Embed Size (px)
Citation preview

FMEA 3ª REVISÃO
Introdução
Apresentar sistemática para a Análise do Modo e Efeito de Falhas Potenciais (FMEA) e definir diretrizes básicas para sua aplicação.No desenvolver desde trabalho serão discutidas as aplicações de FMEA para projetos e para processos.
FMEA de Projeto
Uma FMEA de projeto é uma técnica analítica usada fundamentalmente pela Engenharia / Equipe Responsável pelo projeto para assegurar que os modos de falhas potenciais e suas causas/ mecanismos associados foram

considerados e abordados. Deveria ser avaliado o produto final e cada sistema, subsistema e componente relacionado. Mais precisamente, uma FMEA é um resumo dos pensamentos da equipe de como um componente, subsistema ou sistema é projetado (incluindo análise dos itens que poderiam dar errado baseado na experiência). Esta abordagem sistemática acompanha, formaliza e documenta a linha de pensamento percorrida durante o desenvolvimento de um projeto.
A FMEA de projeto dá suporte ao desenvolvimento do processo do projeto reduzindo os riscos de falhas (incluindo resultados não desejáveis) por:
-Auxiliar na avaliação do projeto, incluindo requisitos funcionais e alternativos deste.
-Avaliar o projeto inicial em relação aos requisitos de manufatura, montagem, assistência técnica e reciclagem.
-Aumentar a probabilidade de que os modos de falhas potenciais e seus efeitos tenham sido considerados.
-Fornecer informações adicionais para auxiliar no planejamento do projeto, desenvolvimento e programas de validação.
-Desenvolver lista com pontuação dos modos de falhas potenciais de acordo com os efeitos no “cliente”, estabelecendo assim um sistema de priorização para melhorias do projeto, desenvolvimento e ensaios/ análises de validação.
-Proporcionar uma forma de documentação abeta para recomendar e rastrear ações de redução de risco, e,-Proporcionar referências para no futuro ajudar a análise de problemas de campo, na avaliação de projetos e no desenvolvimento de projetos avançados.
Definição de Clientes
A definição de “Cliente” para FMEA de projeto não é apenas o “Usuário Final”, mas também os engenheiros/ equipes responsáveis pelo projeto de montagem de níveis superiores ou do produto final, e /ou os engenheiros responsáveis pelo processo / manufatura nas atividades como manufatura, montagem, e assistência técnica.
Equipe de Trabalho
No inicio do desenvolvimento da FMEA de projeto, o engenheiro responsável deve envolver representantes de todas as áreas envolvidas, incluindo no mínimo a montagem, manufatura, projeto, análise / ensaio, confiabilidade, materiais, qualidade, assistência técnica e fornecedores. Assim como a área de projeto responsável pela próxima montagem de níveis superior ou inferior, ou sistema, subsistema ou componente. A não ser que o engenheiro responsável seja experiente em FMEA e em condução de equipe, é útil ter um facilitador de FMEA para auxiliar a equipe em suas atividades.
A FMEA de projeto e um documento dinâmico e deveria:
-Ser iniciado antes ou na finalização do conceito do projeto.
-Ser atualizada de acordo com as alterações ocorridas ou através das informações adicionais obtidas durante as fases de desenvolvimento do produto, e,
-Estar fundamentalmente concluída antes da liberação dos desenhos de produção.

Considerando que as necessidades da manufatura / montagem foram incorporadas, a FMEA de projeto e assume que o projeto será manufaturado / montado para este fim.Modos de falhas potenciais e / ou causas / mecanismos de falhas que podem ocorrer durante a manufatura ou montagem podem ser concluídos na FMEA do projeto. Quando não incluídos, são cobertos pela FMEA de processo.
A FMEA de projeto não deve contar com controles de processo para atenuar as deficiências potenciais do projeto, mas deve considerar os limites físicos / técnicos para um processo de manufatura ou montagem, por exemplo:
-Necessidades de ângulos de saída do molde-Limitações de acabamento superficial-Espaço para montagem / acesso de ferramentas-Limites de endurecimento dos aços-Tolerâncias / capabilidade de processo / desempenho
A FMEA de projeto pode também levar em consideração os limites técnicos / físicos da manutenção dos produtos {assistência técnica} e reciclagem, por exemplo:
-Acesso a ferramentas-Capabilidade de diagnósticos-Símbolos de classificação de material {para reciclagem}
Desenvolvimento de uma FMEA de Projeto
O engenheiro responsável pelo projeto tem á sua disposição uma série de documentos úteis na preparação de uma FMEA de projeto. A análise começa pelo desenvolvimento de uma lista do que se espera que o projeto deva fazer, isto é, o objetivo do projeto. Deveriam ser incorporadas as necessidades e expectativas do cliente, que podem ser determinadas através de Desdobramento da Função Qualidade (QFD), requisitos conhecidos do produto e / ou de manufatura / montagem / assistência /técnica / reciclagem. Quanto melhor a definição das características desejadas, mais fácil será identificar os modos de falhas potencial para a ação preventiva / corretiva.
Uma FMEA de projeto deveria começar com um diagrama de blocos para o sistema, subsistema, e / ou componente a ser analisado.
Um exemplo de diagrama de blocos é mostrado no apêndice C. O diagrama de blocos também indica o fluxo de informações, energia, força, fluido, etc. O objetivo é indicar as entradas, o processo desenvolvido e as saídas dos blocos.
O diagrama ilustra os relacionamentos entre os itens coberto na análise e estabelece uma ordem lógica para análise. Cópias dos diagramas utilizados deveriam acompanhar a FMEA.

Tabela 1
---Sistema FMEA ( ) Projeto ( ) Processo ( ) Sistema FMEA Nº ----------------------Subsistem Pág.---de------Componente------------------------------- Responsável pelo projeto-------------- Preparado por-----------------------------Ano Modelo (s) do Veículo------------- Data Chave-------------------------------- Data FMEA---/---/---Data Rev---/---/------Equipe------------------------------------------------------------------------------------------------------------------------------------------------------------
Sistema
Função
Requisito
Modo de falha potencial
Efeitos potenciais da falha
SEV
CIass
Causas / mecanismos potenciais da falha
Ocor
Controles atuais Det
NPR
Ações recomendadas
Responsável e prazo
Resultado das ações
Prevenção Detecção Ações tomadas
Sev
Oco
Det
NPR

1. Número da FEMEA
Preencha o nº do documento da FEMEA, o qual pode ser utilizado para rastreabilidade.
2. Nome e Número do Sistema, ou Componente.
Indique o nível de análise e inclua nome e nº da componente, subsistema ou sistema analisado.Os membros da equipe de FMEA precisam decidir no que constitui um sistema, subsistema ou componente de suas atividades específicas, as atuais fronteiras que dividem um sistema, subsistema e componentes são arbitrárias e precisam ser definidas pela equipe de FMEA.
Escopo da FMEA de SistemaUm sistema pode ser considerado coma sendo constituído por vários subsistemas. Esses subsistemas freqüentemente são projetados por diferentes equipes. Algumas FMEA”S de sistema típicas podem cobrir os seguintes sistemas: Carrocerias, Força Motriz, Interior, etc.
Escopo da FMEA de Subsistema
Uma FMEA de subsistema é geralmente um subconjunto de um subsistema. Por exemplo, o subsistema da suspensão dianteira é um subconjunto do sistema de carroceria.
Escopo da FMEA de Componente
Uma FMEA de componente é geralmente uma FMEA focada no subconjunto de um subsistema. Por exemplo, um suporte e um componente da suspensão dianteira (a qual é um dos subsistemas da carroceria).
3. Responsável pelo Projeto
Preencha com o nome do fabricante do equipamento original (OEM), departamento e grupo.Também inclua o nome do fornecedor, se aplicável.
4. Preparado por
Preencha com o nome, telefone e a empresa do responsável pela FMEA.
5. Ano Modelo (s)
Especifique o produto, ano modelo(s) pretendido que será afetado pelo projeto analisado (se conhecido).
6. Data Chave
Data prevista como prazo para conclusão da FMEA, a qual não deveria ultrapassar a data de liberação programada para desenho.

7. Data FMEA
Data em que a FMEA inicial foi compilada e a data de sua última revisão.
8. Equipe
Liste os nomes e departamento das pessoas responsáveis, com autoridade para realizar as tarefas. (É recomendável que cada nome de membro da equipe, departamento, número do telefone, endereço, etc., seja incluído em uma lista de distribuição).
9. Item / função
Preencha com o nome e outras informações pertinentes (como por exemplo: o nº, a classe da peça, etc.) do item a ser analisado. Use a nomenclatura incluindo o nível do projeto como está indicado no desenho de engenharia. Preencha, tão concisamente quanto possível, a função do item em análise para cumprir o objetivo do projeto. Inclua as informações (métricas / medições) considerando o ambiente no qual o sistema opera (ex: temperatura, pressão, umidade, vida do projeto). Se o item tem mais de uma função com diferentes modos de falhas potenciais, liste todas as funções separadamente.
10-Modo de Falha Potencial
O Modo de Falha Potencial é definido como a maneira pela qual um componente, subsistema ou sistema potencialmente falharia ao cumprir ou prover a função pretendida (por exemplo: falhas na função pretendida). O modo de falha potencial pode ser também a causa de uma falha potencial em um sistema ou subsistema de um nível superior, ou ser o efeito de um componente em um nível inferior.
Liste cada modo de falha potencial associado com o item particular de sua função. Assume-se que a falha. O ponto de partida recomendado é a análise critica de problemas passados, relatórios, e a discussão em equipe.
Modos de falha potenciais que poderiam ocorrer somente sobre certas condições de uso (ex: quilometragem acima da média, terreno acidentado, somente uso urbano, etc) e de operação (ex: calor, frio, umidade, poeira etc) deveriam ser considerados.
Modos de falhas potenciais típicos poderiam ser:
-Trincando-Engripado -Desliza (não segura o torque total)-Desengata muito rápido-Deformado-Oxidado-Sem suporte (estrutural)-Sinal inadequado
-Solto-Quebrado-Suporte Inadequado (estrutura)-Sinal intermitente-Vazando-Não transmite torque-Arranha ao engatar-Sem sinal
NOTA: Modos de Falhas Potenciais ser descritos em termos “físicos” ou técnicos, e não como um sintoma necessariamente evidenciado pelo cliente.

11. Efeito(s) Potencial (is) da Falha
Efeitos Potenciais da Falha são definidos como os efeitos do modo de falha na função, como percebido pelo cliente.Descreva os efeitos da falha em termo que o cliente possa perceber ou experimentar. O cliente pode ser interno ou o cliente final. Defina claramente se o modo de falha pode afetar a segurança ou descumprimento a regulamentos / legislação. Efeitos típicos:
-Barulho -Aparência Degradada-Inoperância-Operação Prejudicada-Operação Defeituosa-Instabilidade
-Aspereza-Efeito Térmico-Odor Desagradável-Não conformidade á Legislação
12. Severidade(s)
È a classificação associada ao efeito de falha mais grave para um dado modo de falha e é um índice relativo dentro do escopo da FMEA individual. A redução no índice de classificação da severidade somente pode ser realizada através de uma alteração do projeto. A severidade deveria ser estimada usando a Tabela 2 como uma diretriz:Critério de avaliação sugerido:
A equipe deveria concordar com um critério / índice de avaliação que seja consistente, mesmo se modificado para análise individual de um produto (Ver Tabela 2).
NOTA: Não é recomendado modificar os valores 9 e 10 do critério de classificação.Modo de falha com uma classificação de severidade 1 não deveriam ser mais Analisado.
NOTA: Altos índices de severidade podem algumas vezes ser reduzidos realizandorevisões do projeto que compensem ou diminuam a severidade resultante da falha.

Tabela 2: Critérios de avaliação de severidade sugerido para FMEA de projeto (DFMEA)
Efeito Critério: Severidade do Efeito Índice de Severidade
Perigoso sem aviso prévio
Índice de severidade onde a falha afeta a segurança do veículo ou envolve não-conformidade com legislação governamental sem aviso
10
Perigo com aviso prévio
Índice de severidade onde a falha afeta a segurança do veículo ou envolve não-conformidade com legislação governamental com aviso
9
Muito alto Veículo ou item inoperável (perda de função primária) 8Alto Veículo / item com desempenho reduzido (cliente muito insatisfeito) 7Moderado Veículo / item operável, mas com item de conforto / conveniência
inoperável. Cliente insatisfeito.6
Baixo Veículo / item operável, mas com item de conforto / conveniência com desempenho reduzido. Cliente um tanto insatisfeito.
5
Muito baixo Acabamento / chiado / barulho não-conforme. Cliente percebe (75%ou mais)
4
Menor Acabamento / chiado / barulho não-conforme. Cliente percebe (50% ou mais)
3
Muito menor Acabamento / chiado / barulho não-conforme. Cliente percebe (25% ou mais)
2
Nenhum Sem efeito perceptível. 1
13. Classificação
Esta coluna pode ser usada para classificar qualquer característica especial do produto (ex: crítica, chave, maior, significativa) para um componente, subsistema que possa requerer controles adicionais do projeto ou processo.
Esta coluna pode também ser usada para destacar modos de falhas altamente prioritários para avaliação da engenharia ou se a equipe achar útil ou se a administração solicitar.
14. Causas(s) e Mecanismo(s) Potencial (is) da Falha
A Causa Potencial da Falha é definida como indicação de uma deficiência do projeto, cuja conseqüência é o modo de falha.
Liste de forma mais completa possível, os mecanismos / causas potenciais de falha para cada modo de falha. O mecanismo / causa deveria ser listado tão completa e concisamente quanto possível para que medidas de reforço possam ser aplicadas ás causas.

Causas de falhas típicas podem incluir, mas não se limitar a:
Especificação incorreta de materialInstruções de Manutenção InadequadaEspecificação de Acabamento ImprópriaTolerância especificada ImprópriaCapacidade de Lubrificação BaixaEspecificação de Software ImprópriaAquecimento Excessivo
Sobre-EsforçoInstrução de Manutenção ImprópriasMaterial de Fiação Especificado ImpróprioConsideração inadequada da vida do projetoAlgoritmo IncorretoEspecificação de Locomoção Imprópria
Mecanismos de falhas típicas podem incluir, mas não limitar-se a:
EscoamentoDesgasteEletro-migração
Instabilidade do MaterialFadigaCorrosão
Oxidação QuímicaFluência
15. Ocorrência (O)
Ocorrência é a probabilidade de um mecanismo / causa especifico de falha ocorrer durante a vida do projeto. A probabilidade de ocorrência tem significado relativo mais importante que apenas o valor absoluto. A única forma de reduzir efetivamente o índice de ocorrência é prevenindo ou controlando as causas / mecanismos do modo de falha, através de alteração no projeto ou no processo.
A probabilidade de ocorrência da causa / mecanismo de falha potencial é estimada em uma escala de 1 a 10 – Na determinação da probabilidade de ocorrência, algumas questões deveriam ser consideradas:
-Qual a experiência / histórico de campo com componentes subsistema ou sistemas similares.-O componente é proveniente ou similar ao nível anterior componente, subsistema ou sistema? -Qual o significado das alterações em relação a uma versão mais antiga de componentes, subsistema ou sistema?-O componente e radicalmente diferente de um componente de um nível anterior?-O componente e completamente novo?-A aplicação do componente mudou?-Quais são as modificações no meio ambiente?-Foi utilizada uma análise de energia (ex: confiabilidade) para estimar a taxa esperada de ocorrência comparável para a aplicação?-Controles preventivos foram colocados em prática?
Um sistema consistente para o índice de ocorrência deveria ser usado para se garantir a continuidade. O número de classificação de ocorrência é um índice relativo dentro do escopo da FMEA e pode não refletir a real probabilidade de ocorrência.
Critério de Avaliação Sugerido

A equipe deveria concordar com o critério e índice de avaliação que seja consistente mesmo se modificado para análise individual de um produto. (Ver Tabela 3). A ocorrência deveria ser estimulada usando a tabela 3 como uma diretriz.
Nota: O índice de valor 1 é reservado para “Remota: Falha é improvável”.
Tabela 3. Critério de Avaliação de Ocorrência Sugerido p/ FMEA de Projeto (DFMEA)
Probabilidade de falha Taxas de falhas possíveis Índice de OcorrênciaMuito alta: falhas persistentes >= 100 por mil veículo / itens 10
50 por mil veículos / itens 9Alta: falhas frequentes 20 por mil veículos / itens 8
10 por mil veículos / itens 7Moderada falhas ocasionais 05 por mil veículos / itens 6
02 por mil veículos / itens 5Baixa: relativamente poucas 01 por mil veículos / itens 4
0,5 por mil veículos / itens 3Remota: falha improvável 0,5 por mil veículos / itens 2
<=0,010 por mil veículos / itens
1
16. Controles Atuais do Projeto
Liste as atividades de prevenção, validação / verificação do projeto, ou outras sendo completadas ou comprometidas e as que assegurarão a adequação do projeto para o modo de falha e / ou causa / mecanismo sob consideração. Controles atuais são aqueles usados ou que tem sido usado no mesmo projeto ou em projetos similaresA equipe deveria estar focada em melhorar os controles de projeto; por exemplo: criar novos sistemas de ensaios em laboratórios ou criar novos sistemas de algarismos de modelagem, etc.
Existem dois tipos de controles do projeto a considerar:
Prevenção: Prevenir a ocorrência da causa / mecanismo de falha ou modo de falha, ou reduzir a suataxa de ocorrência.
Detecção: Detectar a causa / mecanismo da falhas ou o modo de falhas, por métodos analíticos ouFísicos, antes do item ser liberado para produção.
A abordagem preferencial é primeiramente usar os controles de prevenção, se possível. Os índices iniciais de ocorrência serão afetados de prevenção, desde que eles sejam incorporados como parte do objetivo do projeto. Os índices iniciais de detecção serão baseados nos mecanismos de projetos que detectam / mecanismo da falha ou detectam o modo de falha.
O formulário de FMEA de projeto nesta apostila tem duas colunas para os controles de projetos, separadas para Controles de Prevenção e Controles de Detecção, para auxiliar a equipe e distinguir claramente entre estes dois tipos de controles. Isto permite uma rápida determinação visual de que ambos os tipos de controles de projeto estão sendo considerados. O uso deste formulário de colunas é a abordagem preferencial.Se o formulário de uma coluna é usado (para controles de projeto), então os seguintes prefixos deveriam ser usados. Para controles de prevenção, colocar a letra “D”.

Uma vez que os controles de projetos tenham sido identificados, analisar criticamente todos os controles de prevenção para determinar se algum índice de ocorrência precisa ser revisado.
17. Detecção
Detecção é a classificação associada com o melhor controle de detecção listado no controle de projeto. Detecção é um índice relativo, dentro do escopo da FMEA individual. Para alcançar um índice menor, geralmente o planejamento do controle de projeto (por exemplo: atividade de validação, e /ou verificação) tem de ser melhorado.
Critério de Avaliação Sugerido
A equipe deveria concordar com o critério /índice de avaliação que seja consistente, mesmo se modificado para a análise individual de um produto.É melhor ter controles de tição implantados tão cedo quanto possível no processo de desenvolvimento do projeto.
NOTA: Após preparar a classificação da detecção, a equipe deveria analisar criticamente a;Classificação da ocorrência e assegurar que ainda á apropriada.
A detecção deveria ser estimada usando a tabela 4 como uma diretriz.
NOTA: O índice de valor 1 é reservado para “Quase certamente”.

TABELA 4. Critério de avaliação de Departamento da FMEA de Projeto (DFMEA).
Detecção Critério: Probabilidade de detecção pelo controle do projeto Índice de Detecção
Absoluta Incerteza
Controle de Projeto não irá ou pode detectar uma causa / mecanismo potencial e subseqüente modo de falha; não existe Controle de Projeto.
10
Muito Remota Possibilidade muito remota que o Controle de Projeto irá detectar uma causa / mecanismo potencial e subseqüente modo de falha
9
Remota Possibilidade remota que o Controle de Projeto irá detectar uma causa / mecanismo potencial e subseqüente modo de falha
8
Muito Baixa Possibilidade muito baixa que o Controle de Projeto irá detectar uma causa / mecanismo potencial e subseqüente modo de falha
7
Baixa Possibilidade baixa que o Controle de Projeto irá detectar uma causa / mecanismo potencial e subseqüente modo de falha
6
Moderada Possibilidade moderada que o Controle de Projeto irá detectar uma causa / mecanismo potencial e subseqüente modo de falha
5
ModeradamenteAlta
Possibilidade moderadamente alta que o Controle de Projeto irá detectar uma causa / mecanismo potencial e subseqüente modo de falha
4
Alta Possibilidade alta que o Controle de Projeto irá detectar uma causa / mecanismo potencial e subseqüente modo de falha
3
Muito AltaPossibilidade muito alta que o Controle de Projeto irá detectar uma causa / mecanismo potencial e subseqüente modo de falha
2
Quase Certamente
O Controle de Projeto irá quase certamente detectar uma causa / mecanismo potencial e subseqüente modo de falha
1
18. Número de Propriedades de Risco (NPR)
O Número de Propriedades de Risco é o produto dos índices de Severidade (S), Ocorrência (O) e Detecção (D).
(S) x (O) x (D) = NPR
Dentro do escopo da FMEA individual este valor (entre 1 e 1000) pode ser usado pra priorizar as deficiências do projeto.
19. Ações Recomendadas
A avaliação da engenharia para a ação preventiva / corretiva deveria ser primeiramente direcionadas as altas severidades,alto NPR e outros itens designados pela equipe.

A intenção de qualquer ação recomendada é reduzir os índices na seguinte ordem:Severidade, ocorrência e detecção.
Na prática, quando a severidade for 9 ou 10, atenção especial deve ser dada para assegurar que o risco é abordado através dos controles de projeto existentes ou ação preventiva / corretiva, não considerando-se o NPR. Em todos os casos onde o efeito de um modo de falha potencial identificado puder ser um perigo para o usuário final, ação preventiva / corretiva deveria ser considerada para evitar o modo de falha, aliviando ou controlando a(s) causas(s).Após especial atenção ter sido dada aos índices de severidade 9 ou 10 a equipe então aborda outros modos de falha, como a intenção de reduzir a severidade, então a ocorrência e então a detecção.
Ações como as seguintes, mas não limitadas a elas, deveriam ser consideradas:
-Revisão de Geometria e /ou Tolerância de Projeto,-Revisão de Especificação do Material,-Projetos de Experimentos (particularmente quando causas múltiplas ou interativas estão presentes) ou outras técnicas de solução de problemas, e,-Revisão do Plano de Ensaios.
O objetivo primário das ações recomendadas é reduzir os riscos e aumentar a satisfação da cliente através do aperfeiçoamento do projeto.
Somente uma revisão do projeto pode trazer uma redução no índice de severidade.Uma redução no índice de ocorrência pode ser efetuada somente renovando-se ou controlando-se uma ou mais das causas / mecanismos do modo de falha através de uma revisão de projeto.Um aumento nas ações de validade / verificação é a ação de engenharia menos desejável, visto que isto não aborda a severidade ou ocorrência no modo de falha.
Se a avaliação da engenharia resulta em não recomendar ações para combinação especifica de modo / causa /controle da falha, indicar isto preenchendo a palavra “nenhuma” nesta coluna.
20. Responsável pela(s) Ação(ões) Recomendadas(s)
Preencha com o nome da empresa / área e pessoas responsáveis para cada ação recomendada, com o respectivo prazo para a execução.
21. Ação(ões) Tomada(s)
a incorporação das modificações na documentação de montagem / manufatura, e,-Analisar criticamente as FMEA’S de Processo e Planos de Controles.
FMEA de processo
Uma FMEA de Processo é uma técnica que tem a finalidade de assegurar que os modos de falha potenciais e suas causas / mecanismos foram considerados. De uma forma precisa, uma FMEA é um resumo dos pensamentos da equipe durante o desenvolvimento de um Após a ação ter sido implementada, preencha uma breve descrição de ação realizada e a data de sua efetivação.
22. Resultados de Ação

Após a ação preventiva / corretiva ter sido identificada, estime e registre os índices resultantes de severidade, ocorrência e detecção. Calcule e registre o NPR resultante. Se não forem tomadas ações, deixe as correspondentes colunas dos índices em branco.
Todos os índices revisados devem ser analisados criticamente. Se uma ação adicional for considerada necessária, repita a análise. O foco deveria sempre ser a melhoria continua.
AÇÕES DE ACOMPANHAMENTO
O engenheiro responsável pelo projeto deve assegurar que as ações recomendadas foram implementadas ou adequadamente abordadas. A FMEA é um documento dinâmico que deveria sempre refletir o último nível de alteração de projeto, bem como as ações relevantes implementadas, incluindo aquelas realizadas após o inicio da produção.
O engenheiro responsável pelo projeto tem várias formas de assegurar que as deficiências são identificadas e as ações recomendadas são implementadas. Elas incluem:
-Assegurar que os requisitos do projeto foram alcançados. -Analisar criticamente os desenhos e especificações de engenharia.-Confirmar processo e inclui análise de itens que poderiam falhar baseados na experiência e nos problemas passados.Esta abordagem acompanha, formaliza e documenta a linha de pensamento percorrida durante o processo de planejamento do processo.
A FMEA de processo:
-Identifica as funções e requisitos do processo,-Identifica os modos de falha potenciais relacionados ao produto e processo,-Avalia os efeitos potenciais das falhas no cliente,-Identificar as causas potenciais de falhas do processo de manufatura ou montagem e as variáveis que deverão ser controladas para redução da ocorrência ou melhoria da eficácia da detecção das falhas,-Identifica as variáveis de processo para enfocar os controles de processo,-Classifica modos de falha(s) potenciais, estabelecendo assim um sistema de priorização para a tomada das ações preventivas / corretivas, e,-Documenta os resultados do processo de manufatura ou montagem.
Definição de cliente
A definição de “Cliente” deveria normalmente ser o “Usuário final”. Entretanto, o cliente pode também ser uma operação subseqüente do processo de manufatura, uma operação de assistência técnica ou regulamentações governamentais.
Equipe de Trabalho
No inicio do desenvolvimento da FMEA de Processo, o responsável deve envolver representantes de todas as áreas envolvidas, as quais deveriam incluir: projeto, montagem, manufatura, materiais, qualidade, assistência técnica, fornecedores e área responsável pela próxima operação.A FMEA de Processo deveria ser um catalisador para estimular a troca de idéias entre as áreas envolvidas, promovendo uma abordagem de equipe.

A menos que o engenheiro responsável seja experiente em FMEA e em condução de equipe é útil ter um facilitador de FMEA auxiliando a equipe em suas atividades.
A FMEA de processo é um documento dinâmico que deveria ser iniciada:
-Antes ou durante o estágio de viabilidade,-Antes do desenvolvimento das ferramentas para produção, e,-Levar em consideração todas as operações de manufatura, desde os componentes individuais até as operações de montagem.
É fundamental que as revisões e análises críticas sejam realizadas nos estágios iniciais de planejamento do processo, a fim de prever, eliminar e monitorar os modos de falhas potenciais nos processos revisados ou novos.
A FMEA de Processo assume que o produto, da forma como foi projetado, irá atender ao objetivo do projeto. Os modos de falhas que podem ocorrer devido a deficiência do projeto podem ser incluídos na FMEA de Processo.
A FMEA de processo não deve conter as alterações de projeto do produto para atenuar deficiências do processo. Entretanto o planejamento do processo leva em consideração as características de projeto do produto de forma assegurar que, na extensão possível, o produto resultante atenda as necessidades e expectativas do cliente.
DESENVOLVIMENTO DE UMA FMEA DE PTROCESSO.O engenheiro responsável pelo processo tem a sua disposição um número de documentos que serão úteis na preparação da FMEA de Processo. A FMEA começa pelo desenvolvimento de uma lista do que é esperado que o processo faça ou esperado que não faça, ou seja, o objetivo do processo.
A FMEA de Processo deveria começar com um fluxograma do processo global, identificando as características do produto / processo associadas às operações. Deveria ser incluída, se disponível, a identificação de alguns efeitos no produto pela FMEA de Projeto. Cópias do fluxograma utilizado na preparação da FMEA deveriam acompanhar a mesma.

Tabela 5 FMEA ( ) Projeto ( ) Processo ( ) Sistema FMEA Nº -------------------
Pág.------de-------Item------------------------------------------- Responsável pelo projeto-------------- Preparado por--------------------------Ano Modelo (s) do Veículo------------- Data Chave-------------------------------- Data FMEA---/---/---Data Rev---/---/---Equipe---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Função processo
Requisito
Modo de falha potencial
Efeitos potenciais da
falha
SEV
CIass
Causas / mecanismos potenciais da
falha
Ocor
Controles atuais Det
NPR
Ações recomendadas
Responsável e prazo
Resultado das ações
Prevenção Detecção Ações tomadas
Sev
Oco
Det
NPR
1. Número da FMEA
Preencha o número da FMEA, o qual pode ser utilizado para rastreabilidade.
2. Item
Entre com o nome e número do componente, subsistema ou sistema em análise.
3. Responsável pelo Projeto
Preencha com o nome do fabricante do equipamento original (OEM), departamento e grupo. Também inclua o nome do fornecedor se conhecido.
4. Preparado por:
Preencha com o nome, telefone, e a empresa do responsável pela FMEA.
5. Ano Modelo (a) /Programa (a)

Especifique o ano modelo (s) /programas (s) pretendido que irá usar e / ou que será afetado pelo projeto / processo que está sendo analisado (se conhecido).
6. Data Chave
Data inicialmente prevista como prazo para conclusão da FMEA, a qual não deveria ultrapassar a data de liberação do início da produção.
7. Data da FMEA
Data em que a FMEA inicial foi complicada e a data de sua última revisão.
8. Equipe
Liste os nomes e departamentos das pessoas responsáveis com autoridade para identificar e / ou realizar as tarefas. (É recomendável que cada nomes dos membros da equipe, departamentos, telefones, endereços, etc., sejam incluídos em uma lista de distribuição).
9. Função do Processo / Requisitos
Descrição simplificada do processo ou operação em análise. Em adição registrar o número associado ao processo / operação. Indicar concisamente o propósito do processo ou operação, incluindo informações sobre o projeto do sistema, subsistema, ou componentes.Onde o processo envolve uma série de operações, com diferentes modos de falhas potenciais, é aconselhável listar cada operação como elemento separado.
10. Modo de falha Potencial
O Modo de Falha Potencial é definido como a maneira pela qual o processo potencialmente falharia em atender aos requisitos do processo e / ou objetivo do projeto, conforme descrito na coluna função do processo / requisitos. Isto é uma descrição de uma não-conformidade nesta operação especifica, que pode ser associada com o modo potencial de falha de uma operação subseqüente ou ao efeito associado a uma falha potencial de uma operação anterior- interfaces do processoEntretanto, na preparação da FMEA, é suposto que os materiais / peças vindos de operações anteriores estão corretos. Exceções podem ser feitas onde os dados históricos indicam deficiências na qualidades das pecas vindas de operações anteriores.
Liste para cada operação, em relação ao um componente, subsistema, sistema ou característica do processo, os modos de falha potenciais. Assume que a falha poderia acontecer, mas não necessariamente pode ocorrer. O engenheiro de processo / equipe deveria ser capaz de responder as seguintes questões:
-Como o processo / peça pode falhar em atender as especificações?-Além das especificações de engenharia, o que um cliente consideraria como falha?
Adicionalmente, um conhecimento do objetivo do projeto é necessário. Os modos de falhas potenciais típicos podem ser:

-Dobrado com rebarba furo deslocado-Danificado no manuseio-Furo muito fundo-Deformado-Circulo aberto-Etiqueta errada
-Rachado Furo muito raso Furo faltante-Sujo-Superfície muito áspera-Superfície muito polida-Em curto-circuito
11. Efeito (s) Potencial (is) de Falha
Efeitos potenciais de falhas são definidos como os efeitos do modo de falha no cliente (s).
Descreva os efeitos da falha em termos do que seria observado ou experimentado pelo cliente, lembrando-se que o cliente pode ser tanto um cliente interno como o usuário final. Defina claramente se o modo de falha poderia empacar na segurança ou causar o não-cumprimento às legislações. Neste contexto, “clientes”, poderia ser a próxima operação, locais ou operações subseqüentes, o concessionário, e / ou o proprietário do veículo, Cada um deve ser considerado quando da avaliação dos efeitos potenciais da falha.
Para o usuário final os efeitos deveriam sempre ser formulados em termos de desempenho do sistema do produto, tais como: BarulhoOperação intermitenteEsforçoRetrabalhos / reparosOperação prejudicada
ExcessoControle de veículoInstabilidadeOperação erráticaVazamentos
Odor desagradávelAsperezaAparênciaInoperânciaInsatisfação do cliente
Se o cliente for a próxima operação / locais subseqüentes, os efeitos deveria ser formulados em termos do desempenho da operação / processo, tais como:
Não dá apertoNão combinaNão conectaDesgasta da ferramenta
Não encaixaPõe o operador em riscoNão encostaNão monta
Não fura / rosqueiaDanifica o equipamento
12. Severidade(S)
Severidade é uma classificação associada ao efeito mais grave para um dado modo de falha.Severidade é um índice relativo dentro do escopo da FMEA individual. Uma redução no índice de classificação de severidade pode ser efetuada através de uma alteração no projeto do sistema,subsistema ou componentes, ou um re-projeto do processo.
Se o cliente afetado pelo modo de falha é a manufatura ou montagem ou o usuário do produto, a avaliação da severidade pode esta fora do campo de experiência ou do conhecimento da equipe do processo. Nesses casos, a FMEA de projeto, o engenheiro de projeto, e / ou o subseqüente engenheiro de projeto da planta de manufatura ou montagem deveria ser consultados.
Critérios de avaliação sugerido
A equipe deveria concordar com um critério / índice de avaliação que seja consistente, mesmo se modificado para a análise individual do processo. (ver tabela 6).

da Tabela 6. Critério de Avaliação de Severidade FMEA de Processo (PFMEA)
Efeito
Critério: Severidade do Efeito Modo de falha resulta em um defeito no cliente final e / ou na planta de manufatura / montagem. O cliente final deveria ser considerado primeiro. Se ambos ocorrerem, usar a maior das severidades.(Efeito no Cliente)
Critério: Severidade do EfeitoModo de falha resulta em um defeito no cliente final e / ou na planta de manufatura / montagem. O cliente final deveria ser considerado primeiro. Se ambos ocorrerem, usar a maior das severidades.(Efeito na manufatura / montagem)
Índice de Severidade
Perigo sem aviso Prévio
Índice de severidade muito alto quando o modo de falha afeta a segurança na operação do veículo e / ou envolve não conformidade com a legislação governamental sem prévio aviso
10
Perigo com aviso Prévio
Índice de severidade muito alto quando o modo de falha afeta a segurança na operação do veículo e / ou envolve não conformidade com a legislação governamental sem prévio aviso
Afeta a segurança do operador com aviso prévio. 9
Muito altoVeículo inoperável (perda de função primária)
100% dos produtos sucateados. Reparo com tempo maior que uma hora (no depto de reparo)
8
AltoVeículo / item com desempenho reduzido (cliente muito insatisfeito)
Seleção de 100% com parte sucateada.Reparo com tempo entre 0,5 e 1 hora (no depto de reparo)
7
ModeradoVeículo / item operável, mas com item de conforto / conveniência inoperável. Cliente insatisfeito.
Parte dos produtos pode ser sucateada sem seleção.Reparo com tempo menor que 0,5 hora (no depto de reparo)
6
BaixoVeiculo /item operável, mas com item de conforto / conveniência com desempenho reduzido. Cliente um tanto insatisfeito.
5
Muito Baixo
Acabamento / chiando / barulho não-coforme. Cliente percebe (75% ou mais)
4

MenorAcabamento / chiado / barulho não-conforme. Cliente percebe (50% ou mais)
3
Muito Menor
Acabamento / chiado / barulho não-conforme. Cliente percebe (25% ou mais)
2
Nenhum Sem efeito identificado 1 13.Classificação
Esta coluna pode ser usada para classificar quaisquer característica especiais de produto ou processo para um componente, subsistema ou sistema que possa requerer controles adicionais de processo.
Esta coluna pode também ser usada para destacar modos de falha altamente prioritários para avaliação da engenharia.
Se uma classificação é identificada na FMEA de processo, o responsável pelo projeto deve ser notificado, pois esta poderá afetar os documentos de engenharia em relação à identificação do item de controle.
Símbolos de característica especial do produto ou processo e seu uso são direcionados por política específica da empresa, e não são normalizados neste documento.
14. Causa(s) e Mecanismo (s) Potencial (is) da Falha
A Causa Potencial da falha é definida como a forma pela qual a falha poderia ocorrer, descrita em termos de alguma coisa que possa ser corrigida ou possa ser controlada.
Liste todas as causas de falha assinaláveis para cada modo de falha potencial. Se uma causa é exclusiva de modo de falha, isto é, se a correção ou controle desta causa tem influência direta no modo de falha, então esta parte da FMEA está completa. Entretanto, muitas causas não são mutuamente exclusivas, e para corrigir ou controlar essas causas, devem ser determinados quais são os principais fatores e quais desses fatores podem ser mais facilmente controlados. As causas deveriam ser descritas de forma que as medidas de reforço possam ser aplicadas às causas pertinentes. Causas de falhas típicas podem ser, mas não se limitam a:
Torque indevido-alto, baixo;Solda incorreto-corrente (amperagem), tempo e pressão;Falta de exatidão dos meios de medição;Tratamento térmico incorreto-tempo, temperatura;Fechamento / ventilação inadequado;Lubrificação inadequada ou sem lubrificação;Peça faltante ou montada incorretamente;Posicionador gasto;Ferramental gasto;Possicionador lascado;Ferramental quebrado;Preparação inadequada da máquina;Programação inadequada;

Deveriam ser listados apenas erros específicos (ex, operador falha ao instalar uma junta de ventilação). Frases ambíguas e genéricas (ex. erro do operador, mal-funcionamento da máquina) deveriam ser evitadas.15. Ocorrência (a)
Ocorrência é a probabilidade de um mecanismo / causa especifico de falha ocorrer. A probabilidade do índice de ocorrência tem um significado relativo ao invés de valor absoluto. Prevenir ou controlar os mecanismos / causas de falhas através de uma alteração no projeto ou processo é a única maneira que a redução do índice de ocorrência possa ser efetivada.Estime a probabilidade de ocorrência de um mecanismo / causa de falha potencial em uma escala de 1 a 10.Um sistema de classificação da ocorrência consistente deveria ser usado para garantir continuidade. O número de classificação de ocorrência é um índice relativo dentro do escopo da FMEA e pode não refletir a probabilidade de ocorrência.
As “Taxas de Falhas Possíveis” são baseados no numero de falhas que são antecipadas durante a execução do processo. Se dados estatísticos de processos similares estão disponíveis, os mesmos deveriam ser usados para determinar o índice de ocorrência. Em todos os outros casos, pode ser realizada uma avaliação subjetiva, utilizando as definições da coluna esquerda da tabela, junto com quaisquer dados históricos de processos similares disponíveis.20 por mil veículos / itens
Critério de avaliação sugerido
A equipe deveria concordar com um critério / índice de avaliação que seja consistente, mesmo se modificado para análise individual de um processo. (Ver Tabela 7).
A ocorrência deveria ser estimada usando-se a Tabela 7 com uma diretriz.
NOTA: O índice de valor 1 é reservado para “Remoto: Falha é improvável”.Tabela 7. Critério de avaliação de ocorrência da FMEA de Processo (PFMEA)Probabilidade de falha Taxas de falhas possíveis Índice de Ocorrência Muito alta: falhas persistentes
<= 100 por mil veículos / itens 1050 por mil veículos / itens 9
Alta: falhas frequentes 20 por mil veículos / itens 810 por mil veículos / itens 7
Moderada: falhas ocasionais 05 por mil veículos / itens 6
02 por mil veículos / itens 5Baixa: relativamente poucas falhas
01 por mil veículos / itens 4
0,5 por mil veículos / itens 3Remota: falha improvável 0,1 por mil veículos / itens 2
>= 0,010 por mil veículos / itens 1
16. Controles Atuais do Processo
Controles atuais do processo são descrições dos controles que podem detectar ou prevenir na medida do possível, a ocorrência do modo de falha. Estes controles podem ser controles de processo, como o Controle Estatístico do Processo (CEP), ou dispositivos a prova de erro, ou

podem ser verificações após o processo. A avaliação pode ocorrer na própria operação, ou em operações subseqüentes. Existem dois tipos de controles de processo a considerar:
Prevenção: Prevenir a ocorrência do mecanismo / causa da falha ou modo de falha, ou reduz seu, índice de ocorrência.
Detecção: Detecta o mecanismo / causa da falha ou o modo de falha, e conduz à ação corretiva.
A abordagem preferencial é primeiro usar os controles de prevenção, se possível. Os índices de ocorrência iniciais serão afetados pelos controles de prevenção desde que eles sejam incorporados como parte do objetivo do projeto. Os índices de detecção iniciais serão baseados nos controles de processo que detectam o mecanismo / causa da falha ou o modo de falha.
O formulário da FMEA de Processo nesta apostila tem duas colunas para os controles de processo (ou seja, colunas separadas para Controles de Prevenção e Controles de Detecção). Isto permite uma determinação visual rápida que ambos os tipos de controles foram considerados. O uso deste formulário de duas colunas é a abordagem preferencial.
Se um formulário de uma coluna (para controles de processo) é utilizado, então os seguintes prefixos deveriam ser utilizados. Para controles de prevenção, colocar a letra “P” antes de cada controle de prevenção listado e a letra “D” antes de cada controle de detecção.Uma vez que os controles de processo foram identificados, analisar criticamente todos os controles de prevenção para determinar se algum índice de ocorrência precisa ser revisado.
17. Detecção(D)
Detecção é a classificação associada com o melhor controle de detecção listado na coluna de controle de processo. Detecção e um índice relativo dentro do escopo de uma FMEA. Para alcançar um índice menor, geralmente o planejamento do controle de processo tem que ser melhorado.
Deve-se assumir que a falha ocorreu e, então, avaliar a eficácia dos Controles Atuais do Processo para prevenir a expedição das peças com esse modo de falha ou defeito. Não deve ser assumido automaticamente que o índice de detecção é baixo devido á baixa ocorrência, mas avaliar a capacidade dos controles de processo em detectar baixa freqüência de modos de falha ou preveni-lo de ocorrerem no processo.
Verificações aleatórias da qualidade não são eficazes para a detecção de um defeito isolado não deveriam influenciar no índice de detecção. A amostragem feita em uma base estatística é valida como um controle de detecção.
Critério de Avaliação Sugerido
A equipe deveria concordar com um critério / índice de avaliação que seja consistente, mesmo se modificado para análise individual do produto. (Ver Tabela 8).
A detecção deveria ser estimulada usando-se a Tabela 8 como uma diretriz.
NOTA: O índice de valor 1 é reservado para “Certamente Detectarão”.

Tabela 8. Critério de Avaliação de Detecção da FMEA de Processo (PFMEA)
Detecção Critério
Tipos de Inspeção
Faixas Sugeridas dos Métodos deDetecção
Índice de Detecção A B
C
Quase impossível
Certeza absoluta da não detecção
x Não pode detectar ou não é verificado.
10
Muito remota
Controles provavelmente não irão detectar
X Controle é alcançado somente com verificação aleatória ou indireta
9
Remota Controles têm poucas chances de detecção
X Controle é alcançado apenas com inspeção visual.
8
Muito Baixa
Controles têm poucas chances de detecção
X Controle é alcançado somente com dupla inspeção visual.
7
Baixa Controles podem detectar X X Controle é alcançado com métodos gráficos tais como CEP.
6
Moderada Controles podem detectar X
Controle é baseado em medições por variáveis depois que as peças deixam a estação, ou em medições do tipo passa não-passa feita em 100% das peças depois que deixam a estação.
5
Moderadamente alta Controles têm boas
chances de detecção X X
Detecção de erros em operações subseqüente ou medições feitas na preparação de máquinas e na verificação da primeira peça (somente para casos de preparação de máquinas).
4
Alta Controles têm boas chances de detecção
X X
Detecção de erros na estação ou em operações subseqüentes por múltiplos níveis de aceitação: fornecer, selecionar, instalar, verificar.Não pode aceitar peça discrepante.
3
Muito Alta Controles têm boas chances de detecção
X XDetecção de erras na estação (medição automática com dispositivo de parada automática).Não pode passar peça discrepante.
2
Peça discrepante não podem

Muito Alta Controles certamente detectarão
X ser produzidas porque o item foi feito à prova de erros projeto de processo / produto.
1
Tipos de Inspeção: A- Prova de Erro B- Medições C- Inspeção Visual
18. Número de Prioridade de Risco (NPR)
O número de prioridade de risco (NPR) é produto dos Índices de Severidade (S), Ocorrência (O) e Detecção (D).
(S)x (O)x (D) = NPR
Dentro do escopo da FMEA individual este valor (entre 1 e 1000) pode ser utilizado para priorizar as deficiências do processo.
19. Ações Recomendadas
A avaliação da engenharia para a ação preventiva / corretiva deveria ser primeiramente direcionada para alta severidade, alto NPR e outros itens designados pela equipe.O objetivo de qualquer ação recomendada é reduzir os índices na seguinte ordem: severidade, ocorrência e detecção.
Como prática geral, quando a severidade é 9 ou 10, atenção especial deve ser dada para assegurar que o risco é abordado através de ações / controles de projeto existentes ou ações corretivas / preventivas de processo, independente do NPR.
Em todos os casos quando o efeito de um modo potencial de falha identificado pudesse ser perigoso ao pessoal da manufatura / montagem, ação corretiva / preventiva deveria ser tomada para o modo de falha, através da eliminação ou controle da(s) causa(s), ou a proteção adequada do operador deveria ser especificada.
Após especial tenção ser dada para índices de severidade 9 ou 10, a equipe então aborda outros modos de falha, com o objetivo de reduzir a severidade, depois a ocorrência, e então a detecção.
As seguintes ações deveriam ser consideradas:
Para reduzir a probabilidade de ocorrência, são necessárias revisões do projeto e / ou processo.Poderiam ser realizados estudos dos processos através de métodos estatísticos para a obtenção de informações importantes das operações na prevenção de defeitos e melhoria continua do processo.
A única forma de conseguir uma redução no índice de severidade é revisando o projeto e / ou processo.
O método preferencial para alcançar redução no índice de detecção é o uso de métodos a prova de erro / falha. Geralmente, a melhoria dos controles de detecção agrega custos ao produto e é ineficaz na melhoria da qualidade. O aumento da freqüência de inspeção do controle da qualidade

não é uma ação corretiva / preventiva eficaz e deveria apenas ser usada como uma medida temporária uma vez que a ação corretiva / preventiva permanente é requerida. Em alguns casos, uma alteração de projeto de uma peça específica pode ser necessária para auxiliar na detecção.
Alterações no sistema atual de controles podem ser implementadas para aumentar essa probabilidade, entretanto, a ênfase deve ser dada em ações de prevenção do defeito (ou seja, reduzindo a ocorrência) ao invés da detecção do mesmo. Um exemplo ilustrativo seria o uso do Controle Estatístico do Processo e a melhoria contínua do processo ao invés de inspeções ou verificações aleatórias da qualidade.
Se a avaliação da engenharia leva a não recomendar ações para uma combinação específica do modo / causa / controle de falha, indicar isto preenchendo a palavra “Nenhuma” nesta coluna.
20. Responsável pela(s) Ação(ões) Recomendadas(s) Preencha com a pessoa responsável pela ação recomendada, e com o prazo para execução.
21. Ação(ões)Tomadas(s)
Após uma ação ter sido implementada, coloque uma breve descrição da ação realizada e a data de sua efetivação.
22. Resultados de Ação
Após a ação preventiva / corretiva ter sido identificada, estime e registre os índices resultantes de severidade, ocorrência e detecção. Calcule e registre o NPR resultante. Se ações não forem tomadas, deixe as correspondentes colunas dos índices em branco.
Todos os índices revisados deveriam ser analisados criticamente. Se ações adicionais forem consideradas necessárias, repita a análise. O foco deveria sempre na melhoria continua.
AÇÕES DE ACOMPANHAMENTO
O engenheiro responsável pelo processo deve assegurar que todas as ações recomendadas foram implementadas ou adequadamente abordadas. A FMEA é um documento dinâmico que deveria sempre refletir o último nível de alteração de projeto, bem como as últimas ações relevantes implementadas, incluindo aquelas realizadas após o inicio da produção.
O engenheiro responsável pelo processo tem diversas maneiras de assegurar que as deficiências são identificadas e que as ações recomendadas são implementadas:
-Assegurando que os requisitos do processo / produto são alcançados;
-Analisando criticamente os desenhos de engenharia, especificações do processo / produto, e fluxograma do processo;-Confirmando a incorporação das mudanças na documentação da montagem / manufatura e;
-Analisando criticamente os Planos de Controle e instruções de operação.
APÊNDICE A

Objetivos da Qualidade da FMEA de Projeto
Nota: requisitos de programas específicos têm precedência
1. MELHORIAS DE PROJETO
A FMEA direciona as Melhorias de Projeto como o objetivo principal.
2. MODOS DE FALHA DE ALTO RISCO
A FMEA aborda todos os Modos de Falha de alto risco, como identificado pela equipe de FMEA, com Plano de Ações executáveis. Todos os outros modos de falha são considerados.
3. PLANO A / D / V OU DPV&R
A Análise / Desenvolvimento / Validação (A/D/V), e / ou Relatório e Plano de Verificação de Projeto (DPV&R) considera os modos de falha da FMEA.
4. INTERFACES
O escopo da FMEA inclui integração interlace ao modo de falha nos diagramas de blocos e análise.
5. LIÇÕES APRENDIDAS
A FMEA considera todas as principais “lições aprendidas” (tais como: garantia alta, campanhas, etc.) como entrada para identificação do modo de falha.
6. CARACTERISTICAS CHAVES OU ESPECIAIS
A FMEA identifica candidatos para Características Chaves apropriadas como entrada para o processo de seleção das Características Chaves, conforme a política da companhia, se aplicável.
7. tempo
A FMEA é completada durante a “Janela de Oportunidade” onde ela poderia mais eficientemente impactar no projeto do produto.
8. EQUIPE
As pessoas certas participam como membro da equipe de FMEA durante toda a análise, e são adequadamente treinadas nos métodos da FMEA. Quando apropriado, usar um facilitador.
9. DOCUMENTAÇAO
O documento FMEA é completamente preenchido “conforme o manual”, incluindo “Ações Tomadas” e novos valores de NPR.
10. USO DO TEMPO

O tempo gasto pela equipe de FMEA é utilizado de forma efetiva e eficiente, tão cedo quanto possível, resultando em valor agregado. Assumindo-se que as Ações Recomendadas são identificadas e implementadas conforme requerido. APÊNDICE B
Objetivos da Qualidade da FMEA de Processo
Nota: requisitos de programas específicos têm precedência
1. MELHORIAS DE PROJETO
A FMEA direciona as Melhorias de Processo como o objetivo principal, com ênfase nas soluções e provas de erros / falhas.
2. MODOS DE FALHAS DE ALTO RISCO
A FMEA aborda todos os Modos de Falha de alto risco, como identificado pela equipe de FMEA, com Planos de Ações executáveis. Todos os outros modos de falha são considerados.
3. PLANOS DE CONTROLE
Os planos de controle de Pré- lançamento e Produção consideram as FMEA’S de processo.
4.INTEGRAÇAO
A FMEA está integrada e consistente com o diagrama de fluxo e planos de controle de processo.
5.LIÇÕES APRENDIDAS
A FMEA considera todas as principais “lições aprendidas” (tais como: garantia alta, campanhas,etc.) como entrada para a identificação do modo de falha.
6. CARACTERÍSTICAS CHAVES OU ESPECIAIS
A FMEA identifica candidatos para Características Chaves apropriadas como entrada para o processo de seleção das Características Chaves, conforme a política da companhia, se aplicável.
7. TEMPO
A FMEA é completada durante a “Janela de Oportunidade” onde ela poderia mais eficientemente empacar no projeto do produto ou processo.
8. EQUIPE
As pessoas certas participam como membro da equipe de FMEA durante toda a análise, e são adequadamente treinadas nos métodos da FMEA. Quando apropriado, usar um facilitador.
9. DOCUMENTAÇÃO

O documento FMEA é completamente preenchido “conforme o manual”, incluindo “Ações Tomadas” e novos valores de NPR.
10. USO DO TEMPO
O tempo gasto pela equipe de FMEA é utilizado de forma efetiva e eficiente, tão cedo quanto possível, resultando em valor agregado. Assumindo-se que as ações Recomendadas são identificadas e implementadas conforme requerido.APÊNDICE C
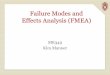
Exemplo de Diagrama de Blocos para FMEA de Projeto
ANÁLISE DE MODO E EFEITO DE FALHA (FMEA)DIAGRAMA DE BLOCOS / CONDIÇÕES EXTREMAS
DENOMINAÇÃO DO SISTEMA: LANTERNA
VEÍCULO PLATAFORMA ANO: 1994-PRODUTO NOVOFMEA NÚMERO: XXX / 10D001
Condições operacionais extremas
Temperatura: -20 a 160 C Impacto: Distância de 6 Pés
Corrosivo: lista teste B
Material externo: Poeira
Vibração: Não aplicável
Umidade: 0 a 100% U.R.
Inflamabilidade: Qual componente está próximo de fontes de calor?______________________
Outros:______________________________________________________________________
Letras = Componentes ____= Fixado / Unido ____ = Com interface, sem unia [ ]Não incluso nesteFMEA
O exemplo abaixo é de uma relação entre diagrama de blocos
INTERRUPTOR LIGA / DESLIGA
C
CONJUNTO DALÂMPADA
D
BATERIAS
B
MOLA
F
CARCAÇA
A
TAMPA
E+
55
4
3
2
1

Componentes A- Carcaça C- Interruptor Liga/desliga
E- tampa
B- Baterias (2 D Cell)D- Conjunto da Lâmpada F- Mola
Fixação 1- Ajuste móvel 2- Rebites 3- Rosca 4-Ajuste rápido5- Ajuste por pressão.

APÊNDICE D- Formulário FMEA
---Sistema FEMEA ( ) PROJETO ( ) PROCESSO ( ) SISTEMA FMEA Nº-----------------------------------------------------------------------------------------------------
---Subsistema Pág.------- de ------- ---Componente ------------------------ Responsável pelo projeto ----------------------- Preparado por
------------------------------------------------------------------------------ Ano Modelo(s) do Veículo ---------- Data Chave ----------------------------------------- Data FMEA ---/---/--- Data Rev ---/---/---Equipe
---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Sistema
Função
Requisito
Modo de FALHa potencial
Efeitos potenciais da
falha
SEV
Ciass
Causas / mecanismos potenciais da
falha
Ocor
Controles atuais Det
NPR
Açõesrecomendadas
Responsável
e prazo
Resultado das ações
Prevenção Detecção Ações tomadas
Sev
Oco
Det
NPR

APÊNDICE F
FMEA de SISTEMA
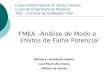
Para ilustrar o significado de FMEA’S do Sistema, Subsistema, e Componentes, conforme abaixo foi construídos na figura 1 (para interfaces e interações)
Exemplo 1: Interfaces e Interações
Meio Ambiente
Figura F 1. Interfaces e interações
A equipe da FMEA é responsável em especificar o escopo da sua respectiva FMEA. O exemplo na Figura F 1 mostra que a equipe especificou os Subsistemas A, B, C e D junto com o meio ambiente envolvido, constituindo-se assim o Sistema.
Interfaces: Subsistemas são Diretamente Conectados via Interfaces
Na figura F 1, as interfaces entre os subsistemas são mostradas onde o Subsistema A tem contato com o Subsistema B, B tem contato com o C, C com o D. O Meio Ambiente também tem contato com cada um dos subsistema listados na Figura F 1, o qual requer que “interfaces do Meio Ambiente” sejam consideradas durante o preenchimento da FMEA.
Interações: Uma mudança em um Subsistema pode causar uma mudança em outro subsistema. Na Figura F 1, as interações entre os subsistemas podem ocorrer entre quaisquer dos sistemas com interfaces. Interações também podem ocorrer entre sistemas sem contato através da transferência pelo meio ambiente. Desta maneira, as interações entre subsistemas que não tem contato podem ser difíceis de serem previstas, mas são importantes e deveriam ser consideradas.
Subsistema
BSubsistemaA
SubsistemaC
SubsistemaD

APENDICE F
Avaliação sugerida para ocorrência com valores de Ppk
Probabilidade Taxas de falhas possíveis
Ppk Índice de ocorrência
Muito alta: falhas persistentes >= 100 por mil peças <0,55 1050 por mil peças >=0,55 9
Alta: falhas frequentes 20 por mil peças >=0,78 810 por mil peças >=0,86 7
Moderada: falhas ocasionais 05 por mil peças >=0,94 602 por mil peças >=1,00 501 por mil peças >=1,10 4
Baixa: relativamente poucasfalhas
0,5 por mil peças >=1,20 30,1 por mil peças >=1,30 2<=0,010 por mil peças >=1,67 1
Calculo da Amostra
Calculo para se determinar o valor de Ppk para um possível índice de falha = 5 por mil peças
Taxa de defeito = 5/1000=0,005
0,005/2 = 0,0025 dividido por dois para limites de especificação alto ou baixo.
Usando-se a tabela Z, o valor Z associado é 2,81 para um valor de 0,0025.
1- Z = (LE-x) x onde LE = limite de especificação e x = média
2- Ppk = mínimo (LE superior – X ou X – LE inferior) / 3
3- Substituindo-se por Z: Ppk = Z /3 = 2,81 / 3 = 0,9367 0,94
Nota: os valores de Ppk acima devem ser usados pela equipe como diretriz para auxiliar na Determinação de um índice de ocorrência, quando dados estatísticos válidos estiverem Disponíveis. Nenhum outro uso dos valores de Ppk acima é pretendido.

BIBLIOGRAFICA
MANUAL FMEA QS 3ª EDIÇÃO