Embed Size (px)
Citation preview

A Novel Solidification Technology For Heavy
Metals in Electrolytic Manganese Residue
AND
A Novel Reductive Leaching Process for
Manganese Oxide Ore
The 6th International Forum of Electrolytic Mn Products
Market & IMnI's 11th EPD Conference (China)
Zhong Hong,Wang Shuai
Central South University
2014.3.29

2
3
4
Background
Synthesis of CaS
Solidification treatment of EMR
Reductive leaching of manganese oxide ore
Contents
5 Conclusions
1

Background
Since 2000, China has become the largest producer, consumer and
exporter of electrolytic manganese metal in the world.
On average, about 6~9 tons of electrolytic manganese residue
(EMR) is discharged into the environment per ton of produced
electrolytic manganese metal.
With the grade of manganese ores getting lower, more and more
EMR will be generated in the future.
EMR contains some heavy metal elements and compounds, so the
untreated discharge can cause serious pollution of surrounding soil
and receiving water bodies.
Given the above, it is essential to develop new and advanced
technology to solidify the heavy metals in the EMR.
The pollution of electrolytic manganese residue (EMR)

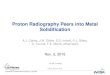
The shortage and lower grade of manganese carbonate ores has
become the main problem that restricts the manganese industry
sustainable development.
44%
56%
Manganese oxide ore Manganese carbonate ore
80%
20%
Manganese oxide ore Manganese carbonate ore
China World
It becomes a hot spot to develop an economic and efficient
process to recover manganese from manganese oxide ores.
The utilization of manganese oxide ores

Roasting
CaSO4 C
CaS
Solidification
treatment of EMR
Reductive leaching
of manganese
oxide ores
Given the above, the utilization of CaSO4 for production of CaS,
which could be subsequently applied in electrolytic manganese
metal industry, was proposed in our work.
Our Solution
CaS was synthesized from CaSO4
using coal as reductant.
CaS was used to immobilize heavy
metals in the EMR.
Manganese extraction by
reduction–acid leaching from low-
grade manganese oxide ores using
CaS as reductant.

Synthesis of CaS
The thermal decomposition of CaSO4 to produce CaS was carried
out using coal as reductant.
24 2COCaS2CCaSO
CaSO4 could be obtained from the industrial byproducts
such as:
Phosphogypsum
Flue gas desulfurization residues
Waste gypsum boards
Synthetic method of CaS
Using Waste
to Treat Waste

The chemical reactions about CaS generation and transformation
between CaSO4 and coal during the roasting are shown as follows.
4COCaS4CCaSO 4 0.718T-515.805=G△ T
24 2COCaS2CCaSO 0.367T-170.959=G△ T
24 4COCaS4COCaSO 0.0157T--173.887=G△ T
22 SO24CaS(g)3S4CaO 0.009T+-799.230=G△ T
24 4SO4CaO3CaSOCaS 0.779T-1054.035=G△ T
4S4CaOCaSO3CaS 4 0.01184T-325.349=G△ T
2324 4SO4CaCO4CO3CaSOCaS 0.12T-338.567=G△ T
2SCaSO2SOCaS 42 0.383T+-364.343=G△ T
23 4SOCaO3SOCaS 0.205T--158.112=G△ T
(1)
(2)
(4)
(9)
(3)
(5)
(6)
(7)
(8)
Main chemical reactions about CaS in CaSO4-C system

Reactions (1), (2), (3), (4) and (9) are the most possible
reactions in the system.
0200400600800100012001400-800-600-400-20002004006008001000(7)(8)(6)(9)(5)(4)(3)(2) GTΘ/KJ·mol-1T/K(1)
△GΘT-T relationship lines of the possible reactions in the Ca–C–O system.
Thermodynamic analysis
0200400600800100012001400-800-600-400-20002004006008001000(7)(8)(6)(9)(5)(4)(3)(2) GTΘ/KJ·mol-1T/K(1)
0 200 400 600 800 1000 1200 1400
-800
-600
-400
-200
0
200
400
600
800
1000
(7)
(8)
(6)
(9)
(5)
(4)
(3)
(2)
GT
Θ/K
J·m
ol-1
T/K
(1)

The reactions about CO and CO2 in C-O2 system
The reactions about CO and CO2 generation and transformation
which could take place in carbon-oxygen system are as follows:
2CO(g)(g)COC(s) 2 -1
Tr J.mol,171T-166550G
(g)2CO(g)O2CO(g) 22 -1
Tr J.mol,182.8T659285G
(g)CO(g)OC(s) 22 -1
Tr J.mol,T89.2393505G
2CO(g)(g)O2C(s) 2 -1
Tr J.mol,T57.178221082G
0 200 400 600 800 1000 1200 1400 1600-600
-500
-400
-300
-200
-100
0
100
200
GTΘ /K
J·mol-1
T/K
(1)
(2)
(3)
(4)
△GΘT-T relationship lines of the possible reactions in the C–O system
(1)
(2)
(3)
(4)

Gas composition in the reactor by thermodynamic calculation.
0 200 400 600 800 1000 1200 1400 1600 1800 20000
20
40
60
80
100
CO2
N2
V
olum
e fra
ctio
n(%
)
T(K)
CO
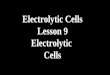
The gas concentration in the reactor is largely depended on the
reaction temperature. At 1200-1400K, it is observed that gas
composition is mainly consist of CO and N2, which is suitable for
the generation of CaS due to the intense reducing condition.
Thermodynamic calculation of gas composition

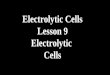
Optimal conditions: C/S ratio 3.0,
temperature 1273K, reaction time 2.0h.
Purity of CaS: 94.93%
Yield: 95.01%.
2 3 4 5 620
30
40
50
60
70
80
20
30
40
50
60
70
80
Yie
ld (
%)
Purity
Yield
Puri
ty (
%)
C/S ratio
1000 1050 1100 1150 1200 1250 13000
20
40
60
80
100
0
20
40
60
80
100
Yie
ld (
%)
Puri
ty (
%)
Reaction temperature/K
Purity
Yield
0 1 2 3 4 50
20
40
60
80
100
0
20
40
60
80
100 Y
ield
(%
)
Pu
rity
(%
)
Reaction time/h
Purity
Yield
Optimization of synthesis conditions on the synthesis of CaS
Effect of C/S ratio on the synthesis of CaS Effect of reaction temperature on the synthesis of CaS
Effect of reaction time on the
synthesis of CaS
Items Consumption Price Cost
Coal 0.5t 400 200
Energy 100kWh/t 1 100
Total 300
Cost evaluation of per ton CaS (RMB)

Single-phase CaS was detected under the optimal synthesis conditions
XRD pattern of the CaS synthesized at different reaction time.
0 10 20 30 40 50 60 70 80 900
1000
2000
3000
In
ten
sity
2θ/°
1.CaSO4
2.CaS
1
2
1
2
2
2
2
(a) 0.5h
0 10 20 30 40 50 60 70 80 900
1000
2000
3000
4000
5000
Inte
nsi
ty
2θ/°
1.CaSO4
2.CaS
2
2
1
2
2
12
(b) 1h
0 10 20 30 40 50 60 70 80 900
1000
2000
3000
4000
5000
Inte
nsit
y
2
2.CaS
2
2
2
2
2
2
(c)1.5h
0 10 20 30 40 50 60 70 80 900
1000
2000
3000
4000
5000
Inte
nsit
y
2
2.CaS
2
2
2
2
2
2
(d) 2h
XRD analysis of the synthesized CaS

a b
It clearly shows that only leaf-shaped particles, which are
highly dispersed of small particles of micrometer scale, were
observed for the synthesized CaS.
FE-SEM images of CaS synthesized under optimal conditions.
SEM analysis of the synthesized CaS

Solidification treatment of EMR
Regarding the reaction mechanism, the
following equations were considered to take
place: 22 SCaCaS
MeSSMe 2-2
222 Ca(OH)Ca(HS)O2H2CaS 2HSCaCa(HS) 2
2
HMeSHSMe -2
The experimental procedure
Solidification procedure and reaction mechanism
EMR was first mixed with water and CaS, and
stirred for a certain time at room temperature,
then filtered. The filter residue (amended EMR)
was dried.
CaS EMR
Water
amended EMR
Immobilization
Filtrate
ICP Leaching
test
ICP
Filtration
2
-2 Me(OH)2OHMe 2OHMeSSMe(OH)
-2
2

Effect of dosage of CaS on pH value in the filtrate
The effect of the dosage of CaS on pH value in the filtrate
0 5 10 15 20 25
5
6
7
8
9
10
11
pH
Mass ratios of solidification agent to EMR (w/w, %)
The increasing CaS dosage
will induce an increase in the pH
of the amended EMR due to the
generation of Ca(OH)2 from
CaS.
Mn Pb Zn Co Cu As Fe
Ksp of
Me(OH)2
1.9×10-
13
1.2×10-
15
1.2×10-
17
2.3×10-
16
2.2×10-
20 -
8.0×10-
16
Ksp of MeS 2.5×10-
15
1.0×10-
28
2.0×10-
24
2.0×10-
25
6.0×10-
36
2.1×10-
22
6.0×10-
18
Ksp of the undissolved Metal Compounds

Mass ratios
of CaS to
EMR(%)
The concentrations of heavy metal in the filtrate,
mg/L
Mn Pb Zn Co Cu As Fe
5 2.04 ND 0.43 ND 0.02 ND 0.69
10 0.65 ND 0.38 ND ND ND 0.14
15 ND ND 0.04 ND ND ND 0.03
20 ND ND ND ND ND ND ND
25 ND ND ND ND ND ND ND
limits* ≤0.1 ≤0.1 ≤2.0 / ≤1.0 ≤0.1 ≤0.3
ND: Not detected (detection limit: 1μg/L); *Pollution concentration limits stipulated in
environmental quality standards for surface water (GB3838-2002); / Not specified by State
Environmental Protection Administration of China (SEPA) in GB3838-2002.
The concentrations of heavy metals in the filtrate obtained in
the solidification process.
Effect of CaS dosage on concentrations of heavy metals in the filtrate
The heavy metals concentrations in the filtrate were well below
the limits stipulated in GB3838-2002, when the CaS dosage was
more than 15%.

Mass ratios
of CaS to
EMR (w/w,
%)
The concentration of heavy metals in the leachate,
mg/L
Mn Pb Zn Co Cu As Fe
0 359.6 0.11 3.09 5.01 0.23 0.10 0.33
5 4.72 0.05 0.06 ND ND ND 0.06
10 0.24 ND 0.03 ND ND ND 0.03
15 0.05 ND 0.03 ND ND ND 0.02
20 0.02 ND ND ND ND ND ND
25 ND ND ND ND ND ND ND
Limits* ≤0.1 ≤0.1 ≤2.0 / ≤1.0 ≤0.1 ≤0.3
Concentration of heavy metals in the leachate of unamended and
amended EMR via leaching toxicity test (HJ 557—2010).
It is clearly shown that the amended EMR samples showed
significant reduction in heavy metals leachability compared
to unamended EMR. When EMR mixed with 15% CaS, the
concentrations of leached heavy metals were both in the
limits stipulated in GB3838—2002.
Effect of CaS dosage on leaching toxicity of amended EMR

Effect of solidification time on pH value in the filtrate
The effect of the solidification time on pH value in the filtrate.
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5
8.4
8.6
8.8
9.0
9.2
9.4
9.6
9.8
10.0
pH
Solidification time/h
pH value of the filtrate was observed to increase as the
solidification time increased owing to the gradually
hydrolysis of CaS.

Solidification
time, h
The concentrations of heavy metal in the filtrate, mg/L
Mn Pb Zn Co Cu As Fe
0.5 199.9 0.05 0.04 0.05 0.102 ND 1.268
1.0 0.40 0.01 ND 0.04 0.05 ND 0.04
2.0 ND 0.006 ND 0.03 ND ND 0.03
3.0 ND ND ND ND ND ND 0.03
4.0 ND ND ND ND ND ND ND
limits* ≤0.1 ≤0.1 ≤2.0 / ≤1.0 ≤0.1 ≤0.3
The concentrations of heavy metal in the filtrate obtained in the
solidification process.
Effect of solidification time on concentrations of heavy metals in the filtrate
The heavy metals concentrations in the filtrate were well below
the limits stipulated in GB3838-2002, when the solidification time
was more than 3.0h.

Solidification
time, h
The concentration of heavy metals in the leachate, mg/L
Mn Pb Zn Co Cu As Fe
0.5 9.64 0.06 1.09 2.01 0.09 0.07 0.45
1.0 3.72 0.05 0.36 0.24 ND ND 0.06
2.0 0.24 ND 0.03 ND ND ND 0.03
3.0 0.05 ND 0.03 ND ND ND 0.02
4.0 0.03 ND ND ND ND ND ND
Limits* ≤0.1 ≤0.1 ≤2.0 / ≤1.0 ≤0.1 ≤0.3
Concentration of heavy metals in the leachate of amended EMR via
leaching toxicity test (HJ 557—2010).
The heavy metals concentrations were well below the
recommended reporting limit set in the GB3838—2002,
when the solidification time was more than 3.0h.
Effect of solidification time on leaching toxicity of amended EMR
The cost of CaS for the solidification:
0.15t/t × 300yuan/t=45yuan/t

Reductive leaching of manganese oxide ore
The experimental procedure
Manganese
oxide ore
CaS
H2O
Reduction
reaction
Filter residue
H2SO4 aq
Leachate
In the present work, reductive
leaching of manganese from low-grade
manganese oxide ores was conducted
in a two-step process.
The manganese dioxide was
converted into low-valence
manganese (Ⅱ) compounds by the
synthesized CaS in water.
Manganese was leached in sulfuric
acid.
Reductive leaching procedure

The manganese oxide ores used in this study were obtained
from Hunan Province, China. The ore sample used in the
experiment contained Mn 20.59%, Fe 11.49%, SiO2 11.57%,
Al2O3 9.65%.
10 20 30 40 50 60 70
0
20
40
60
80
100
Inte
nsity
(Cou
nts.
)
2-theta
● SiO2
▲ MnO2
■ MnO
△ Mn3O4
▽Al2SiO5
▼Al2O3
○ Fe2O3
△▲
▲
●
●●
●
▽▼ ○ ■
●
XRD pattern of the ore
Chemical and phase composition of the manganese oxide ore

Reduction reaction process
Effect of CaS dosage on leaching efficiency Effect of L/S ratio on leaching efficiency
Effect of reaction temperature on leaching
efficiency
0.05 0.10 0.15 0.20
40
50
60
70
80
90
100
Lea
chin
g ef
fici
ency
of
Mn/
%
Mass ratios of CaS to manganese oxide ore (w/w, %)
2 4 6 8 10 1280
82
84
86
88
90
92
94
96
98
Lea
chin
g ef
fici
ency
of
Mn/
%
L/S ratio
75 80 85 90 9540
50
60
70
80
90
100
Lea
chin
g ef
fici
ency
of
Mn/
%
Reaction temperature/℃
0.5 1.0 1.5 2.0 2.5
70
75
80
85
90
95
100
Lea
chin
g ef
fici
ency
of
Mn/
%
Reduction reaction time/h
Effect of reaction time on leaching
efficiency
The optimal conditions of reduction reaction process: CaS dosage 15%;
L/S ratio 5.0; reaction temperature 95℃;reaction time 2.0h.

Leaching process
Effect of leaching time on leaching efficiency Effect of leaching temperature on leaching efficiency
Effect of sulfuric acid concentration on leaching efficiency Effect of stirring speed on leaching efficiency
0 10 20 30 40 50 6050
60
70
80
90
100
Lea
chin
g ef
fici
ency
of
Mn/
%
Leaching time/min
40 50 60 70 80 90 100
40
50
60
70
80
90
100
Lea
chin
g ef
fici
ency
of
Mn/
%
Leaching temperature/℃
0.5 1.0 1.5 2.0 2.5 3.0 3.5
80
85
90
95
100
Lea
chin
g ef
fici
ency
of
Mn/
%
H2SO4 concentration/mol·L-1
50 100 150 200 250 300
75
80
85
90
95
100
Lea
chin
g ef
fici
ency
of
Mn/
%
Stirring speed/r·min-1
The optimal conditions: leaching time 5min; temperature 80℃;
sulfuric acid concentration 1.5mol/L; stirring speed 200r/min.

Cost evaluation for reductive leaching process
Cost of reductive leaching of per ton manganese
oxide ore (RMB)
Items Consumption Price Cost
CaS 0.15t 300 45
H2SO4 0.76t 340 258
Total 303

Conclusions
CaS was synthesized from reductive decomposition of CaSO4
with coal. The yield of CaS was up to 95.01%.
Optimum conditions: C/S ratio 3.0, reaction temperature 1000℃, reaction time 2.0h
CaS amendment can effectively immobilize the heavy metals in
the EMR. The immobilization efficiency was close to 100%.
Optimum conditions: dosage of CaS 15%, solidification time 3.0h
Manganese dioxide was effectively reduced by CaS in water. The
reduced manganese compounds were leached using H2SO4(aq).
The leaching efficiency of Mn was 96.47%.
Optimal conditions of reduction reaction: CaS dosage 15%; L/S ratio 5.0; reaction
temperature 95℃;reaction time 2.0h.
Optimal conditions of leaching process: leaching time 5min; leaching temperature 80℃;
sulfuric acid concentration 1.5mol/L; stirring speed 200r/min.

Acknowledgements
Projects supported by:
National Natural Science Foundation of China
(No.21376273)
Major Project of Hunan Science and Technology, China
(No.2010FJ1011)
Chongqing Key Science and Technology Program,
China (No.cstc2012ggB90002)

Thank you
For Your Attention !
The 6th International Forum of Electrolytic Mn Products
Market & IMnI's 11th EPD Conference (China)