Embed Size (px)
Citation preview

Ölçüm Sisteminin Analizi
Measurement System Analysis
Dr. Nihal Erginel

TOPLAM
DEĞİŞKENLİK
Süreçten kaynaklanan değişkenlik
Ölçüm sisteminden kaynaklanan değişkenlik

Süreç Değişkenlik Kaynakları Hammadde
Operatör
Makine
Ekipman vb.
Ölçüm Sistemi Değişkenlik
KaynaklarıÖlçüm aleti
Operatör
Ölçüm metodu vb.

Toplam Değişkenlik
Ölçüm yapılan parçadan kaynaklanan değişkenlik
Ölçüm sisteminden kaynaklanan değişkenlik
222
miölçümsisteparçatoplam Montgomery,1985

Ölçüm Sistemi Analizinin Kullanım Alanları
Ölçümlere dayanan çalışmaların başlangıç noktasında
Yeni ölçüm aletinin kabulünde
İki ölçüm aletinin karşılaştırılmasında
Kullanılan ölçüm aletinin değerlendirilmesinde vb.

Ölçüm Sistemindeki Değişkenlik
Doğruluk(accuracy)
Hassasiyet(precision)
Hassasiyet, ölçüm cihazı ve ölçümü
yapan operatörlerden kaynaklanan
değişkenlikler ile ilgilidir
Tekrar edilebilirlik(repeatability)
Tekrar üretilebilirlik(reproducibility)
2222
kilebilirlitekrarüretebilirliktekraredilrgerçekdeğeerölçülendeğ
Kolarik, 1995

Tekrar edilebilirlik (repeatability):
• Ölçüm cihazından kaynaklanan
değişkenlik tekrar edilebilirlik olarak
tanımlanmaktadır. Tekrar edilebilirlik,
ölçüm cihazının aynı ölçüyü aynı operatör
ile pek çok kere ölçtüğünde meydana
gelen değişkenliktir.

Tekrar üretilebilirlik (reproducibility):
• Operatörlerden kaynaklanan değişkenlik ise, tekrar üretilebilirlik olarak tanımlanmaktadır. Tekrar üretilebilirlik, aynı ölçüm cihazı ile aynı ölçünün farklı operatörler tarafından ölçüldüğünde meydana gelen değişkenliktir. Tekrar üretilebilirlik, operatörlerin farklılıklarından kaynaklanan etkiyi içerdiği gibi, operatör x parça etkileşiminden kaynaklanan etkileri de kapsamaktadır.

• Ölçüm sisteminin güvenirliliğinin test
edilebilmesi için aynı ölçüm cihazı
kullanılarak birden fazla operatörün, birden
fazla parçayı, birden fazla kere ölçmesi
gerekmektedir. Bu verileri toplamak için
gerekli adımlar aşağıda verilmiştir:

Ölçüm sisteminin güvenirliliğinin testi için gerekli
verilerin toplanması:
1) Parçaların numaralandırılması,
2) İlk operatörün önceden numaralanmış tüm parçalardaki belirlenmiş ölçüyü rassal bir sırada birer kez ölçmesi,
3) Sırasıyla ikinci, üçüncü,...operatörlerin önceden numaralanmış tüm parçalardaki belirlenmiş ölçüyü rassal bir sırada birer kez ölçmesi,
4) Tüm operatörlerin ilk ölçümlerini tamamlamalarından sonra, tekrar ölçüm sayısı kadar 2 ve 3. Adımların tekrarlanması.
5) Paket program ile verilerin analiz edilmesi ve yorumlanması

Süreç değişkenliğinin belli bir yüzdesine, tekrar
edilebilirlik ve tekrar üretilebilirlik bileşenlerinden
oluşan ölçüm sistemi katkıda bulunur,
100&% toplam
miölçümsisteRR
(Breyfogle, 1999)
Yukarıdaki formül, ölçüm sisteminden kaynaklanan değişkenliğin,
toplam değişkenlik içindeki oranını göstermektedir. % R&R 0.10
olması istenir. Ancak uygulamalarda 0.30’a kadar da kabul
edilebilir.

Burada tolerans Üst Spesifikasyon Limitinden, Alt
Spesifikasyon Limitini çıkararak tespit edilir. Toleransın
yüzde kaçının ölçüm hatası tarafından kullanıldığını açıklar.
• Tekrar edilebilirlik ve tekrar üretilebilirlik
değişkenlerinden oluşan ölçüm sistemi ile
ilgili toleransın yüzdesi:
toleransTolerans
miölçümsiste15.5% (Breyfogle, 1999)
• 5.15 Sigma = 5.15 x faktörün standart sapması. 5.15 değeri, cihaz anakütle dağılımının değişkenliğini temsil edebilmek için deneysel olarak geliştirilmiştir.

• % Katkı (Contribution) = Varyansa bağlı olarak her faktörün yüzde katkısı
• Tekraredebilirlik = 100 x tekraredebilirlik varyansı/ toplam değişimin varyansı.
• % Çalışma Varyansı (% Study Variance) = 5.15 x faktör standart sapmasının, 5.15 x toplam değişimin standart sapmasına oranı.
• % Süreç Değişkenliği = 5.15 x faktör standart sapmasının süreç değişimine oranı. Tekraredebilirlik = 100 x 5.15 tekraredebilirlik standart sapması / süreç değişimi.
• Farklı Kategorilerin Sayısı = parça standart sapmasının toplam cihaz R&R standart sapmasının 1.41 katına oranı.

ÖRNEK:
•Yer karosu pasta yoğunluk
•Son karonun renk ölçümleri-a değeri

Pasta yoğunluk Gage R&R• Gage R&R Study - ANOVA Method
• Gage R&R for yogunluk
• Two-Way ANOVA Table With Interaction
• Source DF SS MS F P
• parça 9 127736 14192,9 130,847 0,00000
• operatör 1 416 416,0 3,835 0,08185
• operatör*parça 9 976 108,5 0,722 0,68424
• Repeatability 20 3006 150,3
• Total 39 132135
• Two-Way ANOVA Table Without Interaction
• Source DF SS MS F P
• parça 9 127736 14192,9 103,345 0,00000
• operatör 1 416 416,0 3,029 0,09238
• Repeatability 29 3983 137,3
• Total 39 132135

• Gage R&R
• %Contribution StdDev Study Var %Study Var
• Source VarComp (of VarComp) (SD) (5,15*SD) (%SV)
•
• Total Gage R&R 151,3 4,13 12,2992 63,341 20,32
• Repeatability 137,3 3,75 11,7190 60,353 19,36
• Reproducibility 13,9 0,38 3,7329 19,224 6,17
• operatör 13,9 0,38 3,7329 19,224 6,17
• Part-To-Part 3513,9 95,87 59,2781 305,282 97,91
• Total Variation 3665,2 100,00 60,5406 311,784 100,00
• Number of Distinct Categories = 7

Gage name:
Date of study:
Reported by:
Tolerance:
Misc:
0
1550
1650
1750mesut nedim
Xbar Chart by operatör
Sam
ple
Mean
Mean=1673UCL=1695
LCL=1651
0
0
10
20
30
40
50
60
70 mesut nedim
R Chart by operatör
Sam
ple
Range
R=11,65
UCL=38,06
LCL=0
1 2 3 4 5 6 7 8 9 10
1600
1650
1700
1750
parça
operatöroperatör*parça Interaction
Avera
ge
mesut
nedim
mesut nedim
1600
1650
1700
1750
operatör
By operatör
1 2 3 4 5 6 7 8 9 10
1600
1650
1700
1750
parça
By parça
%Contribution
%Study Var
Gage R&R Repeat Reprod Part-to-Part
0
50
100
Components of Variation
Perc
ent
Gage R&R (ANOVA) for yogunluk

• Birinci grafikte (Components of Variation)’da Gage R&R = %20.32 olarak bulunmuştur. <%30 olduğu için yoğunluk ölçüm sistemi kabul edilebilir yeterliliktedir.
• İkinci grafik (R chart by operatör), operatörün iki ölçümü arasındaki farkı göstermektedir. Birinci operatörün 4. parça ölçümünde iki tekrarı arasındaki fark kabul edilebilir limitlerin üzerinde çıkmıştır. Ancak genel olarak yoğunluk için ölçüm sistemi yeterli görülmektedir.
• Üçüncü grafik (Xbar Chart by operatör), operatörlerin aynı parçayı iki kez ölçümlerinin ortalamalarını göstermektedir. İki operatör için de sırasıyla gösterilmiştir.
• Dördüncü grafik (By parça), herbir parça için alınan 4 ölçümüm dağılımlarını göstermektedir. 2. ve 4. parçaların öiçümleri diğer parçalara göre daha dağınıktır.
• Beşinci grafik (By operatör), operatörlerin toplamda yaptıkları 20 ölçümün ortalamalarını ve dağılımlarını vermektedir.
• Altıncı grafik (operatör*parça interaction) operatör ile parçaların etkileşimini göstermektedir. 2. parçada birinci ve ikinci operatör ölçüm ortalamaları arasında fark vardır. Ancak bu fark, ölçüm sisteminin analizinin yeterli bulunmasını etkilememiştir.

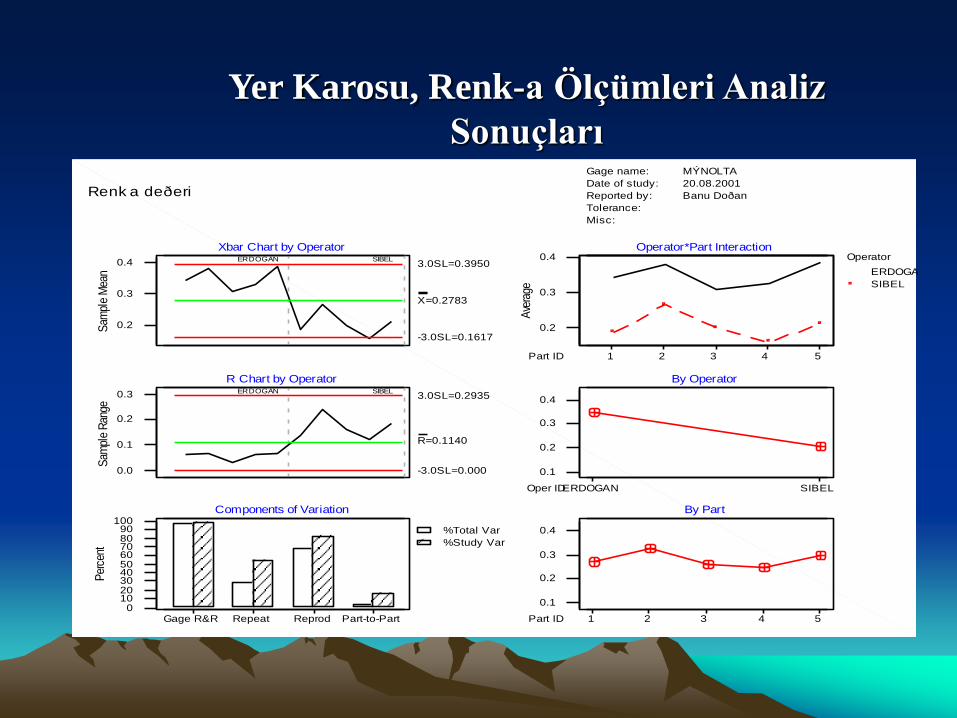
Yer Karosu, Renk-a Ölçümleri Analiz
Sonuçları
Banu Doðan
20.08.2001
MÝNOLTA
Misc:
Tolerance:
Reported by:
Date of study:
Gage name:
0
0.4
0.3
0.2
SIBELERDOGAN
Xbar Chart by Operator
Sam
ple
Mea
n
X=0.2783
3.0SL=0.3950
-3.0SL=0.1617
0
0.3
0.2
0.1
0.0
SIBELERDOGAN
R Chart by Operator
Sam
ple
Ran
ge
R=0.1140
3.0SL=0.2935
-3.0SL=0.000
54321
0.4
0.3
0.2
Part ID
OperatorOperator*Part Interaction
Ave
rage
ERDOGAN
SIBEL
SIBELERDOGAN
0.4
0.3
0.2
0.1
Oper ID
By Operator
54321
0.4
0.3
0.2
0.1
Part ID
By Part
%Total Var
%Study Var
Part-to-PartReprodRepeatGage R&R
100908070605040302010
0
Components of Variation
Per
cent
Renk a deðeri

Teşekkürler











![[ Web Uygulamalarında Kaynak Kod Analizi – I ]turkish]-source... · Bu döküman hazırlanırken hangi işletim sisteminin neden ... 5 – mysqladmin -u ... yazılımında kaynak](https://img.pdfslide.net/doc/110x75/5a78f7f47f8b9a00168b9a6f/-web-uygulamalarinda-kaynak-kod-analizi-i-turkish-sourcebu-dkman-hazirlanirken.jpg)

















