Embed Size (px)
Citation preview

Nuclear Instruments and Methods in Physics Research A254 (1987) 225-228 225 North-Holland, Amsterdam
A N E W T Y P E O F S T R I P P I N G C A R B O N F O I L F O R H - C H A R G E - E X C H A N G E I N J E C T I O N I N T O A S Y N C H R O T R O N
Isao Y A M A N E and Hiroshi Y A M A G U C H I
National Laboratory for High Energy Physics, Oho-machi, Tsukuba-gun, lbaraki-ken, 305, Japan
Received 19 September 1986
A new type of stripping carbon foils of 10-60 #g/cm 2 thickness were fabricated and used for H charge-exchange injection into a synchrotron at 20 MeV. A thin tungsten wire, 10 #m in diameter, which extended at the open end of the frame, did not introduce any problems to the operation and maintenance of the accelerator. Details of the stripping foil and a discussion regarding beam loss due to the wire are given.
1. Introduction
At the KEK proton synchrotron, the method of beam injection into the booster synchrotron was succes- fully converted from proton multitum injection to H - charge-exchange injection in 1985 [1]. At first, the injec- tion energy of the H - beam was 20 MeV, but it was increased to 40 MeV [2] half a year after the conversion. 20 MeV was the lowest and 40 MeV was the second lowest energy that had ever been used for H - charge- exchange injection into a synchrotron during routine operations. At such low energies, one of the most seri- ous problems is the preparation of stripping foils.
The preparation of a stripping foil used at such low energies involves the very difficult job of mounting an extremely thin foil of appreciably large area onto a "U"-shaped frame. For instance, the most preferable thickness of the stripping foil is about 20 #g /cm 2 for a carbon foil at 20 MeV; the necessary size is usually not less than 20 m m × 40 ram. The reason why a "U"- shaped frame is necessary is that one side of the frame should be open so that the beam orbit can move from the injection orbit to the acceleration orbit. It is very difficult to mount a carbon foil that is thinner than 60 #g / cm 2 on a frame with one side completely open. If such a thin foil could be mounted, it would be too fragile to handle because of a lack of support on the open side. To avoid this difficulty, various ingenious compromises were devised at accelerator laboratories which adopted low-energy H - charge-exchange injec- tion into their synchrotron. In the zero-gradient syn- chrotron of the Argonne National Laboratory, plastic (poly-paraxylene) foils of 30 or 40 #g /cm 2 thickness have been used at 50 MeV, but their lives are very short [3]. Also at the spallation neutron source of the Ruther- ford AppletonLaboratory, A1203 foils of 50-60 #g / cm 2
0168-9002/87/$03.50 © Elsevier Science Publishers B.V. (North-Holland Physics Publishing Division)
thickness have been developed for use at 70 MeV [4]. At KEK, this problem was overcome by devising a
special "U"-shaped frame which had a very thin tungs- ten wire (10 #m in diameter) extended at the open end. This type of stripping carbon foil is about 20 #g /cm 2 thick and was successfully used in routine operation at 20 MeV. Those of about 30 #g/era 2 thickness were used after the injection energy was increased to 40 MeV. Their fabrication is comparatively easy and han- dling is also easy for anyone after some experience. In sect. 2 we briefly review the thickness and shape re- quirements of the stripping foil for H - charge-exchange injection in the KEK proton synchrotron. In sect. 3 we describe details concerning the structure, mounting method and performance of the stripping foil. A discus- sion on the beam loss due to the tungsten wire is given in sect. 4.
2. Stripping-foil requirements related to the KEK proton synchrotron 151
2.1. Foil thickness
Factors which determine the foil thickness are (1) stripping efficiency, (2) energy loss in the foil, (3) multi- pie-scattering angle in the foil and (4) easiness of han- dung. As for factor (1), the stripping efficiency of a carbon foil to 20 MeV H - beam reaches 90% at a thickness of 7.3 × 1017 a tm/cm 2 (about 15 #g /cm 2) and gradually increases with foil thickness. This factor gives the lower limit of the foil thickness. Factors (2) and (3) are related to the number of passages through the stripping foil of protons in the coasting beam. It takes 30-100 #s to stack the necessary intensity of the coasting beam, depending upon the intensity of the

226 L Yamane, H. Yamaguchi / New type of stripping carbon foil
500 MeV Booster Synchrotron
A ccelerotion Orbit / \
\ st I .4 \ / - ~ IBump I \ \ Bump Nil . . . .
( ~ II r-~BumpU\Bumpm~ II ~
- - ~ . - J ~ 40MeV H B e o r n / ~ Foil O MOg. Horizontol /I H [
Bend. Mog / ~ " Injecliod Foil Evoc.
Orbit Chooger Syslem.
Fig. 1. Arrangement of the H- injection system. The stripping carbon foil is located on the injection orbit between injection
bump magnets II and III.
injected H - beam. Protons injected at the head of the pulse pass the foil 50-160 times at a maximum. If the foil is too thick, the beam emittance wil become too large before the necessary intensity is stacked. Thus, thinner is more preferable; about 20/~g/cm 2 is the best for a stripping foil at 20 MeV.
2.2. Foil and frame shape
beam is switched from the injcetion orbit to the acceler- ation orbit. Therefore, such a solid frame that intercepts the beam should be separated from the stripping foil by more than 80 mm in the direction to the acceleration orbit and also by more than 30 mm in the opposite direction.
3. KEK stripping foil
3.1. Structures of frame and stripping foil
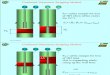
Fig. 3 shows details concerning the stripping carbon foil. The cross-hatched part is a double layer of carbon foil and is used as the stripping part where the H - beam is injected. When we mention the thickness of a stripping foil of this type, we mean the total thickness of the double layer. Thus, it is two times the thickness of the material foil. The purpose of such a configuration is to effectively support a thin carbon foil that is ex- tremely fragile. For the same purpose, the frame also consists of two parts. The ~ part is cut out from an A1 sheet of 2 mm thickness. It assures the overall strength
Fig. 1 shows the arrangement of the system of H - charge-exchange injection. The stripping foil is located at an injection orbit which is separated by about 50 mm from the acceleration orbit. On the foil the H beam is focussed to a spot 20 mm wide in the horizontal direc- tion. Thus, the width of the stripping foil in the same direction should be 20 mm or slightly larger (fig. 2).
The cross section of the coasting proton beam soon becomes larger than that of the injected H - beam by means of betatron oscillation and the dispersion func- tion in the booster synchrotron. Moreover, it gradually becomes enlarged by energy loss and multiple scattering that repeatedly occur during passage through the strip- ping foil. Thus, the necessary vertical length of the stripping foil is 40 mm, similar to the aperture of the injection bump magnet.
After injection is completed, the coasting proton
Tungsten Wire ( l O v m ) ~
Carbon Foil (double) - - Stripping Foil Part
Carbon Foil ( s i n g l e ) /
/ B Aluminum (O tmm)
a : Aluminum ( 2 mm ) - -
60 "i 50 ~'
Z Coasting P Beam T Coasting P Beam
(during acceleration ) l - - - - - -so "1 (during injection ) , 2°~'~
Bump Magnet I / , ) . . . . . . ' " ' / ]njected H Beam
Stripping Foil
Fig. 2. Beam positions and the necessary shape of the stripping foil. After completion of injection, the coasting proton beam is
switched from the injection orbit to the acceleration orbit.
Fig. 3. Top: Details and bottom a photograph of the strip- ping carbon foil that was developed at the KEK proton syn-
chrotron.

L Yamane, H. Yamaguchi/New type ofstrippingcarbonfoil 227
of the frame. The open side is used as the support for fl and the opposite side as a connector to the foil changer. fl is the part on which the carbon foil is mounted. It is cut out from an annealed 0.1 mm thick Al sheet, fl is attached to a by putting both open ends together. Furthermore, a thin 10 #m diameter tungsten wire is extended at the open end of ft. The thickness of the material carbon foil is one half of that necessary for the stripping foil; the size is 50 mm × 70 mm. The foil is mounted so that it can hold the tungsten wire at 20 mm inside from the short end and it can adhere to fl on both its sides. Then the wide part of the foil adheres to fl on three sides. The narrow part adheres to fl on only two sides but is reinforced by adhering to the other part of the foil. As the part of the foil surrounding the wire is not broken, the foil is supported on all sides and acquires a sufficient strength for handling.
As the 10 #m tungsten wire is placed along with the stripping foil, it causes some beam loss. However, the loss is very slight since the wire is sufficiently thin. The advantage is that it supports and strengthens the strip- ping foil; this far exceeds the disadvantage of a little beam loss. Material carbon foils are commercially ob- tained as evaporated foils on glass slides [6].
3.2. Mounting method
An evaporated carbon foil is separated from the slide on the water surface under which the stripper frame is previously set upright with the wire upward. Then, after properly positioning the foil upon the wire, the water surface is slowly lowered. After the foil comes into contact with the wire, it becomes hanged over the wire. As the water surface is lowered, both sides of the foil adhere to the thin Al frame on both sides and also to each other to form a double layer. After one side separates from the water surface, the other side forms a single layer foil and finally adheres to the frame. To prevent the foil from becoming torn, it was found to be effective to let the surface tension become lower by using a few drops of water solution of a surface-active agent. Fig. 4 shows the arrangement of the equipment used to mount a carbon foil on a frame.
3.3. Performance
The thickness of the stripping foil which is actually fabricated ranges from 10 to 60 #g /cm 2. Test oper- ations for H - charge-exchange injection at 20 MeV were performed with these stripping foils and those of 120 #g /cm 2 fabricated by another method [7]. It was found that the injection efficiency reaches nearly 100% with a stripping foil that is about 20 #g /cm 2 thick when an H - beam pulse with an intensity of several nlA was shortened to about 25 #s. As the beam pulse was lengthened, the injection efficiency gradually be-
Thermo ,.
~ Glass Slide _ ~ - - ' ~ ~ > < ~ w i t h Carbon
late r - ~ ~ ' ,~'~,..~.,-/~\ Foil
• ' N::/:: :
Frame
Stand / Mouth- piece
Fig. 4. Arrangement for mounting a carbon foil on a frame. The water surface is raised and lowered with a water handling
device which is not depicted in this figure.
came lower. Over about 60 /~s, the dependence of the injection efficiency upon the thickness of the stripping foil clearly appeared. These results imply that about 20 #g /cm 2 is sufficient for the thickness of the stripping foil used at 20 MeV and no appreciable beam loss is caused by a tungsten wire 10 #m in diameter along with the stripping foil.
Over a two month period after the conversion, the injection energy was 20 MeV and beam acceleration was performed for about 900 h using stripping foils of about 20 #g /cm 2 thick. Also, over a five month period after the injection energy was increased to 40 MeV, the beam was accelerated for about 1600 h using stripping foils of about 30/~g/cm 2 thick. The repetition rate of the beam pulse was 20 Hz. Throughout these periods, the stripping foil was changed a few times except for changes necessary for studying the accelerator; how- ever, these were not due to damage by beam irradiation. Thus it was proved that the lives of stripping foils of this type could be made sufficiently long and would not introduce any problems to the operation and mainte- nance of the accelerator.
4. Discussion
It is the aim of this section to give a rough discussion of the order of the beam loss due to the wire. The energy loss of a 20 MeV proton due to passage through a tungsten sheet of 10 #m thickness is about 210 keV; that of a 40 MeV proton is about 130 keV. These energy losses correspond to losses of 0.5% and 0.16%, respec- tively, of the proton momentum. Multiple-scattering angles of protons in such a sheet are 6.7 and 3.4 mrad at 20 and 40 MeV, respectively. Therefore, most of the protons in the beam are not lost by passing only once through a tungsten wire 10 #m in diameter. However,

228 L Yamane, H. Yamaguchi / New type of stripping carbon foil
protons that suffer such a large energy loss and multiple scattering will form regions of lower quality in the booster beam and will be lost sooner or later.
In the following, we make a rough estimation of the probability for protons to hit the wire separately in two cases. 1) Because the cross section of the coasting beam is
wider than the stripping foil in the horizontal direc- tion, part of the protons with a large betatron oscil- lation amplitude hit the wire during injection.
2) Part of the protons that coast outside the wire hit it while the beam is switched from the injection orbit to the acceleration orbit. When a wire is placed in the range of betatron
oscillation of a proton and the change in the amplitude A is negligible, the probability that the proton hits the wire while turning N times around the booster synchro- tron is approximately
P = N d / 2 A ,
where d is the diameter of the wire. Although, in a more precise expression, the probability depends upon the displacement of the wire from the center of betatron oscillation, we take the average over the displacement for the sake of simplification. The injection time is usually about 50 #s and at most about 100/~s. When the injection time is longest, namely 100 #s, N ranges from 1 to 160, since the circulating frequency is 1.6 MHz at 20 MeV.
In case of (1), protons with A smaller than 10 mm do not hit the wire; thus,
PI(A < 10 mm) = 0.
For protons with A equal to 10 mm, at which the probability reaches a maximum,
PI(A = 10 mm) = 80 × 0.01/2 × 10 = 0.04,
where the average value of N is taken as 80. This means that even for protons having the highest chance, only 4% of them hit the wire. For protons with A larger than 10 mm, the probability P~(A > 10 ram) decreases in- versely with A. With a probability that depends on the displacement of the wire, PI(A = 10 mm) takes a much larger value. However, it rapidly decreases and soon approaches the value mentioned above as A becomes larger. During usual operation, it is expected that for almost all protons A < 20 mm and for a larger part A < 10 ram; thus it is not such a bad guess that in case of (1) the overall hitting probability P1 is about 0.01.
In the case of (2), N is equal to the turn number of the proton while the range of betatron oscillation of it involves the wire. For about the 25 #s necessary to switch the beam from the injection orbit to the accelera- tion orbit, protons in the beam circulate about 40 turns and the beam center moves about 50 ram. Therefore, we
have N = 40A/50 = 0.8A and
/'2 = 0.8 × 0.01 = 0.008,
Thus, 0.8% of the protons hit the wire during beam switching after injection.
By adding together both cases, it can be expected that at most 1 or 2% of the beam hits the wire during the injection and switching of the beam.
5. Conclusions
A new type of stripping carbon foils of 10-60 #g /cm 2 thickness were made and used for H - charge-exchange injection into the booster synchrotron of the KEK PS at 20 and 40 MeV. A tungsten wire 10 #m in diameter was extended at the open end of the frame, where the beam moves from the injection orbit to the accelerated orbit. A carbon foil was folded by the wire to form a double layer which was used as the stripping foil. One side of the double layer was made sufficiently wide so as to adhere on three sides to A1 frame and to play the role of a backing. The wire and the structure of the foil effec- tively supported and strengthened the foil itself. The wire was shown not to cause any appreciable beam loss and the life of the stripping foil was found to be longer than several months. Fabricating and handling the foil was sufficiently easy. Thus, it was confirmed that this type of stripping foil is very useful for practical applica- tions.
Acknowledgement
The authors are very grateful to Prof. H. Sasaki, Mr. T. Kawakubo, Mr. M. Suetake and Mr. I. Sakai of the H injection development group for their cooperation during all phases of fabrication and usage of the strip- ping foil. They would like to thank the Director of the accelerator division Prof. T. Kamei, and Prof. M. Kondoh and Prof. S. Fukumoto for much useful advice.
References
[1] KEK Annual Report (1985). [2] S. Fukumoto, Part. Accel. 20 (1986). [3] E. Crosbie et al., IEEE Trans. Nucl. Sci. NS-22 (1975)
1056; C.W. Potts; IEEE Trans. Nucl. Sci. NS-24 (1977) 1385.
[4] RL-82006 (1982), Spallation Neutron Source, Description of Accelerator and Target, ed., B. Boardman.
[5] M. Kobayashi, KEK Report, KEK-76-2 (1976). [6] Arizona Carbon Foil Company, USA. [7] T. Kawakubo et al., to be published in Proc. 13th Int.
Conf. on High Energy Accelerators (1986).