Embed Size (px)
Citation preview

Pergamon
PII: S0967-0661 (96)00213-4
Control Eng. Practice, Vol. 5, No. 1, pp. 101-108, 1997 Copyright © 1997 Elsevier Science Ltd
Printed in Great Britain. All rights reserved 0967~0661/97 $17.00 + 0.00
AN INTELLIGENT EXPERT SYSTEM (KBOSS) FOR POWER PLANT COAL MILL SUPERVISION AND CONTROL
G.Q. Fan and N.W. Rees
School of Electrical Engineering, Department of Systems and Control, The University of New South Wales, Sydney 2052 NSW, Australia ([email protected])
(Received July 1996; in final form November 1996)
Abstract: This paper describes the development of a knowledge-based mill operator support/control system for coal-pulverising mills. The work described is being performed as part of a research project. The aim of the project is to develop a knowledge-based expert mill operator support/control system (KBOSS) which is not only able to monitor the process and provide the operator with the necessary information and advice for mill control on-line, but is also able to directly intervene in the mill control, thus running the mill and the overall power-generation plant more efficiently and economically.
Keywords: Power generation; power-station control; expert systems; knowledge-based systems.
1. INTRODUCTION
The function of mills in power generation is to grind the large raw coal feed to supply dry and finely pulverised coal to the furnace for fast energy release. In addition to the precise fuel supply, the mill-control system has to control primary air flow in a certain ratio to the PF flow, thereby maintaining the efficiency of unit energy release and absorption and reducing environment emissions. As pointed out, the mill is a highly nonlinear multivariable system with a lot of uncertainties (Fan, 1994). It is very difficult to design a control algorithm that will be valid over a wide operating range. At present, many practical mill-control problems, like the accurate measurement of mill PF flow, fuel CV (calorific value) and recirculating load, the detection of mill choking and coal caking on the grinding table, the determination of the degree of mill roller wear, are difficult to measure and therefore to control effectively. Because of this difficulty, the control of mills in most power plants remains very simple (ICAL, 1989), and presents many problems to the unit operation, such as low unit LFC (load following capability), atmospheric emission, poor mill performance, high fuel consumption and
operating cost. The above mill-control problems are not only caused by unmeasured PF and fuel CV, but are also due to unmeasured internal mill states, like mill coal blockage, the variation of mill recirculating load, roller wear and mill moisture (Lausterer, 1993). Any of the above variations will affect mill performance. However, these variations are reflected by mill drum pressure, mill temperature, mill power consumption, mill air flow, mill vibrations and air/fuel ratio, and it should therefore be possible to find a way to derive these unmeasured variables on- line.
In normal situations, the existing mill control system (mass/mass mill control (ICAL, 1989)) can handle many of these problems, but when something unexpected happens, the system does not always give the operator sufficient support to make a decision. This is especially true for infrequently occurring events that the operator might not have met for some time. An experienced operator can judge whether the changes are normal or abnormal by monitoring instruments on wall panels and on the console desk, and analysing the symptoms using his experience. But sometimes it is difficult for the operator to synthesize the information displayed and
101

102 G.Q. Fan and N.W. Rees
make the right decision before an alarm goes off because most of the large units are now installed with 6-10 mills, and there are many instruments associated with each mill. Thus operators may miss the potential risky situation from the very early part of the change in mill performance. The complexity of the operational problems suggests that the use of modelling and knowledge-based expert operator support/mill-control systems might be very useful.
One of the most important characteristics of an expert system is that it can integrate and use expert knowledge to design a system which is capable of acting like an expert. Because of the rapid development of computer hardware and software, a properly designed microcomputer-based expert system can respond to the system changes in a very short time, thus avoiding many control problems. Some expert systems have been developed for power-generation plant monitoring and control (Lautala, et al. , 1991; Maffezzoni, 1986; Majanne, et al. , 1991), but no expert system for mill control is as yet available, indicating the difficulty in mill modelling and control.
Modern DCS technology allows the use of advanced control systems theory to control a process to achieve high performance, and thus to meet the increasing requirement with respect to economical, reliable and sate operation. The work described in this paper is aimed at developing a knowledge-based expert mill operator support/control system (KBOSS) that can be used with existing control systems to improve performance.
The remaining sections of this paper are organised as follows: Section 2 describes mill operation and Control, and Section 3 the KBOSS system architecture, Section 4 gives simulation results and Section 5 briefly describes the operator graphics and the system implementation using a Bailey DCS system. Section 6 draws final conclusions.
mill operating states. The mill is, sealed pressure vessel. For sale operation, the mill dP (mill bowl pressure) has to be kept within a certain range. This is realised by the unit FSSS (Furnace Safeguard Supervision System). Once the mill dP exceeds the maximum allowed value, the raw coal feeder is instantly driven to the minimum speed. The mill primary air, at the same time, will be run back to its minimum value because it is controlled in dependence on the raw coal supply. This prevents the mill from being overloaded.
During normal operating conditions, mill dP is below the runback pressure, and the simple mass/mass mill controller can handle the control well. But when something like roller wear, coal grindability and moisture content variation or mill blockage happens, the coal-grinding dynamics will be altered. This changes the coal-grinding residence time. The mill may then be driven beyond its capability. Thus mill dP rises and the load increases and continues to rise, simply because the mill is being demanded to do more than it is currently capable of doing. At the same time, mill PF does not equal the raw coal input. The deviation between coal input/output will be added to the mill recirculating load. This yields an extremely high mill level which is indicated by mill dP. Once it exceeds the maximum allowed value, the mill runback controller will run the feeder back to the minimum speed automatically. The accumulated coal begins to purge out of the mill and causes the remnant surplus recirculating load to purge from the mill with a surge. The surge of recirculating load l¥om the mill in response to the feeder runback can equal up to 200% boiler MCR firing rate for a period lasting minutes. Thus, under these extreme conditions, which are not rare (Fan and Rees, 1994), the mill runback will cause total control instability. As the mill runback controller has no intelligence - simply using a fixed set point to control feeder speed
it cannot react to those changes properly.
2. MILL OPERATION AND CONTROL
The mill studied was a vertical spindle roll mill (CE- RP1003) used in a 660 MW unit, Unit 6 of Vales Point Power Station, New South Wales. The unit is equipped with six mills. The mill has a capacity of supplying 60,000 kg PF per hour (132 MW). The mill is fed with raw coal in the size range from very fine particles to coarse ( ~ 75 mm). The raw coal is pulverised and dried in the mill prior to combustion. The condition imposed on the mill is to continuously supply the furnace with finely pulverised dried coal, of which 75% can pass through a 75-micron sieve. Since the mill level and recirculating load are not measurable, mill dP measurement is used to monitor
Analysis results show that there are many factors which cause mill dP variation. Sometimes it is necessary to run the mill back tbr safety, but most of the time it is not. An adequate understanding of the inter-relationship between these variables and the coal pulvcrising process will certainly reduce the mill runback. An intelligent expert system can handle very complex situations like this much better than conventional control systems can.
3. KBOSS SYSTEM DESCRIPTION
The KBOSS system under development is a microcomputer and screen-based system using

An Intelligent Expert System (KBOSS) 103
Bailey INFI-90 hardware and software. The system consists of input/output, man/machine interfaces, A/D and D/A devices, a mathematical mill model developed in (Fan, 1994), an expert-knowledge data base and inference machine. The system is being developed in two parts.
The first part is designed to provide the following real-time functions for an individual mill: data acquisition and processing, on-line parameter estimation and mill performance prediction, fault diagnosis and prognosis, incipient alarming and problem analysis and optimal problem-solving solutions. The structure diagram of KBOSS is shown in Fig. 1.
During operation, if anything becomes abnormal such as, for instance, the error between the model and the process exceeding a certain level, KBOSS will analyse the cause and send out different levels of alarm to the operator and process engineer. It will also display analysis results including possible causes for the problem, in priority order on the PC screen (operator console), and suggest available methods and procedures to get rid of the fault. In order to make KBOSS work on-line for all fault conditions, the knowledge-base must be very large. The structure of the knowledge-base is multi- layered, with a branching tree structure.
~ E R $ 4 1 L
r-t . . . . . . . . . . ~ . . . . . . . . . . . . . . . t . . . . . . . . . . -/-- , ~ r A A o o t ~ g n o n ~ , I t I L i : ', / t t t , / I . . . . . . . I . . . . . . . I ,
,~ ] l H I ,~ ta-.---, , t .
',II t ''°~'~''-~ I L. ~'~'~'~" I , , | e : , ~ , ~ ~ .o o
: - - - -V--~ I . . . . I ~"~t--~-~--I I"
, t - - ' - n I ' ~ I ,
', !
Fig. 1 Structure of the KBOSS system
simulation and testing, the system will be set up and Used in a pilot study on a power plant.
At the beginning of operation the knowledge base may not be perfect, but it can be gradually modified on-line, improving performance with operation. The parameters for the knowledge base can be changed easily and systematically to suit the change of mill operating status and different types of mill. After on-line testing, the system will be expanded to possess control functions (part two) which enables the system to intervene directly in the mill control.
The second part provides unit plant-wide mill and fuel supervision and control. The system is designed to monitor the unit fuel demand, the status of each individual mill and mill dynamic performance. It evaluates mill coal-grinding capability and automatically adjusts the mill load- sharing coefficients depending on the mill on-line dynamic grinding capability and performance. The system also controls the number of mills in service to supply the fuel demanded. The system will provide operators with options to choose between different mill controls, such as optimal coal grinding, pre-reserved mill MW power and mill maintenance. From the overall unit fuel supply viewpoint, the mill load-sharing coefficient should be chosen based on the individual mill dynamic grinding capability so that a good mill should take more load than a worn mill. However this can lead to maintenance problems if a number of mills become worn at the same time. Conventional control systems cannot handle this kind of control conflict properly. A well designed intelligent system can make the optimal control decisions synthesizing all information available. A typical example of dealing with control conflict is given in the next section. In selecting how many mills need to be in service, grinding capability is a factor but mill reserved MW power should also be considered so that too-frequent mill start-up and shut-down is avoided. The reserved mill grinding power can be estimated from daily seasonal load variation patterns and the current unit load level.
In the long-term development of the system it is hoped to have minimum operator intervention whilst still maintaining efficient unit MW generation and most efficient coal grinding.
For simple problems it is not necessary to process all the knowledge, so the database is divided into three levels, A, B and C. For problems that can be solved by lower-level knowledge (level A), there is no need to process higher-level B and C knowledge, and similarly for level B. Therefore the efficiency of the system is improved, and the computational burden is reduced. It is sct~eduled that after off-line
4. S IMULATION RESULTS
The simulation of mill operation and the system described above are based on a mill model developed using the Easy5 Engineering Analysis System. The model is a modified version of (Fan, 1994) which has a more accurate dP, airflow and

104 G.Q. Fan and N.W. Rees
recirculating load function because mill airflow is not only a function of air damper position, but is also a function of mill aero-resistance, which varies with mill recirculating load. Therefore, from simulation results it can be seen that airflow is not a constant when the control demand is a constant.
4.1 General simulation and mill runback
To simulate mill coal moisture and grindability variation, the mill model parameters are defined as a function of time and raw coal. That is, the model parameters are not constant in the simulation. It was assumed that for some reason the properties of the coal used were changed. This results in a change in the coal moisture and grindability. It is assumed that the change is made from 2000 to 3000 seconds, and that it then remains constant at the new value in the simulation. The coal moisture content was increased by 10% and grindability was decreased by 20%. These changes cause a longer coal grinding residence time, higher power consumption, high mill level and recirculating load and high mill dP. The use of very wet coal causes mill blockage and high bowl pressure. The normal mill dP range for CE- RP1003 vertical spindle mills is between 3 - 4.5 kPa depending on mill load, mill condition and the coal used. As there is a minimum primary air flow limit, mill dP never actually drops below 3 kPa. The main concern for safe mill operation is the high mill dP. In the simulation, it was assumed that the maximum allowed mill dP was 4.5 kPa. The simulation results of mill runback are shown in Fig. 2 (solid), from which it can be seen that once the mill dP exceeds the limit, the mill is run back to the minimum instantly. The dashed curves in Fig. 2 are the simulation results of the mill controlled by the system without the mill runback function.
4.2 Mill runback and expert control
When very wet coal is used, the moisture content of the PF will be higher than normal. This is because a high temperature limit is set for the mill input primary air flow, to ensure safe mill operation (i.e. to avoid igniting PF). This limits the mill 's drying ability when very wet coal is used. High-moisture PF has the potential to cause mill blockage (fine coal powder accumulated in PF transportation pipes). The mill blockage reduces the cross-sectional area of the PF transportation pipe. From the mass balance and the aero-dynamics, it can be seen that the reduction of the cross-sectional area results in a higher-velocity air flow and a larger pressure drop. That is, the high dP is not caused by a high mill load. Use of this knowledge should allow mill runback to be avoided in these circumstances.
~ 0.6 ':":":"'!::"":---":
o.4[- ...... ~ ....... i .
(t)
26 . . . .
i-7-7-~ ........... _ ~ 22
2o i . . . . . i [ . i ! : : : 1 .g
0 100 200 300 400 500
Co)
15 . , , . , ,
s ................ ...... . . . . . . i ........... .........
o 0 I00 2OO 30o 4OO ~00 6o0 (0
5 | . . . . . . . . . . ~-- i
4 f . . . . . . . . . . . . . . . . . . . . . . i 3 i . . . .
, i i :, ! i 0 I00 200 300 400 .SO0 600
(d)
2 0 0
0 i
! ~ . ° . . . . . . . . . . r . . . , z
! 0 I00 200 300 400 .SO0
(e)
E 350 .............
o ,60 260 ~' ,~o ~o (f) time x I0 s ~ d s
600
Fig. 2 Mill runback due to high mill dP; time x 10 seconds (Solid - mill with runback; Dashed - without runback)
Thus, whether a mill needs to run back or not should depend on the following factors: mill dP, mill level, mill power, mill load and mill conditions. The expert system described here is designed on the basis of mill operating experience. Simulation results for the mill controlled by the system developed here are shown in Fig. 3, which is overplotted with simulation results of the mill controlled by the existing mass/mass mill-control system. From Fig. 3 it can be seen that the expert system has intelligence to avoid letting the mill dP rise close to the mill runback limit of 4.5 kPa. At the same time, the system still keeps its mill coal- drying and transportation capabilities.

An Intelligent Expert System (KBOSS)
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ~ ............... .............. ................. ! ...................
tSto[ ..... ..... "~ ' 0 I00 200 300 400 500
(a)
l
0 I00 200 300 400 500 600 (b)
$ , , . .
3 . - . . . . . . . . . . . . . . . . i :: . . . . . . . . . . ~ ........... 2 . . . . . . . . . . . . . .
0 I00 200 300 400 500 61)0
(c)
~d)O , . , . .
-~ ~Ii::i ~ iii :ii. ::i:iiiii ........
oF i i i i : , . . . . 1 0 100 200 300 400 500 6120
(d)
450
o ~oo ~o ~o ~o ~o (e) time • I0 s~ondt
105
Fig. 3 Simulation results of mill controlled by expert system; time x 10 seconds (Solid - mill controlled by mass/mass controller; Dashed - mill controlled by KBOSS)
4.3 Optimal mill control
Mills consume large amounts of power. Besides coal drying and transportation, coal grinding itself consumes about 0.5% of the power generated. The coal-grinding process can be optimised to achieve more efficient and economic operation. This can be realised using a knowledge-based intelligent controller. Investigation results have shown that there is a best coal depth for the most efficient coal grinding (Fan and Rees, 1994). If the coal depth is kept on/near this depth, coal-size reduction is most effective, thus optimising coal grinding. The amount of coal on the grinding table is a function of the mill's power consumption, under the condition that coal grindability does not change abruptly. If
the mill power is controlled in such way that the level is kept within a certain range, then coal grinding will be much more efficient. In the simulation, it is assumed that the optimal coal- grinding level is when the mill power (function of coal depth on the grinding table) is in the range between 350 - 400 kW. The intelligent controller is switched on after 1000 seconds of mill start up. The simulation results of the mill, controlled by such a knowledge-based controller, are shown in Fig. 4.
x|0-3
• " i 41.5
600
(a)
2 ° I . . . . . ~ . . . . .
~ ' l • i . . . . . :
~ " i o 0 lifo 200 300 400 ~ 0
Co)
6OO
20 , . . .
15 ................... ~ ................. i :':". .............
o i , 0 I00 200 300 400 500 600
(c)
o ............... i .......... ] . . . . . . . i i ..... t 0
300 _ [ oo .=_
IOO
o
100 200 300 400
(d)
6OO
0 I00 200 300 400 500
(e)
350[
60O
0 I00 200 300 400 500
(0 time It I0 tectmcb
6OO
Fig. 4 Simulation results of optimised grinding control; time x 10 seconds (Solid - mill controlled by mass/mass controller; Dashed - mill controlled by KBOSS)

106 G.Q. Fan and N.W. Rees
Figure 4 (a) shows a mill coal-grinding parameter which is a function of mill table rotating velocity and the mill roller specific pressure (O'Kelly, 1992). In the existing mill-control system, it is load- independent. In the expert control system, it is defined as a function of mill load and mill level, so that coal grinding can be optimised. From Fig. 4 (e) it can be seen that when the mill is controlled by the expert system, the mill power is basically inside the expected range, compared with the existing system, which is very much mill-load-dependent.
need to weigh up the tradeoffs between factors like operating economy and the fast unit LFC. For example, if the unit LFC is more important than operating economy during load changes, then one can design the KBOSS in such a way that during load changes, the fast fuel response is optimised. At constant load, coal grinding is optimised, therefore achieving overall mill-control optimisation. The simulation results of fast unit LFC mill control optimisation are shown in Fig. 5, compared with normal mill control. Fig. 5 (b) clearly shows the fast PF response compared with the normal mill control when the mill is controlled by the expert system.
f t o
o I o o 2 0 0 300 4OO 5(X)
(a)
20 , , ,
i 0 lO0 21/11 3OO 4O0 5OO
(b) 60O
(c)
~o : . . . . . . . . . i . . . . . . . . . . . . . < .......... - ! : [ 2 ~ / . . . . .
100 i ~
o i i i , 0 100 2011 3 0 0 4 0 0 500
(dl
4 5 0 .
- - 3 5 0
0 100 2 0 0 3 0 0 4 0 0 5 0 0 6 0 0
(©) limex 10~conds
Fig. 5 Simulation results of optimised unit LFC mill control; time x 10 seconds (Solid - mill controlled KBOSS; Dashed - mill controlled by mass/mass controller)
Optimal mill control has two aspects: efficient coal grinding and fast fuel response. To achieve optimal coal grinding, it is sometimes necessary to accept slow fuel response as a penalty. Process engineers
5. TECHNOLOGY TRANSFER
The results presented in the previous section were simulated in a Sun Workstation using Easy5. Since the long-term aim of this project is to implement the system on a full-scale plant in a modern DCS platform the work described so far has been transferred to a Bailey Infi90 platform for prototype system testing and implementation. The 'plant' controlled by the DCS is the full non-linear mill and power plant simulation described in (Fan, 1994). The KBOSS software, the control software, the graphic interface and all the communication systems are all running in the standard industrial Infi90 DCS platform. Thus, when the time comes to carry out a site implementation it should be a straightforward matter to replace the non-linear simulation by the actual process. Some brief details will now be given.
5.1 Software and hardware description
The hardware used is a Bailey Infi90 DCS stand alone system. The modules used include multi- function processor, multi-function controller, com- puter interface command unit and some analogue and digital input/output, and some communication units. Two IBM compatible 486 PCs are used, one as an engineering work station for process-control engineers to design and tune the system and monitor the process, and the other as an operator console to display user graphics, process trends and process data logging. Communication between the com- puter and the Bailey system is via serial communi- cation modules (serial communication module) and module bus (via computer interface command module).
The software used in the implementation includes the Bailey standard SCAD, SLDG, UDF, PCView and Expert90. A third party software, QNX operating system, is also used for PCView.

An Intelligent Expert System (KBOS S) 107
5.2 User graphic interface 5.3 Auto mill load-sharing control
The operator graphics for the overall milling group monitoring and control is developed in a format very similar to the existing DCS system so that the operator should have few problems in switching from the existing system display to the new one. The graphic display for the overall milling group is shown in Fig. 6, from which it can be seen that the most important mill operational variables, like mill load level, mill dP, mill airflow, mill power, and mill temperature, are all displayed on the operator console.
bU'Jlq Uisplay MILLU~;~
[mt~ ~mi: ~gQO. 178~I
Fig. 6 Operator graphics for overall milling group
The graphic display for an individual mill is also developed so that the operator can choose displays for a particular mill to get more details of that mill. The graphic display for the individual mill is shown in Fig. 7.
In Sections 3 and 4, some mill control issues were discussed and simulation results presented. One of the issues was to use KBOSS to automatically regulate mill load between the mills in service depending on the mill grinding capability rather than having mills all supplying the same load as is now done. It was pointed out that although the present system has some advantages, e.g. maintenance, there is a high risk of mill runback when the load is high due to high dP that may occur in a worn mill. Mill runback is costly and a fairly regular event. The work presented in this section, firstly, shows that the new platform developed on the DCS system using KBOSS control works, and secondly that an intelligent load sharing algorithm gets around the runback problem. It does this by designing each individual mill control to match grinding and maintenance requirements. The results of mills controlled by such an auto load-sharing control algorithm are shown in Fig. 8.
~ " t i m ' #
L . . . . • i
• ,%..1;.~ 1- - , ~ ,66?9e 1oex I i
"i • e l - . . . ~ 1 1 * l~ . . . . . . . . . . . . . • e .p - 4 1
,~e783 lot,~
• ol~i 1 - 1 1 O 0
1 3 J.. 41J 1 ~
Fig. 8 KBOSS mill load control adaptation
blM'qq UlSplag MiLLI
D M I L L
m 14OTCR $ m
D M I L L S T A T U S mxJ. ~ i ~ : z
LIMITI~ ~ H z
AIIVL~ m ~ :
opYlmm ~ ~'mg:
7 8 . O Y .
m , ~ m * N 2 • 9 5 ] < P a t
5 2 . ?
t~ 2 5 . 2 k s r / s mmst N e l v l m
2 0 . ~ X
Entre, Com~nd :
8 0 ° C
3 1 0 ] d 4
Fig. 7 Operator graphics for individual mill
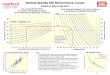
In Fig. 8, the overall unit MW load was set at 400 MW with four mills (Mill A, B, C and D) in service. The mill wear for D and C mills was set to their plant values. D mill was a new mill and C mill was a very worn mill. The mill wear for mills A and B was set in between mills D and C, with mill A less worn than mill B. Figure 8 shows both the 80- minute trends and current mill load levels of the mills in service displayed on the engineering work station using Bailey SCAD. Figure 8 consists of two windows. The larger window is for mill load level trend display. The timescale was set to 80 minutes; therefore each division equals 20 minutes. Mill static load level is shown in the smaller window at the right hand side in Fig. 8, from which the current load level for each individual mill can be seen. Since mill load level can be indicated by mill coal mass flow, coal feeder speed is used to represent

108 G.Q. Fan and N.W. Rees
mill load level. During the simulation, a (+10%) step signal was applied to the D mill feeder as a disturbance so that dynamic performance of the auto mill load sharing control algorithms can be tested.
From the current mill load level shown in Fig. 8, it can be clearly seen that the best mill of the four, mill D, takes the largest load (27.35% of demanded load, D feeder at 74.91%) compared with the other three. The most worn mill, mill C, is only assigned for 21.54% of demanded load with the C feeder at 58.78%. The A and B mills take 26.65% and 24.46% of the demanded load, respectively. With the existing mill load control, each mill is required to run at the same load level, which requires all feeders to run at 68.5%. Using the load-sharing algorithm, mill C takes less load and consequently operates at lower dP. Therefore, using KBOSS there is less risk of mill runback. The overall unit is, however, still supplying 400 MW of load.
6. CONCLUSIONS
Knowledge-based systems can provide many functions which are beyond the capability of classical controllers. The core part of the development of a knowledge-based system is to integrate adequate knowledge, and fully understand the process to be controlled. The simulation results presented in this paper show that the KBOSS system can not only reduce mill runback, but can also improve mill-grinding efficiency and unit LFC. The mill, controlled by a such system, can be operated more efficiently, thus improving the overall power- generation plant performance. KBOSS is actually an add-on system to the existing mass/mass mill controller, so it is easy to test and implement on a real industrial plant without too much risk of disturbing the system in operation.
ACKNOWLEDGMENT
The authors wish to acknowledge the financial support provided by the AESIRB (Australia Electricity Supply Industry Research Board) and Pacific Power International.
REFERENCES:
Fan, G.Q. (! 994). Modelling and control of vertical spindle coal mills in power plants, ME thesis, UNSW, Australia.
Fan, G.Q. and Rees, N.W. (1994). Control of verti- cal spindle mills in coal fired power plants, ICPST94', Beijing, PRC, 18-21, Oct.
ICAL (1989) General principles of coal milling. 1CAL Limited, Vol. 1.
Lausterer, G.K. (1993). Knowledge-based monitor- ing of coal-fired power plant, 12th Worm Con- gress of IFAC, Sydney. Vol. IV, pp. 233-240.
Lautala. L., Antila, H. and Vikko, M. (1991). A hierarchical model-based fault diagnosis sys- tem for a peat power plant, IFAC Fault Detec- tion, Supervision and Safety for Technical Process, Baden-Baden, Germany,
Maffezzoni, C. (1986). Concepts, practice and trends in fossil power plant control, IFAC Symposium On Power Plant and Power Systems, Beijing, PRC.
Majanne, Y., Ruokonen, T., Kurki, M. and Ala- Siuru, P. (1991). Hierarchical on-line diagno- sis system for power plants, IFAC Fault Detec- tion, Supervision and Safety for Technical Process, Baden-Baden, Germany,
O'Kelly, P.A. (1992). Optimised control of a coal pulverising mill, Technical Report, Costec Co., private communications, 1992.