in-cremental PID control algorithm, respectively. In Fig. 5(a), the spray table control gives an instantaneous change in water flowrate for each cooling zone when
the casting speed changes. However, there is a con-tinuous variation of water flowrate to maintain the set temperature when the PID algorithm is applied.
In Fig. 5(b), there are obvious slab surface tem-perature rebounds with an interval increasing with in-creasing distance from meniscus for the spray table control. However, in case of using the PID control al-gorithm, the temperature variation can be limited within the tolerance. Besides, the water flowrate and the slab surface temperature are almost the same for the two different control methods after a certain long time. Therefore, the online model and the water flowrate control method in this research are reliable.
Fig. 5. Comparisons of water flowrate (a) and slab surface temperature (b) generated by the spray table control method and incremental PID control algorithm.
3.4. Dynamic control of secondary cooling
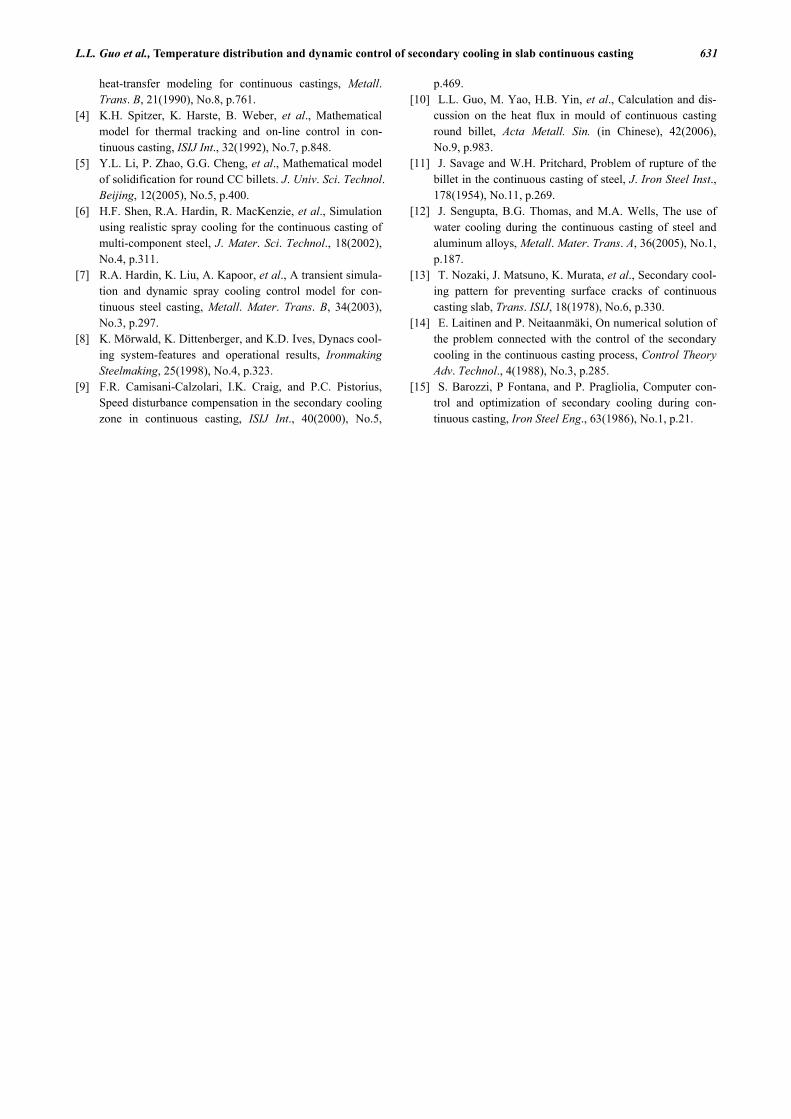
The dynamic secondary cooling control system, Visual Cast—Dynamic, was put into application in the plant after test. Fig. 6 shows its configuration includ-ing thermal tracking module, online model, incre-
630 International Journal of Minerals, Metallurgy and Materials, Vol.16, No.6, Dec 2009
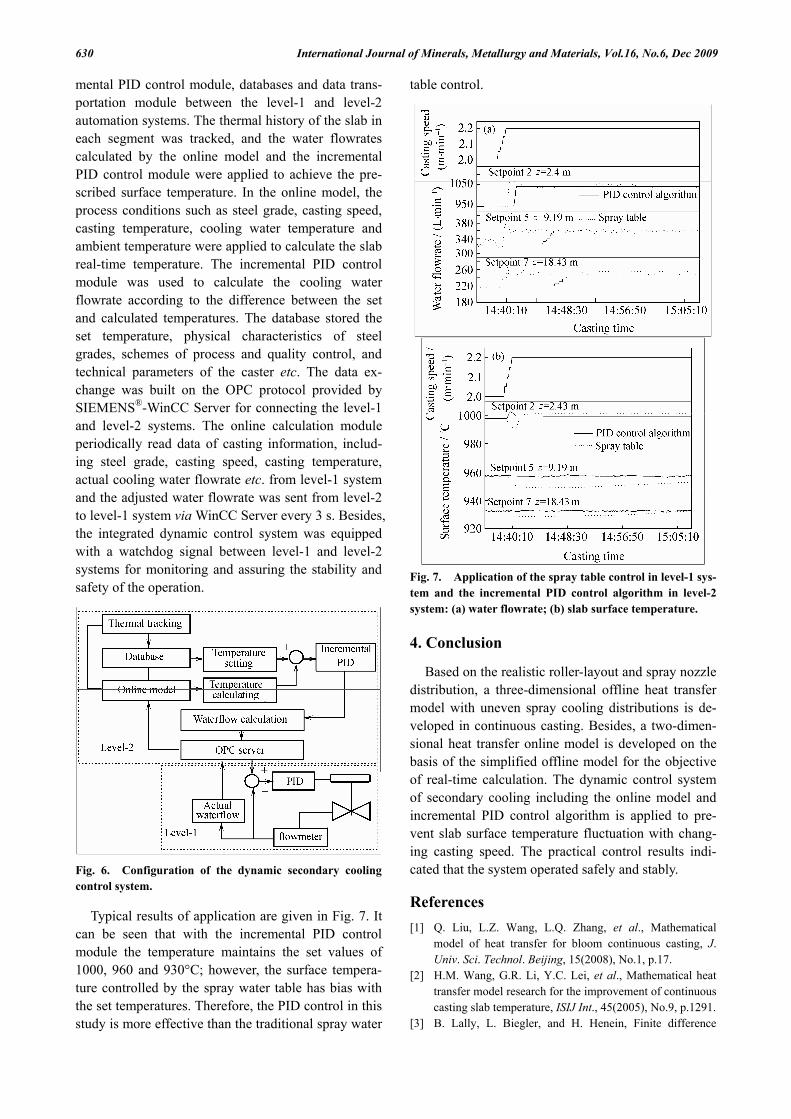
mental PID control module, databases and data trans-portation module between the level-1 and level-2 automation systems. The thermal history of the slab in each segment was tracked, and the water flowrates calculated by the online model and the incremental PID control module were applied to achieve the pre-scribed surface temperature. In the online model, the process conditions such as steel grade, casting speed, casting temperature, cooling water temperature and ambient temperature were applied to calculate the slab real-time temperature. The incremental PID control module was used to calculate the cooling water flowrate according to the difference between the set and calculated temperatures. The database stored the set temperature, physical characteristics of steel grades, schemes of process and quality control, and technical parameters of the caster etc. The data ex-change was built on the OPC protocol provided by SIEMENS®-WinCC Server for connecting the level-1 and level-2 systems. The online calculation module periodically read data of casting information, includ-ing steel grade, casting speed, casting temperature, actual cooling water flowrate etc. from level-1 system and the adjusted water flowrate was sent from level-2 to level-1 system via WinCC Server every 3 s. Besides, the integrated dynamic control system was equipped with a watchdog signal between level-1 and level-2 systems for monitoring and assuring the stability and safety of the operation.
Fig. 6. Configuration of the dynamic secondary cooling control system.
Typical results of application are given in Fig. 7. It can be seen that with the incremental PID control module the temperature maintains the set values of 1000, 960 and 930°C; however, the surface tempera-ture controlled by the spray water table has bias with the set temperatures. Therefore, the PID control in this study is more effective than the traditional spray water
table control.
Fig. 7. Application of the spray table control in level-1 sys-tem and the incremental PID control algorithm in level-2 system: (a) water flowrate; (b) slab surface temperature.
4. Conclusion
Based on the realistic roller-layout and spray nozzle distribution, a three-dimensional offline heat transfer model with uneven spray cooling distributions is de-veloped in continuous casting. Besides, a two-dimen-sional heat transfer online model is developed on the basis of the simplified offline model for the objective of real-time calculation. The dynamic control system of secondary cooling including the online model and incremental PID control algorithm is applied to pre-vent slab surface temperature fluctuation with chang-ing casting speed. The practical control results indi-cated that the system operated safely and stably.
References [1] Q. Liu, L.Z. Wang, L.Q. Zhang, et al., Mathematical
model of heat transfer for bloom continuous casting, J. Univ. Sci. Technol. Beijing, 15(2008), No.1, p.17.
[2] H.M. Wang, G.R. Li, Y.C. Lei, et al., Mathematical heat transfer model research for the improvement of continuous casting slab temperature, ISIJ Int., 45(2005), No.9, p.1291.
[3] B. Lally, L. Biegler, and H. Henein, Finite difference
L.L. Guo et al., Temperature distribution and dynamic control of secondary cooling in slab continuous casting 631
heat-transfer modeling for continuous castings, Metall. Trans. B, 21(1990), No.8, p.761.
[4] K.H. Spitzer, K. Harste, B. Weber, et al., Mathematical model for thermal tracking and on-line control in con-tinuous casting, ISIJ Int., 32(1992), No.7, p.848.
[5] Y.L. Li, P. Zhao, G.G. Cheng, et al., Mathematical model of solidification for round CC billets. J. Univ. Sci. Technol. Beijing, 12(2005), No.5, p.400.
[6] H.F. Shen, R.A. Hardin, R. MacKenzie, et al., Simulation using realistic spray cooling for the continuous casting of multi-component steel, J. Mater. Sci. Technol., 18(2002), No.4, p.311.
[7] R.A. Hardin, K. Liu, A. Kapoor, et al., A transient simula-tion and dynamic spray cooling control model for con-tinuous steel casting, Metall. Mater. Trans. B, 34(2003), No.3, p.297.
[8] K. Mörwald, K. Dittenberger, and K.D. Ives, Dynacs cool-ing system-features and operational results, Ironmaking Steelmaking, 25(1998), No.4, p.323.
[9] F.R. Camisani-Calzolari, I.K. Craig, and P.C. Pistorius, Speed disturbance compensation in the secondary cooling zone in continuous casting, ISIJ Int., 40(2000), No.5,
p.469. [10] L.L. Guo, M. Yao, H.B. Yin, et al., Calculation and dis-
cussion on the heat flux in mould of continuous casting round billet, Acta Metall. Sin. (in Chinese), 42(2006), No.9, p.983.
[11] J. Savage and W.H. Pritchard, Problem of rupture of the billet in the continuous casting of steel, J. Iron Steel Inst., 178(1954), No.11, p.269.
[12] J. Sengupta, B.G. Thomas, and M.A. Wells, The use of water cooling during the continuous casting of steel and aluminum alloys, Metall. Mater. Trans. A, 36(2005), No.1, p.187.
[13] T. Nozaki, J. Matsuno, K. Murata, et al., Secondary cool-ing pattern for preventing surface cracks of continuous casting slab, Trans. ISIJ, 18(1978), No.6, p.330.
[14] E. Laitinen and P. Neitaanmäki, On numerical solution of the problem connected with the control of the secondary cooling in the continuous casting process, Control Theory Adv. Technol., 4(1988), No.3, p.285.
[15] S. Barozzi, P Fontana, and P. Pragliolia, Computer con-trol and optimization of secondary cooling during con-tinuous casting, Iron Steel Eng., 63(1986), No.1, p.21.








![Integrating the Healthcare Enterprise€¦ · Document Source Document ConsumerOn Entry [ITI Document Registry Document Repository Provide&Register Document Set – b [ITI-41] →](https://img.pdfslide.net/doc/110x75/5f08a1eb7e708231d422f7c5/integrating-the-healthcare-enterprise-document-source-document-consumeron-entry.jpg)