Embed Size (px)
Citation preview

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 1
บทท� 1
ชนดของเคร�องอดรด
ประวตความเปนมา
คาวา “Extruder” น�น มรากศพทมาจากภาษาละตนระหวางคาวา “ex” ซ& งมความหมายวา
ออก (out) กบคาวา “trudere” ซ& งมความหมายวา ผลก (to push , to thrust out) ลองจนตนาการการ
ออกแรงรดยาสฟนใหออกจากหลอดยาสฟน การออกแรงลกษณะเชนน� เรยกวา อดรด (extrude)
เคร&องอดรด (Extruder) หมายถงเคร&องมอท&ใชในการอดรดวสดไดหลายประเภทดวยความ
ดนท&เพยงพอไปสอปกรณท&อยปลายทางเปด (discharge opening) ท&ซ& งจะทาใหวสดเกดเปนรปราง
ตามท&ตองการ ช�นสวนหรออปกรณท&เปนปลายเปดหรอทางออกของวสดในการกอตวเปนรปราง
น�น เรยกวา หวอดรด (die) นอกเหนอจากการใชเคร&องอดรดในการข�นรปพลาสตกแลว เคร&องอด
รดยงสามารถใชข�นรปวสดอ&นๆไดอกหลายประเภท เชน ดน (clay) เซรามกซ (ceramics) อาหาร
(food) โลหะ (metal) เคร&องอดรดจดเปนเคร&องมอข�นรปพลาสตกท&ใชงานกนมากท&สดประเภทหน&ง
ในอตสาหกรรม
หนาท&หลกท&สาคญอยางหน&งของเคร&องอดรด คอการทาใหเกดความดนท&เพยงพอตอการ
อดรดผานหวอดรด ความดนน�จะข�นกบ โครงสรางของหวอดรด (die geometry) สมบตการไหล
ของวสด (flow properties) และอตราการไหล (flow rate)
1.1 ชนดของเคร�องอดรด
การจาแนกชนดของเคร&องอดรดท&ใชโดยท&วไปสามารถจาแนกตามลกษณะการทางาน
(Mode of operation) ไดแก
1. เคร&องอดรดแบบตอเน&อง (continuous)
2. เคร&องอดรดแบบไมตอเน&อง (discontinuous)
สาหรบในแบบตอเน&อง เคร&องมอจะประกอบดวยช�นสวนท&มการหมน (rotating member)ซ& งจะ
สามารถแยกไดเปน U ประเภท ไดแก เคร&องอดรดท&ใชสกรและเคร&องอดรดท&ใชดสคหรอดรม

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 2
สวนในแบบไมตอเน&อง เคร&องมอจะประกอบดวยช�นสวนท&มการทางานซ� าไปซ� ามา (reciprocating
member)โดยท&วไปจะใช ram เปนอปกรณท&เคล&อนท&ไปมาและจะมการสงพอลเมอรในลกษณะท&
เปนจงหวะ (intermittent) นอกจากน� เคร&องฉดข�นรปยงสามารถนบวาเปนประเภทหน&งของเคร&อง
อดรดท&มการทางานของสกรในลกษณะทางานซ� าไปมา
ในวงการอตสาหกรรม เคร&องอดรดแบบสกรจะนยมใชมากท&สด สาหรบเคร&องอดรดท&ใช
ดสคหรอ ดรมน�นมใชนอยมาก สวนเคร&องอดรดแบบท&ใช ram จะพบในการอดรดพอลเมอร เชน
Teflon และ Ultra high molecular weight polyethylene (UHMWPE)
แผนผงท� 1.1 แสดงการจาแนกชนดของเคร�องอดรด
Single Screw
Extruders
Multi-Screw
Extruders
Melt Fed or Plasticating
Single Stage or Multi Stage
Twin Screw Extruder
Gear Pump
Planetary Gear Extruder
Multi (> 2) Screw Extruder
Screw
Extruders
(Continuous)
Viscous Drag
Type Extruders
Elastic Melt
Extruder
Spiral Disk Extruder
Drum Extruder
Diskpack Extruder
Stepped Disk Extruder
Screwless Extruder(Maxwell)
Screw/Disk Extruder(USSR)
Disk or Drum
Extruders
(Continuous)

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 3
แผนผงท� 1.1 แสดงการจาแนกชนดของเคร�องอดรด(ตอ)
Ram Extruders
Reciprocating
Screw Extruders
Melt Fed Extruder
Plasticating Extruder
(Capillary Rheometer)
Plasticating Unit in Molding Machines
Compounding Extruders
(Ko-Kneader,Pulsating Action)
Reciprocating
Extruders
(Discontinuous)
1.2 เคร�องอดรดแบบสกร (Screw extruder)
เคร&องอดรดแบบสกรจะใชสกรในการหมนเพ&อสงผานพอลเมอรหลอมดวยความดนท&
เพยงพอไปยงหวอดรด (die) เคร&องอดรดแบบสกรท&ใชโดยท&วไป นอกจากจะทาหนาท&ในการอด
รดพอลเมอรออกไปยงหวอดรดแลว จะยงมหนาท&ในการชวยใหพอลเมอรหลอมเปนเน�อเดยวกน
ดวยการหมนของสกรทาใหเกดแรงเฉอน แลวเกดความรอนจากการเฉอนทาใหพอลเมอรหลอม
เราจะเรยกเคร&องอดรดแบบน�วา “plasticating screw extruder” เคร&องอดรดแบบสกรสามารถจาแนก
ไดตามจานวนสกรในเคร&อง ซ& งสามารถแบงไดเปน เคร&องอดรดแบบสกรเด&ยว (Single screw
extruder) ซ& งจะมจานวนสกร i อน และเคร&องอดรดแบบหลายสกร (Multi screw extruder) ซ& งจะม
จานวนสกรมากกวา i อน สาหรบเคร&องอดรดแบบหลายสกรท&นยมใชมากท&สด ไดแก เคร&องอดรด
แบบสกรค (Twin screw extruder)

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 4
1.2.1เคร�องอดรดแบบสกรเด�ยว (Single screw extruder)
เคร&องอดรดแบบสกรเด&ยวท&ใชอยกนโดยท&วไปเปนประเภท plasticating extruders ซ& ง
หมายถงเคร&องอดรดท&ใสวสดเร&มตนในสถานะของแขงเขาไปและทาใหเกดการหลอมในเคร&องอด
รด แลวสงพอลเมอรหลอมไปยงหวอดรด
เคร&องอดรดชนดน� มความสาคญมากท&สดเน&องจากมราคาคอนขางต&าเม&อเทยบกบเคร&องอด
รดชนดอ&นๆ และมการออกแบบไมยงยากและซบซอน โดยมความแขงแรงทนทานและเช&อถอได
นอกจากน�ยงมอตราสวนระหวางประสทธภาพกบราคาท&นาพงพอใจ
ลกษณะของสกรในเคร&องอดรดแบบสกรเด&ยวสามารถจาแนกไดตามจานวนของสวนกด
อด (compression section) ได U แบบ ไดแก สกรระยะเด&ยว (single stage screw) หมายถง สกรท&ม
สวนของระยะกดอดเพยงบรเวณเดยว (screw with one compression section) และ สกรท&มสวนของ
ระยะกดอดมากกวาหน&งบรเวณเดยว (multi stage screw) ซ& งสกรประเภทน� โดยสวนใหญจะใชใน
กรณท&มจดประสงคในการระบายไอหรอสารระเหยออกจากเคร&องอดรด
1.2.1.1 โครงสรางของสกรเด�ยว
สกรในเคร&องอดรดจะมการออกแบบไดหลายลกษณะ แตโครงสรางพ�นฐาน มกจะแบงออกได
เปน 3 บรเวณท&แตกตางกน (รปท& i.i ) ไดแก
1. สวนปอนสงสาร (Feeding section)
2. สวนกดอด (Compression or transition or plasticating section)
3. สวนสงรด (Metering section)

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 5
รปท� 1.1 สกรของเคร�องอดรด (Cantor (2006))
1. สวนปอนสงสาร (Feeding section)
ในบรเวณน� สกรจะมสนสกร (flight) ท&มความลกมากท&สดเม&อเทยบกบสวนอ&นๆ และวสดใน
บรเวณน� สวนใหญจะยงคงอยในสถานะของแขง
2. สวนกดอด (Compression or transition or plasticating section)
สนสกรในบรเวณน�จะมความลกลดลงเปนเสนตรงจากสวนปอนสงสารไปจนถงสวนสงรด วสด
ในบรเวณน�จะถกเปล&ยนจากสถานะของแขงไปเปนพอลเมอรหลอม
3. สวนสงรด (Metering section)
ในบรเวณน� สนสกรจะมความต�นมากท&สดเม&อเทยบกบสวนอ&นๆ พอลเมอรหลอมจากสวนกดอด
จะถกลาเลยงมาท&บรเวณน� เพ&อสงเขาหวอดรดตอไป
เคร&องอดรดแบบสกรเด&ยวในทางการคาโดยท&วไปจะจาแนกออกโดยขนาดของกระบอกหมสกร
(barrel) และความยาวของสกร
1. กระบอกหมสกร
โดยขนาดมาตรฐานจะเทากบ 0.75, 1, 1.5, 2, 2.5, 3.5, 4.5, 6, 8, 10, 12, 14, 16, 18, 20, 24 น�ว
2. ความยาวของสกร
เคร&องอดรดท&มความยาวมากมกจะพบนอย เชนในสกรท&มเสนผานศนยกลาง 35 น�วจะใชเฉพาะในงาน
พเศษเทาน�น เชนการนาพอลเมอรหลอมออกจากถงปฏกรณสงเคราะหพอลเมอร

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 6
การบอกความยาวของสกรมกจะนยมบอกในรปของอตราสวนระหวาง เสนผาศนยกลาง และ
ความยาวของสกร ซ& งมกจะเรยกวา length – to-diameter ratio หรอ L/D
สาหรบ L/D ของสกรโดยท&วไป มกจะอยในชวง 20 ถง 30 โดยมเสนผาศนยกลางระหวาง 1.25
เซนตเมตร ถง 50 เซนตเมตร สาหรบ L/D ท&นยมใชกนมากท&สด คอ 24:1 สาหรบสกรท&ม L/D
ในชวง 35-40 จะใชในวตถประสงคเพ&อการสกดเอาสารระเหยออก
ถาแบงความยาวของสกรมาตรฐานท&ม L/D เทากบ Uw:1 ตามโครงสรางของสกรท&แตกตางกน
x สวนจะพบวา สวนปอนสงจะมความยาวประมาณ yเทาของเสนผานศนยกลางสกร สวนกดอดมความ
ยาวประมาณ z เทาของเสนผานศนยกลางสกรและสวนสงรดจะมความยาวประมาณ i{ เทาของเสน
ผานศนยกลางสกร อยางไรกตามความยาวของสวนตางๆของสกรท�ง x สวนน�อาจมการปรบให
เหมาะสมตอลกษณะของการข�นรปและวตถดบท&ใช
รปท� 1.A ความยาวในแตละสวนของสกรของเคร�องอดรด (Gile (2005)
คาท&สาคญอกคาหน&งทนยมใชในการบอกถงลกษณะสกร คอ คาอตราสวนกดอด (compression
ratio) ซ& งหาไดจากอตราสวนของความลกของสนสกรท&สวนปอนสงสาร (feed channel depth) ตอความ
ลกของสนสกรท&สงสงรด (metering channel depth)
คาของอตราสวนกดอดท&ใชโดยท&วไปอยในชวง U:1 ถง 4:1 ข�นกบชนดและสมบตของพอล
เมอรท&ใช ตวอยางแสดงในตารางท& 1.1 และ i.U

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 7
ตารางท� F.F สกรสาหรบพลาสตกชนดตางๆ (Rosato (1998))
ตารางท� F.A คาอตราสวนกดอดของสกรในชวงตางๆกบชนดของพลาสตก(Rosato (1998))
เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 8
1.2.1.2 กลไกท�เกดขOนในเคร�องอดรดแบบสกรเด�ยว
เม&อวสดซ& งถกใสผานกรวยเตมสารตกลงมายงกระบอกหมสกรน�น วสดจะอยระหวาง
ชองวางระหวางสกรและกระบอกหมสกร ซ& งลอมรอบโดยสนสกร ท�งขางหนา ขางหลง ชองวาง
บรเวณน� เรยกวา ชองสกร (screw channel) เน&องจากในขณะน�นสกรมการหมนไปเร&อย ๆ ในขณะท&
กระบอกหมสกรอยน&งไมมการเคล&อนท& ดงน�นจะมแรงเสยดทานกระทากบวสดจากกระบอกหม
สกรและสกร ซ& งแรงเสยดทานนOเองเปนตวการสาคญในการสงถายวสดไปขางหนาตราบเทาท�วสด
ยงอยในลกษณะของแขง
เม&อวสดถกผลกดนใหเคล&อนท&ไปขางหนาโดยแรงเสยดทานน�นแลวกจะมความรอน
เกดข�น ซ& งเปนผลมาจาก
1. ความรอนท&เกดข�นจากการเสยดทาน (Frictional heat generation)
2. ความรอนซ&งเกดข�นจากการนาความรอนจากแผนใหความรอนท&อยท&กระบอกหมสกร
ดงน�น เม&อวสดเคล&อนท&ไปขางหนามากข�น ปรมาณของพอลเมอรในสถานะของแขงกจะคอย ๆ
ลดลงจนเปนศนย ท&บรเวณปลายของสวนกดอดและเขาสสวนสดทายคอ สวนสงรดเพ&อป|มวสดเขา
สหวฉดเพ&อข�นใหเปนรปรางท&ตองการ
1.2.2 เคร�องอดรดแบบมชองระบายไอ (Vented extruder)
เคร&องอดรดแบบน�จะแตกตางกบเคร&องอดรดท&ไมมชองระบายท�งในแงของการออกแบบและการ
ใชงาน ในสวนของกระบอกหมสกรของเคร&องอดรดแบบมชองระบายไอจะมทางเปดมากกวาหรอ
เทากบหน&งเพ&อระบายไอหรอสารระเหยออกไป เคร&องอดรดแบบมชองระบายไอแสดงดงในรปท&
1.x

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 9
รปท� 1.V เคร�องอดรดแบบมชองระบายไอ (Cantor (2006))
หนาท&ของเคร&องอดรดแบบมชองระบายไอ
1. กาจดสารระเหย (devolatilization) ออกจากพอลเมอรในลกษณะตอเน&อง
2. เปนท&เตมสวนผสมอ&นๆใหกบพอลเมอร เชน สารเตมแตง (additive) สารตวเตม (filler)
สาหรบสกรท&ใชกบเคร& องอดรดแบบมชองระบายไอตางจากสกรท&ใชกบเคร& องอดรดโดยปกต
เน&องจากการมทางเปดของชองระบาย ถาใชสกรธรรมดาจะเกดปญหาท&สาคญคอ การไหลภายใต
ชองระบายไอ ดงน�น ทางแกปญหาจงทาโดยการออกแบบใหไมมความดนเกดกบพอลเมอรภายใต
ชองระบายไอ ซ& งนาไปสการออกแบบสกรสองระยะ (Two-stage screw) ซ& งหมายถงสกรท&มสวน
กดอด 2 สวนแยกจากกนโดยเพ&มสวนท&เรยกวา decompression/extraction ดงแสดงในรปท& i.w (ก)
สงเกตไดวา ลกษณะสกรในสวน extraction น�นจะมชองสกรใหญ ทาใหพอลเมอรหลอมไมถกดน
ใหไหลออกไปท&ชองระบายไอท&อยเหนอข�นไป และความดนในสกรจะลดลงท&บรเวณสวนน� ดง
รปท& i.w (ข)
รปท� 1.W (ก) ลกษณะสกรแบบ Two-stage screw (Rauwendaal (1998))

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 10
รปท� 1.W (ข) ความดนท�เกดขOนในสกรท�มชองระบายไอ (Osswald (2006))
ชองระบายไอสามารถตดต�งไดมากกวา i จดในเคร&องอดรด โดยในแตละจดท&มชองระบาย
ไอ สกรจะมสวน extraction เพ&มเขามา ดงน�นถาเปนเคร&องอดรดท&มชองระบายไอ U ชอง จะใช สกร
ท&ม extraction 2 บรเวณหรอมสวนกดอด x บรเวณ เรยกสกรแบบน�วา “Three-stage screw” ดง
แสดงในรปท& i.y เคร&องอดรดชนดมประโยชนในกรณท&ตองมการกาจดมอนอเมอร โอลโกเมอร
ผลตภณฑท&ไดจากปฏกรยาพอลเมอไรเซชน ความช�น และ ตวทาละลาย
รปท� 1.5 เคร�องอดรดแบบ double vented extruder สกรท�ใชเปนแบบ Three-stage screw (Rosato
(1998))

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 11
1.2.3 เคร�องอดรดยาง (Rubber extruder)
เคร&องอดรดยางเปนเคร&องอดรดท&ใชกนมาเปนศตวรรษแลว โดยเคร&องอดรดยางเคร&องแรก
เปนเคร&องอดรดยางแบบการปอนสงรอน (hot feed) คอการปอนวสดท&ยงอนอยจากเคร&องบดหรอ
เคร&องผสม จนกระท&งในปคศ. 1950 จงไดเร&มมการใชเคร&องอดรดยางแบบการปอนสงเยน (cold
feed) ยางท&ใชในการข�นรปโดยปกตจะเปนยางคอมปาวด (rubber compound) ซ& งประกอบดวย ยาง
และสารท&ทาใหยางเกดการคงรป (cure, crosslink) รวมถง สารตวเตมและสารเสรมแรงตางๆ
การข�นรปยางจะคลายกบการข�นรปเทอรโมเซต ซ& งโดยความเปนจรงยางกจดเปนเทอรโม
เซตชนดหน&ง น&นคอ ยางจะแขงตวเม&อไดรบความรอนเกนอณหภมการคงรป(curing temperature,
vulcanization temperature) เน&องจากยางจะเกดปฏกรยาวลคาไนเซช&น(vulcanization) ทาใหเกด
โครงสรางแบบรางแห ดงน�น ในการออกแบบเคร&องอดรดยางหรอเทอรโมเซตจะตองระวงไมให
ยางไดรบความรอนเกนอณหภมการคงรปภายในสกร มฉะน�นยางจะแขงตวภายในสกรและไม
สามารถข�นรปตอไปได
เคร&องอดรดยางตางกบเคร&องอดรดเทอรโมพลาสตกท&กลาวผานมาขางตนในแงตาง ๆ ดงน�
1. ความยาวของเคร&องอดรด
2. ระบบการใหความรอนและการหลอเยน
3. บรเวณสวนปอนสงสาร
4. การออกแบบสกร
ในดานของความยาวของเคร&องอดรด เคร&องอดรดยางจะมความยาวนอยกวาของเคร&องอดรด
เทอรโมพลาสตก ท�งน� เน&องมาจากยางมความหนดสงทาใหเม&อยางถกเฉอนในสกรจะมความรอน
เกดข�นสง การลดความยาวของสกรจะชวยรกษาอณหภมท&เพ&มข�นใหอยในขอบเขตจากดไมทาให
ยางเกดการคงรปในสกร นอกจากน�นความยาวของเคร&องอดรด ยงข�นอยกบ

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 12
1) การปอนสงสารวาเปนแบบรอน คอการใชยางเร&มตนท&ยงอนอย จากเคร&องบดหรอผสม
หรอเปนการปอนสงสารแบบเยน กลาวคอ ถาเปนแบบรอน L/D จะมคาประมาณ 5
และ ถาเปนแบบเยน L/D จะมคาประมาณ 15-20
2) พลงงานท&ตองการสาหรบยางจะต&าสวนหน&งเน&องมาจากยางมกถกอดรดท&อณหภม
คอนขางต&า (20-120°C)
สกรของยางโดยมากมกจะมความลกท&คงท& และมระยะทางระหวางสนสกร (pitch) ท&ลดลง
ไมคงท& (variable decreasing pitch = VDP) รวมท�งจะมชองสกรท&ใหญกวาของพลาสตก เพ&อลดการ
เฉอนยางลงซ&งนาไปสการลดความรอนจากสวนหนด (viscous heat generation) ท&เกดข�น
รปท& 1.6แสดงโครงสรางสกรสาหรบยาง
รปท� 1.6 โครงสรางสกรสาหรบยาง (Rauwendaal (1994))
ดงท&ไดกลาวมาแลววา ในการอดรดยางน�น จะใชยางคอมปาวดซ& งประกอบดวยยางและสวนผสม
หลายชนดดงน�นเคร&องอดรดยางจงมกออกแบบมาโดยมจดประสงคเพ&อเพ&มประสทธภาพในการ
ผสมยาง ซ& งเคร&องอดรดยางมหลากหลายชนดดงเชน
1) สกรแบบ เอน อาร เอม สกร (NRM screw)
รปท� 1.a สกรแบบ เอน อาร เอม (Rauwendaal (1994))

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 13
2) สกรแบบเพอรเรลล (Pirelli screw)
รปท� 1.c สกรแบบเพอรเรลล (Rauwendaal (1994))
สกรแบบน�จะออกแบบโดยใหสวนปอนสงสารมเสนผานศนยกลางของสกรท&ใหญ และ
ลดลงอยางรวดเรวไปมเสนผานศนยกลางท&เลกมากในสวนสงรด
สวนปอนสงสารจะมลกษณะเปนกรวย (conical feed section) ซ& งจะใหชองวางท&ใหญ
ระหวางสนสกรกบผนงของกระบอกหมสกร เพ&อใหเกดปรมาณการร&วไหล(back flow) ของวสด
บรเวณสนสกรมากเปนการชวยปรบปรงการผสมใหดข�น
3) สกรแบบอวเค (EVK screw)
รปท� 1.9 สกรแบบ อวเค (Rauwendaal (1994))
สกรแบบน�จะมตวกดขวางขามชอง (cross-channel barriers) และการมรอยตดในสนสกร
(undercuts in flight ) ซ& งจะชวยในการเปล&ยนแปลงทศทางการไหลของวสดและชวยเพ&มการเฉอน
ของวสดเม&อมนไหลขามตวกดขวางหรอรอยตดของสนสกร

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 14
4) ทรานสเฟอรมกซ (Transfermix )
รปท� 1.10 ทรานสเฟอรมกซ (Rauwendaal (1994))
ลกษณะของเคร&องอดรดประเภทน�จะมชองเปนหยกแบบโคง ( helical channel) ในท�งสกรและ
กระบอกหมสกรโดยการเปล&ยนเสนผานศนยกลางของสกร วสดจะถกผลกใหเขาไปในชองทางการ
ไหลของกระบอกหมสกร ท�งน� โดยการลดลงของความลกของชองของกระบอกหมสกรจะผลกวสด
กลบเขาไปในชองของสกร
การเกดลกษณะน�จะทาใหมการเรยงตวใหม (reorientation) ของวสดบอยคร� งซ& งกจะชวยทาให
ผสมสวนประกอบตาง ๆ ของยางดข�น อยางไรกตามเคร&องชนดน�กผลตไดยากและมคาใชจาย
ในการซอมสง
5) เคร�องอดรดแบบควเอสเอม (QSM Extruder) หรอ พนบาเรล (Pin Barrel)
รปท� 1.FF เคร�องอดรดแบบ ควเอสเอม (Rauwendaal (1994))

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 15
QSM ยอมาจากภาษาเยอรมน จากคาวา “Quer Strom Misch” ซ& งแปลวา Cross-flow mixing
(การผสมแบบไหลขาม) ในเคร&องอดรดแบบน�จะมหมด (pin ) ซ& งจะปรบระดบไดอยท&กระบอกหม
สกร ซ& งหมดน�จะย&นลงไปจนถงชองสกร
ประโยชนของเคร&องอดรดแบบน� คอ จะมความสามารถในการผสมท&ดและควบคม
อณหภมไดด ซ& งสามารถท&จะใชกบเรซนท&มความหนดสงและไมเสถยรตอความรอน เชน พวซ ได
โดยมกจะใชในการอดรดหรอผสมพวซหรอใชเปนสวนเสรม (add-ons) กบเคร&องอดรดธรรมดา
เพ&อปรบปรงประสทธภาพการผสม
1.2.4 เคร�องอดรดท�มจานวนสกรหลายอน (Multi screw extruder)
หมายถงเคร& องอดรดท&มจานวนสกรมากกวาหรอเทากบสอง เคร& องอดรดท&จดอยใน
ประเภทน�และเปนนยมแพรหลายมากท&สดคอเคร&องอดรดท&มจานวนสกรเทากบ 2 ท& เรยกวาเคร&อง
อดรดแบบสกรค (Twin screw extruder) ซ& งสามารถจาแนกไดจาก
1. ทศทางการหมนของสกร (direction of screw rotation)
แบงไดเปนสกรท�งสองหมนทางเดยวกน (corotating)และสกรท�งสองหมนสวนทางกน
(counterrotating) ดงรปท& i.iU
รปท�F.FA ภาพแสดงทศทางการหมนของสกรและลกษณะสกรแบบสกรหมนทางเดยวกน
(corotating) และสกรหมนสวนทางกน (counterrotating) (Giles (2005))

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 16
2. ระดบการซอนเหล&อมของสนสกร (degree of meshing) แบงไดเปน
1. สนสกรท�งสองไมซอนเหล&อมกน (nonintermeshing)
2. สนสกรท�งสองซอนเหล&อมกน (intermeshing) ซ& งจะแบงไดเปน ซอนเหล&อมกน
บางสวน (partially intermeshing) และ ซอนเหล&อมกนสมบรณ (fully
intermeshing)
รปท� 1.FV ปรมาณการเหล�อมซอนกนระหวางสนสกรในเคร�องอดรดแบบสกรค (Rauwendaal
(1998))
เคร&องอดรดแบบสกรคสามารถทางานไดท�งท&ความเรวรอบต&าและสงข�นกบวตถประสงค
การใชงาน เคร&องอดรดแบบสกรคท&ทางานโดยใชความเรวรอบสกรสง (high speed twin screw
extruder) หมายถงความเรวรอบสกรประมาณ U{{-y{{ rpm หรอสงกวาจะใชในงานสาหรบการ
คอมปาวด (compounding) สวนเคร&องอดรดแบบสกรคท&ทางานโดยใชความเรวรอบสกรต&า (low
speed twin screw extruder) หมายถงความเรวรอบสกรประมาณ 10-4{ rpm จะใชในงานสาหรบการ
ข�นรปผลตภณฑท&เปนรปรางตางๆ (profile extrusion application) ซ& งในวงการอตสาหกรรม เคร&อง
อดรดแบบสกรคท&นยมใชในการข�นรปผลตภณฑจะเปนประเภท counter-rotating twin screw
extruder เน&องจากเคร&องอดรดประเภทน� มแนวโนมท&จะใหประสทธภาพการลาเลยงดกวาแบบ co-
rotating twin screw extruder

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 17
ลกษณะท&เดนอกประการของเคร&องอดรดแบบสกรคคอการเหล&อมซอนกนของสนสกร
(intermeshing) โดยเคร&องอดรดสวนใหญจะมสนสกรท&เหล&อมซอนกน สาหรบเคร&องอดรดแบบ
สกรคท&สนสกรไมเหล&อมซอนกน (non- intermeshing) มการใชงานนอยแตมขอดคอสามารถผลต
ใหสกรมความยาวมากไดโดยไมมปญหาท&เกดจากการสมผสกนของผวโลหะกบโลหะ คา L/D ของ
สกรประเภทน�จะสงไดถง i{{:1 ในขณะท&คา L/D ของสกรท&มสนสกรเหล&อมซอนกนจะนอยกวา
y{:1
เน&องจากการใชงานของเคร&องอดรดแบบสกรคโดยท&วไปจะนยมใชเพ&อการคอมปาวดหรอ
การผสมใหเกดปฏกรยาในสกร (reactive blending) ดงน�นจงมการออกแบบสกรไดหลากหลายเพ&อ
ประสทธภาพในการผสมท&ดข�น โดยในสกรแทงเดยวกนอาจมการเพ&มอปกรณชวยการผสม เชน
kneading block หรอการใชระยะของสนสกร (pitch) ท&ไมคงท& เคร&องอดรดแบบน� เรยกวา
“modular twin screw extruder” ดงแสดงในรปท& i.iw
รปท� F.FW ภาพถายแสดงตวอยางของ modular twin screw extruder
ตวอยางของเคร&องอดรดแบบสกรคท&กลาวมาขางตนจะเปนลกษณะท&สกรท�งสองขนานกน
(parallel twin screw) ซ& งใชกนท&วไป นอกจากน� จะมเคร&องอดรดอกประเภทหน&งท&มสกรท�งสองไม
ขนานกนแตจะมลษณะรปรางสกรเปนโคนหรอกรวย เรยกวา “conical twin screw extruder” ดง
แสดงในรปท& i.i5

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 18
รปท� F.Fm Conical counterrotating twin screw extruder screw shaft (Giles (2005))
ตารางท� F.V เปรยบเทยบเคร�องอดรดแบบสกรเด�ยวและเคร�องอดรดแบบสกรค (Rosato(1998))
ปจจยการข�นรปไดแกความเรวรอบของสกร ความดนท&หวอดรด จะไมมผลตออตราการ
ผลต (output rate) ของเคร&องอดรดแบบสกรคซ& งแตกตางกบเคร&องอดรดแบบสกรเด&ยว แสดงดงรป
ท& i.i�

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 19
รปท� F.Fn การเปรยบเทยบผลของความเรวรอบสกรและความดนท�หวอดรดตออตราการผลตและอณหภมการหลอมระหวางเคร�องอดรดแบบสกรคและเคร�องอดรดแบบสกรเด�ยว (Rosato (1998))
นอกจากเคร&องอดรดแบบสกรคแลว เคร&องอดรดท&มจานวนสกร เทากบ 3, 4, 5,…,8 กยง
พบอยในสทธบตรบาง ซ& งสกรเหลาน�จดตวในลกษณะรปรางตาง ๆ ตามตวอยาง ดงในรปท& 1.10
แสดงเคร&องอดรดท&มจานวนสกร เทากบ 4 (Four-screw extruder)
รปท� 1.17 เคร�องอดรดแบบสกร 4 ตว (Rauwendaal (1998))
เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 20
ในเคร&องอดรดท&มจานวนสกร 4 ตวน� พอลเมอรท&อยในสถานะสารละลายจะถกปอนเขาไป
อยภายใตความดนและท&อณหภมมากกวาจดเดอดของตวทาละลาย สารละลายจะแพรขยายผาน
หวฉด วสดท&มลกษณะเปนโฟมกจะถกลาเลยงโดยสกรท�ง 4 ตว เคร&องอดรดน� จะใชมากในการ
กาจดตวทาละลาย
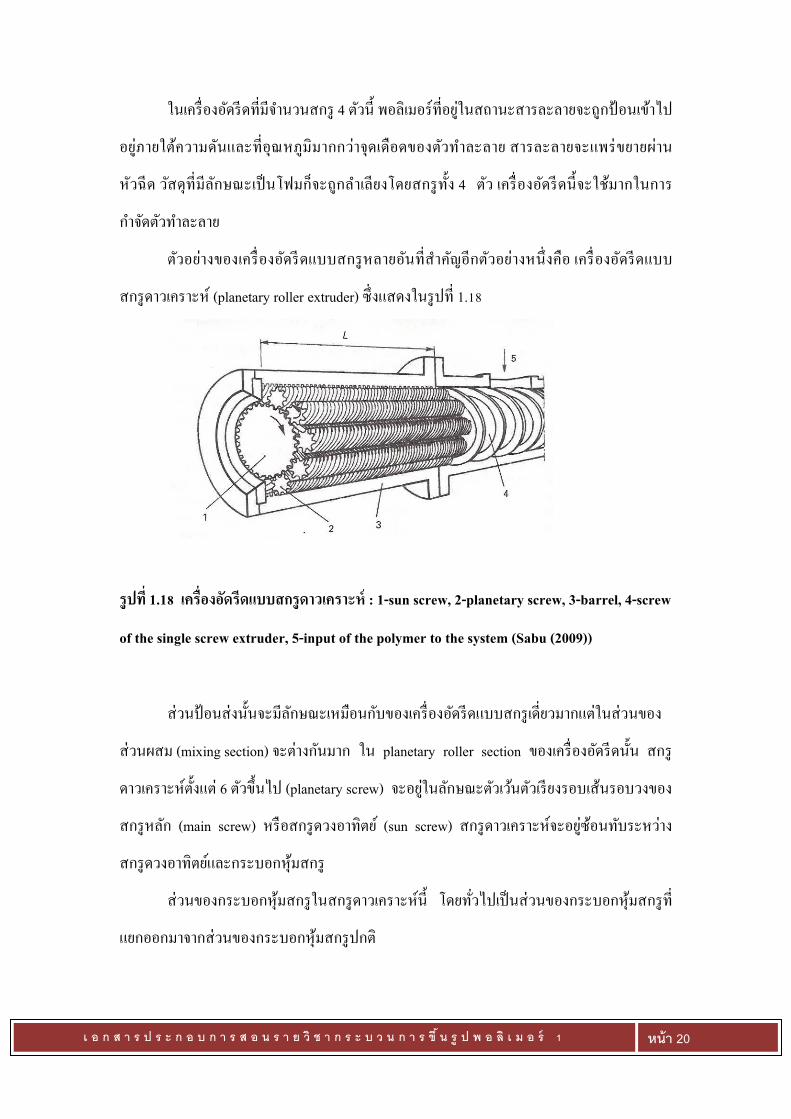
ตวอยางของเคร&องอดรดแบบสกรหลายอนท&สาคญอกตวอยางหน& งคอ เคร&องอดรดแบบ
สกรดาวเคราะห (planetary roller extruder) ซ& งแสดงในรปท& 1.i�
รปท� 1.1c เคร�องอดรดแบบสกรดาวเคราะห : 1-sun screw, 2-planetary screw, 3-barrel, 4-screw
of the single screw extruder, 5-input of the polymer to the system (Sabu (2009))
สวนปอนสงน�นจะมลกษณะเหมอนกบของเคร&องอดรดแบบสกรเด&ยวมากแตในสวนของ
สวนผสม (mixing section) จะตางกนมาก ใน planetary roller section ของเคร&องอดรดน�น สกร
ดาวเคราะหต�งแต 6 ตวข�นไป (planetary screw) จะอยในลกษณะตวเวนตวเรยงรอบเสนรอบวงของ
สกรหลก (main screw) หรอสกรดวงอาทตย (sun screw) สกรดาวเคราะหจะอยซอนทบระหวาง
สกรดวงอาทตยและกระบอกหมสกร
สวนของกระบอกหมสกรในสกรดาวเคราะหน� โดยท&วไปเปนสวนของกระบอกหมสกรท&
แยกออกมาจากสวนของกระบอกหมสกรปกต

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 21
ในสวนแรกของเคร&องอดรดกอนท&จะถงสกรดาวเคราะหวสดจะถกผลกใหเคล&อนท&ไป
ขางหนา ซ& งพอวสดมาถงสวนของสกรดาวเคราะหแลวมนจะถกผสมอยางแรง จากพฤตกรรมการ
มวนระหวาง สกรดาวเคราะห สกรดวงอาทตยและ กระบอกหมสกร ลกษณะของ สกรดาวเคราะห
สกรดวงอาทตยและกระบอกหมสกรท&เปนเกลยวน�น เปนผลใหเกดพ�นท&ผวมาก เม&อเทยบกบความ
ยาวของกระบอกหมสกร ชองวางเลก ๆ ระหวางสกรดาวเคราะหกบพ�นท&ผวท&สมผสมคาประมาณ
1/4 มลลเมตร ซ& งทาใหวสดสมผสกบพ�นท&ผวโลหะมาก เปนผลทาใหเกดประสทธภาพท&ดในการ
นาเอาสารระเหยออก การควบคมอณหภมและการแลกเปล&ยนความรอน
ดงน�น สารประกอบท&ไวตอความรอน ( heat-sensitive compound ) สามารถถกผลตไดโดย
เกดการเส&อมสภาพ (degradation) ต&าสด เคร&องอดรดประเภท planetary gear extruder น� จงใชกบ
กระบวนการอดรดหรอการคอมปาวดสตรผสมพวกพวซบอยคร� งมาก อกท�ง ยงอาจถกใชเปนสวน
เสรมกบเคร&องอดรดโดยปกต เพ&อปรบปรงประสทธภาพการผสม
1.2.5 เคร�องอดรดแบบเกยรปsม (THE GEAR PUMP EXTRUDER)
เกยรป|มใชในกระบวนการอดรดบางชนดโดยต�งอยท&ปลายของเคร&องอดรด (รปท& i.iz) ซ& ง
อาจเปนเคร&องอดรดประเภทสกรเด&ยวหรอสกรค
รปท� 1.1y ตาแหนงท�วางเกยรปsมในเคร�องอดรด (Rosato (1998))

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 22
เกยรป|ม จดเปนเคร&องอดรดประเภทเคร&องอดรดสกรคท&สกรหมนสวนทางกนและสนสกร
เหล&อมซอนกนมาก (closely intermeshing counterrotating twin screw extruder) ดงแสดงในรปท&
i.U{ แตเน&องจาก เกยรป|มถกใชเพ&อจดประสงคในการทาใหเกดความดน (generate pressure) และ
รกษาความดนไมใหแปรปรวน ดงน�น โดยท&วไปเกยรป|ม จงไมถกเรยกวาเปนเคร&องอดรด ท�ง ๆ
ท&ในความเปนจรงเกยรป|มถอเปนเคร&องอดรดชนดหน&ง
รปท� 1.20 ลกษณะและการทางานของเกยรปsมในเคร�องอดรด (Rosato (1998))
ชองวาง(clearances) ในเกยรป|มทาใหเกดการเปล&ยนแปลงของพลงงานกลไปเปนพลงงาน
ความรอนโดยพลงงานความรอนท&เกดจากสวนหนด ( viscous heat generation energy)
เกยรป|มใหประโยชนในการใชงานตอไปน�
1) สาหรบเคร&องอดรดท&มความสามารถในการใหเกดความดนต&า เชนใน corotating twin
screw หรอในเคร&องอดรดท&มชองระบายไอ (multi-stage vented extruder)
2) เม&อตองการใหมความเสถยรของอตราผลต (output stability) ดกวา 1% เชนงานอดรด
พวกเสนใยเคเบ�ล และทอท&ใชทางการแพทย
แตอยางไรกตามเกยรป|มอาจทาใหเกดปญหาข�นไดในกรณ
1) พอลเมอรมสวนประกอบท&มการสกกรอน(abrasive component) เน&องจาก เกยรป|มม
ชองวางท&เลก ดงน�น จงสกกรอนไดงาย

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 23
2) เม&อพอลเมอรไวตอการเกดการเส&อมสภาพ เน&องจาก เกยรป|มไมมคณสมบตของการทา
ความสะอาดตวเอง (self-cleaning) และพอลเมอรยงมโอกาสสมผสกบอณหภมท&สงในเกยรป|มซ& ง
เปนผลใหพอลเมอรเกดการเส&อมสภาพงาย
นอกจากน� ยงมเคร&องอดรดอกจานวนหน&งซ& งไมไดใชสกรในการลาเลยงวสดแตยงจดอย
ในประเภทของเคร&องอดรดแบบตอเน&อง ซ& งบางคร� ง เคร&องอดรดเหลาน�อาจถกเรยกวา เคร&องอดรด
แบบไมมสกร (screwless extruder) เคร&องมอเหลาน� ใช ดสค (disk) หรอ ดรม (drum) ในการอดรด
วสด
เราสามารถแบงประเภทของเคร&องอดรดแบบดสค (disk extruder) ไดโดยการใชกลไกการ
ลาเลยงสาร (conveying mechanism) ซ& งเคร&องอดรดแบบดสคสวนใหญเปนลกษณะแบบ viscous
drag transport
เคร&องอดรดแบบดสคชนดพเศษชนดหน&ง ใชสมบตยดหยนของพอลเมอรหลอมในการ
ลาเลยงสง (convey) วสดและผลตความดนท&หวอดรด (diehead pressure) ท&จาเปน
เคร&องอดรดแบบดสคมมาเปนเวลานานอยางนอย ต�งแต ป 1950 แตอยางไรกตาม ใน
ปจจบนความสาคญของเคร&องอดรดแบบดสคกยงนอยมากเม&อเทยบกบเคร&องอดรดแบบมสกร
1.V VISCOUS DRAG DISK EXTRUDERS
1.V.1 Stepped disk extruder
หวใจสาคญของเคร&อง คอ stepped disk ซ& งอยในตาแหนงท&หางจาก flat disk เปนระยะทาง
เลกนอย เม&อดสคแผนหน&งหมนโดยมพอลเมอรหลอมอยในชองวางตามแนวแกน (axial gap) จะ
เกดความดนท&เพ&มข�น (pressure build-up) ท&ทรานสช&นของชองวางอนท&หน& งไปยงชองวางอก
อนหน&งท&มขนาดเลกกวา ดงรปท& 1.21

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 24
ก. ข.
รปท� 1.AF รปแสดง stepped disk extruder (ก) และความดนท�เกดขOน (ข) (Rauwendaal (1998))
ขอเสยของ stepped disk extruder คอ เคร&องจะยากตอการทาความสะอาด เน&องจากลกษณะ
การออกแบบท&ซบซอนของชองทางการไหลใน stepped disk
1.3.2 Drum extruder
วสดจะถกใสจากกรวยเตมสารลงไปยงชองวางระหวางโรเตอร (rotor) กบกระบอกหมสกร
โดยการหมนของโรเตอรวสดจะถกพาไปรอบ ๆ ในแนวเสนรอบวงของกระบอกหมสกร ซ& งกอนท&
วสดจะถงกรวยเตมสารเลกนอยมนจะชนเขากบ wiper bar ซ& ง wiper bar น� จะกวาดเอาพอลเมอร
จากโรเตอรและเบ&ยงเบนทศทางการไหลของพอลเมอรไปยงชองท&จะนาไปสหวอดรดดงรปท& 1.22

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 25
รปท� 1.22 Drum Extruder (Rauwendaal (1998))
รปแบบพเศษของ drum extruder อกชนดหน&งจะเพ&มความสามารถในการปรบชองวาง
เฉพาะท& (local gap)โดยการใช choker bar ซ& งจะมลกษณะคลายกบการปรบชองวางใน flat sheet
die ซ& ง choker bar ใน drum extruder น� จะทางานไดโดยการปรบ hydraulic oil pressure แสดงดง
รปท& 1.Ux
รปท� 1.23 รปแบบพเศษของ Drum Extruder (Rauwendaal (1998))

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 26
1.3.V Diskpack Extruder
วสดจะถกใสลงในชองตามแนวแกนระหวางดสคซ& งตดอยกบแกนท&หมนได วสดจะหมน
ไปดวยกบดสคเกอบครบรอบแลวจะพบกบ channel block ซ& งจะปดชองระหวางดสคและเบ&ยงเบน
ทศทางการไหลของพอลเมอรไปยงชองทางออก (outlet channel) หรอไปยง transfer channel ใน
กระบอกหมสกร
รปรางของดสค สามารถถกออกแบบตามหนาท&ในการทางานเชนการลาเลยงของแขง การ
หลอม การระบายไอ การลาเลยงพอลเมอรหลอม และ การผสม
Diskpack extruder รวมเอาลกษณะของ drum extruder และ เคร&องอดรดแบบสกรเด&ยว
โดยท& dispack extruder คลายกบเคร&องอดรดแบบสกรเด&ยวท&ประกอบดวยสกรท&ม helix angle เปน
0 และมสนสกรท&ลกมาก การขนสงวสดไปขางหนา (forward axial transport) เกดข�นไดโดย
transport channel ในกระบอกหมสกรเทาน�น โดยท&วสดถกบงคบใหเขาไปใน channel น�น โดย
restrictor bars (channel block) ซ& งคลายกบท&เกดข�นใน drum extruder การใช restrictor bars และ
transfer channel น� ทาใหมนมลกษณะซบซอนกวากระบอกหมสกรของเคร&องอดรดแบบสกรเด&ยว
ตวอยางรป diskpack extruder แสดงดงรปท& 1.Uw
รปท� 1.AW Diskpack Extruder (Rauwendaal (1998))

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 27
ประโยชนประการหน&งของ diskpack กคอ การท&สามารถใส mixing block เขาไปในเคร&อง
ชนดน�ไดดงแสดงในรปท& 1.25
รปท� 1.25 Diskpack Extruderท�ใส mixing block (Rauwendaal (1998))
Mixing blocks รปรางตาง ๆ สามารถใสเขาไปใน processing chamber จากภายนอกได
ลกษณะแบบน� คลายกบใน QSM extruder ท&กลาวมาขางตน แตแตกตางกนท&สนสกรของ QSM
extruder ตองถกตดออกในชวงท&ชนกบหมด เพ&อหลกเล&ยงการสมผสกน สาหรบใน diskpack
extruder เน&องจากสนสกรม helix angle เปนศนยหรออกทางหน&งคอมนทางานในแนวต�งฉากกบ
แกนหมนของโรเตอร
การใชงานบางชนดท&ตองการความสามารถในการผสม สามารถกาหนดจานวนและรปราง
ของ block ชองวางระหวาง block และ ดสคได
diskpack extruder ถอวาม dragging surface 2 อนในการลาเลยงวสดไปขางหนา ในขณะท&
เคร&องอดรดแบบสกรเด&ยวมเพยงอนเดยวดงแสดงในรปท& 1.26 ดงน�น diskpack จงมความสามารถ
ในการทาใหเกดความดน (pressure generation) ท&ดกวา

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 28
รปท� 1.An การเปรยบเทยบกลไกการขนถายวสดระหวางเคร�องอดรดแบบสกรเด�ยวและแบบ diskpack (Rauwendaal (1994))
ในการเปรยบเทยบโดยกาหนดใหอตราการไหล ความหนด ความเรวของ plate และ ระยะ
ระหวาง plate ท&เหมาะสมใหเทากนระหวาง diskpack กบ เคร&องอดรดแบบสกรเด&ยว ปรากฏวา
ในทางทฤษฎแลว diskpack จะใหคา pressure gradient ท&สงสดมากกวาเคร&องอดรดแบบสกรเด&ยว
ถง 8 เทา
ดงน�นท&ความดนสงจงสามารถสรางใหเกดไดโดยใชระยะทางส�น ซ& งจะเปนผลในเคร&องมอ
มความกระทดรด ประสทธภาพพลงงาน (energy efficiency) ของการทาใหเกดความดนซ& งกคอ
อตราสวนของพลงงานท&ตองใช (energy requirement) ในทางทฤษฎ (หาจากผลคณระหวางอตรา
การไหลกบความดนท&เพ&มข�น) กบพลงงานท&ตองใชตามจรง (หาจากการอนทเกรทผลคณของ
ความเรวท&ผนงกบความเคนเฉอนตลอดพ�นท&ผวท&ผนง)
จากการศกษากลไกการหลอมของ diskpack พบวามกระบวนการหลอมเกดข� น 2
กระบวนการใน diskpack คอ

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 29
1) กระบวนการ drag induced melt removal (DMR)
2) กระบวนการ dissipative melt mixing (DMM)
กระบวน DMR น� เปนกระบวนการหลกท&สาคญท&เกดข�นในเคร&องอดรดแบบสกรเด&ยว ซ& ง
จะกลาวถงในรายละเอยดในบทถดไป
ในกระบวนการ DMR ของแขงและของเหลวจะอยแยกกนเปน 2 เฟสใหญ ๆ ท&ตอเน&องแต
ในกระบวนการ DMM ของแขงจะกระจายอยในของเหลวและจะไมมคล&นของแขงท&ตอเน&อง
โดยมการพบวากระบวนการ DMM จะถกกระตนใหเกดข�นได โดยทาใหเกดการไหลกลบ
ของพอลเมอรหลอม เม&อผาน channel block ซ& งจะควบคมไดโดยการเปล&ยนชองวางระหวาง
channel block และดสค
ขอไดเปรยบของกระบวนการ DMM คอ อตราการหลอม (melting rate) ของ DMM จะสง
กวา DMR ซ& งมการรายงานวาสงกวาถง 3 เทา
สาหรบการลาเลยงของแขงของ diskpack น�นจะคลายคลงกบในเคร&องอดรดแบบสกรเด&ยว
คอเปนกระบวนการแบบ frictional drag ซ& งน&นกหมายถงวาวสดท&เปนจาพวกผง สวนผสมของ
แปงกบเมด หรอวสดท&มลกษณะล&นไดงายตาง ๆ จะเกดปญหาข�นไดใน diskpack extruder ถาไมม
การเพ&มความสามารถในสวนของการลาเลยงของแขง (เชนการทารองในดสค) อยางไรกตาม
เน&องจากรปรางของเคร&อง diskpack จะซบซอนกวา เคร&องอดรดแบบสกรเด&ยว ดงน�นราคาจงแพง
กวาเคร&องอดรดแบบสกรเด&ยว
ลกษณะการใชงานของ diskpack จะอยในประเภทการใชงานในลกษณะพเศษเชน ใน
กระบวนการพอลเมอรไรเซชน การระบายสารระเหย และการผสมตอเน&อง ซ& งจะเปนการใชงานท&
คลายกบ เคร&องอดรดแบบสกรค แตเคร&องอดรดแบบสกรคมกจะเปนตวเลอกตวแรกในการใชงาน
ประเภทท&กลาวมาแลวเปนสวนใหญ

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 30
1.4 The Elastic Melt Extruder
Elastic melt extruder ถกพฒนาข�นในราวปลาย ค.ศ. 1950 โดย แมกซเวลและสคาโลรา
โดยใชหลกการพ�นฐานของคณสมบตท&เปนวสโคอลาสตกหรอท&เรยกวาสมบตหยนหนดของพอล
เมอรโดยเฉพาะสวนท&เปน อลาสตก หรอ สวนยดหยน
เม&อของไหลประเภทหยนหนดไดรบแรงเฉอน (shearing) จะเกดความเคนฉาก (normal
stress) ข�น ซ& งไมเทากนในทกทาง ตางจากของไหลหนด(viscous fluid) โดยท&วไป ความเคนฉากน�
เปนตวการทาใหเกดการป|มวสดข�น (pumping action)
Elastic melt extruder เปนเคร&องอดรดประเภทเดยวท&ใชประโยชนจากสมบตยดหยนของ
พอลเมอรหลอมในการเคล&อนท&ดงรปท& 1.U�
รปท� 1.Aa Elastic melt extruder (Rauwendaal (1994))

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 31
1.5 Ram Extruder
Ram หรอ plunger extruder มลกษณะรปรางท&เรยบงาย แขงแรงทนทานและ มลกษณะการ
ทางานแบบไมตอเน&อง Ram extruder จดเปนเคร&องมอประเภท positive displacement device ซ& งจะ
สามารถทาใหเกดความดนท&สงมาก
ในเคร&องมอการข�นรปสมยแรกมกจะประกอบดวย ram extruder สาหรบใชในการสงพอล
เมอรหลอมเขาไปในแมพมพ ในปจจบน ram extruder ถกใชในงานฉดท&ตองการขนาดของ
ผลตภณฑท&คอนขางเลกและการใชงานพเศษท&ตองการลกษณะของ positive displacement และ
ความสามารถในการทาใหเกดความดนท&ด
Ram extruder สามารถแบงไดเปน 2 แบบ คอ
1) single ram extruder
2) multi ram extruder
1) Single Ram Extruder
Single ram extruder จะใชในงานอดรดพวกพอลเมอรท&ข�นรปยากเชน พอลเอทธลนท&ม
น� าหนกโมเลกลสง (ultrahigh molecular weight polyethylene;UHMWPE) หรอ พอลเตตระฟลออ
โรเอทธลน (PTFE)
SolidState Extrusion
Solid state extrusion เปนเทคนคการอดรดท&เร&มไดรบความนยมโดยท&พอลเมอรจะถก
บงคบใหเขาไปในหวฉดซ& งมอณหภมต&ากวาจดหลอมเหลวซ&งทาใหเกดการเปล&ยนแปลงรปรางของ
พอลเมอร ในหวฉดแตเน&องจากพอลเมอรยงอยในสถานะของแขงดงน�นจงมการเกดการเรยงตวของ
โมเลกลท&มประสทธภาพมากกวาท&เกดข�นใน melt processing ท&วไป เปนผลใหได สมบตทางกลท&ด
เย&ยม
Solid state extrusion เปนเทคนคท&คลายกบในอตสาหกรรมโลหะซ& ง solid state extrusion
ไดผลตใชในอตสาหกรรมน�มาต�งแต ค.ศ.1940

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 32
วธการของ solid state extrusion สามารถแบงไดเปน 2 วธ คอ
1) direct solid state extrusion
2) hydrostatic extrusion
ใน direct solid state extrusion, preformed solid rod ของวสด (billet) จะสมผสโดยตรง
กบ plunger และผนงของหวอดรด โดยวสดจะถกอดรดเม&อ ram ถกผลกสหวฉดดงรปท& 1.U�
รปท� 1.Ac Direct solid state extrusion (Rauwendaal (1994))
ใน Hydrostatic extrusion ความดนท&จะตองใชในการอดรดจะถกถายทอดจาก plunger ไป
ยง billet โดยผานทางสารหลอล&น ซ& งโดยท&วไปจะใช castor oil โดย billet จะตองมรปรางท&พอดกบ
หวอดรดเพ&อปองกนการสญเสยของไหลแตอยางไรกตาม hydrostatic fluid จะลดแรงเสยดทาน
ดงน�นจงเปนผลในการลดความดนในการอดรดดงรปท& 1.29

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 33
รปท� 1.29 Hydrostatic extrusion (Rauwendaal (1994))
ใน Hydrostatic extrusion ของไหลสามารถสงผานไปยงเคร&องอดรด โดยการใชทอความ
ดนสง
ขอเสยของ solid state extrusion คอเปนกระบวนการท&ไมตอเน&องและไมสามารถทาไดดวย
เคร&องมอการข�นรปพอลเมอรโดยปกต อกประการหน& ง ในการทา solid state extrusion ตองใช
ความดนท&สงมากและการใหไดสมบตทางกลท&ดมากน�น เราตองใชช�นงาน (เสนใย ฟลม ทอ) ท&
ผลตไดจากกระบวนการอดรดโดยปกตกอนแลวจงมาใช solid state extrusion เพ&อควบคมการ
เปล&ยนรปท&อณหภมต&ากวาอณหภมหลอม ดงน�นการทา solid state extrusion จงมราคาแพง
2) Multi Ram Extruder
เน&องจากขอเสยของ single ram extruder คอเปนการทางานแบบไมตอเน&อง ดงน�นจงไดม
ความพยายามในการออกแบบ multi-ram extruder เพ&อใหทางานในลกษณะตอเน&องเชนในรปท&
1.x{ แสดงถง twin ram extruder ท&มกระบอกสบรปรางตว V ตอไปน�

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 34
รปท� 1.V| Multi Ram Extruder (Rauwendaal (1994))
Ram 2 ตวจะปลอยเขาไปในกระบอกหมสกรซ& งแกนหลอมหมนอย ดงน�น การลาเลยง
ของแขงจะเกดข�นในกระบอกสบ 2 ตวท&แยกกน หลงจากน�นการหลอมกบการลาเลยงพอลเมอร
หลอมจะเกดในบรเวณวงแหวนระหวางกระบอกหมสกรกบแกนหลอมขอเสยของวธน� คอความ
สม&าเสมอของอตราการผลตไมคอยด

เ
เ อ ก ส า ร ป ร ะ ก อ บ ก า ร ส อ น ร า ย ว ช า ก ร ะ บ ว น ก า ร ข � น ร ป พ อ ล เ ม อ ร � หนา 35
คาถามทายบทท� F
1. วตถประสงคในการใชงานของเคร&องอดรดแบบสกรเด&ยวและสกรคเหมอนหรอตางกนอยางไร
2. สกรในรปตอไปน� อยในเคร&องอดรดประเภทใดและนยมใชในงานดานใด
x. สกรในรปตอไปน� มช&อเรยกวาอยางไร การออกแบบสกรลกษณะน� มวตถประสงคเพ&ออะไร และ
นาไปใชงานดานใด
4. เคร&องอดรดยางหรอเทอรโมเซตแตกตางกบเคร&องอดรดเทอรโมพลาสตกอยางไร
y. ยกตวอยางสกรท&ออกแบบมาเพ&อชวยในการผสม i ตวอยางและอธบายหลกการการออกแบบท&ชวย
เพ&มประสทธภาพการผสม





























