Embed Size (px)
Citation preview

Advances in Production Engineering & Management 4 (2009) 3, 115-126 ISSN 1854-6250 Scientific paper
115
ADVANCES IN CENTRELESS GRINDING MODELLING AND SIMULATION
Krajnik, P.; Drazumeric, R.; Vrabic, R. & Kopac, J.
University of Ljubljana, Faculty of Mechanical engineering,
Askerceva 6, 1000 Ljubljana, Slovenia, Europe E-Mail: [email protected]
Abstract: By reducing a set-up time of a centreless grinding system, higher process flexibility and productivity can be obtained. This goal is approached by developing and implementing different simulation models that assist in efficient system set-up. The paper deals with the simulation of a geometrical rounding mechanism in plunge centreless grinding and a simulation of workpiece kinematics in throughfeed centreless grinding. Firstly, an analytical 2D process model is described. The model incorporates the workpiece forming mechanism along with the workpiece dynamics and facilitates the simulation of workpiece form, workpiece centre displacement and geometrical stability index. The latter calculation has been embedded to a machine tool controller. Secondly, an analytical 3D process model is described. The model includes a parametrical description of all grinding gap elements and their kinematics and enables the determination of optimal regulating wheel form. Moreover, the model can be used in a simulation tool that creates an interactive virtual environment, places all grinding gap elements in the defined set-up and visualises the process. The simulation software is programmed in C#. Its platform consists of Windows OS, .NET framework and OpenGL graphics library. Key Words: Centreless grinding, Modelling, Simulation
1. INTRODUCTION Centreless throughfeed grinding is commonly employed for the mass production of rotationally symmetrical parts, particularly in automotive industry. It is a process that often suffers from inaccuracy problems due to the centerline of the workpiece not being fixed. The ability to manufacture parts that are capable of meeting the wide range of quality, availability and cost requirements depends on various input parameters. On the shop floor, where different part geometries have to be ground with the same machine tool, the employed input parameters do not always yield desired outputs. This requires adjustments that are based on trial-and-error, which lead to a decrease in the machine tool usability of up to 50%. The goal of the presented research is to provide the possibility of performing simulation based adjustments that are independent of an operator, thus significantly reducing the set-up time and in turn increasing productivity. The workpiece form in plunge centreless grinding is largely dependent upon a multitude of the system, the set-up and the process parameters [1]. The most influential set-up parameter on workpiece form relates to a grinding gap geometry that is controlled by workpiece centre height [2]. The workpiece forming mechanism for different geometries of the grinding gap has been analytically and experimentally studied by many researchers. A review that gives more detailed account of various aspects of the workpiece forming mechanism was conducted by Rowe [3]. The importance of the process parameters such as the feedrate and the number of workpiece revolutions in achieving acceptable workpiece form was established by Yonetsu and Reeka [4, 5]. Computer simulation that could assist in the selection of adequate set-up and process parameters as well as predict workpiece form was demonstrated by Guo [6]. Recently, Friedrich separately analysed two effects of grinding induced and polygon induced workpiece centre displacements on workpiece forming [7]. In

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
116
this paper, first a 2D model is presented that incorporates all abovementioned parameters. It consists of the workpiece forming mechanism and the model of workpiece dynamics. The dynamic behaviour of a machine tool and grinding chatter are not taken into account. The two sub-models are linked up with workpiece centre displacement. By this means, the presented analytical process modelling process overcomes the limitations of previous simulations. It unites separate descriptions of the workpiece centre displacement due to material removal and rotation of out-of-round workpiece, and incorporates workpiece forming mechanism [8]. An experimental based shop floor problem diagnostics of through feed centre less grinding revealed that apart from the rounding mechanism, one of the main problems is related to the variation in workpiece speed along the grinding gap. The workpiece speed was measured with eddy current sensors mounted into a coolant needle nozzle. In order to attain a steady feed rate along the grinding gap the workpiece has to be in simultaneous line contact with the grinding wheel, the regulating wheel and the work rest blade. This yields a noncylindrical shape of the inclined regulating wheel that leads to variations in workpiece speed, especially when grinding long work pieces [9]. This can lead to undesired process disturbances and vibrations of the workpiece. The simulation tool incorporates a 3D model of the grinding gap that enables visualisation of the workpiece forming and kinematics [10]. Based on this, the exact process parameters can be calculated for any point along the grinding gap. The software is programmed in C#, using the .NET framework and the OpenGL 3D graphics library, which is used because the simulation tool is to be ported to the CAVE virtual reality system in near future.
2. GEOMETRICAL STABILITY In plunge centreless grinding the workpiece lies in a defined position between a grinding wheel, a workrest blade and a regulating wheel, which determines the workpiece speed. A 2D grinding gap is shown in Figure 1.
Figure 1: 2D grinding gap geometry.
The grinding gap geometry, defined with angles α and βG, is dependent on the radius of the grinding wheel rS, the radius of the regulating wheel rR, the workpiece radius rW0, the workpiece centre height h, and the angle of the workrest blade β:
0
90 arcsinS W
h
r rα β
= ° − −
+ (1)
0 0
180 arcsin arcsinG
S W R W
h h
r r r rβ
= ° − −
+ + (2)

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
117
The workpiece forming mechanism is largely dependent on grinding gap geometry. The workpiece out-of-roundness relates to the radial deviations of the workpiece from an ideal circle, as shown in Figure 1. Workpiece lobe Arwk coming in contact with the regulating wheel and the workrest blade will cause the horizontal xw and vertical yw workpiece centre displacement that results in growth or suppression of the lobe in contact with the grinding wheel. The growth or suppression of lobes is largely dependent on a stability index SIk introduced by Friedrich [7], whereas the negative stability index leads to the growth of lobes, and the positive stability index to the suppression [1]. For a given grinding gap geometry the stability index can be calculated for any lobing order k:
( ) ( ) ( ) ( )( )
sin cos sin cos1
sin
G G
k
G
k kSI
α β β α
β α
⋅ ⋅ − ⋅ ⋅= + −
(3)
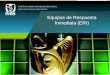
The stability index can assist a machine tool operator in grinding gap set-up. A software
tool, shown in Figure 2, which visualise the stability index directly on the machine tool controller has been developed [11].
2 5 8 14 20 26Werkstück
Legende für den Stabilitätsindex
40 115 190 340 490 640Position
[mm]
3
Figure 2: GUI for stability index calculation [11].
It has to be remarked that the stability index is only an aid for assessing the resulting workpiece form. Static and dynamic characteristics of the machine tool, process kinematics as well as possible contact loss between the grinding wheel and the workpiece are not taken into account.
3. PLUNGE CENTRELESS GRINDING 3.1 Geometrical workpiece forming In plunge centreless grinding the grinding wheel is usually fed towards the workpiece in horizontal direction from its centre MS0 in the direction of the regulating wheel centre MR with the feedrate vfr. In time t the grinding wheel centre is moved to position MS(t). Consequently, due to the material removal, workpiece centre is displaced from the initial position MW0 in the direction of regulating wheel centre to position MW(t). The described time dependent geometrical relations are shown in Figure 3.

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
118
Figure 3: Time-dependant geometrical relations.
In time t, grinding wheel feedrate causes the shift of the grinding wheel projection MS0 in the direction of workpiece centre MW0. Consequently, workpiece centre is displaced in the direction of grinding wheel centre MS0 for xW(t), shown in Figure 4. Workpiece form is described with function rW(φ). A detailed formulation of the geometrical workpiece forming mechanism is given in [8]. In order to calculate the workpiece form, the workpiece centre displacement has to be determined. Its values represent the output from the workpiece dynamics model, which is described in the following chapter.
Figure 4: Workpiece forming. 3.2. Workpiece dynamics In the workpiece dynamics model, the workpiece contacts with the grinding wheel, the workrest blade and the regulating wheel are represented with mass of the workpiece, connected with the contacts by springs and damping, as shown in Figure 5.
Figure 5: Workpiece dynamics.

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
119
The model presumes infinite stiffness of the workpiece and the machine tool beyond the
grinding gap. The model considers the workpiece rotation of form rW(φ) according to introduced geometrical workpiece forming mechanism. Workpiece dynamics is described with the system of two differential equations that are solved numerically. The system of differential equations includes normal and tangential components of forces in three contacts of the grinding gap. Normal force components include values of stiffness and damping for each contact, which are difficult to quantify. Consistent description of contact stiffness is nonlinear and complex. Normal force components also consider displacements in the normal directions of contacts. Displacements are related to the grinding wheel feedrate, workpiece centre displacement and instantaneous workpiece form. Tangential force components include influence of friction in contact of the workpiece with the grinding wheel and the workrest blade. The calculation of the tangential force in the contact of the workpiece with the regulating wheel postulates the absence of contact slip. Model of the workpiece dynamics outputs the workpiece centre displacement that represents the input to the geometrical workpiece forming model. Again, a detailed formulation of the workpiece dynamics is given in [8].
4. THROUGHFEED CENTRELESS GRINDING As demonstrated above, significant gains have been made in the understanding of a workpiece forming by analytical modelling of the 2D grinding gap. In contrast to comprehensive 2D modelling, little attention has been given to 3D modelling of the grinding gap. In order to calculate adequate dressing paths or to simulate workpiece forming and kinematics in throughfeed centreless grinding a 3D geometry of the grinding gap has to be analytically described. 4.1. Regulating wheel dressing Productivity of throughfeed centreless grinding is largely determined by the workpiece axial speed, which is related to the regulating wheel rotational speed and its inclination angle. If the grinding gap set-up is changed to a different workpiece diameter, centre height or regulating wheel inclination angle, the regulating wheel form has to be adjusted by dressing. In most centreless grinding applications, regulating wheels are rubber bonded, and can be dressed by a single-point diamond dressing tool. In conventional regulating wheel dressing the dressing tool is traversed across the regulating wheel in a straight line. The path of the dressing tool is inclined to the regulating wheel axis and displaced by the defined height. A CNC dressing system can reduce the contact interference problem between the workpiece and the regulating wheel. A CNC dressing system enables simultaneous feed control of a dressing tool in a direction parallel to the regulating wheel axis and radial direction. For the implementation of the CNC regulating wheel dressing an input device converts 3D geometrical parameters into the data related to the given form of the regulating wheel. These data are entered to the arithmetic unit, which converts them into CNC control data. For this a 3D grinding gap model is required. 4.2. 3D grinding gap modelling For the modelling purpose, several basic demands for the analytical display of the 3D grinding gap have to be defined:
a.) Simultaneous line contact of the work piece with the grinding wheel, regulating wheel and the work rest blade.
b.) Cylindrical grinding wheel. c.) Noninclined work rest blade. d.) Regulating wheel is inclined and swivelled in its centre.

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
120
Sx
Wx
Rx
Ry
Wy
Rz
RαRα
Rδ
Sy
Rδ
Sz
Wz
The simultaneous line contact of the work piece with the grinding wheel, regulating wheel and the workrest blade enables steady work piece kinematics along the grinding gap. In this way a contact loss between the work piece and the regulating wheel can be avoided. The simulation presumes the employment of a CBN grinding wheel that is practically cylindrical. In view of the machine tool design, the workrest blade is never inclined in the direction of the machine tool plane. The work piece axial speed is obtained by the inclination of the regulating wheel. Most machine tools are designed so that the regulating wheel is inclined and swivelled in its centre, as shown in Figure 6.
Figure 6: 3D grinding gap.
Analytical modelling of the 3D grinding gap requires a parametrical description of the grinding wheel, the workpiece, the workrest blade and the regulating wheel. All four elements are described as two parametrical surfaces in a global coordinate system which lies in the front plane of the workrest blade, shown in Figure 7.
x
y
z
Figure 7: Global coordinate system.
For the grinding gap parameterisation, a definition of geometrical parameters is required. Some basic parameters that are included in the models are shown in Figure 8. Additional parameters are further described in subsections below.

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
121
0Wr1Wr
0Rr
1Rrh
SxRx
Sr
Figure 8: Geometrical parameters of a 3D grinding gap.
The geometry of a cylindrical grinding wheel is determined by its radius rS and width bS. Its analytical model in the global coordinate system gives:
( )cos 1
sin
S A
S
x r u x
y r u
z v
= − −
=
=
, 0 2
0 S
u
v b
π≤ ≤
≤ ≤ (4)
where parameter xA denotes the distance between the grinding wheel and the workrest blade. This distance is later shown in Figure 10. The geometry of a workpiece with length lW, centre height h, input radius rW0 and output radius rW1 along the grinding gap is determined with the following model:
( ) ( )
( ) ( )
cos
sin
S S A W W
W W
x x r x x v r v u
y h y v r v u
z v
= − − + +
= − + +
=
(5)
in the intervals and . The parameter xS describes the horizontal distance between the grinding wheel centre and the workpiece centre and is calculated as:
( )2 2
0S S Wx r r h= + − (6)
The workpiece radius function, shown in Figure 4, is a major technological input
parameter that determines the material removal rate along the grinding gap. The centreless grinding end users require inputting this function directly to the machine tool controller. For the simulation tool we introduced a polynomial workpiece radius function along the grinding gap that enables continuous material removal and undisturbed workpiece passage to the spark-out zone:
( )
( )( ) ( )
( )
1
2
0 1 3
2 2
2
W W
S sa S sa
W W
S sa
r v r
v b b v b br r
b b
= +
− + + −−
−
(7)
where bsa describes the length of a spark-out zone.

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
122
sab
Sb
[ ]mmWr
0Wr
1Wr
[ ]mmWz
Figure 9: Workpiece radius function.
The geometry of a workrest blade depends on its width bA and angle β, shown in Figure 10. Its analytical model in the global coordinate system gives:
tanA
x u
y u h
z v
β
=
= ⋅ −
=
, 0
0
A
S
u b
v b
≤ ≤
≤ ≤ (8)
where parameter hA is calculated as follows:
( )2 2 0
0tan
cosW
A S W S A
rh r r h r x hβ
β = + − − − + −
(9)
xA bA k ⋅
bA
β
hA
Figure 10: Geometrical parameters of a workrest blade.
The contact point between the workpiece and the workrest blade should lie within a certain interval on the support plane. The input workpiece position is controlled by the parameter k. The size of the gap between the grinding wheel and the workrest blade xA can also be entered as input. In order to prevent collision it is important to keep its value positive. To achieve workpiece throughfeed, the regulating wheel has to be inclined for an appointed angle αR. Because of this inclination, the contact point between the workpiece and the regulating wheel is displaced along the grinding gap. The regulating wheel form has to compensate this displacement in order to achieve the required line contact. If the regulating wheel form deviates from the optimal form, the contact gets interrupted and continuous throughfeed of the workpiece is not guaranteed. In order to avoid unsteady workpiece kinematics, the regulating wheel form has to be adapted to the already determined workpiece radius function.

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
123
Wx
Wy
Wz
Rx
Ry
Rz
Wr
RrWϕ
Rϕ
Wn
Rn
fav
The geometry of the regulating wheel depends on its width bR, inclination angle αR, input diameter dR0 and output diameter dR1. The latter two values can be easily acquired from the machine tool controller. Its parameterisation gives:
( )
( ) ( )
( ) ( )
( )
( ) ( )
0
0
0 0
cos sin
cos cos sin sin sin
sin cos sin
cos cos
sin cos sin cos sin
S R S A R R
R R R R
R R R
R R
R R R R
x x x r x v z
r v u u
y v z r v u
z z v z
r v u u
α δ
δ α δ
α α
α δ
δ α δ
= + − − − − −
+
= − −
= + − −
−
(10)
The application of a system of two conditional equations of the contact enables us to
calculate the regulating wheel radius rR and the contact angle φR, shown in Figure 11, in every point of the grinding gap. The solution to these two equations further enables us to determine the distance between the regulating wheel centre, the workpiece centre xR and the swivelling angle δR, which is an important parameter for the machine tool set-up. The discussed system of two equations, which describe the contact between the workpiece and the regulating wheel, is given in [9]. When 3D grinding gap is fully described, the values of angles α and βG are known in all axial positions along the grinding gap. In this way stability indexes in throughfeed centreless grinding are determined. 4.3. Workpiece kinematics In order to determine workpiece kinematics, a non-sliding contact with the regulating wheel in every point of the grinding gap is presupposed. The regulating wheel speed depends on its radius and revolutions. Since the regulating wheel rotation is constant, the workpiece speed is directly related to the calculated regulating wheel form (Figure 11).
Figure 11: Kinematical parameters.
Taking into account the workpiece and the regulating wheel geometries we can determine the rotational component nW and the axial component vfa of a workpiece speed:
(
)
cos cos cos
cos sin sin sin sin cos sin
RW R R R W
W
R R W R R R W
rn n
rα ϕ ϕ
δ ϕ ϕ α δ ϕ ϕ
= +
−
(11)

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
124
( )sin cos cos sin sin30
Rfa R R R R R R
rv n
πα δ ϕ δ ϕ
⋅= + (12)
The workpiece speed in a contact is changing throughout the grinding gap, whereas a
nonsliding contact is only possible in one point at a time. Therefore actual speeds are calculated as average values at a certain workpiece position. These values are prerequisites for the calculation of the grinding cycle time and the specific material removal rate that are major estimates of the process productivity.
5. SIMULATION TOOL A software simulation tool was developed to support the underlying analytical models with visualisation. The grinding gap elements can be placed into the defined set-up. The process kinematics and workpiece forming are simulated in an interactive virtual environment. The simulation tool is currently developed for the Windows platform and is written in the C# programming language using the .NET framework and the OpenGL library. The .NET framework is used for the graphical user interface (GUI) and for certain operations that support the software features, such as parameter loading, saving and screenshot acquisition. The OpenGL library is used to visualise the geometry and kinematics. All of the technologies are widely used and allow the simulation tool to be ported to a variety of operating systems using the Mono platform, which is a runtime environment similar to the .NET framework.
Figure 12: Simulation tool structure.
The analytical model of the grinding gap inputs the parametrical data that describe all grinding gap elements. When the parameters are determined, the analytical model outputs the geometry and kinematics of the elements, as shown in Figure 12. In case any errors are found, they are reported to the user and to the visualisation classes, which are able to represent them graphically. All images are built with the OpenGL function calls. Figure 13 shows a screen image of the simulation tool.

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
125
Figure 13: Simulation tool screenshot.
6. CONCLUSIONS An analytical 2D model was firstly developed for simulation of plunge centreless grinding. The model inputs the geometry of the grinding gap, the system mechanical properties, as well as the process kinematics, and outputs the workpiece form along with its centre displacement. The model provides the basis for a new software tool, which a machine tool manufacturer will implement in a CNC controller. In this way all considered outputs will be readily available to an operator. A simulated output workpiece form will enable an operator to select input parameters in a way to avoid grinding of workpieces with low lobing orders of high amplitudes that give rise to out-of-roundness, while values of workpiece centre displacement will enable exact determination of depth of cut adjustment. Secondly, a simulation tool was developed for the visualisation of throughfeed centreless grinding. The simulation is based on a parametric description of the 3D grinding gap geometry and kinematics. The simulation tool enables a machine tool operator to input set-up and process parameters in such a way as to achieve the required productivity. Further it enables an optimal dressing of the regulating wheel in such a way as to avoid unsteady throughfeed. It can also warn an operator if error conditions exist for the given set-up. In this way it is possible to test different inputs without trial-and-error on the machine tools, which in turn reduces the downtime and avoids the risks of crashes in reality. The presented PC based simulation tool provides the basis for a future state-of-the-art CAVE virtual reality system embedded software tool for training activities that will enhance knowledge and skills in centreless grinding technology.
7. ACKNOWLEDGEMENT This research was conducted within the CEGRIS II project, which is sponsored by the European Commission as part of the Sixth Framework Programme for Research and Technological Development (FP6).

Krajnik, Drazumeric, Vrabic & Kopac: Advances in Centreless Grinding Modelling and Simulation
126
REFERENCES [1] Bhateja, C.P. (1984). Current state of the art of workpiece roundness control in precision
centerless grinding. Annals of the CIRP, 33/1, 199-203 [2] Klocke, F., Friedrich, D., Linke, B., Nachmani, Z., (2004). Basics for in-process roundness
error improvement by a functional workrest blade. Annals of the CIRP, 53/1, 275-280 [3] Rowe, W.B., Miyashita, M., König, W. (2004). Centreless grinding research and its application
in advanced manufacturing technology. Annals of the CIRP, 38/2, 617-625 [4] Yonetsu, S. (1959). Forming mechanism of cylindrical work in centreless grinding. In:
Proceedings of the Fujihara Memorial Faculty of Engineering, Fujihara, Japan [5] Reeka, D. (1967). Zusammenhang zwischen Schleifspaltgeometrie, Bearbeitungsbedinungen
und Rundheitsfehlern beim spitzenlosen Schleifen. PhD thesis, RWTH Aachen [6] Guo, C., Malkin, S., Kovach, J. A., Laurich, M. (1997). Computer simulation of below-center
and above-center centerless grinding. Machining Science and Technology, 1/2, 235-249 [7] Friedrich, D. (2004). Prozessbegleitende Beeinflussung des geometrischen Rundungseffektes
beim spitzenlosen Außenrundeinstechschleifen. PhD thesis, RWTH Aachen [8] Krajnik, P., Drazumeric, R., Meyer, B., Kopac, J., Zeppenfeld, C. (2008). Simulation of
workpiece forming and centre displacement in plunge centreless grinding. International Journal of Machine Tools & Manufacture, 48, 824-831
[9] Krajnik, P., Drazumeric, R., Meyer, B., Kopac, J., Klocke, F. (2007). Advanced regulating wheel dressing in throughfeed centreless grinding. In: Proceedings of the 40th CIRP Conference on Manufacturing Systems, Liverpool, United Kingdom
[10] Krajnik, P., Drazumeric, R., Vengust, I., Vrabic, R., Meyer, B., Kopac, J., Klocke, F. (2008). Simulation of workpiece kinematics in throughfeed centreless grinding. In: Proceedings of the 41st CIRP Conference on Manufacturing Systems, Tokyo, Japan
[11] http://grindaix.de/Eng/cegris.php, Accessed, 31 May 2008